

Page 1

/ Perfect Welding / Solar Energy / Perfect Charging
FDV 22 MF
Bedienungsanleitung
DE
Längsfahrwagen
42,0410,1644 V09 - 03082016
Page 2

Page 3

Inhaltsverzeichnis
Allgemeines ..................................................................................................................................................... 3
Prinzip ........................................................................................................................................................ 3
Gerätekonzept ............................................................................................................................................ 3
Einsatzgebiet .............................................................................................................................................. 3
Bestimmungs gemäße Verwendung ........................................................................................................... 3
Vorhersehbare Fehlanwendung ................................................................................................................. 4
Umbauten oder Veränderungen ................................................................................................................. 4
Bedienungs anleitung .................................................................................................................................. 4
Instruktionspicht ....................................................................................................................................... 4
Warnhinweise am Fahrwerk ....................................................................................................................... 5
Lieferumfang .............................................................................................................................................. 6
Optionen ..................................................................................................................................................... 7
Fahrwerk-Komponenten
Konguration FDV 22 MF mit Pendelung ................................................................................................ 10
Konguration FDV 22 MF ohne Pendelung ............................................................................................ 10
Bedienelemente, Anschlüsse und Erweiterungen
Bedienpanel Fahrwerk ............................................................................................................................. 11
Anzeige „Con“ .......................................................................................................................................... 12
Anzeige „InF“ ............................................................................................................................................ 12
Anzeige Totalweg aktiv ............................................................................................................................. 12
Anzeige während des Programmablaufes ............................................................................................... 12
Anzeige „Bat“ ........................................................................................................................................... 12
Anzeige End ............................................................................................................................................. 12
Bedienpanel Option Pendelung ............................................................................................................... 13
Ladegerät und Akkupack .......................................................................................................................... 14
AC-AC-Spannungs wandler ...................................................................................................................... 15
Schweißposition und Nahtführung ................................................................................................................ 16
Mögliche Schweiß positionen .................................................................................................................... 16
Führung des Fahrwerkes ......................................................................................................................... 17
Führung des Fahrwerkes mit optionalen Seitenführungen ...................................................................... 19
Zweite Brennerhalterung .......................................................................................................................... 20
Fahrwerk vorbereiten .................................................................................................................................... 21
Haltegri montieren .................................................................................................................................. 21
Führungs schienen montieren ................................................................................................................... 21
Bürsten montieren (Option) ...................................................................................................................... 22
Seitenführungen montieren (Option) ........................................................................................................ 23
Seitenführungen mit Führungs schiene montieren (Option) ..................................................................... 24
Zweite Brenner halterung montieren (Option) ........................................................................................... 25
Ladegerät an das Stromnetz anschließen .............................................................................................. 26
Akkupack laden ........................................................................................................................................ 26
Akkupack in Fahrwerkschacht einsetzen ................................................................................................. 27
Führungsrollen einstellen ......................................................................................................................... 28
Werkstück oberäche und Fahrwerk auf Sauberkeit prüfen ..................................................................... 28
Fahrwerk platzieren und Permanentmagnet aktivieren ............................................................................ 28
Fallsicherung anbringen (Vertikalbetrieb) ................................................................................................. 29
Schweißbrenner montieren und einrichten .............................................................................................. 29
Fahrwerk ent-lasten ................................................................................................................................. 30
................................................................................................................................ 10
......................................................................................... 11
Inbetriebnahme ............................................................................................................................................. 31
Verbindungen und Anschlüsse kontrollieren ............................................................................................31
System komponenten einschalten ............................................................................................................ 31
Fahrwerk para meter fest legen .................................................................................................................. 31
Schweißprogramm laden ......................................................................................................................... 32
Testablauf durchführen ............................................................................................................................. 32
Schweißablauf starten .............................................................................................................................. 32
1
Page 4

Fahrwerk parametrieren ................................................................................................................................ 33
Endlos - Schweißung ............................................................................................................................... 33
Intervall - Schweißung .............................................................................................................................. 35
Wegschweißung ....................................................................................................................................... 38
Option Pendelung .......................................................................................................................................... 40
Pendelung einstellen ................................................................................................................................ 40
Fehlerdiagnose, Fehlerbehebung ................................................................................................................. 41
Allgemeines .............................................................................................................................................. 41
Grund voraussetzungen für das Funktionieren des Systems ................................................................... 41
Angezeigte Errormeldungen .................................................................................................................... 41
Fahrwerk .................................................................................................................................................. 41
Pendelung ................................................................................................................................................ 42
Wartung, Pege ............................................................................................................................................. 43
Personal ................................................................................................................................................... 43
Wartungsnachweis ................................................................................................................................... 43
Wartungsmaß nahmen und -intervalle ......................................................................................................43
Empfohlene Schmierstoe ....................................................................................................................... 43
Brenner-Verstelleinheit horizontal ............................................................................................................ 44
Brenner-Verstelleinheit vertikal ................................................................................................................ 44
Fahrwerk-Vorderseite ............................................................................................................................... 44
Fahrwerk-Rückseite ................................................................................................................................. 44
Fahrwerk-Antrieb ...................................................................................................................................... 45
Ladegerät FDV-MF ................................................................................................................................... 45
Akkupack .................................................................................................................................................. 45
Entsorgung der Komponenten ................................................................................................................. 46
Technische Daten .......................................................................................................................................... 47
Fahrwerk FDV 22 MF ............................................................................................................................... 47
Ladegerät FDV MF + Akkupack ............................................................................................................... 47
AC-AC Spannungs wandler ...................................................................................................................... 47
Pendelung FOU 30 / ML6 ........................................................................................................................ 48
Abmessungen FDV 22 MF ohne Pendelung ........................................................................................... 48
Abmessungen FDV 22 MF mit Pendelung .............................................................................................. 49
Ersatzteilliste ................................................................................................................................................... 1
Schaltplan ........................................................................................................................................................ 6
Konformitätserklärung ..................................................................................................................................... 7
2
Page 5

Allgemeines
Prinzip
Gerätekonzept
Das Fahrwerk FDV 22 MF ist ein tragbarer akkubetriebener Längsfahrwagen mit 4-Radantrieb. Das Fahrwerk dient zur Anfertigung von mechanisierten Stumpf- und Kehlnähten
in horizontaler oder vertikaler Schweißposition, mit oder ohne Pendelung.
Das Fahrwerk FDV 22 MF wurde für hohe
Flexibilität und Steigerung der Produktivität
bei der Durchführung von Längsschweißnähten konzipiert. Arbeitsseitig angebrachter Spritzerschutz und Pulverbeschichtung
aller Gehäuseteile erlauben auch harte
Einsatzbedingungen.
Großer Halte- und Tragegri, robuste
und leichte Bauweise ermöglichen eine
einfache und schnelle Positionierung am
Werkstück.
Die Haftung des Fahrwerkes am Bauteil
erfolgt mittels Permanentmagneten. Dieser
gewährleistet bestmögliche Traktion auch
im vertikalen Einsatz.
Seitlich einstellbare Führungsrollen sorgen
für eine optimale Nahtführung.
Fahrwerk FDV 22 MF
Es besteht die Möglichkeit das FDV 22 MF mit einer Brennerpendeleinheit aufzurüsten.
Die Spannungsversorgung für das Fahrwerk samt optionaler Pendelung erfolgt über den
wechselbaren Akkupack.
Die Steuer- und Bedieneinheit ist im Fahrwerk integriert. Das Bedienpanel ist mit einem
beleuchteten Display ausgestattet und ermöglicht somit eine einfache und komfortable
Parametrierung des Fahrwerkes.
Die universelle Brennerhalterung ermöglicht es, Maschinen- als auch Handschweißbrenner einzusetzen.
Einsatzgebiet Das Fahrwerk FDV 22 MF ist überall dort einsetzbar, wo hohe Flexibilität bei der Durch-
führung von Längsschweißnähten gefordert ist:
- Schweißen von Längsträgern
- Schiswerften
- Brückenbau
- Werkstätten
- Produktionshallen
- Baustellen
Bestimmungsgemäße
Verwendung
Das Fahrwerk FDV 22 MF ist ausschließlich zur Durchführung von mechanisierten
Stumpf- und Kehlnähten in horizontaler und vertikaler Schweißposition zu verwenden.
Eine andere oder darüber hinaus gehende Benutzung gilt als nicht bestimmungsgemäß der Hersteller übernimmt für hieraus entstehende Schäden keinerlei Haftung.
Der Einsatz ist in folgenden Schweißverfahren möglich:
- MIG / MAG Prozess
Zur bestimmungsgemäßen Verwendung gehören auch:
- die Verwendung des im Lieferumfang enthaltenen Ladegerätes FDV MF und Akkupacks (14,4V / 3 Ah)
- die Verwendung des Permanentmagneten bei Mindestblechstärke von 5 mm
3
Page 6

