


/ Perfect Welding / Solar Energy / Perfect Charging
FCU-20.O
FCU-20
Instructions de service
FR
Unité de commande
42,0426,0103,FR V05 - 06072016


Consignes de sécurité
DANGER!
AVERTISSEMENT!
ATTENTION!
REMARQUE!
Important!
«DANGER!» caractérise un péril immédiat. S’y exposer entraîne la mort ou
des blessures graves.
«AVERTISSEMENT» caractérise une situation pouvant s’avérer dangereuse. S’y exposer peut entraîner la mort et des blessures graves.
«ATTENTION!» caractérise une situation pouvant s’avérer néfaste. S’y
exposer peut entraîner des blessures légères ou minimes ainsi que des
dégâts matériels.
«REMARQUE» caractérise un danger entraîné par une gêne des conditions
de travail et des dégâts possibles sur l’équipement.
«Important» caractérise des conseils d’utilisation et d’autres informations
particulièrement utiles. Ne signale pas de situation néfaste ou dangereuse.
Dans le cas où vous rencontreriez l’un des symboles représentés à la lecture
du chapitre «Consignes de sécurité», vous devriez y porter une attention accrue.
Généralités
L’appareil répond aux derniers développements techniques et satisfait à la
réglementation généralement reconnue en matière de sécurité. En cas de
fausse manoeuvre ou de mauvaise utilisation, elle présente toutefois certains
risques
- pour la santé et la vie de l‘utilisateur ou d‘un tiers,
- pour la source de courant et pour d‘autres biens matériels de l‘exploitant,
- liés à la qualité du travail effectué avec la source de courant.
Toutes les personnes intervenant dans la mise en service, la manipulation et
l‘entretien de la source de courant doivent
- avoir la qualification requise,
- avoir des connaissances suffisantes en soudure et
- observer scrupuleusement les instructions de service.
Les instructions de service doivent être conservées en permanence sur le
lieu d‘utilisation de l’appareil. En complément aux instructions de service, la
réglementation généralement valable et la réglementation locale concernant
la prévention d‘accidents et la protection de l‘environnement doivent à tout
moment être disponibles et respectés.
Toutes les consignes de sécurité et les avertissements de danger apposés
sur l’appareil
- doivent rester lisibles
- ne doivent pas être endommagés
- ne doivent pas être retirés
- ne doivent pas être recouverts, masqués par des autocollants ou peints.
Vous trouverez les emplacements où figurent les consignes de sécurité et les
avertissements de danger sur l’appareil en consultant le chapitre «généralités» du manuel d’instructions de ce dernier.
I
ud_fr_st_sv_00468 022009

Généralités
(suite)
Tout dérangement pouvant nuire à la sécurité doit être éliminé avant de
mettre en marche l’appareil.
Votre sécurité est en jeu !
Uilisation conforme
L’appareil a été conçue exclusivement pour une utilisation de le cadre des
travaux prévus.
L’appareil est exclusivement conçu pour les procédés de soudage indiqués
sur la plaque signalétique.
Toute autre utilisation est considérée comme non conforme. Le fabricant ne
saurait par conséquent être tenu responsable des dégâts consécutifs.
Font également partie de l’utilisation conforme:
- la lecture exhaustive et l’observation de toutes les indications du manuel
d’instructions de service
- la lecture exhaustive et le respect des consignes de sécurité et des
avertissements de danger du manuel d’instructions de service
- le respect des travaux d’inspection et d’entretien
Ne jamais utiliser l’appareil pour les applications suivantes:
- Dégel de tuyaux
- Chargement de batteries/accumulateurs
- Démarrage de moteurs
L’appareil est conçu pour le fonctionnement dans l’industrie et l’artisanat. Le
fabricant ne saurait être tenu responsable des dommages consécutifs à
l’utilisation de l’appareil dans une habitation.
Le fabricant n’endosse aucune responsabilité pour des résultats de travail
laissant à désirer ou défectueux.
Conditions
environnementales
Obligations de
l‘exploitant
La marche ou le stockage de l’appareil en dehors de la zone indiquée est
considéré comme impropre. Le fabricant ne saurait être tenu responsable de
dommages en résultant.
Plage de température de l’air environnant:
- pour le service: - 10 °C à + 40 °C (14 °F à 104 °F)
- pour le transport et le stockage: - 25 °C à + 55 °C (-13 °F à 131 °F)
Humidité de l’air relative:
- jusqu’à 50 % à 40 °C (104 °F)
- jusqu’à 90 % à 20 °C (68 °F)
’air environnant doit être dénué de poussières, d’acide, de gaz ou de substances corrosives, etc.
Altitude au-dessus du niveau de la mer: jusqu’à 2000m (6500 ft)
L‘exploitant s‘engage à n‘autoriser l‘utilisation de l’appareil qu‘à des personnes
- connaissant les prescriptions fondamentales concernant la sécurité du
travail et la prévention d‘accidents et familiarisées avec la manipulation de
l’appareil
- ayant lu et compris les avertissements figurant dans ces instructions de
service, et l‘ayant confirmé en apposant leur signature.
- ayant reçu une formation conforme aux exigences adressées par les
résultats demandés
ud_fr_st_sv_00468 022009
Il convient de vérifier à intervalles réguliers que le personnel est conscient des
consignes de sécurité pendant le travail.
II

Obligations du
personnel
Toutes les personnes chargées de travailler avec l’appareil s‘engagent à
- respecter les prescriptions fondamentales en matière de sécurité du
travail et de prévention des accidents,
- lire le chapitre concernant la sécurité ainsi que les avertissements
figurant dans les présentes instructions de service et à attester par leur
signature qu‘ils les ont compris, ceci avant d‘entamer le travail.
Avant de s’éloigner du poste de travail, s’assurer de l’impossibilité de la
survenue de dégâts matériels ou corporels pendant cette absence.
Raccordement au
secteur
Auto-protection
et protection des
personnes
En raison de leur absorption de courant élevée, les appareils de forte puissance influent sur la qualité énergétique du réseau d’alimentation.
Certains types d’appareils peuvent être touchés sous la forme :
- de restrictions de raccordement
- d’exigences relatives avec l’impédance maximale autorisée du secteur
- d’exigences relatives à la puissance de court-circuit nécessaire
*)
à l’interface avec le réseau public
*)
voir caractéristiques techniques
Dans ce cas, l’exploitant ou l’utilisateur de l’appareil doit s’assurer que
l’appareil peut être raccordé au réseau, au besoin en prenant contact avec le
distributeur d’électricité.
Vous vous exposez à de nombreux dangers pendant le soudage, comme par
ex.
- projection d’étincelles et de pièces métalliques incandescentes
- rayonnement de l’arc lumineux nocif pour la peau et les yeux
- champs éléctromagnétiques synonymes de danger de mort pour les
porteurs de stimulateur cardiaque (pacemaker)
*)
- danger d’électrocution en raison du courant secteur et de soudage
- nuisance du bruit
- fumée et gaz de soudage nocifs
Les personnes travaillant sur la pièce à usiner pendant le soudage doivent
porter des vêtements de protection présentant les caractéristiques suivantes:
- difficilement inflammables
- isolants et secs
- couvrant l’ensemble du corps, non endommagés et en bon état
- casque de protection
- pantalon sans ourlet
III
ud_fr_st_sv_00468 022009
Auto-protection
et protection des
personnes
(suite)
Font entre autre partie des vêtements de protection:
- Protégez les yeux et la face des rayons ultraviolets , de la chaleur et de
la projection d’étincelles en utilisant un écran de soudeur doté de verres
filtrants réglementaires.
- Porter des lunettes de protection conformes à la règlementation derrière
l’écran de soudeur
- Portez des chaussures solides, isolantes. Ces chaussures doivent rester
isolantes même dans un environnement humide
- Protégez les mains par des gants appropriés (isolants électriques,
protection thermique
- Porter un casque antibruit pour réduire les nuisances liées au bruit et
pour éviter de vous endommager les tympans.
Tenir éloignées toutes personnes étrangères et surtout les enfants pendant
la marche des appareils et le processus de soudage. S’il y avait toutefois des
personnes à proximité:
- les informer de l’ensemble des dangers (danger d’éblouissement par
l’arc lumineux, danger de blessures par la projection d’étincelles, gaz de
fumée toxiques, danger lié au courant secteur ou de soudage,...)
- mettre à leur disposition les moyens de protection adéquats ou
- mettre en place des cloisons ou des rideaux de séparation.
Données relatives aux valeurs
des émissions
sonores
Risque provenant
du dégagement
de vapeurs et gaz
nocifs
L’appareil émet un niveau de puissance acoustique < 80 dB(A) (réf. 1pW) en
marche à vide ainsi que dans la phase de refroidissement après fonctionnement au point de travail maximal autorisé en charge normale, conformément
à la norme EN 60974-1.
Une valeur d’émission rapportée au poste de travail ne peut pas être indiquée pour le soudage (et le découpage) car celle-ci est fonction du procédé
utilisé et de l’environnement. Elle dépend de paramètres les plus divers
comme p. ex. du procédé de soudage (MIG/MAG, TIG), du type de courant
choisi (continu, alternatif), de la plage de puissance, de la nature du métal
fondu, du comportement à la résonance de la pièce à usiner, de
l’environnement du poste de travail, etc.
La fumée dégagée pendant le soudage contient des gaz et des vapeurs
toxiques.
La fumée dégagée pendant le soudage contient des substances éventuellement tératogènes ou cancérogènes.
Maintenir la tête à l’écart de la fumée et des gaz de soudage.
- ne pas respirer la fumée dégagée et les gaz toxiques
- les évacuer du lieu de travail par des moyens appropriés.
ud_fr_st_sv_00468 022009
Veiller à un apport d’air frais suffisant.
En cas d’aération insuffisante, porter un masque respiratoire alimenté en air.
Quand on ignore si la puissance d’aération est suffisante, comparer les
valeurs d’émission des substances toxiques aux valeurs seuil admissibles.
IV
Risque provenant
du dégagement
de vapeurs et gaz
nocifs
(suite)
Les composantes suivantes sont entre autres responsables du degré de
toxicité de la fumée de soudage:
- métaux employés pour la pièce à usiner
- électrodes
- revêtements
- Détergents, solvants à dégraisser et autres
Pour cette raison, tenir compte des fiches techniques sur la sécurité et des
indications du fabricant des composants énumérés.
Tenir les vapeurs inflammables (par ex. vapeurs de solvants) à l’écart de la
zone de rayonnement de l’arc lumineux.
Risques provenant de la
projection
d‘étincelles
Risques provenant du courant secteur et du
courant de
soudage
La projection d’étincelles peut causer des incendies et des explosions.
Ne jamais souder à proximité de matériaux inflammables.
Les matériaux inflammables doivent être éloignés d’au moins 11 mètres (35
pieds) de l’arc lumineux ou recouverts d’une feuille homologuée.
Garder des extincteurs appropriés à portée de main.
Les étincelles et les pièces métalliques incandescentes peuvent parvenir
dans la zone environnante à travers les fentes et ouvertures. Prendre des
mesures appropriés pour pallier à tout danger de blessure et d’incendie.
Ne pas souder dans des zones menacées d’incendie ou d’explosion ou sur
des réservoirs, barrils ou tuyaux fermés, à moins d’avoir fait des préparatifs
conformes aux normes nationales et internationales.
Il est interdit de souder sur des réservoirs contenant ou ayant contenu des
gaz, des carburants, des huiles minérales et substances analogues. Même
des résidus de ces substances présentent un risque d‘explosion.
Une décharge électrique est fondamentalement dangereuse et peut être
mortelle.
Ne pas toucher les éléments conducteurs de tension à l’intérieur et à
l’extérieur de l’appareil.
Pour le soudage MIG/MAG et TIG, le fil-électrode, la bobine, les rouleaux
d’entraînement et les pièces métalliques liés au fil-électrode sont conducteurs de tension.
Toujours poser l’unité d’entraînement du fil-électrode sur un fond suffisamment isolé ou utiliser un logement isolant approprié pour l’avance de fil.
Veiller à une auto-protection et à la protection des personnes appropriées en
mettant un support ou une feuille plastique secs, suffisament isolants face au
potentiel de terre ou de masse. Le support ou la feuille plastique doit recouvrir l’ensemble de la zone située entre le corps et le potentiel de terre ou de
masse.
Tous les câbles et lignes doivent être solides, intacts, isolés et présenter les
dimensions suffisantes. Remplacer immédiatement les liaisons desserrées,
les câbles et lignes grillés, endommagés ou sous-dimensionnés.
V
ud_fr_st_sv_00468 022009

Risques provenant du courant secteur et du
courant de
soudage
(suite)
Ne pas enrouler de câbles ou lignes autour du corps ou de membres.
- ne jamais plonger dans l’eau l’électrode de soudage (électrode à baguette, électrode en tungstène, fil-électrode,...) pour la refroidir
- ne jamais toucher l’électrode quand la source de courant est allumée
La double tension de marche à vide peut par exemple survenir entre les
électrodes de soudage d’un appareil. Toucher simultanément les potentiels
des deux électrodes peut être mortel.
Faire vérifier régulièrement par un électricien professionnel le conducteur de
terre de la ligne d‘alimentation secteur et la ligne d‘alimentation de l‘appareil.
N’exploiter l’appareil que sur un réseau muni de conducteur de protection et
une prise de courant avec contact de conducteur de protection.
Est considéré comme négligence grave le fait d’exploiter l’appareil sur un
réseau sans conducteur de protection ou une prise de courant sans contact
de conducteur de protection. Le fabricant n’est pas responsable des dommages consécutifs.
Au besoin, veiller à une mise à terre suffisante de la pièce à usiner par des
moyens appropriés.
Mettre hors d’état de marche les appareils non employés.
Courants de
soudage vagabonds
Pour les travaux en hauteur, utiliser un harnais de sécurité afin d’éviter les
chutes.
Mettre hors d’état de marche l’appareil et tirer la fiche secteur avant les
travaux sur l’appareil.
Prévenir un branchement de la fiche secteur et une nouvelle mise en marche
au moyen d’un panneau d’avertissement clair et bien lisible.
Après avoir ouvert l’appareil:
- décharger tous les composants stockant des charges électriques
- s’assurer que toutes les composantes de l’appareil sont hors tension.
Au cas où des interventions sur des éléments sous tension seraient nécessaires, il est indispensable de faire appel à une seconde personne qui
puisse, le cas échéant, couper l‘alimentation électrique.
En cas de non-respect des indications ci-après, l’apparition de courants de
soudage vagabonds est possible. Cette dernière peut entraîner:
- le danger d’incendies
- la surchauffe de composants liés à la pièce à usiner
- la destruction des conducteurs de protection
- l’endommagement de l’appareil et d’autres installations électriques
ud_fr_st_sv_00468 022009
Veiller à une liaison solide de la pince à pièces usinées avec la pièce usinée
Fixer la pince à pièces usinées le plus près possible de l’emplacement à
souder.
Lorsque le fond est conducteur électriquement, mise en place, si possible,
de l’appareil de sorte à l’isoler suffisamment.
En cas d’utilisation de distributeurs de courant, de logements à deux têtes,
etc. observer ce qui suit: l’électrode de la torche/du porte-électrode non
VI

