


/ Perfect Charging / Perfect Welding / Solar Energy
CMT Twin
Popis procesu a uvedení do
provozu
Uživatelské informace
CS
Systémové rozšíření
42,0426,0138,CS 003-28082017

2

Vážený zákazníku,
Úvod děkujeme Vám za projevenou důvěru a gratulujeme k získání tohoto technicky vyspělého
výrobku společnosti Fronius. Předložený návod Vám pomůže seznámit se s výrobkem.
Proto jej pečlivě přečtěte, abyste poznali všechny mnohostranné možnosti, které vám tento výrobek naší firmy poskytuje. Jen tak budete moci všechny jeho přednosti co nejlépe
využít.
Dodržujte prosím bezpečnostní předpisy a zajistěte co nejvyšší míru bezpečnosti na pracovišti. Pečlivé zacházení s Vaším přístrojem přispěje k jeho dlouhodobé životnosti a provozní spolehlivosti, což jsou nezbytné předpoklady k dosažení perfektních pracovních
výsledků.
CS
3

4

Obsah
Všeobecné informace 7
Všeobecné informace ................................................................................................................................ 9
Koncepce systému................................................................................................................................ 9
Princip funkce ....................................................................................................................................... 9
Konfigurace........................................................................................................................................... 9
Dimenzování robota.............................................................................................................................. 10
Opatření pro zvýšení dostupnosti systému........................................................................................... 10
Upozornění pro svařování TimeTwin se systémem CMT Twin ............................................................ 10
Potřebné systémové komponenty.............................................................................................................. 11
Potřebné systémové komponenty......................................................................................................... 11
Příklad použití ............................................................................................................................................ 14
Příklad použití ....................................................................................................................................... 14
Instalace a uvedení do provozu 15
Bezpečnost ................................................................................................................................................ 17
Bezpečnost ........................................................................................................................................... 17
Pokyny pro instalaci systémových komponent Fronius ............................................................................. 18
Instalace systémových komponent Fronius a jejich uvedení do provozu ............................................. 18
Předpisy pro umístění svařovacích zdrojů............................................................................................ 18
Montáž spotřebních dílů na tělo svařovacího hořáku ................................................................................ 19
Montáž spotřebních dílů na tělo svařovacího hořáku ........................................................................... 19
Montáž přídržného úhelníku a těla hořáku................................................................................................. 20
Montáž přídržného úhelníku na robota ................................................................................................. 20
Sešroubování těla hořáku a pohonných jednotek s přídržným úhelníkem ........................................... 20
Uzemnění................................................................................................................................................... 22
Uzemnění.............................................................................................................................................. 22
Doporučení pro minimalizaci foukání oblouku ...................................................................................... 23
Spojení jednotky LHSB-HUB se svařovacími zdroji a podavači drátu ....................................................... 24
Spojení jednotky LHSB-HUB se svařovacími zdroji a podavači drátu.................................................. 24
Připojení k řízení robota............................................................................................................................. 25
Připojení k řízení robota........................................................................................................................ 25
Rozhraní robota pro CMT Twin............................................................................................................. 25
Standardní rozhraní robota................................................................................................................... 25
Sběrnicové systémy pro CMT Twin ...................................................................................................... 26
Standardní sběrnicové systémy............................................................................................................ 27
Popis stavů signálů .............................................................................................................................. 28
Kontrola kompatibility svařovacích zdrojů a dálkových ovladačů .............................................................. 29
Bezpečnost ........................................................................................................................................... 29
Kontrola kompatibility svařovacích zdrojů............................................................................................. 29
Zkontrolujte verzi databáze ovladače RCU 5000i................................................................................. 29
Kontrola verze charakteristik...................................................................................................................... 31
Bezpečnost ........................................................................................................................................... 31
Kontrola verze charakteristik................................................................................................................. 31
Nastavení L/R - nastavení indukčnosti svařovacího obvodu (L) a velikosti odporu svařovacího obvodu (R) 33
Bezpečnost ........................................................................................................................................... 33
Nastavení L/R prostřednictvím ovladače RCU 5000i............................................................................ 33
Začátek svařování...................................................................................................................................... 36
Průběh začátku svařování .................................................................................................................... 36
Bezpečnost ........................................................................................................................................... 36
Nastavení pro začátek svařování.......................................................................................................... 36
Korekce zpožděného začátku svařování „Start delay“.......................................................................... 37
Svařování – Pulz/CMT ............................................................................................................................... 38
Popis procesu svařování – Pulz/CMT................................................................................................... 38
Svařování – CMT/CMT .............................................................................................................................. 39
Popis procesu svařování – CMT/CMT.................................................................................................. 39
Svařování jedním drátem........................................................................................................................... 40
Zvláštnosti a výhody ............................................................................................................................. 40
CS
5

Přechod mezi materiály ........................................................................................................................ 40
Použití konfigurace „HD“ (Heavy Duty / velké zatížení)............................................................................. 42
Dostupné charakteristiky....................................................................................................................... 42
Popis charakteristik............................................................................................................................... 42
Konfigurace systému ............................................................................................................................ 42
Stickout ................................................................................................................................................. 44
Použití konfigurace „Speed“....................................................................................................................... 45
Dostupné charakteristiky....................................................................................................................... 45
Popis charakteristik............................................................................................................................... 45
Konfigurace systému ............................................................................................................................ 46
Stickout ................................................................................................................................................. 48
Použití konfigurace „Root“ ......................................................................................................................... 49
Dostupné charakteristiky....................................................................................................................... 49
Popis charakteristik............................................................................................................................... 49
Konfigurace systému ............................................................................................................................ 49
Směrné hodnoty parametrů svařování pro koutové svary ......................................................................... 51
Směrné hodnoty parametrů svařování pro koutové svary .................................................................... 51
Nastavení svařovacího hořáku vůči svařenci........................................................................................ 52
Směrné hodnoty parametrů svařování pro přeplátované svary ................................................................. 53
Směrné hodnoty parametrů svařování pro přeplátované svary............................................................ 53
Nastavení svařovacího hořáku vůči svařenci........................................................................................ 53
Předpoklady pro režim svařování .............................................................................................................. 55
Bezpečnost ........................................................................................................................................... 55
Předpoklady pro režim svařování ......................................................................................................... 55
6

Všeobecné informace


Všeobecné informace
Koncepce systé-muCMT Twin je vysokovýkonný svařovací postup, který kombinuje výhody svařování CMT a
svařování Twin. Z toho kromě mnoha dalších výhod vyplývá také vysoká rychlost svařování a jednoduché řízení procesu.
Princip funkce - Podávání drátu se provádí prostřednictvím dvou vzájemně oddělených podavačů drá-
tu a pohonných jednotek Robacta Drive CMT.
- Podavače drátu a pohonné jednotky jsou napájeny dvěma na sobě nezávislými svařovacími zdroji.
- Drátové elektrody jsou v těle hořáku svedeny dohromady tak, že vznikají dva navzájem nezávislé svařovací potenciály.
CS
(4)
(5)
Č. Vysvětlení
(1)
(2)
(3)
(2)
(1)
(4)
(5)
(1) Podavač drátu 1 a 2
(2) Drátová elektroda 1 a 2
(3) LHSB-HUB
(4) Svařovací zdroj 1 a 2
(5) Oddělený svařovací potenciál
Konfigurace Podle potřeby lze CMT Twin používat v různých konfiguracích. Dostupné konfigurace se
skládají:
- ze spotřebních dílů optimalizovaných pro CMT Twin a
- vlastních charakteristik v ovladači RCU 5000i.
9

Podrobné informace o jednotlivých konfiguracích najdete v kapitole „Instalace a uvedení
do provozu“.
Dimenzování robota
Opatření pro zvýšení dostupnosti
systému
Robota je třeba dimenzovat tak, aby mohl pojmout tělo hořáku Robacta Twin Compact Pro
s příslušným přídržným úhelníkem a 2 pohonnými jednotkami Robacta Drive CMT včetně
1 metru používaného hadicového vedení.
UPOZORNĚNĺ! Celková hmotnost výše uvedených komponent je 7,5 kg (16.53
lb.).
Pro zvýšení dostupnosti systému doporučujeme používat následující čisticí přístroje svařovacích hořáků:
Robacta Reamer Twin
Mechanické čištění svařovacího hořáku, použitelné pro všechny základní materiály, jako
je ocel, hliník, CrNi oceli, měď atd.
Robacta Reamer V Twin
Mechanické čištění svařovacího hořáku, použitelné pro všechny základní materiály, jako
je ocel, hliník, CrNi oceli, měď atd.
Robacta TC 1000 Twin
Elektromagnetické čištění svařovacího hořáku pro feromagnetické základní materiály
Upozornění pro
svařování TimeTwin se systémem CMT Twin
UPOZORNĚNĺ! Svařování v rámci procesu TimeTwin pomocí systému CMT
Twin vyžaduje pro oba svařovací zdroje aktivaci softwaru „TimeTwin Digital“.
UPOZORNĚNĺ! Pulzní synchronizované svařování je možné pouze s charakte-
ristikami TimeTwin.
Pulzní synchronizované svařování není možné s charakteristikami CMT Twin.
10
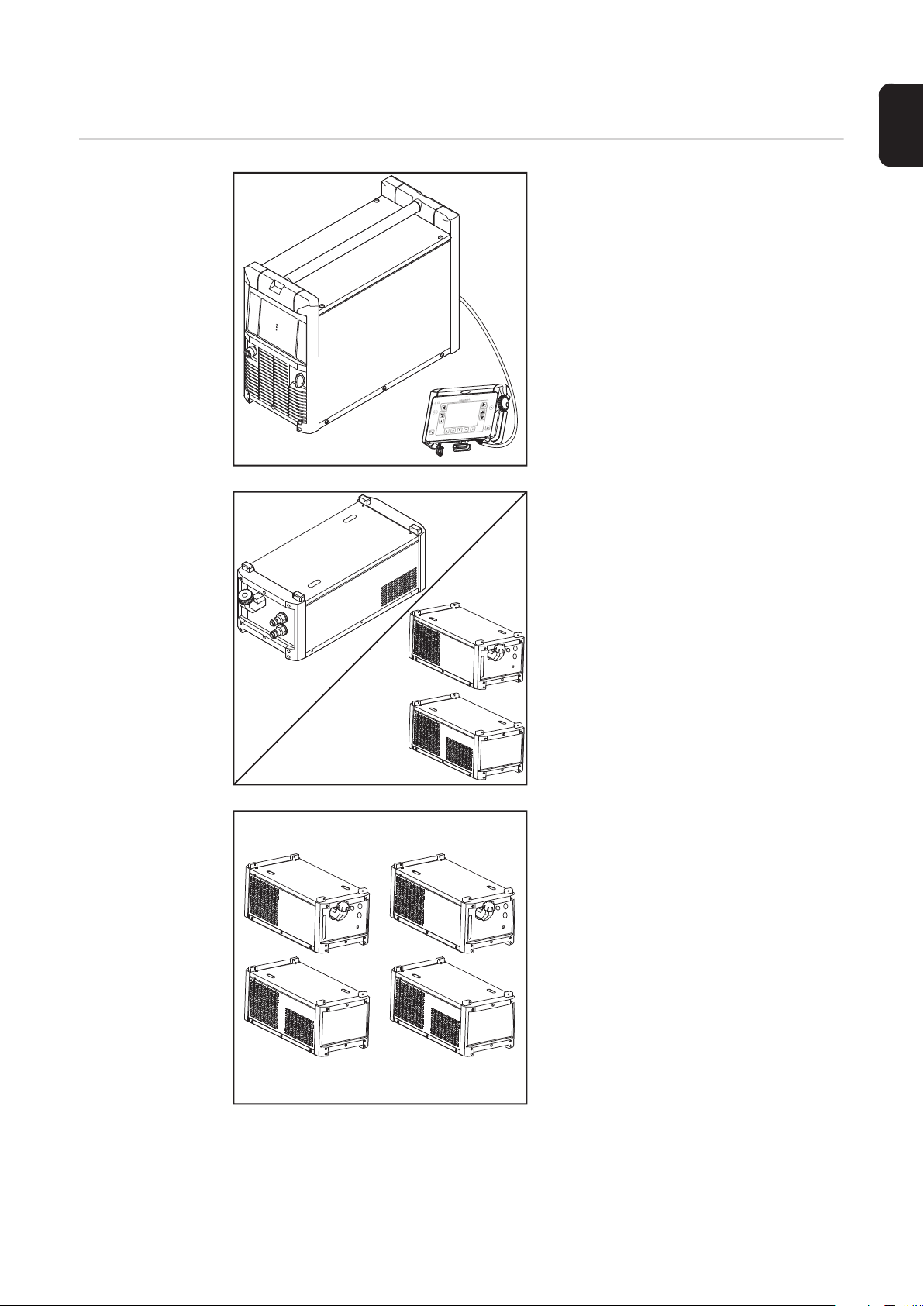
Potřebné systémové komponenty
CS
Potřebné systémové komponenty
FK 4000 R
- 2 TPS 5000 CMT
- s verzí softwaru DSP 5.01.063
nebo vyšší
- 2 RCU 5000i
- s verzí databáze 908 nebo vyšší
2 FK 4000 R nebo 1 FK 9000 použijte v
případě:
- délky hadicového vedení do 4,25 m
(14.76 ft.)
- 100 % dovoleného zatížení (10 min/40
°C) s 360 A
FK 9000 R
2 FK 9000 použijte v případě:
- délky hadicového vedení 4,25 m –
8,25 m (14.76 ft. – 27.07 ft.)
- 100 % dovoleného zatížení (10 min/40
°C) s 360 A
11
VR 7000 CMT
VR 1550
- 2 VR 7000 CMT nebo 2 VR 1550
- 2 pohonné jednotky Robacta Drive
CMT se zásobníkem drátu a hadicovým vedením
- 1 LHSB-HUB
12

