


/ Perfect Welding / Solar Energy / Perfect Charging
FCU-20.O
FCU-20
Istruzioni d‘impiego
IT
Apparecchio di comando
42,0426,0103,IT V05 - 06072016

Norme di sicurezza
Spiegazione delle avvertenze per
la sicurezza
In generale
PERICOLO! indica un pericolo diretto e imminente che, se non evitato, provoca
il decesso o lesioni gravissime.
AVVISO! indica una situazione potenzialmente pericolosa che, se non evitata,
può provocare il decesso o lesioni gravissime.
PRUDENZA! indica una situazione potenzialmente dannosa che, se non evitata,
può provocare lesioni lievi o di minore entità, nonché danni materiali.
AVVERTENZA! indica il pericolo che i risultati del lavoro siano pregiudicati e di
possibili danni all'attrezzatura.
IMPORTANTE! indica consigli di utilizzo e altre informazioni particolarmente utili. Questo
termine non segnala alcuna situazione dannosa né pericolosa.
In presenza dei simboli illustrati nel capitolo "Norme di sicurezza", occorre prestare maggiore attenzione.
L'apparecchio è realizzato conformemente agli standard correnti e alle normative tecniche per la sicurezza riconosciute. Tuttavia, il cattivo uso dello stesso
può causare pericolo di
- lesioni personali o decesso dell'operatore o di terzi
- danni all'apparecchio e ad altri beni di proprietà del gestore
- lavoro inefficiente con l'apparecchio.
Tutte le persone addette alla messa in funzione, all'utilizzo, alla manutenzione
e alla riparazione dell'apparecchio devono
- essere in possesso di apposita qualifica
- disporre delle competenze necessarie in materia di saldatura e
- leggere integralmente e osservare scrupolosamente le presenti istruzioni
per l'uso.
Conservare sempre le istruzioni per l'uso sul luogo d'impiego dell'apparecchio. Oltre alle istruzioni per l'uso, attenersi alle norme generali e ai regolamenti locali vigenti in materia di prevenzione degli incidenti e tutela
dell'ambiente.
Per quanto concerne le avvertenze relative alla sicurezza e ai possibili pericoli
riportate sull'apparecchio
antenerle leggibili
- m
-
non danneggiarle
- non rimuoverle
- non coprirle, non incollarvi sopra alcunché, non sovrascriverle.
Per conoscere l'esatta posizione delle avvertenze relative alla sicurezza e ai
possibili pericoli riportate sull'apparecchio, consultare il capitolo "In generale"
nelle istruzioni per l'uso dell'apparecchio stesso.
Prima di accendere l'apparecchio, eliminare tutti i problemi che potrebbero
pregiudicare la sicurezza.
È in gioco la vostra sicurezza!
IT

Uso prescritto
Utilizzare l'apparecchio esclusivamente per applicazioni conformi all'uso prescritto.
L'apparecchio è destinato unicamente all'esecuzione dei processi di saldatura
indicati sulla rispettiva targhetta. Non sono consentiti altri usi o utilizzi che esulino dal tipo d'impiego per il quale l'apparecchio è stato progettato. Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivarne.
L'uso prescritto comprende anche
- la lettura integrale e l'osservanza scrupolosa di tutte le avvertenze contenute nelle istruzioni per
la lettura integrale e l'osservanza scrupolosa di tutte le avvertenze relative
alla sicurezza e ai possibili pericoli
- l'esecuzione dei controlli e dei lavori di manutenzione.
L'apparecchio è predisposto per l'utilizzo nei settori dell'industria e dell'artigianato. Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivare dall'impiego in ambienti domestici.
Il produttore, inoltre, non si assume alcuna responsabilità per risultati di lavoro
imperfetti o errati.
l'uso
Condizioni ambientali
Obblighi del gestore
Utilizzare o stoccare l'apparecchio in ambienti diversi da quelli specificati non
è una procedura conforme all'uso prescritto. Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivarne.
Gamma di temperatura dell'aria ambiente:
- durante l'utilizzo: da -10 °C a +40 °C (da 14 °F a 104 °F)
- durante il trasporto e lo stoccaggio: da -20 °C a +55 °C (da -4 °F a 131 °F)
Umidità dell'aria relativa:
- fino al 50% a 40 °C (104 °F)
- fino al 90% a 20 °C (68 °F)
Aria ambiente: priva di polvere, acidi, sostanze o gas corrosivi, ecc.
Altitudine sul livello del mare: fino a 2000 m (6561 ft. 8.16 in.)
Il gestore è tenuto a far utilizzare l'apparecchio esclusivamente a persone che
- siano a conoscenza delle norme fondamentali in materia di sicurezza
lavor
o e di prevenzione degli incidenti e siano in grado di maneggiare l'ap-
parecchio
- abbiano letto e compreso le presenti istruzioni per l'uso, in particolare
capito
lo "Norme di sicurezza", e abbiano sottoscritto una dichiarazione
cui si a
-
siano state addestrate per soddisfare i requisiti imposti per i risultati di lavoro.
Occorre verificare regolarmente che il personale lavori in conformità con le
norme di sicurezza.
fferma di aver letto e compreso quanto sopr
a
sul
il
in

Obblighi del personale
Prima di iniziare un lavoro, tutte le persone incaricate di lavorare con l'apparecchio sono tenute a
- osservare le norme fondamentali in materia di sicurezza sul lavoro
pr
evenzione degli incidenti
- leggere le presenti istruzioni per l'uso, in particolare il capitolo "Norme di
sicurezza", e sottoscrivere una dichiarazione in cui affermino di aver compreso e di impegnarsi ad osservare quanto detto.
Prima di lasciare la postazione di lavoro, assicurarsi che anche durante la propria assenza non possano verificarsi lesioni personali o danni materiali.
e di
Protezione personale e di terzi
La saldatura espone a numerosi pericoli, quali ad esempio:
- dispersione di scintille e pezzi di metallo caldi
- lesioni agli occhi o alla pelle dovuti all'irradiazione dell'arco voltaico
- campi elettromagnetici dannosi, che costituiscono un pericolo di morte
per i portatori di pacemaker
- rischi elettrici dovuti alla corrente di saldatura
- inquinamento acustico elevato
- fumi di saldatura e gas dannosi.
Durante il processo di saldatura, le persone che lavorano al pezzo devono obbligatoriamente utilizzare un abbigliamento protettivo che possieda le seguenti caratteristiche:
- non infiammabile
- isolante ed asciutto
- che copra l'intero corpo, integro e in buono stato
- comprendente un casco protettivo
- privo di risvolti nei pantaloni.
L'abbigliamento protettivo include, tra l'altro:
- schermo protettivo dotato di filtri a norma per proteggere gli occhi e
dai raggi
- occhiali protettivi a norma, dotati di protezione laterale, indoss
sch
- calzature robuste e isolanti anche sul bagnato
- guanti appositi per la protezione delle mani (isolanti dall'elettricità e in grado di proteggere dal calore)
- per ridurre l'inquinamento acustico ed evitare eventuali lesioni, indossar
un
Le persone, in particolare i bambini, devono essere allontanate durante l'utilizzo degli apparecchi e il processo di saldatura. Tuttavia, se sono presenti
persone nelle vicinanze
- informarle su tutti i pericoli (pericolo di abbagliamento dovuto all'arco voltaico, pericolo di lesioni dovuto alla dispersione di scintille, fumi di saldatura dannosi per la salute, inquinamento acustico, possibili rischi
alla
- mettere a disposizione protezioni adeguate oppure
- predisporre pareti e tende protettive adeguate.
UV, dal calore e dalla dispersione di scintille
ermo protettivo
a protezione per l'udito.
corrente di rete o di saldatura, ecc.)
il volto
ati dietro lo
dovuti
IT
e
Pericolo derivante da gas e vapori
dannosi
I fumi prodotti dal processo di saldatura contengono gas e vapori dannosi per
la salute.
Tali fumi contengono sostanze che in determinate circostanze possono causare difetti congeniti e tumori.

Tenere la testa lontana dai fumi di saldatura e dai gas.
I fumi e i gas dannosi prodotti dal processo di saldatura
- non devono essere inalati
- devono essere aspirati dalla zona di lavoro utilizzando mezzi adatti.
Predisporre un'alimentazione di aria pura sufficiente.
In caso di aerazione insufficiente, utilizzare una maschera protettiva con ap-
porto d'aria.
Se non si deve saldare, chiudere la valvola della bombola del gas inerte o l'ali-
mentazione del gas principale.
In caso di dubbi riguardanti l'efficacia dell'aspirazione, confrontare i valori delle
emissioni di sostanze nocive misurati con i valori limite ammessi.
I componenti che seguono sono, tra gli altri, responsabili del grado di danno-
sità dei fumi di saldatura:
- metalli utilizzati per il pezzo da lavorare
- elettrodi
-rivestimenti
- detergenti, sgrassatori e prodotti similari.
Osservare pertanto quanto riportato nelle schede dei dati di sicurezza relative
ai materiali e le indicazioni del produttore per quanto concerne i suddetti componenti.
Tenere lontani i vapori infiammabili (ad es. i vapori dei solventi) dalla zona di
irradiazione dell'arco voltaico.
Pericolo derivante dalla corrente
di saldatura
Una scossa elettrica costituisce sempre un rischio per la vita e può avere esiti
mortali.
Non toccare i componenti conduttori di tensione interni ed esterni all'apparecchio.
Nei processi di saldatura MIG/MAG e TIG anche il filo di saldatura, la bobina
filo, i rulli di avanzamento e tutti i componenti metallici collegati al filo di saldatura sono conduttori di tensione.
Disporre sempre il carrello traina filo su una base adeguatamente isolata oppure utilizzare un alloggiamento per carrelli traina filo isolante adatto.
Per una protezione adeguata dell'utente e di terzi contro il potenziale di terra
e di massa, predisporre una base o una copertura asciutte e sufficientemente
isolanti. La base o la copertura devono ricoprire interamente tutta la zona posta tra il corpo ed il potenziale di terra e di massa.
Tutti i cavi e i conduttori devono essere ben fissati, integri, isolati e adeguatamente dimensionati. Sostituire immediatamente collegamenti allentati, cavi e
conduttori fusi, danneggiati o sottodimensionati.
Non avvolgere cavi o conduttori attorno al corpo o a parti del corpo.
Quanto all'elettrodo di saldatura (elettrodo a barra, elettrodo al tungsteno, filo
di saldatura, ecc.)
- mai immergerlo in un liquido per raffreddarlo
- mai toccarlo quando il generatore è acceso.
Tra gli elettrodi di saldatura di due apparecchi può esservi, ad esempio, una
tensione di funzionamento a vuoto doppia rispetto ad un solo apparecchio.
Toccando contemporaneamente i potenziali dei due elettrodi si può incorrere
in un pericolo mortale.
Spegnere gli apparecchi non utilizzati.

Dispersione di
correnti di saldatura
La mancata osservanza delle avvertenze riportate di seguito può causare la
dispersione di correnti di saldatura, che a sua volta può provocare quanto segue:
- pericolo di incendio
- surriscaldamento dei componenti collegati al pezzo da lavorare
- rottura dei conduttori di terra
- danni all'apparecchio e ad altre apparecchiature elettriche.
Assicurarsi che il dispositivo di fissaggio sia saldamente collegato al pezzo da
lavorare.
Fissare il suddetto dispositivo quanto più possibile vicino al punto da saldare.
Se il pavimento è conduttore di elettricità, predisporre un isolamento adeguato
tra l'apparecchio e il pavimento.
In caso di utilizzo di ripartitori di corrente, supporti doppia testina, ecc., presta-
re attenzione a quanto segue: Anche l'elettrodo della torcia per saldatura / pinza portaelettrodo non utilizzata è conduttore di potenziale. Assicurarsi che la
torcia per saldatura / pinza portaelettrodo non utilizzata venga stoccata con un
isolamento adeguato.
In caso di applicazioni MIG/MAG automatizzate, il passaggio dell'elettrodo a
filo dal fusto del filo di saldatura, dalla bobina grande o dalla bobina filo verso
il carrello traina filo deve essere isolato.
IT
Classificazioni di
compatibilità elettromagnetica degli apparecchi
Misure relative
alla compatibilità
elettromagnetica
Gli apparecchi di Classe A:
- Sono previsti solo per l'impiego negli ambienti industriali.
- Possono causare, in altri ambienti, interferenze di alimentazione e dovute a radiazioni.
Gli apparecchi di Classe B:
- Soddisfano i requisiti concernenti le emissioni in ambienti domestici e industriali. Ciò vale anche per gli ambienti domestic
approvvigionamento di energia ha luogo dalla rete pubblica
cui l'
di bassa tensione.
La classificazione di compatibilità elettromagnetica degli apparecchi
viene effettuata in conformità con le indicazioni riportate sulla targhetta o nei dati tecnici.
In casi particolari è possibile che, nonostante si rispettino i valori limite standardizzati delle emissioni, si verifichino comunque interferenze nell'ambiente
di impiego previsto (ad es., se nel luogo di installazione sono presenti apparecchi sensibili, oppure se il luogo di installazione si trova nelle vicinanze di
ricevitori radio o televisivi).
In questo caso il gestore è tenuto ad adottare le misure necessarie per l'eliminazione di tali interferenze.
Verificare e valutare eventuali problemi, nonché l'immunità alle interferenze,
delle apparecchiature presenti nell'ambiente circostante in conformità con le
disposizioni nazionali e internazionali:
- dispositivi di sicurezza
- linee di rete, di trasmissione di segnali e dei dati
- apparecchiature informatiche e per le telecomunicazioni
- apparecchiature per la misurazione e la calibratura.
i in

Misure di supporto per evitare problemi di compatibilità elettromagnetica:
1. Alimentazione di rete
- In caso di interferenze elettromagnetiche nonostante il collegament
alla rete sia
zo di filtri di rete adeguati).
2. Cavi di saldatura
- Mantenerli più corti possibile.
- Disporli il più vicino possibile l'uno all'altro (anche per evitare problemi dovuti a campi elettromagnetici).
- Disporli molto lontano dagli altri cavi.
3. Collegamento equipotenziale
4. Messa a terra del pezzo da lavorare
- Se necessario, eseguire il collegamento a terra tramite appositi condensatori.
5. Schermatura, se necessaria
- Schermare le altre apparecchiature presenti nell'ambiente.
- Schermare l'intero impianto di saldatura.
a norma, adottare misure aggiuntive (ad esempio, l'utiliz-
o
Misure relative ai
campi elettromagnetici
Punti particolarmente a rischio
I campi elettromagnetici possono avere effetti nocivi sulla salute che non sono
ancora del tutto noti:
- Effetti sullo stato di salute delle persone vicine, ad esempio i portator
cemaker e apparecchi acustici.
pa
- I portatori di pacemaker devono consultare il proprio medico prima di so-
stare nelle immediate vicinanze dell'apparecchio e dei luoghi in cui si esegue il lavoro di saldatura.
- I cavi di saldatura devono essere tenuti più lontani possibile dal capo/bu-
sto del saldatore.
- I cavi di saldatura e i pacchetti tubi flessibili non devono essere tras
sulle spalle né avvolti intorno al corpo o a parti del corpo del saldatore.
Non toccare gli ingranaggi rotanti dell'avanzamento filo né i componenti rotanti
della trasmissione.
Le coperture e le parti laterali devono essere aperte / rimosse soltanto per il
tempo strettamente necessario per l'esecuzione degli interventi di manutenzione e riparazione.
Tenere lontani mani, capelli, capi d'abbigliamento e utensili dalle parti in movimento, quali ad esempio:
- ventilatori
- ingranaggi
- rulli
-alberi
- bobine di filo e fili di saldatura.
Durante il funzionamento
- Accertarsi che tutte le coperture siano chiuse e tutte le parti laterali mon-
tate come prescritto.
- Tenere tutte le coperture e le parti laterali chiuse.
La fuoriuscita del filo di saldatura dalla torcia per saldatura comporta un elevato rischio di lesioni (ferite alle mani, lesioni al viso e agli occhi, ecc.). Pertanto, tenere sempre la torcia per saldatura lontana dal corpo (apparecchi dotati
di carrello traina filo).
i di
portati