Bestimmungsgemäße
Verwendung
(Fortsetzung)
- die Verwendung von MIG / MAG-Schweißbrenner mit Halterdurchmesser 16 - 22 mm
- Einsatz mit der Option „Edelstahlräder“ in Schweißposition PA
- die Durchführung der vorgeschriebenen Wartungsmaßnahmen unter Einhaltung der
Wartungsintervalle
- die Führung eines Service-Buches mit den nötigsten Angaben (Datum, Bediener, ausgeführte Tätigkeit)
- der Einsatz von Fronius vorgeschriebenen Ersatzteilen
- das Beachten aller Hinweise aus der Bedienungsanleitung
- die Verwendung dieses Dokuments in Zusammenhang mit den Bedienungs-
anleitungen der integrierten System-Komponenten (Stromquelle, Drahtvorschub, ...)
Vorhersehbare
Fehlanwendung
Umbauten oder
Veränderungen
Bedienungsanleitung
Alle von der bestimmungsgemäßen Verwendung abweichenden Anwendungen gelten
als unzulässiger Fehlgebrauch, dazu zählen z. B.:
- Betrieb auf vorgewärmten Werkstücken > 50 °C
- Transport von Personen
- Hebevorgänge (Heben, Manövrieren von Lasten)
- Benützung als Aufstiegshilfen
- Einsatz außerhalb der zulässigen technischen Betriebsgrenzen
- Einsatz in explosionsgefährdeter Umgebung
Bei eigenmächtigen Umbauten und Veränderungen des Fahrwerks erlischt jegliche Haftung und Gewährleistung durch den Hersteller!
Das elektromagnetische Verhalten des Fahrwerks kann durch Ergänzungen oder
Veränderungen jeglicher Art beeinträchtigt werden. Nehmen Sie deshalb keine Änderungen oder Ergänzungen ohne Rücksprache und schriftliche Zustimmung des Herstellers
vor.
Die Bedienungsanleitung hilft Ihnen, das Fahrwerk gefahrlos und ezient zu benutzen
und muss daher jederzeit zugänglich sein:
- Bewahren Sie die Bedienungsanleitung immer in der Nähe des Fahrwerks auf.
- Kennzeichnen Sie den Ort der Aufbewahrung deutlich.
- Sorgen Sie dafür, dass alle am Fahrwerk tätigen Personen wissen, wo sich die Bedi-
enungsanleitung bendet.
- Nur eine greifbare Bedienungsanleitung hilft Ihnen, wenn Sie ein Problem haben!
WICHTIG! Für Schäden, die durch Nichtbeachten der Bedienungsanleitung entstehen,
übernimmt der Hersteller keine Haftung !
Instruktionspicht Der Betreiber des Fahrwerks ist verpichtet, alle am Fahrwerk tätigen Personen vor
Arbeitsbeginn:
- theoretisch und praktisch zu unterweisen oder schulen zu lassen und
- mit den Sicherheitsbestimmungen vertraut zu machen.
WICHTIG! Die Instruktionspicht gilt auch ganz besonders für Personen, die nur gelegentlich am Fahrwerk arbeiten.
4
Page 7

Warnhinweise am
Type:
Ser.No.:
Art.No.:
A-4600 Wels
www.fronius.com
U weight max. load
14,4 VDC 15 kg 22 kg
2009
FDV 22/MF
8,045,368
20 25 9503
Fahrwerk
Das Fahrwerk ist mit Sicherheitssymbolen am Leistungsschild ausgestattet. Die Sicherheitssymbole dürfen weder entfernt noch übermalt werden.
Funktionen erst nach vollständigem Lesen der Bedienungsanleitung anwenden.
Ausgediente Geräte nicht dem Hausmüll beigeben, sondern entsprechend den
Sicherheitsvorschriften entsorgen.
Leistungsschild FDV 22 MF
WARNUNG!
Verbrennungsgefahr an heissen Oberächen.
Das Schutzblech für den Akkupack erhitzt bei längerem Schweißbetrieb. Bei Berührung können Verbrennungen an den Händen
entstehen.
- Vermeiden Sie den Kontakt mit dem Schutzblech.
- Verwenden Sie Schutzhandschuhe und tragen Sie geeignete
Schutzbrillen oder einen Schutzschirm.
5
Page 8

Lieferumfang
(1)(8) (2)
(3)
(4)(6) (5)(7)
Lieferumfang FDV 22 MF
(1) Fahrwerk FDV-22MF
(2) Haltegri mit Schlauchpaket-Halterung
(3) Akkupack 14.4 V / 3 Ah
(4) Ladegerät FDV MF
(5) Innensechskantschlüssel 2,5 / 3 / 4
(6) Führungsschiene vorne
(7) Führungsschiene hinten
(8) Verbindungskabel zur Stromquelle
6
Page 9

Optionen
Die optionelle Ausstattung des Fahrwerkes beinhaltet:
- AC-AC-Spannungswandler
(38,0006,0164)
- Fahrwerkbürste (48,0005,1425)
Dieses Zubehör besteht aus 2 Stk.
Bürstenhalter und 1 Stk. Bürste.
- Pendelung FOU 30 / ML6
(8,045,370)
Bei Werkstücken mit besonders rauher
Oberäche:
- Edelstahlräder (48,0005,1603)
Artikelnummer beinhaltet 1 Stk. Edelstahlrad.
HINWEIS! Der Einsatz des Fahr-
werkes mit der Option „Edelstahl-
räder“ ist nur in Schweißposition
PA zulässig.
7
Page 10

Optionen
(Fortsetzung)
- Zusätzliche Brennerhalterung für
zweiten Brenner (48,0005,1893)
Seitenführungen:
(1) Seitenführung schwenkbar
(48,0005,1890)
1
(2) Seitenführung für Kante
(48,0005,1888)
2
(3) Seitenführung magnetisch
(48,0005,1892)
3
8
Page 11

Optionen
(Fortsetzung)
5
4
Seitenführung mit Führungsschiene:
(4) Führungsarm für Schiene, 1850 mm (2 Stück)
(48,0005,1897)
(5) Flexible Führungsschiene, 1850 mm
(48,0005,1894)
(6) Magnetfuß für Führungsschiene
(48,0005,1895)
WICHTIG! Pro Schiene sind jeweils 10 Stück Magnetfüße notwendig.
6
9
Page 12

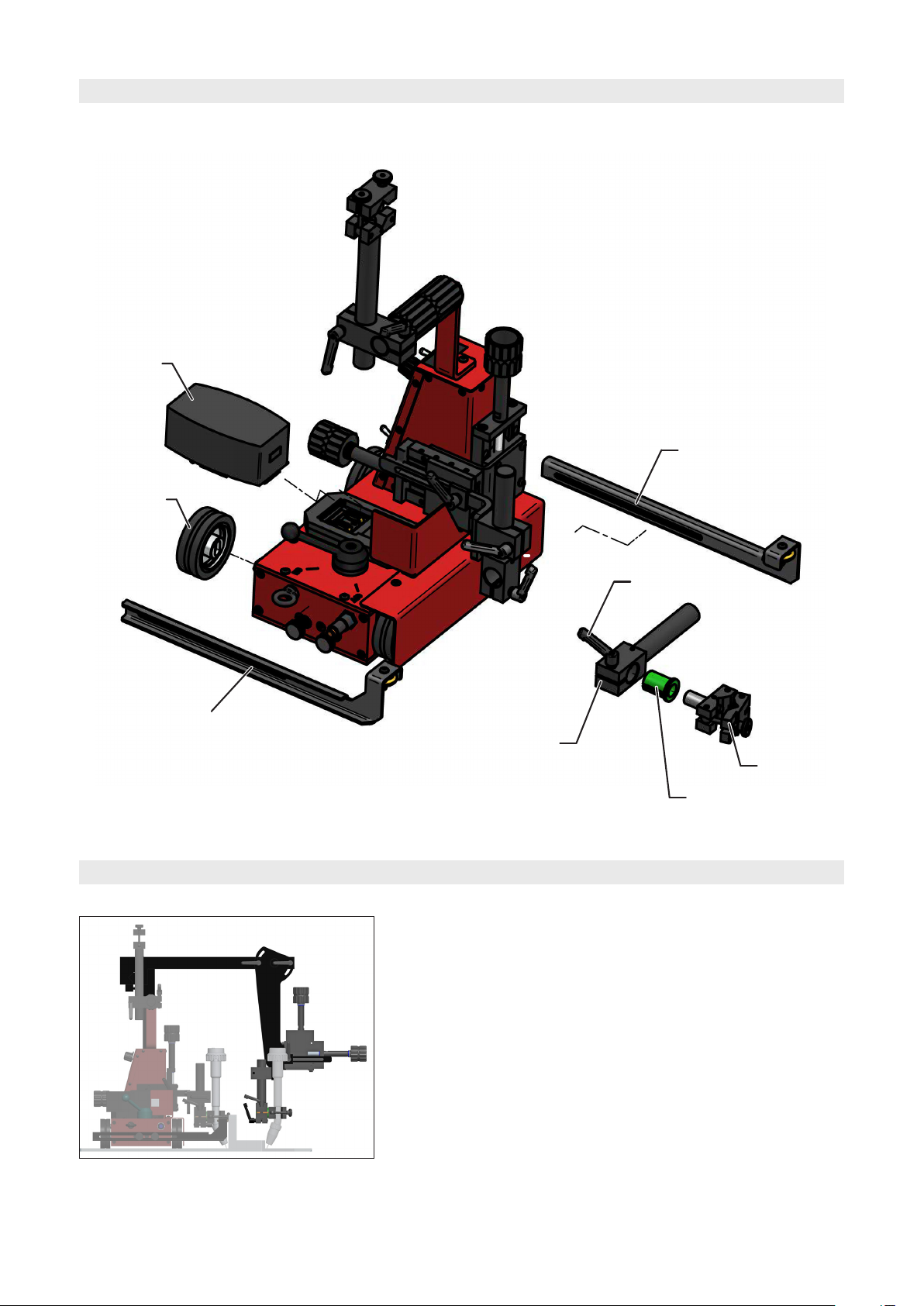
Fahrwerk-Komponenten
Konguration
FDV 22 MF mit
Pendelung
Tragegri
Schlauchpaket-
Halterung
Steuer- und
Bedieneinheit
BrennerVerstelleinheit
horizontal
Akkupack
(14,4V / 3Ah)
Fahrgestell
mit 4-Radantrieb
Fahrwerk FDV 22 MF mit Pendelung FOU 30 / ML6
BrennerVerstelleinheit
vertikal
Endschalter
Kranöse für
Fahrwerksicherung
Pendelung
FOU 30/ ML6
Schalthebel für
Permanentmagnet
UniversalBrennerhalter
Führungsrollen
Konguration
FDV 22 MF ohne
Pendelung
Steuer- und
Bedieneinheit
BrennerVerstelleinheit
horizontal
Fahrgestell
mit 4-Radantrieb
Akkupack (14,4V / 3Ah)
Fahrwerk FDV 22 MF ohne Pendelung
Tragegri
BrennerVerstelleinheit
vertikal
Kranöse für
Fahrwerksicherung
Schlauchpaket-
Halterung
Schalthebel für
Permanentmagnet
UniversalBrennerhalter
Führungsrollen
Endschalter
10
Page 13

