


/ Perfect Welding / Solar Energy / Perfect Charging
/ Perfect Welding / Solar Energy / Perfect Charging
PMC
CMT
PULSE MULTI CONTROL
COLD METAL TRANSFER
TOTALLY STABLE WELDING
/ 2
WELD LIGHT-GAGE SHEETS AT
MAXIMUM SPEED–WITH MINIMAL
HEAT INPUT AND VIRTUALLY
NO SPATTER
CMT (COLD METAL TRANSFER) has revolutionized welding
technology. Thanks to its PRECISE WIRE RETRACTION, the process
considerably increases the number of possible welding applications.
Wherever adhesive or solder was used before,
CMT welding can now be used instead.
The back and forth movement (reversing) of the welding wire–at up to 170 Hertz–produces an exceptionally stable
arc. This results in a 33% reduction in heat input and a welding speed almost twice as fast as the conventional dip
transfer arc.
What’s your
welding challenge?
Let's get connected.

THE ADVANTAGES OF CMT
/ 3
REDUCTION
IN REWORK
100%
HIGHER SPEED
STABLE
ARC
ICON
/ 99% less spatter*
/ 33% lower heat input reduces
distortion
/ Perfect ignition (SFI)
/ High speed but the same penetration
/ Fast joining of thin sheets
/ 100% CO2 welding
/ High-strength steels
/ Resistant to external inuences (change in stick out,
workpiece surface)*
GREEN
THINKING
ECONOMICAL AND SUSTAINABLE
RESOURCECONSERVING
This precisely controlled process
reduces spatter, and therefore rework,
which lets employees work more
eciently.
MATERIAL
SAVINGS
CMT considerably reduces the
consumption of wearing parts and the
number of component rejects, which
translates directly into greater savings
potential.
*/ Under laboratory conditions.
ENERGYSAVING
A stable, precisely controlled arc
improves weld quality. This shortens the
overall time necessary for welding tasks,
resulting in lower energy consumption
overall.

/ 4
CMT
WELDING
PROCESS
THE CMT PROCESS IS
BASED ON THE MOST
ADVANCED TYPE OF
DROPLET DETACHMENT.
MADE POSSIBLE
BYREVERSIBLE WIRE
ELECTRODE MOTION.
In a conventional dip transfer arc process,
the wire is advanced continuously towards
the workpiece. If a short circuit occurs, the
current is increased, which breaks the
short circuit so the arc can ignite again.
However, in the event of a short circuit
while using the CMT process, the reverse
motion of the wire electrode produces a
more controlled droplet detachment and
reignition. This reversing wire motion takes
place in a frequency range of 50 to 170 Hz,
depending on the filler metal, shielding
gas and electrode diameter.