Courants de
soudage vagabonds
(suite)
utilisé est conductrice de potentiel également. Veillez à un stockage suffisamment isolant de la torche/du porte-électrode non utilisé.
Pour les applications automatisées MIG/MAG, le cheminement du fil-électrode doit impérativement être isolé entre le fût de fil de soudage, la grande
bobine ou la bobine de fil et le dévidoir.
Classification
CEM des appareils
Mesures relatives
à la CEM
Appareils de la classe d’émissions A :
- ne sont prévus que pour une utilisation dans les zones industrielles
- peuvent entraîner des perturbations de rayonnement liées à leur puis-
sance
Appareils de la classe d’émissions B :
- répondent aux exigences d’émissions pour les zones habitées et les
zones industrielles ainsi que pour les zones habitées dans lesquelles
l’alimentation énergétique s’effectue à partir du réseau public basse
tension
Classification CEM des appareils conformément à la plaque signalétique ou
aux caractéristiques techniques
Dans certains cas, des influences peuvent se manifester dans la zone
d’application prévue malgré le respect des valeurs limites d’émissions
normalisées (p. ex. en présence d’appareils sensibles sur le site d’installation
ou lorsque ce dernier est situé à proximité de récepteurs radio ou TV).
L’exploitant est alors tenu de prendre les mesures nécessaires pour éliminer
les dysfonctionnements.
Examiner et évaluer tout problème éventuel et la résistance aux pannes des
installations à proximité en fonction des prescriptions nationales et internationales
- Installations de sécurité
- Lignes de réseau, de signalisation et de transmission des données
- Installations informations et de télécommunications
- Dispositifs pour mesurer et calibrer
Mesures auxiliaires pour éviter les problèmes EMV
a) Alimentation du réseau
- Prendre des mesures supplémentaires (utiliser par ex. des filtres de
réseau appropriés) quand des pannes électromagnétiques surviennent
malgré le raccord au réseau conforme aux prescriptions.
b) Lignes de soudage
- doivent être aussi courtes que possible
- doivent être posées à proximité les unes des autres (aussi pour éviter
des problèmes EMF)
- doivent être posées loin d’autres lignes
c) Egalisation de potentiel
d) Mise à la terre de la pièce à usiner
- le cas échéant, réaliser une liaison à la terre moyennant des condensateurs appropriés
e) Protection, au besoin
- protéger les autres installations environnantes
- protéger l’ensemble de l’installation de soudage
VII
ud_fr_st_sv_00468 022009

Mesures EMF
Les champs électromagnétiques peuvent se répercuter négativement sur la
santé et avoir des conséquences encore inconnues à ce jour.
- Conséquences sur la santé des personnes avoisinantes, par ex. les
porteurs de pacemakers
- Les porteurs de pacemakers doivent consulter leur médecin avant de
séjourner à proximité immédiate du poste de travail de soudage
- Tenir les distances entre les câbles de soudure et la tête/le tronc du
soudeur aussi grandes que possibles pour des raisons de sécurité
- Ne pas porter les câbles de soudure et les paquets de câbles sur l’épaule
et/ou ne pas les enrouler autour le corps et de parties du corps
Zones particulièrement dangereuses
Zones particulièrement dangereuses
Tenir les mains, les cheveux, les vêtements et les outils à l’écart des pièces
mobiles, comme par exemple:
- ventilateurs
- roues dentées, rouleaux, arbres
- bobines de fil et fils-électrodes
Ne jamais approcher les doigts des roues dentées du système d‘entraînement du fil lorsqu‘il est en fonctionnement.
Les feuilles plastiques et les parties latérales ne doivent être retirées/ouvertes que pendant la durée des travaux d’entretien et de réparation.
Pendant la marche:
- S’assurer que tous les recouvrements soient fermés et l’ensemble des
parties latérales correctement montées.
- Maintenir fermés tous les recouvrements et parties latérales.
La sortie du fil-électrode du brûleur représente un danger élevé de blessures
(perforation de la main, blessures du visage et des yeux,...). Pour cette
raison, tenir toujours le brûleur éloigné du corps en enfilant le fil-électrode
(appareils avec dévidoir).
Ne pas toucher la pièce à usiner pendant et après le soudage - danger de
brûlures!
Des scories peuvent être projetées par les outils en cours de refroidissement. Pour cette raison, porter l’équipement de sécurité conforme aux
prescriptions même pendant les travaux ultérieurs et veiller à ce que les
personnes séjournant à proximité soit protégées.
Laisser refroidir les chalumeaux et les autres éléments de l’équipement à
haute température de service avant de travailler dessus.
Dans les locaux exposés au risque d‘incendie ou d‘explosion, une réglementation particulière est applicable. Respecter la réglementation nationale et
internationale qui s‘y rapporte.
Les sources de courant destinées aux travaux dans des locaux à risques électriques accrus (p. ex. chaudières) doivent être pourvus du label (Safety). La
source de courant ne doit toutefois pas être placée dans de telles pièces.
Risque d’ébouillantement par la sortie d’agent réfrigérant. Mettre hors service
l’unité de refroidissement avant de débrancher les raccords pour l’aller ou le
retour d’eau.
ud_fr_st_sv_00468 022009
VIII

Zones particulièrement dangereuses
(suite)
N’utiliser que des dispositifs de suspension de charge appropriées du fabricant pour le transport par grue d’appareil.
- Accrocher les chaînes ou élingues aux points prévus à cet effet du
matériel de suspension des charges.
- Les chaînes ou élingues doivent former l’angle le plus petit possible
d’avec la verticale.
- Retirer la bouteille de gaz et l‘unité d‘entraînement du fil (appareils MIG/
MAG et TIG).
En cas d’accrochage à une grue de l’unité d’entraînement du fil-électrode
pendant le soudage, utiliser toujours un accrochage isolant pour l’unité
d’entraînement du fil-électrode (appareils MIG/MAG et TIG).
Si l’appareil est équipé d’une courroie de transport ou d’une poignée, elle sert
exclusivement au transport à la main. La courroie ne se prête pas au transport
par grue, par chariot élévateur ou d’autre outils de levage mécanique.
Danger que du gaz protecteur incolore et inodore ne s’échappe en cas
d’utilisation d’un adaptateur sur le raccord à gaz protecteur. Etancher le
filetage de l’adaptateur destiné au raccord du gaz protecteur au moyen d’une
bande en Téflon avant le montage.
Danger par les
bonbonnes de
gaz de protection
Les bonbonnes de gaz de protection contiennent du gaz sous pression et
peuvent exploser en cas d’endommagement. Comme les bonbonnes de gaz
de protection font partie de l’équipement requis pour le soudage, il convient
de les manipuler avec le plus grand soin.
Protéger les bonbonnes de gaz de protection contenant du gaz densifié d’un
excès de chaleur, des coups, des scories, des flammes vives, des étincelles
et des arcs lumineux.
Monter les bonbonnes de gaz de protection à la verticale et les fixer conformément aux instructions pour éviter tout renversement.
Tenir les bonbonnes de protection éloignées des circuits de soudage ou
d’autres circuits de courant électrique.
Ne jamais accrocher un chalumeau à une bonbonne de gaz de protection.
Ne jamais toucher une bonbonne de gaz de protection avec une électrode de
soudage.
Danger d’explosion - ne jamais souder sur une bonbonne de gaz de protection sous pression.
Employer toujours les bonbonnes de gaz de protection convenant à
l’application respective et les accessoires appropriés (régulateurs, flexibles
et raccords,...). N’utiliser que des bonbonnes de gaz de protection et des
accessoires en bon état.
Ecarter le visage de l’échappement à chaque fois qu’on ouvre une bouteille
de gaz de protection.
Fermer la bouteille une fois qu’on a fini de souder.
Laisser le capuchon sur la bonbonne de gaz de protection quand elle n’est
pas raccordée.
Se conformer aux indications du fabricant et aux prescriptions nationales et
internationales en matière de bonbonnes de gaz de protection et
d’accessoires.
IX
ud_fr_st_sv_00468 022009
Mesures de
sécurité sur le
lieu d‘installation
de l’appareil et
pendant le transport
Le renversement de l’appareil présente un grave danger ! L’appareil doit être
installée sur un sol ferme et plat offrant suffisamment de stabilité.
- Un angle d’inclinaison de 10° au maximum est autorisé
Dans les locaux exposés au risque d‘incendie ou d‘explosion, une réglementation particulière est applicable. Respecter la réglementation nationale et
internationale qui s‘y rapporte.
Assurer par des directives et des contrôles internes que l‘environnement du
lieu de travail soit toujours propre et ordonné.
N’installer et n’exploiter l’appareil que conformément au type de protection
indiqué sur la plaque signalétique.
A l’installation de l’appareil, laisser un espace de 0,5 m (1,6 ft) tout autour,
afin que l’air de refroidissement puisse circuler.
Pendant le transport de l’appareil, veiller à ce que les directives nationales et
régionales de prévention des accidents soient respectées, en particulier
celles sur les risques pendant le transport.
Avant de transporter l’appareil, vidanger entièrement le fluide réfrigérant et
démonter les composants suivants:
- Dévidoir
- Bobine de fil
- Bouteille de gaz protecteur
Mesures de
sécurité en
fonctionnement
normal
Avant la mise la mise en service suivant le transport, effectuer impérativement un contrôle visuel de l’appareil, pour voir s’il est endommagé. Faire
réparer les dommages éventuels par des membres du personnel formés.
N‘utiliser l’appareil que si tous les dispositifs de sécurité fonctionnent. En cas
les dispositifs de sécurité ne fonctionnent pas, elle présente toutefois certains risques
- pour la santé et la vie de l‘utilisateur ou d‘un tiers,
- pour l’appareil et pour d‘autres biens matériels de l‘exploitant,
- liés à la qualité du travail effectué avec l’appareil.
Remettre en état de marche les dispositifs de sécurité défaillants avant la
mise en marche de l’appareil.
Ne jamais contourner ou mettre hors d’état de marche les dispositifs de
sécurité.
S’assurer que personne n’est menacé avant de mettre l’appareil en marche.
- Au moins une fois par semaine, vérifier si l’appareil ne présente aucune
détérioration détectable de l‘extérieur et contrôler le fonctionnement des
dispositifs de sécurité.
- Toujours bien fixer la bonbonne de gaz de protection et la retirer auparavant en cas de transport par grue
- Seul le produit réfrigérant original du fabricant est approprié pour
l’utilisation dans nos appareils en raison de ses propriétés (conduction
électrique, protection antigel, compatiblité avec la pièce à usiner, inflammabilité, ...)
- N’utiliser que le produit réfrigérant original approprié du fabricant
- Ne pas mélanger les produits réfrigérants originaux du fabricant avec
d’autres produits réfrigérants.
ud_fr_st_sv_00468 022009
X

Mesures de
sécurité en
fonctionnement
normal
(suite)
- Si des dommages surviennent à l’utilisation d’autres produits réfrigérants,
le fabricant ne saurait en être tenu responsable et l’ensemble des droits
à garantie expirent.
- Dans certaines conditions, le produit réfrigérant est inflammable. Ne
transporter le produit réfrigérant que dans des récipients d’origine fermés
et les tenir éloignés de sources d’étincelles.
- Mettre en décharge les produits réfrigérants usagés conformément aux
prescriptions nationales. Votre point de service vous remettra une fiche
de sécurité et/ou par la « Homepage » du fabricant.
- Une fois l’installation refroidie, vérifier le niveau de produit réfrigérant
avant de reprendre le soudage.
Entretien et
réparation
Contrôle de
sécurité
Les pièces d‘autres fabricants n‘offrent pas les garanties de sécurité et de
fonctionnement suffisantes. N‘utiliser que des pièces de rechange ou des
pièces d‘usure d‘origine (s’appliquer également aux pièces standardisées).
Aucune modification, transformation ou montage ne peuvent être effectués
sur l’appareil sans l‘autorisation du constructeur.
Remplacer immédiatement tout composant présentant un défaut quelconque.
Pour toute commande, prière d‘indiquer la dénomination et le numéro de
référence exacts, comme indiqués sur la liste des pièces de rechange, ainsi
que le numéro de série de l’appareil.
Au moins une fois tous les douze mois, l‘exploitant est tenu de faire effectuer
un contrôle de état par un électricien professionnel.
Le fabricant recommande d‘effectuer cet étalonnage de sources de courant
tous les 12 mois.
Un contrôle de sécurité par un électricien agréé est obligatoire
- suite à toute modification
- après les travaux de transformation ou de montage
- après les réparations, l’entretien et la maintenance
- au moins une fois par an.
Élimination
Se conformer aux normes et directives nationales et internationales pour le
contrôle de sécurité.
Votre centre de service vous fournira de plus amples informations sur le
contrôle technique de sécurité et le calibrage. Il vous fournira les documents
nécessaires sur demande.
Ne pas jeter cet appareil avec les déchets ménagers ordinaires !
Conformément à la directive européenne 2002/96/CE relative aux déchets
d’équipements électriques et électroniques (DEEE), et à sa transposition
dans la législation nationale, les appareils électriques doivent être collectés
séparément et être soumis à un recyclage respectueux de l’environnement.
Assurez-vous de bien remettre votre appareil usagé à votre revendeur ou
informez-vous sur les systèmes de collecte ou d’élimination locaux approuvés.
Un non-respect de cette directive UE peut avoir des effets néfastes pour
l’environnement et la santé !
XI
ud_fr_st_sv_00468 022009

