


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
Drive EasyTwin
Manual de instruções
Atualização do sistema
PT-BR
42,0426,0194,PB 005-25052020

2

Estimado leitor
Introdução Agradecemos pela confiança depositada e o parabenizamos por ter adquirido este produ-
to de alta tecnologia da Fronius. As instruções presentes o ajudarão a se familiarizar com
o produto. A partir da leitura atenta das instruções, você conhecerá as diversas possibilidades de utilização de seu produto Fronius. Somente assim você poderá aproveitar suas
vantagens da melhor forma.
Respeite também as normas de segurança e garanta assim mais segurança no local de
utilização do produto. O cuidado no manuseio de seu produto ajuda a prolongar sua qualidade e confiabilidade por mais tempo. Estes são pressupostos fundamentais para excelentes resultados.
PT-BR
Explicação dos
avisos de segurança
PERIGO!
Marca um perigo de ameaça imediata.
► Caso não seja evitado, a consequência é a morte ou lesões graves.
ALERTA!
Marca uma possível situação perigosa.
► Caso não seja evitada, a consequência pode ser a morte e lesões graves.
CUIDADO!
Marca uma possível situação danosa.
► Caso não seja evitada, lesões leves ou menores e também danos materiais podem
ser a consequência.
AVISO!
Descreve a possibilidade de resultados de trabalho prejudicados e de danos no
equipamento.
3

4

Índice
Instalação e colocação em funcionamento................................................................................................ 7
Variante Standard e PowerLiner........................................................................................................... 7
Montar o CrashBox Drive EasyTwin no robô........................................................................................ 8
Montar o corpo da tocha de solda ........................................................................................................ 9
Fixar o jogo de mangueira das suspensões pneumáticas.................................................................... 9
Conectar o jogo de mangueira.............................................................................................................. 10
Montar a mangueira de alimentação de arame no Robacta Drive EasyTwin....................................... 10
Inserir o arame de soldagem ................................................................................................................ 11
Diretrizes de segurança ............................................................................................................................. 15
Informações gerais ............................................................................................................................... 15
Utilização prevista................................................................................................................................. 15
Condições ambientais........................................................................................................................... 16
Responsabilidades do operador ........................................................................................................... 16
Responsabilidades do pessoal ............................................................................................................. 16
Acoplamento à rede.............................................................................................................................. 16
Proteção própria e do pessoal.............................................................................................................. 17
Informações sobre os valores de emissão de ruídos ........................................................................... 17
Perigo devido a gases e vapores venenosos ....................................................................................... 17
Perigo por voo de centelhas ................................................................................................................. 18
Perigo por corrente de soldagem e de rede ......................................................................................... 18
Correntes de soldagem de fuga............................................................................................................ 20
Classificação dos aparelhos de compatibilidade eletromagnética........................................................ 20
Medidas de compatibilidade eletromagnética....................................................................................... 20
Medidas para EMF................................................................................................................................ 21
Locais de perigo especiais.................................................................................................................... 21
Exigência para o gás de proteção ........................................................................................................ 22
Perigo devido aos cilindros de gás de proteção ................................................................................... 22
Medidas de segurança no local de instalação e no transporte............................................................. 23
Medidas de segurança em operação normal........................................................................................ 24
Comissionamento, manutenção e reparo............................................................................................. 24
Revisão técnica de segurança.............................................................................................................. 25
Descarte................................................................................................................................................ 25
Sinalização de segurança..................................................................................................................... 25
Segurança de dados............................................................................................................................. 25
Direito autorais...................................................................................................................................... 25
Informações gerais .................................................................................................................................... 26
Para este manual de instruções ........................................................................................................... 26
Comparação Drive EasyTwin - TimeTwin Digital.................................................................................. 26
Vantagens Drive EasyTwin................................................................................................................... 26
Princípio de funcionamento Drive EasyTwin ........................................................................................ 27
Fonte de corrente condutora e fonte de corrente slave........................................................................ 27
Campos operacionais Drive EasyTwin ................................................................................................. 28
Dimensionamento dos robôs ................................................................................................................ 28
Estação de limpeza da tocha de solda ................................................................................................. 28
Pré-requisitos do sistema .......................................................................................................................... 29
Requisitos do sistema e equipamento mínimo do Drive EasyTwin ...................................................... 29
Pré-requisitos mecânicos do Drive EasyTwin....................................................................................... 29
Elementos de comando e conexões.......................................................................................................... 30
Elementos de comando da unidade de acionamento Drive EasyTwin................................................. 30
Aspectos da tecnologia de soldagem ........................................................................................................ 31
Gás de proteção do Drive EasyTwin .................................................................................................... 31
Fluxo de gás no Drive EasyTwin .......................................................................................................... 31
Conexão ao terra .................................................................................................................................. 31
Indutividade do circuito de soldagem L, resistência do circuito de solda r ........................................... 31
Stickout ................................................................................................................................................. 32
Ângulo de encosto da tocha de solda................................................................................................... 32
Possibilidades de combinação do arco voltaico ................................................................................... 32
PCS / Pulso................................................................................................................................................ 33
Simbologia ............................................................................................................................................ 33
Transição do material ........................................................................................................................... 33
PT-BR
5

Particularidades e vantagens................................................................................................................ 33
Possibilidades de uso, área de aplicação............................................................................................. 33
Valor de referência do parâmetro de soldagem......................................................................................... 34
Alinhamento da tocha de solda para a peça de trabalho nas soldagens de ângulo............................. 34
Alinhamento da tocha de solda para a peça de trabalho nas costuras de solda sobreposta............... 34
Área de aplicação do Drive EasyTwin - aço, diâmetro 1,2 mm - 1,0 mm............................................. 35
Possibilidades da tecnologia de soldagem........................................................................................... 35
Conservação, Manutenção e Descarte...................................................................................................... 37
Geral ..................................................................................................................................................... 37
Exemplo: Consumo de material adicional............................................................................................. 37
Antes do início da camada / Antes de cada comissionamento............................................................. 37
Tempo de queimadura do arco voltaico depois de 25 horas................................................................ 37
Tempo de queimadura do arco voltaico depois de 50 horas................................................................ 37
Descarte................................................................................................................................................ 37
Trocar a peça de desgaste ........................................................................................................................ 38
Preparação Trocar os rolos de alimentação e Trocar o bico................................................................ 38
Trocar o bico de entrada de arame....................................................................................................... 40
Trocar os rolos de alimentação............................................................................................................. 40
6

Instalação e colocação em funcionamento
PT-BR
Variante Standard
e PowerLiner
A alimentação do arame de soldagem pode ocorrer no processo Drive EasyTwin em dois
tipos diferentes.
Na variante padrão, o arame de soldagem é alimentado com o avanço de arame do barril
de direção Robacta Drive EasyTwin. A mangueira de alimentação de arame é conectada
com um suporte especial e é pendurada com o jogo de mangueira e com as suspensões
pneumáticas.
Na variante PowerLiner, o arame de soldagem é alimentado diretamente pelo barril de direção Robacta Drive EasyTwin. A mangueira PowerLiner é conectada com um velcro com
o jogo de mangueira e é pendurada com as suspensões pneumáticas.
7