IDEAL
FOR ALL
POSITIONS
/ 5
Dip transfer arc
Pulsed arc
High performance arc
Spray arcCMT arc Intermediate arc
APPLICATIONS
/ Joint welding (CrNi applications, food industry)
/ Overlay welding
/ Rapid prototyping & additive manufacturing
/ Brazing, specifically with high demands for
speed and process stability
/ 100% CO
/ Root passes
/ Thin and medium sheet range
/ Special joints, e.g., copper, steel aluminum,
titanium
welding on steel
2
/ 6
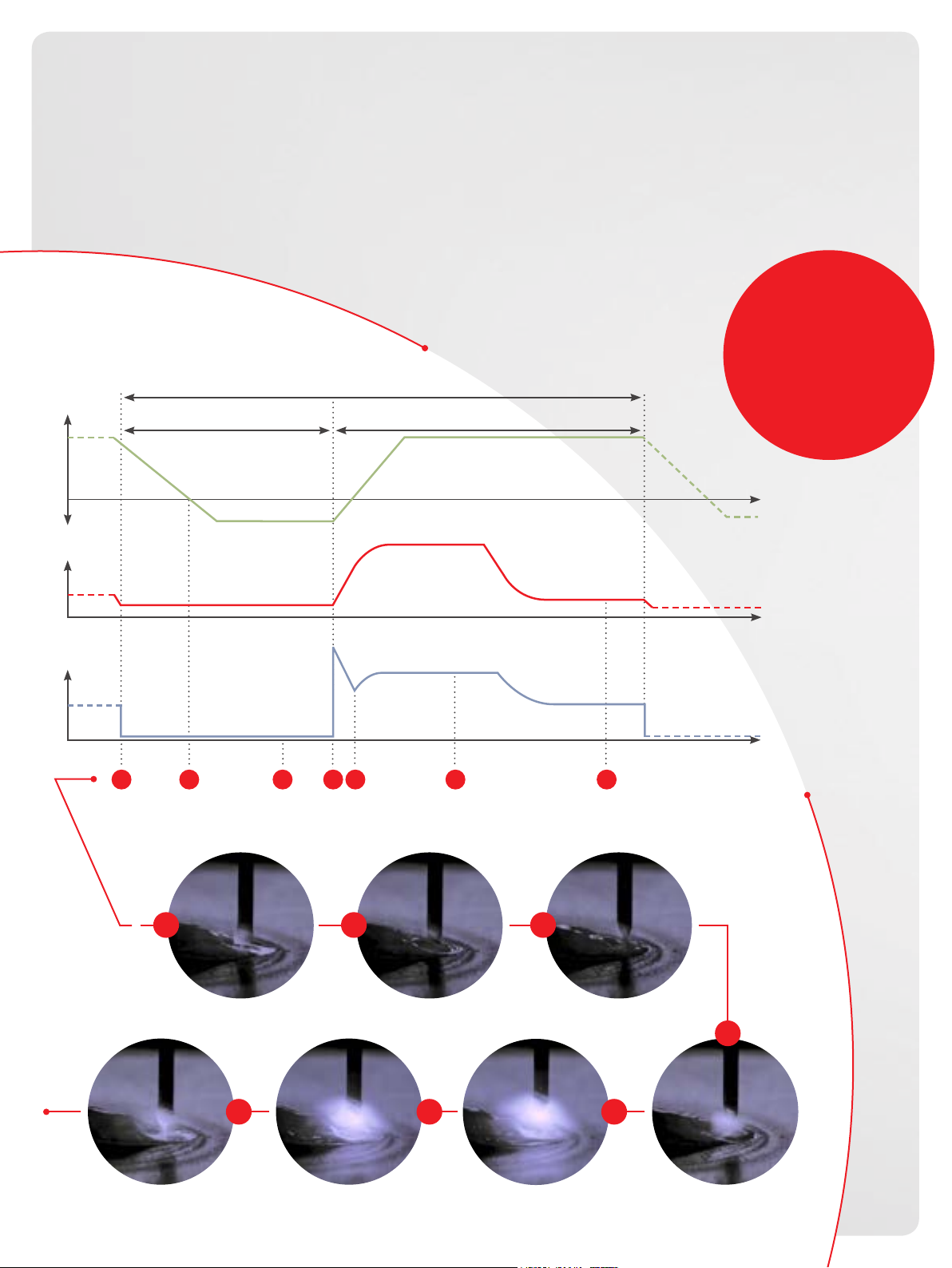
THE
SPECIAL FEATURES
OF CMT
v4 [m/min]
Short circuit phase Arc phase
CMT cycle time
With its revolutionary reversible wire
motion, CMT oers a wide range of
advantages, enabling cost-eective and
sustainable welding that reduces re-
work and minimizes welding defects.
THE ESSENCE
OF CMT
/ FAST
/ VIRTUALLY
SPATTER-FREE
/ COLD
t [s]
I [A]
U [V]
/1
t [s]
t [s]
41 2 6 73 5
1
2 3
/ *In comparison with TPS pulsed arc. **In comparison with standard dip transfer arc
4
567
 Loading...
Loading...