Marquage de
sécurité
Les appareils avec le label CE satisfont aux exigences fondamentales de la
directive en matière de basse tension et de compatibilité électromagnétique
(Par ex. normes significatives en matière de produits de la série de normes
EN 60 974)..
Les appareils avec le label CE satisfont aux exigences des normes correspondantes au Canada et aux Etats-Unis.
Sécurité des
données
Droits d‘auteur
L’utilisateur est responsable de la sécurité des données des modifications
apportées aux réglages usine. Le fabricant ne répond pas des réglages
individuels supprimés.
Le fabricant est propriétaire des droits d‘auteurs sur ces instructions de
service.
Le texte et les figures correspondent à l‘état de la technique lors de la mise
sous presse. Sous réserve de modification. Le contenu des présentes
instructions de service ne fondent aucun recours de la part de l‘acheteur.
Nous sommes reconnaissants pour toute proposition d‘amélioration ou
indication d‘erreurs figurant dans les instructions de service.
ud_fr_st_sv_00468 022009
XII

Sommaire
Généralités ..................................................................................................................................................... 5
Concept d‘appareil .....................................................................................................................................5
Champ d‘application FCU-20 ..................................................................................................................... 5
Champ d‘application FCU-20.O .................................................................................................................5
Éléments de commande ............................................................................................................................... 6
Éléments de commande ............................................................................................................................6
Panneau de commande ............................................................................................................................. 6
Vue arrière .................................................................................................................................................. 7
Écran tactile ................................................................................................................................................... 9
Écran tactile................................................................................................................................................9
Conseils d‘utilisation ...................................................................................................................................9
Options de saisie des paramètres ............................................................................................................. 10
Généralités ............................................................................................................................................... 10
Molette multifonction ................................................................................................................................10
Pavé numérique ....................................................................................................................................... 10
Navigation dans les menus ........................................................................................................................ 11
Navigation au travers des pages de paramètres de procédé .................................................................. 11
Boutons tactiles ........................................................................................................................................ 11
Molette multifonction ................................................................................................................................ 11
Liste des paramètres ..................................................................................................................................12
Paramètres de procédé ............................................................................................................................12
Description des paramètres de procédé ................................................................................................... 13
Généralités ............................................................................................................................................... 13
Page de paramètres 1 ..............................................................................................................................13
Page de paramètres 2 ..............................................................................................................................14
Page de paramètres 3 ..............................................................................................................................15
Page de paramètres 4 ..............................................................................................................................16
Page de paramètres 5 ..............................................................................................................................17
Page de paramètres 6 ..............................................................................................................................18
Page de paramètres 7 ..............................................................................................................................19
Page de paramètres - test pneumatique .................................................................................................. 20
Étalonnage des paramètres .......................................................................................................................21
Généralités ............................................................................................................................................... 21
Procédure .................................................................................................................................................21
Gestion des programmes ........................................................................................................................... 22
Généralités ............................................................................................................................................... 22
Sauvegarde de programmes de soudage ................................................................................................ 22
Chargement de programmes de soudage ...............................................................................................23
Mode segment ............................................................................................................................................. 24
Généralités ............................................................................................................................................... 24
Mode segment ON ................................................................................................................................... 24
Mode segment OFF .................................................................................................................................25
Description de la pédale de commande à distance ................................................................................. 25
FRC-1 .......................................................................................................................................................25
Paramètres de service ................................................................................................................................ 26
Généralités ............................................................................................................................................... 26
Navigation ................................................................................................................................................26
Accès aux paramètres de service ............................................................................................................ 27
Page de paramètres 1 - entrées et sorties PLC ....................................................................................... 27
Liste des entrées et sorties PLC ..............................................................................................................28
Page de paramètres 2 - sélection de la langue ........................................................................................28
Page de paramètres 3 - machine de soudage ......................................................................................... 29
Page de paramètres 4 - Étalonnage ........................................................................................................30
Page de paramètres 5 - matériel ..............................................................................................................30
3

Mise hors service .....................................................................................................................................31
Tableau de données FCU-20 ...................................................................................................................31
Tableau de données FCU-20.O ...............................................................................................................31
Calcul du MFaktor .................................................................................................................................... 31
Dépannage ................................................................................................................................................... 32
Sécurité .................................................................................................................................................... 32
Généralités ............................................................................................................................................... 32
Dépannage ...............................................................................................................................................32
Messages d‘erreur ...................................................................................................................................32
Données techniques ................................................................................................................................... 34
Données techniques
FCU-20 .....................................................................................................................................................34
Plaque signalétique
FCU-20 / 20.O .......................................................................................................................................... 34
Liste de pièces de rechange FCU-20 ......................................................................................................... 35
Liste de pièces de rechange FCU-20 .......................................................................................................35
Accessoires et options FCU-20 .................................................................................................................37
Vue d‘ensemble du système ....................................................................................................................37
Kits d‘installation ......................................................................................................................................37
Pédale de commande à distance ............................................................................................................. 37
Câbles de connexion ................................................................................................................................37
Liste de pièces de rechange FCU-20.O ..................................................................................................... 38
Liste de pièces de rechange FCU-20.O ................................................................................................... 38
Accessoires et options FCU20.O ............................................................................................................... 40
Vue d‘ensemble du système ....................................................................................................................40
Kits d‘installation ......................................................................................................................................40
Pédale de commande à distance ............................................................................................................. 40
Câbles de connexion ................................................................................................................................40
Déclaration UE de conformité FCU20 ........................................................................................................41
Déclaration UE de conformité FCU20.O .................................................................................................... 42
Schémas de connexions ............................................................................................................................43
4

Généralités
Concept
d‘appareil
Champ
d‘application
FCU-20
Le design compact et robuste de l‘unité
de commande FCU-20 permet de l‘utiliser dans de nombreuses applications de
commande.
Revêtement par pulvérisation de tous les
composants du carter en aluminium. Peut
être utilisée avec les tables rotatives Fronius FTT et FRT.
L‘unité de commande FCU-20 possède
un écran tactile pour faciliter la navigation
dans les menus et la saisie de paramètres.
Unité de commande FCU-20
L‘unité de commande FCU-20 est conçue exclusivement pour l‘utilisation avec les tables
rotatives Fronius FTT-10/ 40/ 150/ 300 et FRT-50/ 150.
Elle peut être utilisée avec les procédés de soudage suivants :
- Mode opératoire MIG/MAG
- Mode opératoire TIG
- Mode opératoire plasma
Champ
d‘application
FCU-20.O
L‘unité de commande FCU-20.O est conçue exclusivement pour l‘utilisation avec les
tables rotatives Fronius FTT-380 - 70000 et FRT 1000 - 10000.
Elle peut être utilisée avec les procédés de soudage suivants :
- Mode opératoire MIG/MAG
- Mode opératoire TIG
- Mode opératoire plasma
5

Éléments de commande
Éléments de
commande
Panneau de
commande
AVERTISSEMENT ! L’utilisation incorrecte de l’équipement peut entraîner de graves
blessures et des dommages sérieux. Ne pas utiliser pas les fonctions décrites ici avant
d’avoir lu et compris l’intégralité des documents suivants :
- les présentes Instructions de service
- toutes les Instructions de service des périphériques
(1)
(2)
(3)
(5)(6)(7)
Panneau de commande FCU-20
(1) Écran tactile
Pour la navigation dans les menus, la saisie et l’édition de paramètres, en touchant
l’écran. La molette multifonction (3) peut également être utilisée pour saisir et éditer
des données.
(2) Bouton d’arrêt d’urgence
Arrête tous les mouvements et empêche le redémarrage. L’arc de la machine de
soudage est immédiatement interrompu. Le message « arrêt d’urgence » apparaît
sur le panneau de commande de la FCU-20. Toutes les commandes sont désactivées lors d’un arrêt d’urgence.
REMARQUE ! Avant de commencer à travailler, vérier que le dispositif
d’arrêt d’urgence fonctionne correctement.
(3) Molette multifonction
Pour la sélection et l’édition des paramètres de soudage, même au cours d’une
séquence de programmes automatique. Appuyer sur la molette multifonction une
fois pour sélectionner le paramètre surligné puis l’éditer.
(4)
6

FRC-1
FTU FPT
FRT
150
230V~
50 / 60 Hz
B
A
M
3~
Panneau de commande
(suite)
(4) Bouton Stop
- Pour arrêter une séquence de programmes automatique. Le bouton Start (7) ne
peut pas être utilisé pour redémarrer la séquence de programmes.
- L’appui simultané sur ce bouton et le bouton Start (7) modie la direction de rota
tion du plateau.
- L’appui simultané sur ce bouton et le bouton mode manuel (6) active l’unité
pneumatique.
- Appuyer pendant plus de 5 secondes pour accéder aux pages des paramètres
de service.
(5) Commutateur de sélection ON/OFF du soudage
Pour choisir l’exécution de la séquence de programmes automatique avec ou sans
soudage.
Important ! Le soudage peut également être activé/désactivé à l’aide du paramètre
« souder ON/OFF ».
(6) Bouton mode manuel
Pour déplacer le plateau manuellement. Appuyer et maintenir le bouton pendant
plus de sept secondes pour modier la vitesse de déplacement maximale.
La direction de déplacement en mode manuel est modiée en éditant le paramètre
de service « direction ».
(7) Bouton Start
- Pour démarrer une séquence de programmes automatique.
- L’appui simultané sur ce bouton et le bouton Stop (4) modie la direction de rota
tion du plateau.
Important ! Noter qu’une fois que le bouton Start est appuyé, la rotation ne démarre
pas tant que le temps d’attente n’est pas écoulé.
Vue arrière
(8)
Vue arrière FCU-20
(8) Commutateur secteur
Pour activer et désactiver l’unité de commande FCU-20. La tension d’alimentation
pour la table rotative connectée est également activée/désactivée à l’aide de ce
commutateur. Le fusible secteur (1,5 A) se trouve dans le commutateur secteur.
Lorsque l’appareil est activé, le commutateur s’allume.
(9) (10) (11)
(15)(16)(17) (14)(18)
(12)
(13)
7
Vue arrière
(suite)
(9) Option « prise de connexion FTU »
Connexion de l’arrêt d’urgence à l’unité trépied
(10) Sortie câble pour unité pneumatique
Sortie 24 VDC
(11) Sortie câble pour le démarrage de l’unité externe
Déclenchement du démarrage pour l’appareil externe
(12) Sortie câble FRT 150 (FCU-20)
Ligne de commande pour la table rotative (3,5 m)
(13)Sortiecâblendecourse
Ligne de commande pour les ns de course de la table rotative (3,5 m)
(14) Sortie câble moteur
Ligne de commande pour la table rotative (3,5 m).
(15) Option « prise de connexion FRC-1 »
Fonction Start/Stop via la commande à distance
(16) Prise de connexion machine de soudage B
Connexion à la machine de soudage adéquate
(17) Prise de connexion machine de soudage A
Connexion à la machine de soudage adéquate
(18) Sortie câble secteur
Câble secteur (5 m)
8

Écran tactile
Écran tactile
Conseils
d‘utilisation
Écran tactile avec lm de protection
Merci de noter les indications suivantes pour l’utilisation de l’écran tactile.
- L’écran tactile est constitué d’une couche résistive analogique recouverte d’un lm
de protection. Retirer le lm de protection s’il devient trop sale et en xer un nou-
veau.
Le numéro d’article du lm se trouve dans la liste des pièces de rechange FCU-20.
Important ! Fronius ne peut être tenu responsable en cas de dommages dus à
l’absence de lm de protection. Ceci est valable également si le dommage survient
au cours de la période de garantie de l’appareil.
- Pour utiliser l’écran tactile, appuyer délicatement sur le bouton choisi avec le doigt.
- Ne pas utiliser plus d’une partie de l’écran à la fois.
- Ne pas toucher l’écran avec des objets tranchants.
- Éviter les environnements excessivement humides - l’écran tactile ne doit pas entrer
en contact avec de l’eau.
- Éviter d’utiliser l’écran tactile dans des situations où il risque d’être exposé à la
lumière directe du soleil ou à la condensation.
- Éviter d’utiliser l’écran tactile dans des endroits où des gaz inammables/corrosifs
ou des polluants volants, comme la poussière, la limaille de fer ou la fumée d’huile,
sont présents.
- Éviter d’utiliser l’écran tactile dans des endroits où l’appareil risque d’être exposé à
des solvants biologiques (diluant, benzène) ou à des substances fortement alcalines
(alcali, soude caustique).
9

Options de saisie des paramètres
Généralités
Molette
multifonction
Pavé numérique
Certains paramètres peuvent être modiés au cours d‘une séquence de programme
automatique. Les valeurs modiées sont appliquées immédiatement, mais ne sont pas
sauvegardées dans le programme alors chargé.
Pour utiliser la molette multifonction, procéder comme suit :
1. Déplacer le curseur (rectangle noir) jusqu’au paramètre à modier en tournant la
molette multifonction.
2. Appuyer sur la molette multifonction une fois pour activer le paramètre pour l’édition
- le rectangle noir clignote.
3. Tourner la molette multifonction dans le sens horaire pour augmenter la valeur.
Tourner dans le sens anti-horaire pour diminuer la valeur.
4. Appuyer à nouveau sur la molette multifonction pour bloquer la saisie du paramètre.
Pour utiliser le pavé numérique, procéder comme suit :
1. Appuyer sur la valeur du paramètre à modier. Le pavé numérique s’ouvre.
2. Saisir la valeur en appuyant sur les touches numérotées correspondantes.
3. Conrmer la valeur saisie en appuyant sur Entrée. Le pavé numérique se ferme
automatiquement.
0 ESC
(1)
7 8 9 0 AC
4 5 6 +/- DEL
1 2 3 . ENT
(5)
(6)(7)
(1) Bouton ESC
Pour quitter le pavé numérique.
(2) Bouton AC
Pour supprimer la valeur tout entière.
(3) Bouton DEL
Pour supprimer une décimale, c.-à-d. déplacer le curseur d’un cran en arrière.
(4) Bouton Entrée
Pour appliquer la valeur saisie. Une fois la valeur appliquée, le pavé numérique
se ferme automatiquement.
(5) Bouton décimal
Pour saisir un point décimal.
(6) Bouton + / -
Pour changer le signe.
(7) Boutons numériques
Pour saisir la valeur requise.
(2)
(3)
(4)
10

