

Page 1

AL 2300, 2400, 3000, 4000, 5000
AW 332, 335, 2500, 4000, 5000, 7000
ᬃ֒䈪᱄Ҝ
ZHPLCSSKRUTR
Instrukcja obsługi
Palnik spawalniczy MIG/MAG
Návod k obsluze
Svařovací hořák MIG/MAG
Návod k obsluze
MIG/MAG strojový zvárací horák
Руководство по эксплуатации
Сварочная горелка MIG/MAG
Kullanim kilavuzu
焊枪
42,0410,1232 007-28032012
MIG/MAG torcu
Page 2

Page 3

ZH PL CS
Szanowny
użytkowniku!
Dziękujemy za obdarzenie nas
zaufaniem oraz gratulujemy
wyboru produktu firmy Fronius o
wysokiej jakości technicznej.
Niniejsza instrukcja obsługi
pomoże Państwu się z nim zaznajomić. Czytając uważnie instrukcję, poznają Państwo szeroki
zakres zastosowań niniejszego
produktu firmy Fronius. Tylko w
ten sposób mogą Państwo najlepiej wykorzystać zalety produktu.
Prosimy również o przestrzeganie
przepisów bezpieczeństwa, by
zapewnić większe bezpieczeństwo w miejscu użytkowania produktu.
Vážený zákazníku,
děkujeme Vám za projevenou
důvěru a gratulujeme k získání
tohoto technicky vyspělého
výrobku společnosti Fronius.
Předložený návod Vám pomůže
seznámit se s výrobkem. Proto jej
pečlivě přečtěte, abyste poznali
všechny mnohostranné možnosti,
které vám tento výrobek naší firmy
poskytuje. Jen tak budete moci
všechny jeho přednosti co nejlépe
využít.
Dodržujte prosím bezpečnostní
předpisy a zajistěte co nejvyšší
míru bezpečnosti na pracovišti.
SK RU
Vážená čitateľka,
vážený čitateľ
Ďakujeme vám za prejavenú
dôveru a blahoželáme vám ku
kúpe technicky vysoko kvalitného
výrobku značky Fronius. Tento
návod vám pomôže dokonale sa s
ním zoznámiť. Ak si ho starostlivo
preštudujete, spoznáte rôznorodé
možnosti vášho výrobku značky
Fronius. Iba tak dokážete maximálne využiť všetky jeho výhody.
Prosíme vás aj o striktné
dodržiavanie bezpečnostných
predpisov a o zvýšenie bezpečnosti na mieste inštalácie
vášho výrobku.
Уважаемый читатель
Благодарим за проявленное
доверие и поздравляем с
приобретением
высококачественного устройства
Fronius. Сведения по его
использованию представлены в
данном руководстве. Тщательное
ознакомление с руководством
поможет узнать обо всех
возможностях устройства Fronius.
Это позволит воспользоваться
всеми его преимуществами.
Обратите внимание также на
правила техники безопасности и
соблюдайте их при
использовании устройства.
TR
Deðerli okuyucuDeðerli okuyucu
Deðerli okuyucu
Deðerli okuyucuDeðerli okuyucu
Bize karþý duymuþ olduðunuz
güvene teþekkür ederiz ve yüksek
teknoloji ile donatýlmýþ bu Fronius
ürününü aldýðýnýz için sizi kutlarýz.
Elinizdeki bu kýlavuz, sahip
olduðunuz ürün hakkýnda bilgi
sahibi olmanýza yardýmcý olacaktýr. Bu kýlavuzu dikkatli bir þekilde
okuyarak elinizdeki Fronius
ürününün çok yönlü kullaným
olanaklarýný öðreneceksiniz.
Ancak bu þekilde ürününüzün
sunduðu avantajlardan en üst
düzeyde faydalanabilirsiniz.
Lütfen güvenlik talimatlarýna uyun
ve ürünün kullanýldýðý yeri daha
güvenli hale getirin.
1
Page 4

ZH PL CS
Informacje ogólne
Palniki spawalnicze MIG/MAG są
przeznaczone zwłaszcza do
spawania aluminium, stopów CrNi
oraz stali i są dostępne w różnych
wersjach.
Dzięki temu dostępnych jest wiele
wariantów przyłączy centralnych,
zarówno z zewnętrznym, jak też z
wewnętrznym doprowadzeniem
płynu chłodzącego. Różnorodne
wersje końcówek palnika zapewniają dobry dostęp do spoin.
Palniki spawalnicze można
dostosować do bardzo różnych
zadań, przy czym sprawdzają się
one równie dobrze w przypadku
ręcznej produkcji seryjnej i jednostkowej, jak też w pracy warsztatowej.
Všeobecné informace
Svařovací hořáky MIG/MAG,
vhodné především pro svařování
hliníku, CrNi a oceli, se vyznačují
širokou paletou provedení.
K dispozici je mnoho variant
centrálních přípojek, jak s externím, tak i s interním napojením
na chladicí médium. Dobrá
přístupnost ke svarům je
umožněna díky různým provedením těla hořáku.
Svařovací hořáky lze přizpůsobit
různým pracovním nárokům a
jsou vhodné jak pro manuální
sériovou a kusovou výrobu, tak i
pro průmyslovou oblast.
SK RU
Všeob.
Horáky na zváranie MIG/MAG sú
vhodné predovšetkým na zváranie
hliníka, CrNi a ocele a vyznačujú
sa množstvom rôznych vyhotovení.
Sú tak k dispozícii viaceré varianty centrálnych prípojok, a to ako s
externým, tak i interným pripojením chladiaceho média. Dobrá
prístupnosť zvarov sa zabezpečuje rôznymi vyhotoveniami nástavcov horáka.
Zváracie horáky možno prispôsobiť najrozmanitejším úlohám a
najlepšie sa osvedčujú pri manuálnej sériovej i individuálnej
výrobe, a takisto v dielňach.
Общие сведения
Сварочные горелки MIG/MAG
предназначены в первую очередь
для сваривания изделий из
алюминия, хромоникелевых
сплавов и стали, они выпускаются
в разном конструктивном
исполнении.
Существует несколько вариантов
центральных разъемов как с
внешним, так и с внутренним
подключением охлаждающего
средства. Для удобного доступа
к сварным швам предусмотрены
разнообразные гусаки.
Сварочные горелки могут быть
приспособлены к выполнению
широкого спектра задач и
прекрасно подходят для ручного
изготовления штучных и
серийных изделий, а также для
использования в мастерских.
TR
Genel bilgi
MIG/MAG torçlarý, özellikle alüminyum CrNi ve çeliðin kaynaklanmasý için uygundur ve çok yönlü
uygulama özelliklerine sahiptir.
Hem harici, hem de dahili soðutucu madde baðlantýsýna sahip çok
sayýda merkezi baðlantý olanaðý
kullanýma sunulmuþtur. Kaynak
dikiþlerine yüksek düzeyde
eriþebilirlik, çok yönlü torç boynu
modelleri sayesinde mümkün
olmaktadýr.
Torçlar çok farklý görev tanýmlarýna uyum saðlayabilmekte ve elle
seri ve tekli imalatta yaný sýra
atölye alanýnda kendilerini mükemmel þekilde kanýtlamaktadýr.
2
Page 5