Montar o
1
2
4
6
CrashBox Drive
EasyTwin no robô
1 2
3 4
3
5 6
5
8

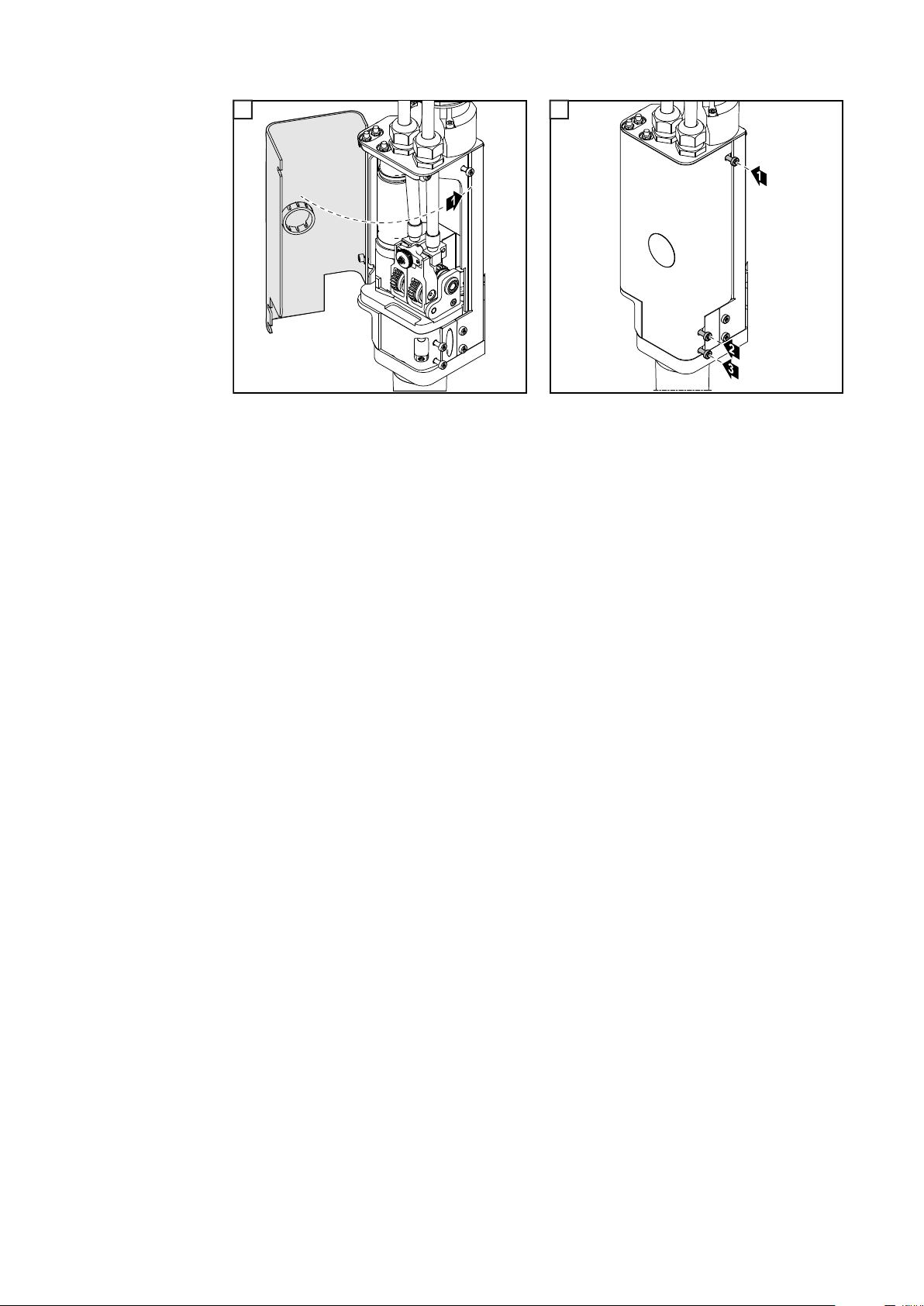
Montar o corpo
2
1
2
2
da tocha de solda
1 2
1
Possível ângulo de ajuste:
x = 5° / 25° / 45° / 65°
PT-BR
Fixar o jogo de
mangueira das
suspensões
pneumáticas
Fixar o jogo de mangueira nas suspensões pneumáticas com velcros
- no comprimento do jogo de man-
gueira de 6 m > usar pelo menos
3 suspensões pneumáticas nas
posições adequadas
Variante padrão
Fixar a mangueira de alimentação de
arame na distância de aprox. 50 cm
com o suporte (número do item:
44,0350,3952) no jogo de mangueira
Importante! 20 cm antes da unidade
Robacta Drive EasyTwin, a mangueira
de alimentação de arame precisa ser
fixada no jogo de mangueira pelo suporte.
Variante PowerLiner
Fixar o PowerLiner na distância de
aprox. 50 cm com velcros (número do
item: 42,0300,2589) no jogo de mangueira
9

Colocar na posição o PowerLiner da
3
2
5
8
2
interface do Robacta Drive EasyTwin
com velcro
Conectar o jogo
de mangueira
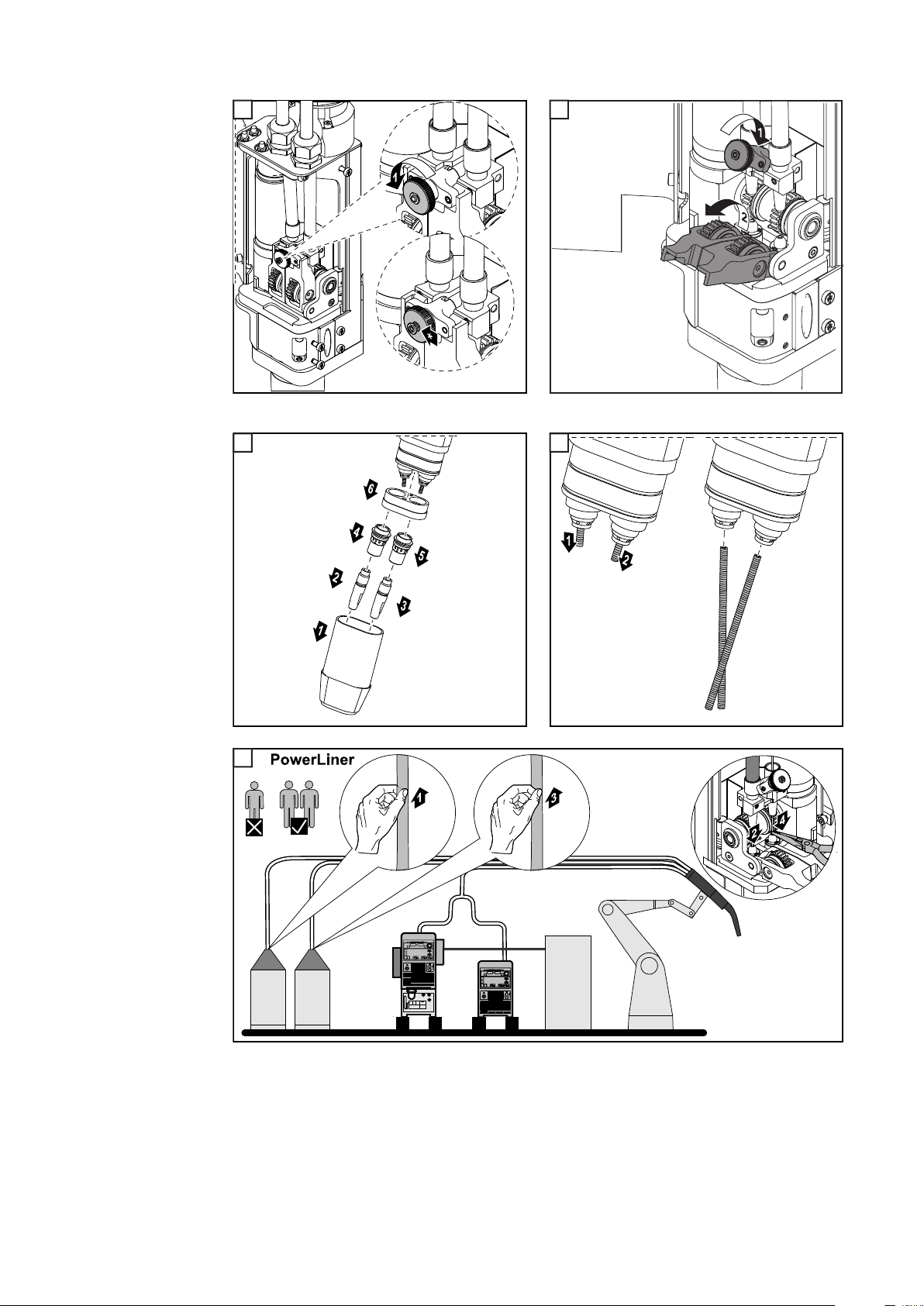
Montar a mangueira de alimentação de arame
no Robacta Drive
EasyTwin
Conectar o jogo de mangueira condutora (a tubulação de exaustão e a tubulação de
1
gás somente estão presente no jogo de mangueira condutora) na fonte de corrente
condutora (onde está montada a caixa de comando)
Conectar o cabo de energia slave (a linha de controle somente está presente no jogo
de mangueira slave) na fonte de corrente slave
Conectar a tubulação de refrigeração no dispositivo dde refrigeração
3
Conectar a tubulação de exaustão na caixa de comando
4
Conectar a tubulação de gás na caixa de comando
Conectar a linha de controle na caixa de comando
6
Conectar a tubulação Fronius Solar Net na caixa de comando e a fonte de corrente
7
slave
Conectar a tubulação de ar comprimido na caixa de comando
Conectar a alimentação de gás com a caixa de comando (min. 30 l/min)
9
A mangueira de alimentação de arame somente precisa ser montada no primeiro comissionamento.
1 2
1
10