Navigation dans les menus
Navigation au
travers des pages
de paramètres de
procédé
Boutons tactiles
Molette
multifonction
L‘utilisateur peut faire déler les pages de paramètres de procédé en avant et en arrière
à l‘aide des commandes suivantes :
- Faire déler jusqu‘à la page suivante
- Faire déler jusqu‘à la page précédente
- Retourner au menu principal (page de paramètres 1)
Changement de ligne :
- Ligne de paramètres suivante = tourner de 3 crans dans le sens horaire
- Ligne de paramètres précédente = tourner de 3 crans dans le sens anti-horaire
11
Délement avantDélement arrière

Liste des paramètres
Paramètres de
procédé
Désignation du paramètre Plage de valeurs
Direction << >> rotation horaire, rotation anti-horaire
Vitesse de rotation tr/min (dépend de la table rotative)
Souder ON / OFF
En marche 2 temps
Job 0-3
Downslop 0,0 - 60,0 s
Craterller 0,0 - 60,0 s
Temps d‘attente 0,0 - 60,0 s
Départ volant 0,0 - 60,0 s
Recouvrement 0,0 - 60,0 s
Tem. refroidir 0,1 - 60,0 s
Départ externe 0,0 - 99,00 s
Prg. de suite 0 - 99
Retour du chariot ON / OFF
Pneumatique ON / OFF
Segment ON / OFF
Machine A (Option 2 machine de soudage) ON / OFF
Machine B (Option 2 machine de soudage) ON / OFF
Torche haut pas d‘indicateur d‘état
Torche bas pas d‘indicateur d‘état
12

Description des paramètres de procédé
Généralités
Page de
paramètres 1
Toute une série de paramètres doivent être coordonnés pour garantir que les diérents
composants de la machine de soudage et de l‘unité de commande fonctionnent correctement ensemble. Il s‘agit de paramètres de procédé qui contiennent principalement des
informations pour le réglage n des composants (appareils) utilisés.
(2)
(1) Direction << >>
Dénit la direction de rotation du plateau de la table rotative en mode automatique et
manuel. L’appui simultané sur les boutons Start et Stop modie également la direc-
tion.
Important! Le changement de la direction dans les paramètres de service modie
également la direction.
Unité : Plage de valeurs : rotation anti-horaire, rotation horaire
Réglage usine : rotation horaire
(2) Vitesse de rotation en t/min (rou. / min)
Dénit la vitesse de rotation du plateau de la table rotative.
Unité : tr/min
Plage de valeurs : dépend de la table rotative (voir plaque signalétique)
Réglage usine : 3
(1)
13

Page de
paramètres 2
(1)
(2)
(3)
(1) Soudage ON/OFF
Pour présélectionner l’exécution de la séquence de programme automatique avec
ou sans soudage. Le commutateur de sélection ON/OFF du soudage (5) doit être
basculé sur « ON » lors d’une séquence avec soudage.
Unité : Plage de valeurs : OFF/ON
Réglages usine OFF
(2) Mode 2 temps
Mode de fonctionnement pour la
START
I
2 temps
séquence de programmes automatique.
L’intensité (ISTART) doit être réglée
I
...Courant de démarrage
START
sur la machine de soudage.
Le courant de démarrage et la durée
ainsi que le courant nal et la durée
doivent également être réglés sur la
machine de soudage (mode 2 temps
spécial).
(3) Job
Lors de l’utilisation d’une interface robot, les jobs prêts sont accessibles depuis la
machine de soudage via l’unité de commande FCU-20. Jobs accessibles : 0, 1, 2, 3.
Important ! Pour le mode « Job », le paramètre de service « Rob » doit être réglé sur
ON.
Unité : Plage de valeurs : 0 - 3
Réglages usine : 0
14

Page de
paramètres 3
(1)
(2)
S
Intensité de soudage
(2 temps)
Mouvement
table rotative
S
t
...Temps de déplacement en évanouissement
DS
S ...Point de départ de la soudure
E ...Point d‘arrêt de la soudure
Intensité de
soudage
Mouvement
table rotative
tC ...Temps de refroidissement
tE ...Temps de remplissage du cratère nal
E
E
t
C
(1) Downslop
tDS ...Durée du mouvement de
soudage en phase d’évanouissement
de l’intensité de soudage. La table
rotative continue à bouger après le
point d’arrêt de la soudure (déterminé
par la came). L’évanouissement pour
l’intensité de soudage doit être réglé
sur la machine de soudage.
Unité : s
t
DS
Plage de valeurs : 0.0 - 60.0
Réglage usine : 1.0
t
E
(2) Craterller
tE ... Durée pendant laquelle l’arc
reste actif à la n de la soudure an
de remplir de le cratère. L’arc est
amorcé à nouveau pour la durée du
processus de remplissage du cratère,
une fois le temps de refroidissement
tC écoulé.
Unité : s
Plage de valeurs : 0.0 - 60.0
Réglage usine : 0.0
15
Page de
paramètres 4
(1)
(2)
(3)
Intensité de soudage
Mouvement
table rotative
t
V
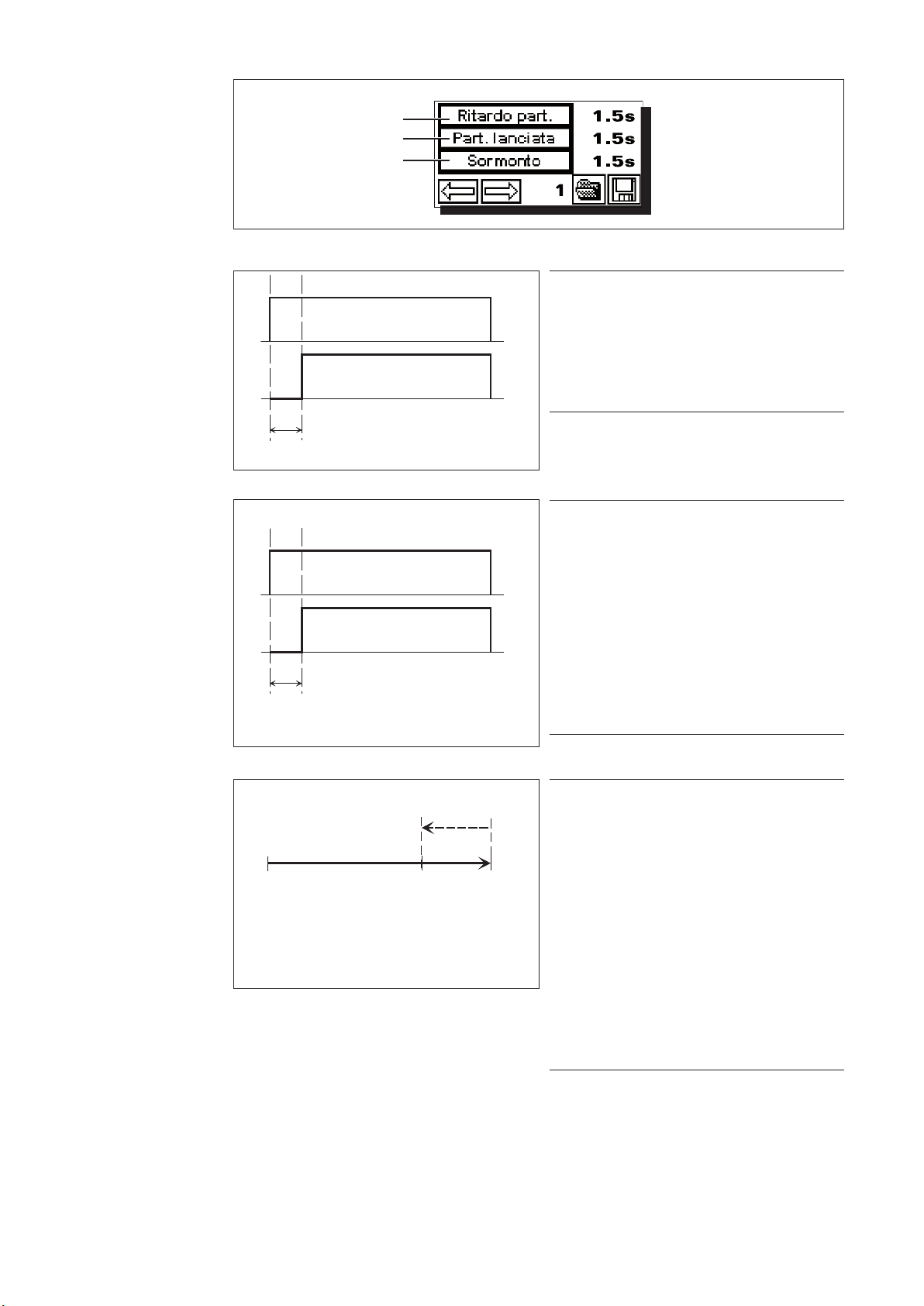
tV ...Temps d‘attente au démarrage
Mouvement
table rotative
Intensité de soudage
t
FS
tE ...Temps pour le départ volant
(1) Temps d’attente
tV...Temps entre l’amorçage de l’arc le
démarrage du mouvement de soud-
age.
Unité : s
Plage de valeurs : 0.0 - 60.0
Réglage usine : 0.0
(2) Départ volant
tFS... Temps entre le démarrage du
mouvement de rotation et l’amorçage
de l’arc. Le mouvement rotatif n’est
pas arrêté pendant que l’arc est
amorcé. Recommandé lors du soud-
age de tubes ns pour minimiser
l’apport de chaleur lors de la phase de
démarrage.
Unité : s
Plage de valeurs : 0.0 - 60.0
Réglage usine : 0.0
R
Chemin de soudage
S E t
S ...Point de départ de la soudure
E ...Point d‘arrêt de la soudure
tÜL...Recouvrement
R ...Chemin retour
(3) Recouvrement
t
... Durée pendant laquelle le soud-
ÜL
age continue au-delà du point d’arrêt
(marqué par la came). Ceci permet
le recouvrement du démarrage de la
ÜL
soudure en cas de soudures cir-
conférentielles. Une fois le soudage
terminé et le temps de refroidisse-
ment écoulé, la table rotative revient
automatiquement au point d’arrêt de
la soudure (à grande vitesse et sans
soudage).
Unité : s
Plage de valeurs : 0.0 - 60.0
Réglage usine : 0.0
16

00
Page de
paramètres 5
(1)
(2)
(3)
Intensité de
soudage
Mouvement
table rotative
Débit de gaz
tC ...Temps de refroidissement
(1) Tem. refroidir
tC ... Durée pendant laquelle la torche
doit s’immobiliser après l’arrêt de la
soudure, pour permettre son refroidis-
sement à l’aide d’un gaz de protec-
tion. Une fois le temps de refroidisse-
ment écoulé, le temps de remplissage
du cratère démarre.
Important ! Le temps de refroidisse-
ment est à nouveau observé une fois
t
C
le remplissage du cratère nal.
Unité : s
Plage de valeurs : 0.0 - 60.0
Réglage usine : 3.0
(2) Départ externe
t
Procédure
automatique
... Retard du signal de départ lors
EG
du démarrage d’un appareil externe
(par ex. dispositif d’alimentation l
froid, unité d’oscillation, AVC, etc.).
Appareil externe
S
t
EG
t
...Temps d‘attente pour le départ externe
EG
S .....Démarrage de la procédure automatique
(bouton Start actionné)
Unité : s
Plage de valeurs : 0.0 - 99.0
Réglage usine : 0.0
(3) Prg. de suite
Saisir un des 99 programmes de suite. Une fois le programme chargé terminé, le
programme suivant est chargé et démarré.
Unité : Plage de valeurs : 00 - 99
Réglage usine : 00
17

Page de
paramètres 6
(1)
(2)
(3)
Retour du chariot
S
S ...Point de départ de la soudure
E ...Point d‘arrêt de la soudure
S
tP ...Temps d‘attente pour la procédure
automatique
S .....Démarrage de la procédure automatique
(bouton Start actionné)
Chemin de soudage
Sortie pneumatique
Procédure automatique
t
P
t
P
(1) Retour du chariot ON/OFF
Active/désactive le retour automatique
de la table rotative depuis le point
d’arrêt de la soudure jusqu’au point de
E
départ. Le retour s’eectue à grande
vitesse, sans soudage.
Unité : Plage de valeurs : ON / OFF
Réglage usine : OFF
(2) Pneumatique ON/OFF
Active/désactive l’équipement pneu-
matique optionnel (positionnement
pneumatique de la torche) pour le
soudage automatique. Un retard
est déni entre l’appui sur le bouton
Start et le démarrage de la procé-
dure automatique, an d’orir à la
torche susamment de temps pour
se déplacer en position. L’activation
du paramètre « torche haut/bas » test
l’unité. Recommandé avant de démar-
rer un procédé de soudage automa-
tique, an de contrôler la position de
la torche par rapport aux composants.
Unité : Plage de valeurs : ON / OFF
Réglage usine : OFF
(3) Segment ON/OFF
Pour activer/désactiver le mode segment. Ce paramètre permet à certains pro-
grammes d’être liés ensemble. Pour plus d’informations sur le lien de programmes,
voir la section « Mode segment ».
Unité : Plage de valeurs : ON / OFF
Réglage usine : ON
18

Page de
paramètres 7
(1)
(2)
(1) Option 2 machine de soudage - machine A
Active/désactive la machine de soudage A.
Paramètre optionnel « Option 2 machine de soudage ».... pour commander deux
machines de soudage.
Important ! Le paramètre de service « AB » doit être réglé sur ON pour activer ou
désactiver la machine de soudage A (voir Paramètres de service).
Unité : Plage de valeurs : OFF/ON
Réglage usine : OFF
(2) Option 2 machine de soudage - machine B
Active/désactive la machine de soudage B.
Paramètre optionnel « Option 2 machine de soudage ».... pour commander deux
machines de soudage.
Important ! Le paramètre de service « AB » doit être réglé sur ON pour activer ou
désactiver la machine de soudage B (voir Paramètres de service).
Unité : Plage de valeurs : OFF/ON
Réglage usine : OFF
19

Page de
paramètres - test
pneumatique
Remarque ! La page de para-
mètres suivante est accessible depuis la « page de paramètres 1 »
en utilisant la touche échée
gauche.
(1)
(2)
(1) Torche haut
Pour le test de l’unité pneumatique (positionnement pneumatique de la torche haut).
Recommandé avant de démarrer un procédé de soudage automatique, pour contrô-
ler la position de la torche par rapport aux composants.
Unité : Plage de valeurs : pas d’indicateur d’état
Réglage usine : -
(2) Torche bas
Pour le test de l’unité pneumatique (positionnement pneumatique de la torche bas).
Recommandé avant de démarrer un procédé de soudage automatique, pour contrô-
ler la position de la torche par rapport aux composants.
Unité : Plage de valeurs : pas d’indicateur d’état
Réglage usine : -
20