ZH PL CS
Bezpieczeństwo
OSTRZEŻENIE!
Nieprawidłowo przeprowadzone prace mogą spowodować poważne szkody osobowe i materialne. Opisane
czynności mogą być wykonywane wyłącznie przez przeszkolony personel specjalistyczny
firmy Fronius. Należy przestrzegać zaleceń z załączonego
dokumentu „Przepisy bezpieczeństwa”.
OSTRZEŻENIE! Pora-
żenie prądem elektrycznym może mieć skutki śmiertelne. Opisane czynności można
wykonać tylko wtedy, jeśli:
-wyłącznik zasilania źródła
prądu spawalniczego jest
ustawiony w pozycji – O –,
- źródło prądu spawalnicze-
go jest odłączone od sieci.
Bezpečnost
VAROVÁNÍ! Chybně
provedená práce může
zapříčinit závažné zranění a
materiální škody. Popsané
úkony mohou provádět pouze
osoby odborně vyškolené
firmou Fronius! Dodržujte
pokyny v přiloženém dokumentu „Bezpečnostní předpisy“.
VAROVÁNÍ! Úraz elektri-
ckým proudem může být
smrtelný. Popsané činnosti
provádějte pouze pokud:
-síťový vypínač svařovacího
zdroje je v poloze „0“,
- zdroj je odpojen od sítě.
SK RU
Bezpečnosť
VÝSTRAHA! Chybne
vykonané práce môžu
zapríčiniť závažné personálne
a materiálne škody. Opísané
činnosti môže vykonávať iba
odborný personál vyškolený
firmou Fronius! Rešpektujte
priložený dokument „Bezpečnostné predpisy“.
VÝSTRAHA! Zasiahnutie
elektrickým prúdom môže
byť smrteľné. Opísané činnosti
vykonávať iba vtedy, ak
- je sieťový spínač prúdové-
ho zdroja prepnutý do
polohy - O - ,
- prúdový zdroj je oddelený
od siete.
Безопасность
ОПАСНО! Неправильное
выполнение работ может
привести к
травмированию персонала и
повреждению оборудования.
Описанные действия должны
выполняться только
специалистами, которые
прошли обучение в компании
Fronius! См. прилагающийся
документ «Правила техники
безопасности».
ОПАСНО! Поражение
электрическим током
может привести к
смертельному исходу.
Описанные действия следует
производить только тогда,
когда
- сетевой выключатель
источника электропитания
находится в положении
«О»;
- источник питания
отключен от сети.
TR
GüvenlikGüvenlik
Güvenlik
GüvenlikGüvenlik
UYUY
ARI!ARI!
UY
ARI! Hatalý olarak
UYUY
ARI!ARI!
gerçekleþtirilen iþler, ciddi
can ve mal kayýplarýna yol
açabilir. Açýklanan faaliyetler
sadece Fronius tarafýndan
eðitilmiþ yetkili personel tarafýndan yapýlmalýdýr! Ekte bulunan
„Güvenlik kurallarý“ dokümanýný
dikkate alýn.
UYUY
ARI!ARI!
UY
ARI! Elektrik çarpmasý
UYUY
ARI!ARI!
öldürücü olabilir. Açýklanan faaliyetleri sadece þu
durumlarda gerçekleþtirin:
- güç kaynaðýnýn þebeke
þalteri -O- konumuna
çevriliyse,
- güç kaynaðý þebekeden
ayrýlmýþ durumdaysa.
3
Page 6