3 4
4
2
3
A seguir, o arame de soldagem precisa ser inserido (ver seção „Inserir o arame“ na figura
3 na página 12)
PT-BR
Inserir o arame de
soldagem
AVISO!
Por motivos técnicos do processo, somente podem ser usado o fio de revestimento
interior fornecido no kit de equipamento original.
1 2
1
11
3
4
5
6
7
3
* abrir completamente
5 6
4
7
12

1
8
9
10
11
7
2 3
PT-BR
4 5
*** ajustar a pressão de contato (os 3 anéis precisam
ficar visíveis)
13
6 7
13
12
14

Diretrizes de segurança
PT-BR
Informações gerais
O aparelho é produzido de acordo com tecnologias de ponta e com os regulamentos de
segurança reconhecidos. Entretanto, no caso de operação incorreta ou mau uso, há riscos
- a vida do operador ou de terceiros,
- para o aparelho e para outros bens materiais do usuário,
- e para o trabalho eficiente com o equipamento.
Todas as pessoas contratadas para colocar o aparelho em funcionamento, operá-lo, fazer
manutenção e repará-lo devem
- ser qualificadas de forma correspondente,
- ter conhecimentos de soldagem e
- ter lido completamente este manual de instruções e cumprir com exatidão as instru-
ções.
O manual de instruções deve ser guardado permanentemente no local de utilização do
aparelho. Como complemento ao manual de instruções, os regulamentos gerais válidos,
bem como os regionais, sobre a prevenção de acidentes e proteção ao meio ambiente devem ser cumpridos.
Os avisos de segurança e perigo no aparelho
- devem ser mantidos legíveis,
- não devem ser danificados,
- retirados,
- ocultados, encobertos ou cobertos de tinta.
As posições dos avisos de segurança e perigo no aparelho devem ser observadas no ca-
pítulo "Geral" do manual de instruções do seu aparelho.
Falhas que podem afetar a segurança devem ser eliminadas antes da inicialização do
mesmo.
Trata-se da sua segurança!
Utilização previs-taO equipamento deve ser utilizado exclusivamente para trabalhos no âmbito da utilização
prevista.
O aparelho é indicado exclusivamente para o método de soldagem que consta na placa
de sinalização.
Um uso diferente ou além do indicado é considerado como não estando de acordo. O fabricante não se responsabiliza por quaisquer danos decorrentes.
Também fazem parte da utilização prevista
- a leitura completa e a observância de todos os avisos do manual de instruções
- a leitura completa e a observância de todos os avisos de segurança e perigo
- o cumprimento dos trabalhos de inspeção e manutenção.
Nunca utilizar o aparelho para as seguintes aplicações:
- Descongelamento de tubos
- Carga de baterias/acumuladores
- Partida de motores
O aparelho foi desenvolvido para a utilização na indústria e no comércio. O fabricante não
assume a responsabilidade por danos que são causados por emprego em áreas residenciais.
O fabricante também não assume qualquer responsabilidade por resultados de trabalhos
inadequados ou com falhas.
15

Condições ambientais
A operação ou o armazenamento do aparelho fora do local especificado também não são
considerados adequados. O fabricante não se responsabiliza por quaisquer danos decorrentes.
Faixa de temperatura do ar ambiente:
- na operação: -10 °C a + 40 °C (14 °F a 104 °F)
- no transporte e armazenamento: -20 °C a +55 °C (-4 °F a 131 °F)
Umidade relativa do ar:
- até 50% a 40 ? (104 °F)
- até 90 % a 20 °C (68 °F)
Ar ambiente: isento de poeira, ácidos, gases ou substâncias corrosivas etc.
Altitude acima do nível do mar: até 2000 m (6561 ft. 8.16 in.)
Responsabilidades do operador
Responsabilidades do pessoal
Acoplamento à
rede
O operador se compromete a permitir que trabalhem no aparelho apenas pessoas que
- estejam familiarizadas com as regras básicas sobre segurança no trabalho e preven-
ção de acidentes, e tenham sido treinadas para o manuseio do mesmo
- tenham lido e entendido esse manual de instruções, especialmente o capítulo „Dire-
trizes de segurança“, e tenham confirmado com uma assinatura
- tenham sido treinadas conforme as exigências para os resultados do trabalho.
O trabalho de consciência das normas de segurança do pessoal deve ser verificado em
intervalos regulares.
Todas as pessoas designadas para trabalhar no aparelho comprometem-se, antes do início dos trabalhos,
- a seguir as regras básicas sobre segurança no trabalho e prevenção de acidentes
- ler este manual de instruções e confirmar, com uma assinatura, que compreenderam
e cumprirão especialmente o capítulo „Diretrizes de segurança“.
Antes de sair do posto de trabalho, assegurar-se que, mesmo na sua ausência, não possam ocorrer danos a pessoas ou bens materiais.
Aparelhos com alta potência podem, devido à sua corrente de entrada, influenciar na qualidade de energia da rede.
16
Isso pode afetar alguns tipos de dispositivos na forma de:
- limitações de conexão
- exigências quanto à impedância máxima de rede permitida
*)
- exigências com relação à potência mínima de corrente de curto-circuito necessária
*)
respectivamente nas interfaces com a rede pública
, consulte os dados técnicos
Nesse caso, o operador ou usuário do aparelho deve certificar-se de que o aparelho possa
ser conectado, se necessário, o fornecedor de eletricidade deve ser consultado.
IMPORTANTE! Observar se há um aterramento seguro do acoplamento à rede!
*)

