

Page 1

/ Perfect Welding / Solar Energy / Perfect Charging
Translation of original
Operating Instructions
ArcRover 22
Operating Instructions
EN
Welding carriage
42,0426,0297,EN 19112019
Page 2

Page 3

Contents
About this document ........................................................................................................................................ 5
Function of this document .......................................................................................................................... 5
Explanation of safety information ............................................................................................................... 5
Copyright .................................................................................................................................................... 5
Qualied personnel .................................................................................................................................... 5
General ............................................................................................................................................................ 6
Principle......................................................................................................................................................6
Device concept ........................................................................................................................................... 6
Application area ......................................................................................................................................... 6
Proper use/intended purpose ..................................................................................................................... 6
Foreseeable misuse ................................................................................................................................... 7
Conversions or modications ..................................................................................................................... 7
Operating Instructions ................................................................................................................................ 7
Duty to provide instruction .......................................................................................................................... 7
Dangers from the rechargeable battery pack ............................................................................................. 8
Use of charger and rechargeable battery pack .......................................................................................... 9
Environmental conditions ........................................................................................................................... 9
Warning notices on the carriage ...............................................................................................................10
Scope of supply ........................................................................................................................................ 11
Carriage components .................................................................................................................................... 12
ArcRover 22 conguration with oscillation unit ........................................................................................ 12
ArcRover 22 conguration without oscillation unit ................................................................................... 13
Accessories and options ............................................................................................................................... 14
Accessories .............................................................................................................................................. 14
Options ..................................................................................................................................................... 16
Control and display elements, connections ................................................................................................... 17
Carriage....................................................................................................................................................17
Control panel ............................................................................................................................................ 19
Main menu................................................................................................................................................20
Charger and rechargeable battery pack ................................................................................................... 21
Menu navigation and parameter entry ........................................................................................................... 22
General.....................................................................................................................................................22
Turning/pressing the adjusting dial ...........................................................................................................22
Carriage parameters ..................................................................................................................................... 23
CAR menu ................................................................................................................................................ 23
OSC menu................................................................................................................................................24
Welding position and weld seam tracking .....................................................................................................26
Possible welding positions ....................................................................................................................... 26
Guidance of the carriage .......................................................................................................................... 27
Optional lateral guides ............................................................................................................................. 29
Additional torch holder ............................................................................................................................. 30
Preparing the carriage ................................................................................................................................... 31
Mounting and setting up the guide rails ................................................................................................... 31
Fitting the carriage brushes (option) ........................................................................................................ 32
Fitting the lateral guides (option) .............................................................................................................. 33
Fitting the second torch holder (option) .................................................................................................... 35
Charging the rechargeable battery pack .................................................................................................. 35
Inserting rechargeable battery pack into carriage .................................................................................... 37
Connecting the external power supply (option) ........................................................................................ 38
Setting up the carriage .................................................................................................................................. 39
Checking the workpiece surface and carriage ......................................................................................... 39
Placing the carriage ................................................................................................................................. 39
Attaching fall protection (only for vertical operation) ................................................................................ 40
Mounting and adjusting the welding torch ................................................................................................ 41
Disengaging the carriage ......................................................................................................................... 42
Page 4

Starting up the carriage ................................................................................................................................. 43
Checking the connections ........................................................................................................................ 43
Switching on the system components ...................................................................................................... 43
Setting the carriage parameters .................................................................................................................... 44
Parameter list ........................................................................................................................................... 44
Setting the carriage parameters ............................................................................................................... 45
Setting the oscillation parameters ............................................................................................................ 47
Saving a program ..................................................................................................................................... 49
Loading a program ................................................................................................................................... 50
Welding mode ...............................................................................................................................................51
Retrieving parameter record (JOB) on the power source ........................................................................ 51
Loading the carriage program .................................................................................................................. 51
Performing a test run ................................................................................................................................ 52
Starting the welding process .................................................................................................................... 53
Correcting the Travel Speed .................................................................................................................... 53
Correcting the FMS oset ........................................................................................................................ 54
End of welding .......................................................................................................................................... 54
Troubleshooting ............................................................................................................................................. 55
General.....................................................................................................................................................55
Displayed error messages ....................................................................................................................... 55
Carriage....................................................................................................................................................56
Oscillation unit .......................................................................................................................................... 57
FMS 50/100 motor slide ........................................................................................................................... 57
Maintenance .................................................................................................................................................. 58
Personnel ................................................................................................................................................. 58
Maintenance record ................................................................................................................................. 58
Cleaning ................................................................................................................................................... 58
Maintenance intervals .............................................................................................................................. 58
Recommended lubricants ........................................................................................................................ 58
Horizontal welding torch adjustment unit ................................................................................................. 59
Vertical welding torch adjustment unit ...................................................................................................... 60
Carriage front ........................................................................................................................................... 61
Carriage back ........................................................................................................................................... 62
Charger .................................................................................................................................................... 63
Rechargeable battery pack ...................................................................................................................... 63
Disposal of components ........................................................................................................................... 64
Technical Data ............................................................................................................................................... 65
ArcRover 22 carriage ............................................................................................................................... 65
Oscillation unit FOU 30/ML6 .................................................................................................................... 66
FMS 100/ML15/SE/ACC (optional) .......................................................................................................... 66
FMS 50/ML15/SE/ACC (optional) ............................................................................................................ 66
ArcRover 22 dimensions .......................................................................................................................... 67
Environmental conditions ......................................................................................................................... 68
Spare parts .................................................................................................................................................... 69
Spare parts, wearing parts and auxiliary materials .................................................................................. 69
Ordering details ........................................................................................................................................ 69
ArcRover 22 carriage ............................................................................................................................... 70
„External power supply“ option ................................................................................................................. 72
FOU 30/ML6/radial oscillation unit ........................................................................................................... 73
Circuit Diagrams ............................................................................................................................................ 75
EU Declaration of Conformity ........................................................................................................................ 80
Page 5

About this document
Function of this
document
Explanation
of safety
information
These Operating Instructions explain how to commission and operate the carriage. Look
after the Operating Instructions carefully; they must always be to hand at the location
where the carriage is being used. They can be used as a reference should any operational or functional problems occur in the future.
DANGER!
Indicates an imminent danger. If not avoided, death or serious injury will result.
WARNING!
Indicates a possibly dangerous situation. If not avoided, death or serious injury may
result.
CAUTION!
Indicates a possibly harmful situation. If not avoided, minor or minor injury may result.
NOTE!
Indicates a risk of awed results and possible damage to the equipment.
IMPORTANT! Indicates usage tips and other particularly useful information. It is not a
signal word for a harmful or dangerous situation.
Copyright
Qualied
personnel
Special care is required if you see any of the symbols shown.
Copyright of these Operating Instructions remains with Fronius International GmbH. The
text and illustrations are all technically correct at the time of going to press. We reserve
the right to make changes. The content of the Operating Instructions shall not give rise to
any claims whatsoever on the part of the purchaser.
- These Operating Instructions are designed for trained personnel or persons with
practical welding experience. Personnel must be trained through veriable regular
instruction.
- Maintenance and repair of the carriage may likewise only be carried out by trained
technicians and in compliance with the specied maintenance activities and maintenance intervals.
- The manufacturer accepts no liability for damage caused by insucient knowledge of
how to use the device.
5
Page 6

General
Principle The ArcRover 22 carriage is a portable, battery-powered welding carriage with 4-wheel
drive. The carriage is used to execute mechanised butt and llet welds in horizontal or
vertical welding positions, with or without oscillation.
Device concept
The ArcRover 22 carriage has been
designed for exibility and to improve
productivity in the execution of longitudinal
weld seams. A spatter guard mounted on
the working side and powder coating of all
housing components enable use in harsh
operating conditions.
A large holding and carrying handle coupled with a robust yet lightweight design
allows quick and easy positioning on the
workpiece.
The carriage adheres to the workpiece
by means of a permanent magnet. This
guarantees the best possible traction even
in vertical use.
Adjustable guide rollers on the side of the
carriage ensure optimal tracking of the
ArcRover 22 carriage
The carriage can be equipped with a torch oscillation unit.
The carriage, together with the optional oscillation unit, is powered by the interchangeable rechargeable battery pack.
The control unit is integrated into the carriage. The control panel has an illuminated display allowing simple and user-friendly parameter setting for the carriage.
weld seam.
The universal torch holder allows use of
both manual and machine welding torches.
Application area The ArcRover 22 carriage can be used in all situations where a high degree of exibility
is required when executing longitudinal weld seams:
- Shipyards
- Bridge construction
- Workshops
- Production halls
- Building sites
Proper use/
intended purpose
The ArcRover 22 carriage must only be used for performing mechanised butt and llet
welds in horizontal or vertical welding positions. Any other use shall be deemed improper
and the manufacturer will assume no responsibility for any resulting damages.
The carriage can be used in the following welding processes:
- MIG / MAG process
Proper use also includes:
- Use of the charger and rechargeable battery pack included with the carriage
- Use of the permanent magnet with a minimum sheet thickness of 5 mm
6
Page 7