ZH PL CS
Bezpieczeństwo
OSTRZEŻENIE!
żenie prądem elektrycznym może mieć skutki śmiertelne. Ponadto istnieje niebezpieczeństwo zranienia przez
wychodzący drut elektrodowy.
Przed oczyszczeniem palnika
spawalniczego i sprawdzeniem
jego elementów ustawić
wyłącznik zasilania źródła prądu
spawalniczego w pozycji – O–.
OSTROŻNIE!
eczeństwo oparzenia
przez palnik spawalniczy,
rozgrzany w następstwie eksploatacji. Czyszczenie palnika
spawalniczego i sprawdzanie
jego elementów można przeprowadzać tylko po ostygnięciu
palnika spawalniczego.
Pora-
Niebezpi-
Bezpečnost
VAROVÁNÍ! Úraz elektri-
ckým proudem může být
smrtelný. Navíc existuje nebezpečí poranění vysouvaným
svařovacím drátem. Před
čištěním svařovacího hořáku a
zkoušením jeho součástí
přepněte vypínač na zdroji do
polohy „0“.
POZOR! Nebezpečí
popálení v důsledku silně
zahřátého hořáku. Čištění
hořáku a zkoušení jeho
součástí lze provádět pouze u
chladného hořáku.
SK RU
Bezpečnosť
VÝSTRAHA! Zasiahnutie
elektrickým prúdom môže
byť smrteľné. Prídavne existuje
nebezpečenstvo zranenia
v dôsledku vysúvajúcej sa
elektródy. Pred čistením zváracieho horáka
a prekontrolovaním jeho komponentov treba sieťový spínač
prúdového zdroja prepnúť do
polohy - O -.
POZOR! Nebezpečenst-
vo popálenia v dôsledku
prevádzkou značne zohriateho
zváracieho horáka. Vyčistenie
zváracieho horáka
a prekontrolovanie jeho komponentov môže prebehnúť iba v
ochladenom stave.
Безопасность
ОПАСНО! Поражение
электрическим током
может привести к
смертельному исходу.
Существует также опасность
получения травмы от
выступающего проволочного
электрода. Перед очисткой
сварочной горелки и
проверкой ее компонентов
переключить сетевой
выключатель источника
питания в положение «О».
ОСТОРОЖНО!
Огнеопасность от
нагретой в процессе
работы сварочной горелки.
Очистка сварочной горелки и
проверка ее компонентов
могут производиться только
после охлаждения горелки.
TR
GüvenlikGüvenlik
Güvenlik
GüvenlikGüvenlik
UYUY
ARI!ARI!
UY
ARI! Elektrik çarpmasý
UYUY
ARI!ARI!
öldürücü olabilir. Ayrýca
dýþarý çýkan kaynak teli nedeniyle yaralanma tehlikesi. Torcu
temizlemeden ve bileþenlerini
kontrol etmeden önce, güç
kaynaðýnýn þebeke þalterini -Okonumuna çevirin.
DÝKKADÝKKA
T!T!
DÝKKA
T! Çalýþma netice-
DÝKKADÝKKA
T!T!
sinde aþýrý ýsýnmýþ torç
yüzünden yanma tehlikesi.
Torcun temizlenmesi ve
bileþenlerinin kontrol edilmesi
sadece torç soðumuþ durumdayken gerçekleþtirilmelidir.
4
Page 7
ZH PL CS
Bezpieczeństwo
OSTROŻNIE!
eczeństwo oparzenia zbyt
gorącym płynem chłodzącym.
Przyłącza wody należy sprawdzać tylko po ich ostygnięciu.
OSTROŻNIE! Niebezpi-
eczeństwo zranienia w
następstwie nieodpowiednich
połączeń. Wszystkie kable,
przewody i wiązki do uchwytu
muszą być kompletne, nieuszkodzone, zaizolowane i o
odpowiednich wymiarach.
WSKAZÓWKA! Nigdy
nie używać chłodzonych
wodą palników spawalniczych bez
płynu chłodzącego. Firma Fronius
nie ponosi odpowiedzialności
powstałe w wyniku tego za szkody, a ponadto tracą ważność
wszelkie roszczenia z tytułu
gwarancji.
Niebezpi-
Bezpečnost
POZOR! Nebezpečí
opaření horkou chladicí
kapalinou. Připojení vody lze
zkoušet pouze v chladném
stavu.
POZOR! Nebezpečí
poranění v důsledku
nedostatečného propojení.
Veškeré kabely, vedení a
hadice musí být pevné, nepoškozené, izolované a dostatečně
dimenzované.
UPOZORNĚNÍ! Vodou
chlazené hořáky nesmí
být nikdy provozovány bez použití
chladicího média. Za škody
způsobené chybným provozováním firma Fronius neručí a
všechny ostatní záruční nároky
zanikají.
SK RU
Bezpečnosť
POZOR! Nebezpečenst-
vo obarenia v dôsledku
príliš horúcej chladiacej kvapaliny. Prípoje vody kontrolovať iba
vo vychladenom stave.
POZOR! Nebezpečenst-
vo poranenia v dôsledku
nedostatočných spojení. Všetky
káble, vedenia, potrubia
a hadicové balíky musia byť
pevné, nepoškodené, zaizolované a dostatočne nadimenzované.
UPOZORNENIE! Vodou
chladené zváracie horáky
nikdy neuvádzajte do prevádzky
bez chladiaceho média. Za
poškodenia, ktoré to spôsobí,
spoločnosť Fronius neručí, všetky
záručné nároky zanikajú.
Безопасность
ОСТОРОЖНО!
Существует опасность
ошпаривания горячей
охлаждающей жидкостью.
Соединения для подвода воды
следует проверять только в
охлажденном состоянии.
ОСТОРОЖНО!
Возможно получение
травмы из-за плохих
соединений. Все кабели,
провода и шланговые пакеты
должны быть прочными,
неповрежденными,
изолированными и иметь
достаточную длину.
ВНИМАНИЕ! Сварочные
горелки с водяным
охлаждением не следует
применять без охлаждающего
средства. Производитель не
несет ответственности за
возникающий из-за этого ущерб,
и все гарантийные обязательства
теряют свою силу.
TR
GüvenlikGüvenlik
Güvenlik
GüvenlikGüvenlik
DÝKKADÝKKA
T!T!
DÝKKA
T! Çok sýcak
DÝKKADÝKKA
T!T!
soðutma sývýsý nedeniyle
yanma tehlikesi. Su baðlantýlarýný yalnýzca soðumuþ durumdayken kontrol edin.
DÝKKADÝKKA
T!T!
DÝKKA
T! Yetersiz baðlan-
DÝKKADÝKKA
T!T!
týlar nedeniyle yaralanma
tehlikesi. Tüm kablo, iletim
hatlarý ve hortum paketleri sýký,
hasarsýz, izole edilmiþ ve yeterli
ölçülere sahip olmalýdýr.
NOT!NOT!
NOT! Su soðutmalý
NOT!NOT!
torçlar asla soðutucu
madde olmadan
çalýþtýrýlmamalýdýr. Bu türden
kullanýmlardan oluþan hasarlardan Fronius sorumlu deðildir ve
garanti geçersizdir.
5
Page 8
6
Page 9

