


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
FK 2200
FK 2200 FC
Instrukcja obsługi
PL
Układ chłodzenia
42,0426,0035,PL 005-08062021

Spis treści
Przepisy dotyczące bezpieczeństwa 5
Objaśnienie do wskazówek bezpieczeństwa 5
Informacje ogólne 5
Użytkowanie zgodne z przeznaczeniem 6
Warunki otoczenia 6
Obowiązki użytkownika 6
Obowiązki personelu 7
Przyłącze sieciowe 7
Ochrona osób 7
Dane dotyczące poziomu emisji hałasu 8
Zagrożenie ze względu na kontakt ze szkodliwymi gazami i oparami 8
Niebezpieczeństwo wywołane iskrzeniem 9
Zagrożenia stwarzane przez prąd z sieci i prąd spawania 9
Błądzące prądy spawania 10
Klasyfikacja kompatybilności elektromagnetycznej urządzeń (EMC) 11
Środki zapewniające kompatybilność elektromagnetyczną 11
Środki zapobiegania zakłóceniom elektromagnetycznym 11
Miejsca szczególnych zagrożeń 12
Wymogi dotyczące gazu osłonowego 13
Niebezpieczeństwo stwarzane przez butle z gazem ochronnym 13
Niebezpieczeństwo stwarzane przez wypływający gaz ochronny 14
Środki bezpieczeństwa dotyczące miejsca ustawienia oraz transportu 14
Środki bezpieczeństwa w normalnym trybie pracy 14
Uruchamianie, konserwacja i naprawa 15
Kontrola zgodności z wymogami bezpieczeństwa technicznego 15
Utylizacja 16
Znak bezpieczeństwa 16
Bezpieczeństwo danych 16
Prawa autorskie 16
Informacje ogólne 17
Koncepcja urządzenia 17
Przegląd 17
Zastosowanie 17
Informacje dotyczące płynu chłodzącego 18
Informacje o wyciekach 18
Opcje 19
Zestaw do montażu czujnika przepływu z filtrem wody 19
Zestaw do montażu czujnika przepływu z filtrem wody 19
Elementy obsługi oraz przyłącza 20
Ścianka tylna 20
Ścianka przednia 20
Montaż chłodnicy na wózku 21
Informacje ogólne 21
Montaż chłodnicy na platformie wózka 21
Łączenie chłodnicy ze źródłem prądu spawalniczego 22
Łączenie źródła prądu spawalniczego z chłodnicą 22
Transport chłodnicy i źródła prądu spawalniczego 22
Podłączanie palnika spawalniczego 23
Podłączanie palnika spawalniczego do źródła prądu spawalniczego 23
Podłączanie palnika spawalniczego do chłodnicy 23
Uruchamianie chłodnicy 24
Podłączanie palnika spawalniczego do źródła prądu spawalniczego 24
Warunki gwarancyjne dot. pompy płynu chłodzącego 24
Informacje dotyczące płynu chłodzącego 24
Napełnianie chłodnicy 24
Odpowietrzanie chłodnicy 24
Uruchamianie chłodnicy 25
Wymiana palnika spawalniczego 25
Czyszczenie, konserwacja i utylizacja 26
Informacje ogólne 26
PL
3

Bezpieczeństwo 26
Symbole dotyczące konserwacji i utrzymania chłodnicy w dobrym stanie technicznym 26
Podczas każdego uruchamiania 27
Raz w tygodniu 27
Co 2 miesiące 27
Co 6 miesięcy 27
Co 6 miesięcy w trybie 3-zmianowym przy zastosowaniu płynu chłodzącego na bazie etanolu 28
Co 12 miesięcy w trybie 1-zmianowym przy zastosowaniu płynu chłodzącego na bazie etanolu 28
Co 12 miesięcy w trybie 3-zmianowym przy zastosowaniu płynu chłodzącego FCL 10/20 28
Co 24 miesiące w trybie 1-zmianowym przy zastosowaniu płynu chłodzącego FCL 10/20 28
Ważność „Ogólnych warunków dostawy i płatności” 28
Utylizacja 28
Lokalizacja i usuwanie usterek 29
Informacje ogólne 29
Lokalizacja i usuwanie usterek 29
Dane techniczne 31
Informacje ogólne 31
FK 2200 31
4

Przepisy dotyczące bezpieczeństwa
PL
Objaśnienie do
wskazówek bezpieczeństwa
OSTRZEŻENIE!
Oznacza bezpośrednie niebezpieczeństwo.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem będzie kalectwo
▶
lub śmierć.
NIEBEZPIECZEŃSTWO!
Oznacza sytuację niebezpieczną.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być
▶
najcięższe obrażenia ciała lub śmierć.
OSTROŻNIE!
Oznacza sytuację potencjalnie szkodliwą.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być okale-
▶
czenia lub straty materialne.
WSKAZÓWKA!
Oznacza możliwość pogorszonych rezultatów pracy i uszkodzeń wyposażenia.
Informacje
ogólne
Urządzenie zostało zbudowane zgodnie z najnowszym stanem techniki oraz uznanymi
zasadami bezpieczeństwa technicznego. Mimo to w przypadku błędnej obsługi lub nieprawidłowego zastosowania istnieje niebezpieczeństwo:
- odniesienia obrażeń lub śmiertelnych wypadków przez użytkownika lub osoby trzecie,
- uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
- zmniejszenia wydajności urządzenia.
Wszystkie osoby, zajmujące się uruchomieniem, obsługą, konserwacją i utrzymywaniem
sprawności technicznej urządzenia, muszą
- posiadać odpowiednie kwalifikacje,
- posiadać wiedzę na temat spawania oraz
- zapoznać się z niniejszą instrukcją obsługi i dokładnie jej przestrzegać.
Instrukcję obsługi należy przechowywać wraz z urządzeniem. Jako uzupełnienie do
instrukcji obsługi obowiązują ogólne oraz miejscowe przepisy BHP i przepisy dotyczące
ochrony środowiska.
Wszystkie wskazówki dotyczące bezpieczeństwa i ostrzeżenia umieszczone na urządzeniu należy
- utrzymywać w czytelnym stanie;
- chronić przed uszkodzeniami;
- nie usuwać ich;
- pilnować, aby nie były przykrywane, zaklejane ani zamalowywane.
Umiejscowienie poszczególnych wskazówek dotyczących bezpieczeństwa i ostrzeżeń
na urządzeniu przedstawiono w rozdziale instrukcji obsługi „Informacje ogólne”.
Usterki mogące wpłynąć na bezpieczeństwo użytkowania usuwać przed włączeniem
urządzenia.
5
Liczy się przede wszystkim bezpieczeństwo użytkownika!
Użytkowanie
zgodne z przeznaczeniem
Urządzenie nadaje się do wykonywania prac wyłącznie zgodnie z opisem zawartym w
części o użytkowaniu zgodnym z przeznaczeniem.
Urządzenie jest przeznaczone wyłącznie do zastosowania z wykorzystaniem metod spawania podanych na tabliczce znamionowej.
Inne lub wykraczające poza takie użytkowanie jest traktowane jako niezgodne z przeznaczeniem. Producent nie ponosi odpowiedzialności za szkody powstałe w wyniku
użytkowania niezgodnego z powyższym zaleceniem.
Do zastosowania zgodnego z przeznaczeniem zalicza się również:
- zapoznanie się ze wszystkimi wskazówkami zawartymi w instrukcji obsługi i ich
przestrzeganie,
- zapoznanie się ze wszystkimi zasadami bezpieczeństwa i ostrzeżeniami oraz ich
przestrzeganie,
- przestrzeganie terminów przeglądów i czynności konserwacyjnych.
Nigdy nie używać urządzenia do czynności wymienionych poniżej:
- rozmrażania rur,
- ładowania akumulatorów/baterii,
- uruchamiania silników.
Urządzenie zostało zaprojektowane z myślą o eksploatacji przemysłowej. Producent nie
odpowiada za szkody, jakie mogą wyniknąć z użytkowania w obszarach mieszkalnych.
Producent nie ponosi również odpowiedzialności za niezadowalające lub niewłaściwe
wyniki pracy.
Warunki otoczenia
Obowiązki
użytkownika
Korzystanie z urządzenia lub jego przechowywanie poza przeznaczonym do tego obszarem jest uznawane za niezgodne z przeznaczeniem. Producent nie ponosi odpowiedzialności za szkody powstałe w wyniku użytkowania niezgodnego z powyższym zaleceniem.
Zakres temperatur powietrza otoczenia:
- podczas pracy: od -10°C do +40°C (od 14°F do 104°F)
- podczas transportu i przechowywania: od -20°C do +55°C (od -4°F do 131°F)
Wilgotność względna powietrza:
- do 50% przy 40°C (104°F)
- do 90% przy 20°C (68°F)
Powietrze otoczenia: wolne od pyłu, kwasów, gazów lub substancji korozyjnych.
Wysokość nad poziomem morza: maks. 2000 m (6561 ft. 8.16 in.)
Użytkownik zobowiązuje się zezwalać na pracę z użyciem urządzenia tylko osobom,
które:
- zapoznały się z podstawowymi przepisami BHP oraz zostały poinstruowane o sposobie obsługi urządzenia,
- przeczytały instrukcję obsługi, a zwłaszcza rozdział „Przepisy dotyczące bezpieczeństwa”, przyswoiły sobie ich treść i potwierdziły to swoim podpisem,
- posiadają wykształcenie odpowiednie do wymagań związanych z wynikami pracy.
Należy regularnie kontrolować personel pod względem wykonywania pracy zgodnie z
zasadami bezpieczeństwa.
6