Bedienelemente, Anschlüsse und Erweiterungen
Bedienpanel
Fahrwerk
(10)
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschäden verursachen. Beschriebene Funktionen erst anwenden, wenn folgende
Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicherheitsvorschriften
Nr. Funktion
(1) Potentiometer Verfahr geschwindigkeit
Zum Einstellen der Verfahrgeschwind-
(1)
(2)
(3)
igkeit des Fahrwerks.
Einstellbereich: 5 - 150 cm / min
(2) Digitalanzeige
Zeigt den Wert des akutell angewähl-
ten Parameters an. Die Digitalanzeige
ist beleuchtet.
(3) Anzeigefeld Parameteranwahl
Der angewählte Parameter wird durch
das Aueuchten der jeweiligen LED
signalisiert. Aktuell gespeicherter Wert
erscheint in der Digitalanzeige.
Anwählbare Parameter:
(9)
(8)
(7)
Bedienpanel Fahrwerk FDV 22 MF
(4) Taste SELECT / ENTER
- Taste 3 Sekunden drücken gibt die Parametereingabe frei
- Zum Anwählen des gewünschten Parameters (3)
- Zum Übernehmen des mit den +/- Tasten eingestellten Wertes.
(5) Kippschalter Steuerung EIN / AUS
Zum Ein- und Ausschalten der Fahrwerksteuerung.
(6) Anschluss-Stecker Pendelung FOU 30
Zum Anschließen des Verbindungskabel zur optionalen Pendelung FOU 30.
(7) Anschluss-Stecker Stromquellen-Ansteuerung
Zum Anschließen des Verbindungskabel zur Stromquelle.
(8) Kippschalter Schweissen EIN / AUS
Zur Auswahl ob der automatische Programmablauf mit oder ohne Schweißen durch-
geführt werden soll. Für Testzwecke kann Schweißen deaktiviert werden.
(9) Taste + / -
Dient zum Erhöhen oder Verringern des Parameterwertes. Taste 2 Sekunden drük-
ken bewirkt ein schnelles Erhöhen oder Verringern des Parameterwertes.
(4)
(5)
(6)
Alle 4 LED beleuchtet: Totalweg [cm]
Schweiß-Segment [cm]
Einstellbereich: 0.5 - 99.9 cm
Pause-Segment [cm]
Einstellbereich: 0.5 - 99.9 cm
Endkraterfüllung [s]
Einstellbereich: 0.0 - 5 s
Rückfüllung [s]
Einstellbereich: 0.0 - 3 s
Einstellbereich: 1 - 999 cm
11
Page 14

Bedienpanel
Fahrwerk
(Fortsetzung)
(10) Kippschalter Start LINKS / STOP / Start RECHTS
Dient zum Starten und Stoppen des automatischen Programmablaufes.
Anzeige „Con“
Con ... Constant. Das Pause-Segment ist deaktiviert. Die
Anzeige erscheint nach dem Wert „99.9“ und vor „0.5“.
Anzeige „InF“ InF ... Innite. Das Fahrwerk verfahrt endlos. Die Anzeige
erscheint nach dem Wert „999“ und vor „1“.
Anzeige Totalweg
aktiv
Das Fahrwerk verfahrt die denierte Distanz.
Einstellbereich 1 - 999 cm.
Anzeige
während des
Programmablaufes
Anzeige „Bat“
Anzeige End
Anzeige „Verfahr-Geschwindigkeit“. Anzeigebereich 5 - 150
cm /min.
Der aktuelle Programmschritt wird durch das Aueuchten
der betreenden LED signalisiert.
Anzeige blinkt. Der Akkupack ist in Kürze leer. Der Akkupack
muss dem Fahrwerk entnommen und aufgeladen werden.
Anzeige Programm-Ende erreicht. Alle Parameter wurden
abgefahren.
Start eines neuen automatischen Programmablaufes mit
Taste „Start LINKS / STOP / Start RECHTS“ (10) möglich.
12
Page 15

Bedienpanel
Option
Pendelung
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-
den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende
Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten,
insbesondere Sicherheitsvorschriften
Nr. Funktion
(1) Kippschalter Betriebsart Pendelung
MANUELL / AUS / AUTOMATIK
Zum Auswählen der Betriebsart der
Pendelung FOU 30.
MANUELL ... Pendelung sofort aktiv
(1)
AUS ... Pendelung ist deaktiviert
AUTOMATIK ... Pendelung startet
(7)
(2)
zeitgleich mit Programmablauf.
(2) Potentiometer Verweilzeit rechts
Zum Einstellen der Verweilzeit des
Brenners in der rechten Umkehr-
(6)
(3)
positon.
Einstellbereich: 0 - 3 Sekunden
(3) Potentiometer Pendel Geschwindigkeit
Zum Einstellen der Verfahr-Geschwin-
digkeit der Pendelung in mm / min.
Das Einstellen der Pendelgeschwindigkeit ist nur bei laufender Pendelung
möglich.
(4)
(4) Verbindungskabel mit
Flanschstecker
Zum Anschließen an den „Anschluss-
Stecker Pendelung FOU 30“ des
Fahrwerk-Bedienpanels.
(5)
(5) Haltearm
Zum Fixieren der Brennerhalterung.
(6) Potentiometer Pendelweg
Zum Erhöhen oder Verringern des
Pendelweges (Pendelbreite).
Bedienpanel Pendelung FOU 30 / ML6
Das Einstellen des Pendelweges ist
nur bei laufender Pendelung möglich.
Einstellbereich: 1 - 30 mm
(7) Potentiometer Verweilzeit links
Zum Einstellen der Verweilzeit des Brenners in der linken Umkehrpositon.
Einstellbereich: 0 - 3 Sekunden
13
Page 16

Ladegerät und
i C
d
+
Akkupack
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-
den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende
Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten,
insbesondere Sicherheitsvorschriften
VORSICHT! Gefahr eines Elektronikschadens am Ladegerät durch
Betreiben mit falscher Versorgungsspannung.
Das Ladegerät FDV MF ist für 230V Versorgungsspannung ausgelegt.
Ein direkter Betrieb des Ladegerätes an einem 110 / 120V Stromnetz kann
schwerwiegende Sachschäden verursachen.
- Achten Sie auf die Einhaltung der Versorgungsspannung des Ladegerätes!
- Betreiben Sie das Ladegerät nur über den AC-AC-Spannungswandler am
110 /120 V Stromnetz.
(7)
(1)
(2)
(3)
(6)
(5)
(4)
Übersicht Ladeset
Nr. Funktion
(1) Signallampe GELB
Dauerlicht ... Ladegerät ist betriebsbereit
(2) Signallampe GRÜN
Blinklicht ... Akkupack wird geladen
Dauerlicht ... Akkupack ist aufgeladen, Erhaltungsladung läuft
(3) Signallampe ROT
Blinklicht ... allgemeine Fehleranzeige: keine vollständige Kontaktierung,
Kurzschluss, Akkupack defekt;
Dauerlicht ... Akkutemperatur außerhalb zulässiger Grenzwerte (5° - 45° C)
(4) Netzkabel
Zum Anschließen an das Stromnetz (230V AC).
(5) Ladeschacht-Aussparung unten
Zum Einhängen der Akkupacks.
(6) Ladeschacht-Aussparung oben
Zum Verriegeln des Akkupacks.
(7) Taste Akku-Entriegelung
Zum Einriegeln des Akkupacks.
14
Page 17

AC-ACSpannungswandler
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-
den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende
Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten,
insbesondere Sicherheitsvorschriften
Der Spannungswandler ermöglicht den Einsatz des Ladegerätes an Netzspannungen
von 110 V und 120 V. Die transformierte Spannung von 230 V ist am Ausgang des
AC-AC-Spannungswandlers für das Ladegerät FDV MF (4) verfügbar.
Nr. Funktion
(1) Netzstecker 110 / 120 V AC
Zum Anschließen an das 110 / 120 V
AC Stromnetz.
(2) Ausgang 230 V AC
Zum Anschließen des Ladegerätes
FDV MF.
(1)
(2)
AC-AC-Spannungswandler
15
Page 18

Schweißposition und Nahtführung
Mögliche
Schweißpositionen
Durch den 4-Radantrieb und den eingebauten Permanentmagneten haftet das Fahrwerk
optimal am Werkstück und gewährleistet bestmögliche Traktion. Folgende Schweißpositionen sind möglich.
WICHTIG! Im vertikalen Einsatz muss das Fahrwerk durch ein Lastsicherungsgerät mit
Blockierfunktion gegen Herabfallen gesichert sein. Das Lastsicherungsgerät muss für
das Gesamtgewicht des Fahrwerkes ausgelegt sein. Der Hersteller übernimmt für entstehende Personen- und Sachschäden, welche durch vertikalen Einsatz des Fahrwerkes
ohne Lastsicherungsgerät entstehen, keinerlei Haftung.
SchräglageWaagrechte Lage
HINWEIS! Ab einer Schräglage von 45° muss das Fahrwerk durch ein Lastsicherungsgerät mit Blockierfunktion gegen Herabfallen gesichert sein.
Vertikale Lage
HINWEIS! Bei Einsatz „Behälter-Außenseite“ muss der Behälter in die entge-
gengesetzte Richtung und mit gleicher Geschwindigkeit gedreht werden.
Behälter-Außenseite mit Mindestdurchmesser von
3000 mm
16
Page 19