Étalonnage des paramètres
Généralités
Procédure
Pour accélérer l‘ensemble du processus, il est recommandé de calculer automatiquement les valeurs des paramètres. Les paramètres suivants peuvent être coordonnés :
- Vitesse de rotation en t/min (rou. / min)
- Diamètre de la pièce à souder en mm (Ø)
- Vitesse de soudage en cm/min (v-soud.)
Remarque ! Il faut toujours fournir deux valeurs pour calculer un paramètre.
1. Appuyer sur la valeur de la vitesse de
rotation ; l’écran de calcul de paramètre s’ouvre.
1
2. Appuyer sur la valeur du diamètre de
la pièce à souder. Le pavé numérique
s’ouvre.
2
2
3. Saisir la valeur souhaitée pour le diamètre de la pièce à souder et appuyer
sur Entrée. Ou, appuyer à nouveau sur
la valeur précédemment sélectionnée.
Répéter la procédure avec le paramètre v-soud.
3
4. La valeur recalculée pour la vitesse
de rotation est indiquée en tr/min.
Important ! La vitesse de rotation peut uniquement être réglée sur l‘écran principal
(page de paramètres 1) à l‘aide de la molette multifonction. Une valeur doit être précisée
pour le diamètre de la pièce à souder avant de pouvoir calculer la vitesse de soudage
(v-soud.).
21

00
Gestion des programmes
Généralités
Sauvegarde de
programmes de
soudage
L‘unité de commande FCU-20 permet à l‘utilisateur de sauvegarder et de charger jusqu‘à
99 listes de paramètres complètes. Les paramètres de travail créés pour un seul composant peuvent être enregistrés à l‘aide d‘un numéro de programme sélectionné par l‘utilisateur. Ces listes de paramètres peuvent être rechargées à tout moment et corrigées
si nécessaire. Les programmes peuvent être sauvegardés et chargés depuis n‘importe
quelle page de paramètres.
Après avoir saisi avec succès les paramètres de travail requis, l‘ensemble de la liste peut
être sauvegardé.
REMARQUE ! Si une liste de paramètres est sauvegardée sous un numéro de
programme pré-existant, les paramètres de cette liste sont écrasés.
Une fois les valeurs des paramètres de travail saisies, exécuter la procédure suivante :
1. Appuyer brièvement sur le bouton tactile pour sauvegarder les programmes
(symbole disquette) - la page « Sauvegarde PRG » apparaît.
1
2. Appuyer sur le champ du numéro
de programme, le pavé numérique
s’ouvre.
2
3. Saisir le numéro de programme
souhaité à l’aide du pavé numérique
et conrmer en appuyant sur Entrée.
Ou, appuyer à nouveau sur la valeur
précédemment sélectionnée.
3
4. Appuyer sur le bouton tactile « Sauvegarder » pour appliquer le programme
sélectionné.
Appuyer sur le bouton tactile « inter-
ruption » pour annuler cette procédure.
Sauvegarde de programmes
4
22

00
Chargement de
programmes de
soudage
1. Appuyer brièvement sur le bouton tactile pour le chargement de programme
(symbole dossier) - la page « Charger
PRG » apparaît.
1
2. Appuyer sur le champ du numéro
de programme, le pavé numérique
s’ouvre.
2
3. Saisir le numéro de programme souhaité à l’aide du pavé numé-
rique et conrmer en appuyant sur
Entrée. Ou, appuyer à nouveau sur la
valeur précédemment sélectionnée.
3
Chargement de programmes
REMARQUE ! Des suites de programmes peuvent être dénies (voir page 15,
point 3). Une fois le programme chargé terminé, le programme suivant est
chargé et démarré.
4. Appuyer sur le bouton « charger OK »
pour charger le programme sélectionné.
Appuyer sur le bouton tactile « inter-
ruption » pour annuler cette procédure.
4
23

Mode segment
Généralités
Mode segment
ON
Les programmes de soudage peuvent également être liés an de répondre à des exigences plus complexes (voir page 15, point 3). Ceci est toujours nécessaire si des
paramètres de soudage diérents sont requis pour une section particulière d‘un chemin
de soudage, ou si divers autres paramètres sont requis. L‘unité de commande FCU-20
propose deux modes segment (segment ON, segment OFF) comme décrit ci-dessous.
REMARQUE ! Les fonctions décrites ici sont uniquement disponibles en combinaison avec l‘interface « Rob 3000 ».
E
S
START
START
I
Programme 1
SEG. ON
S
Programme 5
SEG. ON
I
Programme 26
SEG. ON
E
Segment Segment
S.........Démarrage de la procédure automatique (bouton Start)
E.........Fin de la procédure automatique
..........Came
I
...Courant de démarrage
START
Chaîne de programmes en mode SEGMENT ON avec interface Rob 3000
Segment ON
Si le mode segment est réglé sur « ON », la liste de paramètres complète du programme
sauvegardé est traitée lorsque les programmes sont liés. Comme indiqué dans l‘application ci-dessus, la chaîne de programmes se compose de trois programmes, Programme
1, Programme 5 et Programme 26. Le Programme 5 n‘implique aucun soudage, il représente une pause. Cependant, tous les paramètres de ce programme sont traités. Une
fois la came atteinte, le programme en cours d‘exécution est terminé (paramètre nal)
et le programme suivant est chargé. La transition d‘un programme à l‘autre est automatique.
Dans le dernier programme de la chaîne, il est recommandé de dénir le paramètre
« retour du chariot » sur ON. L‘unité retourne alors automatique au point de départ de
l‘ensemble de la chaîne de programmes (S).
REMARQUE ! Pour garantir la transition automatique d‘un programme à l‘autre
dans ce mode, tous les programmes de la chaîne doivent être réglés sur segment « ON ».
24

Mode segment
OFF
REMARQUE ! Les fonctions décrites ici sont uniquement disponibles en combi-
naison avec l‘interface « Rob 3000 ».
S
HS
I
E
Programme 7
SEG. OFF
S
S.....Démarrage de la procédure automatique (bouton Start)
E.....Fin de la procédure automatique
IHS...Courant principal
....Came
Chaîne de programmes en mode SEGMENT OFF avec interface Rob 3000
Programme 8
SEG. OFF
Programme 25
SEG. OFF
E
Segment OFF
Si, dans une chaîne de programmes, le mode segment est réglé sur « OFF », les paramètres de chaque programme sont ignorés lors du passage d‘un programme au suivant.
Comme indiqué dans l‘application ci-dessus, cette chaîne de programmes se compose
également de trois programmes, Programme 7, Programme 8 et Programme 25. Une
fois la came atteinte et la transition avec le programme suivant eectuée (par ex. Programme 7 --> Programme 8), les paramètres sont ignorés et le paramètre de vitesse ou
de job diérent est appliqué immédiatement ( ... seul le courant principal est modié).
Dans le dernier programme de la chaîne, il est recommandé de dénir le paramètre
« retour du chariot » sur ON. L‘unité retourne alors automatique au point de départ de
l‘ensemble de la chaîne de programmes (S).
REMARQUE ! Pour garantir la bonne transition entre les programmes dans
ce mode, tous les programmes de la chaîne doivent être réglés sur segment
« OFF ».
Description de la pédale de commande à distance
FRC-1
Pédale de commande à distance FRC-1
FRC-1
Deux fonctions sont disponibles (voir « Paramètres de service » pour les préréglages requis
pour chaque fonction) :
Mode pas à pas : le processus continue automatiquement tant que la pédale est enfoncée.
Fonctionnement permanent : Appuyer brièvement sur la pédale pour démarrer la procédure
automatique. Appuyer à nouveau pour l‘arrêter.
25

Paramètres de service
Généralités
Navigation
Les paramètres de service de l’unité de commande FCU-20 fournissent à l’utilisateur les
options suivantes :
- Achage des entrées et sorties PLC
- Sélection de la langue d’achage (allemand, anglais, espagnol ou italien)
- Calibrer la commande et les valeurs réelles pour le chemin et la vitesse de déplacement.
- Présélection de la direction
- Option d’activation de l’interface robot
- Option d’activation de 2 machines de soudage
- Activation du signal de débit de courant
- Sélection du mode pas à pas/fonctionnement permanent FRC 1
Depuis les pages de paramètres de service, l‘utilisateur peut passer aux autres pages
uniquement en appuyant sur les boutons tactiles suivants :
- Faire déler jusqu‘à la page suivante
- Faire déler jusqu‘à la page précédente
- Retourner au menu principal (page de paramètres 1)
26

Accès aux
paramètres de
service
Page de
paramètres 1 entrées et sorties
PLC
Pour accéder aux pages de paramètres de service, appuyer sur le bouton Stop pendant
plus de 5 secondes.
> 5 sec.
(1)
(3) (2)
Achage des entrées et sorties PLC
(1) Achagedel’étatdesentréesetsortiesPLC
(2) Bouton
Faire déler jusqu’à la page suivante en appuyant sur ce bouton éché.
(3) Bouton ESC
Revenir au menu principal en appuyant sur ce bouton (page de paramètres 1).
27

Liste des entrées
et sorties PLC
État des entrées et sorties PLC
0 0 V
1 24 V DC
Entrées PLC
X0 Molette multifonction A
X1 Molette multifonction B
X2 Bouton mode manuel X3 Segment ES (étape prg.)
X4 Réserve
X5 Bouton mode manuel +
X6 Fin de course 360 °
X7 Arrêt d‘urgence
X10 Bouton Start
X11 Bouton Stop
X12 Soudage On/O
X13 Démarrage FRC
X14 Molette multifonction actionnée
X15 Signal de débit de courant
Sorties PLC
Y0 Valeur réelle
Y1 Machine de soudage B
Y2 Moteur gauche
Y3 Moteur droit
Y4 Grande vitesse
Y5 Départ externe
Y6 Pneumatique
Y7 Machine de soudage A
Y10 Job
Y11 Job
Page de
paramètres 2 sélection de la
langue
(1)
(2)
Sélection de la langue
(1) Sélection de la langue
Pour sélectionner une nouvelle langue d’achage. Appuyer simplement sur le
bouton tactile correspondant pour sélectionner la langue souhaitée. La langue est
immédiatement appliquée et le texte s’ache alors dans la langue sélectionnée.
28
Page de paramètres 2 - sélection de la langue
(suite)
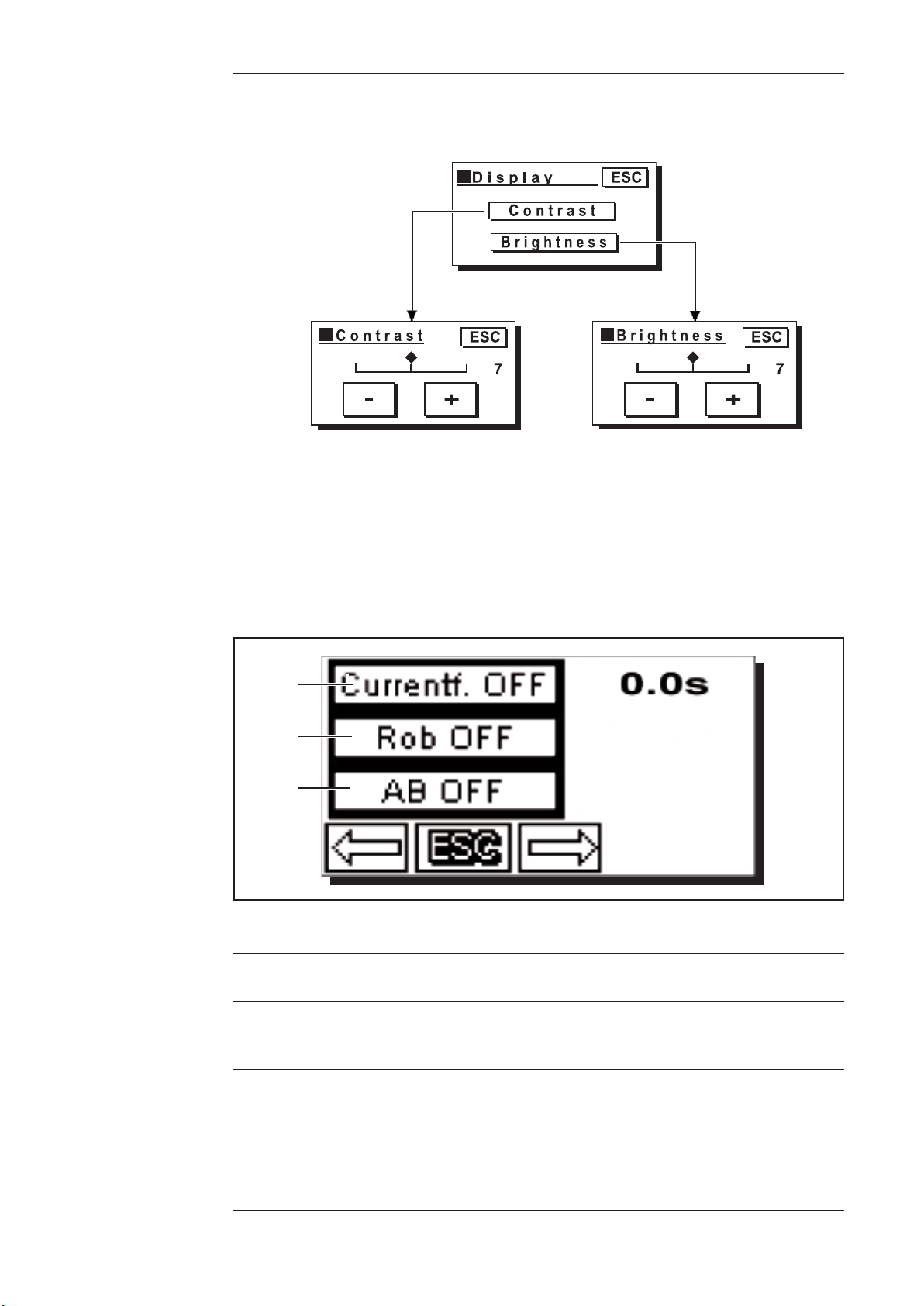
(2) Contrast
Appuyer sur ce bouton pour ouvrir la fenêtre de sélection « Achage ». Appuyer
sur le paramètre d’achage souhaité pour le sélectionner. La fenêtre d’ajustement
correspondante s’ouvre.
Augmenter ou diminuer le contraste d’achage ou la luminosité en appuyant sur
+ ou -. Les valeurs modiées sont immédiatement répercutées sur l’achage. Une
fois les réglages corrects eectués, appuyer sur le bouton ESC pour les appliquer.
Unité : Plage de valeurs : 0 - 14
Réglage usine : 7
Page de
paramètres 3
- machine de
soudage
(3)
(2)
(1)
Paramètres de service machine de soudage
(1) AB ON/OFF
Pour activer/désactiver le paramètre « Option 2 machine de soudage ».
(2) Rob ON/OFF
Pour activer/désactiver l’option interface robot. Lorsque l’option est activée, les jobs
sont accessibles depuis la machine de soudage numérique.
(3) Current.ON/OFF
Pour activer/désactiver la question du signal de débit de courant de la machine de
soudage. Lorsque cette option est activée (current. ON), un temps de question
supplémentaire pour le signal de débit de courant peut être réglé.
Unité : s (secondes)
Plage de valeurs : 0-10
Réglage usine : 0.0
29