Obowiązki personelu
Wszystkie osoby, którym powierzono wykonywanie pracy przy użyciu urządzenia, przed
rozpoczęciem pracy zobowiązują się
- przestrzegać podstawowych przepisów BHP,
- przeczytać niniejszą instrukcję obsługi, a zwłaszcza rozdział „Przepisy dotyczące
bezpieczeństwa” i potwierdzić swoim podpisem, że je zrozumiały i będą ich przestrzegać.
Przed opuszczeniem stanowiska pracy upewnić się, że w trakcie nieobecności nie istnieje żadne zagrożenie dla ludzi ani ryzyko strat materialnych.
PL
Przyłącze sieciowe
Urządzenia o wysokiej mocy mogą mieć wpływ na jakość energii elektrycznej w sieci ze
względu na duży prąd wejściowy.
Może to dotyczyć niektórych typów urządzeń, przyjmując postać:
- ograniczeń w zakresie możliwości podłączenia,
-
wymagań dotyczących maks. dopuszczalnej impedancji sieci *),
-
wymagań dotyczących minimalnej wymaganej mocy zwarciowej *).
*)
zawsze na połączeniu z siecią publiczną
patrz Dane techniczne
W takim przypadku użytkownik lub osoba korzystająca z urządzenia muszą sprawdzić,
czy urządzenie może zostać podłączone, w razie potrzeby zasięgając opinii u dostawcy
energii elektrycznej.
WAŻNE! Zwracać uwagę na prawidłowe uziemienie przyłącza sieciowego!
Ochrona osób Prace związane z urządzeniem narażają operatora na liczne zagrożenia, np.:
- iskrzenie, rozrzucanie gorących metalowych cząstek;
- promieniowanie łuku spawalniczego szkodliwe dla oczu i dla skóry;
- emitowanie szkodliwych pól elektromagnetycznych, mogących stanowić zagrożenie
dla życia osób z wszczepionym rozrusznikiem serca;
- zagrożenie elektryczne stwarzane przez prąd z sieci i prąd spawania;
- zwiększone natężenie hałasu;
- emitowanie szkodliwych dymów spawalniczych i gazów.
Podczas wykonywania prac związanych z urządzeniem należy nosić odpowiednią odzież
ochronną. Odzież ochronna musi wykazywać następujące właściwości:
- trudnopalna;
- izolująca i sucha;
- zakrywająca całe ciało, nieuszkodzona i w dobrym stanie;
- kask ochronny;
- spodnie bez nogawek.
Odzież ochronna obejmuje między innymi:
- ochronę oczu i twarzy za pomocą przyłbicy z zalecanym przepisami wkładem filtrującym, chroniącym przed promieniami UV, wysoką temperaturą i iskrami;
- noszenie pod przyłbicą zalecanych przepisami okularów ochronnych z osłoną
boczną;
- noszenie sztywnego obuwia, izolującego również w przypadku wilgoci;
- ochronę dłoni za pomocą odpowiednich rękawic (izolujących elektrycznie, z ochroną
przed poparzeniem);
- stosowanie ochrony słuchu w celu zmniejszenia narażenia na hałas i ochrony przed
urazami.
7

W trakcie pracy wszystkie osoby z zewnątrz, a w szczególności dzieci, powinny przebywać z dala od urządzenia i procesu spawania. Jeśli jednak w pobliżu przebywają
osoby postronne:
- Należy poinstruować je o istniejących zagrożeniach (oślepienia przez łuk spawalniczy, zranienia przez iskry, szkodliwe dla zdrowia gazy, hałas, możliwe zagrożenia
powodowane przez prąd z sieci i prąd spawania, itp.).
- Udostępnić odpowiednie środki ochrony lub
- ustawić odpowiednie ścianki ochronne i zasłony.
Dane dotyczące
poziomu emisji
hałasu
Zagrożenie ze
względu na kontakt ze szkodliwymi gazami i
oparami
Urządzenie wytwarza maksymalny poziom ciśnienia akustycznego wynoszący <80 dB(A)
(ref. 1pW) na biegu jałowym oraz w fazie ochładzania po zakończeniu użytkowania
zgodnie z dopuszczalnym maksymalnym punktem pracy przy obciążeniu znamionowym
wg normy EN 60974-1.
Wartość emisji na stanowisku pracy podczas spawania (i cięcia) nie może zostać
podana, ponieważ zależy ona od stosowanej metody i warunków otoczenia. Wartość ta
jest zależna od różnych parametrów, m.in. metody spawania (spawanie MIG/MAG, TIG),
stosowanego rodzaju zasilania (prąd stały, prąd przemienny), zakresu mocy, rodzaju
spawanego materiału, rezonansu elementu spawanego, otoczenia stanowiska pracy itp.
Dym powstający podczas spawania zawiera szkodliwe dla zdrowia gazy i opary.
Dym spawalniczy zawiera substancje, które według monografii 118 wydanej przez International Agency for Research on Cancer wywołują raka.
Używać wyciągu punktowego i wyciągu w pomieszczeniu.
Jeśli to możliwe, używać palnika spawalniczego ze zintegrowanym wyciągiem.
Trzymać głowę z dala od powstającego dymu spawalniczego i gazów.
Powstającego dymu oraz szkodliwych gazów
- nie wdychać,
- odsysać je z obszaru roboczego za pomocą odpowiednich urządzeń.
Zadbać o doprowadzenie świeżego powietrza w wystarczającej ilości. Zadbać o to, aby
zawsze był zapewniony przepływ powietrza na poziomie co najmniej 20 m³ na godzinę.
W przypadku niedostatecznej wentylacji stosować przyłbicę spawalniczą z doprowadzeniem powietrza.
Jeśli istnieją wątpliwości co do tego, czy wydajność odciągu jest wystarczająca, należy
porównać zmierzone wartości emisji substancji szkodliwych z dozwolonymi wartościami
granicznymi.
Za stopień szkodliwości dymu spawalniczego odpowiedzialne są między innymi
następujące składniki:
- metale stosowane w elemencie spawanym;
- elektrody;
- powłoki;
- środki czyszczące, odtłuszczacze itp.;
- stosowany proces spawania.
Dlatego też należy uwzględnić odpowiednie karty charakterystyki materiałów i podane
przez producenta informacje na temat wymienionych składników.
Zalecenia dotyczące scenariuszy narażenia, środków zarządzania ryzykiem i identyfikowania warunków roboczych można znaleźć na stronie internetowej European Welding
Association w sekcji Health & Safety (https://european-welding.org).
8
Palne pary (na przykład pary z rozpuszczalników) nie mogą mieć kontaktu z obszarem
promieniowania łuku spawalniczego.
Jeśli nie są prowadzone prace spawalnicze, należy zamknąć zawór butli z gazem
ochronnym lub główny dopływ gazu.
PL
Niebezpieczeństwo
wywołane iskrzeniem
Zagrożenia stwarzane przez prąd
z sieci i prąd spawania
Iskry mogą stać się przyczyną pożarów i eksplozji.
Nigdy nie spawać w pobliżu palnych materiałów.
Materiały palne muszą być oddalone co najmniej o 11 metrów (36 ft. 1.07 in.) od łuku
spawalniczego lub należy je przykryć odpowiednią osłoną.
Przygotować odpowiednią, atestowaną gaśnicę.
Iskry oraz gorące elementy metalowe mogą przedostać się do otoczenia również przez
małe szczeliny i otwory. Należy zastosować odpowiednie środki, aby zapobiec niebezpieczeństwu zranienia lub pożaru.
Nie wykonywać spawania w obszarach zagrożonych pożarem lub eksplozją oraz przy
zamkniętych zbiornikach, beczkach lub rurach, jeśli nie są one przygotowane zgodnie z
odpowiednimi normami krajowymi i międzynarodowymi.
Nie wolno spawać w pobliżu zbiorników, w których przechowywane są lub były gazy,
paliwa, oleje mineralne itp. Ich pozostałości stwarzają niebezpieczeństwo eksplozji.
Porażenie prądem elektrycznym jest zasadniczo groźne dla życia i może spowodować
śmierć.
W obrębie urządzenia i poza nim nie dotykać żadnych części, które przewodzą prąd
elektryczny.
W przypadku spawania MIG/MAG i TIG napięcie jest przewodzone również przez drut
spawalniczy, szpulę drutu, rolki podające oraz wszystkie elementy metalowe, które są
połączone z drutem spawalniczym.
Podajnik drutu należy zawsze ustawiać na odpowiednio izolowanym podłożu lub też stosować odpowiedni, izolowany uchwyt podajnika drutu.
Aby zapewnić odpowiednią ochronę sobie i innym osobom, zastosować suchą
podkładkę lub też osłonę izolującą odpowiednio od potencjału ziemi albo masy.
Podkładka lub pokrywa musi zakrywać cały obszar między ciałem a potencjałem ziemi
lub masy.
Wszystkie kable i przewody muszą być kompletne, nieuszkodzone, zaizolowane i o
odpowiednich parametrach. Luźne połączenia, przepalone, uszkodzone lub niedostosowane parametrami kable i przewody należy niezwłocznie wymienić.
Przed każdym użyciem ręcznie sprawdzić solidność połączeń elektrycznych.
W przypadku kabli zasilających z wtykiem bagnetowym należy obrócić kabel o co najmniej 180° wokół osi wzdłużnej i naprężyć.
Nie owijać kabli i przewodów wokół ciała ani wokół części ciała.
Elektrody (elektrody topliwej, elektrody wolframowej, drutu spawalniczego itp.)
- nie należy nigdy zanurzać w cieczach w celu ochłodzenia,
- nigdy nie dotykać przy włączonym źródle spawalniczym.
Między elektrodami dwóch źródeł spawalniczych może wystąpić np. zdublowane
napięcie trybu pracy jałowej źródła spawalniczego. W przypadku jednoczesnego
9
dotknięcia potencjałów obu elektrod, w pewnych warunkach może wystąpić zagrożenie
dla życia.
Należy regularnie zlecać wykwalifikowanym elektrykom sprawdzanie kabla zasilania pod
kątem prawidłowego działania przewodu ochronnego.
Urządzenia klasy ochrony I do prawidłowego działania potrzebują sieci z przewodem
ochronnym i systemu wtykowego ze stykiem przewodu ochronnego.
Użytkowanie urządzenia w sieci bez przewodu ochronnego i gniazda bez styku przewodu ochronnego jest dozwolone wyłącznie wtedy, gdy przestrzega się wszystkich krajowych przepisów dotyczących rozłączenia ochronnego.
W innym przypadku jest to traktowane jako rażące zaniedbanie. Producent nie ponosi
odpowiedzialności za powstałe w wyniku tego szkody.
W razie potrzeby zadbać o odpowiednie uziemienie elementu spawanego za pomocą
odpowiednich środków.
Wyłączać nieużywane urządzenia.
Podczas prac na wysokości stosować uprząż zabezpieczającą przed upadkiem.
Przed przystąpieniem do prac przy urządzeniu wyłączyć urządzenie i wyjąć wtyczkę
zasilania.
Urządzenie należy zabezpieczyć przed włożeniem wtyczki zasilania i ponownym włączeniem za pomocą czytelnej i zrozumiałej tabliczki ostrzegawczej.
Błądzące prądy
spawania
Po otwarciu urządzenia:
- Rozładować wszystkie elementy, gromadzące ładunki elektryczne.
- Upewnić się, że żadne podzespoły urządzenia nie są pod napięciem.
Jeśli konieczne jest przeprowadzenie prac dotyczących części przewodzących napięcie
elektryczne, należy poprosić o pomoc drugą osobę, która w odpowiednim czasie wyłączy
urządzenie wyłącznikiem głównym.
W przypadku nieprzestrzegania przedstawionych poniżej zaleceń możliwe jest powstawanie błądzących prądów spawania, które mogą spowodować następujące zagrożenia:
- niebezpieczeństwo pożaru;
- przegrzanie elementów połączonych z elementem spawanym;
- zniszczenie przewodów ochronnych;
- uszkodzenie urządzenia oraz innych urządzeń elektrycznych.
Zadbać o odpowiednie połączenie zacisku elementu z elementem spawanym.
Zamocować zacisk przyłączeniowy elementu spawanego w miarę możliwości jak najbliżej spawanego miejsca.
Ustawić urządzenie na izolacji oddzielającej w wystarczającym stopniu od otoczenia
przewodzącego prąd elektryczny, np.: izolacji od podłoża przewodzącego prąd elektryczny lub izolacji od stojaków/łóż przewodzących prąd elektryczny.
10
W przypadku zastosowania rozdzielaczy prądowych, uchwytów z podwójną głowicą itp.
przestrzegać poniższych zaleceń: Również elektrody nieużywanego palnika spawalniczego / uchwytu elektrody przewodzą potencjał. Zadbać o odpowiednią izolację miejsca
składowania nieużywanego obecnie palnika spawalniczego / uchwytu elektrod.
W zautomatyzowanych zastosowaniach MIG/MAG drut elektrodowy prowadzić w pełnej
izolacji od zasobnika drutu spawalniczego, dużej szpuli lub szpuli do podajnika drutu.