Proteção própria
e do pessoal
O manuseio dos equipamentos expõe o operador a diversos perigos, como:
- Faíscas, peças de metais quentes que se movimentam ao redor
- Radiação dos arcos voltaicos prejudiciais aos olhos e à pele
- Campos magnéticos prejudiciais, que apresentam risco de vida para portadores de
marca-passos
- Perigo elétrico por corrente de soldagem e de rede
- Aumento da poluição sonora
- Gases e fumaças de soldagem prejudiciais
Utilizar roupas para soldagem adequadas no manuseio do equipamento. As roupas para
soldagem devem apresentar as seguintes propriedades:
- Pouca inflamabilidade
- Isolantes e secas
- Que cubram todo o corpo, não danificadas e em boas condições
- Capacete de proteção
- Calças sem barras dobradas
A roupa para soldagem inclui, entre outros:
- Proteger os olhos e o rosto com uma placa protetora, com elemento de filtro apropriado contra raios UV, calor e faíscas.
- Por baixo do disco protetor, utilizar óculos de proteção normatizados com proteção
lateral.
- Usar sapatos firmes que, mesmo quando úmidos, sejam isolantes.
- Proteger as mãos com luvas apropriadas (isolamento elétrico e proteção contra calor).
- Para diminuir a poluição sonora e para proteger contra lesões, utilizar um protetor auricular.
PT-BR
Informações sobre os valores de
emissão de ruídos
Perigo devido a
gases e vapores
venenosos
Manter afastadas pessoas e, principalmente, crianças durante a operação dos aparelhos
e o processo de soldagem. Se ainda assim houver pessoas nas proximidades:
- Informá-las sobre todos os riscos (risco de ofuscamento por arco voltaico, risco de lesão por movimentação de faíscas, fumaça de soldagem prejudicial à saúde, poluição
sonora, possível perigo por corrente elétrica ou de soldagem,...),
- Disponibilizar meios de proteção apropriados, ou
- Instalar barreiras de proteção e cortinas apropriadas.
O aparelho produz uma potência acústica máxima de <80dB(A) (ref. 1pW) em ponto morto, assim como na fase de resfriamento, após a operação, de acordo com o ponto operacional máximo permitido com carga normal, conforme EN 60974-1.
Não é possível fornecer um valor de emissão referente ao local de trabalho no caso de
soldagem (e corte), pois este está sujeito ao método de soldagem e às condições do ambiente. O valor depende de diferentes parâmetros, como o método de soldagem (soldagem MIG/MAG ou TIG), o tipo de corrente adotada (corrente contínua, corrente alternada),
a faixa de potência, o tipo de material a soldar, o comportamento de ressonância da peça
de trabalho, as condições do local de trabalho, entre outros.
A fumaça gerada durante a soldagem contém gases e vapores prejudiciais à saúde.
A fumaça de soldagem contém substâncias que, segundo a monografia 118 da Internatio-
nal Agency for Research on Cancer, podem causar câncer.
Utilizar exaustão pontual e exaustão do ambiente.
Se possível, utilizar a tocha de solda com dispositivo de exaustão integrado.
Manter a cabeça longe da fumaça de soldagem e dos gases.
17
Em relação às fumaças geradas e aos gases prejudiciais,
- não inalar
- aspirar da área de trabalho utilizando os meios apropriados.
Providenciar uma alimentação suficiente de ar fresco. Certifique-se de que sempre seja
fornecida uma taxa de ventilação de no mínimo 20 m³/h.
Em caso de ventilação insuficiente, utilizar um capacete de soldagem com alimentação de
ar.
Caso haja dúvidas de que a sucção seja suficiente, comparar os valores de emissão de
poluentes com os valores limite permitidos.
Os seguintes componentes são, entre outros, responsáveis pelo grau de nocividade da fumaça de soldagem:
- metais utilizados na peça de trabalho
- Eletrodos
- Revestimentos
- produtos de limpeza desengraxantes e similares
- Processo de soldagem utilizado
Por isso é necessário considerar as folhas de dados de segurança do material e as informações do fabricante para os componentes mencionados.
Recomendações para os cenários de exposição, medidas de gerenciamento de risco e de
identificação de condições de trabalho podem ser encontradas no site da European Welding Association na área Health & Safety (https://european-welding.org).
Perigo por voo de
centelhas
Manter vapores inflamáveis (por exemplo, vapores de solventes) longe da área de irradiação do arco voltaico.
Quando não se estiver soldando, fechar a válvula do cilindro do gás de proteção ou a alimentação de gás principal.
O voo de centelhas pode causar incêndios e explosões.
Nunca soldar perto de materiais inflamáveis.
Materiais combustíveis devem estar a uma distância mínima de 11 metros (36 ft. 1.07 in.)
do arco voltaico ou protegidos com coberturas verificadas.
Deixar à disposição um extintor de incêndio apropriado e testado.
Centelhas e peças metálicas quentes também podem passar por pequenas fendas e aber-
turas para os ambientes adjacentes. Providenciar as respectivas medidas para, apesar
disso, não existir perigo de lesão e de incêndio.
Não soldar em áreas com perigo de incêndio e explosão e em tanques, barris ou tubos
conectados quando estes não tiverem sido preparados conforme as normas nacionais e
internacionais correspondentes.
Não se deve soldar em tanques onde foram/estão armazenadas bases, combustíveis, óleos minerais e similares. Há risco de explosão por causa dos resíduos.
Perigo por corrente de soldagem e de rede
18
Choques elétricos oferecem risco de vida e podem ser fatais.
Não tocar em peças sob tensão elétrica dentro e fora do aparelho.
Nas soldas MIG/MAG e TIG, o arame de soldagem, a bobina de arame, os rolos de ali-
mentação e as peças de metal que ficam em contato com o arame de soldagem são condutores de tensão.

Sempre colocar o avanço de arame sobre um piso suficientemente isolado ou utilizar um
alojamento do alimentador de arame isolante apropriado.
Para proteção adequada de si mesmo e de outras pessoas contra o potencial de terra ou
de massa, providenciar um suporte isolante seco ou uma cobertura. O suporte ou a cobertura devem cobrir completamente o espaço entre o corpo e o potencial de terra ou de massa.
Todos os cabos e condutores devem estar fixos, intactos, isolados e ter as dimensões
adequadas. Substituir imediatamente conexões soltas, cabos e condutores chamuscados,
danificados ou subdimensionados.
Antes de cada utilização, verificar as ligações de corrente elétrica quanto ao assentamento correto e fixo.
No caso de alimentação com baioneta, girar o cabo em no mínimo 180° em torno do eixo
longitudinal e pré-tensionar.
Não enrolar cabos ou condutores no corpo ou em partes dele.
Os eletrodos (eletrodos revestidos, eletrodos de tungstênio, arames de soldagem etc.)
- jamais devem ser mergulhados em líquidos para resfriarem
- nunca devem ser tocados com a fonte de solda ligada.
Entre os eletrodos de dois sistemas de soldagem, pode haver, por exemplo, o dobro da
tensão de funcionamento em vazio de um sistema de soldagem. Em algumas situações,
pode haver risco de vida ao tocar simultaneamente os potenciais de ambos os eletrodos.
Um eletricista deve verificar regularmente as alimentações da rede elétrica e do aparelho
quanto à capacidade de funcionamento do fio terra.
PT-BR
Os dispositivos da classe de proteção I precisam de uma rede elétrica com um fio terra e
um sistema de tomada com um contato do fio terra para a operação correta.
O funcionamento do aparelho em uma rede elétrica sem fio terra e um soquete sem contato do fio terra somente é permitido se forem cumpridas todas as normas nacionais de
separação de proteção.
Caso contrário, isso é considerado uma negligência grave. O fabricante não se responsabiliza por quaisquer danos decorrentes.
Caso necessário, providenciar, por meios adequados, um aterramento suficiente da peça
de trabalho.
Desligar os aparelhos não utilizados.
Em trabalhos em alturas maiores, utilizar cintos de segurança como proteção contra que-
da.
Antes de trabalhos no aparelho, desligar o aparelho e retirar o cabo de alimentação.
Proteger o aparelho por uma placa de aviso claramente legível e compreensível contra os
cabos de alimentação de rede e religamento.
Após a abertura do aparelho:
- descarregar todos os componentes que armazenam cargas elétricas
- certificar-se de que todos os componentes do aparelho estão desenergizados.
Caso sejam necessários trabalhos em peças condutoras de tensão, chamar uma segunda
pessoa que possa desligar na hora certa o interruptor principal.
19

Correntes de soldagem de fuga
Se as instruções abaixo não forem seguidas, é possível que ocorra a formação de correntes de soldagem de fuga, que podem causar o seguinte:
- perigo de incêndio
- superaquecimento de componentes interligados com a peça de trabalho
- destruição de condutores de proteção
- destruição do aparelho e outras instalações elétricas
cuidar para que a braçadeira da peça esteja firmemente presa a ela.
Prender a braçadeira da peça o mais próximo possível do ponto a ser soldado.
Monte o equipamento com isolamento suficiente no que diz respeito ao ambiente de con-
dutibilidade elétrica: Isolamento de pisos condutores ou isolamento de estruturas condutoras.
Ao utilizar distribuidores de corrente, receptores duplos etc., observar o seguinte: o eletrodo da tocha de solda/do porta-eletrodo não utilizado também é condutor de potencial. Observe se o suporte da tocha de solda/do porta-eletrodo não utilizado tem isolamento
suficiente.
No caso de aplicações automáticas MIG/MAG, conduzir o eletrodo de arame para o avanço de arame apenas se ele estiver isolado por um barril de arame de soldagem, bobina
grande ou bobina de arame.
Classificação dos
aparelhos de
compatibilidade
eletromagnética
Medidas de compatibilidade eletromagnética
Aparelhos da Categoria de Emissão A:
- são indicados para uso apenas em regiões industriais
- em outras áreas, podem causar falhas nos cabos condutores de energia elétrica e irradiação.
Aparelhos da Categoria de Emissão B:
- atendem aos requisitos de emissão para regiões residenciais e industriais. Isto também é válido para áreas residenciais onde a alimentação de energia elétrica seja feita
por uma rede de baixa tensão pública.
Classificação dos aparelhos de compatibilidade eletromagnética conforme a placa de
identificação e os dados técnicos.
Em casos especiais, apesar da observância aos valores limite de emissão autorizados,
pode haver influências na região de aplicação prevista (por exemplo, quando aparelhos
sensíveis se encontram no local de instalação ou se o local de instalação estiver próximo
a receptores de rádio ou de televisão).
Nesse caso, o operador é responsável por tomar as medidas adequadas para eliminar o
problema.
A imunidade eletromagnética das instalações nas proximidades do equipamento deve ser
testada e avaliada de acordo com as determinações nacionais e internacionais. Exemplos
de equipamentos sujeitos a falhas que possam ser influenciados pelo aparelho:
- dispositivos de segurança
- condutores da rede elétrica, sinalização e transmissão de dados
- instalações de EDP e de telecomunicação
- dispositivos para medir e calibrar
20