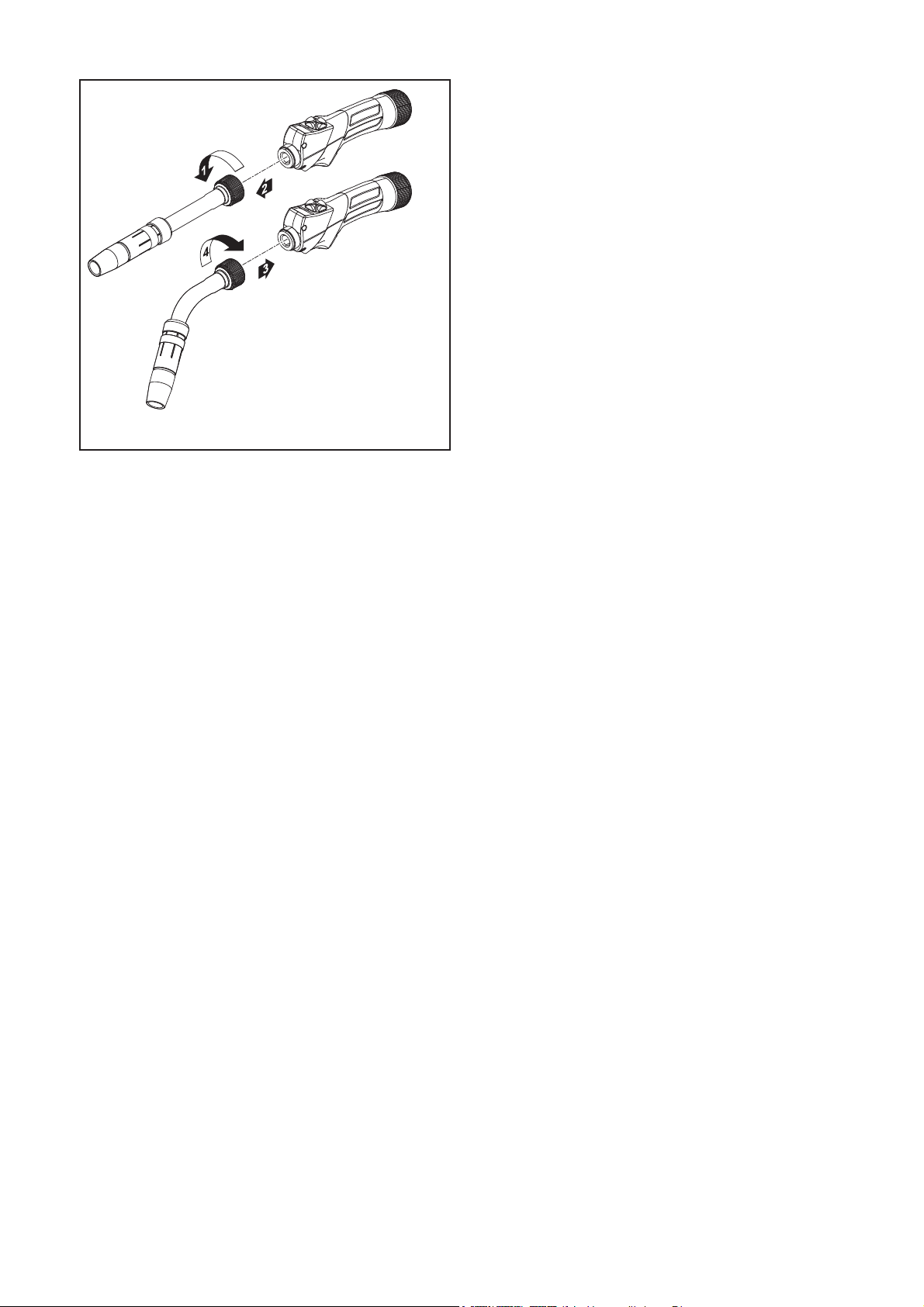
ZH PL CS
Montaż końcówki palnika Multilock
WSKAZÓWKA! Niebez-
pieczeństwo wycieku
płynu chłodzącego (palniki spawalnicze chłodzone wodą) lub
uszkodzenia w następstwie
przegrzania (palniki spawalnicze
chłodzone gazem). Podczas
montażu końcówki palnika zwracać uwagę na prawidłowe osadzenie nakrętki złączkowej.
Montáž těla hořáku
Multilock
UPOZORNĚNÍ! Nebez-
pečí úniku chladicího
média (vodou chlazené hořáky)
nebo poškození přehřátím (plynem chlazené hořáky). Při
montáži těla hořáku dbejte na
pevné dotažení převlečné matice.
SK RU
Oblúkový nástavec
Multilock montáž
UPOZORNENIE! Nebez-
pečenstvo úniku chladiaceho média (vodou chladené
zváracie horáky) alebo poškodenia prehriatím (plynom chladený
zváracie horáky). Pri namontovaní
oblúkového nástavca dbajte na
pevné dotiahnutie prevlečnej
matice.
Установка гусака
Multilock
ВНИМАНИЕ! Опасность
утечки охлаждающего
средства (горелки с
водяным охлаждением) или
повреждения в результате
перегрева (горелки с газовым
охлаждением). При
монтировании гусака обращать
внимание на прочное крепление
накидной гайки.
TR
Multilock Multilock
Multilock
Multilock Multilock
montajmontaj
montaj
montajmontaj
veya aþýrý ýsýnma yüzünden hasar
(gaz soðutmalý torç) tehlikesi. Torç
boynunun montajý sýrasýnda
baþlýk somununun sýký oturmasýna
dikkat edin.
TT
orç Boynuorç Boynu
T
orç Boynu
TT
orç Boynuorç Boynu
NOT!NOT!
NOT! Soðutucu madde
NOT!NOT!
çýkýþý (su soðutmalý torç)
7
Page 10