Klasyfikacja kompatybilności elektromagnetycznej
urządzeń (EMC)
Urządzenia klasy emisji A:
- przewidziane do użytku wyłącznie na obszarach przemysłowych,
- na innych obszarach mogą powodować zakłócenia przenoszone po przewodach lub
na drodze promieniowania.
Urządzenia klasy emisji B:
- spełniają wymagania dotyczące emisji na obszarach mieszkalnych i przemysłowych.
Dotyczy to również obszarów mieszkalnych zaopatrywanych w energię z publicznej
sieci niskonapięciowej.
Klasyfikacja kompatybilności elektromagnetycznej urządzeń wg tabliczki znamionowej
lub danych technicznych
PL
Środki zapewniające kompatybilność elektromagnetyczną
W szczególnych przypadkach, mimo przestrzegania wartości granicznych emisji wymaganych przez normy, w przewidzianym obszarze zastosowania mogą wystąpić nieznaczne zakłócenia (np., gdy w pobliżu miejsca ustawienia znajdują się czułe urządzenia
lub miejsce ustawienia znajduje się w pobliżu odbiorników radiowych i telewizyjnych).
W takim przypadku użytkownik jest zobowiązany do podjęcia odpowiednich działań,
zapobiegających tym zakłóceniom.
Odporność na zakłócenia instalacji znajdujących się w otoczeniu urządzenia należy
sprawdzić i określić w oparciu o uregulowania krajowe i międzynarodowe. Przykłady
instalacji podatnych na zakłócenia, które mogą być spowodowane przez urządzenie:
- urządzenia zabezpieczające;
- przewody zasilające, transmitujące sygnały i dane;
- urządzenia do elektronicznego przetwarzania danych i urządzenia telekomunikacyjne;
- urządzenia do pomiarów i kalibracji.
Środki pomocnicze, umożliwiające uniknięcie problemów z kompatybilnością elektromagnetyczną:
1. Zasilanie sieciowe
- W przypadku wystąpienia zakłóceń elektromagnetycznych mimo prawidłowego
podłączenia do sieci, należy zastosować środki dodatkowe (np. użyć odpowiedniego filtra sieciowego).
2. Przewody spawalnicze
- powinny być jak najkrótsze;
- muszą przebiegać blisko siebie (również w celu uniknięcia problemów EMF);
- należy ułożyć z dala od innych przewodów.
3. Wyrównanie potencjałów
4. Uziemienie elementu spawanego
- W razie konieczności wykonać połączenie uziemiające za pośrednictwem odpo-
wiednich kondensatorów.
5. Ekranowanie, w razie potrzeby:
- ekranować inne urządzenia w otoczeniu,
- ekranować całą instalację spawalniczą.
Środki zapobiegania
zakłóceniom
elektromagnetycznym
Pola elektromagnetyczne mogą powodować nieznane jeszcze zagrożenia zdrowia:
- w następstwie oddziaływania na zdrowie osób znajdujących się w pobliżu, np.
używających rozruszników serca lub aparatów słuchowych,
- użytkownicy rozruszników serca powinni zasięgnąć porady lekarza, zanim będą
przebywać w bezpośrednim pobliżu urządzenia oraz procesu spawania,
- ze względów bezpieczeństwa odstępy pomiędzy kablami spawalniczymi oraz
głowicą/kadłubem spawarki powinny być jak największe,
- nie nosić kabla spawalniczego i wiązki do uchwytu na ramieniu i nie owijać ich wokół
ciała lub części ciała.
11

Miejsca
szczególnych
zagrożeń
Trzymać ręce, włosy, części odzieży i narzędzia z dala od ruchomych elementów, np.:
- wentylatorów,
- kół zębatych,
- rolek,
- wałków,
- szpul drutu oraz drutu spawalniczego.
Nie sięgać dłonią w obszar pracy obracających się kół zębatych napędu drutu lub też w
obszar pracy obracających się części napędu.
Pokrywy i elementy boczne można otwierać i zdejmować tylko na czas wykonywania
czynności konserwacyjnych i napraw.
Podczas eksploatacji:
- Upewnić się, czy wszystkie pokrywy są zamknięte i wszystkie elementy boczne prawidłowo zamontowane.
- Wszystkie pokrywy i elementy boczne muszą być zamknięte.
Wysuwanie drutu spawalniczego z palnika spawalniczego oznacza duże ryzyko zranienia (przebicia dłoni, zranienia twarzy i oczu, itp.).
Z tego względu palnik spawalniczy należy trzymać stale z dala od ciała (urządzenia
z podajnikiem drutu) i stosować odpowiednie okulary ochronne.
Nie dotykać elementu spawanego podczas spawania i bezpośrednio po jego zakończeniu — niebezpieczeństwo oparzenia.
Ze stygnących elementów spawanych może odpryskiwać żużel. Dlatego też również
podczas obróbki dodatkowej elementów spawanych należy stosować zalecane przepisami wyposażenie ochronne i zadbać o wystarczającą ochronę innych osób.
Przed przystąpieniem do wykonywania prac przy palniku spawalniczym i innych elementach wyposażenia należy pozostawić palnik spawalniczy oraz inne elementy
wyposażenia o wysokiej temperaturze roboczej do ostygnięcia.
W pomieszczeniach zagrożonych pożarem lub eksplozją obowiązują specjalne przepisy
— należy przestrzegać odpowiednich przepisów krajowych i międzynarodowych.
Źródła prądu spawania, przeznaczone do pracy w pomieszczeniach o podwyższonym
zagrożeniu elektrycznym (np. kotłach), muszą być oznaczone znakiem bezpieczeństwa
(Safety). Źródło prądu spawania nie może się jednak znajdować w takich pomieszczeniach.
Niebezpieczeństwo oparzenia przez wyciekający płyn chłodzący. Przed rozłączeniem
przyłączy dopływu i odpływu płynu chłodzącego wyłączyć chłodnicę.
Podczas stosowania płynu chłodzącego należy przestrzegać informacji zawartych w karcie charakterystyki bezpieczeństwa płynu chłodzącego. Kartę charakterystyki bezpieczeństwa płynu chłodzącego można otrzymać w punkcie serwisowym lub za pośrednictwem strony internetowej producenta.
Do transportu urządzeń przy użyciu żurawi stosować tylko odpowiednie zawiesia do podwieszania ładunków, dostarczone przez producenta.
- Zaczepiać łańcuchy lub liny odpowiednich zawiesi do podwieszania ładunków we
wszystkich przewidzianych do tego celu punktach zaczepienia.
- Łańcuchy i liny mogą być odchylone od pionu tylko o niewielki kąt.
- Usunąć butlę z gazem i podajnik drutu (urządzenia MIG/MAG oraz TIG).
12
W przypadku zawieszenia podajnika drutu do żurawia podczas spawania, należy zawsze
stosować odpowiednie, izolujące zawieszenie podajnika drutu (urządzenia MIG/MAG
i TIG).