Page de
paramètres 4 Étalonnage
(2)
(1)
(3)
Étalonnage des paramètres
(1) Direction
Direction mode manuel + mode automatique. La direction peut être modiée, par
exemple lorsque la table rotative se trouve dans une position spécique.
(2) MFaktor
Facteur de multiplication - dénit la vitesse de rotation maximum pour la table rota-
tive.
Page de
paramètres 5 matériel
(3) FRC 1
Présélectionner « Mode pas à pas » ou « Fonctionnement permanent ».
(2)
(1)
Paramètres du matériel
(1) Output voltage
Output voltage - pour adapter l‘unité de commande à n‘importe quel appareil connecté (par ex. table rotative).
REMARQUE! Cette valeur est réglée en usine et ne peut être modiée.
(2) F-Setpoint
Valeur de commande dépendant du matériel pour le convertisseur de fréquence
installé.
REMARQUE! Cette valeur est réglée en usine et ne peut être modiée.
30

Mise hors service Remarque ! Certains paramètres de commande peuvent être perdus si l‘appa-
reil n‘est pas utilisé pendant une période prolongée. Avant de mettre à nouveau
l‘appareil en service, nous recommandons de contrôler les valeurs « MFaktor »
et « Output voltage » à l‘appui du tableau suivant et de les corriger si nécessaire.
Tableau de
données FCU-20
Tableau de
données FCU-
20.O
Calcul du
MFaktor
Appareil MFaktor 1) F-Setpoint Output voltage
FTT-10 10 500 5 000 5 V
FTT-40 12 000 5 000 5 V
FTT-150 6 450 5 000 5 V
FRT-150 5 600 5 000 5 V
FRT-50 7 400 5 000 5 V
FRP -150 5 620 5 000 5 V
Appareil MFaktor 1) F-Setpoint Output voltage
FTT 380 - 1500 1 400 5 000 10 V
FTT 3000 - 7500 1 000 5 000 10 V
FTT 12000 1 000 5 000 10 V
FRT 1000 2 000 5 000 10 V
FRT 2000 - 5000 1 500 5 000 10 V
FRT 10000 1 000 5 000 10 V
1)
La valeur « MFaktor » peut diérer. Il est recommandé de faire correspondre cette
valeur avec la plaque signalétique de la table rotative utilisée.
A-4600 Wels
www.fronius.com
1~
50/60 Hz
Plaque signalétique de la table rotative
Art.No.:
Ser.No.:
EN 12100
U
1
230 V
max
v
11 rpm
490 x 490 x 595 mm
max. load
L x W x H
1
I
0,8 A
40 kg
FTT 40/MA
P
0,18 kVA
weight
85 kg
Calcul du MFaktor :
Sur la plaque signalétique de la table rotative, la valeur V
est spéciée. La valeur
max
du MFaktor est calculée selon la formule
suivante :
V
x 1 000
max
Exemple :
11 x 1 000 = MFaktor 11 000
31
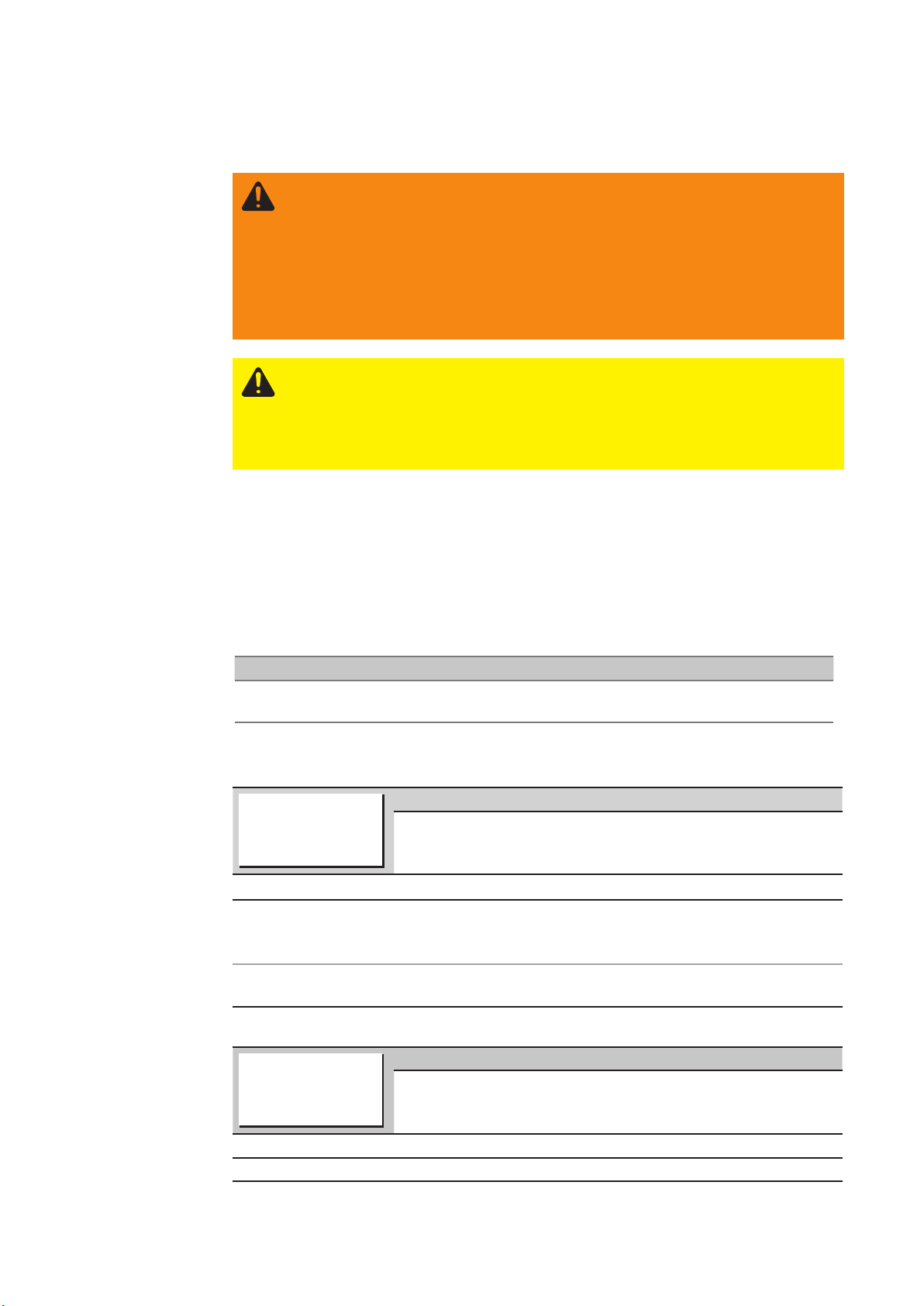
Dépannage
Sécurité
Généralités
AVERTISSEMENT ! Un choc électrique peut être mortel. Avant d’ouvrir l’ap-
pareil :
- Basculer le commutateur secteur en position O
- Débrancher l’appareil du secteur
- Installer un panneau d’avertissement clair pour dissuader quiconque de le
remettre sous tension par inadvertance
- À l’aide d’un dispositif de mesure adapté, contrôler que les éléments
chargés électriquement (par ex. les condensateurs) sont déchargés
ATTENTION ! Des connexions avec conducteurs de protection inadaptées
peuvent entraîner des blessures graves et des dommages sérieux. Les vis du
carter fournissent une connexion avec conducteur de protection adaptée pour
la mise à la terre du carter et ne doivent PAS être remplacées par d‘autres vis
qui ne fourniraient pas une connexion able.
Exigences fondamentales pour garantir un système en parfait état de marche :
– Les connexions sont établies entre les diérents périphériques
– Les périphériques sont alimentés en électricité et la tension du secteur est telle que
spéciée (voir plaque signalétique)
Dépannage
Messages
d‘erreur
Erreurs Cause Solution
La table rotative ne bouge
pas
ARRÊT D‘URGENCE
ARRÊT D‘URGENCE
Cause : Solution :
Le dispositif d‘arrêt d‘urgence de l‘unité de
commande FCU-20 a été activé en raison
d‘une urgence.
Défaut dans le convertisseur de fréquence
installé.
Erreur N°
écran
Cause : Solution :
Langue sélectionnée non valide. Choisir une langue.
Activé par le dispositif d‘arrêt d‘urgence. Tous les éléments de
commande sont désactivés au cours d‘un arrêt d‘urgence.
Erreur de numéro d‘écran
Voir page 24 - sélection de la langue : cette erreur peut être
due à l‘appui sur « ... » si cette langue n‘est pas disponibles
dans le logiciel.
Perte de données Corriger les données conformé-
ment au tableau, voir page 27
Rectier la situation d‘arrêt d‘urgence et
réinitialiser le bouton d‘arrêt d‘urgence.
Contacter le service après-vente Fronius.
Contacter le service après-vente Fronius.
32

Messages
d‘erreur(suite)
Pas de signal
courant
Cause : Solution :
Pas d‘amorçage d‘arc Nettoyer la surface de la pièce à souder,
Défaut de la machine de soudage Contrôler les réglages de la machine de
Aucune interface robot utilisée Intégration de l‘interface robot ROB3000
Connexion défectueuse avec la machine
de soudage
Appareil de soudage non connecté Connecter l‘appareil de soudage
Pas de signal courant
Pas de signal de débit de courant détecté depuis la machine
de soudage (pas de tension de connexion)
ré-amorcer l‘arc
soudage et les corriger si nécessaire
Contrôler la connexion avec la machine
de soudage
ERFF
Pas de données à l‘écran + ERFF
Pas de donnée
à l‘écran
Cause : Solution :
Achage GT01 non programmé. Acher le programme. Ceci peut unique-
ment être réalisé par le fabricant.
ERFF
Cause : Solution :
Pas de connexion entre PLC et achage. • Contrôler les câbles
Cause : Solution :
PLC non programmé ou défectueux. Reprogrammer ou remplacer PLC (ceci
ERFF
Défaut de communication
• Le commutateur PLC est déni sur
STOP, le basculer sur RUN.
AchageenmodeStandby
Pas de communication possible sur l‘achage, pas d‘achage
d‘erreur
peut uniquement être réalisé par le fabricant)
33

Données techniques
Données
techniques
FCU-20
Plaque
signalétique
FCU-20 / 20.O
Tension secteur 230 V
Fréquence secteur 50/60 Hz
Fusible secteur 1,5 A
Tension de commande 24 V
Consommation de puissance 230 VA
Courant nominal 1 A
Dimensions (L x l x h) 350 x 235 x 160
Poids 5 kg
34