Non toccare il pezzo da lavorare durante e dopo la saldatura. Pericolo di ustioni.
È possibile che dai pezzi da lavorare in via di raffreddamento si stacchino scorie. Pertanto, anche durante i lavori di rifinitura dei pezzi da lavorare, indossare dispositivi di protezione a norma e assicurare protezione adeguata per le
altre persone.
Lasciare raffreddare la torcia per saldatura e gli altri componenti dell'attrezzatura con una temperatura d'esercizio elevata prima di eseguire qualsiasi intervento su di essi.
Per i locali a rischio di incendi ed esplosioni sono in vigore norme speciali.
- Osservare le disposizioni nazionali e internazionali vigenti in materia.
Pericolo di ustioni causato dalla fuoriuscita del refrigerante. Prima di scollegare gli attacchi di mandata e ritorno dell'acqua, spegnere il gruppo di raffreddamento.
Misure di sicurezza in condizioni di
funzionamento
normale
Utilizzare l'apparecchio solo se tutti i dispositivi di sicurezza risultano perfettamente funzionanti. In caso contrario, vi è pericolo
- di lesioni personali o decesso dell'operatore o di terzi
- di danni all'apparecchio e ad altri beni di proprietà del gestore
- di lavoro inefficiente con l'apparecchio.
Prima di accendere l'apparecchio, fare riparare i dispositivi di sicurezza non
perfettamente funzionanti.
Mai disattivare o eludere i dispositivi di sicurezza.
Prima di accendere l'apparecchio, assicurarsi che non vi sia pericolo per nes-
suno.
- Controllare l'apparecchio almeno una volta alla settimana per verificare
che non presenti danni visibili e che i dispositivi di si
rettamente.
cor
- Soltanto il refrigerante originale del produttore, per via delle sue proprietà
(conduttività elettrica, protezione antigelo, compatibilità con i materiali, infiammabilità, ecc.), è adatto ad essere utilizzato nei nostri apparecchi.
- Utilizzare esclusivamente un refrigerante originale del produttore adatto.
- Non mescolare il refrigerante originale del produttore con altri refrigeranti.
- L'utilizzo di refrigeranti diversi implica il declino di ogn
rte del produttore, nonché la decadenza di tutti i diritti di garanzia.
pa
- In particolari circostanze, il refrigerante diventa infiammabile. Trasportar
efrigerante esclusivamente nei contenitori originali chiusi e tenerlo lon-
il r
tano da fonti infiammabili.
- Smaltire il refrigerante esausto nel rispetto delle disposizioni nazion
internaz
una scheda dati di sicurezza, disponibile anche sul sito Web del produttore.
- Prima di iniziare qualsiasi lavoro di saldatura controllare, a impianto fred-
do, il livello del refrigerante.
ionali vigenti in materia. Il proprio centro di assistenza fornisce
curezza funzionino
i responsabilità da
ali e
IT
e
Raffreddamento
dell'impianto
Le torce per saldatura Fronius devono essere fondamentalmente utilizzate
con i gruppi di raffreddamento e i liquidi refrigeranti Fronius.
Il produttore non si assume alcuna responsabilità per i danni che potrebbero
derivare dall'uso con altri sistemi di raffreddamento.
AVVERTENZA! Un raffreddamento insufficiente può causare danni
materiali. Non utilizzare mai gli impianti di saldatura senza un adeguato raffreddamento. Il produttore non si assume alcuna responsabilità per i danni riconducibili a un raffreddamento insufficiente.
Prima di ogni messa in funzione dell'impianto di saldatura, è necessario verificare l'alimentazione e la purezza del refrigerante, nonché la pressione differenziale della rete dell'acqua di raffreddamento.
PRUDENZA! Pericolo di ustioni dovuto al refrigerante caldo. Lasciar raffreddare
il refrigerante prima di procedere ai controlli.
Manutenzione e
riparazione
Requisiti minimi per il collegamento di
una torcia per saldatura Fronius al circuito di raffreddamento nei sistemi
esterni:
- Pressione da 3 a 5 bar.
- Filtro grosso con maglie larghe 10
μm.
- Portata min. 1 litro/min.
- Temperatura di ritorn
°C.
-
Temperatura di mandata min. 10
°C.
Nella progettazione e produzione dei componenti non originali non è garantito
il rispetto delle norme relative alle sollecitazioni e alla sicurezza. Utilizzare
esclusivamente pezzi di ricambio e pezzi soggetti a usura originali (anche per
i componenti normalizzati).
Non modificare, aggiungere pezzi o adattare l'apparecchio senza l'autorizzazione del produttore.
Sostituire immediatamente i componenti le cui condizioni non risultino ottimali.
All'atto dell'ordine, indicare la denominazione esatta e il codice articolo riportati nell'elenco dei pezzi di ricambio, nonché il numero di serie dell'apparecchio.
o max. 70
Qualità consigliata del liquido refrigerante nei sistemi esterni:
- pH da 7 a 8.
- Grado di durezza D max. 5 °dH.
- Cloruri max. 20 mg/l.
- Nitrati max. 10 mg/l.
- Solfati max. 80 mg/l.
- Conduttività elettrica
100-150 μS/cm.
- Additivi anticorrosione e antibatterici.
Smaltimento
Non gettare l'apparecchio tra i rifiuti domestici! Conformemente alla Direttiva
Europea 2002/96/CE relativa ai rifiuti di apparecchiature elettriche ed elettroniche e alla rispettiva applicazione nell'ordinamento giuridico nazionale, gli apparecchi elettronici usati devono essere raccolti separatamente e recuperati
in modo compatibile con l'ambiente. Provvedere alla restituzione dell'apparecchio usato presso il proprio rivenditore, oppure informarsi sull'eventuale presenza di un centro di raccolta e smaltimento autorizzato nella propria zona. La
mancata osservanza di questa direttiva UE può avere ripercussioni potenzialmente dannose sull'ambiente e sulla salute.

Certificazione di
sicurezza
Gli apparecchi provvisti di marcatura CE soddisfano i requisiti fondamentali
stabiliti dalla direttiva sulla bassa tensione e la compatibilità elettromagnetica
(ad es. le norme di prodotto pertinenti della serie di normative EN 60 974).
Gli apparecchi dotati di certificazione CSA sono conformi ai requisiti previsti
dalle norme pertinenti per il Canada e gli Stati Uniti.
Diritti d'autore
I diritti d'autore delle presenti istruzioni per l'uso sono di proprietà del produttore.
Il testo e le illustrazioni corrispondono alla dotazione tecnica dell'apparecchio
al momento della stampa. Con riserva di modifiche. L'acquirente non può vantare alcun diritto sulla base del contenuto delle presenti istruzioni per l'uso. Saremo grati per la segnalazione di eventuali errori e suggerimenti per migliorare
le istruzioni per l'uso.
IT


Indice
In generale ......................................................................................................................................................1
Concezione dell’apparecchio .....................................................................................................................1
Tipo d’uso FCU-20 .....................................................................................................................................1
Tipo d’uso FCU-20.O .................................................................................................................................1
Comandi .......................................................................................................................................................... 2
Comandi ..................................................................................................................................................... 2
Lato utente .................................................................................................................................................2
Retro...........................................................................................................................................................3
Display touch-screen ....................................................................................................................................... 4
Display touch-screen ..................................................................................................................................4
Istruzioni per l’uso ......................................................................................................................................4
Possibili inserimenti di parametri ..................................................................................................................... 5
In generale .................................................................................................................................................5
Rotella multifunzione .................................................................................................................................. 5
Tastierino numerico di immissione .............................................................................................................5
Navigazione nel menu ..................................................................................................................................... 6
Navigazione tra le pagine dei parametri di processo .................................................................................6
Tasti sensibili .............................................................................................................................................. 6
Rotella multifunzione .................................................................................................................................. 6
Elenco dei parametri .......................................................................................................................................7
Parametri di processo ................................................................................................................................7
Descrizione dei parametri di processo ............................................................................................................ 8
In generale .................................................................................................................................................8
Pagina parametri 1 ..................................................................................................................................... 8
Pagina parametri 2 ..................................................................................................................................... 9
Pagina parametri 3 ................................................................................................................................... 10
Pagina parametri 4 ................................................................................................................................... 11
Pagina parametri 5 ................................................................................................................................... 12
Pagina parametri 6 ................................................................................................................................... 13
Pagina parametri 7 ................................................................................................................................... 14
Pagina parametri Test pneumatismo ........................................................................................................ 14
Bilanciamento parametri ................................................................................................................................15
In generale ...............................................................................................................................................15
Come procedere ......................................................................................................................................15
Gestione programmi ...................................................................................................................................... 16
In generale ...............................................................................................................................................16
Salvare programmi di saldatura ...............................................................................................................16
Caricare programmi di
saldatura ..................................................................................................................................................17
Modalità segmento ........................................................................................................................................ 18
In generale ...............................................................................................................................................18
Modalità segmento ON ............................................................................................................................18
Modalità segmento OFF ...........................................................................................................................19
Descrizione comando di regolazione a distanza a pedale ............................................................................ 19
FRC-1 .......................................................................................................................................................19
Parametri di servizio ...................................................................................................................................... 20
In generale ...............................................................................................................................................20
Navigazione .............................................................................................................................................20
Richiamo dei parametri di servizio ...........................................................................................................20
pagina parametri 1 - Ingressi e uscite PLC ................................................................................................ 20
Elenco ingressi e uscite PLC ...................................................................................................................21
Pagina parametri 2 - Scelta della lingua ..................................................................................................21
Pagina parametri 3 - generatore ..............................................................................................................22
Pagina parametri 4 - Bilanciamento ........................................................................................................ 23

Pagina parametri 5 - Hardware ................................................................................................................ 23
Arresto ......................................................................................................................................................24
Tabella dei datiFCU-20 ............................................................................................................................. 24
Tabella dei datiFCU-20.O ......................................................................................................................... 24
Calcolo dell’MFaktor .................................................................................................................................24
Diagnosi e risoluzione degli errori ................................................................................................................. 25
Sicurezza..................................................................................................................................................25
In generale ...............................................................................................................................................25
Ricerca degli errori ................................................................................................................................... 25
Messaggi di errore ...................................................................................................................................25
Dati tecnici ..................................................................................................................................................... 27
Dati tecnici FCU-20 / 20.O .......................................................................................................................27
Targhetta macchina FCU-20 / 20.O .........................................................................................................27
Elenco dei pezzi di ricambio - FCU-20 .......................................................................................................... 28
Elenco dei pezzi di ricambio FCU-20 ....................................................................................................... 28
Kit di montaggio .......................................................................................................................................30
Dispositivo di comando a distanza a pedale ..............................................................................................30
Cavo di collegamento ...............................................................................................................................30
Accessori e opzioni FCU-20 .......................................................................................................................... 30
Vista panoramica del sistema - FCU-20 ...................................................................................................30
Elenco dei pezzi di ricambio FCU-20.O ........................................................................................................31
Elenco dei pezzi di ricambio FCU-20.O ...................................................................................................31
Elenco dei pezzi di ricambio FCU-20.O ...................................................................................................32
Accessori e opzioni FCU-20.O ...................................................................................................................... 33
Vista panoramica del sistema - FCU-20.O ............................................................................................... 33
Kit di montaggio .......................................................................................................................................33
Dispositivo di comando a distanza a pedale ..............................................................................................33
Cavo di collegamento ...............................................................................................................................33
Dichiarazione di conformità UE ..................................................................................................................... 34