1
2
1
2
3
1
4
2
*
1
*
1
8
Page 11

ZH PL CS
Wymiana dyszy gazowej AW 7000
WSKAZÓWKA! Niebez-
pieczeństwo uszkodzenia
pierścieni samouszczelniających
w następstwie nieprawidłowego
zdejmowania lub zakładania
dyszy gazowej. Dyszę gazową
należy zdejmować i zakładać tylko
po odkręceniu nakrętki
złączkowej.
Ważne! Podczas zakładania
dyszy gazowej należy zwracać
uwagę na to, aby otwory pierścienia znajdowały się dokładnie nad
otworami korpusu palnika. W
przeciwnym razie nie będzie
zapewnione wystarczające
chłodzenie dyszy gazowej.
* wyznaczony kierunek obrotu!
Výměna plynové hubice AW 7000
UPOZORNĚNÍ! Nebez-
pečí poškození o-kroužku
následkem neodborného
odpojení nebo nasazení
plynové hubice. Při
odpojení či nasazení
plynové hubice musí být
převlečná matice sešroubovaná.
Důležité! Při nasazení plynové
hubice věnujte pozornost tomu,
aby otvory kroužku přesně přiléhaly na otvory těla hořáku. Pokud
by tomu tak nebylo, nelze zaručit
dostatečné chlazení plynové
hubice.
* přednastavený směr otáčení!
SK RU
Plynovú hubicu vymeniť AW 7000
UPOZORNENIE! Nebez-
pečenstvo poškodenia Okrúžkov pri neodbornej
demontáži alebo nasadzovaní plynovej hubice.
Plynovú hubicu demontujte alebo nasadzujte iba
ak je otvorená prevlečná
matica.
Dôležité! Pri nasadzovaní plynovej hubice dbajte, aby vŕtania
perforovaného krúžku priliehali
priamo na vŕtania v telese horáka.
V opačnom prípade nemôže byť
zaručené dostatočné chladenie
plynovej hubice.
* vopred určený smer otáčania!
Замена газового
сопла AW 7000
ВНИМАНИЕ! Опасность
повреждения колец
круглого сечения
вследствие
неправильного снятия
или установки газового
сопла. Газовое сопло
снимать и устанавливать
только при открученной
накидной гайке.
Важно! При установке газового
сопла следует обращать
внимание на то, чтобы отверстия
подкладочного кольца
находились точно над
отверстиями горелки. В
противном случае не
гарантируется достаточное
охлаждение газового сопла.
* заданное направление
вращения!
TR
Gaz nozulunuGaz nozulunu
Gaz nozulunu
Gaz nozulunuGaz nozulunu
deðiþtirme deðiþtirme
deðiþtirme
deðiþtirme deðiþtirme
NOT!NOT!
NOT! Gaz nozulunun
NOT!NOT!
kurallara aykýrý þekilde
çýkartýlmasý veya takýlmasý yüzünden O-Ringlerin
hasar görme tehlikesi.
Gaz nozulunu sadece
baþlýk somunu açýkken
çýkartýn veya takýn.
Önemli!Önemli!
Önemli! Gaz nozulunu takarken,
Önemli!Önemli!
delikli halkanýn deliklerini, torç
gövdesindeki deliklerin tam
üzerinde bulunmasýna dikkat edin.
Aksi taktirde gaz nozulunun yeteri
kadar soðutulmasý saðlanamaz.
* bildirilen dönüþ yönü!
AA
W 7000W 7000
A
W 7000
AA
W 7000W 7000
9
Page 12

1
mm
2
mm
0,6 0,8 1,0 1,2 1,60,9
1,1 1,3* 1,6* 1,9* 2,31,6*
1,6 1,9 2,3 2,9*1,9
inch
.023 .030 .040 .045 1/16.035
.043 .051* .063* .075* .091.063*
.063 .075 .075 .091 .115*
0,6 0,8 1,0 1,2 1,60,9
1,1 1,3* 1,6* 2,0* 2,5
1,5*
1,6 2,52,01,6
inch
.023 .030 .040 .045 1/16.035
.043 .051* .063* .079* .098
.059*
.098.079.063 .063
10
Page 13

ZH PL CS
Wartości orientacyjne
dla prowadnic stalowych
Ważne! Prowadnice drutu dostar-
czane są fabrycznie z naddatkiem
długości.
Rys. 1: Prowadnice stalowe
niepowlekane należy stosować w
przypadku palników spawalniczych chłodzonych wodą.
Rys. 2: Prowadnice stalowe
izolowane należy stosować w
przypadku palników spawalniczych chłodzonych gazem.
* zalecenie
Orientační hodnoty pro
ocelové bovdeny
Důležité! Bovdeny jsou dodávány
s delší drátem.
Obrázek 1: Neizolované ocelové
bovdeny se používají u vodou
chlazených hořáků.
Obrázek 2: Izolované ocelové
bovdeny se používají u plynem
chlazených hořáků.
* doporučeno
SK RU
Orientačné hodnoty
pre oceľové bowdeny
Dôležité! Vodiace bowdeny drôtu
sa expedujú so zväčšenou dĺžkou.
Obrázok 1: Holý oceľový bowden
sa používa s vodou chladenými
zváracími horákmi.
Obrázok 2: Izolovaný oceľový
bowden sa používa s plynom
chladenými zváracími horákmi.
* odporúčané
Нормативные
значения для
стальных каналов
Важно! Каналы подачи
проволоки поставляются с
запасом по длине.
Рис. 1. Со сварочными
горелками с водяным
охлаждением используются
неизолированные стальные
каналы.
Рис. 2. Со сварочными
горелками с газовым
охлаждением используются
изолированные стальные каналы.
* рекомендуется
TR
Çelik spiraller için refe-Çelik spiraller için refe-
Çelik spiraller için refe-
Çelik spiraller için refe-Çelik spiraller için referans deðerlerrans deðerler
rans deðerler
rans deðerlerrans deðerler
Önemli!Önemli!
Önemli! Tel spirallerinin uzunluðu
Önemli!Önemli!
teslimatta dah uzun gerçekleþir.
Resim 1: Su soðutmalý torçlarda
düz çelik spiral kullanýn.
Resim 2: Gaz soðutmalý torçlarda
izoleli çelik spiral kullanýn.
* önerilen
11
Page 14