Jeśli urządzenie jest wyposażone w pasek lub uchwyt do przenoszenia, służy on
wyłącznie do jego ręcznego transportu. Pasek do przenoszenia ręcznego nie nadaje się
do transportu przy użyciu żurawia, wózka widłowego i innych mechanicznych urządzeń
podnośnikowych.
Wszystkie elementy mocujące (pasy, łańcuchy), które będą używane razem z urządzeniem lub jego podzespołami, należy poddawać regularnej kontroli (np. pod kątem uszkodzeń mechanicznych, korozji lub zmian wywołanych innymi wpływami środowiskowymi).
Okresy kontroli oraz ich zakres muszą odpowiadać co najmniej obowiązującym normom
i dyrektywom krajowym.
Niebezpieczeństwo niezauważonego wycieku bezbarwnego i bezwonnego gazu ochronnego w przypadku zastosowania adaptera do przyłącza gazu ochronnego. Gwint adaptera do przyłącza gazu ochronnego po stronie urządzenia należy przed montażem
uszczelnić za pomocą taśmy teflonowej.
PL
Wymogi
dotyczące gazu
osłonowego
Niebezpieczeństwo stwarzane przez butle
z gazem ochronnym
Zanieczyszczenie gazu osłonowego może spowodować uszkodzenia wyposażenia
i obniżenie jakości spawania, w szczególności w przypadku stosowania przewodów
pierścieniowych.
Konieczne jest spełnienie niżej wymienionych wymogów dotyczących jakości gazu
osłonowego:
- rozmiar cząstek stałych < 40 µm,
- ciśnieniowy punkt rosy < -20°C,
- maks. zawartość oleju < 25 mg/m³.
W razie potrzeby użyć filtrów!
Butle z gazem ochronnym zawierają znajdujący się pod ciśnieniem gaz i w przypadku
uszkodzenia mogą wybuchnąć. Ponieważ butle z gazem ochronnym stanowią element
wyposażenia spawalniczego, należy obchodzić się z nimi bardzo ostrożnie.
Butle ze sprężonym gazem ochronnym należy chronić przed zbyt wysoką temperaturą,
uderzeniami mechanicznymi, żużlem, otwartym ogniem, iskrami i łukiem spawalniczym.
Butle z gazem ochronnym należy montować w pozycji pionowej i mocować zgodnie z
instrukcją, aby nie mogły spaść.
Trzymać butle z gazem ochronnym z dala od obwodów spawalniczych lub też innych
obwodów elektrycznych.
Nigdy nie zawieszać palnika spawalniczego na butli z gazem ochronnym.
Nigdy nie dotykać butli z gazem ochronnym elektrodą.
Niebezpieczeństwo wybuchu — nigdy nie spawać w pobliżu butli z gazem ochronnym,
znajdującej się pod ciśnieniem.
Zawsze należy używać butli z gazem ochronnym odpowiedniej dla danego zastosowania
oraz dostosowanego, odpowiedniego wyposażenia (regulatora, przewodów, złączek itp.).
Używać butli z gazem ochronnym oraz wyposażenia tylko w dobrym stanie technicznym.
W przypadku otwarcia zaworu butli z gazem ochronnym należy odsunąć twarz od
wylotu.
Jeśli nie są prowadzone prace spawalnicze, zawór butli z gazem ochronnym należy
zamknąć.
Jeśli butla z gazem ochronnym nie jest podłączona, kapturek należy pozostawić na
zaworze butli.
13

Stosować się do zaleceń producenta oraz odpowiednich przepisów krajowych i międzynarodowych, dotyczących butli z gazem ochronnym oraz elementów wyposażenia.
Niebezpieczeństwo stwarzane przez
wypływający gaz
ochronny
Środki bezpieczeństwa
dotyczące miejsca ustawienia
oraz transportu
Niebezpieczeństwo uduszenia przez niekontrolowany wypływ gazu ochronnego
Gaz ochronny jest bezbarwny i bezwonny, a w przypadku wypływu może wyprzeć tlen
z powietrza otoczenia.
- Zapewnić wystarczający dopływ świeżego powietrza — przepływ na poziomie co
najmniej 20 m³ na godzinę.
- Przestrzegać instrukcji bezpieczeństwa i konserwacji butli z gazem ochronnym lub
głównego dopływu gazu.
- Jeśli nie są prowadzone prace spawalnicze, należy zamknąć zawór butli z gazem
ochronnym lub główny dopływ gazu.
- Przed każdym uruchomieniem skontrolować butlę z gazem ochronnym lub główny
dopływ gazu pod kątem niekontrolowanego wypływu gazu.
Przewracające się urządzenie może stanowić zagrożenie dla życia! Ustawić urządzenie
stabilnie na równym, stałym podłożu.
- Maksymalny dozwolony kąt nachylenia wynosi 10°.
W pomieszczeniach zagrożonych pożarem i wybuchem obowiązują przepisy specjalne
- Przestrzegać odpowiednich przepisów krajowych i międzynarodowych.
Na podstawie wewnętrznych instrukcji zakładowych oraz kontroli zapewnić, aby otoczenie miejsca pracy było zawsze czyste i uporządkowane.
Urządzenie należy ustawiać i eksploatować wyłącznie zgodnie z informacjami o stopniu
ochrony IP, znajdującymi się na tabliczce znamionowej.
Środki bezpieczeństwa w normalnym trybie
pracy
Podczas ustawiania urządzenia zapewnić odstęp 0,5 m (1 ft. 7.69 in.) dookoła, aby
umożliwić swobodny wlot i wylot powietrza chłodzącego.
Podczas transportu urządzenia należy zadbać o to, aby były przestrzegane
obowiązujące dyrektywy krajowe i lokalne oraz przepisy BHP. Dotyczy to zwłaszcza
dyrektyw dotyczących zagrożeń podczas transportu i przewożenia.
Nie podnosić ani nie transportować aktywnych urządzeń. Przed transportem lub podniesieniem wyłączyć urządzenia!
Przed każdorazowym transportem urządzenia całkowicie spuścić płyn chłodzący, jak
również zdemontować następujące elementy:
- podajnik drutu,
- szpulę drutu,
- butlę z gazem ochronnym.
Przed uruchomieniem i po przetransportowaniu koniecznie przeprowadzić oględziny
urządzenia pod kątem uszkodzeń. Przed uruchomieniem zlecić naprawę wszelkich
uszkodzeń przeszkolonemu personelowi technicznemu.
Urządzenie może być eksploatowane tylko wtedy, gdy wszystkie urządzenia zabezpieczające są w pełni sprawne. Jeśli urządzenia zabezpieczające nie są w pełni sprawne,
występuje niebezpieczeństwo:
- odniesienia obrażeń lub śmiertelnych wypadków przez użytkownika lub osoby trzecie,
- uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
- zmniejszenia wydajności urządzenia.
14

Urządzenia zabezpieczające, które nie są w pełni sprawne, należy naprawić przed
włączeniem urządzenia.
Nigdy nie demontować ani nie wyłączać urządzeń zabezpieczających.
Przed włączeniem urządzenia upewnić się, czy nie stanowi ono dla nikogo zagrożenia.
Co najmniej raz w tygodniu sprawdzać urządzenie pod kątem widocznych z zewnątrz
uszkodzeń i sprawności działania urządzeń zabezpieczających.
Butlę z gazem ochronnym należy zawsze dobrze mocować i zdejmować podczas transportu z użyciem żurawia.
Ze względu na właściwości (przewodność elektryczna, ochrona przed zamarzaniem,
tolerancja materiałowa, palność itp.), do użytku w naszych urządzeniach nadają się tylko
oryginalne płyny chłodzące producenta.
Stosować tylko odpowiednie, oryginalne płyny chłodzące producenta.
Nie mieszać oryginalnego płynu chłodzącego producenta z innymi płynami chłodzącymi.
Do obiegu chłodnicy podłączać wyłącznie komponenty systemu producenta.
Jeśli w następstwie zastosowania innych komponentów systemu lub innego płynu
chłodzącego powstaną szkody, producent nie ponosi za nie odpowiedzialności, a
ponadto tracą ważność wszelkie roszczenia z tytułu gwarancji.
PL
Uruchamianie,
konserwacja i
naprawa
Płyn Cooling Liquid FCL 10/20 nie jest łatwopalny. Płyn chłodzący na bazie etanolu
może być palny w określonych warunkach. Płyn chłodzący należy transportować tylko w
zamkniętych, oryginalnych pojemnikach i trzymać z dala od źródeł ognia.
Zużyty płyn chłodzący należy zutylizować w fachowy sposób zgodnie z przepisami krajowymi i międzynarodowymi. Kartę charakterystyki bezpieczeństwa płynu chłodzącego
można otrzymać w punkcie serwisowym lub za pośrednictwem strony internetowej producenta.
W ostygniętym urządzeniu, przed każdorazowym rozpoczęciem spawania sprawdzić
poziom płynu chłodzącego.
W przypadku części obcego pochodzenia nie ma gwarancji, że zostały wykonane i skonstruowane zgodnie z wymogami w zakresie ich wytrzymałości i bezpieczeństwa.
- Stosować wyłącznie oryginalne części zamienne i elementy ulegające zużyciu
(obowiązuje również dla części znormalizowanych).
- Dokonywanie wszelkich zmian w zakresie budowy urządzenia bez zgody producenta jest zabronione.
- Elementy wykazujące zużycie należy niezwłocznie wymieniać.
- Przy zamawianiu należy podać dokładną nazwę oraz numer artykułu wg listy części
zamiennych, jak również numer seryjny posiadanego urządzenia.
Śruby obudowy mają połączenie z przewodem ochronnym zapewniającym uziemienie
elementów obudowy.
Należy zawsze używać oryginalnych śrub obudowy w odpowiedniej liczbie, dokręcając je
podanym momentem.
Kontrola
zgodności z
wymogami bezpieczeństwa
technicznego
Producent zaleca, aby przynajmniej co 12 miesięcy zlecać przeprowadzenie kontroli
zgodności z wymogami bezpieczeństwa technicznego.
W tym samym okresie 12 miesięcy producent zaleca również kalibrację źródeł prądu
spawalniczego.
15