Proper use/intended purpose
(continued)
- Use of MIG/MAG welding torches with a holder diameter of up to 28 mm
- Use in welding position PA with the "stainless steel drive wheel" option
- Carrying out all maintenance work at the specied maintenance intervals
- Keeping a service book with the most important data (date, operator, activities carried
out)
- Using the spare parts stipulated by Fronius
- Following all the instructions contained in the Operating Instructions
- Using this document in conjunction with the operating
- instructions of the integrated system components (power source, wirefeeder, etc.)
Foreseeable
misuse
Conversions or
modications
Operating
Instructions
Any use other than for the intended purpose shall be deemed improper use. This includes:
- Operation on preheated components > 50 °C without stainless steel drive wheels
- Transporting people
- Use outside the permitted technical operating limits
- Use in hazardous areas
Any unauthorised conversions or modications made to the carriage by the user shall
invalidate all liability or warranty obligations on the part of the manufacturer!
The electromagnetic characteristics of the carriage can be adversely aected by additions or modications of any kind. No modications or additions should therefore be
undertaken without rst consulting the manufacturer and obtaining written approval.
The Operating Instructions help you to use the carriage safely and eciently, and must
therefore be to hand at all times:
- The Operating Instructions must always be kept near the carriage.
- Clearly mark the place where the instructions are kept.
- Ensure that all persons using the carriage know where the Operating Instructions are
located.
- The Operating Instructions will only be able to help you in the event of a problem if
they are at hand!
Duty to provide
instruction
IMPORTANT! The manufacturer shall not be liable for any damage that arises from fail-
ure to observe the Operating Instructions!
The operator must inform all people working with the carriage about the following before
starting work:
- Theoretical and practical aspects of operation
- Safety regulations
IMPORTANT! The duty to provide instruction applies in particular for people who only
work on the carriage occasionally.
7
Page 8

Dangers from
the rechargeable
battery pack
The substances contained in the battery used in this device can be harmful
to the environment and to human and animal health. If the device becomes
damaged, please observe the following points:
- Make sure that leaking uids cannot get into the soil or groundwater
- If pollution has already occurred, it must be removed in accordance with
relevant national regulations
The battery can catch re if overheated. Do not expose the device to heat
(e.g. a permanent heat source or re).
If the battery is damaged or subjected to improper use, dangerous vapours
may be given o which can irritate the airways.
Measures:
- Ensure an adequate supply of fresh air
- Seek medical attention in case of discomfort
With a faulty battery, liquid may leak out of the device.
- Avoid contact with the liquid
- Hand the device over to a Fronius Service Partner for repair
- Clean and check any parts that have come into contact with the liquid
Do not operate or store the device in a potentially explosive atmosphere.
Special regulations apply in rooms at risk of re or explosion:
- Observe relevant national and international regulations
To comply with European Directive 2006/66/EC on batteries and accumulators and its implementation in national law, batteries and rechargeable
batteries that have reached the end of their life must be collected separately
and returned to an approved recycling facility.
- Be sure to return any device that you no longer require to your dealer, or
nd out about the approved collection and recycling facilities in your area.
Ignoring this European Directive may be harmful to the environment and
your own health!
Devices with mechanically undamaged rechargeable batteries may be
returned to the relevant Fronius Service Partner for repair or battery replacement.
As soon as it becomes evident that the rechargeable battery has been mechanically damaged (e.g. electrolyte is escaping), dispose of the device at
your nearest recycling centre in accordance with national laws and guidelines.
If anything is unclear or you have any questions about disposal, contact your
Fronius Service Partner.
8
Page 9

Use of charger
and rechargeable
battery pack
- The charger and the rechargeable battery pack are designed for each other. Therefore
you should only ever use the supplied charger to charge the battery pack.
- Recharge the rechargeable battery pack after every discharge. Do not wait until the
rechargeable battery pack is completely discharged before recharging it.
- Objects must not be passed through the ventilation openings of the charger.
- Charging/discharging of the battery must be carried out according to the relevant
requirements for the environmental conditions (technical data).
- Should unusual temperatures, odours, discolorations or deformations occur during the
charging process, halt the process immediately.
- Disconnect the charger from the mains and rechargeable battery pack when not in
use.
- When handling the battery, check the packaging and/or the battery itself for obvious
signs of damage.
- Do not open, crush, dismantle or drop the rechargeable battery pack from a large
height.
- Do not short-circuit the rechargeable battery pack or expose it to high temperatures.
- Keep the rechargeable battery pack away from direct sunlight and other heat sources.
- Do not place the rechargeable battery pack or the charger on moist or wet surfaces.
- Do not operate the rechargeable battery pack and charger in environments where they
are exposed to dust, ammable gases, steam or solvents. Do not use in environments
with strong vibrations and magnetic elds.
Environmental
conditions
Operating, storing or transporting the system outside the specied area or environmental ranges is regarded as not complying with the intended purpose. The manufacturer
shall not be liable for any damage or loss resulting from this.
Ambient air temperature range:
- during operation: 0 °C to +40 °C (32 °F to 104 °F)
- during transport and storage: -10 °C to+45 °C (14 °F to 113 °F)
- Recommended temperature range during charging: +5 °C to +40 °C (41 °F to
104 °F)
Relative humidity:
- up to 65% +/- 20%
Environmental conditions:
- Surrounding air is free from dust and ammable vapours, solvents or gases.
- No strong vibrations and magnetic elds around the rechargeable battery pack.
- No direct sunlight on the rechargeable battery pack.
- No storing the rechargeable battery pack on moist or wet surfaces.
9
Page 10

Warning notices
on the carriage
A number of safety symbols can be seen on the rating plate axed to the carriage. The
rating plate and safety symbols must not be removed or painted over.
www.fronius.com
Froniusstraße 1
Pettenbach 4643
U weight
25,4 VDC 10,7 kg
ArcRover 22
Type:
Art.No.:
Ser.No.:
22 kg
ArcRover 22
8,045,642
XXXXXXXX
max. load
11 kg
Do not use the functions until you have fully read the Operating Instructions.
Do not dispose of used devices with domestic waste. Dispose of them according to safety rules.
WARNING!
Risk of burns from hot surfaces!
The protective plate for the wheels heats up during long periods of welding
operation. Touching the plate may cause burns.
- Do not touch the protective plate.
- Wear protective gloves and suitable safety goggles or a protective
helmet.
10
Page 11

Scope of supply
(1) (2) (3)
(4)
(5)
ArcRover 22 scope of supply
(1) Connecting cable to power source
(2) ArcRover 22 carriage
(3) Universal welding torch holder
(4) Hosepack holder
(5) Guide rails
(6) Allen keys: 2 / 2.5 / 3 / 4
(7) Rechargeable battery pack
25.4 V / 3.35 Ah
(8) Charger
(7)(8)
(6)
11
Page 12

Carriage components
ArcRover 22
conguration
with oscillation
unit
Handle
Rechargeable
battery pack
25.4 V / 3.35 Ah
Vertical welding
torch adjustment
unit
Hosepack holder
Oscillation unit
FOU 30/ ML6
Horizontal
welding torch
adjustment unit
On-board
control unit
Chassis with
4-wheel drive
Control lever for
permanent magnet
ArcRover 22 carriage with oscillation unit
Universal
welding torch
holder
Guide rails
with rollers
Lashing point for
securing the carriage
Limit switch
12
Page 13

ArcRover 22
conguration
without oscillation unit
Handle
Rechargeable
battery pack
25.4 V / 3.35 Ah
Vertical welding
torch adjustment
unit
Hosepack holder
Horizontal
welding torch
adjustment unit
On-board
control unit
Chassis with
4-wheel drive
Control lever for
permanent magnet
ArcRover 22 carriage without oscillation unit
Universal
welding torch
holder
Lashing point
for securing the
carriage
Guide rails
with rollers
Limit switch
13
Page 14

Accessories and options
Accessories
Article: Item number: Designation:
48,0005,2582 Stainless steel drive wheel
(for workpieces with particularly rough surfaces).
IMPORTANT! Use of the carriage with the "stainless steel drive wheel" accessory is
only permitted in the PA welding position. Please seek advice with Fronius service personnel if using pre-heated workpieces.
48,0005,2583 Brushes (2 pcs)
48,0005,2600 Rechargeable battery pack
25.4 V / 6.8 Ah
48,0005,2601 Charger
100-240 V 50/60 Hz /
29.4 V DC
48,0005,0165 External power supply
230V AC / 24V DC
38,0100,0433 Remote control cable 10 m
38,0100,0476 Extension cable 10 m
4,100,711 I-set external start signal
VR5000
(necessary for use with TransSteel;
installed in the wirefeeder)
14
Page 15