Medidas auxiliares para evitar problemas de compatibilidade eletromagnética:
1. Alimentação de energia elétrica
- Se forem encontradas interferências eletromagnéticas apesar de um acoplamen-
to à rede, tomar medidas adicionais (por exemplo: utilizar filtros de rede adequados).
2. Condutores de soldagem
- deixar o mais curto possível
- instalar bem próximos (também para evitar problemas EMP)
- instalar longe de outros cabos
3. Equalização potencial
4. Aterramento da peça de trabalho
- Se necessário, executar a conexão à terra através de capacitores adequados.
5. se necessário, proteger
- Blindagem de outras instalações no ambiente
- Blindagem de toda a instalação de soldagem
PT-BR
Medidas para
EMF
Locais de perigo
especiais
Campos eletromagnéticos podem causar danos à saúde que ainda são desconhecidos:
- Efeitos nocivos para pessoas nas proximidades, por exemplo, usuários de marcapassos e aparelhos de surdez
- Usuários de marca-passo devem consultar seu médico antes de permanecer próximo
ao aparelho e ao processo de soldagem
- Manter a maior distância possível entre os cabos de soldagem e a cabeça/ tronco do
soldador por razões de segurança
- Não carregar cabos de soldagem e jogos de mangueira nos ombros e não enrolá-los
sobre o corpo e membros
Manter mãos, cabelos, peças de roupa e ferramentas afastados das peças móveis, por
exemplo:
- ventiladores
- engrenagens
- Funções
- eixos
- Bobinas de arame e arames de soldagem
Não tocar nas engrenagens em rotação do acionamento do arame ou em peças do acionador em rotação.
Coberturas e peças laterais somente podem ser abertas/retiradas durante a execução de
trabalhos de manutenção e reparo.
Durante a operação
- Certificar-se de que todas as coberturas estão fechadas e todas as peças laterais estão montadas corretamente.
- Fechar todas as coberturas e peças laterais.
A saída do arame de soldagem da tocha de solda apresenta um alto risco de ferimento
(perfuração das mãos, ferimento no rosto e nos olhos etc.).
Por isso, mantenha a tocha sempre longe do corpo (aparelhos com avanço de arame) e
utilize óculos de proteção adequados.
Não tocar na peça de trabalho durante e depois da soldagem - perigo de queimadura.
Peças de produção em resfriamento podem espirrar escórias. Por essa razão, também no
retrabalho de peças de trabalho, utilizar os equipamentos de proteção normatizados e providenciar uma proteção suficiente para outras pessoas.
Deixar esfriar a tocha de solda e outros componentes do equipamento com alta temperatura de operação antes de trabalhar com eles.
21

Em ambientes com perigo de fogo e explosão existem normas especiais
– conforme as determinações nacionais e internacionais.
Fontes de solda para trabalhos em locais com alta exposição elétrica (por exemplo, caldeira) devem ser identificadas com o sinal (Safety). A fonte de solda, no entanto, não deve
ficar nesses locais.
Perigo de escaldamento por vazamento de agente refrigerador. Antes de separar as conexões para a saída ou retorno do refrigerador, desligar o dispositivo de refrigeração.
Ao manusear o refrigerador, seguir as instruções da folha de dados de segurança do refrigerador. A folha de dados de segurança do refrigerador pode ser obtida com a sua assistência técnica ou na página da web do fabricante.
Para o transporte de equipamentos por guindaste, utilizar somente equipamento de suspensão de carga adequado do fabricante.
- Pendurar correntes ou cordas em todos os locais previstos do equipamento de suspensão de carga apropriado.
- Correntes ou cordas devem ter o menor ângulo possível na vertical.
- Remover cilindros de gás e o alimentador de arame (aparelhos MIG/MAG e TIG).
No levantamento por guindaste do alimentador durante a soldagem, utilizar sempre um levantador de avanço de arame apropriado e isolado (aparelhos MIG/MAG e TIG).
Se o aparelho for equipado com uma alça ou um cabo de transporte, estes servem exclusivamente para o transporte com as mãos. Para um transporte por guindaste, empilhadeira com forquilha ou outras ferramentas mecânicas de elevação, a alça de transporte não
é indicada.
Exigência para o
gás de proteção
Todos os meios de elevação (cintos, fivelas, correntes etc.) que são utilizados junto com
o aparelho ou junto com os seus componentes devem ser verificados regularmente (por
exemplo, quanto a danos mecânicos, corrosão ou alterações causadas por outras influências ambientais).
O intervalo e o escopo de verificação devem corresponder pelo menos às normas e diretrizes nacionais atualmente válidas.
Perigo de vazamento imperceptível de gás de proteção, sem cor e inodoro, na utilização
de um adaptador para a conexão de gás de proteção. Antes da montagem, vedar a rosca
do adaptador na lateral do aparelho, para a conexão de gás de proteção, com uma faixa
de Teflon apropriada.
Principalmente em tubulações circulares, gás de proteção contaminado pode provocar danos ao equipamento e uma redução na qualidade da soldagem.
As seguintes especificações devem ser respeitadas em relação à qualidade do gás de
proteção:
- Tamanho de partícula sólida < 40 µm
- Ponto de condensação de pressão < -20 °C
- Conteúdo máx. de óleo < 25 mg/m³
Se necessário, utilizar filtros!
Perigo devido aos
cilindros de gás
de proteção
22
Cilindros de gás de proteção contêm gás sob pressão e podem explodir ao serem danificados. Os cilindros de gás de proteção são parte integrante do equipamento de soldagem
e devem ser manuseados com muito cuidado.
Proteger os cilindros de gás de proteção com gás comprimido contra calor, impactos mecânicos, escórias, chamas, emissões ou arcos voltaicos.
Instalar os cilindros de gás de proteção em posição vertical e fixá-los de acordo com a instrução, para que não possam cair.

Manter os cilindros de gás de proteção afastados de circuitos de soldagem e outros circuitos elétricos.
Medidas de segurança no local de
instalação e no
transporte
Nunca pendurar uma tocha de solda em um cilindro de gás de proteção.
Nunca tocar um cilindro de gás de proteção com um eletrodo.
Perigo de explosão - nunca realizar a soldagem em um cilindro de gás de proteção pres-
surizado.
Sempre utilizar cilindros de gás de proteção adequados para a respectiva aplicação, bem
como acessórios apropriados correspondentes (regulador, mangueiras e ajustes etc.). Utilizar apenas cilindros de gás de proteção e acessórios em boas condições.
Se uma válvula de um cilindro de gás de proteção for aberta, desviar o rosto da descarga.
Quando não se estiver soldando, fechar a válvula do cilindro de gás de proteção.
Em um cilindro de gás de proteção não conectado, manter a capa na válvula do cilindro
de gás de proteção.
Seguir as informações do fabricante e as correspondentes determinações nacionais e internacionais para cilindros de gás de proteção e acessórios.
Um aparelho em queda pode colocar a vida em risco! Colocar o dispositivo sobre um piso
plano e firme, de forma estável
- É permitido um ângulo de inclinação máximo de 10°.
Em ambientes com perigo de fogo e explosão, são aplicadas normas especiais
- devem ser seguidas as respectivas normas nacionais e internacionais.
PT-BR
Por meio de controles e instruções internos, garantir que o ambiente do posto de trabalho
esteja sempre limpo e arrumado.
Instalar e operar o aparelho somente de acordo com o grau de proteção indicado na placa
de identificação.
Ao posicionar o dispositivo, garantir uma distância em volta de 0,5 m (1 ft. 7.69 in.), para
que o ar frio possa entrar e sair sem impedimento.
No transporte do aparelho, atentar para que as diretrizes e as normas aplicáveis de prevenção de acidentes, nacionais e regionais, sejam cumpridas. Isso vale especialmente
para as diretrizes referentes a perigos no transporte e movimento.
Não erguer ou transportar nenhum dispositivo ativo. Desligar o dispositivo antes do transporte ou do erguimento!
Antes de cada transporte do dispositivo, esvaziar completamente refrigerador e desmontar os seguintes componentes:
- Velocidade do arame
- Bobina de arame
- Cilindro do gás de proteção
Antes do comissionamento, após o transporte, é necessário executar uma inspeção visual
do aparelho para verificar danos. Possíveis danos devem ser reparados por um técnico
de serviço treinado antes do comissionamento.
23