In generale
Concezione
dell’apparecchio
Tipo d’uso FCU20
La struttura robusta e compatta
dell’apparecchio di comando FCU-20
ne consente l’uso essibile come unità
di controllo e di comando. Rivestimento
con polveri di tutte le parti in alluminio del
corpo. Utilizzabile per tavole rotanti Fronius FTT-10/ 40/ 150/ 300 e FRT-50/ 150.
L’apparecchio di comando FCU-20 è provvisto di display touch-screen e consente
di navigare e immettere i parametri in tutta
comodità.
Apparecchio di comando FCU-20
L’apparecchio di comando FCU-20 deve essere utilizzato esclusivamente come unità di
controllo e di comando per le tavole rotanti FTT-10/ 40/ 150/ 300 e FRT-50/ 150.
Può essere impiegato per i seguenti processi di saldatura:
- Processo MIG/MAG
- Processo TIG
- Processo al plasma
Tipo d’uso FCU-
20.O
L’apparecchio di comando FCU-20.O deve essere utilizzato esclusivamente come unità
di controllo e di comando per le tavole rotanti FTT 380 - 70000 e FRT 1000 - 10000.
Può essere impiegato per i seguenti processi di saldatura:
- Processo MIG/MAG
- Processo TIG
- Processo al plasma
1
Comandi
Comandi
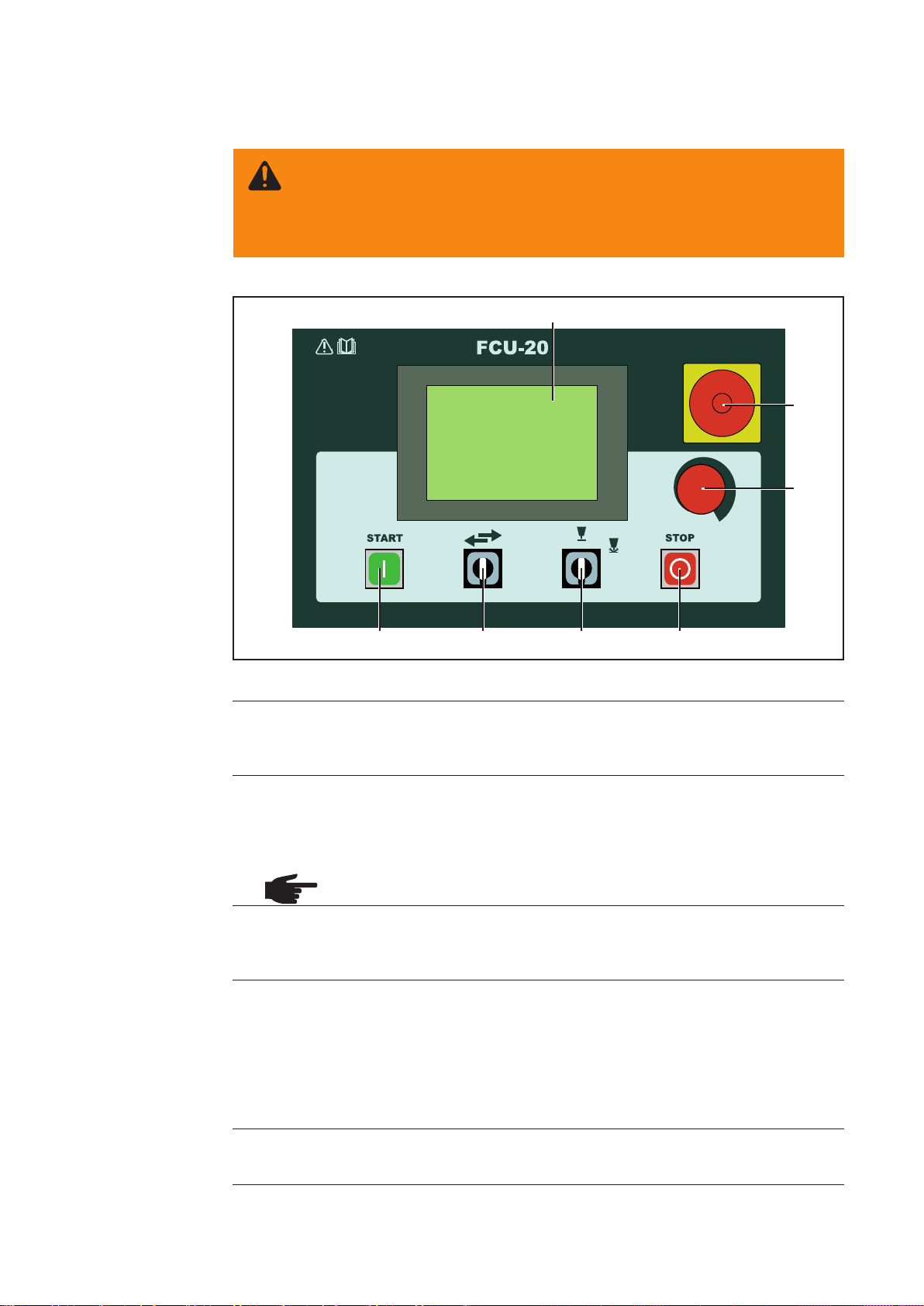
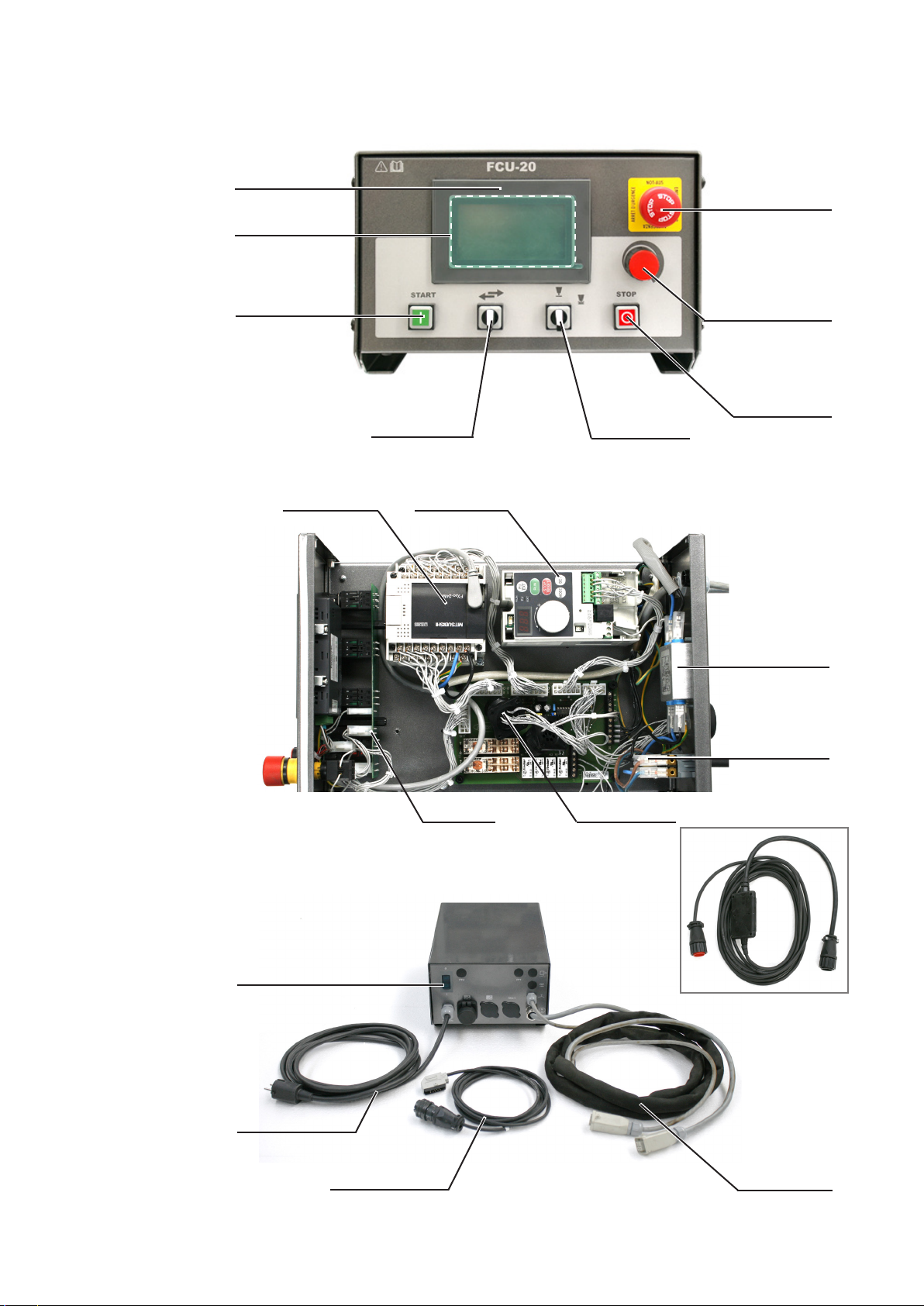
Lato utente
AVVISO! Il cattivo uso dell’apparecchio può causare gravi lesioni personali e
danni materiali. Utilizzare le funzioni descritte soltanto dopo aver letto e compreso interamente i seguenti documenti:
- le presenti istruzioni per l’uso
- tutte le istruzioni per l’uso dei componenti del sistema
(1)
(2)
(3)
(5)(6)(7)
Lato utente FCU-20
(1) Display touch-screen
Per la navigazione nei menu, l’immissione e la modica di parametri semplicemente
toccando il display. Possibilità di immissione e modica anche mediante la rotella
multifunzione (3).
(2) Tasto di arresto di emergenza
Interrompe tutti i movimenti e impedisce il riavvio. L’arco voltaico del generato-
re viene immediatamente interrotto. Sul display del lato utente FCU-20 appare il
messaggio „ARRESTO DI EMERGENZA“. Durante questa condizione di arresto di
emergenza tutti i comandi sono bloccati!
AVVERTENZA! Testare prima di iniziare il lavoro il corretto
funzionamento del dispositivo di arresto di emergenza.
(3) Rotella multifunzione
Per selezionare e modicare parametri di saldatura anche durante un’esecuzione
automatica del programma. Selezionare, premendo una volta la rotella
multifunzione, i parametri contrassegnati e successivamente modicarli.
(4) Tasto Stop
- Per arrestare l’esecuzione automatica di un programma. Non è possibile proseguire l’esecuzione del programma mediante il tasto Start (7).
- Premendo contemporaneamente questo tasto e il tasto Start (7) si cambia il senso
di rotazione della piattaforma portapezzo.
- Premendo contemporaneamente questo tasto e il tasto Modalità manuale (6) si
attiva l’unità pneumatica.
Premere il tasto per > 5 secondi: si entra nelle pagine dei parametri di servizio.
(5) Selettore Saldatura ON/OFF
Per scegliere se l’esecuzione automatica del programma deve avvenire con o senza
saldatura.
Importante! La saldatura può anche essere attivata o disattivata mediante il
parametro „Saldatura ON/OFF“.
(4)
2
Lato utente
FRC-1
FTU FPT
FRT
150
230V~
50 / 60 Hz
B
A
M
3~
(continuazione)
(6) Tasto Modalità manuale
- Per spostare manualmente la piattaforma portapezzo, premere il tasto per più di
7 secondi in modo da passare alla velocità di spostamento massima.
- Premendo contemporaneamente questo tasto e il tasto Start (7) si attiva l’unità
pneumatica.
La direzione di spostamento nella modalità manuale viene modicata cambiando il
parametro di servizio „Direzione“.
(7) Tasto Start
- Per avviare l’esecuzione automatica di un programma.
- Premendo contemporaneamente questo tasto e il tasto Stop (4) si cambia il senso
di rotazione della piattaforma portapezzo.
Importante! Si ricorda che dopo aver premuto il tasto Start il movimento rotatorio si
avvia solo allo scadere del ritardo di avviamento.
Retro
(8)
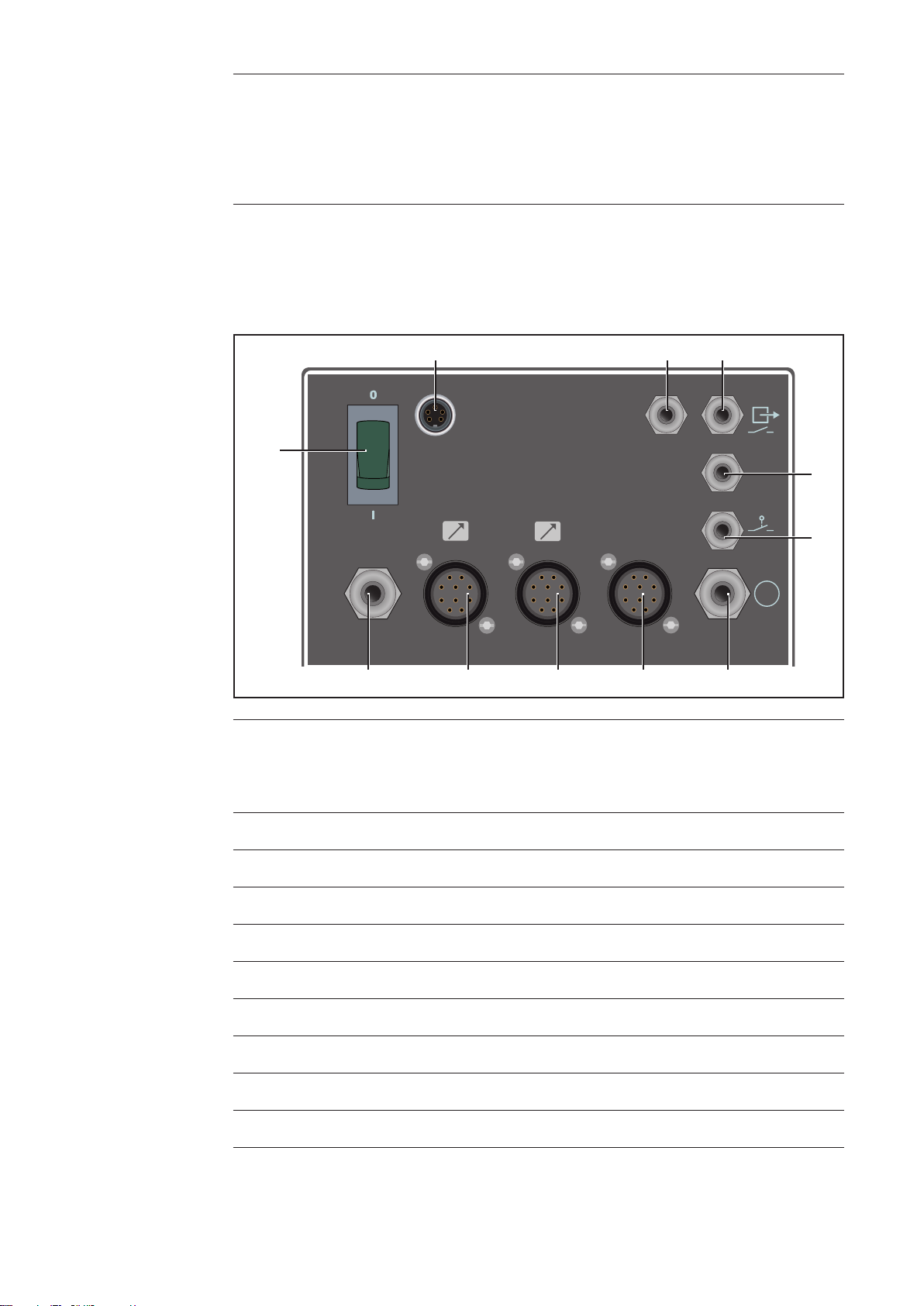
Retro FCU-20
(8) Interruttore di rete
Serve per accendere e spegnere l’apparecchio di comando FCU-20. La tensione di
alimentazione della tavola rotante collegata si attiva e disattiva anch’essa tramite
questo interruttore. La protezione di rete (1,5 A) è integrata nell’interruttore di rete.
Se l’apparecchio è acceso, l’interruttore si illumina.
9) Opzione “Connettore FTU”
Collegamento con lo stativo per l’arresto in emergenza
(10) Uscita cavo pneumatica
Uscita 24 VCC
(11) Spina di collegamento EXT
Per collegare un’unità esterna.
(12) Uscita cavo FRT 150 (FCU-20)
Cavo di comando alla tavola rotante (3,5 m).
(13)Uscitacavonecorsa
Cavo di comando verso gli interruttori nali della tavola rotante (3,5 m).
(14) Uscita cavo motore
Cavo di comando alla tavola rotante (3,5 m).
(15) Opzione “Connettore FRC-1”
Funzione di marcia/arresto tramite comando a distanza
(16) Uscita cavo comando generatore B
Cavo di comando verso il generatore corrispondente
(17) Uscita cavo comando generatore A
Cavo di comando verso il generatore corrispondente
(18) Uscita cavo di rete
Cavo di rete.
(9) (10) (11)
(15)(16)(17) (14)(18)
(12)
(13)
3