Mögliche
Schweißpositionen
(Fortsetzung)
Behälter-Innenseite mit Mindestdurchmesser von 2500 mm
HINWEIS! Bei Einsatz „Behälter-Innenseite“ muss der Behälter in die entgegen-
gesetzte Richtung und mit gleicher Geschwindigkeit gedreht werden.
Führung des
Fahrwerkes
WICHTIG! Der Einsatz des Fahrwerkes in Überkopf-Position „PE“ ist verboten!
Die seitlich einstellbaren Führungsrollen des Fahrwerkes sorgen für eine optimale Nahtführung. Diese können auf beiden Seiten des Fahrwerkes positioniert werden. Detaillierte Informationen zur korrekten Einstellung der Führungsrollen nden Sie im Kapitel
„Fahrwerk vorbereiten“. Folgende Positionen der Führungsrollen sind möglich:
Führung an Vertikaläche außenFührung an Vertikaläche innen
17
Page 20

Führung des
Fahrwerkes
(Fortsetzung)
Führung an Winkelstück (vertikal) oder Schiene
Bogen-Außenseite mit Mindestdurchmesser von
5000 mm
Führung an Vertikaläche außen
Bogen-Innenseite mit Mindestdurchmesser von
5000 mm
HINWEIS! Bei Führung am
horizontalen Winkelstück darf
der Schweißbrenner nur an der
Oberseite platziert werden.
Führung an Winkelstück (horizontal) oder Schiene
18
Page 21

Führung des
Fahrwerkes
mit optionalen
Seitenführungen
Seitenführung schwenkbar
Seitenführung für Kante
Seitenführung standard / mit Magnet
19
Page 22

Führung des
Fahrwerkes
mit optionalen
Seitenführungen
(Fortsetzung)
Zweite
Brennerhalterung
Seitenführung mit Führungsschiene
- Führungsarm für exible Schiene (2Stk.) (1850mm)
- Magnetfuß für Führungsschiene
- Flexible Führungsschiene (1850mm)
WICHTIG! Pro Schiene sind 10 Stk. Magnetfüße notwendig.
WICHTIG! Der Betrieb mit zwei Schweißbrennern ist nur in horizontaler Position möglich.
20
Page 23

Fahrwerk vorbereiten
Haltegri
montieren
Führungsschienen
montieren
1. Haltegri mittels 2 Innensechskantschrauben M5 x 16 am Gehäuse des
Bedienpanels befestigen.
2. Schrauben mit Innensechskantschlüssel, Größe 5, festziehen.
Haltegri FDV-22 MF
Fahrwerk FDV-22 MF
1. Führungsschienen mittels Rändelschrauben M6 am Fahrwerk anbringen.
2. Rändelschrauben von Hand festziehen. Details zur Einstellung der Führungsrollen
siehe Schritt „Führungsrollen einstellen“.
21
Page 24

Bürsten
montieren
(Option)
(a)
(a)
(b)
Fahrwerk FDV-22 MF mit Bürsten
HINWEIS! Die Bürste kann wahlweise an der Vorderseite oder an der Rückseite
des Fahrwerks montiert werden.
1. Rändelschrauben M6 (a) lösen.
2. Bürstenhalter wie abgebildet, beilegen.
3. Rändelschrauben M6 (a) einfädeln und von Hand festziehen.
4. Bürste am vorderen oder hinteren Bürstenhalter mittels Schrauben M6 (b) montieren.
22
Page 25

Seitenführungen
montieren
(Option)
Alle optionalen Seitenführungen für das Fahrwerk FDV 22 werden mit den beiden Rändelschrauben M6 befestigt.
Die Seitenführungen werden an den Stirnseiten des Fahrwerkes montiert.
Seitenführung schwenkbar
Seitenführung für Kante
Seitenführung magnetisch
23
Page 26

Seitenführungen
mit Führungsschiene
montieren
(Option)
Die Seitenführungen zur Verwendung mit der Führungsschiene werden mit den beiden
Rändelschrauben M6 befestigt.
Die exible Führungsschiene wird mit Magnetfüßen befestigt. Pro Schiene (1850 mm)
sind 10 Stück Magnetfüße nötig, um einen sicheren Halt zu gewährleisten.
Die Schienenteile können auf den Magnetfüßen auf folgende Art befestigt werden:
- stumpf aneinander stoßend
- überlappend
Die Schienen mit den mitgelieferten Fixierschrauben M5x16 am Magnetblock befestigen.
M5x16
stumpfer Stoß überlappender Stoß
Auf einer 5mm starken, magnetischen Oberäche platziert,
haben die Magnetfüße folgende Haltekraft:
- bis zu einer Temperatur von 100°C (212 °F): 90 N
- ab einer Temperatur von 180°C (356°F): 54 N
24
Page 27

Zweite Brennerhalterung
montieren
(Option)
Die zweite Brennerhalterung wird an der Vorderseite des Fahrwerkes, vor dem Bedienpanel, angebracht.
1. Die rechte der beiden Rändelschrauben, sowie die Kranöse
entfernen.
2. Die Brennerhalterung mit der Aussparung (a) auf die Seitenführung
aufsetzen.
3. Mit den beiden mitgelieferten
Schrauben (b) am Fahrwerk befestigen.
4. Den Drehknopf (c) festziehen.
(c)
(b)
(b)
(a)
5. Die Rändelschraube und die
Kranöse in die beiden Bohrungen oberhalb der Fixierschrauben
schrauben.
25
Page 28

Ladegerät an
das Stromnetz
anschließen
VORSICHT! Gefahr eines Elektronikschadens am Ladegerät durch
Betreiben mit falscher Versorgungsspannung.
Das Ladegerät FDV MF ist für 230V Versorgungsspannung ausgelegt.
Ein direkter Betrieb des Ladegerätes an einem 110 / 120V Stromnetz kann
schwerwiegende Sachschäden verursachen.
- Achten Sie auf die Einhaltung der Versorgungsspannung des Ladegerätes!
- Betreiben Sie das Ladegerät nur über den AC-AC-Spannungswandler am
110 /120 V Stromnetz.
- 110 / 120V Stromnetz:
1. Netzstecker des AC-AC-Spannungswandler (a) an die 110 / 120 V Steckdose einstecken.
2. Netzstecker des Ladegerätes an den
Ausgang des AC-AC-Spannung-
swandlers (b) einstecken.
Die Signallampe GELB leuchtet auf.
(a)
Akkupack laden
(b)
AC-AC-Spannungswandler
- 230V Stromnetz:
Netzstecker des Ladegerätes an die 230V Steckdose einstecken. Die Signallampe GELB
leuchtet auf.
WICHTIG! Die Netzspannung und Frequenz müssen mit den Angaben auf dem Typenschild übereinstimmen.
1. Akkupack mit der Rippe an der unteren Aussparung (a) des Ladeschach-
tes einhängen.
WICHTIG! Die Ladezeit für den Akku-
pack beträgt 45 min. Wird ein warmer
NiMH-Akkupack (> 37°C) eingesetzt,
wird nur mit reduziertem Ladestrom
geladen. In diesem Fall beträgt die
Ladezeit für den Akkupack mit 3,0 Ah
ca. 100 Minuten.
(a)
Akkupack in Ladeschacht einhängen
26
Page 29

Akkupack laden
(Fortsetzung)
Akkupack einrasten
(b)
(c)
2. Akkupack so weit in den Ladeschacht
drücken, bis er mit der Verriegelung (b)
in die obere Aussparung einrastet. Der
Akkupack wird aufgeladen. Signallampe GRÜN blinkt während des Lade-
vorganges.
WICHTIG! Der Akkupack ist nach ei-
ner Ladezeit von 45 Minuten vollständig geladen. Die Signallampe GRÜN
wechselt auf Dauerlicht.
3. Wenn fertig geladen, Taste Akku-Ent-
riegelung (c) drücken und Akkupack
dem Ladegerät entnehmen.
Akkupack in
Fahrwerkschacht
einsetzen
(a)
Akkupack in Fahrwerkschacht einhängen
(b)
(d)
1. Akkupack mit der Rippe an der unteren Aussparung (a) des Fahrwerkschachtes einhängen.
2. Akkupack so weit in den Fahrwerkschacht drücken, bis er mit der Verriegelung (b) in die obere Aussparung
einrastet.
3. Zum Entriegeln Taste Akku-Entriege-
lung (d) drücken und Akkupack dem
Fahrwerk entnehmen.
Akkupack einrasten
27
Page 30

Führungsrollen
einstellen
5 - 10 mm
(b)
(b)
(a)(a)
Fahrtrichtung
Führungsrollen einstellen
1. Rändelschrauben (a) lösen
2. Führungsrollen (b) auf die gewünschte Länge ausfahren. Damit das Fahrwerk die
vorgewählte Richtung beibehält müssen die Führungsrollen um 5 - 10 mm versetzt
ausgefahren sein (siehe Bild).
3. Rändelschrauben (a) festziehen
Werkstück-
oberäche und
Fahrwerk auf
Sauberkeit prüfen
Fahrwerk
platzieren und
Permanentmagnet
aktivieren
Vor dem Positionieren des Fahrwerkes folgende Zustände prüfen:
- Werkstück-Oberäche muss sauber sein (kein Sand, keine Späne, ...)
- Fahrwerk-Unterplatte muss frei von Gegenständen sein, welche durch den Magneten
angezogen werden können
- Gummi-Elemente der Antriebsräder müssen unbeschädigt und frei von Spänen sein
- Führungsrollen müssen sauber, unbeschädigt und frei von Schweißspritzer sein
WARNUNG! Verletzungsgefahr bei aktiviertem Permanentmagneten
Das Platzieren des Fahrwagens bei aktiviertem Permanentmagneten kann zu
Verletzungen an den Fingern führen. Der Fahrwagen darf nur bei ausgeschal-
tetem Permanentmagneten platziert werden.
- Schalthebel in Positon „OFF“ schalten
- Fahrwerk nur am Haltegri halten, nicht an die Unterplatte
1. Fahrwerk am Werkstück platzieren.
Die seitlichen Führungsrollen müssen
am Werkstück angestellt sein.
2. Falls erforderlich, die Position der Füh-
rungsrollen korrigieren
3. Schalthebel für Permanentmagnet auf
Stellung „ON“ stellen
Permanentmagnet aktivieren
28
Page 31