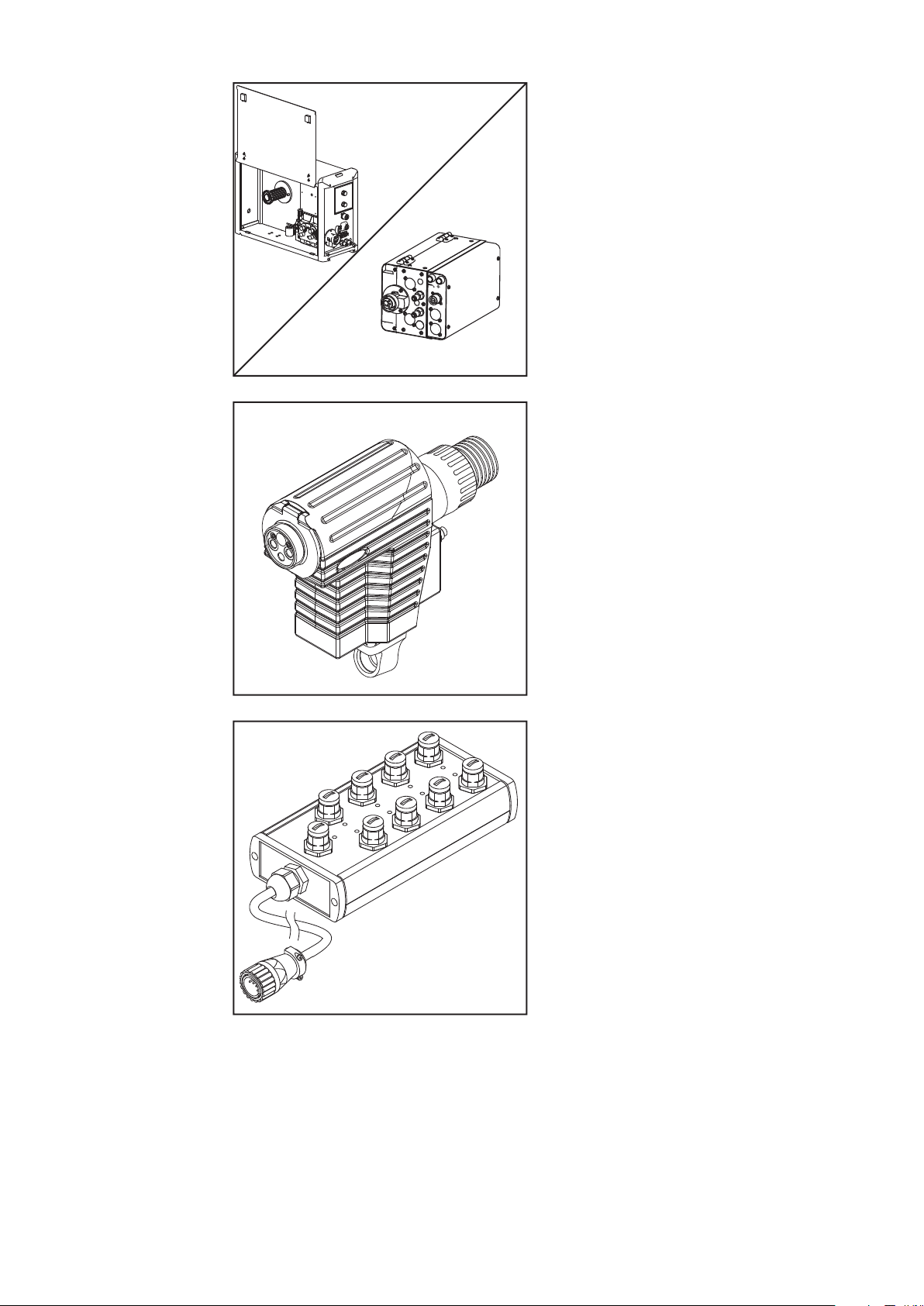
(1)
(2)
(3)
(4)
(5)
-1 tělo hořáku Robacta Twin Compact
Pro včetně přídržného úhelníku
CS
(1) 2 x bovden
(2) 1 x klíč pro držák trysky a kontaktní
trubici
(3) 2 x držák trysky
(4) 2 x ochrana proti rozstřiku
(5) 2 x kontaktní trubice
(6) 1 x plynová hubice
(7) 2 x hroty TCP
(8) 1 x klíč na převlečnou matici po-
honných jednotek
(6)
(7)
(8)
- Rozhraní robota pro připojení svařovacích zdrojů k řízení robota
13
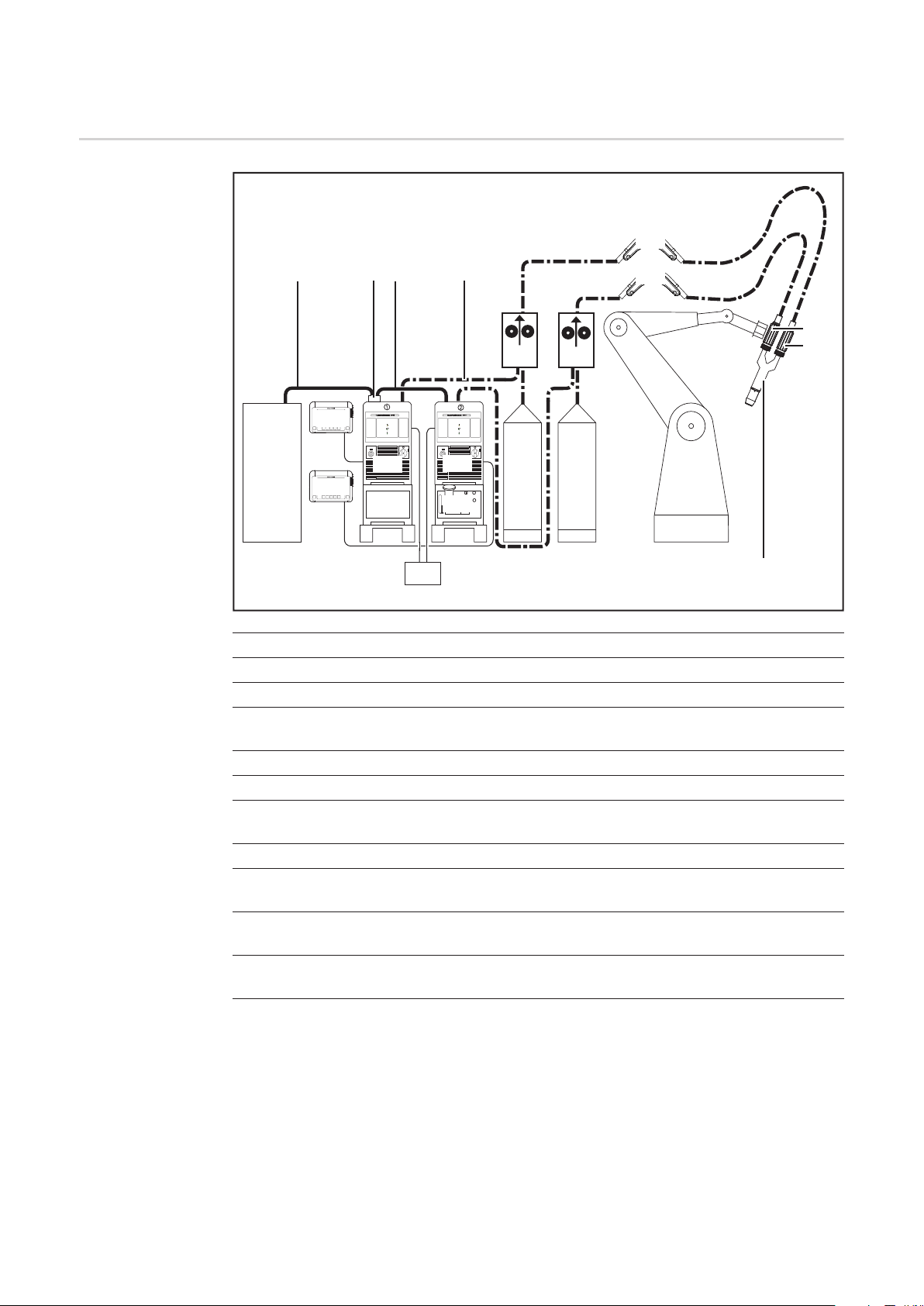
Příklad použití
Příklad použití
(8)
(1)
(22)
(1) Spojení s řízením robota (12) Robot
(2) Rozhraní robota (13) Sudová cívka
(3) Spojení s rozhraním robota (14) Sudová cívka
(4) Propojovací hadicové vedení (15) Chladicí modul FK 9000 R nebo FK
(5) VR 7000 CMT nebo VR 1550 (16) Svařovací zdroj TPS 5000 CMT
(6) VR 7000 CMT nebo VR 1550 (17) LHSB-HUB
(7) Zásobník drátu (18) Chladicí modul FK 9000 R nebo FK
(8) Zásobník drátu (19) Svařovací zdroj TPS 5000 CMT
(9) Pohonná jednotka Robacta Drive
CMT
(10) Pohonná jednotka Robacta Drive
CMT
(11) Tělo hořáku Robacta Twin Com-
pact Pro
(21)
(20)
(2)
(3) (4)
(19)
(18)
(17)
(5)
(16) (14) (13)
(15)
(6)
(20) RCU 5000i
(21) RCU 5000i
(22) Řízení robota
(7)
(9)
(10)
(12)
(11)
4000 R
4000 R
14

Instalace a uvedení do provozu


Bezpečnost
Bezpečnost U všech prací popsaných v tomto návodu k obsluze dodržujte níže uvedené bezpečnostní
předpisy:
VAROVÁNÍ! Chybně provedené práce mohou zapříčinit závažná zranění osob a
materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte teprve poté, co přečtete
následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
VAROVÁNÍ! Zařízení s automatickým pohonem mohou způsobit těžká poranění
a materiální škody. Kromě tohoto návodu k obsluze je nutné dodržovat také bezpečnostní předpisy výrobce robota a svařovacího systému. Pro vaši osobní bezpečnost se přesvědčte, že jsou splněna veškerá bezpečnostní opatření v
pracovní oblasti robota a že budou zachována po celou dobu vašeho pobytu v
této oblasti.
VAROVÁNÍ! Chybně provedené práce mohou zapříčinit závažná zranění osob a
materiální škody. Před zahájením níže popsaných prací:
-přepněte síťový vypínač obou svařovacích zdrojů do polohy - O -
- odpojte oba svařovací zdroje od sítě
- opatřete přístroj srozumitelným štítkem s varováním před opětovným zapojením
CS
VAROVÁNÍ! Nebezpečí závažného ohrožení osob a věcí v důsledku padajících
předmětů. Všechny níže popsané šroubové spoje:
- po montáži zkontrolujte, zda jsou pevně dotažené
- po mimořádných provozních situacích (např.: nárazu) zkontrolujte, zda jsou
pevně dotažené
- kontrolujte v pravidelných intervalech, zda jsou pevně dotažené
17
Pokyny pro instalaci systémových komponent Fronius
Instalace systémových komponent Fronius a
jejich uvedení do
provozu
Předpisy pro
umístění svařovacích zdrojů
UPOZORNĚNĺ! Systémové komponenty Fronius (svařovací zdroj, podavač drá-
tu, chladicí modul, hadicové vedení, RCU 5000i, LHSB-HUB…) instalujte a uveď-
te do provozu podle návodu k obsluze příslušného přístroje.
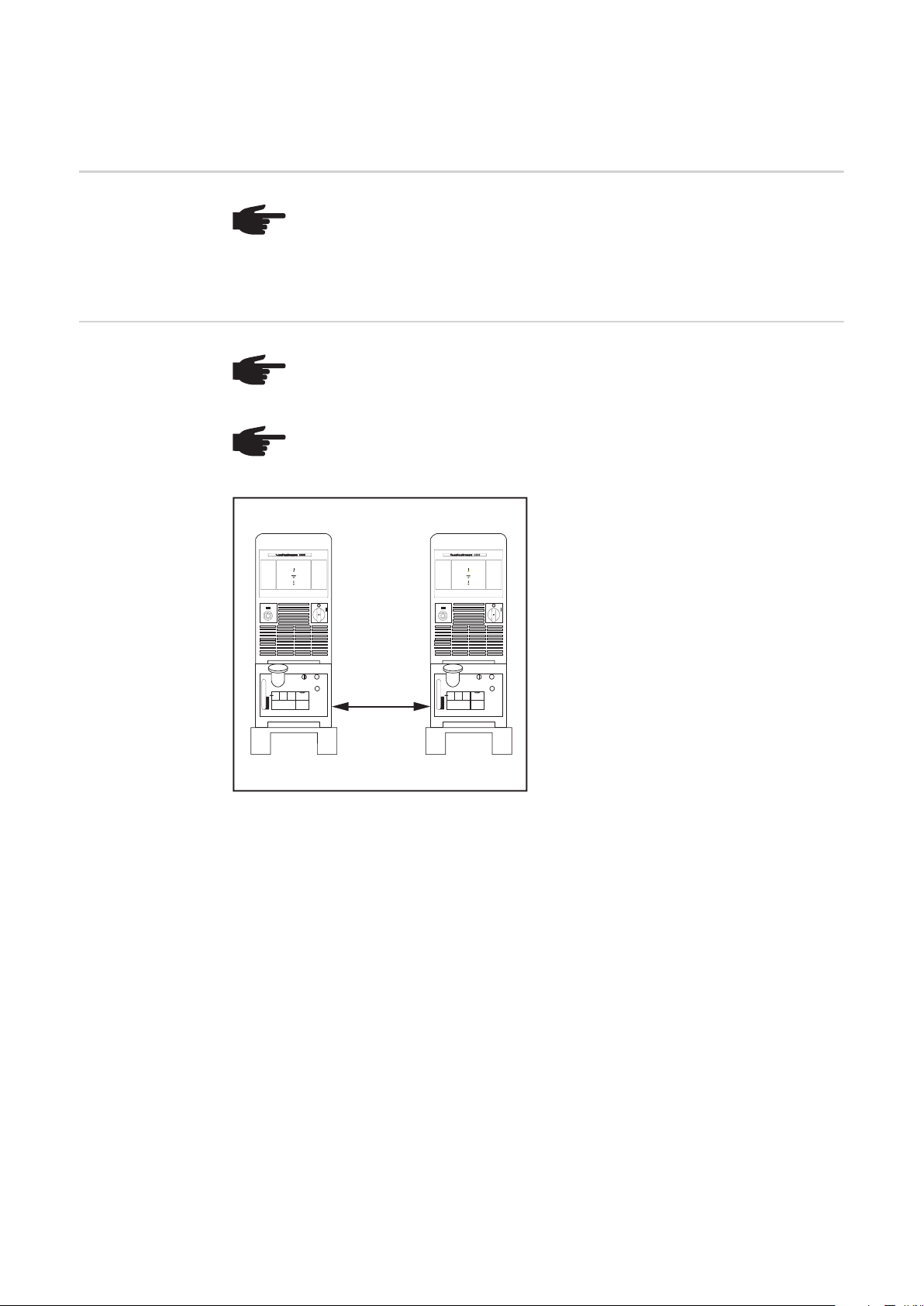
UPOZORNĚNĺ! Pokud se svařovací zdroje provozují s 2 chladicími moduly FK
4000 R, nastavte minimální vzdálenost mezi svařovacími zdroji 1000 mm (39.07
in.). Tím se zajistí dostatečný přívod vzduchu ke chladicím modulům.
UPOZORNĚNĺ! Pokud se svařovací zdroje provozují s 2 chladicími moduly FK
9000 R, nastavte minimální vzdálenost mezi svařovacími zdroji 1000 mm (39.07
in.). Tím se zajistí dostatečný přívod vzduchu ke chladicím modulům.
1000 mm
(39.37 in.)
18