1
3
2
1
2
1
3
(.12 - .16 in.)
3 - 4 mm
4
2
4
2
3
3
4
1
2
1
2
1
2
3
3
12
Page 15

ZH PL CS
Montaż prowadnicy
stalowej (AL 2300 / AW
2500)
WSKAZÓWKA! W
przypadku palników
spawalniczych chłodzonych
gazem należy stosować specjalne
prowadnice drutu – izolowane.
WSKAZÓWKA! Podczas
skracania prowadnicy
drutu należy zwracać uwagę na
to, aby
- w trakcie cięcia nie dostał się
do wnętrza prowadnicy drutu
żaden zadzior,
- ustawić szczypce do cięcia
lekko pod skosem (zadziory
są wyciągane na zewnątrz),
- spiłować zadziory.
Montáž ocelového bovdenu (AL 2300 / AW
2500)
UPOZORNĚNÍ! U plynem
chlazených hořáků
používejte speciální bovdeny
(izolované).
UPOZORNĚNÍ! Při
zkracování bovdenů je
třeba dodržet tyto požadavky:
-při ustřižení nesmí žádná
ostrá hrana směřovat dovnitř
bovdenu,
- štípací kleště držet mírně
šikmo (ostrá hrana otřepu se
odkloní ven),
-otřep obrousit.
SK RU
Montáž oceľového
bowdenu (AL 2300 /
AW 2500)
UPOZORNENIE! Pri
plynom chladených
zváracích horákoch používajte
špeciálne vodiace bowdeny drôtu
(izolované).
UPOZORNENIE! Pri
skracovaní vodiaceho
bowdenu dbajte na to, aby
- pri strihaní sa nedostali do
vodiaceho bowdenu drôtu
žiadne ostriny
-bočný rezák postavte trocha
šikmo (ostriny budú ťahané
smerom von)
- Ostriny obrúste
Монтаж стального
канала (AL 2300/AW
2500)
проволоки
(изолированные)
ñ
ñ
газовым
охлаждением.
При
обрезании канала подачи
проволоки:
- внутрь канала подачи
проволоки не должен
вдаваться грат;
- ставить кусачки-бокорезы
под небольшим углом (грат
извлекается наружу);
- сточить грат.
TR
Çelik spiral monte etmeÇelik spiral monte etme
Çelik spiral monte etme
Çelik spiral monte etmeÇelik spiral monte etme
(AL(AL
2300 / 2300 /
(AL
2300 /
(AL(AL
2300 / 2300 /
Применять
(izoleli) kullanýn.
специальные
sýrasýnda þunlara dikkat edin:
- kesme sýrasýnda tel spiralinin
горелками
ВНИМАНИЕ!
içine çapak kaçmamalýdýr
- Yan keski hafif yatýk tutulmalýdýr (çapak dýþarý doðru çekilir)
- Çapaðý taþlayýn
AA
W 2500)W 2500)
A
W 2500)
AA
W 2500)W 2500)
NOT!NOT!
NOT! Gaz soðutmalý
NOT!NOT!
torçlarda özel çelik spiral
NOT! NOT!
NOT! Tel spirallerinin
NOT! NOT!
uzunluðunun ayarlanmasý
13
Page 16

1
2
***
3
2
1
5
3
4
1
2
5
2
3
3
4
*
(.32 - .35 in.)
8 - 9 mm
2
1
**
(0 - .04 in.)
0 - 1 mm
2
1
5
1
2
***
2
1
2
1
3
4
5
14
Page 17

ZH PL CS
Montaż prowadnicy
stalowej
4000) (AL 4000 / AW 5000)
zych chłodzonych gazem należy
stosować specjalne prowadnice
drutu – izolowane.
należy zwracać uwagę na to, aby
- w trakcie cięcia nie dostał się
do wnętrza prowadnicy drutu
żaden zadzior,
- ustawić szczypce do cięcia
lekko pod skosem (zadziory
są wyciągane na zewnątrz),
- spiłować zadziory.
*końcówka prądowa z otwo-
rem centrującym
** końcówka prądowa bez
otworu centrującego
*** osłona przed rozpryskami:
tylko w przypadku AL 4000 /
AW 5000
(AL 3000 / AW
WSKAZÓWKA! W przyp-
adku palników spawalnic-
WSKAZÓWKA! Podczas
skracania prowadnicy drutu
Montáž bovdenu
(AL 3000 / AW 4000)
(AL 4000 / AW 5000)
UPOZORNĚNÍ! U plynem
chlazených hořáků
používejte speciální bovdeny
(izolované).
UPOZORNĚNÍ! Při
zkracování bovdenů je
třeba dodržet tyto požadavky:
-při ustřižení nesmí žádná
ostrá hrana směřovat dovnitř
bovdenu,
- štípací kleště držet mírně
šikmo (ostrá hrana otřepu se
odkloní ven),
-otřep obrousit.
* Kontaktní trubice s centrálním
otvorem
** Kontaktní trubice bez cen-
trálního otvoru
*** Ochrana proti odstřiku:
jen u AL 4000 / AW 5000
SK RU
Montáž oceľového bowdenu (AL 3000 / AW 4000)
(AL 4000 / AW 5000)
UPOZORNENIE! Pri
plynom chladených
zváracích horákoch používajte
špeciálne vodiace bowdeny drôtu
(izolované).
UPOZORNENIE! Pri
skracovaní vodiaceho
bowdenu dbajte na to, aby
- pri strihaní sa nedostali do
vodiaceho bowdenu drôtu
žiadne ostriny
-bočný rezák postavte trocha
šikmo (ostriny budú ťahané
smerom von)
- Ostriny obrúste
* Kontaktná rúrka so strediacim
otvorom
** Kontaktná rúrka bez stredi-
aceho otvoru
*** Ochrana proti odstrekom:
iba v prípade AL 4000 / AW
5000
Монтаж стального
канала
(AL 3000/AW 4000)
(AL 4000/AW 5000)
ВНИМАНИЕ! Применять
специальные каналы
подачи проволоки
(изолированные) с горелками с
газовым охлаждением.
ВНИМАНИЕ! Ïðè
обрезании канала
подачи проволоки:
- внутрь канала подачи
проволоки не должен
вдаваться грат;
- ставить кусачки-бокорезы
под небольшим углом (грат
извлекается наружу);
- сточить грат.
* Контактная трубка с
центровочным отверстием
** Контактная трубка без
центровочного отверстия
*** Брызгоотбойное устройство:
только у AL 4000/AW 5000
TR
Çelik spirali monte etmeÇelik spirali monte etme
Çelik spirali monte etme
Çelik spirali monte etmeÇelik spirali monte etme
(AL(AL
3000 / 3000 /
(AL
3000 /
(AL(AL
3000 / 3000 /
(AL(AL
4000 / 4000 /
(AL
4000 /
(AL(AL
4000 / 4000 /
(izoleli) kullanýn.
ayarlanmasý sýrasýnda þunlara
dikkat edin:
- kesme sýrasýnda tel kýlavuz
göbeðinin içine çapak
taþmamalýdýr
- Yan keski hafif yatýk tutulmalýdýr (çapak dýþarý doðru çekilir)
- Çapaðý taþlayýn
* Merkez delikli kontak meme
** Merkez deliksiz kontak meme
*** Sýçrama korumasý:
sadece AL 4000 / AW 5000’de
AA
W 4000)W 4000)
A
W 4000)
AA
W 4000)W 4000)
AA
W 5000)W 5000)
A
W 5000)
AA
W 5000)W 5000)
NOT!NOT!
NOT! Gaz soðutmalý
NOT!NOT!
torçlarda özel çelik spiral
NOT! NOT!
NOT! Tel kýlavuz göbek-
NOT! NOT!
lerinin uzunluðunun
15
Page 18