Fallsicherung
anbringen
(Vertikalbetrieb)
WICHTIG! Im vertikalen Einsatz muss das Fahrwerk durch ein Lastsicherungsgerät mit
Blockierfunktion gegen Herabfallen gesichert sein. Das Lastsicherungsgerät muss für
das Gesamtgewicht des Fahrwerkes ausgelegt sein. Der Hersteller übernimmt für entstehende Personen- und Sachschäden, welche durch vertikalen Einsatz des Fahrwerkes
ohne Lastsicherungsgerät entstehen, keinerlei Haftung.
1. Karabiner des Lastsicherungsgerätes
in Sicherungsring des Fahrwerkes
einhängen
HINWEIS! Vermeiden Sie den
Aufenthalt unter dem hängenden
Fahrwerk.
Lastsicherung anbringen
2. Sicherstellen, dass das Seil permanent
auf Zug gehalten ist
Schweißbrenner
montieren und
einrichten
Seil auf Zug kontrollieren
1. Rändelschraube (a) an der Brennerhalterung lösen
2. Schweißbrenner einlegen und Rändelschraube (a) festziehen
(a)
Schweißbrenner montieren
29
Page 32

Schweißbrenner
montieren und
einrichten
(Fortsetzung)
(c)
Schweißbrenner einrichten
(d)
(a)
(b)
3. Schweißbrenner-Neigung einstellen:
- Fixierhebel (a) lösen
- Klemmblock (b) drehen und
gewünschte Neigung einstellen
- Fixierhebel (a) festziehen
4. Einstellrad an der betreenden
mechanischen Verstelleinheit (c), (d)
drehen bis die richtige Schweiß-brenner-Position erreicht ist
Fahrwerk entlasten
Um eine optimale Drahtzuführung zu erreichen ist bei der Verlegung des Schlauchpaketes folgendes zu beachten:
- Schlauchpaket nicht knicken
- Schlauchpaket immer möglichst geradlinig legen
- Schlauchpaket aufhängen (darf nicht mit dem Unterboden in Kontakt kommen),
Balancer und Schlauchpaket-Halterung verwenden (z.B. Schlauchpaket-Halterung
Universal)
Handhabung des Schlauchpaketes
(a)
Schlauchpaket xieren
1. Rändelschraube (a) an der Halteschelle lösen
2. Schlauchpaket wie abgebildet einlegen
WICHTIG! Achten Sie darauf, dass
das Schlauchpaket nicht geknickt wird,
dies kann zu Drahtförderproblemen
führen.
3. Rändelschraube (a) festziehen
HINWEIS! Beachten Sie die maximale Zuglast an der Schlauchpakethalterung (siehe Kapitel
„Technische Daten“). Diese darf
nicht überschritten werden.
30
Page 33

Inbetriebnahme
Verbindungen
und Anschlüsse
kontrollieren
Systemkomponenten
einschalten
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-
den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende
Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicherheitsvorschriften
Die nachfolgend beschriebenen Tätigkeiten und Arbeitsschritte beziehen sich auf das
fertig installierte System. Alle Verbindungen müssen hergestellt sein.Überprüfen Sie vor
der Inbetriebnahme die Verbindungen und Anschlüsse der folgenden SystemKomponenten:
- Stromquelle
- Kühlkreis
- Gasasche
- Drahtvorschub
- Schweißbrenner mit Schlauchpaket
Genaue Informationen zur Montage und Anschluss der System-Komponenten entnehmen Sie den entsprechenden Bedienungsanleitungen der System-Komponenten.
WARNUNG! Verletzungsgefahr durch verfrühtes Zünden des Lichtbogens
Der Lichtbogen kann unbeabsichtigt gezündet werden. Dies kann zu schweren Schäden an den Augen führen.
Vergewissern Sie sich vor dem Einschalten der System-Komponenten, dass
der Kippschalter „Start LINKS / STOP/ Start RECHTS“ am Bedienpanel des
Fahrwerkes in Stellung „STOP“ geschaltet ist.
Fahrwerk parameter fest legen
WICHTIG! Die Einhaltung einer Einschaltreihenfolge der System-Komponenten ist nicht
vorgegeben. Diese können in beliebiger Reihenfolge eingeschaltet werden.
Hauptschalter an folgenden System-Komponenten auf Stellung „ON - 1“ schalten:
- Steuerung Fahrwerk
- Stromquelle
- Drahtvorschub (wenn keine Versorgung über Stromquelle)
Für den Schweißablauf am Fahrwerk folgende Parameter festlegen:
- Verfahrgeschwindigkeit
- Schweiß-Segment
- Pause-Segment
- Endkraterfüllung
- Rückfüllung
- Totalweg
- Pendelparameter (Betriebsart, Verweilzeiten, Pendelgeschwindigkeit, Pendelweg)
- Endschalternocke positonieren (bei Dauerschweißung)
Detaillierte Informationen zur Eingabe der Fahrwerkparameter nden Sie im Kapitel
„Fahrwerk parametrieren“.
31
Page 34

Schweißprogramm
laden
WICHTIG! Für jedes Werkstück ist ein entsprechendes Schweißprogramm zu erstellen.
Dies enthält eine Liste mit Schweißparametern welche unter einer bestimmten Programm-Nummer (JOB Nummer) gespeichert ist. Die Programme können jederzeit wieder
geladen und bei Bedarf korrigiert werden. Die Verwaltung der Programme erfolgt über
das Bedienpanel der Stromquelle. Bei Verwendung einer analogen Stromquelle müssen
die benötigten Schweißparameter manuell an der Stromquelle eingestellt werden.
Laden Sie das entsprechende Schweißprogramm am Bedienpanel der Stromquelle.
Genauere Informationen zum Thema „Verwaltung von Schweißprogrammen“ entnehmen
Sie der Bedienungsanleitung der Stromquelle.
Testablauf
durchführen
Kontrollieren Sie durch einen Testablauf, ob alle System-Komponenten reibungslos zusammenarbeiten. Dieser erfolgt ohne Lichtbogen und ermöglicht somit die Kontrolle aller
Bewegungen während des Ablaufes.
HINWEIS! Bei arbeitendem Wagen muss der Hebel für den Permanentmagneten auf Stellung „ON“ geschaltet sein. Prüfen Sie dies vor dem Arbeits-
beginn.
1. Kippschalter Schweißen EIN / AUS in Stellung „AUS“ schalten
2. Kippschalter „Start LINKS / STOP / Start RECHTS“ in die gewünschte
Richtung drücken - Testablauf startet. Zum vorzeitigen Stoppen auf
Stellung „STOP“ (0) schalten.
WICHTIG! Lassen Sie das Gerät nie ohne Aufsicht, besonders wenn
es sich selbstständig bewegt.
3. Sichtkontrolle während des Ablaufes durchführen
4. Falls erforderlich, entsprechende Korrektur (Position Schweißbrenner,
Fahrtrichtung Fahrwerk, Verfahrgeschwindigkeit, Pendelbewegung, ...)
durchführen
starten
Starten Sie den Schweißablauf:Schweißablauf
1. Kippschalter Schweißen EIN / AUS in Stellung „EIN“ schalten
2. Kippschalter „Start LINKS / STOP / Start RECHTS“ in die gewünschte
Richtung drücken - Schweißablauf startet. Zum vorzeitigen Stoppen
auf Stellung „STOP“ (0) schalten.
WICHTIG! Lassen Sie das Gerät nie ohne Aufsicht, besonders wenn
es sich selbstständig bewegt.
WICHTIG! Wurde kein Verfahrweg deniert, so stoppt der Schweißablauf automatisch
nach Anfahren des jeweiligen Endschalters.
32
Page 35
Fahrwerk parametrieren
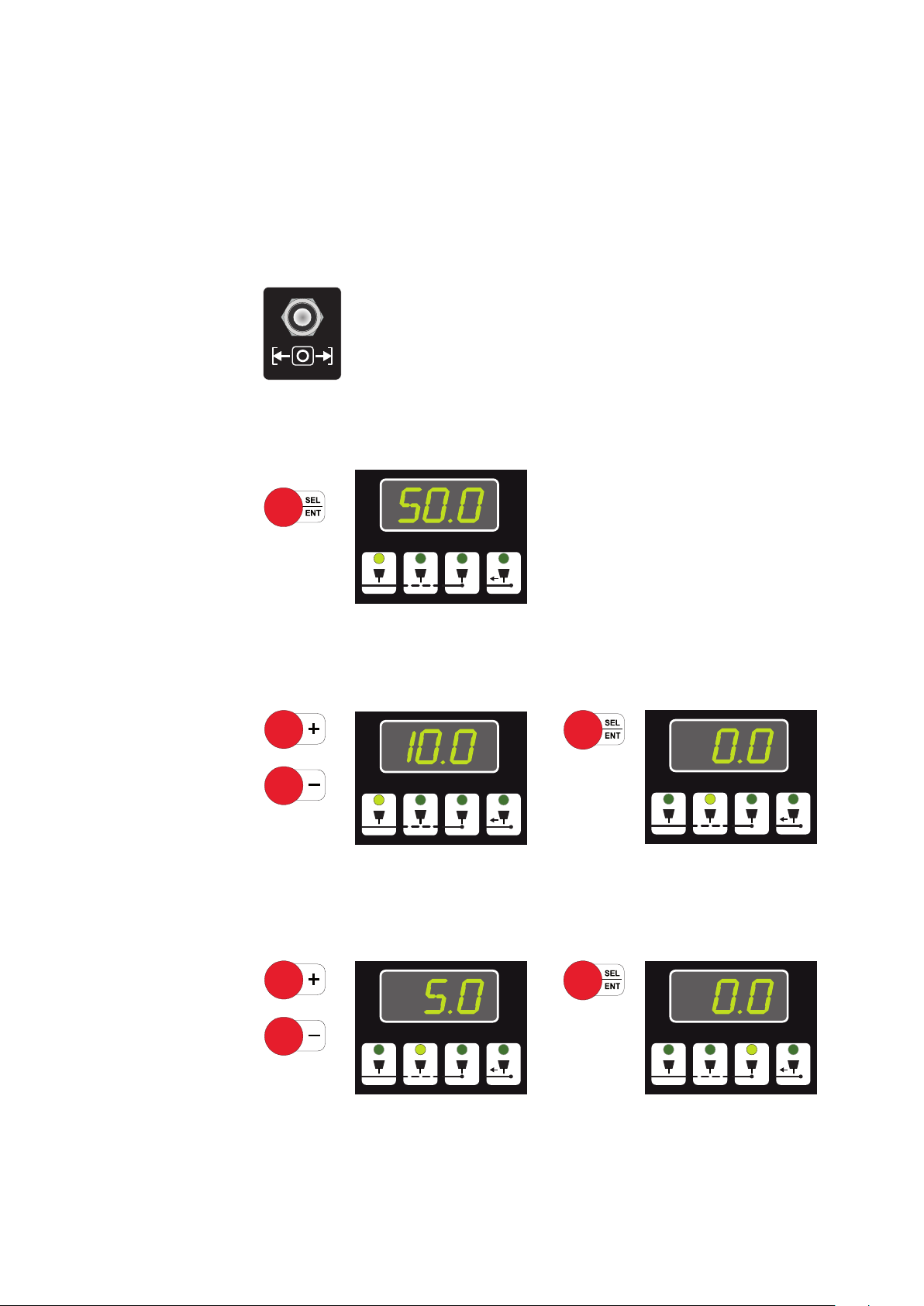
Endlos Schweißung
Bei der Endlos-Schweißung erfolgt keine Abfrage des Schweißweges. Der Schweißstopp
erfolgt durch Anfahren des vorderen oder hinteren Endschalters oder durch Betätigung
des Kippschalters (13) am Bedienpanel (Stellung „STOP“) des Fahrwerkes. Für die
Endlos-Schweißung muss das integrierte Wegmess-System deaktiviert werden. Gehen
Sie wie folgt vor:
1. Kippschalter „Start LINKS / STOP / Start RECHTS“ auf Stellung „STOP“ (0) schalten.
2. Taste „SELECT / ENTER“ 3 Sekunden drücken, Parametereingabe ist freigegeben.
Nach jedem Einstieg wird automatisch der Parameter „Schweiß-Segment“ angezeigt.
3 Sek.
3. Tasten „+ / -“ drücken und das gewünschte Schweiß-Segment einstellen (zum Beispiel „10.0 cm“). Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen.
Nächster Parameter wird angewählt.
4. Tasten „+ / -“ drücken und das gewünschte Pause-Segment einstellen (zum Beispiel
„5.0 cm“). Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster
Parameter wird angewählt.
33
Page 36