Display touch-screen
Display touchscreen
Display touch-screen con pellicola protettiva
Istruzioni per
l’uso
Utilizzare il display touch-screen prestando attenzione ai punti seguenti.
- Il display touch-screen è costituito da una pellicola analogica a resistenza su cui è
applicata una pellicola di protezione. Staccare la pellicola di protezione se molto
sporca e applicarne una nuova.
Il codice articolo corrispondente è riportato nell’elenco dei pezzi di ricambio FCU-20.
Importante! La ditta Fronius non si assume alcuna responsabilità per i danni alle
cose dovuti al mancato utilizzo della pellicola di protezione durante il lavoro. Lo stesso dicasi per il periodo di garanzia dell’apparecchio.
- Quando si lavora con il display touch-screen, sorare leggermente con il dito il rispettivo tasto sensibile sul display.
- Non premere contemporaneamente in diversi punti del display!
- Non premere con oggetti appuntiti sul display.
- Evitare ambiente con eccessiva umidità dell’aria: il display touch-screen non dovrebbe entrare in contatto con l’acqua!
- Evitare settori d’impiego in cui il display touch-screen sia esposto ai raggi diretti del
sole e all’acqua di condensa.
- Evitarne l’uso in ambienti in cui siano presenti gas inammabili o corrosivi o sostanze inquinanti per l’aria come polveri, trucioli di ferro o fumi di olio.
- Evitare settori d’impiego in cui l’apparecchio sia esposto a soluzioni biologiche (diluenti, benzolo) o a sostanze fortemente alcaline (sali di liscivia, soda caustica).
4

Possibili inserimenti di parametri
In generale
Rotella multifunzione
Tastierino numerico di immissione
Durante l’esecuzione automatica di un programma è possibile modicare diversi parametri. I valori modicati sono acquisiti subito dopo essere stati immessi ma non sono salvati
nel programma caricato in quel momento.
Per utilizzare la rotella multifunzione procedere come segue:
1. ruotando la rotella multifunzione spostare il cursore (rettangolo nero) sul parametro
che si desidera modicare.
2. Premendo una volta la rotella multifunzione confermare l’immissione del parametro,
il rettangolo nero a questo punto lampeggia.
3. Ruotare la rotella multifunzione in senso oraria per incrementare il valore. Ruotarla
in senso antiorario per ridurre il valore.
4. Premere nuovamente la rotella multifunzione per ribloccare l’immissione dei parametri.
Per utilizzare il tastierino numerico di immissione procedere come segue:
1. Premere sul valore del parametro che si desidera modicare. Di conseguenza si
aprirà il tastierino numerico di immissione.
2. Immettere il valore sorando il rispettivo tasto numerico.
3. Confermare il valore immesso premendo il tasto Enter. Il tastierino numerico si chiude automaticamente.
0 ESC
7 8 9 0 AC
4 5 6 +/- DEL
1 2 3 . ENT
(5)
(6)(7)
(1) Tasto ESC
Per uscire dal tastierino numerico di immissione.
(2) Tasto AC
Per cancellare il valore intero.
(3) Tasto DEL
Per cancellare un numero decimale = posizione corrente del cursore.
(4) Tasto Enter
Per acquisire il valore immesso. Dopo l’acquisizione, il tastierino numerico si chiude
automaticamente.
(5) Tasto virgola
Per inserire una virgola.
(6) Tasto + / -
Per modicare il segno iniziale.
(7) Tasto numerici
Per immettere il valore desiderato.
(1)
(2)
(3)
(4)
5

Navigazione nel menu
Navigazione tra le
pagine dei parametri di processo
Tasti sensibili
Rotella multifunzione
Azionando gli elementi di comando seguenti è possibile sfogliare le pagine dei parametri
di processo.
- Sfogliare andando alla pagina successiva
- Sfogliare andando alla pagina precedente
- Entrare nel menu principale (pagina parametri 1)
Cambio di riga:
- riga di parametri successiva = ruotare di 3 tacche in senso orario
- riga di parametri precedente = ruotare di 3 tacche in senso antiorario
Sfogliare in avantiSfogliare indietro
6
Elenco dei parametri
Parametri di processo
Denominazione dei parametri Gamma di regolazione
Direzione << >> Funzionamento destrorso, sinistrorso
Velocità di rotazione 0.0 - 12.000 giri / min
Saldatura ON - OFF
Modalità 2 tempi
Lavorazione 0 - 3
Corrente innesco 0.0 - 60.0 s
Corrente nale 0.0 - 60.0 s
Curva discendente 0.0 - 60.0 s
Riempimento nale del cratere 0.0 - 60.0 s
Ritardo partenza 0.0 - 60.0 s
Partenza lanciata 0.0 - 60.0 s
Sormonto 0.0 - 60.0 s
Tempo raffreddamento 0.0 - 60.0 s
Partenza da esterno 0.0 -99.0 s
Programma successivo 0 - 99
Ritorno in posizione ON - OFF
Pneumatismo ON - OFF
Segmento ON - OFF
Generatore A (opzione 2 generatori) ON - OFF
Generatore B (opzione 2 generatori) ON - OFF
Pneumatismo UP Nessun indicatore di stato
Pneumatismo DOWN Nessun indicatore di stato
7

Descrizione dei parametri di processo
In generale
Pagina parametri 1
Per garantire un’interazione senza problemi tra i diversi componenti del generatore e
l’apparecchio di controllo, un’intera serie di parametri devono essere sintonizzati tra loro.
Questi parametri sono deniti parametri di processo e contengono principalmente informazioni per la sintonizzazione di precisione dei componenti utilizzati (apparecchi).
(2)
(1) Direzione << >>
Denisce il senso di rotazione della piattaforma portapezzo della tavola rotante per
la modalità automatica e manuale. Premendo contemporaneamente il tasto Start e
Stop si cambia anche la direzione.
Importante! La direzione cambia anche se viene modicata nei parametri di servi-
zio.
Unità: Gamma di regolazione: Funzionamento sinistrorso, destrorso
Regolazione in fabbrica: Funzionamento destrorso
(2) Velocità di rotazione in giri / min
Denisce la velocità di rotazione della piattaforma portapezzo della tavola rotante.
Unità: giri / min
Gamma di regolazione: in funzione della tavola rotante (vedere la targhetta)
Regolazione in fabbrica: 3
(1)
8

Pagina parametri 2
(1)
(2)
(3)
(1) Saldatura ON/OFF
Per preselezionare se l’esecuzione automatica del programma deve avvenire con o
senza saldatura. Il selettore Saldatura ON / OFF (5) deve essere impostato durante
l’esecuzione di una saldatura su „ON“.
Unità: Gamma di regolazione: OFF / ON
Regolazione in fabbrica OFF
(2) Modalità 2 tempi
Selezione della modalità operativa per
l’esecuzione automatica del
programma.
START
I
2 tempi
La rispettiva intensità di corrente
(I
) va regolata in corrispondenza
START
del generatore.
Regolare la corrente e il tempo di
avvio nonché la corrente e il tempo di
I
...Corrente avvio
START
ne in corrispondenza del generatore
(2 tempi speciali)
(3) Lavorazione
L’utilizzo di un’interfaccia robot consente di richiamare dal generatore, attraverso
l’apparecchio di comando FCU-20, lavorazioni appena create. Lavorazioni che si
possono richiamare: 0, 1, 2, 3.
Importante! Per la modalità operativa Lavorazione il parametro di servizio „Rob“
deve essere su „ON“.
Unità: Gamma di regolazione: 0 - 3
Regolazione in fabbrica 0
9

Pagina parametri 3
(1)
(2)
S
Corrente di
saldatura
(2 tempi)
Movimento
tavola rotante
S E
t
...Durata del percorso nella rampa spegnimento
DS
S ...Punto di partenza della saldatura
E ...Punto nale della saldatura
Corrente di
saldatura
Movimento
tavola rotante
tA ...Tempo di raffreddamento
tE ...Tempo di riempimento del cratere nale
E
t
DS
t
t
A
(1) Curva discendente
Durata che deve avere il movimen-
to di saldatura nella fase di rampa
spegnimento della corrente di saldatura. La tavola rotante si muove oltre il
punto nale di saldatura (denito dalla
camma di innesco). La rampa spegnimento per la corrente di saldatura
deve essere regolata sul generatore.
Unità: s
Gamma di regolazione: 0.0 - 60.0
Regolazione in fabbrica: 1.0
E
(2) Riempimentonaledelcratere
Durata di accensione che deve avere
l’arco voltaico per riempire il cratere
nale alla ne del giunto di saldatura.
L’arco voltaico viene nuovamente
acceso allo scadere del tempo di raf-
freddamento per la durata del riempi-
mento del cratere nale.
Unità: s
Gamma di regolazione: 0.0 - 60.0
Regolazione in fabbrica: 1.0
10

Pagina parametri 4
(1)
(2)
(3)
Corrente di
saldatura
Movimento
tavola rotante
t
V
tV ...Ritardo partenza
Movimento
tavola rotante
Corrente di
saldatura
t
FS
t
...Tempo per partenza lanciata
FS
(1) Ritardo partenza
Tempo che intercorre tra l’accensione
dell’arco voltaico e l’avvio del movi-
mento di saldatura.
Unità: s
Gamma di regolazione: 0.0 - 60.0
Regolazione in fabbrica: 1,5
(2) Partenza lanciata
Durata del ritardo di accensione che
deve avere l’arco voltaico rispetto
al movimento rotatorio. Il movimen-
to rotatorio non si arresta durante
l’accensione dell’arco voltaico. È
consigliato durante la saldatura di tubi
a parete sottile per ridurre lo sviluppo
di calore nella fase di avvio.
Unità: s
Gamma di regolazione: 0.0 - 60.0
Regolazione in fabbrica: 1,5
R
Percorso
saldatura
S E ÜL
S ...Punto di partenza della saldatura
E ...Punto nale della saldatura
ÜL...Sormonto
R ...Percorso di ritorno
(3) Sormonto
Durata che deve avere la saldatura
oltre il punto nale (contrassegnato
da applicazione di camma di innesco).
Nei giunti circolari è così possibile sor-
montare l’inizio del giunto di saldatura.
Al termine della saldatura e una volta
trascorso il tempo di raffreddamento,
la tavola rotante torna automatica-
mente ruotando sul punto nale della
saldatura (a velocità di passo e senza
saldare).
Unità: s
Gamma di regolazione: 0.0 - 60.0
Regolazione in fabbrica: 1,5
11

00
Pagina parametri 5
(1)
(2)
(3)
Corrente di
saldatura
Movimento
tavola rotante
Flusso di gas
tA ...Tempo di raffreddamento
(1) Tempo raffreddamento
Durata della sosta che deve effettuare
la torcia sulla ne del giunto di sal-
datura per farlo raffreddare con gas
inerte. Trascorso il tempo di raffredda-
mento parte il tempo per il riempimen-
to del cratere nale.
Unità: s
Gamma di regolazione: 0.0 - 60.0
Regolazione in fabbrica: 3.0
t
A
(2) Partenza da esterno
Tempo di ritardo del segnale per
l’avvio di un apparecchio esterno (per
Fase automatica
es. alimentazione del lo a freddo,
oscillazione, AVC, ...).
Unità: s
Apparecchio
esterno
S
t
EG
t
...Tempo di ritardo per avvio esterno
EG
S .....Avvio fase automatica (pressione del tasto
Start)
Gamma di regolazione: 0.0 - 99.0
Regolazione in fabbrica: 0.0
(3) Programma successivo
Immissione di uno dei 99 programmi successivi. Al termine del programma al mo-
mento caricato viene automaticamente caricato e lanciato il programma successivo.
Unità: Gamma di regolazione: 0 - 99
Regolazione in fabbrica: 0
12