Accessories
(continued)
Article: Item number: Designation:
4,100,779,IK OPT/i WF external start
signal
(necessary in combination
with TPSi; installed in the WF
wirefeeder)
48,0005,2578 Tiltable lateral guide
48,0005,2577 Lateral guide for edge
(2)
(3)(1)
48,0005,2579 Magnetic lateral guide
(1) 48,0005,2580 Guide arm for rail 1850 mm
(2 pcs)
(2) 48,0005,1894 Flexible guide rail 1850 mm
(3) 48,0005,1895 Magnetic guide rail base
15
Page 16

Accessories
(continued)
Article: Item number: Designation:
48,0005,2581 Additional welding torch
holder (for 2nd torch)
Options
Article: Item number: Designation:
8,045,644 Oscillation unit
FOU 30/ML6/radial
8,045,599 Motor slide
FMS 100/ML15/SE/ACC
8,045,618 Motor slide
FMS 50/ML15/SE/ACC
16
38,0100,0459 Connection cable 0,8 m:
- FMS/ML15/SE/ACC
- FOU 30/ML6/radial
Page 17

Control and display elements, connections
Carriage
WARNING!
Operating the equipment incorrectly can cause serious injury and damage.
Do not use the functions described here until you have fully read and understood the
following documents:
- These Operating Instructions
- All operating instructions for the system components
(7)
(1)
(6)
ArcRover 22 carriage
No. Function
(1) Front limit switch
(2) Control panel
- For the complete operation of the carriage.
- For conguring carriage parameters and creating programs.
(3) Permanent magnet control lever ON/OFF
For switching the permanent magnet on and o during vertical operation.
(4) Connecting plug for FOU 30, FMSS 50/100, Service
- For connecting the cable to the optional oscillation unit FOU 30.
- For connecting the cable to the optional motor slide FMS 50 or FMS 100. Mo-
tor slide corrects the position of the welding torch.
- Connection for diagnostic and service purposes.
(5) Not used.
(6) Connecting plug for analogue power source control
For connecting the cable to the power source (analogue arc ignition).
(7) Rear limit switch
(3) (2)(4)(5)
17
Page 18

Carriage
(continued)
(11)
(8)
(9)
(10)
ArcRover 22 carriage
No. Function
(8) Compartment for rechargeable battery pack
(9) Connecting plug for rechargeable battery pack
- for plugging in the rechargeable battery pack (Li-Ion 25.4V / 3.35Ah)
- for connecting the connection cable of the control box during mains operation
(external power supply)
(10) Control unit ON/OFF toggle switch
For switching the carriage control unit on and o.
(11) Lock knob for locking the battery
18
Page 19

Control panel
000
(1)
ArcRover
(6)
TEST
22
Slot 0
CAR
OSC
000
O
O
I
(4)(5)
ArcRover 22 control panel
No. Function
(1) Display
For conguring parameters and creating programs using the menu adjusting dial
(6). The digital display is illuminated.
(2) FMS-Oset adjusting dial
- For correcting the welding torch position when a FMS 50 or FMS 100 motor
slide is installed.
- For returning to the main menu.
(3) Travel speed adjusting dial
Used to adjust the travel speed of the carriage. The currently set travel speed is
shown on the display.
Setting range: 5 - 200 cm/min
(4) Toggle switch Start LEFT/ 0/RIGHT
For starting and stopping the automatic program sequence in the relevant welding direction.
(5) Welding toggle switch I/0/TEST
For choosing whether to carry out the automatic program sequence with or without welding.
I ... Welding on preselection
0 ... Welding o preselection
TEST ... Arc immediately active (arc test)
(6) Adjusting dial menu
- For menu navigation and parameter entry.
- Pressing 2 seconds: for returning to the main menu.
(2)
(3)
19
Page 20

000
Main menu
(1)
Slot 0
(8)
(7)
No. Function
CAR
OSC
000
(4)(5)(6)
(4) Front limit switch active display
(5) Welding ON/OFF display
(6) Rear limit switch active display
(7) OSC menu
Opens the OSC menu for setting the parameters for the oscillation unit FOU 30.
(8) CAR menu
Opens the CAR menu for setting the carriage parameters.
(2)
(3)
No. Function
(1) Header
The following information is displayed:
- Currently loaded carriage program (program 0 - 9)
- Battery power level
- In the event of malfunction:
Error 1 - 11
(2) FMS-Oset active status display
A correction of the welding torch
position is currently being carried
out.
(3) Travel speed display
Displays the currently set travel
speed in cm/min.
20
Page 21

Charger and
rechargeable
battery pack
(1)
(2)
(3)
(5)
(4)
(7)(7)
(6)
Overview of charging set
No. Function
(1) Fuse holder with glass-tube fuse
(2) LED1
Steady red light ... Mains on.
(3) LED2
- Steady red light ... Charging process active
- Steady green light ... Battery nished charging
(4) Charging cable with plug
(5) Mains connection with integrated glass-tube fuse
(6) Mains cable
(7) Housing screws (Allen screws)
For guiding the rechargeable battery pack into the compartment.
(8) Connecting plug for charging lead
(8)
21
Page 22

Menu navigation and parameter entry
Slot 0
CAR
45%
45%
000
General General rules for entering parameters:
- Do not enter numbers; values must be entered using the relevant adjusting dial
- Changed parameters become active after the adjusting dial has been pressed, however they will not yet have been saved
Turning/pressing
the adjusting dial
Turn the adjusting dial to:
- Turning right highlights the next element (menu or parameter).
- Turning left highlights the previous element (menu or parameter).
To change values:
- Turning right increases the value to be set.
- Turning left decreases the value to be set.
Press the adjusting dial once:
OSC
Press the adjusting dial for 2 seconds,
Press the FMS-Oset adjusting dial once:
Slot 0
CAR
OSC
000
- Opens the highlighted menu (white frame)
- Activates parameter entry
- Deactivates parameter entry
- Return to main menu
22
Page 23

000
Carriage parameters
CAR menu
Slot 0
CAR
OSC
000
Parameter Function
Travel Speed
Denes the traversing speed of the carriage in cm/min.
Unit: cm/min
Setting range: 5 to 200 cm/min
40cm/min
Total Path
The total path for welding. Once this distance has been reached,
the program will stop automatically.
Unit: cm
Setting range: 0 to 9999 cm
Menu entry:
1. Turn menu adjusting dial and highlight the CAR
menu (white frame).
2. Press the menu adjusting dial once.
0cm
0cm
0cm
0.0s
Segment Width
Denes the length of the segments to be welded.
Unit: cm
Setting range: 0 to 99.9 cm
Segment Gap
Denes the length of the segments not to be welded.
Unit: cm
Setting range: 0 to 99.9 cm
Start Delay / Flying Start
Unit: s
- Setting range: 0 to +5 s ... Start Delay:
Denes the time between ignition of the arc and commencement of carriage movement.
- Setting range: 0 to -5 s ... Flying Start:
Denes the time between commencement of carriage movement and ignition of the arc.
23
Page 24

000
CAR menu
(continued)
Parameter Function
Back Filling
Denes for how long the torch should weld backwards at the end
of the weld.
Setting range: 0 to 5 s / ON / OFF
0.0s
End Crater Filling
Length of time that the carriage pauses at the end of the weld
seam to ll the end-crater. Value must be the same or higher
than the entered value on the power source (nal current duration).
Setting range: 0 to 5 s
0.0s
Change direction / Stop
- ON ... Once the limit switch has been reached, the carriage
reverses and runs to the other limit switch.
- OFF ... Once the limit switch has been reached, the carriage
stops
O
OSC menu
Slot 0
CAR
OSC
000
Parameter Function
50%
Menu entry:
1. Turn menu adjusting dial and highlight the OSC
menu (white frame).
2. Press the menu adjusting dial once.
Oscillation Speed
Traversing speed for oscillation in %.
Setting range: 5 to 100%
Oscillation Path
Denes the distance between left and right reversal points of the
oscillation motion.
Setting range: 5 to 100%
30%
24
Page 25

OSC menu
(continued)
Parameter Function
Dwell time Left
Oscillation dwell time in the left-hand limit position.
Setting range: 0.0 to 3 s
1,5s
Dwell time Middle
Oscillation dwell time in the middle position.
Setting range: 0.0 to 3 s
1.5s
Dwell time Right
Oscillation dwell time in the right-hand limit position.
Setting range: 0.0 to 3 s
1.5s
Triangle
Oscillation Mode
No oscillation
Trapezoidal oscillation
Triangular oscillation
Rectangular oscillation
25
Page 26

Welding position and weld seam tracking
Possible welding
positions
The 4-wheel drive and built-in permanent magnet ensure that the carriage adheres to the
workpiece and guarantee the best possible traction. The following welding positions are
possible:
SlopingHorizontal
NOTE!
From an angle of 45° upwards, the carriage must be secured by a load securing device
with a locking function to prevent it from falling.
Vertical
IMPORTANT! In vertical operation, the carriage must be secured by a load securing
device with a locking function to prevent it from falling. The load securing device must be
designed for the total weight of the carriage. The manufacturer accepts no liability for any
damage to persons or property resulting from vertical use of the carriage without a load
securing device.
NOTE!
When used on the “outside of a container”, the container must be turned in the opposite direction and at the same speed.
26
Outside of container with minimum diameter of
1500 mm
Page 27