EndlosSchweißung
(Fortsetzung)
5. Tasten „+ / -“ drücken und die gewünschte Endkraterzeit einstellen (zum Beispiel
„2.5 s“). Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster
Parameter wird angewählt.
6. Tasten „+ / -“ drücken und die gewünschte Rückfüllzeit einstellen (zum Beispiel
„1.0 s“).
Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster Parame-
ter wird angewählt.
7. Tasten „+ / -“ drücken bis die Anzeige „InF“ erscheint. Diese Anzeige erscheint nach
dem Wert „999“ und vor „1“. Um diese Anzeige schneller zu erreichen Taste „+ “ oder
Taste „-“ 2 Sekunden drücken.
8. Taste „SELECT / ENTER“ drücken, alle Signallampen erlöschen. Parametereingabe
ist wieder deaktiviert und es erscheint die aktuelle Verfahrgeschwindigkeit des Fahrwerkes (zum Beispiel „60.0 cm/min“).
9. Kippschalter „Schweissen EIN / AUS“ auf Stellung „EIN“ schalten.
10. Kippschalter „Start LINKS / STOP / Start RECHTS“ in die gewünschte Stellung schalten und Schweißablauf starten. Zum vorzeitigen Stoppen auf Stellung „STOP“ (0)
schalten.
WICHTIG! Der Schweißablauf stoppt automatisch nach Anfahren des betreenden
Endschalters am Fahrwerk.
34
Page 37

Intervall Schweißung
Bei der Intervall-Schweißung kann die Distanz für das Schweiß-Segment und das
Pause-Segment separat eingestellt werden. Der Schweißstopp erfolgt nach Abfahrt des
Totalweges. Falls kein Gesamtweg deniert ist, stoppt das Fahrwerk durch Anfahren des
vorderen oder hinteren Endschalters. Für eine Intervall-Schweißung sind folgende Parameter einzustellen:
- Schweiß-Segment [cm]
- Pause-Segment [cm]
- Dauer der Endkraterfüllung [s]
- Dauer der Rückfüllung [s]
- Totalweg [cm] (wenn gewünscht)
Gehen Sie wie folgt vor:
1. Kippschalter „Start LINKS / STOP / Start RECHTS“ auf Stellung „STOP“ (0) schalten.
2. Taste „SELECT / ENTER“ 3 Sekunden drücken, Parametereingabe ist freigegeben.
Nach jedem Einstieg wird automatisch der Parameter „Schweiß-Segment“ angezeigt.
3 Sek.
3. Tasten „+ / -“ drücken und das gewünschte Schweiß-Segment einstellen (zum Beispiel „10.0 cm“). Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen.
Nächster Parameter wird angewählt.
4. Tasten „+ / -“ drücken und das gewünschte Pause-Segment einstellen (zum Beispiel
„5.0 cm“). Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster
Parameter wird angewählt.
35
Page 38

IntervallSchweißung
(Fortsetzung)
5. Tasten „+ / -“ drücken und die gewünschte Endkraterzeit einstellen (zum Beispiel
„2.5 s“). Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster
Parameter wird angewählt.
6. Tasten „+ / -“ drücken und die gewünschte Rückfüllzeit einstellen (zum Beispiel
„1.0 s“).
Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster Parame-
ter wird angewählt.
7. Tasten „+ / -“ drücken und den gewünschten Totalweg einstellen (zum Beispiel
„100 cm“). Falls kein Totalweg erforderlich die Einstellung „InF“ beibehalten.
Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Die Parametereingabe ist deaktiviert und es erscheint die aktuelle Verfahrgeschwindigkeit des
Fahrwerkes (zum Beispiel „60.0 cm / min“).
8. Kippschalter „Schweissen EIN / AUS“ auf Stellung „EIN“ schalten.
9. Kippschalter „Start LINKS / STOP / Start RECHTS“ in die gewünschte Stellung schalten und Intervall-Schweißung starten. Zum vorzeitigen Stoppen auf Stellung „STOP“
(0) schalten.
WICHTIG! Die Intervall-Schweißung stoppt automatisch nach Abfahren des einge-
stellten Totalweges oder durch Anfahren des betreenden Endschalters am Fahr-
werk.
36
Page 39

IntervallSchweißung
(Fortsetzung)
Totalweg-Programmierung: Der Totalweg kann in Segmente (Schweiß-Segmente,
Pause-Segmente) unterteilt werden. In der dargestellten Anwendung beträgt die Distanz
für das Schweiß-Segment 10 cm und für das Pause-Segment 5 cm. Damit alle benötigten Segmente für eine Schweißung abgefahren werden, muss bei der Programmierung des Totalweges immer die Summe aller Schweiß- und Pause-Segmente berücksichtigt werden. Die folgende Grak zeigt Einstellungsmöglichkeiten und deren Aus-
wirkung.
Schweißen
S1 S2 S3 S4 S5 S6 S7 S8 S9
10 cm
Pause Pause Pause Pause
5 cm 5 cm10 cm
Schweißen
Totalweg = 43 cm
Totalweg = 45 cm
Totalweg = 47 cm
Totalweg = 54 cm
Totalweg = 55 cm
Schweißen Schweißen Schweißen
End
(1)
(2)
End
End
(2)
(3)
End
(1) Einstellung 1
Totalweg z.B.: 43 cm oder 45 cm: Endet der Totalweg in einem Pause-Segment
(S6), so stoppt das Fahrwerk bereits nach Abfahrt des letzten Schweiß-Segments
(S5). Der noch ausstehende Weg für das nachfolgende Pause-Segment wird nicht
mehr abgefahren. Die Anzeige „End“ erscheint am Display des Bedienpanels.
(2) Einstellung 2
Totalweg z.B.: 47 cm oder 54 cm: Endet der Totalweg in einem Schweiß-Segment
(S7), so stoppt das Fahrwerk exakt nach Abfahrt des programmierten Totalweges.
Die Anzeige „End“ erscheint am Display des Bedien panels.
(3) Einstellung 3
Totalweg z.B.: 55 cm ... das Fahrwerk stoppt exakt nach Abfahrt des programmi-
erten Totalweges (55 cm) bzw. nach Abfahrt des letzten Schweiß-Segments (S7).
Die Anzeige „End“ erscheint am Display des Bedienpanels.
37
Page 40

Wegschweißung
Die Wegschweißung ermöglicht es, eine denierte Strecke permanent zu schweißen.
Hierfür ist es erforderlich den Totalweg einzustellen. Der Schweißablauf stoppt automatisch nach dem Abfahren dieses programmierten Totalweges.
Für eine Wegschweißung sind folgende Parameter einzustellen:
- Dauer der Endkraterfüllung [s]
- Dauer der Rückfüllung [s]
- Totalweg [cm]
Gehen Sie bei der Parametrierung wie folgt vor:
1. Kippschalter „Start LINKS / STOP / Start RECHTS“ auf Stellung „STOP“ (0) schalten.
2. Taste „SELECT / ENTER“ 3 Sekunden drücken, Parametereingabe ist freigegeben.
Nach jedem Einstieg wird automatisch der Parameter „Schweiß-Segment“ angezeigt.
Taste „SELECT / ENTER“ erneut drücken und „Pause-Segment“ anwählen.
3 Sek.
3. Taste „+ / -“ so oft drücken bis die Anzeige „Con“ am Display erscheint.
Taste „SELECT / ENTER“ drücken um die Einstellung zu übernehmen. Nächster
Parameter wird angewält:
4. Tasten „+ / -“ drücken und die gewünschte Endkraterzeit einstellen (zum Beispiel
„2.5 s“). Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster
Parameter wird angewählt.
38
Page 41