Pagina parametri 6
(1)
(2)
(3)
Ritorno in posizione
S
S ...Punto di partenza della saldatura
E ....Punto nale della saldatura
S
t
P
tP ...Tempo di ritardo per fase automatica
S .....Avvio fase automatica (pressione del tasto
Start)
Percorso saldatura
Uscita pneumatismo
Fase automatica
E
(1) Ritorno in posizione ON/OFF
Attiva o disattiva il ritorno automatico
in posizione della tavola rotante dal
punto nale della saldatura no al
punto di partenza. Il ritorno in posizione avviene a velocità di passo e
senza saldatura.
Unità: Gamma di regolazione: ON - OFF
Regolazione in fabbrica: OFF
(2) Pneumatismo ON/OFF
Attiva o disattiva un dispositivo pneu-
matico opzionale (avanzamento torcia
pneumatico) per il processo di salda-
tura automatico. Tra la pressione del
tasto Start e l’avvio della fase automa-
tica intercorre un tempo di ritardo sso
per consentire alla torcia di portarsi in
posizione. L’attivazione del parame-
tro „Pneumatismo UP/DOWN“ serve
a testare l’unità. È consigliato prima
dell’avvio di un processo di saldatura
automatico per controllare la posizio-
ne della torcia rispetto al componente.
Unità: Gamma di regolazione: ON - OFF
Regolazione in fabbrica: OFF
(3) Segmento ON/OFF
Per attivare o disattivare la modalità segmento. Questo parametro consente di mig-
rare a determinati programmi in una sequenza di programmi. Per maggiori informa-
zioni sulla sequenza di programmi, vedere il capitolo „Modalità segmento“.
Unità: Gamma di regolazione: ON - OFF
Regolazione in fabbrica: ON
13
Pagina parametri 7
(1)
(2)
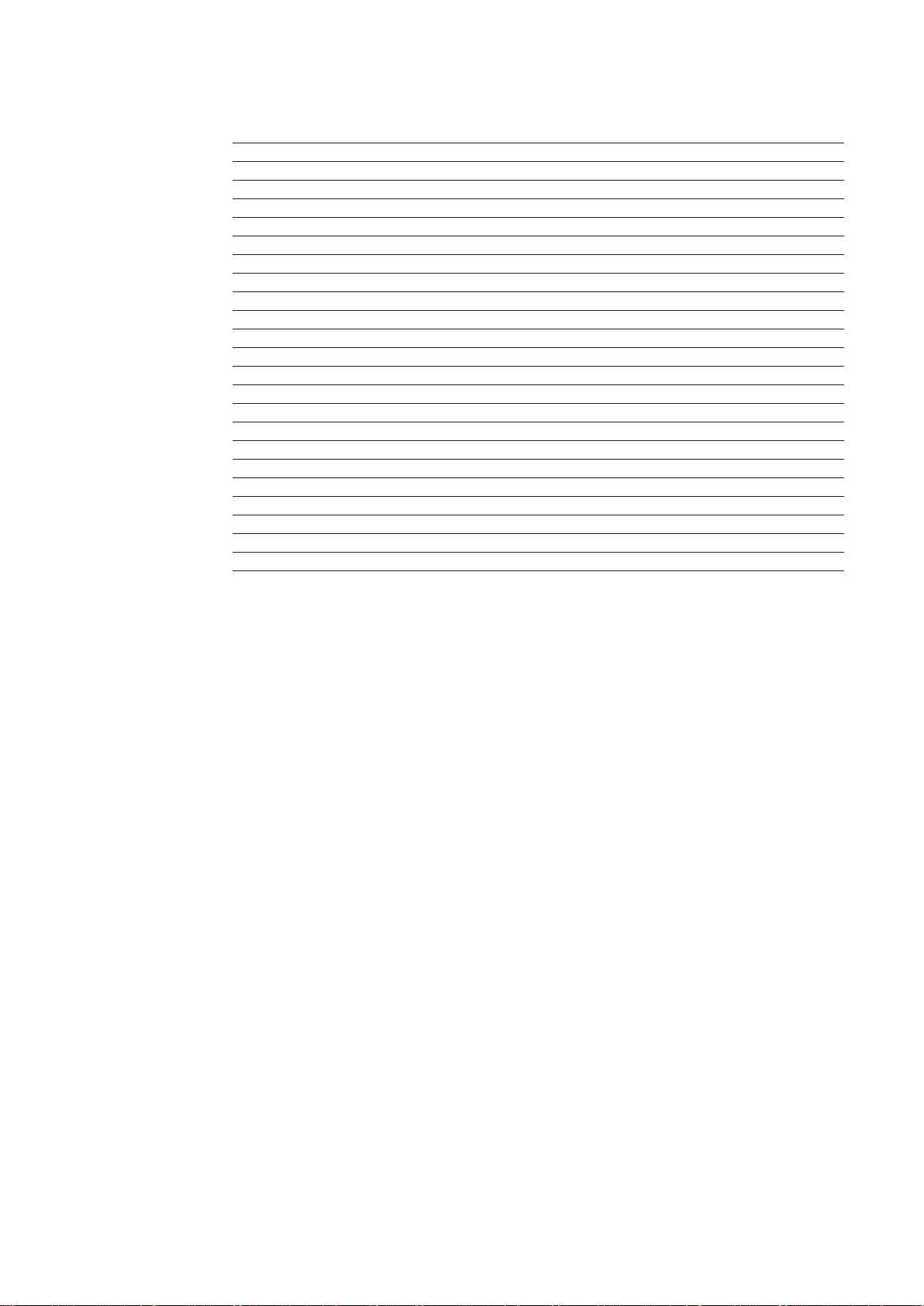
(1) Opzione 2 generatori - Generatore A
Attivazione o disattivazione del generatore A.
„Opzione 2 generatori“.... parametro opzionale per il comando di 2 generatori.
Importante! Per l’attivazione o disattivazione del generatore A il parametro di servi-
zio „AB“ deve essere impostato su ON.
Unità: Gamma di regolazione: OFF - ON
Regolazione in fabbrica: OFF
(2) Opzione 2 generatori - Generatore B
Attivazione o disattivazione del generatore B.
„Opzione 2 generatori“.... parametro opzionale per il comando di 2 generatori.
Importante! Per l’attivazione o disattivazione del generatore B il parametro di servi-
zio „AB“ deve essere impostato su ON.
Unità: Gamma di regolazione: OFF - ON
Regolazione in fabbrica: OFF
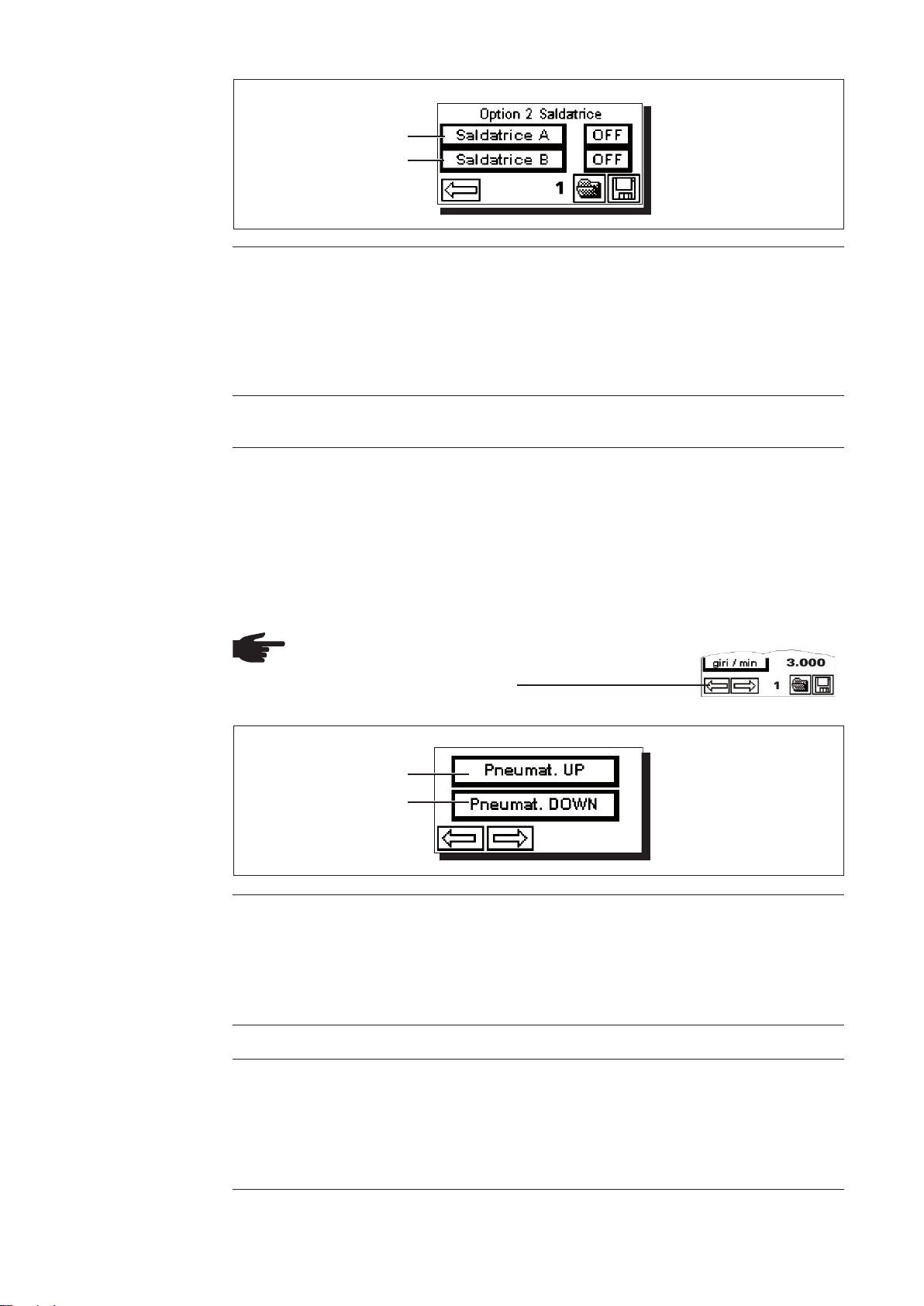
Pagina parametri
Test pneumatismo
Avvertenza! Richiamare la pagina parametri
seguente agendo sul tasto freccia “Sinistra”
dalla “Pagina parametri 1”
(1)
(2)
(1) Pneumatismo UP
Serve per testare l’unità pneumatica (sollevamento avanzamento pneumatico
torcia). Funzione di prova consigliata prima dell’avvio di un processo di saldatura
automatico per controllare la posizione della torcia rispetto al componente.
Unità: Gamma di regolazione: Nessun indicatore di stato
Regolazione in fabbrica: -
(2) Pneumatismo DOWN
Serve per testare l’unità pneumatica (abbassamento avanzamento pneumatico
torcia). Funzione di prova consigliata prima dell’avvio di un processo di saldatura
automatico per controllare la posizione della torcia rispetto al componente.
Unità: Gamma di regolazione: Nessun indicatore di stato
Regolazione in fabbrica: -
14

Bilanciamento parametri
In generale
Come procedere
Per accelerare l’intero ciclo di lavoro, si consiglia di utilizzare il calcolo automatico dei parametri. È possibile sintonizzare tra loro i seguenti parametri:
- Velocità di rotazione in giri / min
- Diametro pezzo in mm
- Velocità di saldatura in cm/min
AVVERTENZA! Per calcolare un parametro sono sempre necessari due
valori.
1. Premere sul valore della velocità di
rotazione, si aprirà il quadro per il
calcolo del parametro.
1
2. Premere sul valore del diametro del
pezzo. si aprirà il tastierino numerico.
2
2
3. Immettere il valore desiderato per il
diametro del pezzo e confermare con
il tasto Enter. Seguire poi la stessa
procedura per il parametro velocitàsaldatura.
3
4. Verrà visualizzato il nuovo valore
calcolato per la velocità di rotazione in
giri/min.
Importante! La velocità di rotazione può essere impostata solo nel quadro principale
(pagina parametri 1) mediante la rotella multifunzione. Per potere poi determinare la velocità di saldatura (velocità-saldatura) deve essere già presente un valore per il diametro
del pezzo.
15

00
Gestione programmi
In generale
Salvare programmi di saldatura
L’apparecchio di comando FCU-20 offre la possibilità di salvare e ricaricare no a 99 elenchi completi di parametri. I parametri di lavoro creati per un singolo componente possono
essere salvati nel numero di programma desiderato. Questi elenchi di parametri possono
essere nuovamente caricati o corretti all’occorrenza in qualsiasi momento. Salvare e caricare programmi sono operazioni possibili a partire da qualsiasi pagina parametri.
Dopo aver immesso con successo i parametri di lavoro necessari, è possibile salvare
l’intero elenco.
AVVERTENZA! Se un elenco di parametri è salvato in un numero di programma già esistente, i parametri di quell’elenco verranno sovrascritti.
Dopo avere immesso i valori per i parametri di lavoro effettuare la seguente operazione:
1. Il tasto sensibile per il salvataggio di
programma (icona del dischetto) deve
essere premuto brevemente - di
conseguenza si aprirà la pagina
„Salva prg.“.
1
2. Premere sul campo numerico del
programma, si aprirà il tastierino
numerico.
2
3. Immettere il numero di programma
desiderato sul tastierino numerico e
confermare con Enter.
3
4. Premere il tasto sensibile „Salva OK“
per acquisire il programma
selezionato.
Per interrompere questa procedura
premere il tasto sensibile „Annulla“.
Salvataggio di programmi
4
16

00
Caricare programmi di
saldatura
AVVERTENZA! È possibile denire i programmi successivi. Non appena il
programma al momento caricato si conclude, viene automaticamente caricato e
lanciato il programma successivo.
1. Premere brevemente il tasto sensibile
per il caricamento di programmi (icona
della cartella) - si aprirà di conseguenza la pagina „Carica programma“.
1
2. Premere il campo numerico del programma, si aprirà il tastierino
numerico di immissione.
2
3. Immettere il numero di programma
desiderato sul tastierino numerico e
confermare con Enter.
3
Caricamento di programmi
4. Premere il tasto sensibile „Carica OK“
per caricare il programma selezionato.
Per interrompere questa procedura
premere il tasto sensibile „Annulla“.
4
17

Modalità segmento
In generale
Modalità segmento ON
Per soddisfare applicazioni più complesse si possono concatenare i programmi d saldatura.
Si tratta di un’operazione sempre utile se in una determinata sezione del percorso sono necessari parametri di saldatura differenti. L’apparecchio di comando FCU-20 dispone di due
modalità operative segmento, che sono descritte nel seguito.
AVVERTENZA! Le funzioni descritte sono disponibili solo se associate all’interfaccia “Rob 3000”.
S
START
START
I
Programma. 1
SEG. ON
S E
S ........... Avvio fase automatica (tasto Start)
E ........... Fine fase automatica
I
......Corrente avvio
START
...........Camma di innesco
I
Programma. 5
SEG. ON
Programma. 26
SEG. ON
E
Sequenza di programmi in modalità operativa SEGMENTO ON
Segmento ON
Se la modalità di funzionamento segmenti è impostata su “ON”, in una concatenazione di
programmi viene elaborato l’intero elenco di parametri del programma salvato. Come mostrato nell’applicazione di cui sopra, questa catena di programmi è costituita da tre programmi: Programma 1, Programma 5 e Programma 26. Tra questi, il Programma 5 viene eseguito senza saldatura e rappresenta una pausa. Tuttavia, tutti i parametri di questo programma
vengono elaborati. Una volta raggiunta la camma di contattore, il programma in corso viene
terminato (parametro Fine) e di seguito viene caricato il programma successivo. Il passaggio dei programmi non necessita di abilitazione all’avvio, ma viene eseguito automaticamente.
Nell’ultimo programma della concatenazione si consiglia di impostare il parametro “Ritorno
in posizione” su ON. Il ritorno automatico avverrà quindi al punto di partenza “S” dell’intera
catena di programmi.
AVVERTENZA! Per garantire il passaggio automatico ai programmi, tutti i programmi accettati nella sequenza devono essere impostati su Segmento „ON“.
18
Modalità segmento OFF
E
S
HS
I
Programma. 7
SEG. OFF
S
S ........... Avvio fase automatica (tasto Start)
E ........... Fine fase automatica
IHS ..........Corrente principale
...........Camma di innesco
Sequenza di programmi in modalità operativa SEGMENTO OFF
Programma. 8
SEG. OFF
Programma. 25
SEG. ON
E
Segmento OFF
Se la modalità di funzionamento segmenti è impostata su “OFF”, concatenando i programmi le impostazioni dei rispettivi programmi, in un passaggio tra due programmi, vengono
saltate. Come mostrato nell’applicazione di cui sopra, anche questa catena di programmi è
costituita da tre programmi: Programma 7, Programma 8 e Programma 25. Raggiungendo
la camma di contattore e il passaggio al programma successivo (ad esempio:
Programma 7 --> Programma 8), i parametri vengono saltati e avviene subito il passaggio
alla velocità o al lavoro impostato (viene variata solo la corrente principale).
Nell’ultimo programma della concatenazione si consiglia di impostare il parametro “Ritorno
in posizione” su ON. Il ritorno automatico avverrà quindi al punto di partenza “S” dell’intera
catena di programmi.
AVVERTENZA! Per garantire il passaggio descritto dei programmi in questa modalità operativa, tutti i programmi accettati nella sequenza devono essere impostati su
Segmento „OFF“, eccetto l’ultimo. L’ultimo programma della sequenza deve essere
impostato su „ON“ per consentire l’elaborazione dei parametri nali della sequenza
stessa.
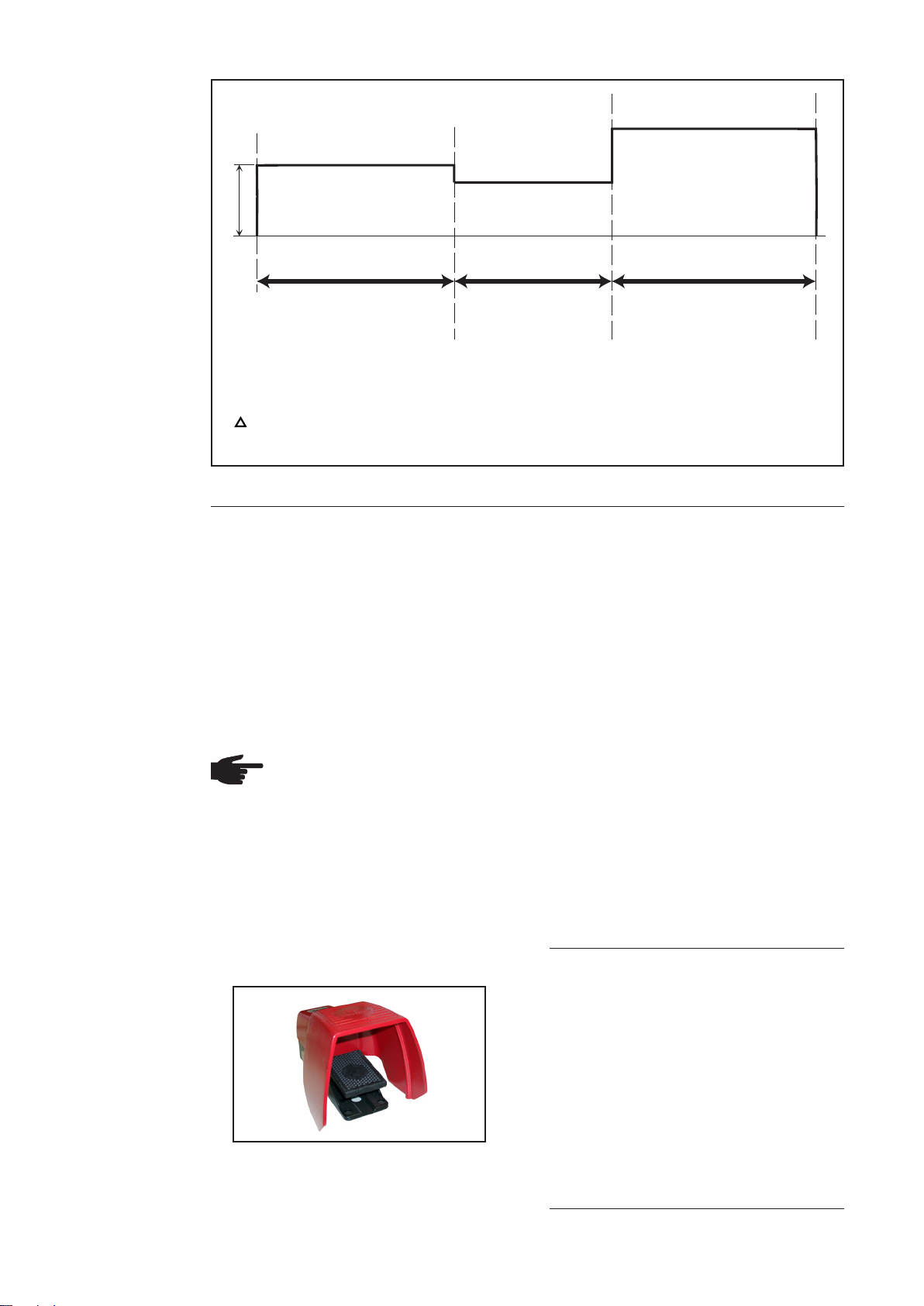
Descrizione comando di regolazione a distanza a
pedale
FRC-1
FRC-1
Comando di regolazione a distanza a pedale
FRC-1
Sono disponibili 2 funzioni (vedere il capitolo “Parametri di servizio” per la corrispondente preimpostazione della funzione
desiderata):
Funzionamento manuale: nché si
aziona il pedale, il ciclo si svolge in automatico.
Funzionamento continuo: premere
brevemente il pedale per avviare il ciclo
automatico. Per arrestare il ciclo, premere
ancora.
19