Zalecana jest kontrola zgodności z wymogami bezpieczeństwa technicznego przez
uprawnionego elektryka:
- po dokonaniu modyfikacji;
- po rozbudowie lub przebudowie;
- po wykonaniu naprawy, czyszczenia lub konserwacji;
- przynajmniej co 12 miesięcy.
Podczas kontroli zgodności z wymogami bezpieczeństwa technicznego należy przestrzegać odpowiednich krajowych i międzynarodowych norm i dyrektyw.
Dokładniejsze informacje na temat kontroli zgodności z wymogami bezpieczeństwa technicznego oraz kalibracji można uzyskać w najbliższym punkcie serwisowym. Udostępni
on na życzenie wszystkie niezbędne dokumenty.
Utylizacja Nie wyrzucać tego urządzenia razem ze zwykłymi odpadami! Zgodnie z Dyrektywą Euro-
pejską dotyczącą odpadów elektrycznych i elektronicznych oraz jej transpozycją do krajowego porządku prawnego, wyeksploatowane urządzenia elektryczne należy gromadzić
oddzielnie i oddawać do zakładu zajmującego się ich utylizacją, zgodnie z zasadami
ochrony środowiska. Właściciel sprzętu powinien zwrócić urządzenie do jego sprzedawcy lub uzyskać informacje na temat lokalnych, autoryzowanych systemów gromadzenia i utylizacji takich odpadów. Ignorowanie tej dyrektywy UE może mieć negatywny
wpływ na środowisko i ludzkie zdrowie!
Znak bezpieczeństwa
Bezpieczeństwo
danych
Prawa autorskie Wszelkie prawa autorskie w odniesieniu do niniejszej instrukcji obsługi należą do produ-
Urządzenia z oznaczeniem CE spełniają wymagania dyrektyw dotyczących urządzeń
niskonapięciowych i kompatybilności elektromagnetycznej (np. odpowiednie normy
dotyczące produktów, z serii norm EN 60 974).
Fronius International GmbH oświadcza, że urządzenie spełnia wymogi dyrektywy
2014/53/UE. Pełny tekst deklaracji zgodności UE jest dostępny pod następującym adresem internetowym: http://www.fronius.com
Urządzenia oznaczone znakiem atestu CSA spełniają wymagania najważniejszych norm
Kanady i USA.
Za zabezpieczenie danych o zmianach w zakresie ustawień fabrycznych odpowiada
użytkownik. W wypadku skasowania ustawień osobistych użytkownika producent nie
ponosi odpowiedzialności.
centa.
Tekst oraz ilustracje odpowiadają stanowi technicznemu w momencie oddania instrukcji
do druku. Zastrzega się możliwość wprowadzenia zmian. Treść instrukcji obsługi nie
może być podstawą do roszczenia jakichkolwiek praw ze strony nabywcy. Będziemy
wdzięczni za udzielanie wszelkich wskazówek i informacji o błędach znajdujących się w
instrukcji obsługi.
16

Informacje ogólne
PL
Koncepcja
urządzenia
Przegląd Chłodnica optymalnie wpasowuje się w
Chłodnica FK 2200 jest dostosowana do współpracy z następującymi źródłami prądu
spawalniczego:
- TransTig 2200
- MagicWave 1700/2200
modułową koncepcję źródeł prądu spawalniczego TransTig 2200 i MagicWave
1700/2200.
Chłodnica razem ze źródłem prądu spawalniczego tworzy całą jednostkę. Podobnie jak samo źródło prądu spawalniczego,
także jednostka złożona ze źródła prądu
spawalniczego i chłodnicy jest przystosowana do montażu na wózku.
Chłodnicę FK 2200 można dodatkowo wyposażyć w opcję „czujnik przepływu” i „czujnik
termiczny”. Jeśli chłodnica jest wyposażona w te opcje, albo jeśli chodzi o wariant
urządzenia FK 2200 FC z czujnikiem przepływu, źródło prądu spawalniczego wyłącza
się w celu zapewnienia optymalnego bezpieczeństwa procesu, o ile wystąpi jedno z
poniższych zdarzeń:
- natężenie przepływu spadnie poniżej określonego poziomu (np. poziom płynu
chłodzącego w zbiorniku jest za niski);
- zostanie przekroczona określona temperatura na odpływie wody (np. w przypadku
przegrzania palnika spawalniczego).
Na panelu obsługi źródła prądu spawalniczego jest dodatkowo wyświetlany odpowiedni
komunikat alarmowy.
Zastosowanie Chłodnicę FK 2200 można stosować w połączeniu z:
- MagicWave 1700
- TransTig / MagicWave 2200
- ręcznym palnikiem spawalniczym TIG chłodzonym wodą, także do spawania TIG z
drutem zimnym
- maszynowym palnikiem spawalniczym TIG chłodzonym wodą, także do spawania
TIG z drutem zimnym
Długość wiązek uchwytu palnika spawalniczego może wynosić maksymalnie:
- 18 m (59 ft.) w przypadku MagicWave 1700
- 18 m (59 ft.) w przypadku TransTig / MagicWave 2200
17

Informacje
dotyczące płynu
chłodzącego
OSTROŻNIE!
Niebezpieczeństwo wywołane użyciem niedozwolonego płynu chłodzącego.
Skutkiem mogą być poważne straty materialne.
Stosować wyłącznie płyn chłodzący dostępny u producenta.
▶
Nie mieszać różnych płynów chłodzących.
▶
Przy wymianie płynu chłodzącego wymienić cały płyn.
▶
W przypadku zmiany z płynu chłodzącego na bazie etanolu na płyn chłodzący
▶
FCL 10 należy koniecznie użyć zestawu Change Kit FCL10 i postępować zgodnie
z dołączonymi instrukcjami.
Informacje o
wyciekach
Powierzchnie uszczelnienia wału wewnątrz pompy płynu chłodzącego są smarowane
przez płyn chłodzący, dlatego zawsze może wystąpić określony wyciek. Niewielki wyciek
jest dopuszczalny.
Po pierwszym uruchomieniu i przy ponownym uruchamianiu po dłuższym przestoju
wymagana jest określona faza docierania pompy płynu chłodzącego. W trakcie tej fazy
docierania wyciek może być większy. Po upływie fazy docierania wielkość wycieku
zmniejsza się do określonego poziomu. Jeśli tak się nie stanie, należy powiadomić serwis.
18

Opcje
PL
Zestaw do
montażu czujnika
przepływu z filtrem wody
Zestaw do
montażu czujnika
przepływu z filtrem wody
Opcja czujnika przepływu z filtrem wody kontroluje przepływ płynu chłodzącego podczas
spawania. W przypadku usterki przepływu płynu chłodzącego opcja czujnika przepływu
wysyła sygnał ostrzegawczy. Źródło prądu spawalniczego odłącza prąd.
Usterka przepływu płynu chłodzącego może zostać wywołana przez
- za małą ilość płynu chłodzącego
- niewystarczające odpowietrzanie układu chłodzenia
- zanieczyszczony płyn chłodzący
- wycieki w układzie chłodzenia
- uszkodzone pompy płynu chłodzącego
- zamrożony płyn chłodzący (praca w zbyt niskiej temperaturze)
Opcja czujnika termicznego kontroluje temperaturę płynu chłodzącego. Gdy temperatura
płynu chłodzącego nadmiernie wzrośnie, opcja czujnika termicznego wysyła sygnał
ostrzegawczy. Źródło prądu spawalniczego odłącza prąd.
19

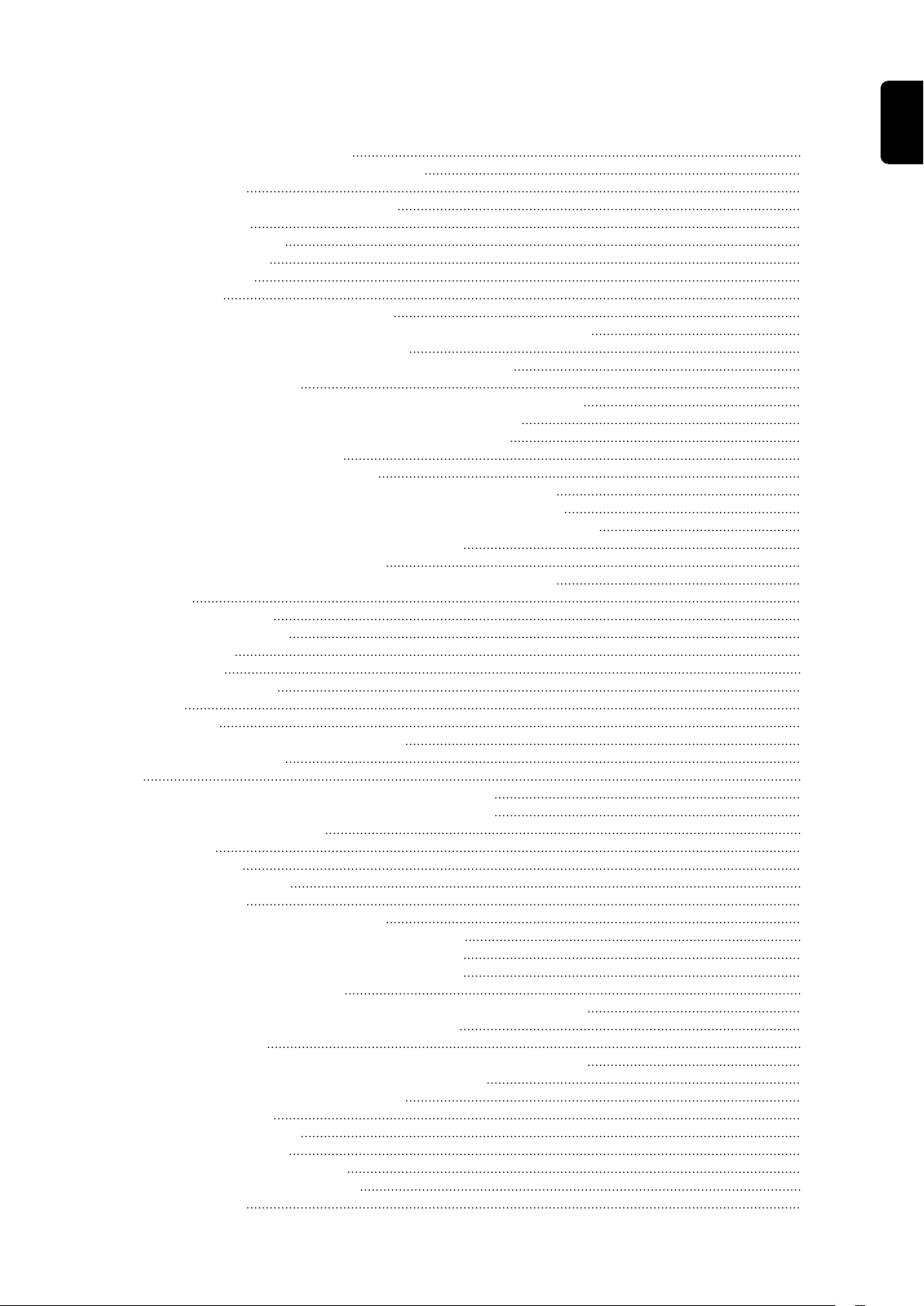
Elementy obsługi oraz przyłącza
(1)
(3)(4)
(2)
(6)
(5)
(7)
Ścianka tylna
Ścianka przednia
(1) Wziernik poziomu płynu
chłodzącego
(2) Otwór przelotowy na wał pompy
płynu chłodzącego
(3) Bezpiecznik pompy płynu
chłodzącego
(4) Wkręcana zatyczka / króciec
wlewu
FK 2200 — przyłącza, ścianka tylna
(5) Przyłącze wtykowe dopływu
wody (czarne)
(6) Przyłącze odpływu wody (czer-
wone)
FK 2200 — przyłącza, ścianka przednia
(7) Kontrolka ... świeci, gdy pracuje
pompa płynu chłodzącego
20