Possible welding
positions
(continued)
NOTE!
When used on the “inside of a container”, the container must be turned in
the opposite direction and at the same
speed.
Inside of container with minimum diameter of 500 mm
Guidance of the
carriage
IMPORTANT! Use of the carriage in the "PE" overhead position is prohibited.
The adjustable guide wheels on the side of the carriage ensure proper tracking of the
weld seam. They can be positioned on either side of the carriage. For detailed information about the correct setting of the guide wheels, see the section "Preparing the carriage". The guide wheels can be set to the following positions:
Guidance on outside vertical surfaceGuidance on inside vertical surface
27
Page 28

Guidance of the
carriage
(continued)
Guidance on outside vertical surfaceGuidance on angle piece (vertical) or rail
Outside of container with minimum diameter of
5000 mm
Guidance on angle piece (horizontal) or rail
Inside of container with minimum diameter of
5000 mm
NOTE!
When guided on a horizontal angle
piece, the welding torch must only be
placed on the upper side.
28
Page 29

Optional lateral
guides
Tiltable lateral guide
Lateral guide for edge
Standard lateral guide / with magnet
Lateral guide with guide rail
- Guide arm for exible rail (2 pcs.) (1850 mm)
- Magnetic bases for guide rail
- Flexible guide rail (1850 mm)
IMPORTANT! 10 magnetic bases are required for each rail.
29
Page 30

Additional torch
holder
IMPORTANT! It is only possible to use two welding torches in a horizontal position.
30
Page 31

Preparing the carriage
Mounting and
setting up the
guide rails
1. Use the M6 knurled screw to attach the guide rails to the carriage.
2. Tighten knurled screws by hand rst. Make sure that the guide rails are sat correctly
in the appropriate recess on the carriage frame.
5 - 10 mm
(b)
(a)
(b)
(a)
Direction of travel
3. Undo the knurled screws (a).
4. Extend the guide wheels (b) to the desired length. To ensure that the carriage keeps
to the chosen direction, the extended guide wheels must be extended by 5 - 10 mm
(see diagram).
5. Tighten the knurled screws (a).
31
Page 32

Fitting the
carriage brushes
(option)
(a)
(a)
NOTE!
The brush may be tted to either the front or rear of the carriage.
1. Undo the M6 knurled screw (a).
2. Attach the brush brackets as shown.
3. Screw in the M6 knurled screw (a) and tighten by hand.
32
Page 33

Fitting the lateral
guides
(option)
All optional lateral guides for the ArcRover 22 carriage come with the M6 knurled screw
attached. The lateral guides are attached to the end faces of the carriage.
Tiltable lateral guide
Lateral guide for edge
Standard lateral guide with magnet
33
Page 34

Fitting the lateral
guides
(option)
(continued)
Lateral guide with guide rail
The exible lateral rail is secured using magnetic bases. Each rail (1850 mm) requires 10
magnetic bases to guarantee a secure hold.
The rail sections can be attached to the magnetic bases in the following ways:
- Placed end-on
- Overlapping
Attach the rails to the magnet block with the provided M5x16 xing screws.
M5x16
End-on join Overlapping join
When placed on a 5 mm thick magnetic surface, the magnetic bases have the following holding force:
- Up to a temperature of 100 °C (212 °F): 90 N
- From a temperature of 180 °C (356 °F): 54 N
34
Page 35

Fitting the second torch holder
(option)
The second torch holder is attached to the front of the carriage, in front of the control
panel.
1. Loosen and remove the Allen screws
(a, b).
(a)
(b)
2. Fit the torch holder (c).
3. Insert and tighten the Allen screws (a,
b).
(c)
Charging the
rechargeable
battery pack
(a)
(b)
IMPORTANT! Recharge the rechargeable
battery pack after every discharge. Do not
wait until the battery pack is completely
discharged before recharging it.
1. Connect the mains cable to the charger.
2. Insert the Schuko plug into a 230 V
socket.
LED1 lights up red (mains on).
35
LED1 LED2
Page 36

Charging the
rechargeable
battery pack
(continued)
3. Connect the charging plug from the
charger to the rechargeable battery
pack. The rechargeable battery pack
is charging.
LED2 lights up red (charging process
active).
LED1 LED2
IMPORTANT! The rechargeable battery pack is fully charged after a charging time of 2
hours.
LED2 lights up green (rechargeable battery pack fully charged).
LED1 LED2
4. Disconnect the Schuko plug.
5. Remove charging plug from the rechargeable battery pack.
36
Page 37

Inserting
rechargeable
battery pack into
carriage
(a)
(a)
IMPORTANT! Before inserting the rechargeable battery pack, check that
the connection contacts are not dirty or
shorted.
1. Insert the rechargeable battery pack
from above into the compartment.
The housing screws have to sit in the
appropriate recesses on the carriage
frame (a).
2. Keep turning the lock knob until the
fuse pin (b) locks.
(b)
37
Page 38

Connecting the
external power
supply (option)
With the „ArcRover 22 mains operation“ option, the carriage can be operated with an
external power supply instead of the battery pack.
External power supply
230V
Extension cable
max. 30 m
Remote control cable
10 m10 m10 m
IMPORTANT! When extending the remote control cable, observe the following points:
- use a maximum of 2 extension cables
- do not exceed total length of 30 m
- ensure that all union nuts are tightened at all connection points
38
Page 39

Setting up the carriage
Checking the
workpiece surface and carriage
Placing
the carriage
Before positioning the carriage, check the following:
- The surface of the workpiece must be clean (no sand, shavings, etc.)
- The base plate of the carriage must be free of objects which can be attracted by the
magnet
- The rubber elements of the drive wheels must be undamaged and free of swarf
- The guide wheels must be clean, undamaged and free of welding spatter
WARNING!
The activated permanent magnet poses a risk of injury.
There is a danger of injury to the ngers when positioning the carriage.
- Only hold the carriage by the handle and not by the base plate.
1. Place the carriage on the workpiece.
The side guide wheels must be in
contact with the workpiece.
2. If necessary, correct the position of the
guide wheels.
NOTE!
Detailed informations on „Setting up
the guide rails“ can be found in chapter
„Preparing the carriage“.
3. Set the permanent magnet control
lever to the "ON" position.
39
Page 40

Attaching fall
protection
(only for vertical
operation)
IMPORTANT! In vertical operation, the carriage must be secured by a load securing
device with a locking function to prevent it from falling. The load securing device must be
designed for the total weight of the carriage. The manufacturer accepts no liability for any
damage to persons or property resulting from vertical use of the carriage without a load
securing device.
1. Attach the snap hook of the load
securing device to the lashing point for
securing the carriage
NOTE!
Do not stand beneath a suspended
carriage.
2. Make sure the cable is kept perma-
nently taut
40
Page 41

Mounting and
adjusting the
welding torch
(b)
1. Turn the adjusting dial (a) to the left
and release the torch holder.
2. Insert the welding torch (b).
3. Turn the adjusting dial (a) to the right
and x the welding torch in position.
(a)
4. Set the welding torch inclination:
- Loosen the clamping lever (c)
- Twist the torch holder (d) and set
the required inclination
- Tighten the clamping lever (c)
5. Release all other necessary clamping
(c)
levers and position the welding torch.
(f)
(e)
(d)
6. Turn the adjusting dial on the relevant
mechanical adjustment unit (e, f) until
the correct welding torch position is
reached.
41
Page 42

Disengaging the
carriage
To attain correct wirefeed, observe the following when laying the hose pack:
- Do not allow the hosepack to become
kinked
- Always lay the hosepack as straight as
possible
Handling the hosepack
1. Undo the knurled screws (a) on the
(b)
clamp.
2. Insert the hosepack (b) as illustrated.
IMPORTANT! Make sure the hosepack
does not become kinked - this can lead
to wirefeed problems.
3. Tighten the knurled screws (a).
(a)
NOTE!
Observe the maximum tensile load on the hosepack holder (see the “Technical data”
section). This value must not be exceeded.
► If necessary, suspend the hosepack. The hosepack must not come into contact
with the oor. Use balancers and hosepack holders (e.g. universal hosepack hold-
er).
42
Page 43

Starting up the carriage
000
Checking the
connections
Switching on the
system components
The following activities and work steps apply to the fully installed system. Before startup, check all the connections between, and connection sockets of, the following system
components:
- Carriage
- Rechargeable battery pack or control box (external power supply)
- Oscillation unit or motor slide (if used)
- Power source
- Cooling unit
- Gas cylinder
- Wirefeeder
- Welding torch with hosepack
Precise information on the assembly and connection of the system components can be
found in the relevant operating instructions for the system component.
WARNING!
Danger of injury from premature arc ignition.
The arc may be ignited accidentally. This can cause serious eye injuries.
- Before switching on the system components, make sure that the
“Start LEFT/0/RIGHT” toggle switch on the carriage control panel is set to the “0”
position.
IMPORTANT! There are no xed rules for the sequence in which the system compo-
nents are switched on. They can be switched on in any order.
Switch on the main switch on the following system components:
- Control box (mains operation via external power supply instead of battery)
- Carriage control unit
- Power source
The start screen appears and the main menu is opened:
Slot 0
CAR
OSC
000
43
Page 44