Liste de pièces de rechange FCU-20
Liste de pièces
de rechange
FCU-20
38,0102,0048
38,0008,0065
38,0002,0056
38,0002,0061
38,0002,0092
38,0002,0090
38,0002,0098
38,0102,0047
38,0002,0097
38,0002,0090
38,0002,0098
38,0102,0017
38,0002,0095
38,0002,0090
38,0002,0098
4,085,185
42,0406,0102
42,0406,0093
38,0002,0093
38,0002,0091
38,0002,0098
43,0001,1115
38,0006,0087
43,0004,3206
4,085,184
38,0006,0087
38,0102,0049
Rob 3000 38,0101,0014
38,0100,0219 38,0100,0187
35
Liste de pièces
de rechange
FCU-20
(suite)
Numéro d’article Nom
8,040,073 FCU-20
4,085,184 Carte PC TP FCU/FRC
4,085,185 Carte PC DGP
38,0102,0049 MP FCU-20
38,0002,0061 N.C. élément de contact d’arrêt d’urgence
38,0002,0090 N.O. élément de contact
38,0002,0091 N.C. élément de contact
38,0002,0092 Bouton Start
38,0002,0093 Bouton Stop
38,0002,0095 Commutateur de basculement
38,0002,0097 Bouton mode manuel
38,0002,0098 Bride de xation
38,0006,0087 Commutateur secteur
38,0102,0017 Convertisseur de fréquence
38,0008,0065 Film de protection d’écran tactile
38,0002,0056 Bouton d’arrêt d’urgence
38,0102,0047 Commande PLC
38,0102,0048 Écran tactile
38,0100,0187 Faisceau de liaison
38,0100,0219 Câble de connexion Tuchel
42,0406,0093 Cache rouge
42,0406,0102 Bouton de réglage noir
43,0001,1115 Filtre de ligne
43,0004,3206 Câble secteur 5 m
36
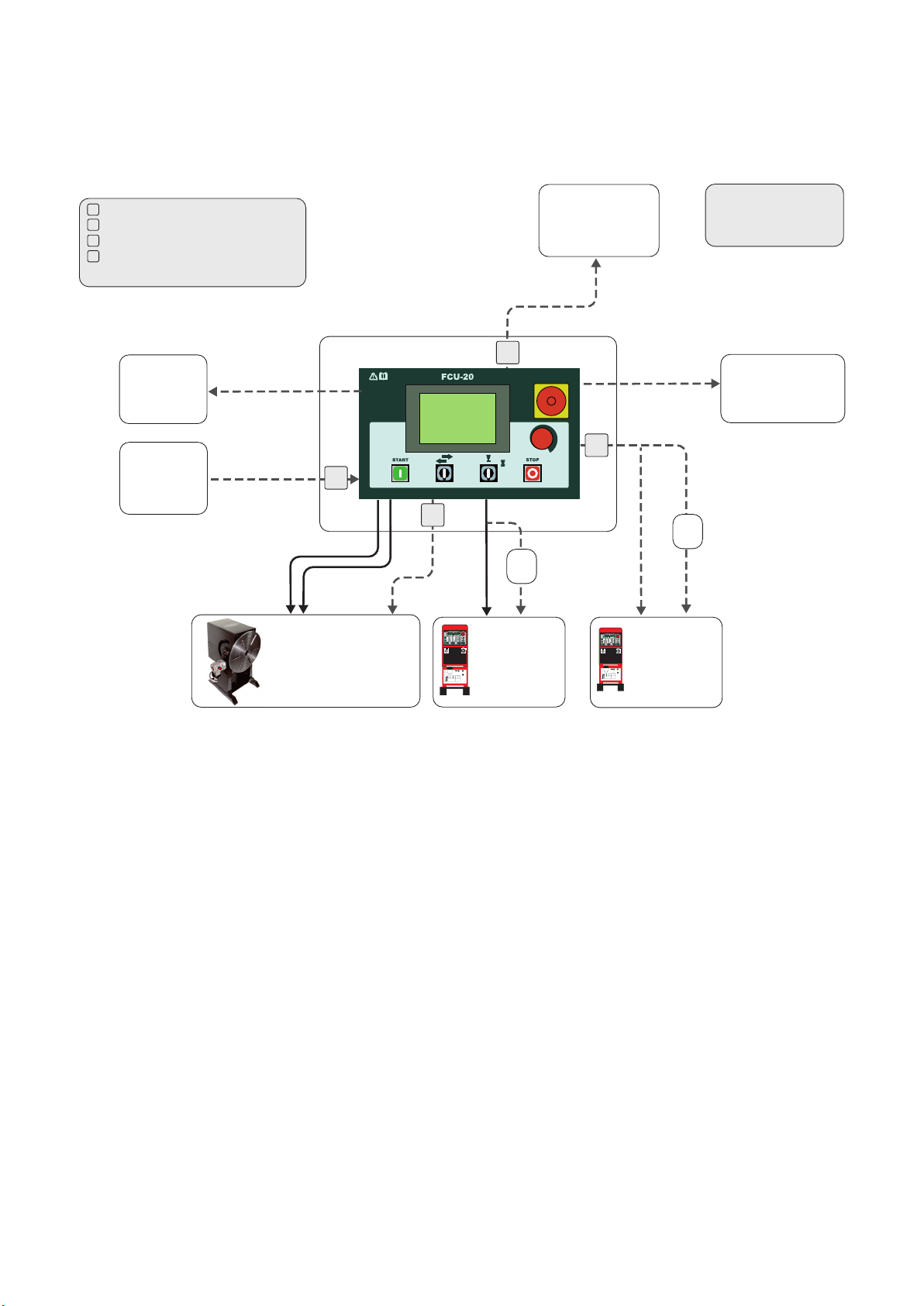
Accessoires et options FCU-20
KIns FCU-20
Vued‘ensembledusystème
1
KIns Activation FRC-1 : 8,100,112
2
KIns Axe de pas soudage : 8,100,151
3
KIns Commutateur Job : 8,100,113
4
KIns Activation FRT 150: 8,100,125
(Câble pour table rotative inclus)
Démarrage pour appareil externe
FCU-11
FCU-12
FRC-12
KD 4010
KD 4010:
38,0100,0128
FCU-11 / FCU-12 / FRC-12:
38,0100,0188
FRC 1
1
FTT 10
FTT 40
FTT 150
FRT 50
FRT 150
(KIns pour console nécessaire)
LEGEND:
FTU
Arrêt d'urgence
8,100,152
- - - - - - Option
______ Standard
(inclus dans la livraison)
2
38,0100,0081
24V + DC
Vérin pneumatique
FPT 100 8,045,228
or
FPT 150 8,045,227
3
4
Rob
B
3000
38,0101,0014
Rob
TUCHEL
38,0100,0219
3000
Machine
de soudage
A
38,0101,0014
TUCHEL
38,0100,0219
Machine
de soudage
Kits d‘installation
Pédale de
commande à
distance
Câbles de
connexion
- KIns, start/stop A/B ou A et B (pour 2 machines de soudage), (installation usine).
Numéro d’article : 8,100,113
- KIns, contrôleur pour pédale de commande à distance FRC-1 (installation usine).
Numéro d’article : 8,100,112
- KIns, axe de déport FCU (uniquement en combinaison avec unité trépied FTU et axe
de déport FTU KIns 8 100 152).
Numéro d’article : 8,100,151
- KIns, FRT 150 (uniquement en combinaison avec la table rotative FRT 150)
Numéro d’article : 8,100,125
FRC-1 avec câble 3 m et protection.
Numéro d’article : 8,045,011
- Câble de connexion 5 m, FCU-20 vers FPT (positionnement de torche pneumatique).
Numéro d’article : 38,0100,0081
- Câble de connexion 5 m, FCU-20 vers FCU-11, FCU-12.
Numéro d’article : 38,0100,0188
- Câble de connexion 3 m, FCU-20 vers KD-4010.
Numéro d’article : 38,0100,0128
37

Liste de pièces de rechange FCU-20.O
Liste de pièces
de rechange
FCU-20.O
38,0102,0048
38,0008,0065
38,0002,0056
38,0002,0061
38,0002,0092
38,0002,0090
38,0002,0098
38,0102,0047
38,0002,0097
38,0002,0090
38,0002,0098
38,0002,0095
38,0002,0090
38,0002,0098
38,0006,0210
4,085,185
42,0406,0102
42,0406,0093
38,0002,0093
38,0002,0091
38,0002,0098
43,0001,1115
Rob 3000 38,0101,0014
38,0006,0087
43,0004,3206
4,085,184
38,0006,0087
38,0102,0049
38,0003,0015
38,0003,0017
38,0003,0185
38,0003,0029
38,0100,0219
38,0100,0237
38

Liste de pièces
de rechange
FCU-20.O
(suite)
Numéro d’article Nom
8,040,073,630 FCU-20.O
4,085,184 Carte PC TP FCU/FRC
4,085,185 Carte PC DGP
38,0102,0049 MP FCU-20
38,0002,0061 N.C. élément de contact d’arrêt d’urgence
38,0002,0090 N.O. élément de contact
38,0002,0091 N.C. élément de contact
38,0002,0092 Bouton Start
38,0002,0093 Bouton Stop
38,0002,0095 Commutateur de basculement
38,0002,0097 Bouton mode manuel
38,0002,0098 Bride de xation
38,0003,0015 Carter de xation
38,0003,0017 Insert de douille
38,0003,0029 Insert de douille
38,0003,0185 Carter de xation
38,0006,0087 Commutateur secteur
38,0008,0065 Film de protection d’écran tactile
38,0002,0056 Bouton d’arrêt d’urgence
38,0102,0047 Commande PLC
38,0006,0210 Séparation galvanique
38,0102,0048 Écran tactile
38,0100,0237 Faisceau de liaison
38,0100,0219 Câble de connexion Tuchel
42,0406,0093 Cache rouge
42,0406,0102 Bouton de réglage noir
43,0001,1115 Filtre de ligne
43,0004,3206 Câble secteur 5 m
39

Accessoires et options FCU20.O
KIns FCU-20.O
Vued‘ensembledusystème
1
KIns Activation FRC-1 : 8,100,112
2
KIns Axe de pas soudage : 8,100,151
3
KIns Commutateur Job : 8,100,113
Demarrage pour appareil externe
FCU-11
FCU-12
FRC-12
KD 4010
KD 4010:
38,0100,0128
FCU-11 / FCU-12 / FRC-12:
38,0100,0188
FRC 1
Machine
de soudage
1
FTT 380 - 70000
FRT 1000 - 10000
Arrêt d'urgence
8,100,152,630
2
Rob
TUCHEL
38,0100,0219
3000
Machine
de soudage
A
38,0101,0014
FTU
3
38,0100,0081
24V + DC
TUCHEL
38,0100,0219
Machine
de soudage
B
LÉGENDE:
- - - - - - Option
______ Standard
(inclus dans la livraison)
Vérin pneumatique
FPT 100 8,045,228
or
FPT 150 8,045,227
Rob
3000
38,0101,0014
Kits d‘installation
Pédale de
commande à
distance
Câbles de
connexion
- KIns, start/stop A/B ou A et B (pour 2 machines de soudage), (installation usine).
Numéro d‘article : 8,100,113
- KIns, contrôleur pour pédale de commande à distance FRC-1 (installation usine).
Numéro d‘article : 8,100,112
- KIns, axe de déport FCU (uniquement en combinaison avec unité trépied FTU et axe
de déport FTU KIns 8,100,152,630).
Numéro d‘article : 8,100,151
FRC-1 avec câble 3 m et protection.
Numéro d’article : 8,045,011
- Câble de connexion 5 m, FCU-20 vers FPT (positionnement de torche pneumatique).
Numéro d’article : 38,0100,0081
- Câble de connexion 5 m, FCU-20 vers FCU-11, FCU-12.
Numéro d’article : 38,0100,0188
- Câble de connexion 3 m, FCU-20 vers KD-4010.
Numéro d’article : 38,0100,0128
40