Montaż chłodnicy na wózku
PL
Informacje
ogólne
Montaż chłodnicy
na platformie
wózka
Aby zwiększyć mobilność całego systemu spawania z chłodnicą, system spawania
można zamontować na wózku.
WSKAZÓWKA!
Chłodnicę można zamontować na najniższej pozycji.
Ustawić wyłącznik zasilania w pozycji
1
„O”.
Zamontować kątowniki mocujące,
2
każdy za pomocą 3 śrub „ExtrudeTite”, na platformie wózka.
Ustawić chłodnicę na platformie
3
wózka.
Przykręcić chłodnicę z przodu i z tyłu
4
do kątowników mocujących platformy
wózka, każdorazowo używając 2 śrub
„Extrude-Tite”.
WAŻNE!
Montaż źródła prądu spawalniczego na wózku (bez chłodnicy) przebiega tak, jak
opisano powyżej.
21

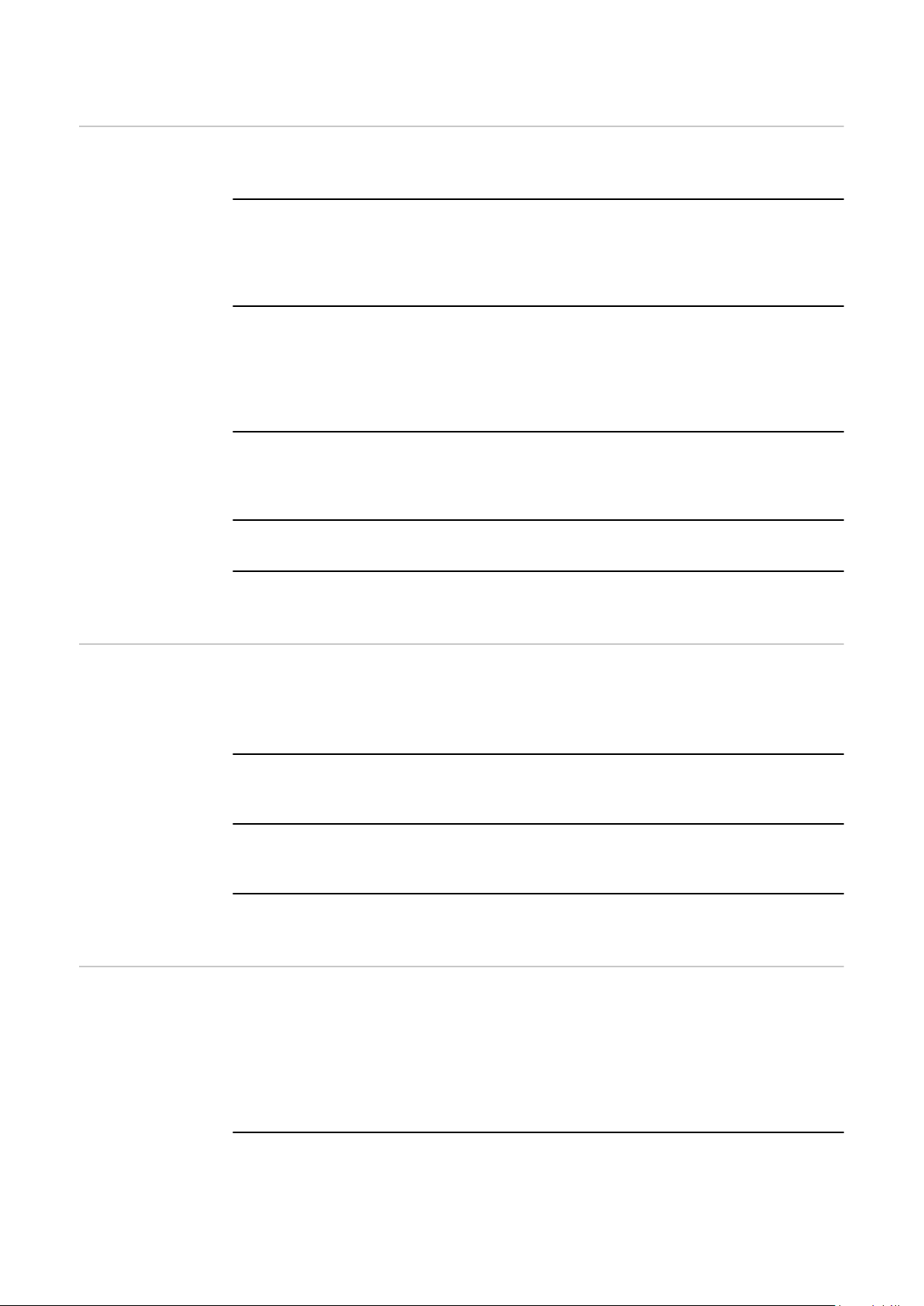
Łączenie chłodnicy ze źródłem prądu spawalni-
(8)
(9)
(10)
czego
Łączenie źródła
prądu spawalniczego z
chłodnicą
Ustawić wyłącznik zasilania w pozycji
1
„O”.
Układanie źródła prądu spawalniczego
2
na chłodnicy: Zawiesić źródło prądu
spawalniczego nad chłodnicą za
pomocą odpowiedniego podnośnika.
Przeciągnąć wtyczkę łączącą (8)
3
źródła prądu spawalniczego przez
otwór na spodzie tak daleko, jak to
Połączenie wtykowe między źródłem prądu spawalni-
czego a chłodnicą
Utworzyć połączenie wtykowe (9) między źródłem prądu spawalniczego a chłodnicą.
4
możliwe
OSTROŻNIE!
Zgięte lub uszkodzone kable mogą powodować zwarcia.
Podczas nakładania źródła prądu spawaln iczego zwrócić uwagę na to, aby wtyczka
łącząca i kabel łączący nie zostały zgięte lub uszkodzone.
Ostrożnie ustawić źródło prądu spawalniczego na chłodnicy.
5
Przymocować źródło prądu spawalni-
6
czego za pomocą dołączonych śrub
(10, rys. 5) z przodu i z tyłu do
chłodnicy.
Transport
chłodnicy i źródła
prądu spawalniczego
OSTROŻNIE!
Niebezpieczeństwo wywołane przewracającymi się lub spadającymi urządzeniami.
Sprawdzić wszystkie połączenia śrubowe
pod kątem prawidłowego osadzenia.
Mostki mocujące do montażu źródła prądu spawalni-
czego
OSTROŻNIE!
Niebezpieczeństwo zranienia przez spadające urządzenia.
Aby było możliwe transportowanie źródła prądu spawalniczego z zamontowaną
chłodnicą, źródło prądu spawalniczego musi być wyposażone w „uchwyt transportowy”.
22

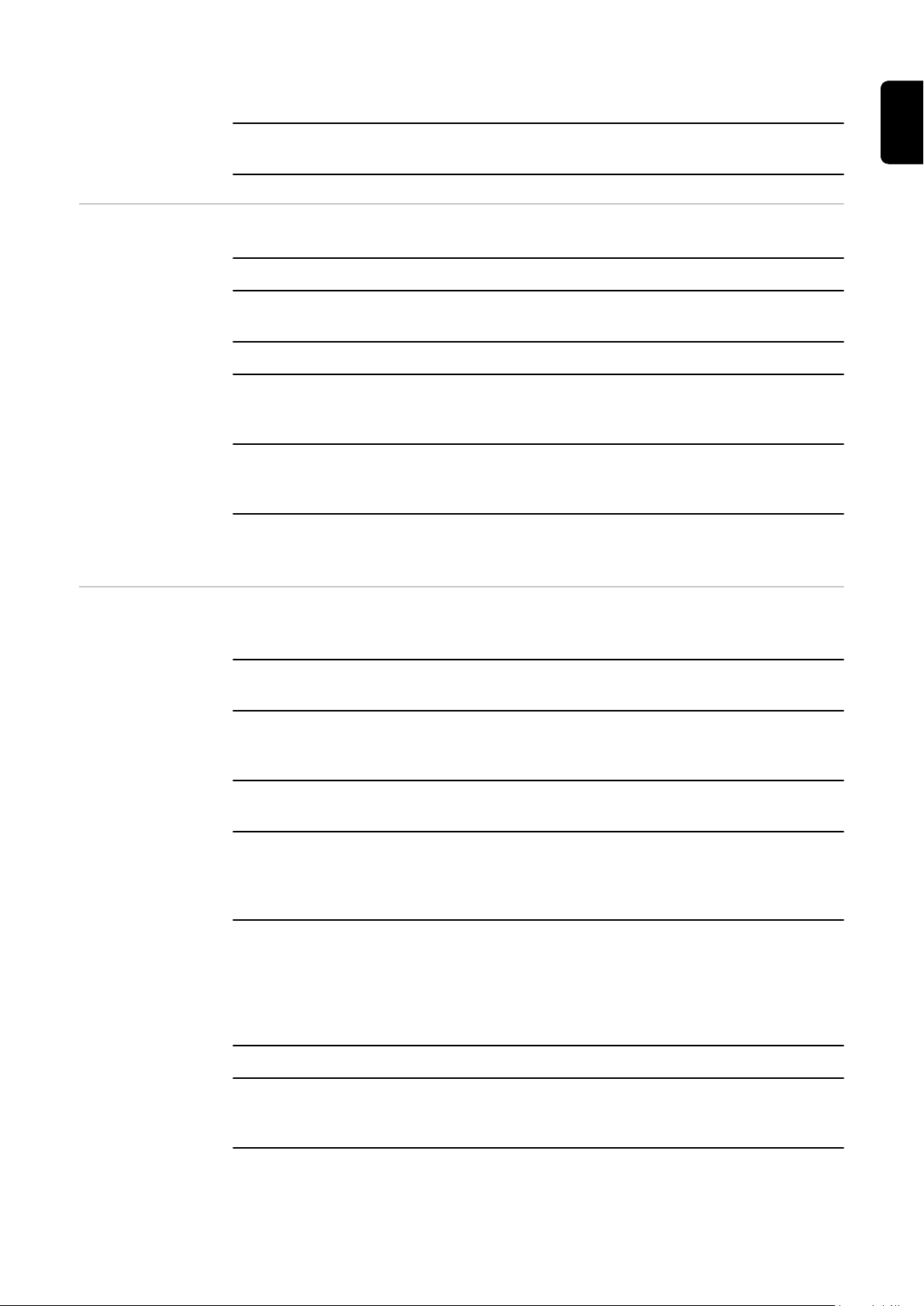
Podłączanie palnika spawalniczego
(6)
(5)
PL
Podłączanie palnika spawalniczego do źródła
prądu spawalniczego
Podłączanie palnika spawalniczego do
chłodnicy
Podłączyć palnik spawalniczy do źródła prądu spawalniczego (patrz instrukcja
1
obsługi źródła prądu spawalniczego).
Podłączyć przyłącza wody palnika
1
spawalniczego do przyłącza wtykowego dopływu wody (5; czarne) i
odpływu wody (6; czerwone)
chłodnicy.
Przyłącza wody dla palnika spawalniczego
23