Setting the carriage parameters
Parameter list
Carriage parameter
No. Parameter name Setting range: Unit:
(1) Travel Speed 5 - 200 cm / min
(2) Total Path 0 - 9999 cm
(3) Segment Width 0 - 99.9 cm
(4) Segment Gap 0 - 99.9 cm
(5) Start Delay 0 - (+5) s
Flying Start 0 - (-5) s
(6) Back Filling 0 - 5 / ON / OFF s
(7) End Crater Filling 0 - 5 s
(8) Change direction / Stop ON / OFF -
Oscillation parameters
No. Parameter name Setting range: Unit:
(1) Oscillation Speed 5 - 100 %
(2) Oscillation Path 5 - 100 %
(3) Dwell time Left 0.0 - 3 s
(4) Dwell time Middle 0.0 - 3 s
(5) Dwell time Right 0.0 - 3 s
(6) Oscillation Mode Without,
Trapezoidal,
Triangular,
Rectangular;
-
Continuous and
path welding
Continuous welding:
For this application, the total path must be set to "0". This means that the welding path
variable is ignored.
Welding is stopped when:
- The front or back limit switch has been reached; or
- The "Start LEFT/0/RIGHT" toggle switch is actuated on the control panel.
Path welding:
The total path must be set for this application. The welding path variable will be checked
and only the dened distance will be welded. The total welding path can be divided into
segments (Segment Width, Segment Gap). The end of welding always occurs after the
set total welding path has run.
44
Page 45

000
Setting the
carriage
parameters
Press
Slot 0
CAR
1. Press the adjusting dial once; the
menu selection is activated.
Press
Press
OSC
Slot 0
CAR
OSC
Slot 0
CAR
OSC
000
2. Press the menu adjusting dial once;
the highlighted CAR menu opens.
IMPORTANT! The most recently used
parameter will always be displayed
when the menu is opened. Turn the
menu adjusting dial left to display the
rst parameter (Travel Speed).
40cm/min
3. Press the menu adjusting dial once.
The adjustment value (40 cm/min) is
highlighted white and can be changed.
Turn
Press
Slot 0
CAR
OSC
Slot 0
CAR
OSC
40cm/min
4. Turn the menu adjusting dial and set
the desired value (e.g. 25 cm/min).
25cm/min
5. Press the menu adjusting dial once;
value takes eect and the input is
deactivated.
25cm/min
45
Page 46

Setting the
025
carriage
parameters
(continued)
6. Turn the menu adjusting dial to select and set the next parameter (Total Path).
7. Repeat this process on all further carriage parameters.
Slot 0
Slot 0
CAR
OSC
CAR
OSC
0cm
Total Path Segment Width
Slot 0
CAR
OSC
Slot 0
CAR
OSC
0.0s
Start Delay / Flying Start
Slot 0
CAR
Segment Gap
Slot 0
CAR
0cm
0cm
Slot 0
CAR
OSC
OSC
End Crater Filling
025
0.0s
OSC
0.0s
Back Filling
Slot 0
CAR
OSC
O
Change direction / Stop
8. Press the FMS-Oset adjusting dial
once to return to the main menu.
Press
46
Page 47

Setting the
025
025
oscillation
parameters
Press
Slot 0
CAR
1. Press the adjusting dial once; the
menu selection is activated.
Turn
Press
OSC
Slot 0
CAR
OSC
Slot 0
CAR
OSC
025
2. Turn adjusting dial menu and highlight
the OSC menu item.
025
3. Press the menu adjusting dial once;
the highlighted OSC menu opens.
IMPORTANT! The most recently used
parameter will always be displayed
when the menu is opened. Turn the
menu adjusting dial left to display the
rst parameter (Oscillation Speed).
50%
Press
Turn
Slot 0
CAR
OSC
Slot 0
CAR
OSC
4. Press the menu adjusting dial once.
The adjustment value (50%) is highlighted in white and can be changed.
50%
5. Turn the menu adjusting dial and set
the desired value (e.g. 60%).
60%
47
Page 48

Setting the
025
oscillation
parameters
(continued)
6. Press the menu adjusting dial once;
value takes eect and the input is
deactivated.
Press
Slot 0
CAR
OSC
60%
7. Turn the menu adjusting dial to select and set the next parameter (Oscillation Path).
8. Repeat this process on all further oscillation parameters.
Slot 0
CAR
OSC
Oscillation Path
Slot 0
CAR
OSC
Dwell time Middle
Slot 0
30%
1.5s
Slot 0
CAR
OSC
1,5s
Dwell time Left
Slot 0
CAR
OSC
1.5s
Dwell time Right
Slot 0
CAR
OSC
CAR
OSC
Triangle
Oscillation Mode
9. Press the FMS-Oset adjusting dial
once to return to the main menu.
Press
025
48
Page 49

Saving a
O
TEST
I
ArcRover 22
Memory 0
CAR
OSC
ACC
000000
025
program
O
Press
for 4
seconds
Press
1. Turn welding toggle switch I/0/TEST to "0" position.
2. Press the menu adjusting dial for 4
seconds, the LOADING/SAVING menu
will open.
CAR
OSC
Slot 0
IMPORTANT! The most recently used
menu (LOADING or SAVING) will
always be displayed when the menu
is opened. Turn the menu adjustment
dial to the left until the SAVING menu
(disk symbol) is displayed.
3. Press the menu adjusting dial once.
The set value (Slot 0) is highlighted
white and can be changed.
CAR
OSC
Turn
Press
CAR
OSC
CAR
OSC
Slot 0
4. Turn the menu adjusting dial and set
the desired program location (e.g. Slot
3).
IMPORTANT! Program 0 is a factory-set, read-only default program. All
carriage parameters and oscillation
parameters are contained in this program.
Slot 3
5. Press the menu adjusting dial once;
program is saved and the input is
deactivated.
Slot 3
Slot 0
CAR
OSC
6. Press the FMS-Oset adjusting dial
once to return to the main menu.
Press
025
49
Page 50

Loading a
O
TEST
I
ArcRover 22
Memory 0
CAR
OSC
ACC
000000
000
program
O
Press
for 4
seconds
Press
1. Turn welding toggle switch I/0/TEST to "0" position.
2. Press the menu adjusting dial for 4
seconds, the LOADING/SAVING menu
will open.
CAR
OSC
Slot 0
IMPORTANT! The most recently used
menu (LOADING or SAVING) will
always be displayed when the menu
is opened. Turn the menu adjustment
dial to the right until the LOADING
menu (folder symbol) is displayed.
3. Press the menu adjusting dial once.
The set value (Slot 0) is highlighted
white and can be changed.
CAR
OSC
Turn
Press
CAR
OSC
CAR
OSC
Slot 0
4. Turn the menu adjusting dial and set
the desired program location (e.g. Slot
3).
IMPORTANT! Program 0 is a factory-set, read-only default program. All
carriage parameters and oscillation
parameters are contained in this program.
Slot 3
5. Press the adjusting dial once; program
is loaded and the input is deactivated.
Slot 3
Slot 3
CAR
OSC
6. Press the FMS-Oset adjusting dial
once to return to the main menu.
The loaded program is displayed in
the header.
Press
000
50
Page 51

Welding mode
O
TEST
I
ArcRover 22
Memory 0
CAR
OSC
ACC
000000
Retrieving parameter record (JOB)
on the power
source
Loading the
carriage program
► Load the relevant job on the control panel for the power source. More detailed
information on "Job Mode" can be found in the operating instructions for the power
source.
When an analogue power source is being used, the requisite welding parameters must
be set manually on the power source.
1. Turn welding toggle switch I/0/TEST to "0".
O
2. Press the menu adjusting dial for 4
seconds, the LOADING/SAVING menu
will open.
Press
for 4
seconds
CAR
OSC
Slot 0
IMPORTANT! The most recently used
menu (LOADING or SAVING) will
always be displayed when the menu
is opened. Turn the menu adjustment
dial to the right until the LOADING
menu (folder symbol) is displayed.
Press
Turn
CAR
OSC
CAR
OSC
3. Press the menu adjusting dial once.
The set value (Slot 0) is highlighted
white and can be changed.
Slot 0
4. Turn the menu adjusting dial and set
the desired program location (e.g. Slot
3).
IMPORTANT! Program 0 is a factory-set, read-only default program. All
carriage parameters and oscillation
parameters are contained in this program.
Slot 3
51
Page 52