Wegschweißung
(Fortsetzung)
5. Tasten „+ / -“ drücken und die gewünschte Rückfüllzeit einstellen (zum Beispiel
„1.0 s“).
Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Nächster Parame-
ter wird angewählt.
6. Tasten „+ / -“ drücken und den gewünschten Totalweg einstellen (zum Beispiel
„900 cm“).
Taste „SELECT / ENTER“ drücken um den Wert zu übernehmen. Alle Signallampen
sind dunkel und es erscheint die aktuelle Verfahrgeschwindigkeit des Fahrwerkes
(zum Beispiel „60.0 cm / min“).
7. Kippschalter „Schweissen EIN / AUS“ auf Stellung „EIN“ schalten.
8. Kippschalter „Start LINKS / STOP / Start RECHTS“ in die gewünschte Stellung schalten und Schweißablauf starten. Zum vorzeitigen Stoppen auf Stellung „STOP“ (0)
schalten.
WICHTIG! Die Wegschweißung stoppt automatisch nach Erreichen des program-
mierten Schweißweges. Es erfolgt ebenfalls ein Schweißstopp sobald ein Endschal-
ter am Fahrwerk betätigt wird.
39
Page 42

Option Pendelung
Pendelung
einstellen
Mit Hilfe der Pendelung ist es möglich, breite Schweißnähte zu produzieren. Die Pendelparameter bestimmen das Aussehen und die Qualität der Schweißnaht. Beachten Sie
folgende Vorgangsweise:
1. Kippschalter „Start LINKS / STOP / Start RECHTS“ auf Stellung
„STOP“ (0) schalten.
2. Kippschalter „Steuerung EIN / AUS“ auf Stellung „EIN“ schalten
3. Probelauf starten. Kippschalter „Betriebsart Pendelung MANUELL /
AUS / AUTOMATIK“ auf Stellung „MANUELL“ schalten.
4. Pendelbewegung beobachten und folgende Pendelparameter einstellen:
Verweilzeit links [ s ]
Verweilzeit rechts [ s ]
Pendelweg [ mm ]
Pendel-Geschwindigkeit [ mm / min ]
5. Kippschalter „Betriebsart Pendelung MANUELL / AUS / AUTOMATIK“ auf Stellung „AUTOMATIK“ schalten. Die Pendelung startet
zeitgleich mit dem Starten des Programmablaufes.
WICHTIG! Wurde das Fahrwerk auf Intervallschweißung parametriert, so ist die Pendelbewegung nur im Schweiß-Segment aktiv.
Im Pause-Segment, während Endkraterfüllung und Rückfüllung
stoppt die Pendelung und verweilt in der Mittelposition.
6. Schweißablauf starten. Kippschalter „Start LINKS / STOP / Start
RECHTS“ in die gewünschte Stellung schalten. Zum vorzeitigen
Stoppen auf Stellung „STOP“ (0) schalten.
7. Falls erforderlich, entsprechende Korrektur (Position Schweißbrenner, Verfahr-Geschwindigkeit, Fahrtrichtung, Verfahrgeschwindigkeit, Pendelbewegung, ...) durchführen.
40
Page 43

Fehlerdiagnose, Fehlerbehebung
Allgemeines
Grundvoraussetzungen
für das
Funktionieren
des Systems
Angezeigte
Errormeldungen
Beachten Sie bei Störungen, dass die Funktion des Gesamt-Systems von vielen ZusatzKomponenten (Stromquelle, Drahtvorschub, ...) die auch als Störquellen in Frage kom-
men, abhängt.
- Verbindungen der einzelnen System-Komponenten hergestellt
- System-Komponenten mit Strom versorgt, unter Einhaltung der jeweiligen Netzspannungs-Angabe (siehe Leistungsschild)
Erscheint eine hier nicht angeführte Fehlermeldung am Display, ist der Fehler nur durch
den Servicedienst zu beheben. Notieren Sie die angezeigte Fehlermeldung sowie Seriennummer des Fahrwerkes und verständigen Sie den Servicedienst mit einer detaillierten Fehlerbeschreibung.
BAt (Blinkanzeige)
Ursache: Batteriealarm - der Akkupack wird in Kürze leer.
Behebung: Akkupack mittels Ladegerät FDV MF auaden.
Fahrwerk
Antriebsräder drehen während der Fahrt durch
Ursache: Räder verschmutzt (Öl)
Behebung: Räder reinigen
Ursache: Belastung des Wagens zu hoch (z.B. die Leitungen des Brenners ziehen
den Wagen vom Untergrund hoch)
Behebung: Leitungen entlasten (aufhängen)
Ursache: Magnetkraft zu gering: Blechstärke zu klein - diese muss mindestens 5 mm
betragen)
Magnetkraft zu gering: zu große lichte Weite (s < 6 mm) - Wagen durch
Hindernis oder Unebenheit vom Untergrund erhoben
Behebung: Schweißbedingungen ändern
Ursache: Zu kleine Magnetkraft - Magnethebel in Position „ON“
Behebung: Obere Abdeckung abnehmen und Funktionsweise des Mechanismus
prüfen.
Ursache: Magnet wirkt nicht (überhitzt - Arbeitstemperatur > 150°C)
Behebung: Magnet tauschen.
Spielraum an den Antriebsrädern
Ursache: Antriebsriemen locker.
Behebung: Antriebsriemen spannen.
41
Page 44

Fahrwerk
(Fortsetzung)
Spielraum am Brenner
Ursache: Spielräume an den Grien.
Behebung: Grie festziehen.
Ursache: Spielräume an den Führungsschienen.
Behebung: Rändelschrauben festziehen.
Anzeige leuchtet nicht
Ursache: Der Kippschalter „Steuerung EIN / AUS“ ist in Stellung „AUS“.
Behebung: Kippschalter „Steuerung EIN / AUS“ in Position „EIN“ schalten.
Ursache: Akkupack entladen.
Behebung: Akkupack mittels Ladegerät FDV MF auaden.
Ursache: Elektronikmodul - keine Versorgung.
Behebung: Verbindungen zwischen Fahrwerk-Akkuschacht und Elektronikmodul
prüfen.
Ursache: Elektronikmodul beschädigt.
Behebung: Elektronikmodul tauschen.
Anzeige leuchtet - Gerät funktioniert jedoch nicht
Ursache: Kippschalter Start LINKS / STOP / Start RECHTS bendet sich in Stellung
„STOP“.
Behebung: Kippschalter in die gewünschte Richtung schalten.
Pendelung
Ursache: Verfahr-Geschwindigkeit auf „0“ eingestellt.
Behebung: Verfahr-Geschwindigkeit einstellen.
Ursache: Fehler im Antrieb.
Behebung: Abdeckung abnehmen und Funktionsweise des Antriebes prüfen.
Stromquelle startet nicht
Ursache: Kippschalter Schweissen EIN / AUS bendet sich auf Stellung „AUS“.
Behebung: Kippschalter auf Stellung „EIN“ schalten.
Ursache: Verbindungskabel zwischen Fahrwerk und Stromquelle beschädigt.
Behebung: Verbindungskabel prüfen. Falls notwendig tauschen.
Pendelung funktioniert nicht
Ursache: Kippschalter Betriebsart Pendelung MANUELL / AUS / AUTOMATIK be-
ndet sich auf Stellung „AUS“.
Behebung: Kippschalter auf Stellung „MANUELL“ oder „AUTOMATIK“ schalten.
Ursache: Verbindungskabel zur Fahrwerk-Steuerung beschädigt.
Behebung: Verbindungskabel prüfen. Falls notwendig tauschen.
Ursache: Pendelarm blockiert.
Behebung: Kontrolle ob Pendelarm, Gestänge und Brennerhalter frei beweglich.
Pendelung oszilliert nicht, Motor hörbar
Ursache: Übersetzung beschädigt.
Behebung: Übersetzung tauschen.
42
Page 45

Wartung, Pege
Personal
Wartungsnachweis
Wartungsmaßnahmen und
-intervalle
WARNUNG! Gefahr von Personen- und Sachschäden durch fehlerhaft
durchgeführte Wartungsarbeiten.
Sämtliche Wartungsarbeiten am Fahrwerk FDV 22 MF dürfen ausschließlich
vom geschulten Fachpersonal durchgeführt werden. Die Einhaltung der
Wartungsmaßnahmen und -intervalle ist zwingend notwendig. Für Schäden
die aufgrund unzureichender oder mangelhafter Wartung entstehen, haftet der
Hersteller nicht.
Folgende organisatorische Maßnahmen sind vom Betreiber hinsichtlich der Wartung zu
treen:
- die Führung eines Service-Buches mit den nötigsten Angaben (Datum, Bediener,
ausgeführte Wartungstätigkeit)
HINWEIS! Alle Wartungstätigkeiten sind erst nach dem Entfernen des Akkupacks durchzuführen.
Pos Bauteil Maßnahme Intervall
A
Linearführungen Reinigen, Öllm kontrollieren, M
Spiel entfernen: Druckschrauben mittels
Innen-Sechskantschlüssel nachziehen
B
Gewindespindel Reinigen, Nachfetten M
C
Zahnrad/ -stange Reinigen, Nachfetten M
D
Zahnriemen Vorspannung, Risskontrolle M
E
Rollen & Schienen Reinigen, Positionskontrolle M
F
Schutzmassnahmen: Funktionskontrolle T
Endschalter
G
Lagereinheiten, Lagerböcke Nachfetten M
H
Schmiernippel Nachfetten M
I
Lüftungsönungen Reinigen W
J
Anschlusskontakte Reinigen W
K
Räder, Unterboden, Reinigen T
Führungsschienen
Empfohlene
Schmierstoe
T ... ..... Täglich
W ....... Wöchentlich
M ....... Monatlich
1/2J ... Halbjährlich
J ........ Jährlich
WICHTIG! Schmierstoe mit Festschmierstozusätzen (z.B.: MoS2, Graphit und PTFE)
sind für Führungssysteme ungeeignet.
Schmiersto DIN DIN Nummer Bemerkung
Schmierfett KP 2-K 51502 / 51825 Lithiumseifenfett
Schmieröl CLP32-100 51517 Teil 3 ISO VG 32-100
Stromleitpaste --- --- Artikelnummer:
48,0009,0157
43
Page 46