Montáž spotřebních dílů na tělo svařovacího hořáku
CS
Montáž spotřebních dílů na tělo
svařovacího hořáku
1 2
1
3
3
2
19

Montáž přídržného úhelníku a těla hořáku
Montáž přídržného úhelníku na robota
Sešroubování
těla hořáku a pohonných jednotek
s přídržným úhelníkem
1
1
1 2
1
2
3x M6x12
2
1
2x
M6x12
8Nm
3
3
3
20

4
4
5 6
5 6
* Šrouby nejprve jen zašroubujte, ale
zatím nedotahujte. Šrouby
dotáhněte až poté, co všechny
komponenty budou vzájemně vyrovnané – pracovní krok 6.
Tím se předejte nadměrnému
utažení pohonných jednotek.
CS
21

Uzemnění
Uzemnění
UPOZORNĚNĺ! pro každý svařovací zdroj použijte vlastní zemnicí kabel a polož-
te jej dle vyobrazení.
Samostatné zemnicí kabely Společný zemnicí kabel, zemnící můstek
22
Bifilárně položené samostatné zemnicí kabely Navinuté zemnicí kabely

Doporučení pro
minimalizaci foukání oblouku
UPOZORNĚNĺ! Pro minimalizaci
foukání oblouku doporučujeme
svařovat směrem od uzemnění.
CS
23

Spojení jednotky LHSB-HUB se svařovacími zdroji a
podavači drátu
Spojení jednotky
LHSB-HUB se
svařovacími zdroji a podavači drátu
Spojte hlavní svařovací zdroj s přípojkou (1) na jednotce LHSB-HUB.
1
Spojte podavač drátu hlavního svařovacího zdroje s přípojkou (2) na jednotce LHSB-
2
HUB.
Spojte podřízený zdroj s přípojkou (3) na jednotce LHSB-HUB.
3
Spojte podavač drátu podřízeného zdroje s přípojkou (4) na jednotce LHSB-HUB.
4
Spojte jednotku LHSB-HUB s přípojkou LocalNet hlavního svařovacího zdroje.
5
(1) (2)
(3) (4)
24

Připojení k řízení robota
CS
Připojení k řízení
robota
Rozhraní robota
pro CMT Twin
Chcete-li připojit svařovací systém k řízení robota, použijte některou z níže popsaných
1
konfigurací.
Pokyny pro připojení svařovacího systému k řízení robota najdete v návodu k obsluze
příslušného rozhraní.
Pro metodu CMT Twin jsou k dispozici dvě speciální rozhraní robota určená pro připojení
k řízení robota:
- Rozhraní robota Twin Standard I/O Job (0–24 V digitální)
- Rozhraní robota Twin Standard I/O Synergic / Job (0–24 V digitální, 0–10 V analogové)
U těchto „rozhraní Twin“ je integrováno řízení s programovatelnou pamětí (PLC). Řízení
PLC provádí logická spojení signálů. Tak jsou jedním signálem z řízení robota ovládány
současně oba svařovací zdroje. Pro dva svařovací zdroje je nutné jen jedno „rozhraní
Twin“. Toto „rozhraní Twin“ se zabuduje do skříňového rozvaděče.
Příklad použití:
Č. Součást/přístroj Č. Součást/přístroj
(1) Spojení LocalNet (5) Rozhraní Twin
(2) Spojení LocalNet (6) Spojení s řízením robota
(3) Svařovací zdroj (7) Řízení robota
(4) Svařovací zdroj
Standardní rozhraní robota
(1)
(2)
(3)
(4)
(5)
(6)
(7)
Připojení k řízení robota může u procesu Twin probíhat prostřednictvím následujících rozhraní robota:
- ROB 3000 (0–24 V digitální)
- ROB 4000 (0–24 V digitální, 0–10 V analogové)
- ROB 5000 (0–24 V digitální, 0–10 V analogové)
25

Při použití standardních rozhraní robota musí řízení robota provést logické spojení signálů.
Pro dva svařovací zdroje jsou nutná dvě stejná rozhraní robota. Tato dvě standardní rozhraní robota se instalují do skříňového rozvaděče. Spojení rozhraní robota „1“ se svařova-
cím zdrojem „1“ a rozhraní robota „2“ se svařovacím zdrojem „2“ se provádí
prostřednictvím sítě LocalNet.
Příklad použití:
Č. Součást/přístroj Č. Součást/přístroj
(1) Standardní rozhraní (5) Svařovací zdroj
(2) Standardní rozhraní (6) Svařovací zdroj
(3) Spojení LocalNet (7) Spojení s řízením robota
(4) Spojení LocalNet (8) Řízení robota
Sběrnicové systémy pro CMT Twin
(1) (3)
(2) (4)
(6)
(8)
Připojení k řízení robota může být v případě procesu Twin realizováno prostřednictvím následujících sběrnicových systémů Twin:
- Rozhraní robota sběrnice Twin DeviceNet
- Rozhraní robota sběrnice Twin CANopen
- Rozhraní robota sběrnice Twin Interbus CU
- Rozhraní robota sběrnice Twin Profibus
U „sběrnicových systémů Twin“ je stejně jako u „rozhraní Twin“ integrováno řízení PLC.
Toto řízení PLC provádí logická spojení signálů. Tak jsou jedním signálem z řízení robota
ovládány současně oba svařovací zdroje. Pro dva svařovací zdroje je nutný jen jeden odpovídající „sběrnicový systém Twin“. Tento „sběrnicový systém Twin“ se montuje na jeden
svařovací zdroj. Spojení s 2. svařovacím zdrojem se prování prostř
lNet, spojení s řízením robota přes sběrnici.
(5)
(7)
ednictvím sítě Loca-
26
Příklad použití:
Č. Součást/přístroj Č. Součást/přístroj
(1) Řízení robota (5) Svařovací zdroj
(2) Sběrnicové připojení (6) LHSB-HUB
(3) Sběrnicový systém Twin (7) Svařovací zdroj
(4) Spojení LocalNet

(1)
(2) (3) (4)
CS
(5)(7) (6)
Standardní sběrnicové systémy
Připojení k řízení robota může být v případě procesu Twin realizováno prostřednictvím následujících standardních sběrnicových systémů:
- Rozhraní robota sběrnice DeviceNet
- Rozhraní robota sběrnice CANopen
- Rozhraní robota sběrnice Interbus CU
- Rozhraní robota sběrnice Interbus LWL
- Rozhraní robota sběrnice Profibus 1,5 MB
Při použití standardních sběrnicových systémů musí řízení robota provést logické spojení
signálů. Pro dva svařovací zdroje jsou nutné dva stejné standardní sběrnicové systémy.
Tyto dva standardní sběrnicové systémy se montují na svařovací zdroje. Připojení řízení
robota ke svařovacím zdrojům je realizováno prostřednictvím sběrnice.
Příklad použití:
Č. Součást/přístroj Č. Součást/přístroj
(1) Sběrnicové připojení (5) Svařovací zdroj
(2) Standardní sběrnicový systém (6) LHSB-HUB
(3) Sběrnicové připojení (7) Svařovací zdroj
(4) Standardní sběrnicový systém (8) Řízení robota
(1) (2) (3) (4)
(5)(7) (6)(8)
27
Popis stavů signálů
UPOZORNĚNĺ! Při dvoudrátovém svařování (CMT Twin) nemají stavy signálů
vliv na to, který svařovací zdroj bude svařovat jako hlavní a který jako podřízený
zdroj.
Který svařovací zdroj bude svařovat jako hlavní a který jako podřízený, se určuje
výběrem charakteristiky na ovladači RCU 5000i.
Popis stavů signálů „Identifikace Master Twin“
Svařovací zdroj 1 Svařovací zdroj 2 Efekt
0 0 svařovací zdroj 1 svařuje,
svařovací zdroj 2 zůstává neaktivní
1 0 oba svařovací zdroje svařují
0 1 oba svařovací zdroje svařují
1 1 svařovací zdroj 2 svařuje,
svařovací zdroj 1 zůstává neaktivní
28

Kontrola kompatibility svařovacích zdrojů a dálkových ovladačů
Bezpečnost
CS
VAROVÁNÍ! Nesprávná obsluha a chybně provedené práce mohou zapříčinit zá-
važná zranění osob a materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte
teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
POZOR! Při provádění níže uvedených prací musejí být svařovací zdroje zapnu-
té. Vzniká proto nebezpečí zranění osob a materiálních škod:
- svařovacím proudem
- neúmyslným zapálením oblouku
- vysouvanými drátovými elektrodami
Až do skončení prací je nutné zajistit, aby
- u žádného svařovacího zdroje nebylo aktivováno zahájení svařování
- drátové elektrody se neposouvají
Kontrola kompatibility svařovacích zdrojů
Zkontrolujte verzi
databáze ovladače RCU 5000i.
UPOZORNĚNĺ! Zkontrolujte kompatibilitu obou svařovacích zdrojů.
Vyvolejte položku nabídky „Přednasta-
1
vení zařízení“ na ovladači RCU 5000i.
Vyberte kartu „Verze“.
2
Zkontrolujte, zda je svařovací zdroj vy-
3
baven verzí softwaru DSP 5.01.063
nebo vyšší.
- Není-li tomu tak, svařovací zdroj
nelze použít pro metodu CMT
Twin.
UPOZORNĚNĺ! Zkontrolujte verzi databáze u obou ovladačů RCU 5000i.
29

Vyvolejte položku nabídky „Přednasta-
1
vení zařízení“ na ovladači RCU 5000i.
Vyberte kartu „Verze“.
2
Zkontrolujte, zda je ovladač RCU 5000i
3
vybaven databází DB 0908 nebo vyšší.
Není-li tomu tak, aktualizujte firmware
4
ovladače RCU 5000i.
30