Medidas de segurança em operação normal
Operar o equipamento apenas quando todos os dispositivos de segurança estiverem completamente funcionais. Caso os dispositivos de segurança não estejam completamente
funcionais, haverá perigo para
- a vida do operador ou de terceiros,
- para o aparelho e para outros bens materiais do operador,
- e para o trabalho eficiente com o equipamento.
Antes de ligar o aparelho, reparar os dispositivos de segurança que não estejam funcionando completamente.
Nunca descartar o uso de dispositivos de segurança ou colocá-los fora de operação.
Antes de ligar o equipamento, certificar-se de que ninguém possa ser exposto a perigos.
Verificar o aparelho, pelo menos uma vez por semana, com relação a danos externos vi-
síveis e à capacidade de funcionamento dos dispositivos de segurança.
Sempre prender bem os cilindros de gás de proteção e retirá-los antes do transporte por
guindaste.
Somente o agente refrigerador original do fabricante é indicado para nossos equipamentos, em virtude das suas propriedades (condutibilidade elétrica, anticongelante, compatibilidade do material, combustibilidade etc.).
Utilizar somente o agente refrigerador original do fabricante.
Não misturar o agente refrigerador original do fabricante com outros agentes refrigerado-
res.
Comissionamento, manutenção e
reparo
Conectar somente componentes do sistema do fabricante no circuito do dispositivo do refrigerador.
Caso ocorram danos devido ao uso de outros componentes do sistema ou de outros agentes refrigeradores, o fabricante não se responsabilizará e todos os direitos de garantia expirarão.
Cooling Liquid FCL 10/20 não é inflamável. O agente refrigerador à base de etanol, sob
determinadas circunstâncias, é inflamável. O agente refrigerador deve ser transportado
apenas em embalagens originais fechadas e mantido longe de fontes de ignição
Descartar adequadamente o agente refrigerador no fim da vida útil, de acordo com as normas nacionais e internacionais. A folha de dados de segurança do refrigerador pode ser
obtida com a sua assistência técnica ou na página da web do fabricante.
No equipamento frio, verificar o nível do agente refrigerador antes de cada início de soldagem.
Em peças adquiridas de terceiros, não há garantia de construção e fabricação conforme
as exigências de carga e segurança.
- Somente utilizar peças de desgaste e de reposição originais (válido também para peças padrão).
- Não executar alterações, modificações e adições de peças no aparelho sem autorização do fabricante.
- Componentes em estado imperfeito devem ser substituídos imediatamente.
- Na encomenda, indicar a denominação exata e o número da peça conforme a lista de
peça de reposição e também o número de série do seu aparelho.
24
Os parafusos da carcaça constituem a conexão do fio terra com o aterramento das peças
da carcaça.
Sempre utilizar parafusos originais da carcaça na quantidade correspondente e com o torque indicado.

Revisão técnica
de segurança
Descarte Não jogue este aparelho no lixo doméstico! Conforme a Diretriz Europeia sobre equipa-
O fabricante recomenda executar pelo menos a cada 12 meses uma revisão técnica de
segurança no aparelho.
Durante o mesmo intervalo de 12 meses, o fabricante recomenda uma calibração das fontes de solda.
Recomenda-se uma revisão técnica de segurança por um eletricista autorizado
- após alteração,
- após montagens ou adaptações
- após reparo, conservação e manutenção
- pelo menos a cada doze meses.
Para a revisão técnica de segurança, seguir as respectivas normas e diretrizes nacionais
e internacionais.
Informações mais detalhadas sobre a revisão técnica de segurança e a calibração podem
ser obtidas em sua assistência técnica. Esta pode disponibilizar os documentos necessários mediante sua solicitação.
mentos elétricos e eletrônicos antigos e sua conversão no direito nacional, as ferramentas
elétricas usadas devem ser coletadas separadamente e enviadas para reciclagem, sem
prejudicar o meio ambiente. Certifique-se de que o seu aparelho usado será devolvido ao
revendedor ou procure informações sobre um sistema local de coleta e/ou de descarte autorizado. Ignorar esta diretriz da UE pode causar potenciais efeitos para o meio-ambiente
e para sua saúde!
PT-BR
Sinalização de segurança
Segurança de dados
Direito autorais Os direitos autorais deste manual de instruções permanecem com o fabricante.
Aparelhos com a indicação CE cumprem as exigências básicas da diretriz de compatibilidade de baixa tensão e eletromagnética (por exemplo, normas de produto relevantes da
série de normas EN 60 974).
A Fronius International GmbH declara que o aparelho corresponde às normas da diretiva
2014/53/UE. O texto completo da Declaração de conformidade UE está disponível em: http://www.fronius.com
Aparelhos marcados com o símbolo de verificação CSA cumprem as exigências das normas relevantes para o Canadá e os EUA.
O usuário é responsável por proteger os dados contra alterações dos ajustes da fábrica.
O fabricante não se responsabiliza por configurações pessoais perdidas.
O texto e as imagens estão de acordo com o padrão técnico no momento da impressão.
Sujeito a alterações. O conteúdo do manual de instruções não dá qualquer direito ao comprador. Agradecemos pelas sugestões de aprimoramentos e pelos avisos sobre erros no
manual de instruções.
25

Informações gerais
Para este manual
de instruções
Comparação Drive EasyTwin - TimeTwin Digital
Neste manual de instruções, está descrito o processo „Drive EasyTwin“.
Normalmente, divide-se entre a instrução DVS 0909 - Parte 1
- Solda de fio duplo: Soldagem de dois eletrodos de arame com potencial de soldagem
conjunta
- Soldagem tandem (Fronius: TimeTwin Digital): Soldagem de dois eletrodos de arame
com potencial de soldagem separada
Time Twin Digital Drive EasyTwin
Potencial de soldagem separado separado
Arco voltaico seletivo ajustável sim sim
Comprimento do arco voltaico seletivo
ajustável
Sopro no arco voltaico de impulso curta curta
Formação de respingos curta curta
Combinação do arco voltaico pulso/pulso possível possível
Combinação do arco voltaico pulso/padrão possível possível
Combinação do arco voltaico padrão/pulso possível possível
Combinação do arco voltaico padrão/pa-
drão
Velocidade do arame ajustável separada-
mente
sim sim
possível *) possível *)
sim não
Vantagens Drive
EasyTwin
*) não é recomendada
- Por causa do acionamento Frontpull, não existe deslizamento no jogo de mangueira,
isso resulta em um arco voltaico mais estável
- Menos peças de desgaste - menos esforço de manutenção
- Até o tubo curvado, é um sistema completo sem conexões
- Estrutura mais simples - tamanho menor do robô necessário
- Adequação sem problemas da característica das fontes de solda no material de base
e adicional e também no gás de proteção
- Pequeno banho de solda por causa de um arco voltaico mais curto - isso resulta em
uma alta velocidade de corte
- Funcionamento misto possível (por exemplo: arco voltaico de impulso/ arco voltaico
padrão)
- Comando fácil com base na mesma navegação do menu que o TransPuls Synergic
4000/5000
26

Princípio de fun-
(1)
(3)
(3)
(4) (4)
(1)
(2)
cionamento Drive EasyTwin
- Dois eletrodos de arame são soldados em um banho de solda debaixo de uma atmosfera de gás inerte.
- A alimentação de arame é realizada através de um acionamento Frontpull combinado.
- O acionamento Frontpull é comandado por uma unidade de comando.
- Os dois eletrodos de arame são unidos na tocha de solda de modo que os dois possuam potenciais independentes de soldagem.
- O processo Drive EasyTwin somente funciona com o uso do material adicional
de barris.
PT-BR
(1) Mangueira de alimentação de arame 1 e 2
(2) Barril de arame 1 e 2
(3) Fonte de solda 1 e 2
(4) Potencial de soldagem separado
Fonte de corrente
condutora e fonte
de corrente slave
As duas fontes de solda são descritas no processo „Drive EasyTwin“ como fonte de corrente condutora (= condução) e fonte de corrente slave (= slave).
- A direção de solda é definida pelo pareamento de arame
- Na direção de soldagem pode ser visto o eletrodo de arame dianteiro da fonte de corrente condutora.
27