Déclaration UE de conformité FCU20
41

Déclaration UE de conformité FCU20.O
42

Schémas de connexions
FCU-20
FCU-20.O
43



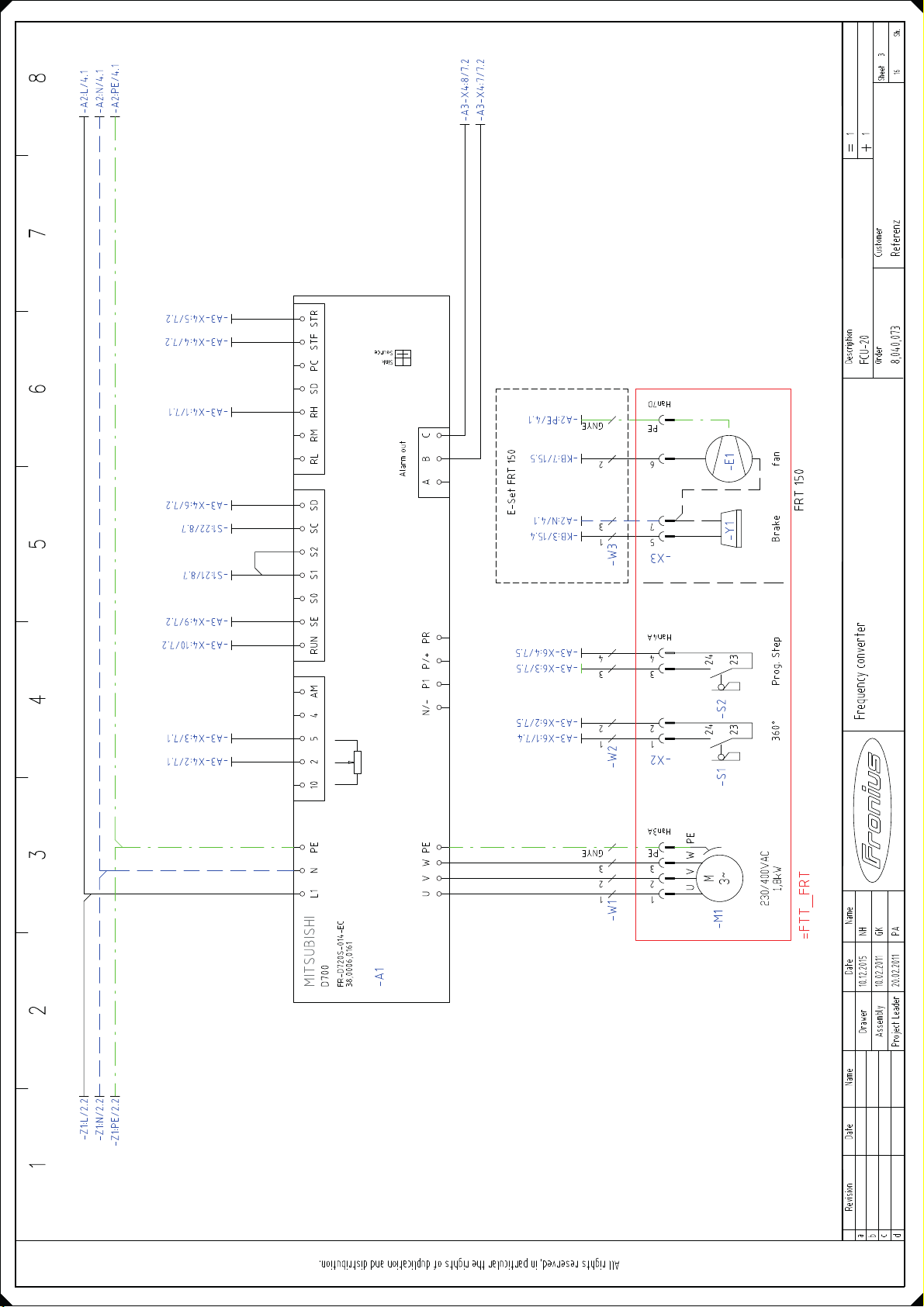


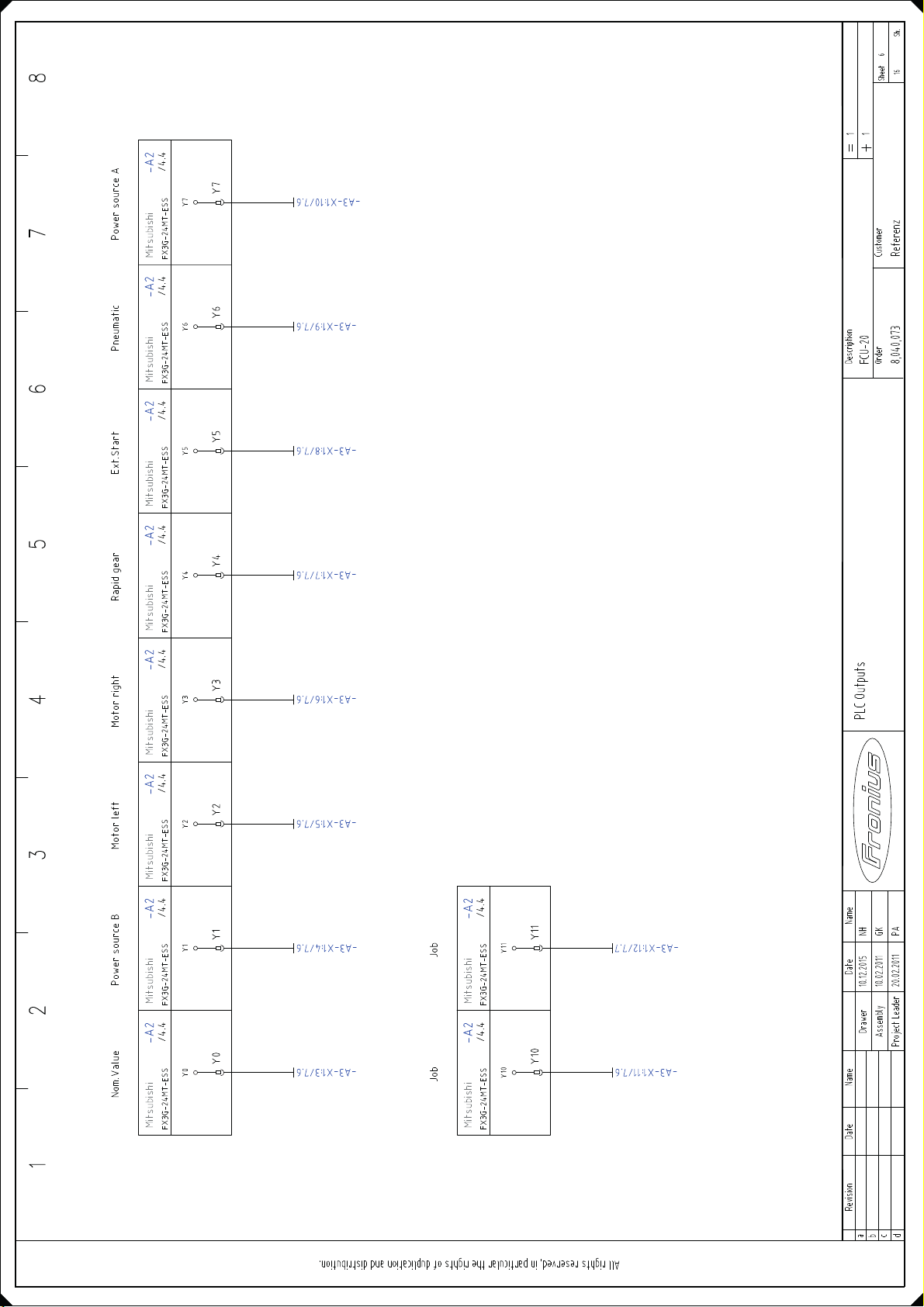








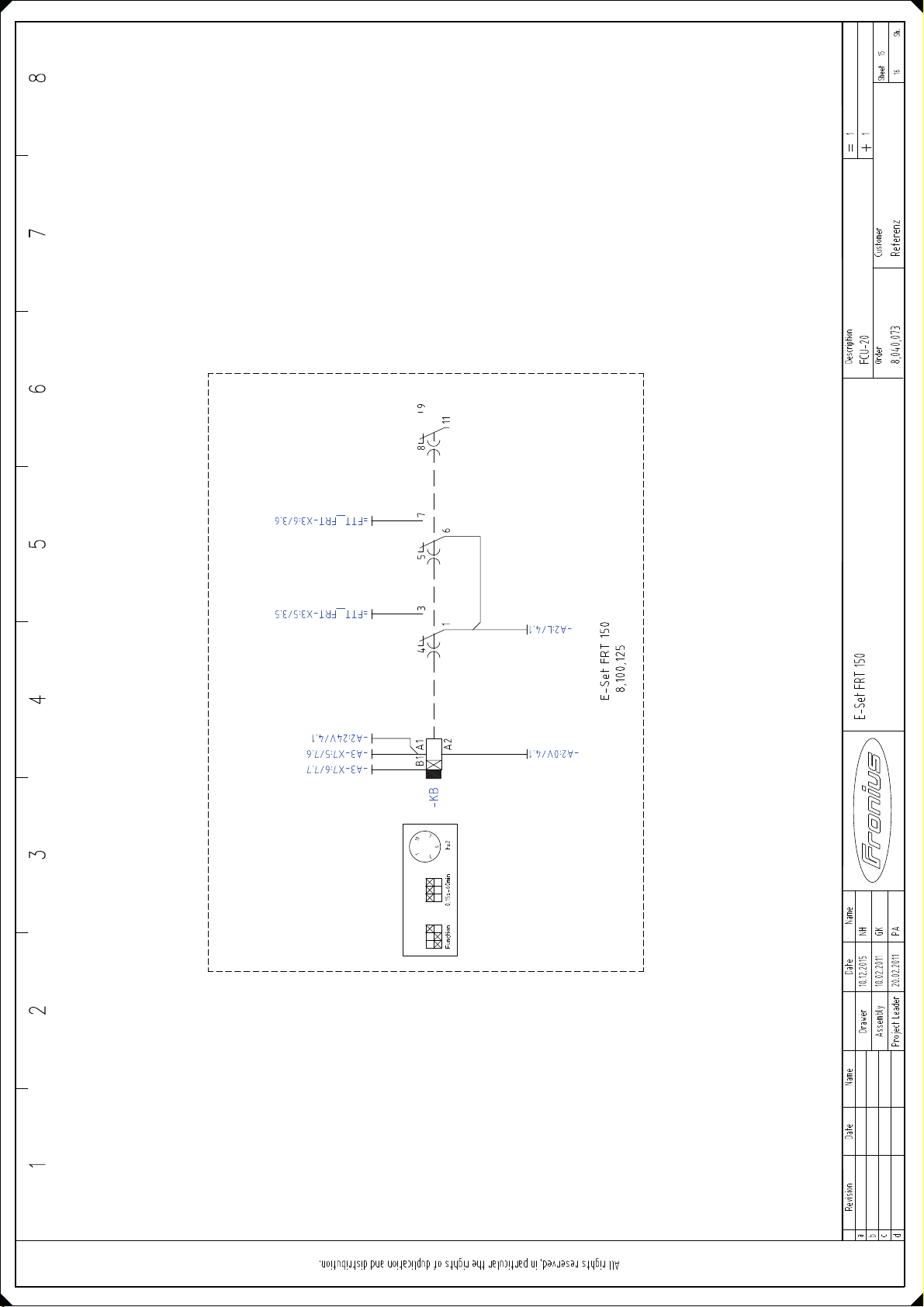




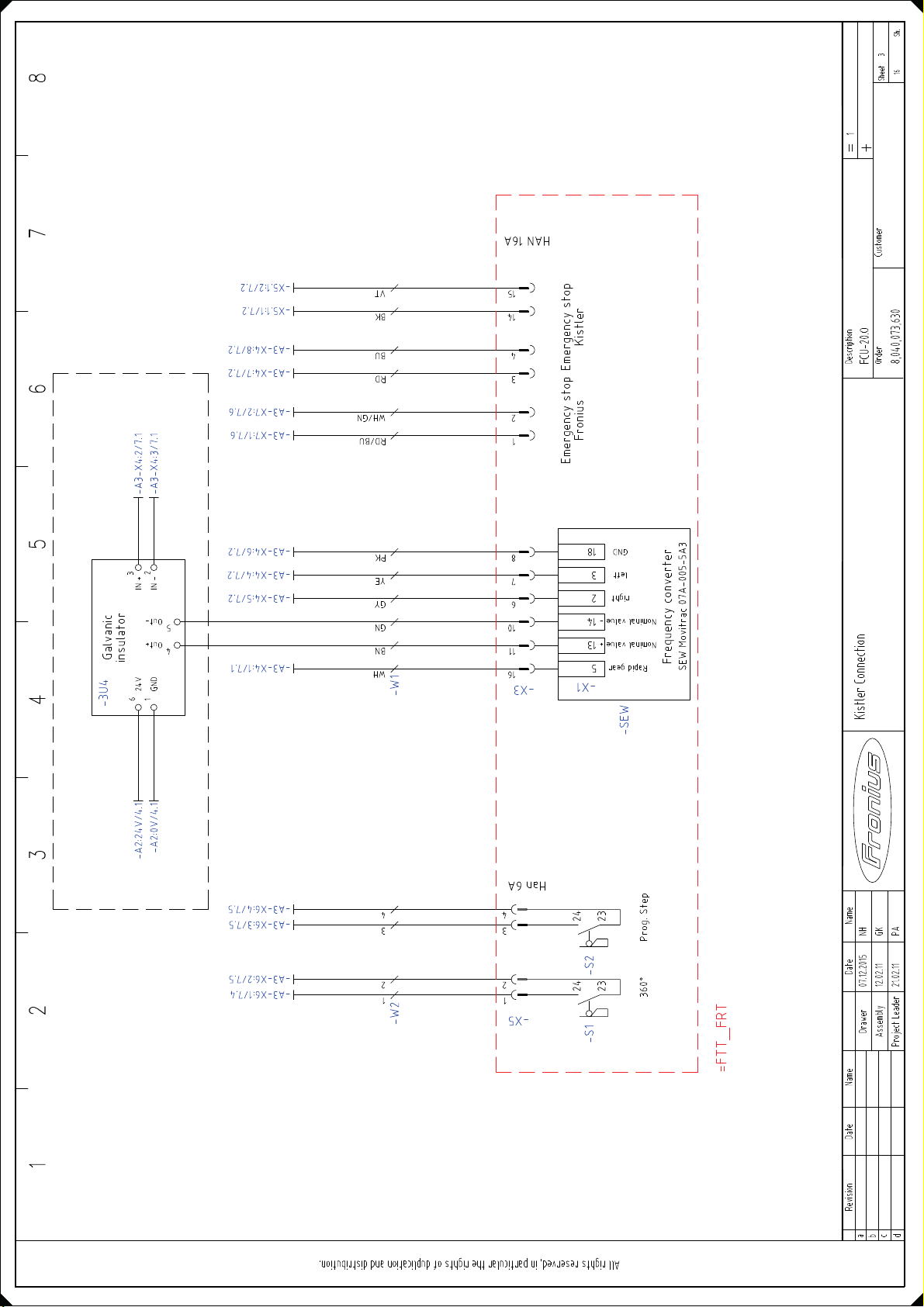




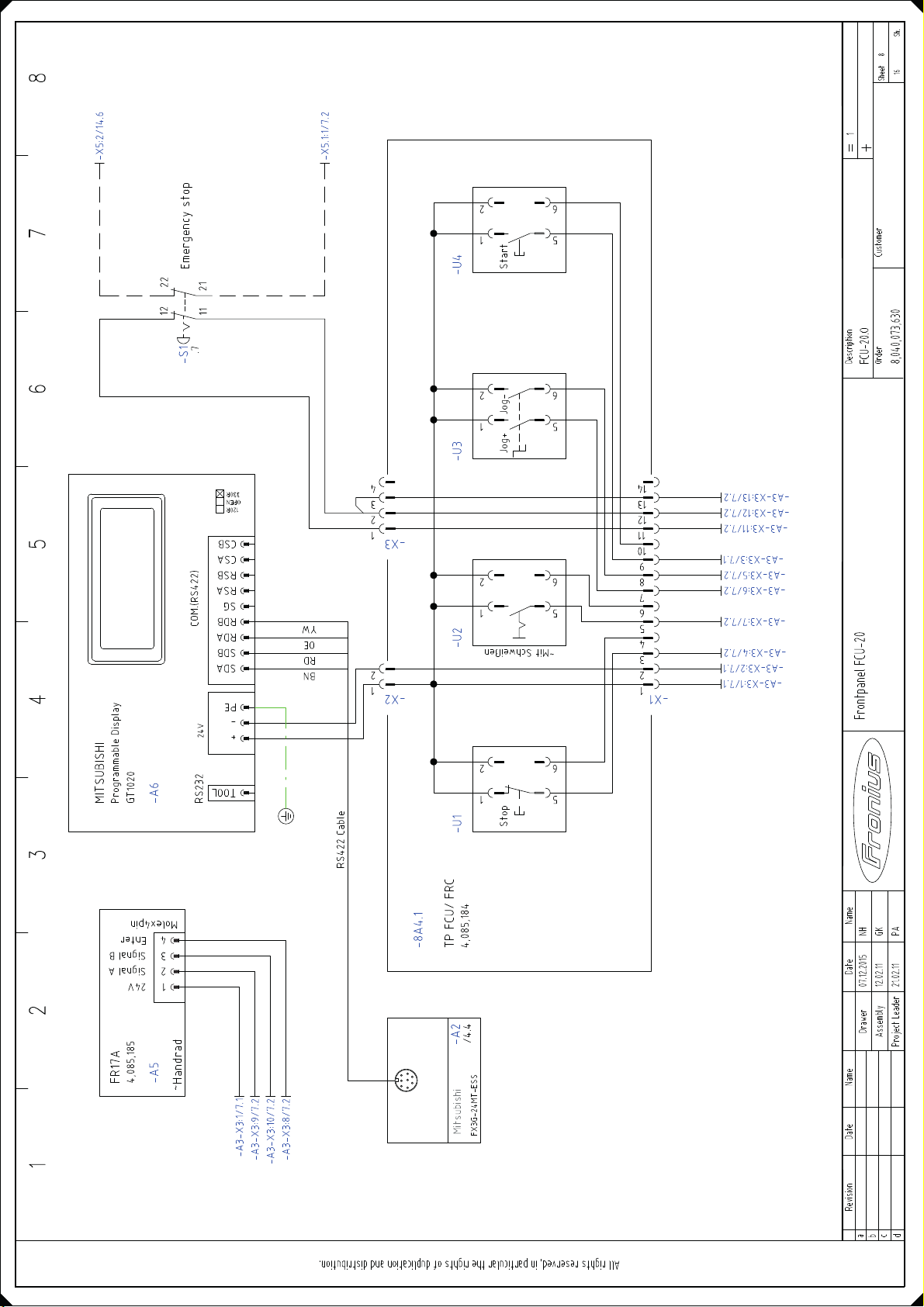









FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts
FRONIUS INTERNATIONAL GMBH
TechSupport Automation
E-Mail: support.automation@fronius.com
www.fronius.com
www.fronius.com/addresses

FCP 600 - II
Spare parts recommendation,
D
Mechanical spare parts
 Loading...
Loading...