Parametri di servizio
In generale
Navigazione
Richiamo dei
parametri di servizio
I parametri di servizio dell’apparecchio di comando FCU-20 offrono all’operatore le seguenti possibilità:
- Visualizzazione di ingressi e uscite PLC
- Scelta della lingua del display preferita (tedesco, inglese, spagnolo o italiano)
- Bilanciamento di valori nominali e reali di corsa e velocità di spostamento
- Preselezione di direzione
- Attivazione opzione interfaccia robot
- Attivazione opzione 2 generatori
- Attivazione segnale di usso di corrente
- Selezione funzionamento manuale/funzionamento continuo FRC 1
Nelle pagine dei parametri di servizio si può cambiare pagina premendo i seguenti tasti
sensibili:
- Continuare a sfogliare andando alla pagina successiva
- Sfogliare andando alla pagina precedente
- Entrare nel menu principale (pagina parametri 1)
Per richiamare le pagine dei parametri di servizio premere il tasto Stop per > 5 sec.
pagina parametri 1
- Ingressi e uscite
PLC
> 5 sec
(1)
(3) (2)
Indicatore di ingressi e uscite PLC
(1) Indicatore di stato di ingressi e uscite PLC
(2) Tasto
Premendo questo tasto freccia si passa alla pagina successiva.
(3) Tasto ESC
Premendo questo tasto si passa al menu principale (pagina parametri 1).
20

Elenco ingressi e
uscite PLC
Stato degli ingressi e uscite PLC
0 0V
1 24V DC
Ingressi PLC
X0 Rotella multifunzione A
X1 Rotella multifunzione B
X2 Tasto Modalità manuale X3 Segmento ES (Prg. Step)
X4 Riserva
X5 Tasto Modalità manuale +
X6 Finecorsa 360°
X7 Arresto di emergenza
X10 Tasto Start
X11 Tasto Stop
X12 Saldatura On/Off
X13 Avvio FRC
X14 Rotella multifunzione pressione
X15 Segnale usso di corrente
Uscite PLC
Y0 Riserva
Y1 Riserva
Y2 Motore sinistra
Y3 Motore destra
Y4 Velocità di passo
Y5 Partenza da esterno
Y6 Pneumatismo
Y7 Generatore A
Y10 Lavorazione
Y11 Lavorazione
Pagina parametri 2
- Scelta della lingua
(1)
Scelta della lingua
(1) Scelta della lingua
Serve per selezionare una nuova lingua del display. Per la selezione, basta premere
il tasto sensibile desiderato. La lingua è subito attiva e il testo del display appare
nella lingua selezionata.
21

(2) Contrasto
Premendo questo tasto si apre il quadro di selezione „Display“. Selezionare i para-
metri desiderati del display premendo una sola volta. Si aprirà il rispettivo quadro di
regolazione.
Premendo il tasto + o - si incrementa o riduce il valore del contrasto o della lumi-
nosità del display. Le modiche del valore sono subito visibili a display. Dopo aver
effettuato la regolazione, premere il tasto ESC per acquisire le impostazioni.
Unità: Gamma di regolazione: 0 - 14
Regolazione in fabbrica: 7
Pagina parametri 3
- generatore
(3)
(2)
(1)
Parametri di servizio generatore
(1) AB ON/OFF
Serve per attivare o disattivare il parametro „Opzione 2 generatori“.
(2) Rob ON/OFF
Serve per attivare o disattivare l’opzione interfaccia robot. Durante l’attivazione si
possono richiamare lavorazioni dal generatore digitale.
(3) Fl. corr. ON/OFF
Attiva o disattiva la richiesta del segnale di usso di corrente del generatore.
22

Pagina parametri 4
- Bilanciamento
(2)
(1)
Parametri di sintonizzazione
(1) Direzione
Direzione modalità manuale + modalità automatica. Si può cambiare la direzione per
es. in una particolare posizione della tavola rotante.
(2) FattoreM
Fattore di moltiplicazione - denisce la velocità di rotazione massima della tavola
rotante.
(3) FRC 1
Consente di preselezionare il “funzionamento manuale” o il “funzionamento
continuo”.
Pagina parametri 5
- Hardware
(2)
(1)
Parametri hardware
(1) Tens. reale
Tensione reale - serve per sintonizzare l’apparecchio di comando FCU-20 con il
rispettivo hardware collegato (tavola rotante).
AVVERTENZA! Questo valore è impostato di fabbrica e non può essere
modicato.
(2) F-SETPOINT
Valore nominale prescritto in funzione dell’hardware per il convertitore di frequenza
incorporato.
AVVERTENZA! Questo valore è impostato di fabbrica e non può essere
modicato.
23

Arresto
Avvertenza! L’arresto prolungato può causare la perdita di alcune impostazioni
sul controllo. Pertanto, prima della nuova messa in funzione si raccomanda
di confrontare i dati relativi a “MFaktor” e “Tensione di uscita” con la seguente
tabella di esempio ed eventualmente correggerli.
Tabella dei datiFCU-20
Tabella dei datiFCU-20.O
Calcolo dell’MFaktor
Apparecchio MFaktor
1)
F teorica Tensione usc.
FTT 10 10500 5000 5V
FTT 40 12000 5000 5V
FTT 150 6450 5000 5V
FRT 50 5600 5000 5V
FRT 150 7400 5000 5V
FRP 150 5620 5000 5V
Apparecchio MFaktor
1)
F teorica Tensione usc.
FTT 380 - 1500 1400 5000 10V
FTT 3000 - 7500 1000 5000 10V
FTT 12000 1000 5000 10V
FRT 1000 2000 5000 10V
FRT 2000 - 5000 1500 5000 10V
FRT 10000 1000 5000 10V
1)
Il valore relativo a “MFaktor” può subire scostamenti. Si raccomanda di allineare questo
valore con la targhetta della tavola rotante utilizzata.
A-4600 Wels
www.fronius.com
1~
50/60 Hz
Leistungsschild Drehtisch
Art.No.:
Ser.No.:
U
1
230 V
max
v
11 rpm
L x W x H
490 x 490 x 595 mm
EN 12100
1
I
0,8 A
max. load
40 kg
FTT 40/MA
P
0,18 kVA
weight
85 kg
Calcolo dell’MFaktor:
Sulla targhetta della tavola rotante è
riportato il valore Vmax. Il valore relativo a
MFaktor si ottiene dalla formula seguente:
V
x 1000
max
Esempio:
11 x 1000 = MFaktor 11000
24
Diagnosi e risoluzione degli errori
Sicurezza
In generale
AVVISO! Uno shock elettrico può avere esiti mortali. Prima di aprire
l’apparecchio
- Mettere l’interruttore di rete in posizione „O“
- scollegare l’apparecchio dalla rete elettrica
- apporvi un cartello di segnalazione comprensibile recante il divieto di
riaccendere la macchina
- con l’ausilio di uno strumento di misurazione adeguato, accertarsi che i
componenti caricati elettricamente (ad es. i condensatori) siano scarichi.
PRUDENZA! Un collegamento insufciente con il cavo di guardia può causare
gravi lesioni personali e danni materiali. Le viti della carcassa rappresentano
un collegamento adatto con il cavo di guardia per la messa a terra della carcassa stessa e non possono in nessun caso essere sostituite da altre viti prive
di un collegamento sicuro con il cavo di guardia.
Requisiti basilari per un funzionamento corretto del sistema:
- avere realizzato i collegamenti dei singoli componenti del sistema
- alimentazione elettrica dei componenti del sistema nel rispetto dei dati relativi alla
tensione di rete (vedere targhetta).
Ricerca degli
errori
Messaggi di
errore
Errore Causa Risoluzione
La tavola rotante non
compie alcun movimento di
rotazione
SPEGNIMENTO D’EMERGENZA
SPEGNIMENTO
D’EMERGENZA
Causa: Risoluzione:
Il dispositivo di protezione d’arresto in
emergenza del dispositivo di comando
FCU-20 è stato attivato a causa di una
situazione di emergenza.
Errore nel convertitore di frequenza incorporato
Screen No.
Error
Causa: Risoluzione:
Nessuna lingua valida selezionata Eseguire la selezione della lingua
Provocato dal dispositivo di protezione di arresto di emergen-
za. Durante l’arresto d’emergenza, tutti gli elementi di comando
sono bloccati.
Errore numero schermata
Vedere pagina 24 - Scelta della lingua: premendo il tasto “...”
possono essere innescati errori, se qui nel software non è me-
morizzata una lingua.
Perdita di dati Correggere i dati secondo la
tabella, vedere pagina 27
Risolvere la situazione d’emergenza e
sbloccare il pulsante di arresto d’emergenza. Avvertire il personale di assistenza
Fronius.
Contattare il personale di assistenza
Fronius
25

Messaggi di
errore
(continuazione)
Segnalediusso
di corrente
assente
Segnalediussodicorrenteassente
Nessun riconoscimento del segnale di usso di corrente del
generatore allacciato (inserimento a potenziale zero)
Causa: Risoluzione:
Innesco dell’arco voltaico assente Pulire la supercie del pezzo da lavorare,
riaccendere l’arco voltaico
Errore a carico del generatore Controllare e all’occorrenza correggere le
impostazioni sul generatore
Nessuna interfaccia robot in uso Inserire l’interfaccia robot ROB3000
Collegamento difettoso al generatore Controllare il collegamento al generatore
Saldatrice non collegata a massa Collegare a massa la saldatrice
ERFF
Assenza di dati schermo + ERFF
Assenza di
dati schermo
Causa: Risoluzione:
Il display GT01 non è programmato. Programmare il display. Può essere fatto
solo in fabbrica!
ERFF
ERFF
Errore di comunicazione
Causa: Risoluzione:
Connessione assente fra PLC e display. • Controllare il cablaggio e i cavi
• Interruttore sul PLC posizionato su
STOP - metterlo in posizione RUN.
Display in modalità Stand-by
Non è possibile la comunicazione tramite display, nessuna
indicazione di errore
Causa: Risoluzione:
PLC non programmato o guasto. Programmare da capo o sostituire il PLC
(possibile solo in fabbrica)
26

Dati tecnici
Dati tecnici
FCU-20 / 20.O
Targhetta macchina FCU-20 /
20.O
Tensione di rete 230 V
Frequenza di rete 50/60 Hz
Protezione di rete 1,5 A
Tensione di comando 24 V
Potenza allacciata 230 VA
Corrente nominale 1 A
Dimensioni (lung. x larg. x alt.) 350 x 235 x 160
Peso 5 kg
27
Elenco dei pezzi di ricambio - FCU-20
Elenco dei pezzi
di ricambio FCU20
38,0102,0048
38,0008,0065
38,0002,0056
38,0002,0061
38,0002,0092
38,0002,0090
38,0002,0098
38,0102,0047
38,0002,0097
38,0002,0090
38,0002,0098
38,0102,0017
38,0002,0095
38,0002,0090
38,0002,0098
4,085,185
42,0406,0102
42,0406,0093
38,0002,0093
38,0002,0091
38,0002,0098
43,0001,1115
38,0006,0087
43,0004,3206
38,0006,0087
4,085,184
38,0100,0219 38,0100,0187
38,0102,0049
Rob 3000 38,0101,0014
28

Elenco dei pezzi
di ricambio FCU20
(continuazione)
Numero articolo Denominazione
8,040,073 FCU-20
4,085,184 Print TP FCU/ FRC
4,085,185 DGP - Print
38,0102,0049 MP FCU-20
38,0002,0061 Elemento di contatto N.C. arresto di emergenza
38,0002,0090 Elemento di contatto N.O.
38,0002,0091 Elemento di contatto N.C.
38,0002,0092 Tasto Start
38,0002,0093 Tasto Stop
38,0002,0095 Interruttore a levetta
38,0002,0097 Tasto Modalità manuale
38,0002,0098 Fissaggio con ange
38,0006,0087 Interruttore di rete
38,0102,0017 Invertitore di frequenza
38,0008,0065 Pellicola di protezione display touch-screen
38,0002,0056 Tasto di arresto di emergenza
38,0102,0047 Comando PLC
38,0102,0048 Display touch-screen
38,0100,0187 Fascio cavi
38,0100,0219 Cavo di callegamento - „Tuchel“
42,0406,0093 Coperchio rosso
42,0406,0102 Manopola nera
43,0001,1115 Filtro di rete
43,0004,3206 Cavo di rete 5 m
29