1
4
3
2
2
1
5
2
6
33
2
1
2
1
4
*
1
3
( .79 in.)
20 mm
( .48 in.)
12 mm
2
3
**
5
2
3
4
5
1
16
Page 19

ZH PL CS
Montaż prowadnicy
stalowej (AL 5000)
WSKAZÓWKA! W
przypadku palników
spawalniczych chłodzonych
gazem należy stosować specjalne
prowadnice drutu – izolowane.
WSKAZÓWKA! Podczas
skracania prowadnicy drutu
należy zwracać uwagę na to, aby
- w trakcie cięcia nie dostał się
do wnętrza prowadnicy drutu
żaden zadzior,
- ustawić szczypce do cięcia
lekko pod skosem (zadziory
są wyciągane na zewnątrz),
- spiłować zadziory.
WSKAZÓWKA! Podczas
zdejmowania i montażu
dyszy gazowej należy
zwracać uwagę na to, aby na
dyszy gazowej pozostała izolacja.
*końcówka prądowa z otwo-
rem centrującym
** końcówka prądowa bez
otworu centrującego
Montáž bovdenu
(AL 5000)
UPOZORNĚNÍ! U plynem
chlazených hořáků
používejte speciální bovdeny
(izolované).
UPOZORNĚNÍ! Při
zkracování bovdenu je
třeba dodržet tyto požadavky:
-při ustřižení nesmí žádná
ostrá hrana směřovat dovnitř
bovdenu,
- štípací kleště je třeba držet
mírně šikmo (ostrá hrana
otřepu se odkloní ven),
-otřep je nutno obrousit.
UPOZORNĚNÍ! Při
odpojení a montáži
plynové hubice musí zůstat
izolace v plynové hubici.
* Kontaktní trubice s centrálním
otvorem
** Kontaktní trubice bez cen-
trálního otvoru
SK RU
Montáž oceľového
bowdenu (AL 5000)
UPOZORNENIE! Pri
plynom chladených
zváracích horákoch používajte
špeciálne vodiace bowdeny drôtu
(izolované).
UPOZORNENIE! Pri
skracovaní vodiaceho
bowdenu dbajte na to, aby
- pri strihaní sa nedostali do
vodiaceho bowdenu drôtu
žiadne ostriny
-bočný rezák postavte trocha
šikmo (ostriny budú ťahané
smerom von)
- Ostriny obrúste
UPOZORNENIE! Pri
demontáži a montáži
plynovej hubice dbajte, aby
izolácia plynovej hubice zostala.
* Kontaktná rúrka so strediacim
otvorom
** Kontaktná rúrka bez stredi-
aceho otvoru
Монтаж стального
канала (AL 5000)
ВНИМАНИЕ! Применять
специальные каналы
подачи проволоки
(изолированные) с горелками с
газовым охлаждением.
ВНИМАНИЕ! Ïðè
обрезании канала
подачи проволоки:
- внутрь канала подачи
проволоки не должен
вдаваться грат;
- ставить кусачки-бокорезы
под небольшим углом (грат
извлекается наружу);
- сточить грат.
ВНИМАНИЕ! Снимая и
устанавливая газовое
сопло, следите, чтобы изоляция
оставалась в сопле.
* Контактная трубка с
центровочным отверстием
** Контактная трубка без
центровочного отверстия
TR
Çelik iç teli monte etmeÇelik iç teli monte etme
Çelik iç teli monte etme
Çelik iç teli monte etmeÇelik iç teli monte etme
(AL 5000)(AL 5000)
(AL 5000)
(AL 5000)(AL 5000)
NOT!NOT!
NOT! Gaz soðutmalý
NOT!NOT!
torçlarda özel çelik
kýlavuz iç tel (izoleli) kullanýn.
NOT! NOT!
NOT! Tel kýlavuz göbek-
NOT! NOT!
lerinin uzunluðunun
ayarlanmasý sýrasýnda þunlara
dikkat edin:
- kesme sýrasýnda tel kýlavuz
göbeðinin içine çapak
taþmamalýdýr
- Yan keski hafif yatýk tutulmalý-
dýr (çapak dýþarý doðru çekilir)
- Çapaðý taþlayýn
NOT!NOT!
NOT! Gaz nozulunun
NOT!NOT!
çýkartýlmasý ve monte
edilmesi sýrasýnda, izolasyonun
gaz nozulunun içinde kalmasýna
dikkat edin.
* Merkez delikli kontak meme
** Merkez deliksiz kontak meme
17
Page 20

1
2
1
2
1
33
(0 in.)
0 mm
3
2
3
2
3
3
4
2
(.32 in.)
8 mm
*
2
1
2
1
(.63 in.)
16 mm
2
1
4
3
1
5
**
4
3
6
m
(- .32 in.)
- 8 m
1
2
3
2
3
*
m
(- .63 in.)
- 16 m
1
2
5
**
18
Page 21