Kontrola verze charakteristik
CS
Bezpečnost
Kontrola verze
charakteristik
VAROVÁNÍ! Nesprávná obsluha a chybně provedené práce mohou zapříčinit zá-
važná zranění osob a materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte
teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
POZOR! Při provádění níže uvedených prací musejí být svařovací zdroje zapnu-
té. Vzniká proto nebezpečí zranění osob a materiálních škod:
- svařovacím proudem
- neúmyslným zapálením oblouku
- vysouvanými drátovými elektrodami
Až do skončení prací je nutné zajistit, aby
- u žádného svařovacího zdroje nebylo aktivováno zahájení svařování
- drátové elektrody se neposouvají
UPOZORNĚNĺ! Začátek svařování konfigurovaný pro metodu CMT Twin je do-
stupný pouze od verze charakteristik V2.9.4. Chcete-li zajistit, aby u použitého
svařovacího systému byl k dispozici začátek svařování konfigurovaný pro CMT
Twin, zkontrolujte verzi charakteristik.
Pomocí zadávacího kolečka na
1
ovladači RCU 5000i zvolte položku nabídky „Svařování MIG/MAG Synergic“.
Stiskněte tlačítko OK.
2
31

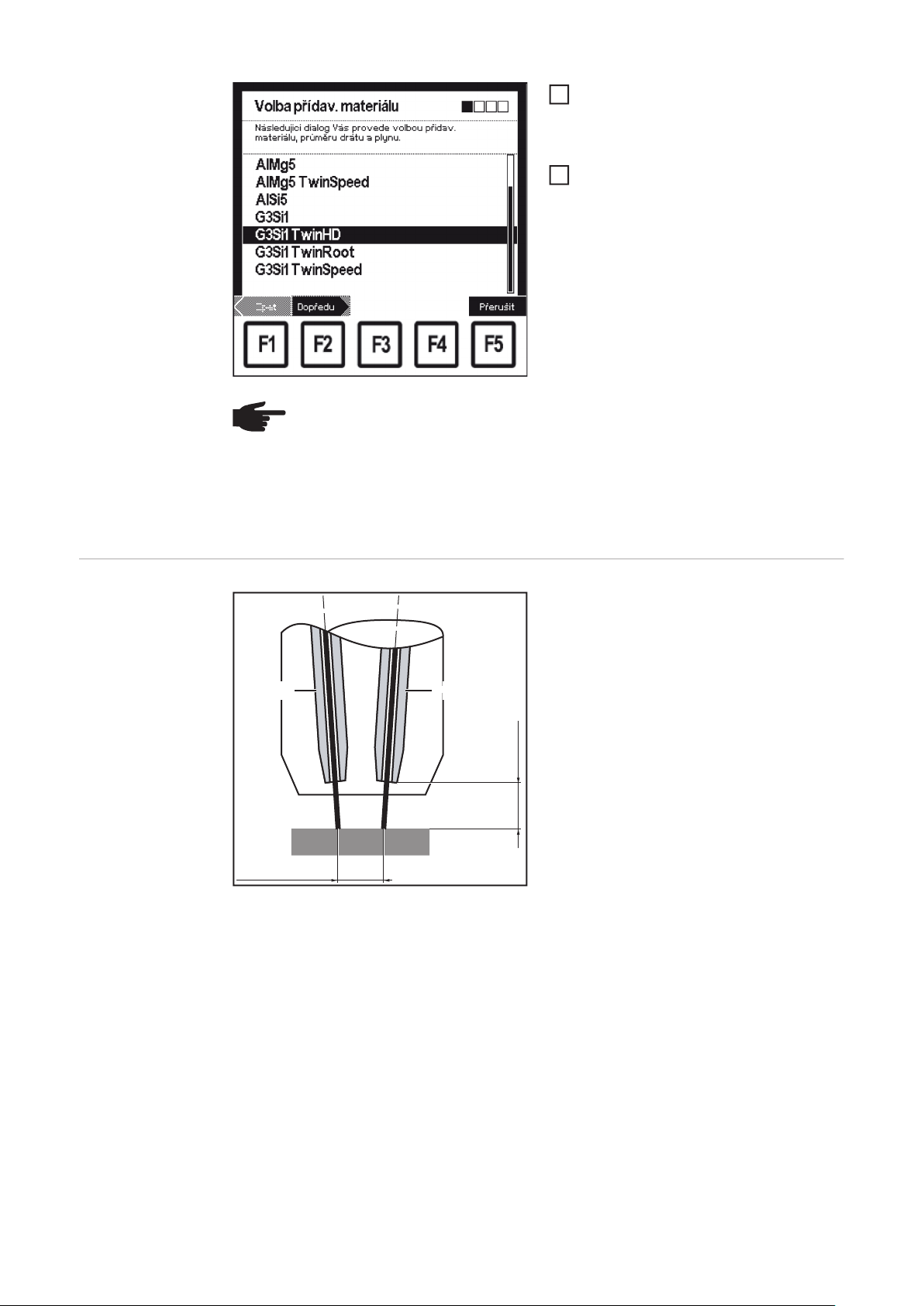
- Zobrazí se naposledy vyvolaná karta s
daty.
Na příslušné kartě s daty stiskněte
3
tlačítko F4 „Materiál“.
- Zobrazí se 1. obrazovka průvodce
„Volba přídavného materiálu“.
V závislosti na způsobu použití pro-
4
veďte požadovaná nastavení pro CMT
Twin.
- Po dokončení nastavení se znovu zobrazí karta „Svařovací program“.
Zkontrolujte, zda je verze charakteris-
5
tik V2.9.4 nebo vyšší.
Není-li tomu tak, aktualizujte firmware
6
ovladače RCU 5000i.
32

Nastavení L/R - nastavení indukčnosti svařovacího
obvodu (L) a velikosti odporu svařovacího obvodu
(R)
Bezpečnost
VAROVÁNÍ! Nesprávná obsluha a chybně provedené práce mohou zapříčinit zá-
važná zranění osob a materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte
teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
POZOR! Při provádění níže uvedených prací musejí být svařovací zdroje zapnu-
té. Vzniká proto nebezpečí zranění osob a materiálních škod:
- svařovacím proudem
- neúmyslným zapálením oblouku
- vysouvanými drátovými elektrodami
Až do skončení prací je nutné zajistit, aby
- u žádného svařovacího zdroje nebylo aktivováno zahájení svařování
- drátové elektrody se neposouvají
CS
Nastavení L/R
prostřednictvím
ovladače RCU
5000i
UPOZORNĚNĺ! Optimálních výsledků svařování se dosahuje jen do indukčnosti
svařovacího obvodu 30 μH (při síťovém napětí 400 V). Pokud je indukčnost sva-
řovacího obvodu vyšší než 30 μH, je nutné tuto indukčnost svařovacího obvodu
snížit.
Indukčnost svařovacího obvodu mohou snížit následující opatření:
- co nejkratší délka hadicového vedení svařovacího hořáku, propojovacího hadicového vedení a zemnicího kabelu
- souběžné položení hadicového vedení svařovacího hořáku, propojovacího
hadicového vedení a zemnicího kabelu
Vyvolejte položku nabídky „Přednasta-
1
vení zařízení“ na ovladači RCU 5000i.
Vyberte kartu „MIG/MAG“.
2
Stiskněte tlačítko F4 „Nastavení L/R“.
3
Přednastavení zařízení: např. karta „MIG/MAG“
33

Obrazovka „Aktuální hodnota“
- Zobrazí se 1. obrazovka průvodce „Aktuální hodnota“.
Stiskněte tlačítko F2 „Dopředu“.
4
- Zobrazí se 2. obrazovka průvodce
„Příprava“.
Postupujte podle pokynů na obrazovce
5
„Příprava“.
UPOZORNĚNĺ! Kontakt mezi
uzemňovací svorkou a svařencem
musí být realizován na očištěném
povrchu svařence.
Obrazovka „Příprava“
Obrazovka „Nastavení L/R“
Stiskněte tlačítko F2 „Dopředu“:
6
- Nastavení L/R se spustí a zobrazí se 3.
obrazovka průvodce „Nastavení L/R“.
34

Obrazovka „Potvrzení“
- Po dokončení nastavení L/R se zobrazí 4. obrazovka průvodce „Potvrzení“
se zjištěnými hodnotami velikosti odporu svařovacího obvodu (R) a indukč-
nosti svařovacího obvodu (L).
Stiskněte tlačítko F2 „Hotovo“.
7
- Zobrazí se naposledy vyvolaná karta s
daty.
CS
Přednastavení zařízení: např. karta „MIG/MAG“
35

Začátek svařování
Průběh začátku
svařování
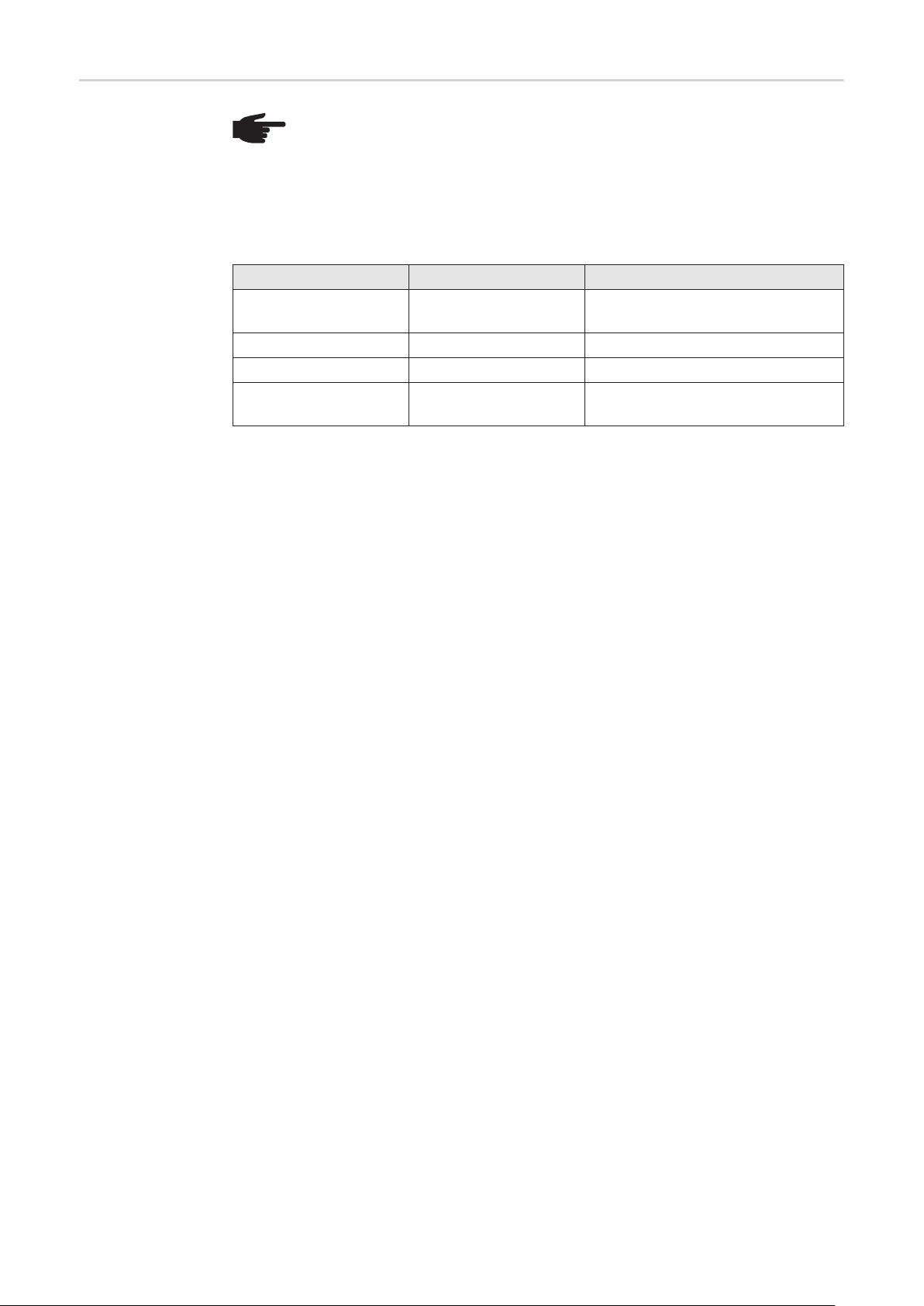
U metody CMT Twin probíhá začátek svařování následovně:
1. 2. 3. 4.
Průběh začátku svařování
1. Obě drátové elektrody se pohybují směrem ke svařenci.
2. Obě drátové elektrody narazí na svařenec.
3. Hlavní drátová elektroda zahájí svařovací proces, podřízená drátová elektroda se
pohybuje pryč od svařence a čeká na signál startu hlavní drátové elektrody = zpoždění
začátku svařování.
4. Jakmile podřízená drátová elektroda obdrží signál startu, také začne se svařovacím
procesem.
UPOZORNĚNĺ! Začátek svařování konfigurovaný pro metodu CMT Twin je do-
stupný pouze od verze charakteristik V2.9.4. Pokyny pro ověření verze charakteristik najdete v odstavci „Kontrola verze charakteristik“.
Bezpečnost
Nastavení pro začátek svařování
VAROVÁNÍ! Nesprávná obsluha a chybně provedené práce mohou zapříčinit zá-
važná zranění osob a materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte
teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
POZOR! Při provádění níže uvedených prací musejí být svařovací zdroje zapnu-
té. Vzniká proto nebezpečí zranění osob a materiálních škod:
- svařovacím proudem
- neúmyslným zapálením oblouku
- vysouvanými drátovými elektrodami
Až do skončení prací je nutné zajistit, aby
- u žádného svařovacího zdroje nebylo aktivováno zahájení svařování
- drátové elektrody se neposouvají
UPOZORNĚNĺ! Při svařování dvěma svařovacími postupy (jedna drátová elek-
troda pulzní svařování, jedna drátová elektroda CMT) zahájí svařovací proces ta
drátová elektroda, která svařuje pulzním svařovacím postupem.
36

