


/ Perfect Welding / Solar Energy / Perfect Charging
/ Perfect Welding / Solar Energy / Perfect Charging
PMC
CMT
PULSE MULTI CONTROL
COLD METAL TRANSFER
焊接工艺稳定可靠
/ 2
极速焊接轻质薄板——
极低热输入,几乎无飞溅
CMT(冷金属过渡)为焊接工艺带
来了革命性的提升。焊丝换向运动
大幅扩大了焊接工艺的应用范围。
以前需要使用粘接剂或焊料的地
方,现在可代之以 CMT 焊接工艺。
焊丝以高达 170 赫兹的频率进行往返(换向)运动,产生超稳电弧,从而使热输入量减少 33%,
将焊接速度几乎提高到传统短路过渡电弧的两倍。
What´s your
welding challenge?
Let’s get connected.

CMT 的优势
/ 3
减少
返工率
速度
提高一倍
电弧
稳定
/ 飞溅量减少了 99%*
/ 热输入降低了 33%,从而减少变形
/ 出色引弧 (SFI)
/ 在保持熔深一致的同时提升焊接速度
/ 快速连接薄板
/ 100% CO2 焊接
/ 高强度钢
/ 抗外部影响(干伸长变化、工件表面)*
GREEN
THINKING
经济、环保、可持续
节源
得到精确控制的工艺减少了飞溅和
返工率,让员工能够以更快的速度
完成焊接作业。
节材
CMT 显著降低了废品率以及易损件
的用量,从而直接提升了节约潜力。
*/
在实验室条件下。
节源
得到精确控制的稳定电弧可提高焊接
质量,进而缩短不同焊接作业的总工
期。由此带来的直接结果便是减少了
能耗。

/ 4
CMT
焊接工艺
CMT 焊接工艺基于十分
先进的熔滴分离技术。
焊丝换向运动助力焊接
工艺如虎添翼。
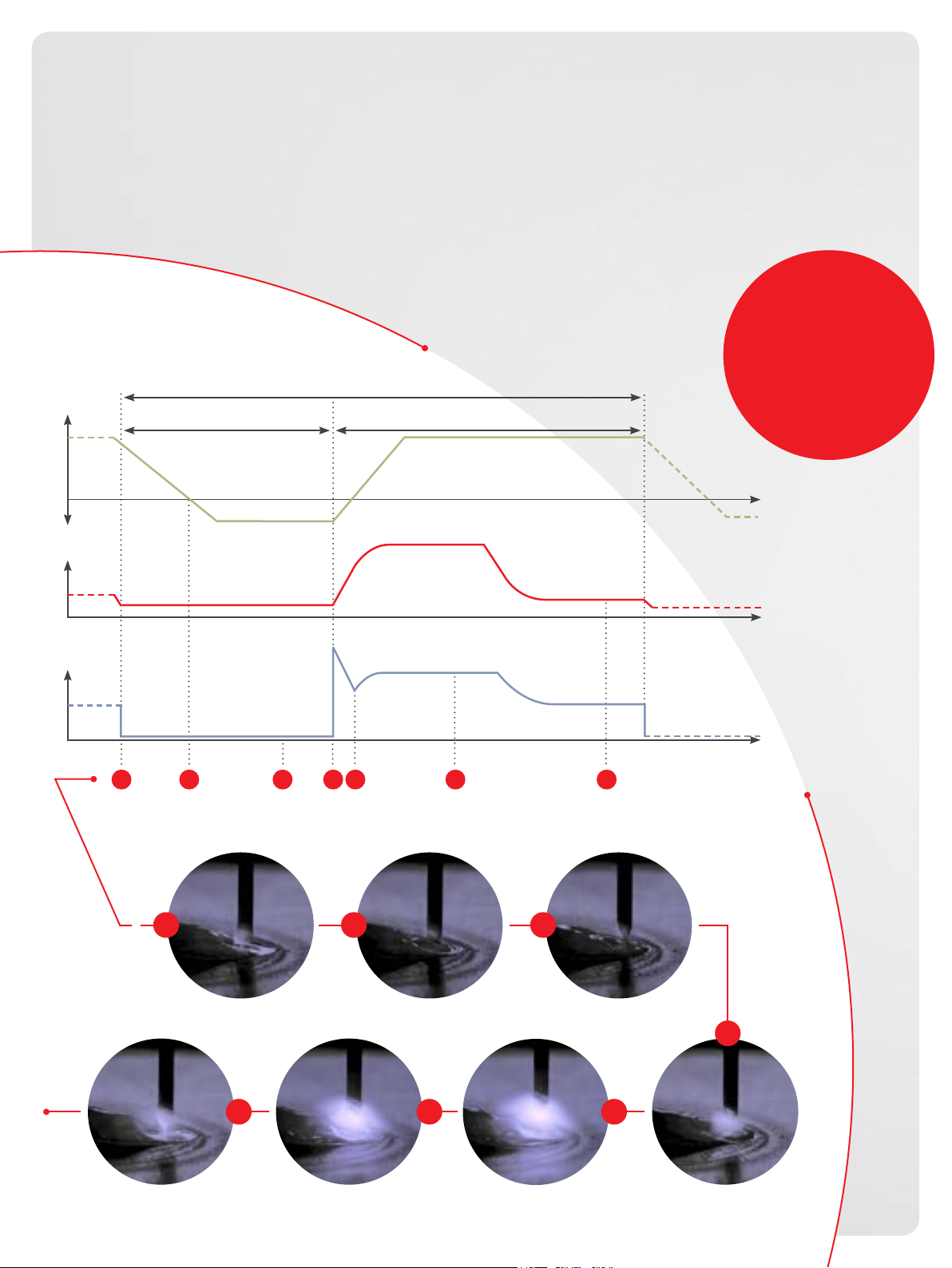
在传统的短路过渡电弧工艺中,焊丝朝着工件
持续前进。如发生短路,通过增加焊丝电流来
断开短路,以便重新点燃电弧。
而在 CMT 工艺中,焊丝可实现换向运动,这意
味着在发生短路时可以更好地控制熔滴分离和
重新点火。焊丝换向频率为 50~170 Hz,具体
取决于填充金属、保护气体和焊条直径。

适用于
所有焊接
位置
/ 5
短路过渡电弧
脉冲电弧
高性能电弧
喷射电弧CMT 电弧 过渡电弧
应用
/ 连接焊接(CrNi 应用、食品工业)
/ 堆焊
/ 快速原型制作和增材制造
/ 钎焊,特别是对焊接速度和工艺
稳定性要求很高的钎焊应用
/ 使 用 100% CO
/ 打底焊道
/ 薄板和中等厚度板
/ 特殊材质的接头,例如铜、钢、
铝和钛等材质的接头
焊接钢
2
/ 6
CMT
特异功能
v4 [m/min]
短路阶段 电弧相位
I [A]
CMT 周期时间
焊丝换向运动技术颇具革命性,赋
能 CMT 实现经济高效且可持续的焊
接,从而最大限度地降低返工率和焊
接缺陷。
核心优势
CMT
/ 快速焊接
/ 几乎无飞溅
/ 冷金属过渡
t [s]
U [V]
t [s]
t [s]
41 2 6 73 5
1
2 3
4
/ * 与 TPS
脉冲电弧相比。
**
与直流短路过渡电弧相比
567
 Loading...
Loading...