Loading the
O
TEST
I
ArcRover 22
Memory 0
CAR
OSC
ACC
000000
Memory 0
CAR
OSC
ACC
000000
000
carriage program
(continued)
Press
5. Press the adjusting dial once;
program is loaded and the input is
deactivated.
CAR
OSC
Slot 3
Performing a
test run
Slot 3
CAR
Press
6. Press the FMS-Oset adjusting dial
once to return to the main menu.
The loaded program is displayed in
the header.
OSC
000
Carry out a test run to check that all system components work together correctly. This
is performed without an arc and allows the movements during the processes to be
checked.
NOTE!
Before commencing work in vertical operation, ensure that the switch lever for the
permanent magnet is turned to “ON”.
1. Turn welding toggle switch I/0/TEST to "0".
O
O
2. Set the "Start LEFT/0/RIGHT" toggle switch to the desired direction the test run starts. To stop the process early, turn the switch to the "0"
position.
IMPORTANT! Never leave the carriage unattended, especially when it
is moving automatically.
3. Carry out a visual inspection during the test run.
4. Make any necessary corrections (welding torch position, carriage
direction of travel, speed, oscillation motion, etc.)
52
Page 53

Starting the
O
TEST
I
ArcRover 22
Memory 0
CAR
OSC
ACC
000000
Memory 0
CAR
OSC
ACC
000000
035
045
045
welding process
1. Turn welding toggle switch I/0/TEST to "I".
O
Correcting the
Travel Speed
O
Slot 5
CAR
OSC
Slot 5
CAR
2. Set the "Start LEFT/0/RIGHT" toggle switch to the desired direction the welding process starts. To stop the process early, turn the switch
to the "0" position.
IMPORTANT! Never leave the device unattended, especially when it
is moving automatically.
1. Press speed adjusting dial once;
speed is highlighted (white frame).
Press
035
2. Turn the adjusting dial and set the
desired speed (e.g. 45 cm/min).
Turn
OSC
Slot 5
CAR
OSC
045
3. Press the adjusting dial once; value
takes eect and the input is deactivated.
Press
045
53
Page 54

Correcting the
000
000
000
FMS oset
Slot 5
CAR
OSC
1. Press the FMS oset adjusting dial
once; the FMS oset status indicator
is highlighted (white frame).
Press
000
End of welding
Slot 5
CAR
Turn
OSC
2. Turn the adjusting dial and apply the
desired oset correction.
000
Slot 5
CAR
Press
OSC
3. Press the adjusting dial once; value
takes eect and the input is deactivated.
000
Welding stops after the following events:
- After the Total Path has run,
- When the front or back limit switch has started up,
- When the "Start LEFT/0/RIGHT toggle switch is activated on the control panel;
54
Page 55

Troubleshooting
General
Displayed error
messages
In the event of faults, note that the functioning of the entire system depends on many
additional components (power source, wirefeeder, etc.) that are also potential sources of
problems.
If an error message that is not described here appears on the display, then the fault can
only be xed by After-Sales Service. Make a note of the error message shown and of the
serial number of the carriage, and contact the After-Sales Service team with a detailed
description of the error.
Display Cause Remedy
BAT
ow Bat.
Error 1
Error 1
Error 2
Error 2
Error 3
Error 3
Error 4 --- ---
- Battery warning - the re-
chargeable battery pack is
nearly at.
- CAN communication systems
initialisation error.
- Communication error between the controller and
carriage motor controller.
- Communication error between the controller and oscillation unit motor controller.
► Charge up the rechargeable
battery pack with the charger.
► Contact Fronius service tech-
nicians.
► Eliminate short circuit between
cables or communication
ports.
► Check plug connection.
If necessary, tighten union nut.
► Check communication cable
for signs of damage. Replace
if necessary.
Error 5
Error 5
Error 6 --- ---
Error 7
Error 7
Error 8
Error 8
Error 9 --- ---
Error 10 --- ---
- Save/load error. Possible
damage of the mobile controller memory.
- Carriage motor controller
internal error.
- Oscillation unit motor controller internal error.
- FOU 30 oscillation unit was
disconnected from the carriage when the carriage control
unit was switched on.
► Contact Fronius service tech-
nicians.
► Contact Fronius service tech-
nicians.
► Contact Fronius service tech-
nicians.
► Switch carriage control unit o
and on.
Connect or disconnect the
FOU 30 oscillation unit only
when carriage control unit is
switched o.
55
Page 56

Displayed error
messages
(continued)
Error 11
Error 11
Error 12
Error 12
- Communication error between the controller and
FMS-motor controller.
- FMS 50/100 motor slide was
disconnected from the carriage when the carriage control
unit was switched on.
- FMS-motor controller internal
error.
► Check plug connection.
If necessary, tighten connecting plug.
► Check communication cable
for signs of damage. Replace
if necessary.
► Connect or disconnect the
FMS 50/100 motor slide only
when carriage control unit is
switched o.
► Contact Fronius service tech-
nicians.
Carriage
Error Cause Remedy
Drive wheels slip
- Wheels contaminated. ► Clean wheels.
during travel
- Carriage overloaded -
hosepack pulls the car-
► Relieve load on the car-
riage. Hang hosepack.
riage up.
- Insucient magnetic
force.
► Sheet too thin - must be at
least 5 mm thick - change
welding conditions.
- Magnetic force too low.
Carriage raised from the
► Reduce clearance
(s < 6 mm).
ground by an obstacle or
unevenness.
- Insucient magnetic force
- switch lever is in ON
position.
- Magnet is overheated and
not eective - working
temperature over 150 °C.
► Remove the base plate
and check the operation of
the mechanism.
► Change magnet.
► Change welding condi-
tions (reduce working
temperature).
Play at the welding
torch
- Play at the adjustment
units.
► Eliminate play: tighten
pressure screws with allen
key.
- Play at the guide rails. ► Tighten knurled screws.
Display does not
light up
- Rechargeable battery
pack discharged.
- Electronic module - no
power.
► Charge rechargeable bat-
tery pack with charger.
► Check the connections
between the compartment
and the electronic module.
Display lit but
- Electronic module damaged.
- Travel Speed is set to "0". ► Set Travel Speed.
► Change the electronic
module.
carriage does not
work
- Drive system faulty. ► Remove the cover and
check the operation of the
drive system.
56
Page 57

Carriage
(continued)
Error Cause Remedy
Power source does
not start
- "Welding I/0/TEST" toggle
switch is in the "0" posi-
► Turn toggle switch to the
"I" position.
tion.
- Connecting cable between
carriage and power source
► Check connecting cable.
Replace if necessary.
is damaged.
Oscillation unit
Error Cause Remedy
Oscillation does not
work
- Oscillation form set to
"without oscillation".
► Adjust Oscillation Mode
(trapezoidal, triangular,
rectangular)
- Oscillation parameters
incorrectly set.
► Adjust the oscillation
parameters.
- Loose plug connection. ► Check plug connection.
Tighten union nut if necessary.
- Connecting cable to
the carriage control unit
► Check connecting cable.
Replace if necessary.
damaged.
- Oscillation arm blocked. ► Check that the oscillation
arm, linkage and torch
holder are moving freely.
- Device not recognized:
FOU 30 oscillation unit
was connected to the
carriage when the carriage control unit was
switched on.
► Switch carriage control
unit o and on.
Connect or disconnect
the FOU 30 oscillation
unit only when carriage
control unit is switched
o.
Oscillation unit is not
oscillating,
motor audible
- Gearing damaged. ► Contact Fronius Service
Partner (replace gear-
ing).
FMS 50/100
motor slide
Error Cause Remedy
Motor slide does not
work
- Device not recognized:
FMS 50/100 motor
slide was connected to
the carriage when the
carriage control unit
was switched on.
► Switch carriage control
unit o and on.
Connect or disconnect
the FMS 50/100 motor
slide only when carriage
control unit is switched
o.
57
Page 58

Maintenance
Personnel
Maintenance
record
Cleaning
WARNING!
Risk of injury and damage from incorrectly performed maintenance work.
It is essential to adhere to the maintenance intervals and maintenance procedures.
The manufacturer accepts no liability for any damage caused by inadequate or poorly
performed maintenance.
- All maintenance work on the carriage must only be carried out by trained
technicians.
The operator of the carriage is responsible for correctly keeping a service book with the
following information as a minimum:
- Date
- Operator
- Maintenance work carried out
- Use a clean, dry cloth to clean the components. Only use a dierent cleaning agent if
this is indicated in the maintenance procedure for a specic component.
- Remove the rechargeable battery pack before carrying out any maintenance operations.
Maintenance
intervals
Recommended
lubricants
D Daily
W Weekly
M Monthly
1/4 Y Quarterly
1/2 Y Half-yearly
Y Annually
IMPORTANT! Lubricants with solid lubricant additives (e.g. MoS2, graphite and PTFE)
are not suitable for the guide systems.
Lubricant DIN DIN number Comment
Grease KP 2-K 51502/51825 Lithium soap grease
Lubricating oil CLP32-100 51517 Part 3 ISO VG 32-100
58
Page 59

Horizontal
welding torch
adjustment unit
A
A
B
A
Item Component Measure Interval
Linear guides ► Clean
A
1/2 Y
► Check oil lm
► Eliminate play: tighten pres-
sure screws with Allen key
Threaded spindle ► Check
B
► Clean, regrease
M
1/4 Y
59
Page 60