UPOZORNĚNĺ! Pokud obě drátové elektrody svařují postupem CMT, je třeba po-
mocí ovladače RCU 5000i v nabídce „Materiál / Volba plynu“ pro každou drátovou
elektrodu vybrat:
- která drátová elektroda je Lead, tj. hlavní (drátová elektroda 1)
- která drátová elektroda je Trail, tj. podřízená (drátová elektroda 2)
CS
Korekce zpožděného začátku svařování „Start
delay“
Díky korekci zpožděného začátku svařování „Start delay“ začne podřízená drátová
elektroda svařovat, až když hlavní drátová
elektroda natavila svařenec. Podřízená
drátová elektroda tak začne svařovat v tavné lázni, a nikoli na ještě tuhém svařenci.
Tím vzniká optimální začátek svarového
švu.
Rozsah nastavení: 0 - 5 (0 - 2,5 sekundy)
37

Svařování – Pulz/CMT
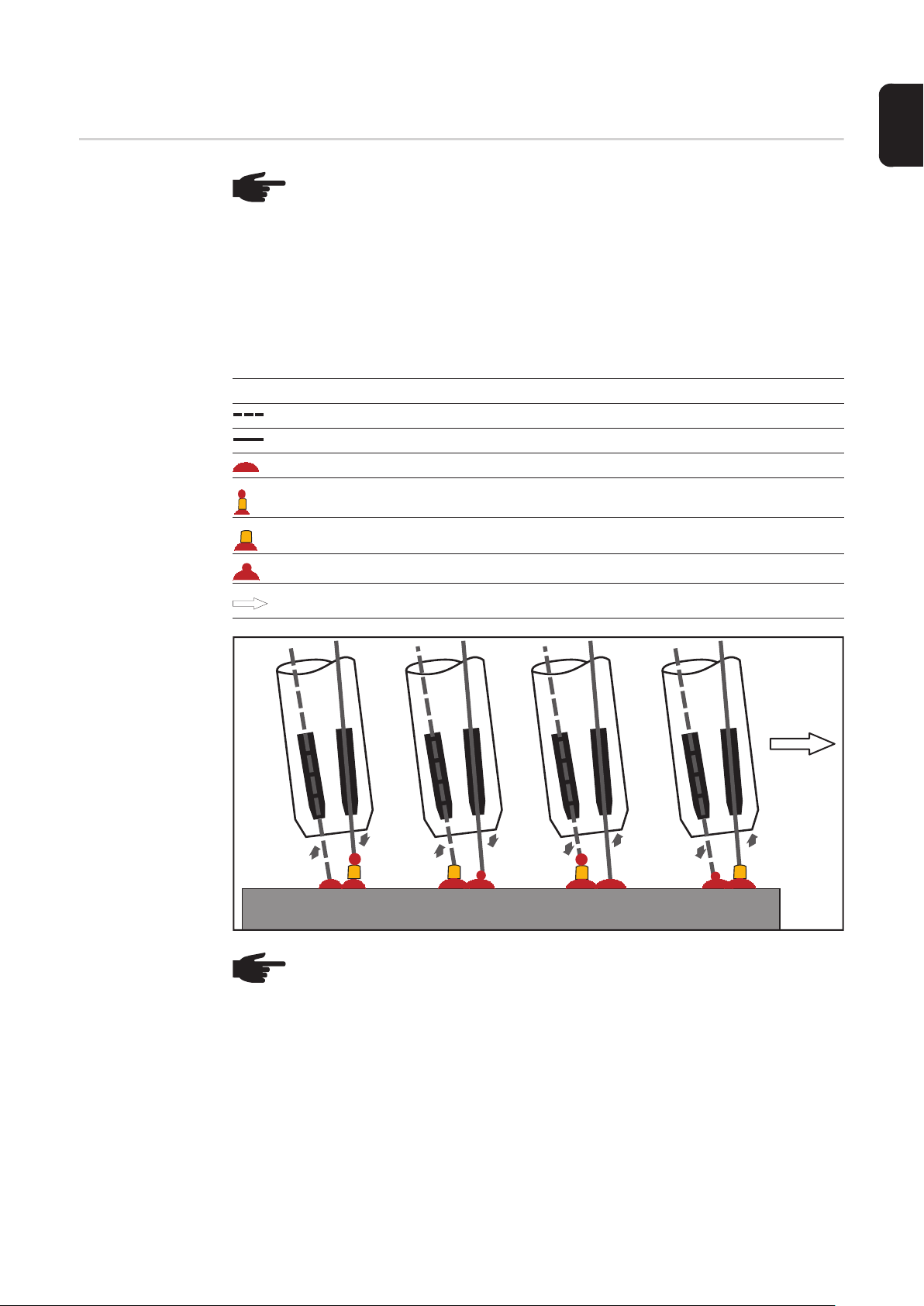
Popis procesu
svařování – Pulz/
CMT
Vlastnosti hlavní drátové elektrody (Pulz):
- hluboký průvar
- vysoký odtavný výkon
Vlastnosti podřízené drátové elektrody (CMT):
- velmi dobré vyplnění svaru
- zvýšení stability procesu
Symbol Vysvětlení
podřízená drátová elektroda (CMT)
hlavní drátová elektroda (Pulz)
tavná lázeň
pulzní oblouk s přechodem kapky
začátek fáze hoření oblouku
fáze tavení kapky
odevzdání kapky
směr svařování
38
UPOZORNĚNĺ! Kombinaci Pulz/CMT lze použít pro oba směry svařování.
Svařování – CMT/CMT
CS
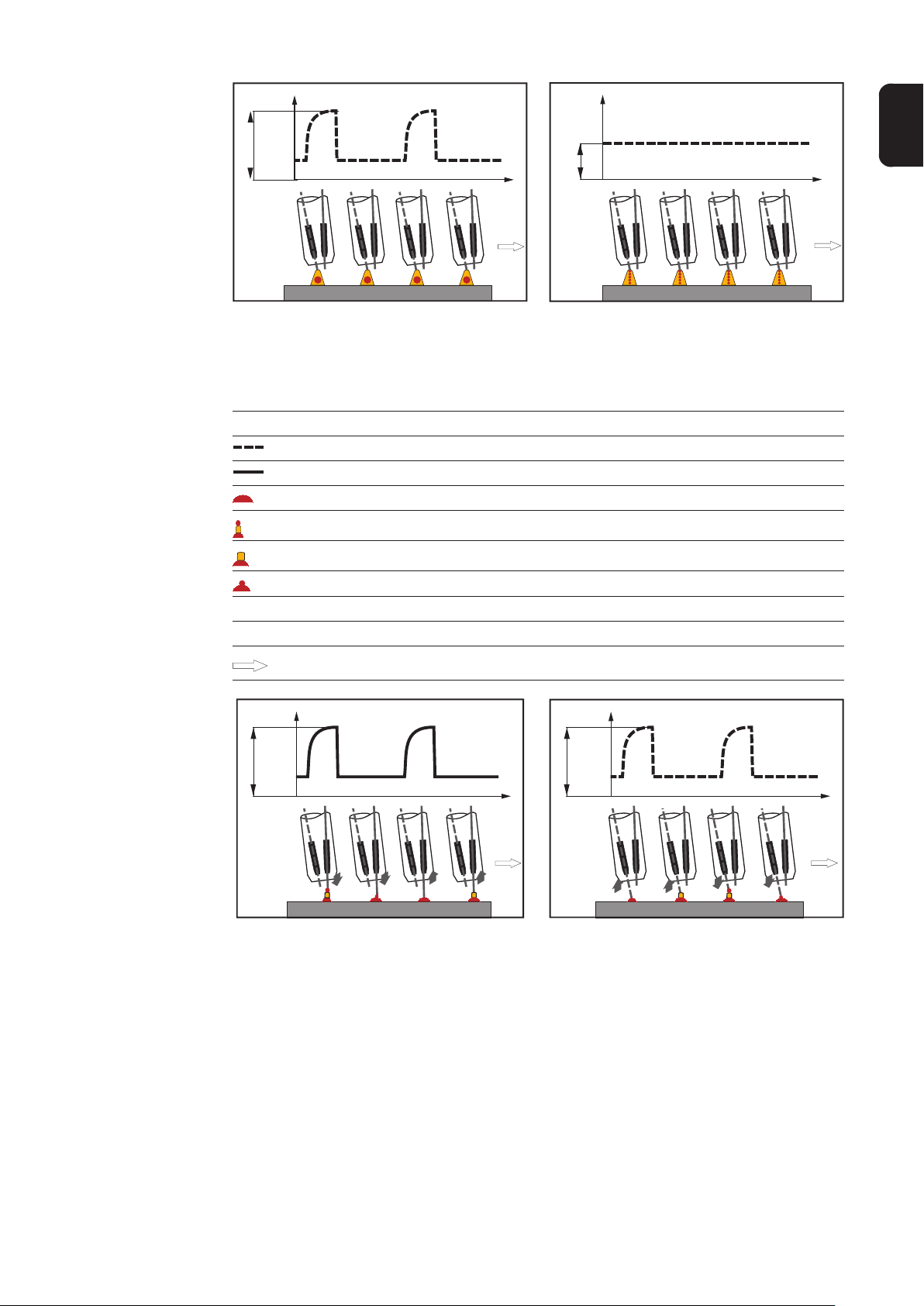
Popis procesu
svařování – CMT/
CMT
UPOZORNĚNĺ! U této varianty procesu se pro každou drátovou elektrodu použí-
vá jiná charakteristika.
Vlastnosti hlavní drátové elektrody (CMT):
- kratší oblouk než u podřízené drátové elektrody
- vyšší výkon v oblouku než u podřízené drátové elektrody
- zahajuje svařovací proces
Vlastnosti podřízené drátové elektrody (CMT):
- oblouk odpovídající tavné lázni
Symbol Vysvětlení
podřízená drátová elektroda (CMT)
hlavní drátová elektroda (CMT)
tavná lázeň
fáze tavení kapky
začátek fáze hoření oblouku
odevzdání kapky
směr svařování
UPOZORNĚNĺ! Kombinaci CMT/CMT lze použít pro oba směry svařování.
39

Svařování jedním drátem
Zvláštnosti a výhody
Přechod mezi materiály
Řízení robota vydá signál, takže svařuje jen jeden svařovací zdroj (svařování jedním drátem). V závislosti na poloze těla hořáku nebo nucené poloze svarového švu lze svařování
jedním drátem provádět hlavním nebo podřízeným zdrojem. Druhý svařovací zdroj odpočívá.
UPOZORNĚNĺ! Při použití chladicích modulů FK 4000 R musejí být při svařování
jedním drátem oba tyto chladicí moduly zapnuté na trvalý provoz:
Parametr C-C (Cooling unit Control) = „ON“ na svařovacím zdroji „1“ a svařovacím zdroji „2“.
UPOZORNĚNĺ! Aby byla zajištěna kompletní plynová ochrana při svařování jed-
ním drátem, magnetický ventil odpočívajícího svařovacího zdroje musí být otevřený.
Při použití rozhraní Twin se magnetický ventil ovládá prostřednictvím řízení robota, u standardních rozhraní a sběrnicových systémů je třeba magnetický ventil odpovídajícím způsobem nastavit.
Pulz/Standard
Symbol
podřízená drátová elektroda
hlavní drátová elektroda
pulzní oblouk s přechodem kapky
standardní oblouk
I
L
I
T
svařovací proud hlavního svařovacího zdroje
svařovací proud podřízeného zdroje
směr svařování
I (A)
I
L
t (s)
IT = 0
Pulz (jednoduchý drát, hlavní svařovací zdroj): závislost svařovacího proudu na čase a schématické znázornění přechodu mezi materiály
I (A)
I
L
t (s)
IT = 0
Standard (jednoduchý drát, hlavní svařovací zdroj):
závislost svařovacího proudu na čase a schématické
znázornění přechodu mezi materiály
40
I (A)
I (A)
I
T
IL = 0
Pulz (jednoduchý drát, podřízený zdroj): závislost
svařovacího proudu na čase a schématické znázornění přechodu mezi materiály
Symbol
podřízená drátová elektroda
hlavní drátová elektroda
tavná lázeň
fáze tavení kapky
začátek fáze hoření oblouku
t (s)
I
T
IL = 0
Standard (jednoduchý drát, podřízený zdroj): závislost
svařovacího proudu na čase a schématické znázornění přechodu mezi materiály
CMT
CS
t (s)
odevzdání kapky
I
L
I
T
svařovací proud hlavního svařovacího zdroje
svařovací proud podřízeného zdroje
směr svařování
I (A)
I
L
t (s)
IT = 0
CMT (jednoduchý drát, hlavní svařovací zdroj): závislost svařovacího proudu na čase a schématické znázornění přechodu mezi materiály
I (A)
I
T
t (s)
IL = 0
CMT (jednoduchý drát, podřízený zdroj): závislost
svařovacího proudu na čase a schématické znázornění přechodu mezi materiály
41