BrennerVerstelleinheit
horizontal
BrennerVerstelleinheit
vertikal
A
A
B
B
FahrwerkVorderseite
FahrwerkRückseite
A
A
K
E
K
K
F
K
K
E
K
F
K
K
44
Page 47

Fahrwerk-Antrieb
Das Ausrichten des Fahrwerkes beruht auf der Einstellung des Spieles zwischen dem
Zahnriemen und dem Antriebsrad. Bei zu großem Spiel der Antriebsräder ist der Zahnriemen festzuziehen.
Gehen Sie wie folgt vor:
1. Den Hebel des Magnetblocks auf ON stellen.
2. Die Pilzkopfschrauben M5 – 12 Stück lösen.
3. Die Unterplatte nach rechts und nach oben schieben, um Zugang zu den den Zahnriemen spannenden Rollen zu schaen.
4. Eine von den zwei die Spannrolle befestigenden Zylinderschrauben M6 x 20 (mit
einem Sechskant-Einsteckschlüssel 5) lockern und diese von unten drücken, bis die
gewünschte Spannung erreicht wird.
5. Die M5 x 20 Schraube wieder festziehen und die Oberplatte befestigen.
Ladegerät
FDV-MF
Akkupack
Die Geräte sind weitgehend wartungsfrei. Um einen störungsfreien Betrieb zu fördern,
sind folgende Hinweise zu beachten:
J
I
- Lüftungsönungen (I) sauberhalten,
damit Luftzirkulation zur Kühlung ge-
währleistet ist.
- Kurzschlussgefahr! - es ist zu beachten, dass keine Metallelemente wie
Metallspäne in das Ladegerät, in die
Befestigungshalter des Akkus oder
durch die Lüftungsönungen in das
Innere des Gerätes eindringen.
J
Ladegerät FDV MF mit Akkupack
- Ladegerät und Akkupack sind aufeinander abgestimmt. Deshalb zum Laden des
Akkupacks nur das im Lieferumfang enthaltene Ladegerät FDV MF verwenden.
- Durch die Aufbewahrung des Akkupacks im betriebsbereiten Ladegerät wird der
Akkupack durch ständige Erhaltungsladung im aufgeladenen Zustand gehalten.
- Leere Akkupacks nicht länger als 1 Monat im Ladegerät stecken lassen, wenn das
Ladegerät vom Netz getrennt ist - Gefahr der Tiefentladung!
- Ein neuer oder längere Zeit nicht gebrauchter Akkupack erreicht erst nach etwa 5
Lade- und Entladezyklen seine volle Kapazität.
- Der Akkupack muss vor dem erneuten Auaden möglichst vollständig entladen werden - wiederholter Start des Ladevorganges bei geladenem Akku verringert dessen
Lebensdauer!
- Längere Erwärmung des Akkupacks durch Sonne oder Heizung vermeiden -
Temperaturen über 45°C mindern die Lebensdauer und erhöhen die Selbstent-
ladung.
Besondere Hinweise für NiMH-Akkupacks:
- Bei Umgebungstemperatur unter 0° C oder über 45° C nimmt die Leistung von
NiMH-Akkupacks spürbar ab.
- Fahrwerk nicht überlasten (Fahrwerk nicht so stark beanspruchen, dass diese zum
Stillstand kommt).
- NiMH-Akkupacks auch bei Nichtbenutzung ca. alle 4 Monaten erneut auaden, um
deren volle Kapazität zu erhalten.
- NiMH-Akkupacks sollten nach ca. jedem 10. Ladevorgang nach der Schnellladung
noch für eine Stunde im Ladegerät verbleiben, um mögliche Kapazitätsunterschiede
zwischen den Zellen auszugleichen.
- NiMH-Akkupacks aufgrund der Selbstentladung vorzugsweise bei Umgebungstemperaturen zwischen 0° C und 25° C lagern.
45
Page 48

Entsorgung der
Komponenten
WARNUNG!
Gefahr von Umweltschäden
Falsches Demontieren und Entsorgen der einzelnen Fahrwerk-Komponenten
kann zu schweren Umweltschäden führen.
Die Entsorgung darf nur durch entsprechendes Fachpersonal durchgeführt
werden.
Es muss sichergestellt werden, dass:
- alle mechanischen und elektrotechnischen Bauteile sortenrein getrennt und fachgerecht entsorgt werden
- verbrauchte oder defekte Akkupacks über den Fachhandel, den Fronius-Kundendienst oder in öentlich vorgeschriebenen Entsorgungseinrichtungen entsorgt werden.
Die Akkupacks werden so einem geordneten Recycling zugeführt.
HINWEIS! Bei oenen Fragen zur Vernichtung / Recycling wenden Sie sich
bitte an den Hersteller!
46
Page 49

Technische Daten
Fahrwerk
FDV 22 MF
WICHTIG! In der Standardausführung ist das Fahrwerk FDV 22 MF nicht für
vorgewärmte Bauteile ab 50°C geeignet!
Versorgungsspannung Fahrwerk 14,4V / 3Ah (Akkupack)
Max. Belastbarkeit 22 kg
Zugkraft (horizontal / vertikal) 220 N / 150 N
Schweißposition PA, PB, PC, PF, PG
Min. Materialstärke 5 mm
Lichte 5 mm
Geschwindigkeit horizontal (Belastung = 85 N) 0 - 140 cm/min (+/- 2%)
Geschwindigkeit vertikal (Belastung = 85 N) 0-125 cm/min (+/- 4%)
Brennerhalter-Durchmesser 16 - 22 mm
Brennerverstellung (horizontal / vertikal) 28 mm / 28 mm
Verstellung Führungsrollen 100 mm
Eigengewicht (ohne Akkupack) 14 kg
Maximale Zuglast an Schlauchpakethalterung:
555 mm
185 mm
555 mm
185 mm
Ladegerät
FDV MF +
Akkupack
AC-AC
Spannungswandler
Versorgungsspannung Ladegerät 230V AC
Akku-Ladezeit 45 min
min. Betriebsdauer pro Akku ohne Pendelung 2 h
min. Betriebsdauer pro Akku mit Pendelung 1 h
Eingangsspannung 110-120 V AC
Ausgangsspannung 230 V AC
Netzfrequenz 50 - 60 Hz
Max. Ausgangsleistung 100 W
47
Page 50

Pendelung
FOU 30 / ML6
Max. Belastbarkeit 6 kg
Max. Drehmoment 6 Nm
Pendelverfahren winkelig, max. 11°
Pendelweg (R = 150) 1 - 30 mm
Pendelfrequenz (R = 150, Pendelweg = 10 mm) 12 - 110 (Hübe / min)
Verweilzeit 0 - 3 Sek.
Abmessungen
FDV 22 MF ohne
Pendelung
A
D
B
C
A 308 - 416 mm
B 266 mm
C 271 - 421 mm
D 52 mm
E 60 - 200 mm
E
F
G
H
I
F 398 mm
G 312 mm
H 5 mm
I 369 mm
48
Page 51

Abmessungen
FDV 22 MF mit
Pendelung
A
L
B
M
N
C
D
K
I
J
G
H
F
A 305 - 415 mm
B 112 - 162 mm
C 29 mm
D 40 mm
E 30 mm
F 271 - 421 mm
G 288 - 398 mm
H 157 mm
E
O
P
I 52 mm
J 10 mm
K 40 mm
L 60 - 200 mm
M 398 mm
N 312 mm
O 5 mm
P 369 mm
49
Page 52

Page 53

Ersatzteilliste
1
Page 54

2
Page 55

Fahrwerk FDV 22 MF Art. Nr. 8,045,368
48,0005,1182
(incl. 48,0005,1217)
(nur Stecker / plug only)
3
Page 56
48,0005,1085
48,0005,1393
48,0005,1392
Fahrwerk FDV 22 MF Art. Nr. 8,045,368
48,0005,1167
48,0005,1165
48,0005,1207
48,0005,1166
48,0005,1391
Zusätzliche Brennerhalterung Art. Nr. 48,0005,1893
Brennerhalterung für zweiten Brenner
4
Page 57

Seitenführungen
(1) Seitenführung schwenkbar (2 Stück)
Art. Nr. 48,0005,1890
1
(2) Seitenführung für Kante (2 Stück)
Art. Nr. 48,0005,1888
2
(3) Seitenführung magnetisch (2 Stück)
Art. Nr. 48,0005,1892
3
Seitenführung mit Führungsschiene:
(4) Führungsarm für Schiene, 1850 mm (2 Stück)
Art. Nr. 48,0005,1897
(5) Flexible Führungsschiene, 1850 mm
Art. Nr. 48,0005,1894
(6) Magnetfuß für Führungsschiene
5
Art. Nr. 48,0005,1895
WICHTIG! Pro Schiene sind jeweils 10 Stück Magnetfüße
notwendig.
4
6
5
Page 58

Schaltplan
6
Page 59

Konformitätserklärung
7
Page 60

FRONIUS INTERNATIONAL GMBH
TechSupport Automation
www.fronius.com
www.fronius.com/addresses
8
 Loading...
Loading...