Campos operacionais Drive
EasyTwin
Drive EasyTwin é usado somente na utilização automatizada, por exemplo:
- Na manufatura para costura longitudinal e perfis
- Na construção de barcos para soldagens de ângulo e perfis
- Na indústria automobilística para costura de solda sobreposta e soldagem de folgas
- Na construção de caixas de bateria para costuras de topo, costuras longitudinais, costuras de solda sobreposta e soldas circunferenciais
- Nas instalações para soldagens de ângulo, V e X
- Nos aparelhos de elevação para solda de canto
- Nas máquinas de movimentação de terra e fabricação de máquinas especiais para
soldagens de ângulo e HV
- No revestimento de soldagem
Dimensionamento dos robôs
Estação de limpeza da tocha de
solda
No dimensionamento dos robôs, atentar os seguintes pontos:
- O alojamento da tocha no robô precisa ser colocado de forma estável. Uma tocha de
solda Drive EasyTwin com CrashBox tem ??? kg.
- A transferência dos jogos de mangueira-robô e mangueira de alimentação de arame
deve ser realizada através do balanço na célula do robô.
Para um processo ideal do Drive automatizado do processo de soldagem Drive EasyTwin,
é recomendada uma estação de limpeza da tocha de solda, por exemplo:
Robacta Reamer Twin
Limpeza da tocha de solda mecânica, aplicável para toda matéria prima básica como aço,
alumínio, aços CrNi, cobre e etc.
Robacta TC 1000 Twin ou Robacta TC 2000 Twin
Limpeza da tocha de solda eletromagnética da matéria prima básica ferromagnética.
28

Pré-requisitos do sistema
Requisitos do sistema e equipamento mínimo do
Drive EasyTwin
gas line /
blow out line
control line
PT-BR
Tocha de solda:
1 x Robacta Twin Compact PB ED
Jogo de mangueira da tocha:
1 x Robacta Drive EasyTwin W/FB
Fontes de solda:
2 x TransPuls Synergic 5000 (+ variantes)
Pré-requisitos
mecânicos do
Drive EasyTwin
1 x unidade de comando
Dispositivo de refrigeração:
1 x FK 4000-R FC
LEADING TRAILING
Para um processo estável e reproduzível „Drive EasyTwin“, os seguintes pré-requisitos
precisam ser atendidos:
- Condução precisa da tocha de solda do robô ou máquinas de propósito único (por
exemplo, carrinho comprido)
- Preparação da solda exata
- Baixas tolerâncias de componentes
- Sistemas de condução de arame com pequeno desvio
- Dependendo do sistema, não é necessário nenhum avanço de arame no 3. eixo
29

Elementos de comando e conexões
(3)
(1) (2)
Elementos de comando da unidade de
acionamento Drive EasyTwin
Nº. Função
(1) Tecla verificar gás
para ajuste do volume de gás inerte necessário no redutor de pressão
(2) Tecla inserir arame
Inserção do eletrodo de arame isenta de gás e energia elétrica no jogo de mangueira da tocha de solda
Inserir o eletrodo de arame com a velocidade pré-ajustada da introdução do arame:
AVISO!
Retornar o eletrodo de arame sempre em pequenos comprimentos, pois o eletrodo
de arame não é enrolado automaticamente durante o retorno.
Nº. Função
(3) Botão requeima do arame
O botão requeima do arame funciona somente com a variante PowerLiner.
Retorno sem energia e sem gás do eletrodo de arame
Retornar o eletrodo de arame com a velocidade pré-ajustada do retorno do arame
30
Aspectos da tecnologia de soldagem
PT-BR
Gás de proteção
do Drive EasyTwin
Fluxo de gás no
Drive EasyTwin
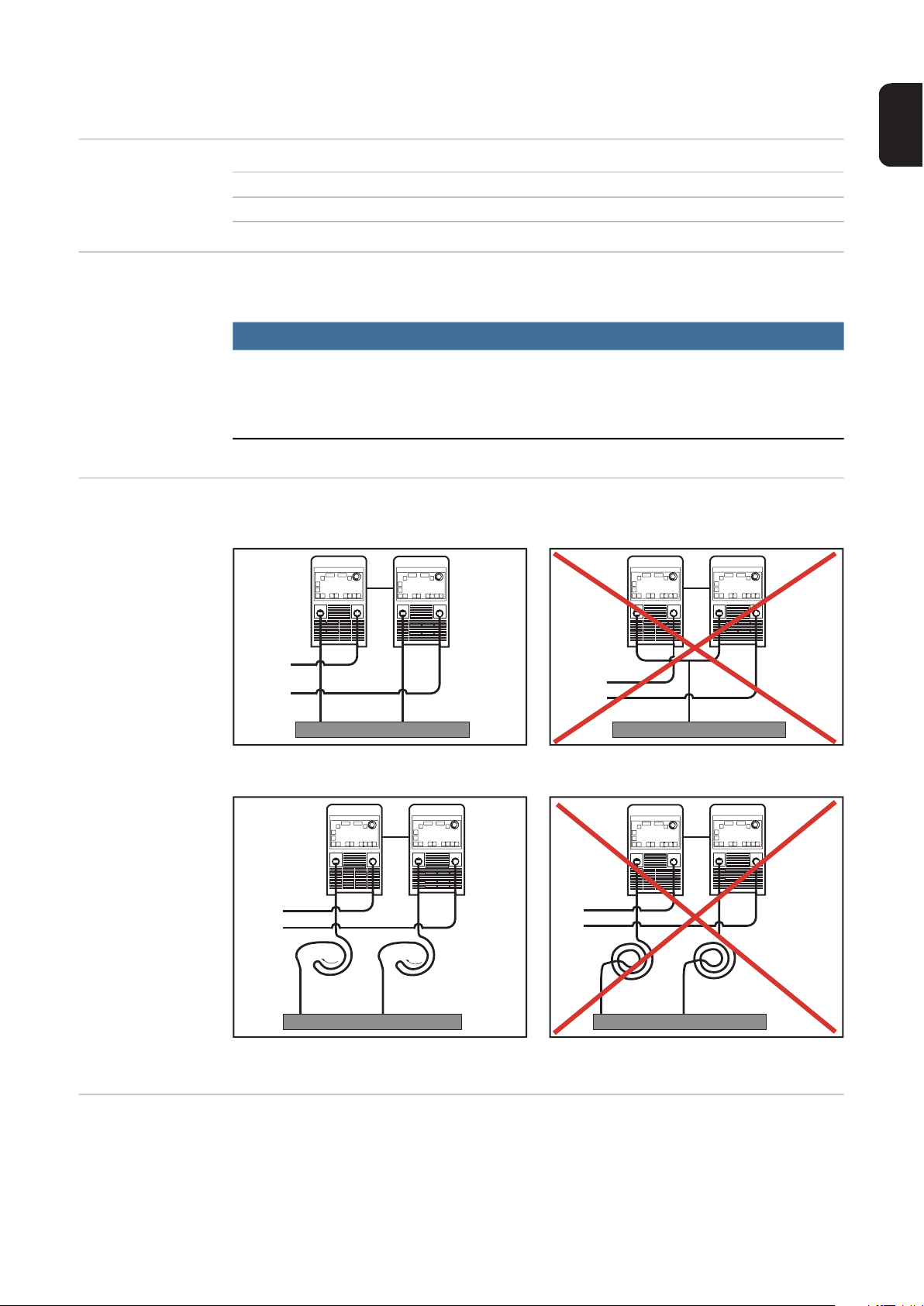
Conexão ao terra Para cada fonte de solda, usar um fio terra próprio:
Material Gás de proteção
Aço de liga leve e sem liga Mistura ArCO
- Fluxo do gás total de pelo menos 30 l/min
AVISO!
Por causa da baixa possibilidade de ajuste (sincronização) recomendamos usar o
gás de proteção com uma parcela pequena ativa no gás de proteção, por exemplo,
96 % de argônio/ 4 % de oxigênio ou 90 % de argônio / 10 % CO2.
Isso resulta em uma menor formação de respingos e, por consequência, menos desgaste.
2
, ArO2- e ArCO2O
2
Indutividade do
circuito de soldagem L, resistência do circuito de
solda r
Fio terra separado Fio terra conjunto, ponte terra
Colocar o fio terra suspenso Fio terra enrolado
A comparação da resistência do circuito de solda r e da indutividade do circuito de soldagem L precisa ser feita separadamente no processo „Drive EasyTwin“ para cada fonte de
solda.
31