Použití konfigurace „HD“ (Heavy Duty / velké zatížení)
Dostupné charakteristiky
Popis charakteristik
Číslo charakteristiky
1474 Pulz G3Si1 1,2 M21 Ar+18% CO
1476 CMT G3Si1 1,2 M21 Ar+18% CO
1477 CMT G3Si1 1,2 C1 100% CO2 Lead
1478 CMT G3Si1 1,2 C1 100% CO2 Trail
Číslo charakteristiky
Svařovací postup
1474 Pulz koutový svar
1476 CMT koutový svar
1477 CMT koutový svar
1478 CMT koutový svar
Svařovací
postup
Druh svaru
silný plech
silný plech
tenký plech / silný plech
tenký plech / silný plech
Materiál Průměr
drátu
vysokofrekvenční pulzní oblouk;
krátká délka oblouku; optimalizováno pro koutový svar
délka oblouku CMT s vyšším podílem oblouku; optimalizováno
pro lepší vytékání svaru na silném
plechu
Charakteristika Lead-CMT; začíná jako první se svařováním; vyšší výkon v oblouku;
optimalizováno pro svařování
koutových svarů se 100% CO
Charakteristika Trail-CMT; fáze
hoření oblouku přizpůsobena lepšímu vytékání svaru při svařování
se 100% CO
Ochranný plyn
Vlastnosti
charakteristiky
2
2
2
2
Kombinace
charakteristik
1474
Lead
s
1476
Trail
1477
Lead
s
1478
Trail
Konfigurace systému
42
VAROVÁNÍ! Nesprávná obsluha a chybně provedené práce mohou zapříčinit zá-
važná zranění osob a materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte
teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
Ujistěte se, že spotřební díly standardní sady „HD“ jsou namontované.
1

POZOR! Při provádění níže uvedených prací musejí být svařovací zdroje zapnu-
té. Vzniká proto nebezpečí zranění osob a materiálních škod:
- svařovacím proudem
- neúmyslným zapálením oblouku
- vysouvanými drátovými elektrodami
Až do skončení prací je nutné zajistit, aby
- u žádného svařovacího zdroje nebylo aktivováno zahájení svařování
- drátové elektrody se neposouvají
UPOZORNĚNĺ! Níže popsané úkony provádějte pomocí ovladače RCU 5000i na
obou svařovacích zdrojích.
Pomocí zadávacího kolečka na
2
ovladači RCU 5000i zvolte položku nabídky „Svařování MIG/MAG Synergic“.
Stiskněte tlačítko OK.
3
CS
- Zobrazí se naposledy vyvolaná karta s
daty.
43
Na příslušné kartě s daty stiskněte
4
tlačítko F4 „Materiál“.
- Zobrazí se 1. obrazovka průvodce
„Volba přídavného materiálu“.
V závislosti na způsobu použití pro-
5
veďte požadovaná nastavení pomocí
obou ovladačů RCU 5000i pro oba
svařovací zdroje.
UPOZORNĚNĺ! Pokud obě drátové elektrody svařují postupem CMT, je třeba po-
mocí ovladače RCU 5000i pro každou drátovou elektrodu (každý svařovací zdroj)
vybrat:
- která drátová elektroda je Lead, tj. hlavní
- která drátová elektroda je Trail, tj. podřízená
Bližší informace naleznete v odstavci „Začátek svařování“.
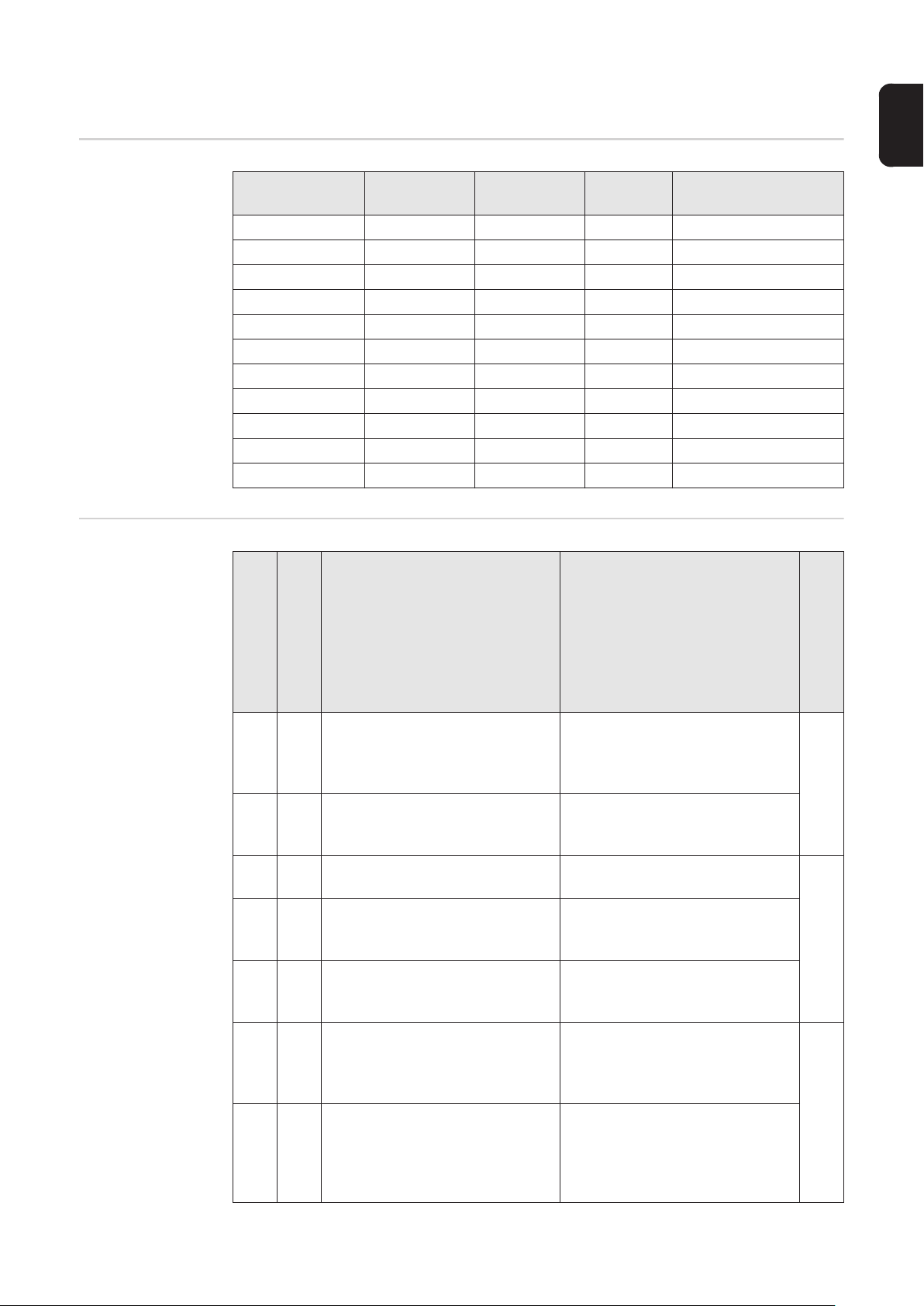
Stickout
Lead
Trail
9,5 mm
(0.37 in.)
Stickout a vzdálenost drátových elektrod
=
1
17 mm (0.67 in.)
Stickout s
44
Použití konfigurace „Speed“
CS
Dostupné charakteristiky
Popis charakteristik
Číslo charakteristiky
1470 Pulz G3Si1 1,0 M21 Ar+18% CO
1471 CMT G3Si1 1,0 M21 Ar+18% CO
1472 Pulz G3Si1 1,2 M21 Ar+18% CO
1473 CMT G3Si1 1,2 M21 Ar+18% CO
1479 CMT G3Si1 1,2 M21 Ar+18% CO
Svařovací
postup
Materiál Průměr
drátu
Ochranný plyn
2
2
2
2
2
1500 CMT G3Si1 1,2 C1 100% CO2 Lead
1501 CMT G3Si1 1,2 C1 100% CO2 Trail
1510 Pulz AlMg5 1,2 I1 100% Argon
1511 CMT AlMg5 1,2 I1 100% Argon
1522 Pulz AlMg5 1,6 I1 100% Argon
1523 CMT AlMg5 1,6 I1 100% Argon
Číslo charakteristiky
Svařovací postup
Druh svaru
1470 Pulz přeplátovaný svar, koutový svar
tenký plech
1471 CMT přeplátovaný svar, koutový svar
tenký plech
1472 Pulz přeplátovaný svar, koutový svar
tenký plech
1473 CMT přeplátovaný svar
tenký plech
1479 CMT koutový svar
tenký plech
1500 CMT přeplátovaný svar
tenký plech
1501 CMT přeplátovaný svar
tenký plech
Vlastnosti
charakteristiky
vysokofrekvenční pulzní oblouk;
udržována krátká délka oblouku;
optimalizováno pro vysoké rychlosti svařování
délka oblouku CMT velmi krátká;
fáze hoření oblouku upravena,
aby se předešlo vrubům
vysokofrekvenční pulzní oblouk;
udržována krátká délka oblouku
délka oblouku CMT velmi krátká;
fáze hoření oblouku upravena,
aby se předešlo tvorbě vrubů
delší oblouk CMT pro dosažení
širšího vytékání u koutových svarů
charakteristika Lead-CMT; začíná
jako první se svařováním; vyšší
výkon v oblouku; pro svařování se
100% CO
2
charakteristika Trail-CMT; délka
oblouku CMT velmi krátká; fáze
hoření oblouku upravena, aby se
předešlo vrubům; svařování se
100% CO
2
Kombinace
charakteristik
1470
Lead
s
1471
Trail
1472
Lead
s
1473
Trail
nebo
1479
Trail
1500
Lead
s
1501
Trail
45

Číslo charakteristiky
Svařovací postup
1510 Pulz přeplátovaný svar, koutový svar
tenký plech
1511 CMT přeplátovaný svar, koutový svar
tenký plech
1522 Pulz koutový svar vysokofrekvenční pulzní oblouk;
1523 CMT koutový svar oblouk CMT; vyšší proud ve fázi
Druh svaru
Vlastnosti
charakteristiky
vysokofrekvenční pulzní oblouk;
udržována krátká délka oblouku;
optimalizováno pro vysoké rychlosti svařování a hliník
oblouk CMT; vyšší proud ve fázi
tavení; optimalizováno pro hliník
udržována krátká délka oblouku;
optimalizováno pro vysoké rychlosti svařování a hliník, průměr
drátu 1,6 mm
tavení; optimalizováno pro hliník,
průměr drátu 1,6 mm
Kombinace
charakteristik
1510
Lead
s
1511
Trail
1522
Lead
s
1523
Trail
Konfigurace systému
VAROVÁNÍ! Nesprávná obsluha a chybně provedené práce mohou zapříčinit zá-
važná zranění osob a materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte
teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
Ujistěte se, že spotřební díly standardní sady „Speed“ jsou namontované.
1
POZOR! Při provádění níže uvedených prací musejí být svařovací zdroje zapnu-
té. Vzniká proto nebezpečí zranění osob a materiálních škod:
- svařovacím proudem
- neúmyslným zapálením oblouku
- vysouvanými drátovými elektrodami
Až do skončení prací je nutné zajistit, aby
- u žádného svařovacího zdroje nebylo aktivováno zahájení svařování
- drátové elektrody se neposouvají
UPOZORNĚNĺ! Níže popsané úkony provádějte pomocí ovladače RCU 5000i na
obou svařovacích zdrojích.
46

Pomocí zadávacího kolečka na
2
ovladači RCU 5000i zvolte položku nabídky „Svařování MIG/MAG Synergic“.
Stiskněte tlačítko OK.
3
- Zobrazí se naposledy vyvolaná karta s
daty.
CS
Na příslušné kartě s daty stiskněte
4
tlačítko F4 „Materiál“.
- Zobrazí se 1. obrazovka průvodce
„Volba přídavného materiálu“.
V závislosti na způsobu použití pro-
5
veďte požadovaná nastavení pomocí
obou ovladačů RCU 5000i pro oba
svařovací zdroje.
UPOZORNĚNĺ! Pokud obě drátové elektrody svařují postupem CMT, je třeba po-
mocí ovladače RCU 5000i pro každou drátovou elektrodu (každý svařovací zdroj)
vybrat:
- která drátová elektroda je Lead, tj. hlavní
- která drátová elektroda je Trail, tj. podřízená
Bližší informace naleznete v odstavci „Začátek svařování“.
47
Stickout
Lead
Trail
10 mm
(0.39 in.)
Stickout a vzdálenost drátových elektrod
=
1
15 mm (0.59 in.)
Stickout s
48