Accessori e opzioni FCU-20
Vista panoramica del sistema - FCU-20
Kit da installare in FCU-20
1
Kit el. pilotaggio FRC: 8,100112
2
Kit el. asse di spostamento: 8,100,151
3
Kit el. 2. Generatore: 8,100,113
4
Kit el. FRT 150: 8,100,125
(Cavi per tavola rotante inclusi)
Avvio per apparecchio esterno
FCU-11
FCU-12
FRC-12
KD-4010
KD4010:
38,0100,0128
FCU11 / FCU12 / FRC12:
38,0100,0188
FRC 1
Legenda:
FTU
arresto di
--------- Opzione
______ Di serie
(compreso nella fornitura)
emergenza
8,100,152
2
38,0100,0081
24V + DC
Cilindro pneumatico
FPT 100 8,045,228
FPT 150 8,045,227
3
1
4
Rob
3000
TUCHEL
38,0100,0219
Rob
3000
38,0101,0014
TUCHEL
38,0100,0219
38,0101,0014
Kit di montaggio
Dispositivo di comando a distanza
a pedale
Cavo di collegamento
FTT 10
FTT 40
FTT 150
FRT 50
FRT 150
Generatore
A
(Kit el. per freno necessario)
Generatore
B
- Kit el. avvio-stop A/B o A e B (per 2 generatori di saldatura), (installazione di
fabbrica) - Numero articolo: 8,100,113
- Kit el. comando per dispositivo di comando a distanza a pedale FRC-1 (installazione
di fabbrica) - Numero articolo: 8,100,112
Kit el. asse di spostamento FCU (solo associato allo stativo FTU oltre al kit el. relativo
all’asse di spostamento FTU 8,100,152,630)
Codice articolo: 8,100,151
- Kit el. FRT 150 (solo associato alla tavola rotante FRT 150)
Codice articolo: 8,100,125
FRC-1 con cavo 3 m e protezione.
Numero articolo: 8,045,011
- Cavo di collegamento 5 m FCU-20 a FTP avanzamento torcia pneum.)
Numero articolo: 38,0100,0081
- Cavo di collegamento 5 m FCU-20 a FCU-11, FCU-12.
Numero articolo: 38,0100,0188
- Cavo di collegamento 3 m FCU-20 a KD-4010.
Numero articolo: 38,0100,0128
30
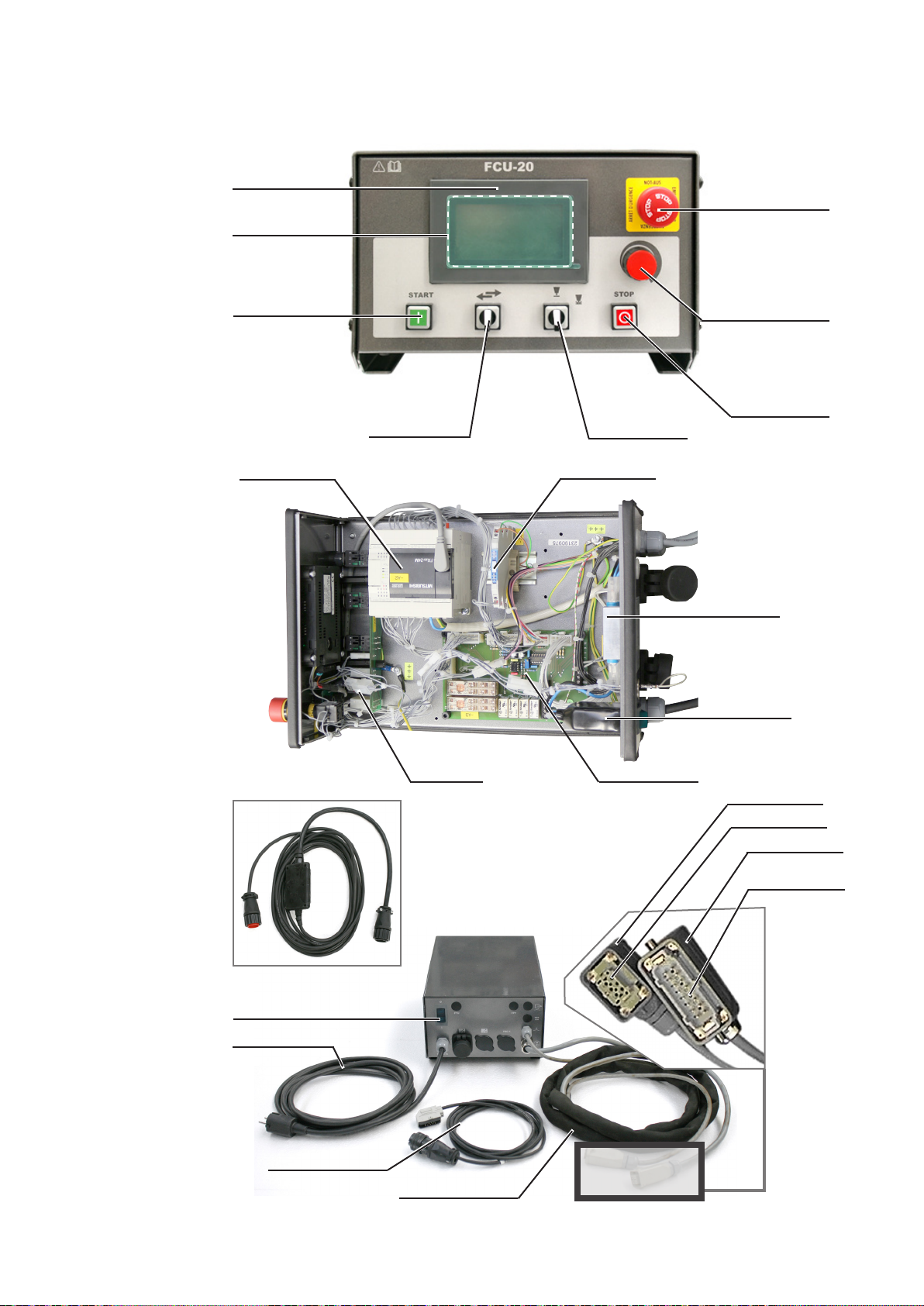
Elenco dei pezzi di ricambio FCU-20.O
Elenco dei pezzi
di ricambio FCU-
20.O
38,0102,0048
38,0008,0065
38,0002,0056
38,0002,0061
38,0002,0092
38,0002,0090
38,0002,0098
38,0102,0047
38,0002,0097
38,0002,0090
38,0002,0098
38,0002,0095
38,0002,0090
38,0002,0098
38,0006,0210
4,085,185
42,0406,0102
42,0406,0093
38,0002,0093
38,0002,0091
38,0002,0098
43,0001,1115
38,0006,0087
Rob 3000 38,0101,0014
38,0006,0087
43,0004,3206
38,0100,0219
4,085,184
38,0100,0237
38,0102,0049
38,0003,0015
38,0003,0017
38,0003,0185
38,0003,0029
31
Elenco dei pezzi
di ricambio FCU-
20.O
(continuazione)
Numero articolo Denominazione
8,040,073,630 FCU-20.O
4,085,184 Print TP FCU/ FRC
4,085,185 DGP - Print
38,0102,0049 MP FCU-20
38,0002,0061 Elemento di contatto N.C. arresto di emergenza
38,0002,0090 Elemento di contatto N.O.
38,0002,0091 Elemento di contatto N.C.
38,0002,0092 Tasto Start
38,0002,0093 Tasto Stop
38,0002,0095 Interruttore a levetta
38,0002,0097 Tasto Modalità manuale
38,0002,0098 Fissaggio con ange
38,0003,0015 Corpo
38,0003,0017 Presa
38,0003,0029 Presa
38,0003,0185 Corpo
38,0006,0087 Interruttore di rete
38,0008,0065 Pellicola protettiva
38,0002,0056 Tasto di arresto di emergenza
38,0102,0047 Comando PLC
38,0006,0210 Separatione galvanico
38,0102,0048 Touch-Screen Display
38,0100,0237 tubi essibili
38,0100,0219 Cavo di callegamento - „Tuchel“
42,0406,0093 Coperchio rosso
42,0406,0102 Manopola nera
43,0001,1115 Filtro di rete
43,0004,3206 Cavo di rete 5 m
32
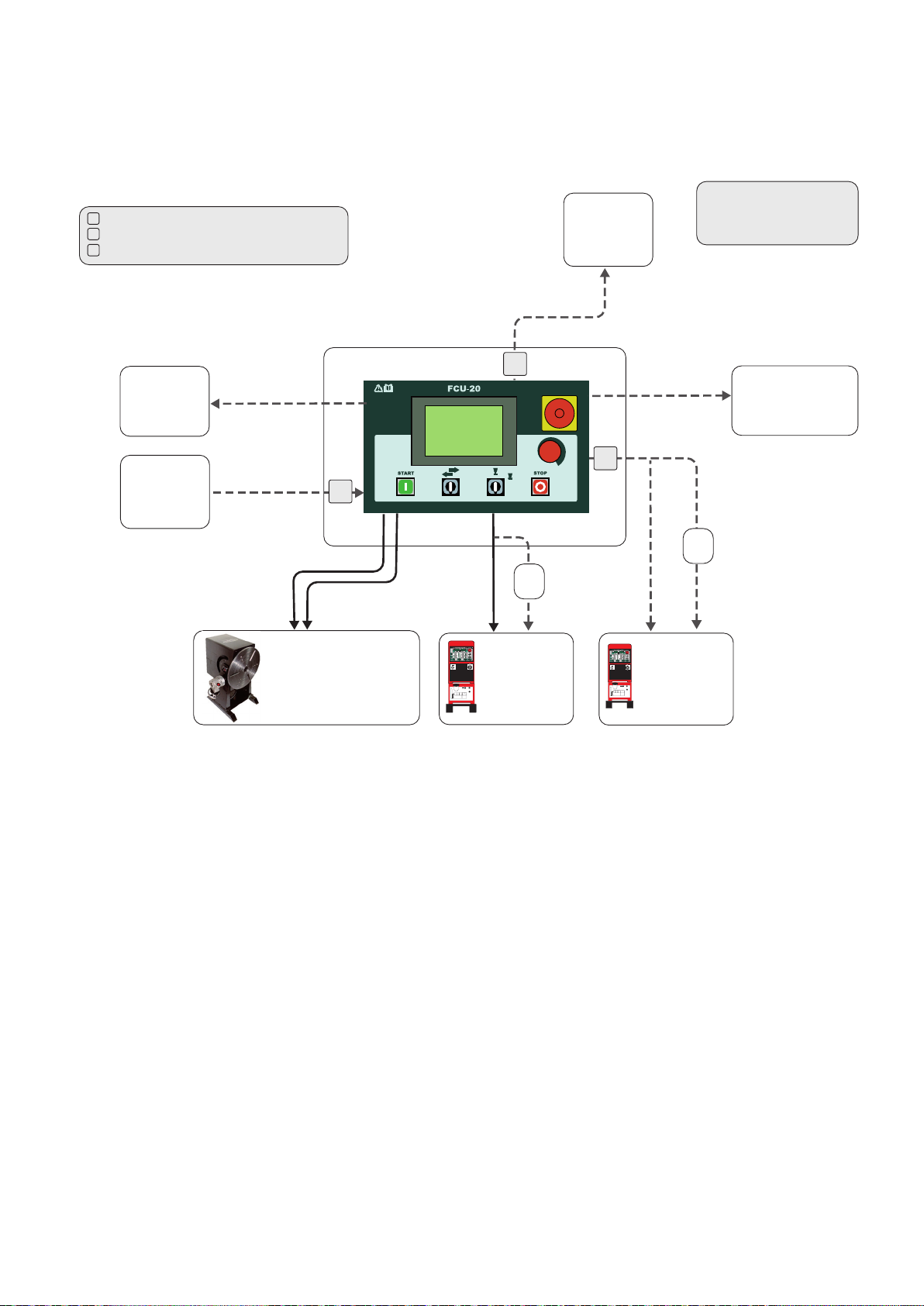
Accessori e opzioni FCU-20.O
Vista panoramica del sistema - FCU-20.O
Kit da installare in FCU-20.O
1
Kit el. pilotaggio FRC: 8,100,112
2
Kit el. asse di spostamento: 8,100,151
3
Kit el. commutazione commessa: 8,100,113
Avvio per apparecchio esterno
FCU-11
FCU-12
FRC-12
KD 4010
KD 4010:
38,0100,0128
FCU-11 / FCU-12 / FRC-12:
38,0100,0188
FRC 1
Legenda:
FTU
arresto di
--------- Opzione
______ Di serie
(compreso nella fornitura)
emergenza
8,100,152,630
2
38,0100,0081
24V + DC
Cilindro pneumatico
FPT 100 8,045,228
FPT 150 8,045,227
3
1
Rob
3000
38,0101,0014
TUCHEL
38,0100,0219
Rob
3000
38,0101,0014
TUCHEL
38,0100,0219
Kit di montaggio
Dispositivo di comando a distanza
a pedale
Cavo di collegamento
FTT 380 - 70000
FRT 1000 - 10000
Generatore
A
Generatore
B
- Kit el. avvio-stop A/B o A e B (per 2 generatori di saldatura), (installazione di
fabbrica) - Numero articolo: 8,100,113
- Kit el. comando per dispositivo di comando a distanza a pedale FRC-1 (installazione
di fabbrica) - Numero articolo: 8,100,112
- Kit el. asse di spostamento FCU (solo associato allo stativo FTU oltre al kit el. relativo
all’asse di spostamento FTU 8,100,152,630)
Codice articolo: 8,100,151
- Kit el. FRT 150 (solo associato alla tavola rotante FRT 150)
Codice articolo: 8,100,125
FRC-1 con cavo 3 m e protezione.
Numero articolo: 8,045,011
- Cavo di collegamento 5 m FCU-20 a FTP avanzamento torcia pneum.)
Numero articolo: 38,0100,0081
- Cavo di collegamento 5 m FCU-20 a FCU-11, FCU-12.
Numero articolo: 38,0100,0188
- Cavo di collegamento 3 m FCU-20 a KD-4010.
Numero articolo: 38,0100,0128
33
Dichiarazione di conformità UE FCU-20
34