Stickout Stickout e distância dos eletrodos de arame:
Ø 1,2 mm
Ø 1,0 mm
18 mm
~8 mm
(1)
(2)
(3)
90 - 100°
(1) Bico de gás
(2) Fonte de corrente slave
(3) Fonte de corrente condutora
Ângulo de encosto da tocha de
solda
Possibilidades de
combinação do
arco voltaico
Escolher o ângulo de encosto da tocha de
solda de modo que depois de cada alinhamento da soldagem, o eletrodo de arame
condutor (= eletrodo de arame ou Fonte de
corrente condutora) permaneça neutro ou
em uma posição levemente pungente.
Ângulo de encosto da tocha de solda neutro até levemente pungente
No processo „Drive EasyTwin“, podem ser combinados diversos tipos de arco voltaico.
A direção de soldagem e a construção da tocha de solda são definidas através do pareamento de arame (Ø 1,2 mm fonte de corrente condutora / Ø 1,0 fonte de corrente slave).
32
A possibilidade de combinação do arco voltaico Pulso - Pulso somente é possível com o
conjunto de instalação LHSB TransPuls Synergic.
Eletrodo de arame condutor
(= fonte de corrente condutora)
Eletrodo de arame slave
(= fonte de corrente slave)
Pulso Pulso
Padrão Pulso
PCS Pulso

PCS / Pulso
I (A)
t (s)
I
T
I
L
PT-BR
Simbologia
Transição do material
Eletrodo de arame slave
Eletrodo de arame condutor
Arco voltaico de impulso ativo com transferência de gota
Arco voltaico de impulso inativo (sem transferência de gota)
I
L
I
T
Corrente de soldagem da fonte de corrente condutora
Corrente de soldagem da fonte de corrente slave
Direção de soldagem
Particularidades
e vantagens
Possibilidades de
uso, área de aplicação
PCS / Pulso: Curvas de tempo da corrente de soldagem e representação esquemática da transição do material
- Maior penetração de solda pelo arco voltaico PCS do eletrodo de arame condutor
- Maior seção transversal de solda possível
- Costura de soldagem visualmente bonita pelo arco voltaico de impulso do eletrodo de
arame slave
A combinação do arco voltaico PCS / Pulso é usada nas aplicações de aço.
33

Valor de referência do parâmetro de soldagem
35 - 40°
(1)
(2)
55 - 75°
(1)
(2)
Alinhamento da
tocha de solda
para a peça de
trabalho nas soldagens de ângulo
Alinhamento da
tocha de solda
para a peça de
trabalho nas costuras de solda sobreposta
- Alinhar a tocha de solda (1) com a
peça de trabalho (2) conforme a figura
esquerda
- Tocha de solda (1) em um ângulo de
5° com a direção de soldagem
Vista lateral da tocha de solda/peça de trabalho
- Alinhar a tocha de solda (1) com a
peça de trabalho (2) conforme a figura
esquerda
- Tocha de solda (1) em um ângulo de
5° com a direção de soldagem
34
Vista lateral da tocha de solda/peça de trabalho
AVISO!
Se a costura de soldagem possuir incisões na chapa superior, o alinhamento representado a seguir pode evitar a formação de incisões na tocha de solda.

PT-BR
68,5°
Área de aplicação
do Drive EasyTwin - aço, diâmetro 1,2 mm - 1,0
mm
Possibilidades da
tecnologia de soldagem
A área da curva característica do Drive EasyTwin se alastra de Vd. = 5 m/min (uma fonte
de solda) até Vd. = 15 m/min.
Esta área é determinada pelo seguinte motivo
- O material adicional 1,0 está na Vd. = 15 m/min absoluto no limite superior da capa-
cidade
- Como existe somente um motor de alimentação, ele é protegido contra sobrecarga
A área de trabalho permanece entre Vd. = 10,5 m/min e Vd. = 15 m/min.
A área Vd. abaixo de 10 m/min somente é pensada para up slope e down slope.
A área de Vd. = 8,5 m/min até Vd.= 10,5 m/min é uma área de transição, no qual 1,2 mm
de material adicional (fonte de corrente condutora) troca em um arco voltaico-faiscando
modificado. Se esta troca ocorre na Vd. = 9 m/min ou Vd. = 10 m/min, depende do gás de
proteção utilizado (curva característica). Esta área deve ser evitada como parâmetro de
produção.
IMPORTANTE!
Em todas as aplicações citadas, o comprimento da costura de soldagem está limi-
tado para no máximo 5m.
Soldagens de ângulo de passe único / posição PA:
Densidade da cha-
a partir de 3 mm
pa:
Dimensão-a de pas-
a3 - a6
se único:
a3: Vs-2 m/min
a6: Vs-0,5 m/min
Na dimensão-a necessária maior que 6 mm, recomendamos a
tecnologia de diversos comprimentos.
Soldagens de ângulo de passe único / posição PB:
35

Densidade da chapa:
Dimensão-a de passe único:
a3: Vs-2 m/min
a4,5: Vs-1,2 m/min
Na dimensão-a necessária maior que 4,5 mm, recomendamos
a tecnologia de diversos comprimentos.
Soldagens de ângulo de diversos passes / posição PB:
Densidade da chapa:
Dimensão-a de diversos passes:
Possível peso do material projetado por unidade de tempo: Até
13,5 kg
Soldagens de canto de passe único / posição PA:
Densidade da chapa:
Densidade da chapa
de 3 mm:
Densidade da chapa
de 6 mm:
Sem apoio de banho, não é possível nenhuma 100% de formação de raiz
a partir de 3 mm
a3 - a4,5
a partir de 3 mm
a3 - a4,5
3 - 6 mm
Vs-3,2 m/min
Vs-1,8 m/min
Costura de solda sobreposta / posição PB:
Densidade(s) da
chapa:
Densidade da chapa
de 2 mm:
Densidade da chapa
de 2,5 mm:
Costura de solda sobreposta / posição PB:
Densidade(s) da
chapa:
Posição de soldagem como mostrado
Os parâmetros de soldagem aqui citados são valores de referência e podem ser diferentes
na prática, por causa das particularidades na fenda de ar (campo magnético, ignitor...) em
até +/- 20%. Para isso, sempre proteger os casos de limite com uma tentativa de soldagem.
1,5 - 2,5 mm
Vs-3,3 m/min
Vs-2,5 m/min
2,5 - 3,5 mm
Vs-2 - 2,5 m/min
36

Conservação, Manutenção e Descarte
Geral Normalmente o aparelho não precisa de manutenção. Para deixar o aparelho operacional
por diversos anos, observar os itens relacionados à manutenção.
PT-BR
Exemplo: Consumo de material
adicional
Antes do início da
camada / Antes
de cada comissionamento
Tempo de queimadura do arco
voltaico depois
de 25 horas
Exemplo de cheio do consumo do material adicional de aço:
Vd. vis. = 12 m/min (material adicional 1,2 + 1,0) = 10,8 kg/h peso do material projetado
por unidade de tempo -> arredondado para 10 kg/h
Em 50 horas do tempo de queimadura do arco voltaico:
10 kg/h x 50 h = 500 kg material adicional = 2 barris de arame a 250 kg
- Controle das peças de desgaste da tocha de solda:
- Bico de gás
- Tubo de contato
- Distribuidor de gás
- Proteção contra respingos...
- Soprar o fio de revestimento interior
Tempo de queimadura do arco
voltaico depois
de 50 horas
Descarte Somente executar o descarte conforme as normas nacionais e regionais em vigor.
- Soprar a unidade de acionamento Robacta Drive EasyTwin
- Controle dos rolos de alimentação
Se os rolos de alimentação estiverem desgastados, o corpo dos eixos dos rolos de pressão e o contra apoio do rolo duplo devem ser trocados (ver Seção „Trocar peças de desgaste“)
37

Trocar a peça de desgaste
2
4
6
Preparação
Trocar os rolos
de alimentação e
Trocar o bico
1 2
1
3
3
4
* abrir completamente
5 6
5
38

7 8
8
10
12
7
9 10
9
PT-BR
11 12
11
39

Trocar o bico de
1
2
1
2
3
4
entrada de arame
1 2
A seguir, o arame de soldagem precisa ser inserido (ver seção „Inserir o arame“ na figura
5 na página 12)
Trocar os rolos
de alimentação
1 2
3 4
40

5 6
6
5
A seguir, o arame de soldagem precisa ser inserido (ver seção „Inserir o arame“ na figura
5 na página 12)
PT-BR
41

42

PT-BR
43

FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations.
 Loading...
Loading...