Použití konfigurace „Root“
CS
Dostupné charakteristiky
Popis charakteristik
Číslo charakteristiky
1524 Pulz G3Si1 1,2 M21 Ar+18% CO
1525 CMT G3Si1 1,2 M21 Ar+18% CO2 Lead
1526 CMT G3Si1 1,2 M21 Ar+18% CO2 Trail
Číslo charakteristiky
1524 Pulz kořenová vrstva pulzní oblouk; optimalizováno pro
1525 CMT kořenová vrstva charakteristika Lead-CMT; oblouk
1526 CMT kořenová vrstva charakteristika Trail-CMT; oblouk
Svařovací
postup
Svařovací postup
Materiál Průměr
drátu
Druh svaru
kořenovou vrstvu
CMT s vyšším podílem oblouku
CMT s menším tlakem oblouku na
tavnou lázeň
Ochranný plyn
Vlastnosti
charakteristiky
2
Kombinace
charakteristik
1524
Lead s
1525
Trail
nebo
1526
Trail
1525
Lead s
1526
Trail
Konfigurace systému
VAROVÁNÍ! Nesprávná obsluha a chybně provedené práce mohou zapříčinit zá-
važná zranění osob a materiální škody. Všechny níže popsané práce smějí provádět jen odborně vyškolené osoby. Všechny níže popsané práce provádějte
teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
Ujistěte se, že spotřební díly standardní sady „HD“ jsou namontované.
1
POZOR! Při provádění níže uvedených prací musejí být svařovací zdroje zapnu-
té. Vzniká proto nebezpečí zranění osob a materiálních škod:
- svařovacím proudem
- neúmyslným zapálením oblouku
- vysouvanými drátovými elektrodami
Až do skončení prací je nutné zajistit, aby
- u žádného svařovacího zdroje nebylo aktivováno zahájení svařování
- drátové elektrody se neposouvají
49

UPOZORNĚNĺ! Níže popsané úkony provádějte pomocí ovladače RCU 5000i na
obou svařovacích zdrojích.
Pomocí zadávacího kolečka na
2
ovladači RCU 5000i zvolte položku nabídky „Svařování MIG/MAG Synergic“.
Stiskněte tlačítko OK.
3
- Zobrazí se naposledy vyvolaná karta s
daty.
Na příslušné kartě s daty stiskněte
4
tlačítko F4 „Materiál“.
- Zobrazí se 1. obrazovka průvodce
„Volba přídavného materiálu“.
V závislosti na způsobu použití pro-
5
veďte požadovaná nastavení pomocí
obou ovladačů RCU 5000i pro oba
svařovací zdroje.
UPOZORNĚNĺ! Pokud obě drátové elektrody svařují postupem CMT, je třeba po-
mocí ovladače RCU 5000i pro každou drátovou elektrodu (každý svařovací zdroj)
vybrat:
- která drátová elektroda je Lead, tj. hlavní
- která drátová elektroda je Trail, tj. podřízená
Bližší informace naleznete v odstavci „Začátek svařování“.
50