Dichiarazione di conformità UE FCU-20.O
35

Schema elettrico - FCU-20
36





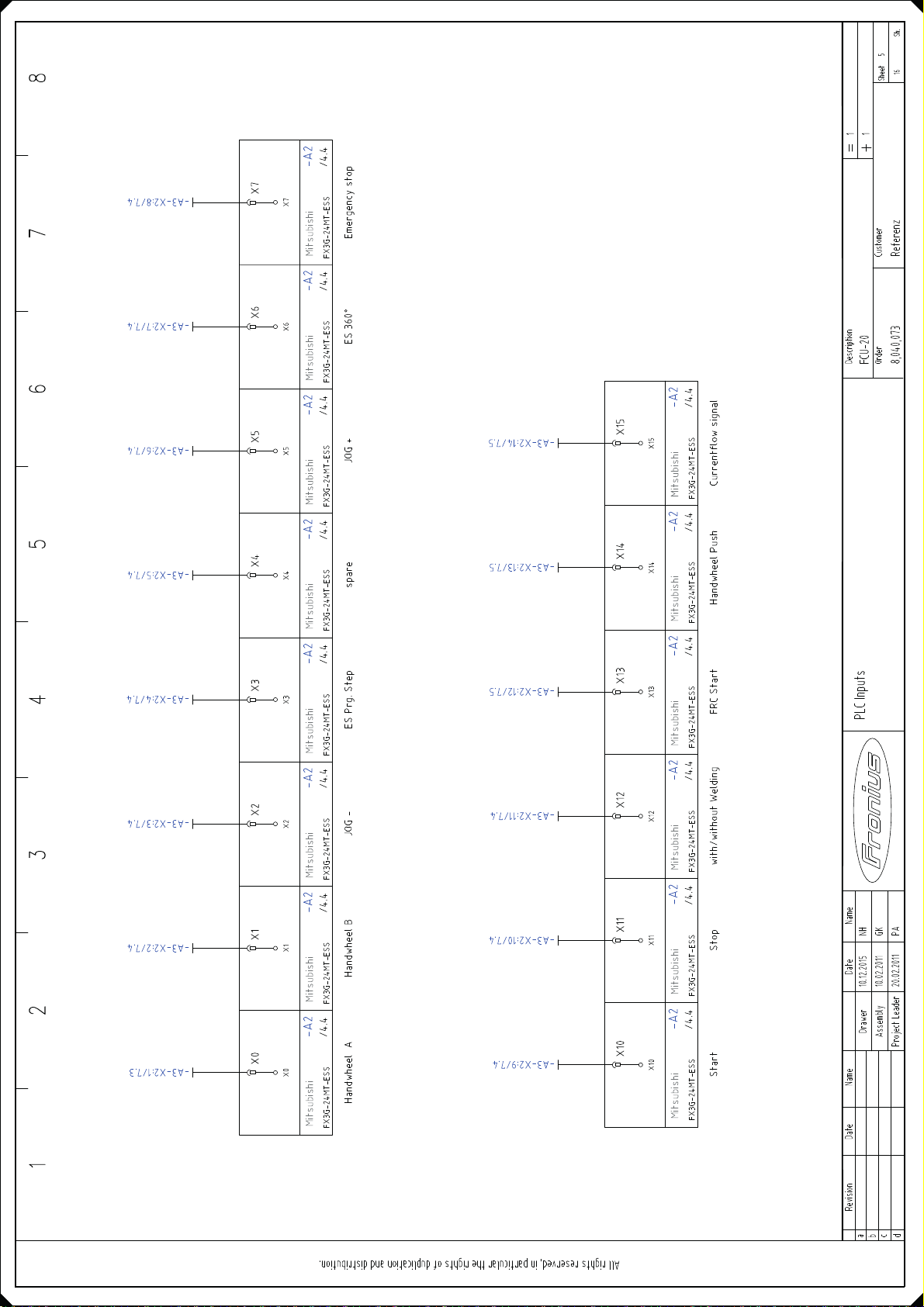



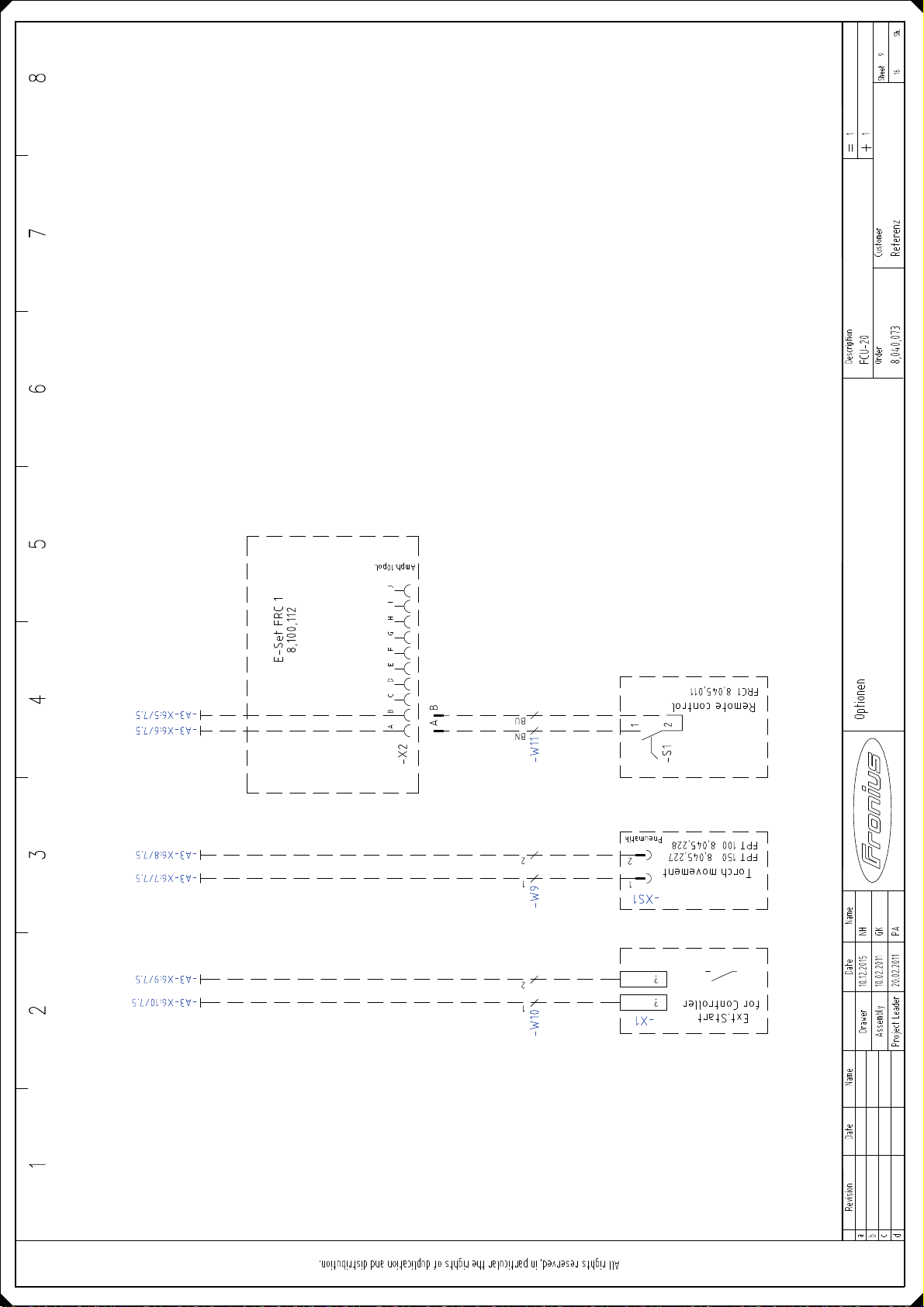



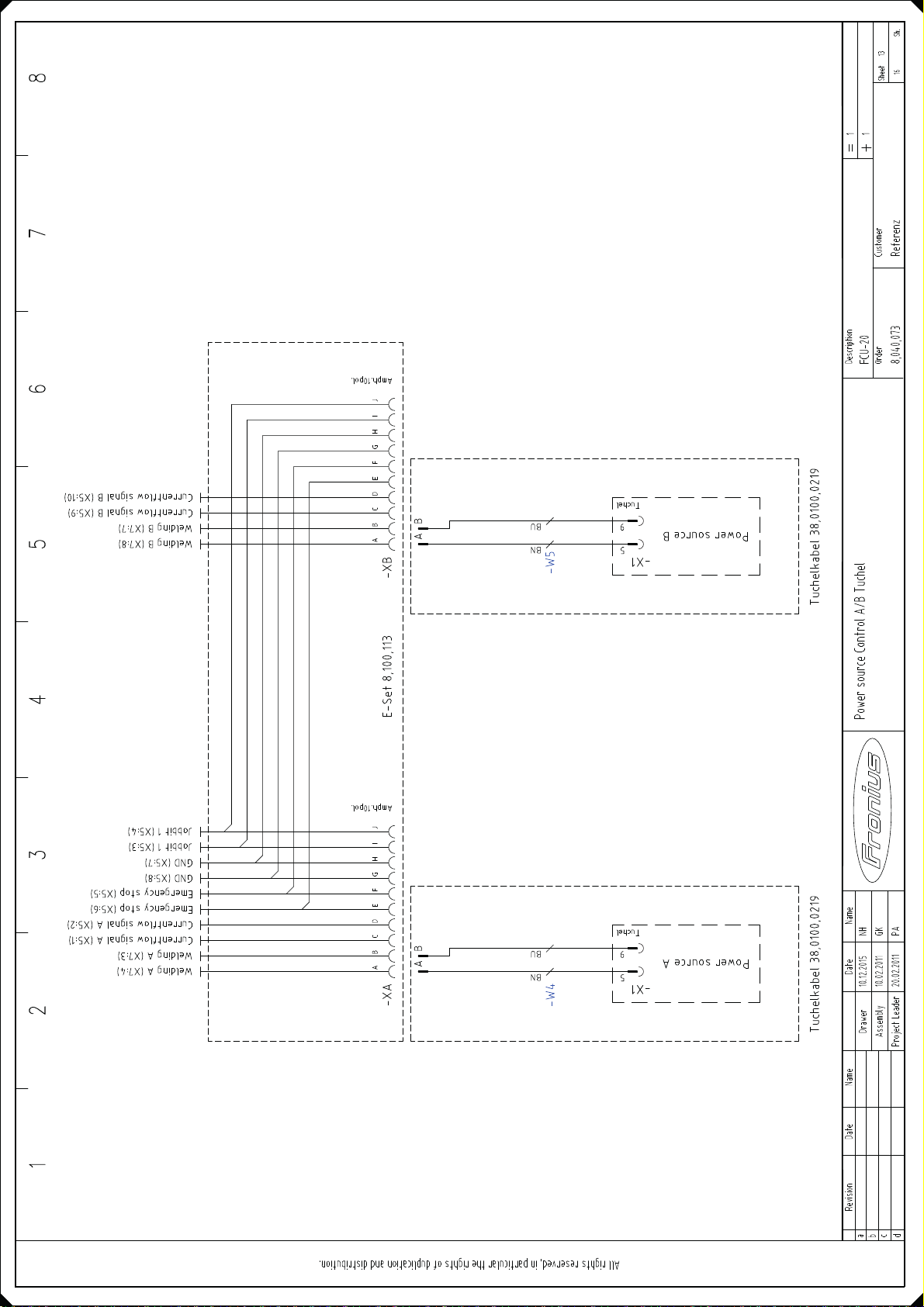




FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts

Schema elettrico - FCU-20.O
37






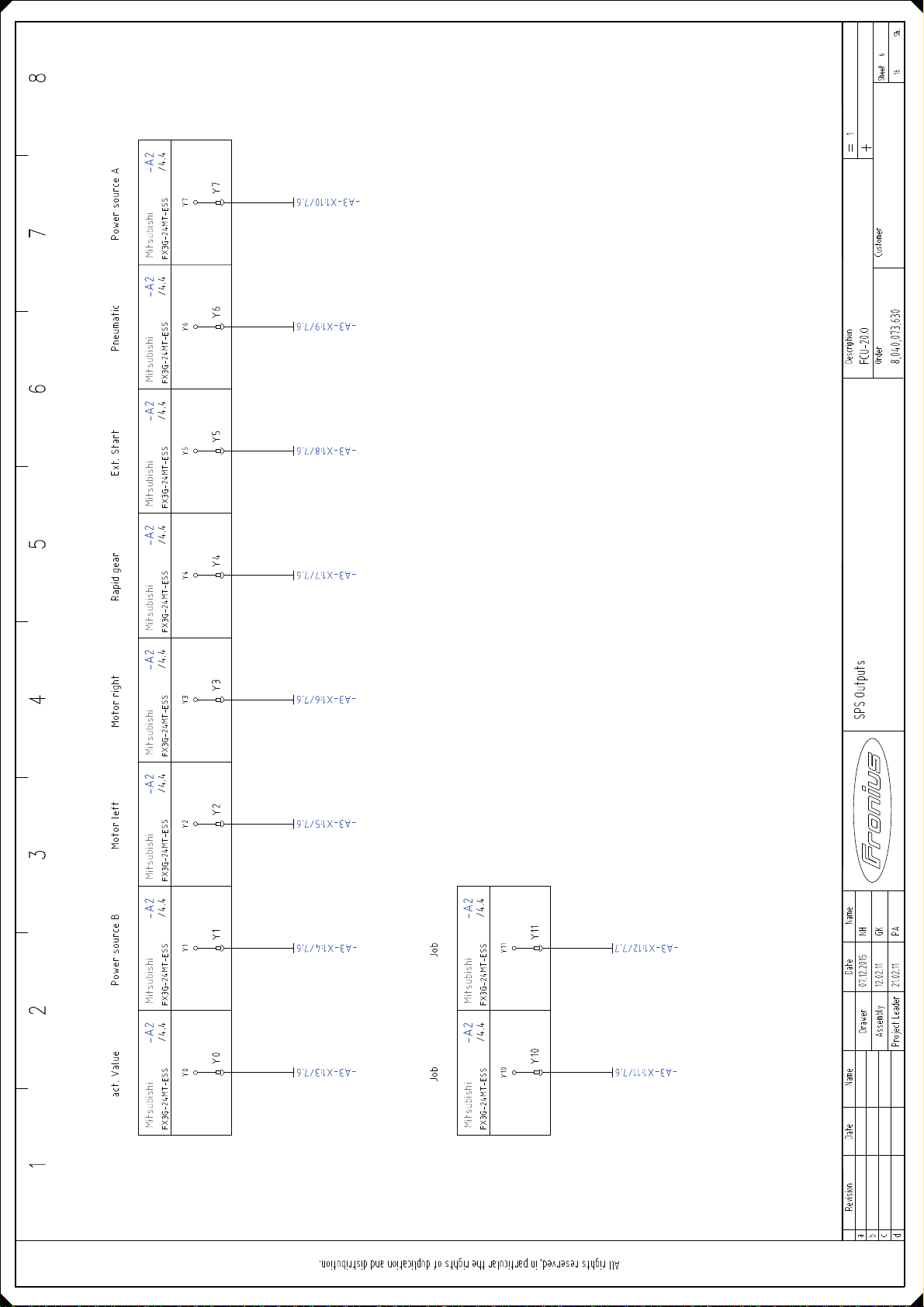











FRONIUS INTERNATIONAL GMBH
TechSupport Automation
E-Mail: support.automation@fronius.com
www.fronius.com
www.fronius.com/addresses

FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts
 Loading...
Loading...