Uruchamianie chłodnicy
Podłączanie palnika spawalniczego do źródła
prądu spawalniczego
Warunki gwarancyjne dot. pompy
płynu
chłodzącego
Informacje
dotyczące płynu
chłodzącego
Napełnianie
chłodnicy
Podłączyć palnik spawalniczy do źródła prądu spawalniczego (patrz instrukcja
1
obsługi źródła prądu spawalniczego).
Pompa płynu chłodzącego może być eksploatowana wyłącznie z oryginalnym płynem
chłodzącym producenta urządzenia. Praca (także krótkotrwała) pompy płynu
chłodzącego na sucho jest niedopuszczalna i prowadzi do zniszczenia pompy płynu
chłodzącego. W takich przypadkach producent nie ponosi żadnej odpowiedzialności.
Do napełniania chłodnicy używać wyłącznie oryginalnego płynu chłodzącego Fronius.
Nie zaleca się stosowania innych środków przeciw zamarzaniu z uwagi na ich przewodnictwo elektryczne lub tolerancję materiałową.
WAŻNE!
Chłodnica jest dostarczana bez płynu chłodzącego.
Płyn chłodzący jest dostarczany oddzielnie w kanistrze o pojemności 5 litrów. Przed uruchomieniem chłodnicy należy nalać płyn chłodzący!
Odpowietrzanie
chłodnicy
Nalewanie płynu chłodzącego:
Ustawić wyłącznik zasilania w pozycji „O”.
1
Odkręcić wkręcaną zatyczkę.
2
Nalać płynu chłodzącego.
3
Ponownie przykręcić wkręcaną zatyczkę — chłodnica jest gotowa do pracy.
4
WSKAZÓWKA!
Jeżeli chłodnica jest napełniana płynem chłodzącym po raz pierwszy, przed uruchomieniem należy ją odpowietrzyć.
Chłodnicę należy odpowietrzyć:
- po pierwszym napełnieniu;
- gdy w trakcie pracy pompy płynu chłodzącego nie dochodzi do obiegu płynu
chłodzącego.
Odpowietrzanie chłodnicy:
Podłączyć wtyczkę zasilania lub uaktywnić zasilanie.
1
Ustawić wyłącznik zasilania w pozycji „I” — chłodnica jest gotowa do pracy.
2
Pociągnąć do tyłu pierścień zabezpieczający przyłącza wtykowego dopływu wody
3
(czarnego).
Odłączyć przewód zasilania wodą.
4
24

Ostrożnie wcisnąć i przytrzymać kulkę uszczelniającą w środku przyłącza wtyko-
5
wego dopływu wody za pomocą sworznia drewnianego lub plastikowego.
Zwolnić kulkę uszczelniającą, gdy zacznie wypływać płyn.
6
Ponownie włożyć przewód zasilania wodą.
7
Sprawdzić przyłącza wody z zewnątrz pod kątem szczelności.
8
Proces odpowietrzania powtarzać tak często, aż będzie widoczny niezakłócony odpływ
przez króciec wlewu.
PL
Uruchamianie
chłodnicy
Wymiana palnika
spawalniczego
WSKAZÓWKA!
Przed każdym uruchomieniem chłodnicy należy sprawdzić poziom oraz czystość
płynu chłodzącego.
Podłączyć wtyczkę zasilania lub uaktywnić zasilanie.
1
Ustawić wyłącznik zasilania źródła prądu spawalniczego w położeniu „I” — pompa
2
płynu chłodzącego zaczyna pracować.
Kontrolować przepływ płynu chłodzącego, aż będzie można stwierdzić prawidłowy
3
przepływ. Ewentualnie odpowietrzyć chłodnicę.
WSKAZÓWKA!
Podczas spawania należy regularnie kontrolować przepływ płynu chłodzącego —
w króćcu wlewowym musi być widoczny prawidłowy odpływ.
OSTROŻNIE!
Niebezpieczenstwo uszkodzenia chlodnicy wywolane nadcisnieniem.
Przed przedmuchaniem palnika spawalniczego za pomoca sprezonego powietrza nalezy
odkrecic wkrecana zatyczke krócca wlewu.
25

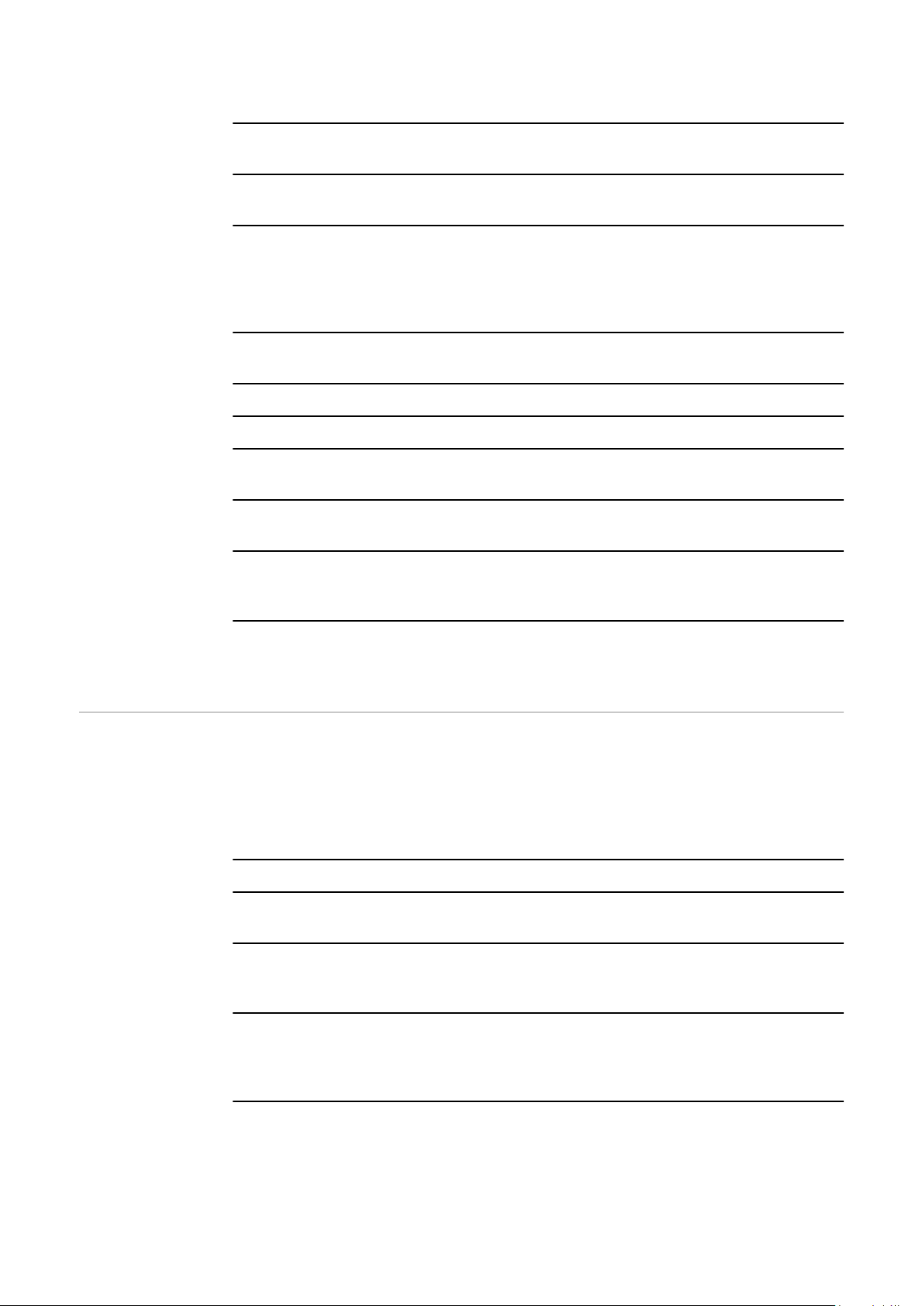
Czyszczenie, konserwacja i utylizacja
(1)
(2) (3)
(4)
Informacje
ogólne
Bezpieczeństwo
W normalnych warunkach pracy chłodnica wymaga minimalnego nakładu pracy, potrzebnej do utrzymania w dobrym stanie technicznym i konserwacji. Przestrzeganie kilku
ważnych punktów stanowi jednak niezbędny warunek długoletniej eksploatacji systemu
spawania.
NIEBEZPIECZEŃSTWO!
Porażenie prądem elektrycznym może mieć śmiertelne skutki.
Przed otwarciem urządzenia należy je wyłączyć, odłączyć od sieci i umieścić na nim czytelną, zrozumiałą tabliczkę zabraniającą ponownego włączania — w razie potrzeby
rozładować kondensatory elektrolityczne. Śruby obudowy są odpowiednim miejscem do
podłączenia przewodów ochronnych uziemienia obudowy. W żadnym wypadku nie wolno
zastępować tych śrub innymi, jeśli nie umożliwiają one niezawodnego podłączenia przewodów ochronnych.
OSTROŻNIE!
Niebezpieczeństwo oparzenia zbyt gorącym płynem chłodzącym.
Przyłącza wody należy sprawdzać dopiero po ostygnięciu płynu chłodzącego.
Symbole
dotyczące konserwacji i utrzymania chłodnicy
w dobrym stanie
technicznym
WAŻNE!
Nie wolno wylewać płynu chłodzącego do kanalizacji ściekowej!
WSKAZÓWKA!
Do napełniania chłodnicy wolno stosować wyłącznie oryginalny płyn chłodzący
producenta.
(1) Sprawdzić poziom płynu
chłodzącego
(2) Wymienić płyn chłodzący
(3) Przedmuchać chłodnicę
(4) Przeczytać instrukcję obsługi
Odpowiednie częstotliwości konserwacji i
czynności konserwacyjne opisano na
kolejnych stronach.
26