Směrné hodnoty parametrů svařování pro koutové
svary
Směrné hodnoty
parametrů svařování pro koutové
svary
UPOZORNĚNĺ! Uvedené údaje jsou směrné hodnoty, které byly stanoveny za la-
boratorních podmínek.
Použitý přídavný materiál a svařovací poloha:
Ochranný plyn: M21 Ar+18% CO2, 2 x 12 l/min
Drátová elektroda: G3Si1, 1,2 mm
Svařovací poloha: PB
Tloušťka plechu (mm)
Rozměr „a“ (mm)
Drátová elektroda /
svařovací postup
Lead /
Pulz
3 2,8
Trail /
CMT
Rychlost drátu
(m/min)
Proud
(A)
16 420 28,0 1472*
10 275 19,0 1479*
(V)
Napětí
Použitá
charakteristika
Rychlost svařov.
3 2,7 13,3
(m/min)
Traťová energie
(kJ/cm)
Odtavný výkon
(kg/h)
Výbrus
CS
43
6 3,5
84
10 5
12 6
Lead /
Pulz
Trail /
CMT
Lead /
Pulz
Trail /
CMT
Lead /
Pulz
Trail /
CMT
Lead /
Pulz
Trail /
CMT
Lead /
Pulz
Trail /
CMT
16 420 28,0 1472*
2,5 3,2 13,3
10 275 19,0 1479*
15,5 410 28,0 1474**
1,8 4,3 13
10 280 19,0 1476**
15,5 415 27,5 1474**
1,5 5 12,5
9 225 19,0 1476**
15 380 27,0 1474**
1 6,9 12,3
9 220 18,5 1476**
15 390 28,0 1472***
0,6 6,9 11,7
8 215 17,0 1479***
* Použita konfigurace „Speed“
51
** Použita konfigurace „HD“
*** Spotřební díly konfigurace „HD“, použity charakteristiky konfigurace „Speed“ –
charakteristiky konfigurace Speed byly použity, aby se předešlo nežádoucímu odtékání tavné lázně.
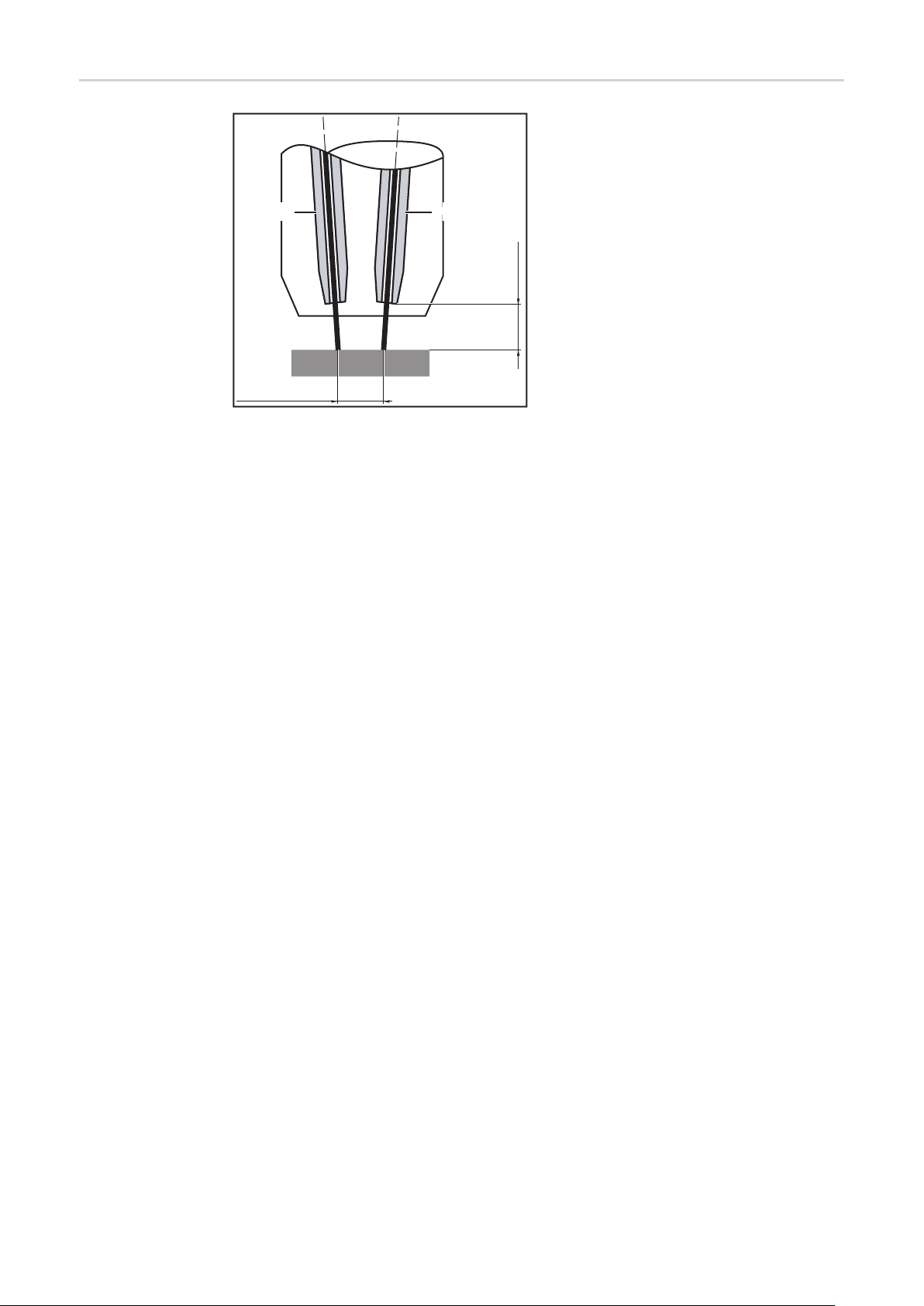
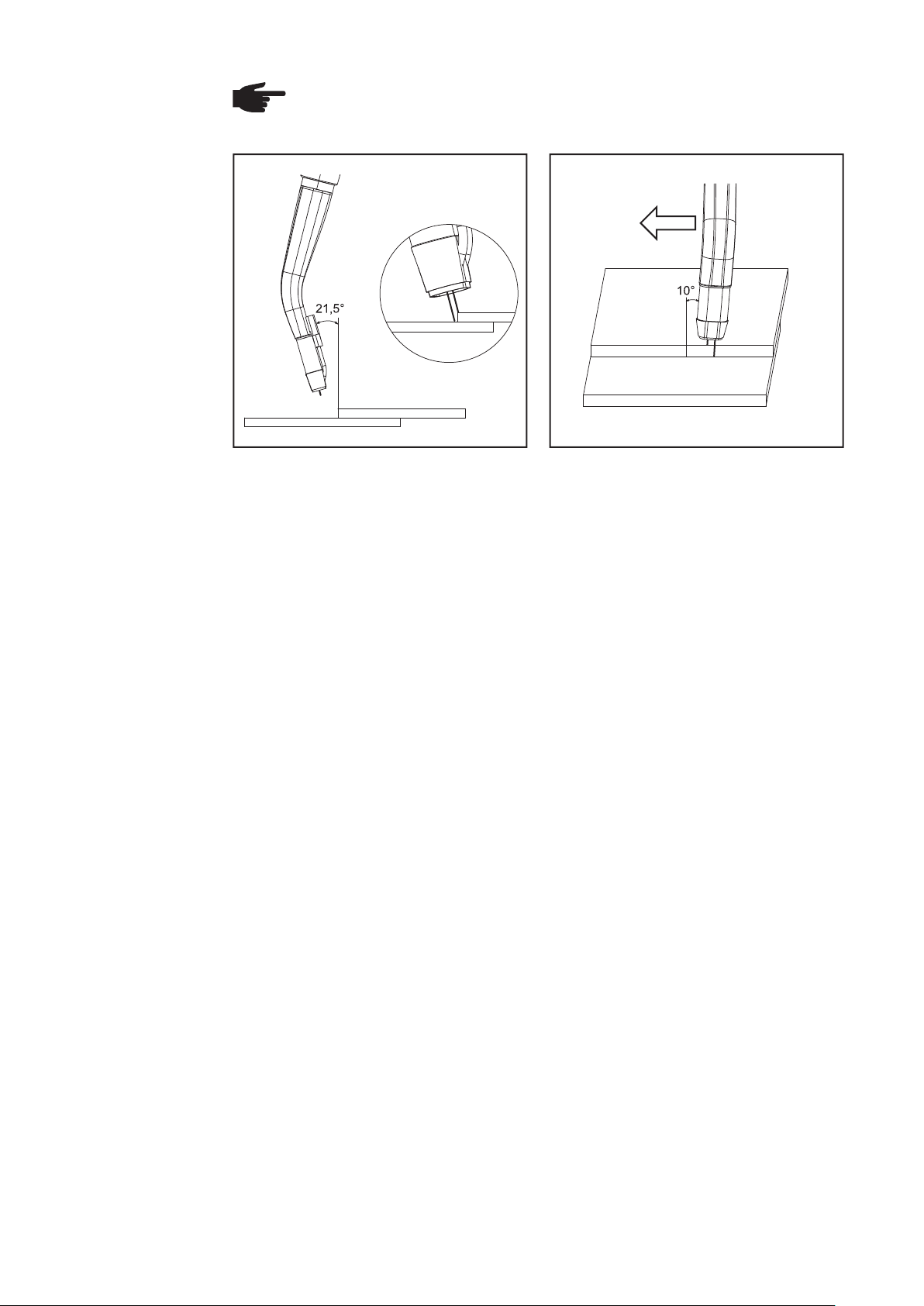
Nastavení svařovacího hořáku
vůči svařenci
(1)
45°
(2)
Boční pohled na svařovací hořák / svařenec
- Svařovací hořák (1) v úhlu 45° ke
svařenci (2)
- Svařovací hořák (1) v úhlu 5° bodavě
ke směru svařování
-Obě drátové elektrody paralelně se
směrem svařování
52
Směrné hodnoty parametrů svařování pro přeplátované svary
Směrné hodnoty
parametrů svařování pro přeplátované svary
UPOZORNĚNĺ! Uvedené údaje jsou směrné hodnoty, které byly stanoveny za la-
boratorních podmínek.
Použitý přídavný materiál a svařovací poloha:
Ochranný plyn: M21 Ar+18% CO2, 2 x 12 l/min
Drátová elektroda: G3Si1, 1,2 mm
Svařovací poloha: PB
Tloušťka plechu (mm)
Drátová elektroda
Rychlost drátu
(m/min)
Proud
(A)
(V)
Napětí
Použitá
charakteristika
Rychlost svařov.
(m/min)
Traťová energie
(kJ/cm)
Odtavný výkon
(kg/h)
CS
Výbrus
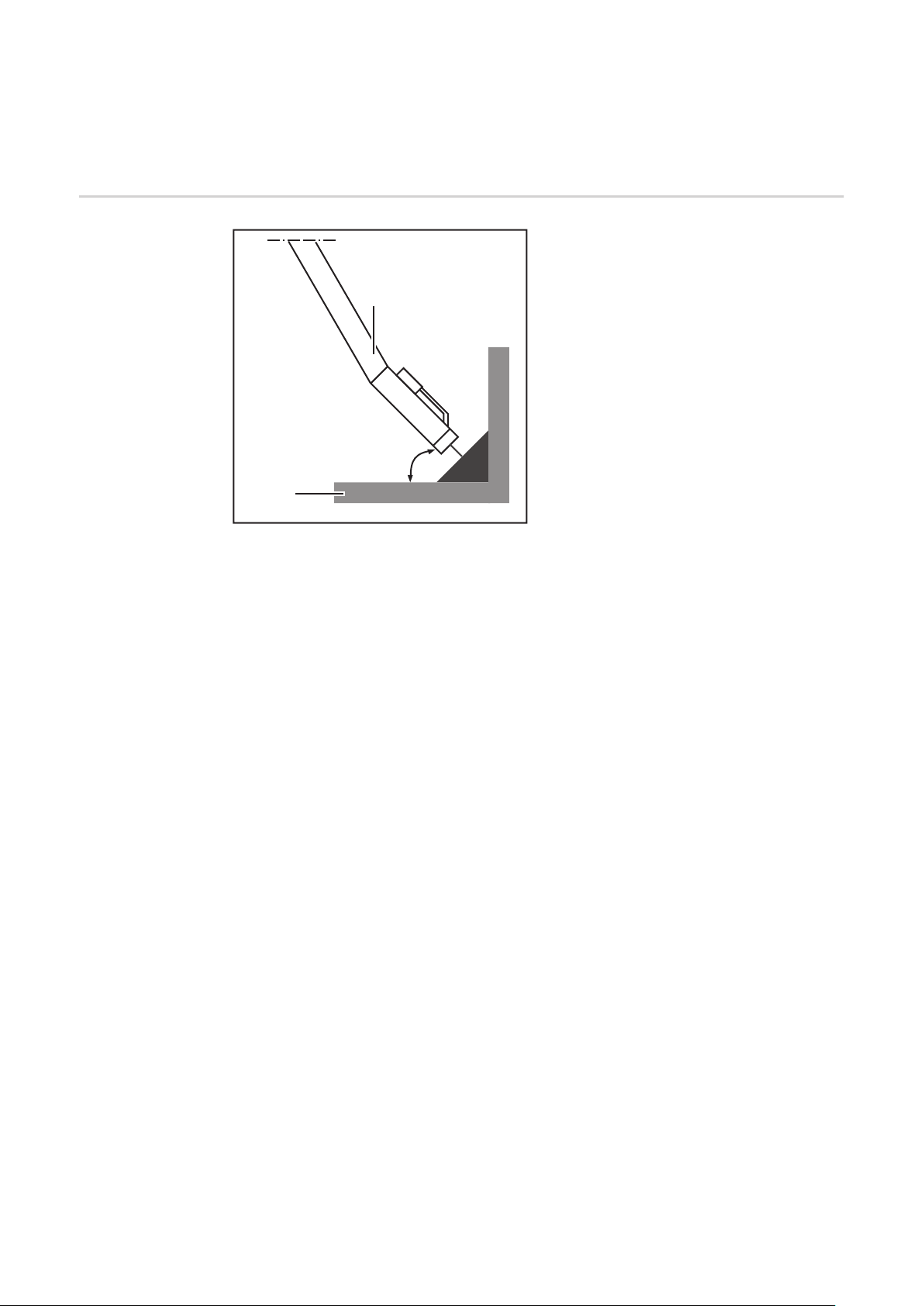
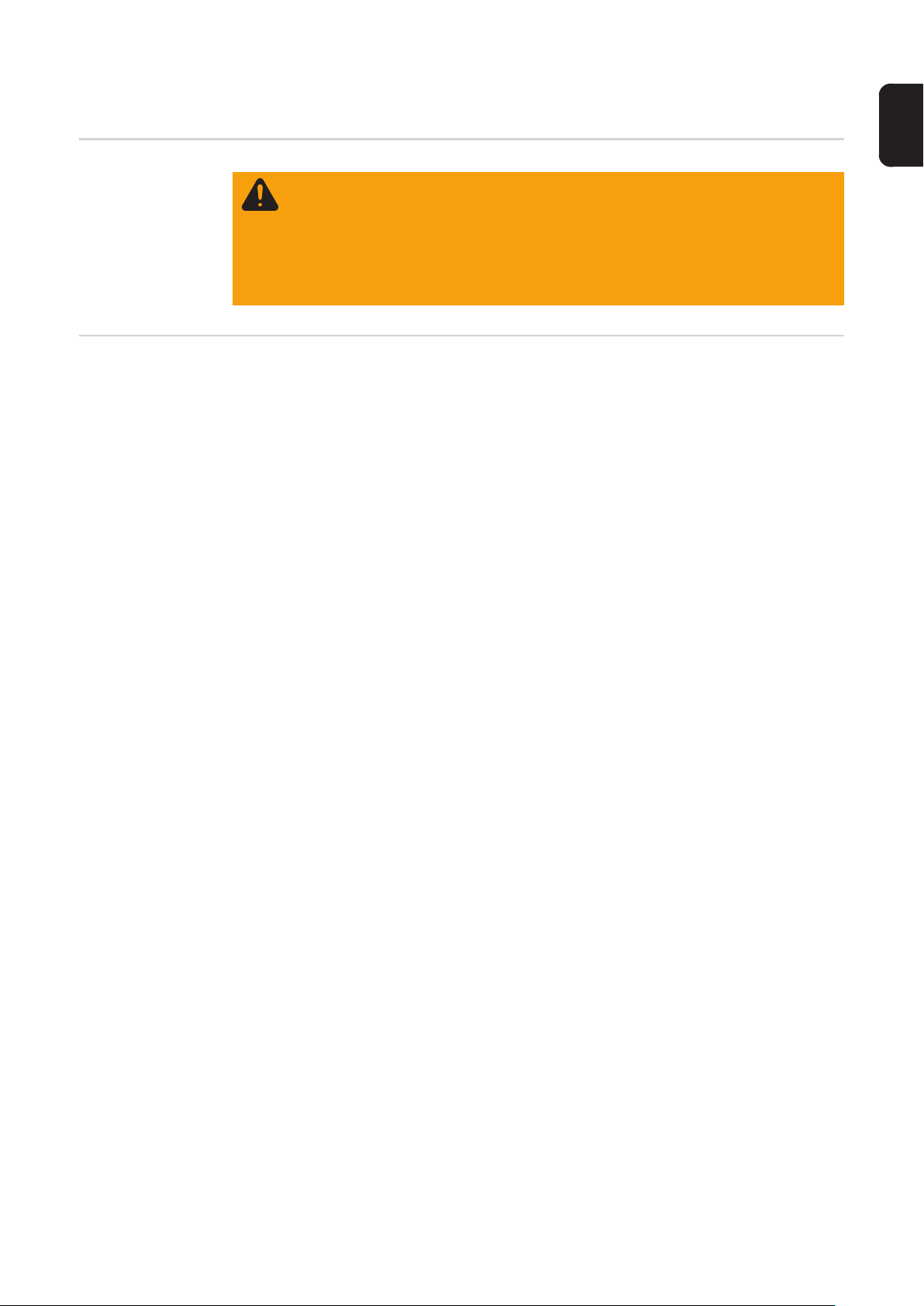
Nastavení svařovacího hořáku
vůči svařenci
Lead 15 370 28,0 1472*
2
Trail 6 210 14,0 1473*
Lead 15,5 390 28,5 1472*
3
Trail 6,5 225 15,0 1473*
* Použita konfigurace „Speed“
(1)
(2)
3,6 3,7 11,2
3 4 11,7
- Svařovací hořák (1) v úhlu 35° ke
svařenci (2)
- Svařovací hořák (1) v úhlu 5° bodavě
ke směru svařování
-Obě drátové elektrody paralelně se
směrem svařování
35°
Boční pohled na svařovací hořák / svařenec
53
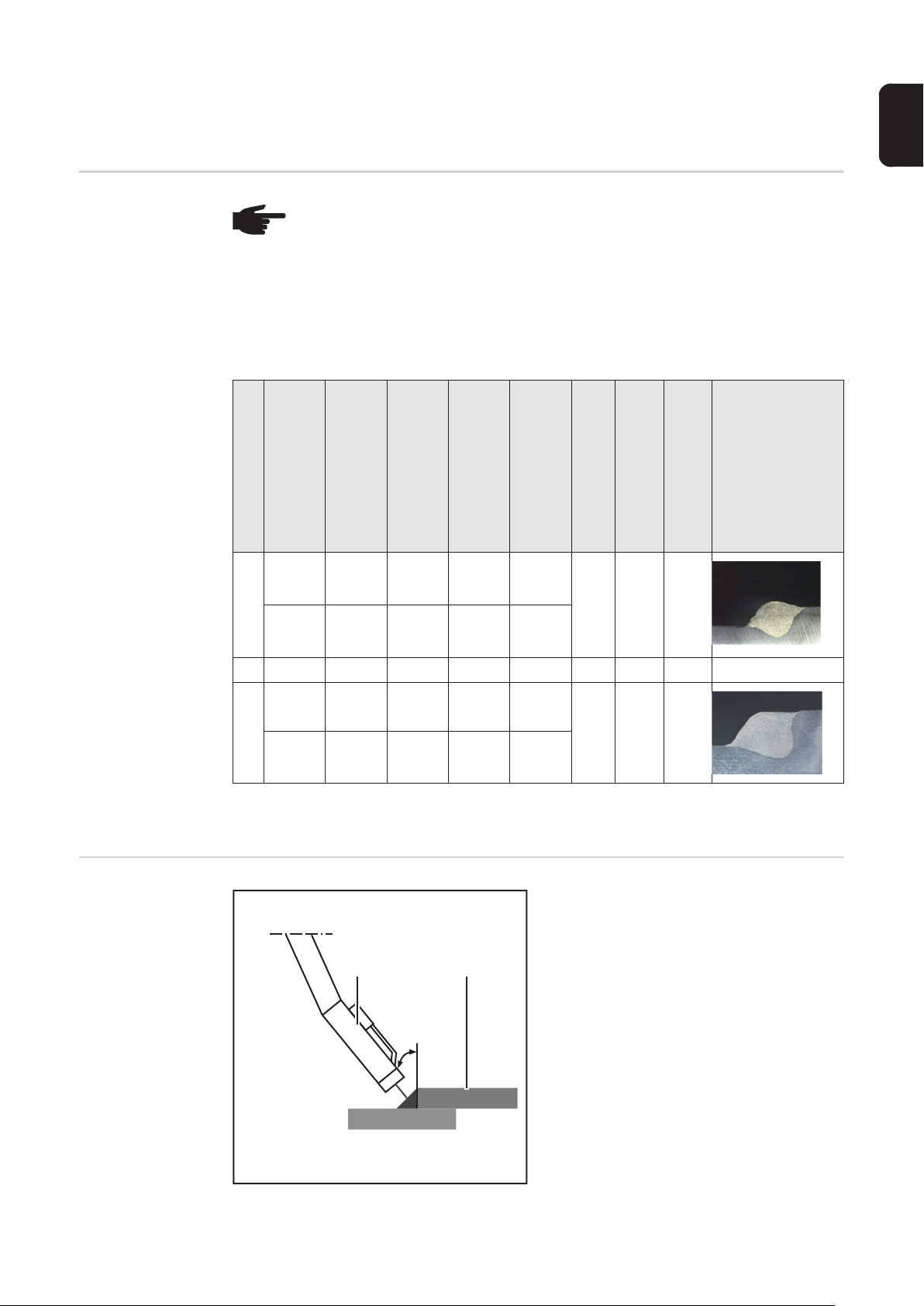
UPOZORNĚNĺ! Pokud by svarový šev na horním plechu vykazoval vruby, je
možné pomocí níže zobrazeného nastavení svařovacího hořáku vrubům zamezit.
54
Předpoklady pro režim svařování
CS
Bezpečnost
Předpoklady pro
režim svařování
VAROVÁNÍ! Nesprávná obsluha a chybně provedená práce mohou zapříčinit zá-
važné zranění a materiální škody. Všechny níže popsané práce smějí provádět
jen odborně vyškolené osoby. Všechny níže popsané práce provádějte teprve poté, co přečtete následující dokumenty a porozumíte jejich obsahu:
- tento návod k obsluze
- všechny návody k obsluze systémových komponent, zejména bezpečnostní
předpisy
Předpoklady pro režim svařování CMT Twin:
- spotřební díly jsou namontované na tělo hořáku
- všechny systémové komponenty jsou řádně namontované a instalované
- kompatibilita svařovacích zdrojů a dálkových ovladačů je zajištěna
- verze charakteristik je ověřena
- nastavení L/R – indukčnost svařovacího obvodu a odpor svařovacího obvodu jsou nastavené
- svařovací systém je propojen s řízením robota
- svařovací systém je konfigurován podle požadavků
55

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
www.fronius.com/addresses
Under http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations
 Loading...
Loading...