Vertical
welding torch
adjustment unit
B
A A
Item Component Measure Interval
Linear guides ► Clean
A
1/2 Y
► Check oil lm
► Eliminate play: tighten pres-
sure screws with Allen key
Threaded spindle ► Check
B
► Clean, regrease
M
1/4 Y
A
60
Page 61

Carriage front
K
K
E
FK K
Item Component Measure Interval
Rollers and rails ► Clean
E
1/4 Y
► Position check
Safety measures:
F
- Limit switch
Wheels, underbody,
K
► Clean
► Function test
► Clean D
D
guide rails
61
Page 62

Carriage back
K
E
F KK
Item Component Measure Interval
Rollers and rails ► Clean
E
1/4 Y
► Position check
Safety measures:
F
- Limit switch
Wheels, underbody,
K
► Clean
► Function test
► Clean D
D
guide rails
K
62
Page 63

Charger
These devices are largely maintenance-free. To ensure problem-free operation, observe
the following instructions:
L
II
Item Component Measure Interval
Ventilation openings
I
(air inlet, air outlet)
► Keep clean to ensure that
cooling air is able to circu-
M
late. Danger of short circuiting! Make sure that no metal
objects, such as metal chips,
penetrate the interior of the
device through the ventilation
openings.
Aluminium housing ► Place in a well-ventilated and
L
-
dry area.
► The aluminium hosing func-
tions as a heat sink - do not
cover.
Rechargeable
battery pack
J
Item Component Measure Interval
Connection contacts ► Visual inspection before plug-
J
W
ging in
► Protect against contamina-
tion
63
Page 64

Disposal of components
WARNING!
Danger of environmental damage!
Incorrect disassembly and disposal of the individual carriage components can result in
serious environmental damage.
- The product must only be disposed of by trained and qualied personnel.
Ensure that:
- All machine components and electrical parts are separated according to type and
disposed of properly
- Exhausted or defective battery packs are disposed of by the dealer, Fronius Customer
Service or at disposal sites approved by the relevant public authority. The rechargeable battery packs are then recycled.
NOTE!
If you have any further questions about disposal/recycling, please contact the manufacturer.
64
Page 65

Technical Data
ArcRover 22
carriage
Maximum load capacity (horizontal) 22 kg (48.5 lb)
Maximum load capacity (vertical) 15 kg (33.07 lb)
Max. tensile load on the hosepack holder:
Horizontal:
A 15 kg (33.07 lb)
B 12 kg (26.46 lb)
Vertical:
C 10 kg (22.05 lb)
D 8 kg (17.64 lb)
A
80 mm
B
50 mm
80 mm
50 mm
D
C
Charger supply voltage (50 - 60 Hz) 230 V AC
Carriage supply voltage (rechargeable battery
pack)
Energy consumption 49 W
Battery capacity 3.35 Ah
Battery charging time 2 h
Min. battery capacity without oscillation 4 h
Min. battery capacity with oscillation 2 h
Net weight including rechargeable battery pack 10.7 kg (23.59 lb)
Degree of protection (carriage) IP 23
Degree of protection (rechargeable battery pack) IP 20
Welding positions (horizontal/vertical) PA, PB, PC, PF, PG
65
25.4 V DC
Page 66

ArcRover 22
carriage
(continued)
Horizontal speed (load = 85 N) 5 - 200 cm/min (+/- 6%)
Vertical speed (load = 85 N) 5 - 200 cm/min (+/- 6%)
Adjustable range of torch (horizontal/vertical) 30 mm / 30 mm (1.18 in / 1.18 in.)
Welding torch body diameter max. 28 mm (1.1 in.)
Minimal material thickness 5 mm (0.2 in.)
Clearance 6 mm (0.24 in.)
Max. preheating temperature of the workpiece 150 °C (302 °F)
Oscillation
unit FOU 30/
ML6
FMS 100/ML15/
SE/ACC
(optional)
Oscillation Speed (at 150 mm radius) 20 - 120 cm/min (7.78 - 47.24 in.)
Oscillation Path (at 150 mm radius) 1 - 30 mm (0.04 - 1.18 in.)
Oset 0 - 50 mm (0 - 1.97 in.)
Dwell time 0 - 3 seconds
Weight (with torch holder) 3.6 kg (7.94 lb)
Protection class IP 23
Max. load capacity 15 kg (33.06 lb)
Control voltage 24 VDC
Power consumption 8 W
Traversing speed (automatic mode) 30 cm/min (11.8 in/min)
Traversing speed (manual mode) max. 1 m/min (39.37 in/min)
Travel path 0.5 - 100 mm (0.02 - 3.94 in.)
Degrees of sensitivity 1 - 9
Dwell time 1 - 60 s
Degree of protection IP 23
Unladen weight 2.45 kg (5.40 lb)
IMPORTANT! The ACC module may only be used with the TPS power source.
FMS 50/ML15/
SE/ACC
(optional)
Max. load capacity 15 kg (33.06 lb)
Control voltage 24 VDC
Power consumption 8 W
Traversing speed (automatic mode) 30 cm/min (11.8 in/min)
Traversing speed (manual mode) max. 1 m/min (39.37 in/min)
Travel path max. 50 mm (1.97 in.)
Degrees of sensitivity 1 - 9
Dwell time 1 - 60 s
Degree of protection IP 23
Unladen weight 2 kg (4.40 lb)
IMPORTANT! The ACC module may only be used with the TPS power source.
66
Page 67
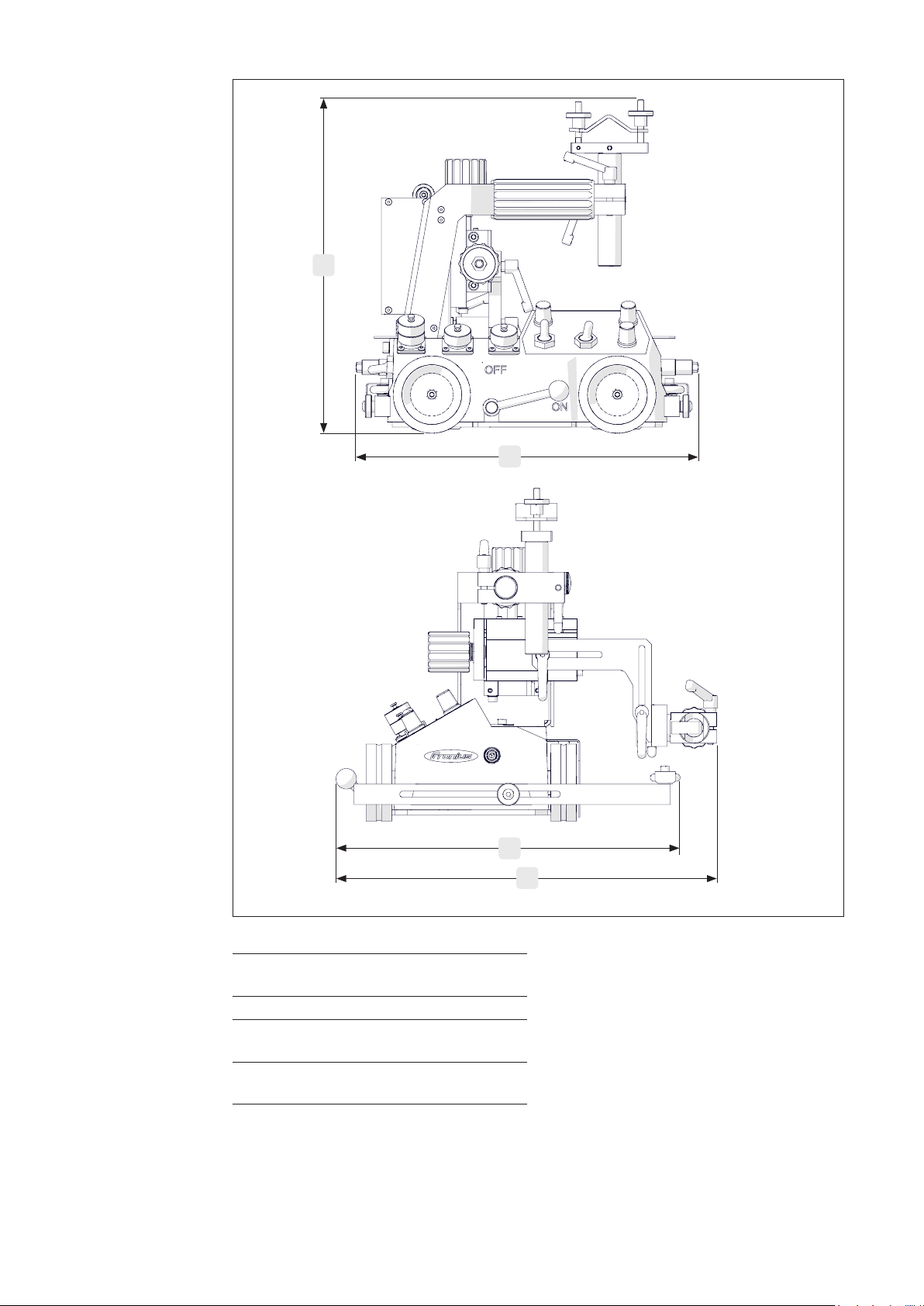
ArcRover 22
dimensions
A
B
ArcRover 22 carriage
A min. 294 mm
max. 374 mm
min 11.6 in
max 14.7 in
B 332 mm 13.1 in
C min. 287 mm
max. 437 mm
D min. 315 mm
max. 400 mm
min 11.3 in
max 17.2 in
min 12.4 in
max 15.7 in
67
C
D
Page 68