Podczas każdego
uruchamiania
- Sprawdzić palnik spawalniczy, zestaw przewodów połączeniowych i połączenie z
masą pod kątem uszkodzeń.
- Sprawdzić, czy odstęp wokół urządzenia wynosi 0,5 m (1.6 ft.), aby był możliwy
swobodny wlot i wylot powietrza chłodzącego.
WSKAZÓWKA!
Ponadto otwory wlotowe i wylotowe powietrza nie mogą być w żadnym razie
zakryte, również częściowo.
OSTROŻNIE!
Niebezpieczeństwo oparzenia zbyt gorącym płynem chłodzącym.
Przyłącza wody należy sprawdzać dopiero po ostygnięciu płynu chłodzącego.
W przypadku zastosowania palnika spawalniczego chłodzonego wodą
- Sprawdzić szczelność przyłączy wody.
- Monitorować ilość odpływającej wody w zbiorniku płynu chłodzącego.
- Jeżeli nie dochodzi do odpływu, sprawdzić chłodnicę i ewentualnie odpowietrzyć ją.
WSKAZÓWKA!
Jeżeli palniki spawalnicze chłodzone wodą będą stosowane bez wody chłodzącej,
w większości przypadków doprowadzi to do uszkodzenia korpusu palnika spawalniczego lub wiązki uchwytu.
Producent nie ponosi odpowiedzialności za szkody powstałe wskutek tego; ponadto
tracą ważność wszelkie roszczenia z tytułu gwarancji..
PL
Raz w tygodniu
Co 2 miesiące
Co 6 miesięcy
Sprawdzić poziom i czystość płynu chłodzącego.
1
W przypadku, gdy poziom płynu chłodzącego spadnie poniżej oznaczenia „min” ...
2
uzupełnić płyn chłodzący.
Sprawdzić odpływ płynu chłodzącego pod kątem zabrudzeń i ewentualnie oczyścić.
1
Jeśli występuje: sprawdzić filtr płynu chłodzącego oraz czujnik przepływu pod kątem
2
prawidłowego działania i zabrudzeń, w razie potrzeby oczyścić.
Zdemontować części boczne urządzenia i przedmuchać je w celu oczyszczenia
1
wnętrza urządzenia suchym, sprężonym powietrzem o zredukowanym ciśnieniu.
WSKAZÓWKA!
Niebezpieczeństwo uszkodzenia elementów elektronicznych.
Nie przedmuchiwać z bliska elementów elektronicznych.
W przypadku dużej ilości pyłu oczyścić również chłodnicę wodną.
1
27

Co 6 miesięcy w
trybie 3-zmianowym przy zastosowaniu płynu
chłodzącego na
bazie etanolu
Przedmuchać chłodnicę
1
Wymiana płynu chłodzącego
2
Co 12 miesięcy w
trybie 1-zmianowym przy zastosowaniu płynu
chłodzącego na
bazie etanolu
Co 12 miesięcy w
trybie 3-zmianowym przy zastosowaniu płynu
chłodzącego FCL
10/20
Co 24 miesiące w
trybie 1-zmianowym przy zastosowaniu płynu
chłodzącego FCL
10/20
Wymiana płynu chłodzącego na bazie etanolu.
1
Zużyty płyn chłodzący zutylizować zgodnie z przepisami.
2
Wymiana płynu chłodzącego
1
Zużyty płyn chłodzący zutylizować zgodnie z przepisami.
2
Wymiana płynu chłodzącego
1
Zużyty płyn chłodzący zutylizować zgodnie z przepisami
2
Ważność
„Ogólnych
warunków
dostawy i
płatności”
Ogólne warunki dostaw i płatności” zgodnie z cennikiem odnoszą się do chłodnic tylko
przy uwzględnieniu następujących warunków:
- w przypadku czasu pracy wynoszącego maks. 8 h/dzień (praca w trybie jednozmianowym);
- wyłącznie przy stosowaniu płynu chłodzącego Fronius;
- przy regularnej konserwacji i regularnej wymianie płynu chłodzącego.
Utylizacja Utylizację przeprowadzać zgodnie z obowiązującymi krajowymi przepisami w tym zakre-
sie.
28

Lokalizacja i usuwanie usterek
(7)
(2)
PL
Informacje
ogólne
Lokalizacja i usuwanie usterek
Jeśli chłodnica jest wyposażona w jedną z poniższych opcji, na panelu obsługi źródła
prądu spawalniczego wyświetlany jest odpowiedni komunikat błędu:
- Czujnik przepływu ... no | H2O (usterka przepływu płynu chłodzącego)
- Czujnik termiczny... hot | H2O (za wysoka temperatura płynu chłodzącego)
Bezpiecznik pompy płynu chłodzącego
Za mały przepływ wody lub jego brak
Przyczyna:
Usuwanie:
Za niski poziom płynu chłodzącego
Uzupełnić płyn chłodzący
Przelot służący do obracania wału silnika w przy-
padku unieruchomienia pompy płynu chłodzącego
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zwężenia lub ciała obce w układzie chłodzenia
Usunąć zwężenia lub ciała obce
Uszkodzony bezpiecznik pompy płynu chłodzącego
Wymienić bezpiecznik pompy płynu chłodzącego
Uszkodzenie pompy płynu chłodzącego
Wymienić pompę płynu chłodzącego
Unieruchomienie pompy płynu chłodzącego
‑ Zdemontować bezpiecznik pompy płynu chłodzącego (7)
‑ Wprowadzić z zewnątrz przez przelot wału pompy płynu chłodzącego
odpowiednich rozmiarów wkrętak płaski
‑ Obrócić wał silnika (2)
‑ Zamontować ponownie bezpiecznik pompy płynu chłodzącego (7)
Filtr płynu chłodzącego (opcja) ułożony obok przyłącza wtykowego odpływu
wody
Oczyścić filtr płynu chłodzącego za pomocą czystej, bieżącej wody lub
wymienić wkład filtra
29

Za mała wydajność chłodzenia
Przyczyna:
Usuwanie:
Uszkodzony wentylator
Wymienić wentylator
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Głośna praca
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
no l H2O
Zadziałał przepływomierz (opcja) lub czujnik przepływu w chłodnicy. Na panelu obsługi
wyświetlany jest komunikat błędu.
Przyczyna:
Usuwanie:
Uszkodzenie pompy płynu chłodzącego
Wymienić pompę płynu chłodzącego
Zabrudzenie chłodnicy
Przedmuchać chłodnicę suchym, sprężonym powietrzem
Podłączona chłodnica o zbyt małej wydajności chłodzenia
Użyć chłodnicy o większej wydajności chłodzenia
Za niski poziom płynu chłodzącego
Uzupełnić płyn chłodzący
Uszkodzenie pompy płynu chłodzącego
Wymienić pompę płynu chłodzącego
Błąd w przepływie płynu chłodzącego
Skontrolować chłodnicę; w razie potrzeby dolać płynu chłodzącego lub
odpowietrzyć przewód dopływu wody, zgodnie z opisem w rozdziale „Uruchamianie chłodnicy”
Przyczyna:
Usuwanie:
hot l H2O
Zadziałał czujnik termiczny chłodnicy. Na panelu obsługi wyświetlany jest komunikat
błędu.
Przyczyna:
Usuwanie:
Palnik spawalniczy bardzo się nagrzewa
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
Zapchany filtr wody
Oczyścić lub wymienić filtr wody
Za wysoka temperatura płynu chłodzącego
Zaczekać do ochłodzenia, aż nie będzie wyświetlany komunikat „hot | H2O”.
ROB 5000 lub łącznik magistrali do sterowania robotem: Przed ponownym
rozpoczęciem spawania włączyć sygnał „Potwierdź usterkę źródła” (Source
error reset).
Zbyt mała moc palnika spawalniczego
Przestrzegać czasu włączenia i obciążenia granicznego
Tylko w przypadku urządzeń z chłodzeniem wodnym: Zbyt słaby przepływ
wody
Sprawdzić poziom, ilość przepływu, zanieczyszczenie wody itp., zablokowana pompa płynu chłodzącego: Obrócić wał pompy płynu chłodzącego
wkrętakiem na przelocie (2)
30

Dane techniczne
PL
Informacje
ogólne
FK 2200
Wydajność chłodzenia chłodnicy jest uzależniona od
- temperatury otoczenia;
- wysokości tłoczenia;
- przepływu Q (l/min) — przepływ Q zależy od długości zestawu przewodów połączeniowych i średnicy przewodów.
Napięcie sieciowe 230 V AC
Tolerancja napięcia sieciowego -30% / +15%
Częstotliwość sieci 50 / 60 Hz
Pobór prądu 1,35 A
Wydajność chłodzenia przy
Q = 1 l/min + 20 °C (68 °F)
Q = 1 l/ min + 40 °C (104 °F)
Q = maks. + 20 °C (68 °F)
Q = maks. + 40 °C (104 °F)
Maks. wysokość tłoczenia 25 m
Maks. wydajność pompy 3 l/min
850 W
500 W
950 W
570 W
82 stopy
0.79 gal./min [US]
Maks. ciśnienie pompy 4,3 bar
62 psi
Pompa Pompa wirnikowa 24 V
Poziom płynu chłodząceg 1,5 l
0.4 gal. [US]
Stopień ochrony IP 23
Wymiary dł./szer./wys 540/180/180 mm
21.3/7.1/7.1 in.
Masa (bez płynu chłodzącego) 6,6 kg
14.5 Ib.
Masa (z minimalnym poziomem płynu chłodzącego) 7 kg
15.4 Ib.
Znak jakości S, CE
31

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations
 Loading...
Loading...