Environmental
conditions
Operating, storing or transporting the system outside the specied area or environmental ranges is regarded as not complying with the intended purpose. The manufacturer
shall not be liable for any damage or loss resulting from this.
Ambient air temperature range:
- during operation: 0 °C to +40 °C (32 °F to 104 °F)
- during transport and storage: -10 °C to+45 °C (14 °F to 113 °F)
- Recommended temperature range during charging: +5 °C to +40 °C (41 °F to
104 °F)
Relative humidity:
- up to 65% +/- 20%
Environmental conditions:
- Surrounding air is free from dust and ammable vapours, solvents or gases.
- No strong vibrations and magnetic elds around the rechargeable battery pack.
- No direct sunlight on the rechargeable battery pack.
- No storing the rechargeable battery pack on moist or wet surfaces.
68
Page 69

Spare parts
Spare parts,
wearing parts
and auxiliary
materials
Ordering details
Using spare parts and wearing parts from third-party manufacturers may pose risks. Use
the prescribed Fronius original spare parts only.
The manufacturer cannot accept any liability for damage resulting from the use of spare
or wearing parts or auxiliary materials that are not approved by the manufacturer.
NOTE!
Parts must be replaced by trained personnel only.
When ordering spare parts, you should provide the following data:
- Exact designation of the spare part
- Corresponding item number as per Spare Parts List
- Model name of the device
- Serial number of the device (shown on the rating plate)
69
Page 70

ArcRover 22 carriage 8,045,642
28
70
Page 71

ArcRover 22 carriage 8,045,642
Item Designation Item number Pcs
(1) Rechargeable battery pack 48,0005,2600 1
(2) Torch body assembly 48,0005,2656 1
(3) Hosepack holder 48,0005,2657 1
(4) Universal welding torch holder 48,0005,2638 1
(5) Welding torch adjustment unit (horizontal, vertical) 48,0005,2639 1
(6) Lashing point for securing the carriage 48,0005,2640 2
(7) Protective plate for wheels 48,0005,2658 1
(8) Guide rail assembly (left) 48,0005,2659 1
(9) Guide rail assembly (right) 48,0005,2660 1
(10) Carriage frame assembly 48,0005,2661 1
(11) Connection set (rechargeable battery pack) 48,0005,2644 1
(12) Limit switch set (rear) 48,0005,2662 1
(13) Toggle switch set (control unit ON/OFF) 48,0005,2645 1
(14) Connection set (power source control) 48,0005,2646 1
(15) Connection set (FMS 50/100 motor slide) 48,0005,2663 1
(16) Connection set (oscillation unit FOU30) 48,0005,2664 1
(17) Toggle switch set (Welding I/0/TEST) 48,0005,2649 1
(18) Toggle switch set (Start LEFT/0/RIGHT) 48,0005,2648 1
(19) Limit switch set (front) 48,0005,2665 1
(20) Drive module 48,0005,2666 1
(21) Display module 48,0005,2667 1
(22) Encoder module 48,0005,2668 1
(23) Drive unit assembly 48,0005,2669 1
(24) Drive wheel assembly 48,0005,2670 1
(25) Base assembly 48,0005,2671 1
(26) Charger 48,0005,2601 1
(27) Torch holder uptake assembly 48,0005,0134 1
(28) Connecting cable to power source 48,0005,1216 1
(29)* Micro SD Card 48,0005,0133 1
* not shown in the drawing
71
Page 72

„External power supply“ option
(1)
(2)
(3) (4)
10 m10 m10 m
max. 30 m
Item Designation Item number Pcs
(1) Control box with external power supply 48,0005,0165 1
(2) Power supply 230V AC - 24V DC/ 5A 48,0005,1818 1
(3) Extension cable 10 m 38,0100,0476 1
(4) Remote control cable 10 m 38,0100,0433 1
72
Page 73

FOU 30/ML6/radial oscillation unit 8,045,644
73
Page 74

FOU 30/ML6/radial oscillation unit 8,045,644
Item Designation Item number Pcs
(1) Housing assembly 48,0005,0126 1
(2) Oscillation unit connection set 48,0005,0015 1
(3) PG11 cable gland 48,0005,1839 1
(4) Electronic module 48,0005,1935 1
(5) Motor 48,0005,0024 1
(6) Gearbox assembly 48,0005,0125 1
(7) Mounting block 48,0005,0127 1
(8) Oscillation arm 48,0005,1206 1
(9) Clamping lever 48,0005,1207 2
(10) Universal welding torch holder assembly 48,0005,1136 1
(11) Holder 48,0005,1393 1
(12) Clamping lever 48,0005,1207 1
(13) Insulating sleeve 48,0005,1392 1
74
Page 75

Circuit Diagrams
RADIAL OSCILLATOR
2x2x0,5
yellow
green
brown
white
619.18.02.01.0
E
+25,2V
UNITRONIC BUS CAN FD P
E
+25,2V
D
GND
CANL
CANH
B
A C
BATTERY PACK
+25,2V
GND
E
D
C
B
AA
E
B
C
D
MAIN SWITCH
ABCDE
B
A
C
D
CANH
CANL
GND
DISPLAY
MODULE
75
CONTROL
PANEL
DRIVE
MODULE
CARRIAGE
Page 76

RELAY
DISPLAY
MAIN SWITCH
MODULE
green
black
orange
yellow
red
619.01.01.14.0
1
2
3TX4RX5
S4
GND
RST
EDCBA
blue
red
+5V
ARC Ignition
2
GND
blue
1
blue
1 2 3 4
ARC
IGNITION
619.01.01.04.0
WeldTest
WeldON
red
blue
GND
blue
red
2
1
25,2V
CONTROL MODULE
S6
GND
S2S1 S3 S7
GND
DirPos
DirNeg
619.01.01.09.0
3
brown
2
1
3
2
1
white
blue
619.01.01.05.0
blue
green
grey
2
2
3
ARC ENABLE
3
1 1
SWITCH
TRAVEL SWITCH
619.01.01.07.0
619.01.01.06.0
4
blue
3
red
2
white
1
green
A B C D E
S5
1
GND
+25,2V
CANH
CANL
CANL2CANH3+25,2V4GND
619.01.01.08.0
/3.2
green
white
red
blue
619.01.01.15.0
GND
/3.2
25.2V
CAN_L
/3.2
CAN_H
/3.2
/3.2
CONTROL
PANEL
76
Page 77

MODULE
619.01.02.10.0
brown
LIMIT
SWITCH
REAR
LIMIT
SWITCH
FRONT
MOTOR
ENCODER
DC
MOTOR
COM
NC
COM
NC
619.01.01.13.0
619.01.01.12.0
black
brown
black
brown
BRAKE
1
2
3
1
2
3
S7
GND
Din0
+24V
S6
GND
Din1
+24V
blue
2
1
S8
GND
DOUT0
DC
MOTOR
1
2
3
4
5
6
7
8
9
10
A
B
619.01.02.13.0
red
black
S4
1
+5V
2
Enc B
3
Enc A
4
GND
S3
1
+5V
2
Hall H3
3
Hall H2
4
Hall H1
5
GND
S5
1
MD
2
MC
3
MB
4
MA
DRIVER
DRIVE
/2.0
-CAN_H
/2.0
-CAN_L
/2.0
-GND
/2.0
-25.2V
619.01.01.15.0
/2.1
77
white
green
blue
red
S2
1
CANH
2
CANL
+24V
GND
PE
1
Up
S1
3
2
4
Page 78

PACK
A
B
619.08.06.00.0
C
D
E
black
red
BATTERY
619.08.07.00.0
black
red
BATTERY
78
Page 79

S1
STEPPER
MOTOR
DRIVER
GND
PE
2
1
+24V
3
496.77.04.00.0
MD
MC
MB
MA
S5
1
2
3
4
blue
red
green
black
STEPPER
MOTOR
D
C
B
A
S2
CAN H
CAN L
Up
4
1
2
red
blue
E
D
C
B
A
619.18.02.01.0
green
white
OSCILLATOR RADIAL
79
Page 80

EU Declaration of Conformity
80
Page 81

81
Page 82

82
Page 83

FRONIUS INTERNATIONAL GMBH
TechSupport Automation
E-Mail: support.automation@fronius.com
www.fronius.com
www.fronius.com/addresses
83
Page 84

 Loading...
Loading...