ZH PL CS
Montaż prowadnicy
stalowej (AW 7000)
WSKAZÓWKA! Podczas
skracania prowadnicy
drutu należy zwracać uwagę na
to, aby
- w trakcie cięcia nie dostał się
do wnętrza prowadnicy drutu
żaden zadzior,
- ustawić szczypce do cięcia
lekko pod skosem (zadziory
są wyciągane na zewnątrz),
- spiłować zadziory.
*końcówka prądowa z otwo-
rem centrującym
** końcówka prądowa bez
otworu centrującego?
Montáž ocelového bovdenu (AW 7000)
UPOZORNĚNÍ! Při
zkracování bovdenů je
třeba dodržet tyto
požadavky:
-při ustřižení nesmí žádná
ostrá hrana směřovat dovnitř
bovdenu,
- štípací kleště držet mírně
šikmo (ostrá hrana otřepu se
odkloní ven),
-otřep obrousit.
* Kontaktní trubice s centrálním
otvorem
** Kontaktní trubice bez cen-
trálního otvoru
SK RU
Montáž oceľového
bowdenu (AW 7000)
UPOZORNENIE! Pri
skracovaní vodiaceho
bowdenu dbajte na to, aby
- pri strihaní sa nedostali do
vodiaceho bowdenu drôtu
žiadne ostriny
-bočný rezák postavte trocha
šikmo (ostriny budú ťahané
smerom von)
- Ostriny obrúste
* Kontaktná rúrka so strediacim
otvorom
** Kontaktná rúrka bez stredi-
aceho otvoru
Монтаж стального
канала (AW 7000)
ВНИМАНИЕ! Ïðè
обрезании канала
подачи проволоки:
- внутрь канала подачи
проволоки не должен
вдаваться грат;
- ставить кусачки-бокорезы
под небольшим углом (грат
извлекается наружу);
- сточить грат.
* Контактная трубка с
центровочным отверстием
** Контактная трубка без
центровочного отверстия
TR
Çelik iç teli monte etmeÇelik iç teli monte etme
Çelik iç teli monte etme
Çelik iç teli monte etmeÇelik iç teli monte etme
(A(A
W 7000)W 7000)
(A
W 7000)
(A(A
W 7000)W 7000)
NOT! NOT!
NOT! Tel kýlavuz göbek-
NOT! NOT!
lerinin uzunluðunun
ayarlanmasý sýrasýnda þunlara
dikkat edin:
- kesme sýrasýnda tel kýlavuz
göbeðinin içine çapak
taþmamalýdýr
- Yan keski hafif yatýk tutulmalý-
dýr (çapak dýþarý doðru çekilir)
- Çapaðý taþlayýn
* Merkez delikli kontak meme
** Merkez deliksiz kontak meme
19
Page 22

1
2
2
**
3
(0 in.)
0 mm
*
3
1
1
2
2
3
3
3
4
2
1
*
2
1
(.32 in.)
8 mm
2
1
**
2
1
5
1
2
3
2
3
(.39 in.)
10 mm
6
**
4
3
4
3
(- .39 in.)
- 10 mm
1
2
(- .32 in.)
- 8 mm
1
*
2
5
20
Page 23

ZH PL CS
Montaż prowadnicy
stalowej (AW 332 / 335)
WSKAZÓWKA! W
przypadku palników
spawalniczych chłodzonych
gazem należy stosować specjalne
prowadnice drutu – izolowane.
WSKAZÓWKA! Podczas
skracania prowadnicy
drutu należy zwracać uwagę na
to, aby
- w trakcie cięcia nie dostał się
do wnętrza prowadnicy drutu
żaden zadzior,
- ustawić szczypce do cięcia
lekko pod skosem (zadziory
są wyciągane na zewnątrz),
- spiłować zadziory.
* AW 332
** AW 335
Montáž ocelového bovdenu (AW 332 / 335)
UPOZORNĚNÍ! U plynem
chlazených hořáků
používejte speciální bovdeny
(izolované).
UPOZORNĚNÍ! Při
zkracování bovdenů je
třeba dodržet tyto požadavky:
-při ustřižení nesmí žádná
ostrá hrana směřovat dovnitř
bovdenu,
- štípací kleště držet mírně
šikmo (ostrá hrana otřepu se
odkloní ven),
-otřep obrousit.
* AW 332
** AW 335
SK RU
Montáž oceľového
bowdenu (AW 332 /
335)
UPOZORNENIE! Pri
plynom chladených
zváracích horákoch používajte
špeciálne vodiace bowdeny drôtu
(izolované).
UPOZORNENIE! Pri
skracovaní vodiaceho
bowdenu dbajte na to, aby
- pri strihaní sa nedostali do
vodiaceho bowdenu drôtu
žiadne ostriny
-bočný rezák postavte trocha
šikmo (ostriny budú ťahané
smerom von)
- Ostriny obrúste
* AW 332
** AW 335
Монтаж стального
канала (AW 332/335)
ВНИМАНИЕ! Применять
специальные каналы
подачи проволоки
(изолированные) с горелками с
газовым охлаждением.
ВНИМАНИЕ! Ïðè
обрезании канала
подачи проволоки:
- внутрь канала подачи
проволоки не должен
вдаваться грат;
- ставить кусачки-бокорезы
под небольшим углом (грат
извлекается наружу);
- сточить грат.
* AW 332
** AW 335
TR
Çelik iç teli monte etmeÇelik iç teli monte etme
Çelik iç teli monte etme
Çelik iç teli monte etmeÇelik iç teli monte etme
(AL 332 / 335)(AL 332 / 335)
(AL 332 / 335)
(AL 332 / 335)(AL 332 / 335)
NOT!NOT!
NOT! Gaz soðutmalý
NOT!NOT!
torçlarda özel çelik
kýlavuz iç tel (izoleli) kullanýn.
NOT! NOT!
NOT! Tel kýlavuz göbek-
NOT! NOT!
lerinin uzunluðunun
ayarlanmasý sýrasýnda þunlara
dikkat edin:
- kesme sýrasýnda tel kýlavuz
göbeðinin içine çapak
taþmamalýdýr
- Yan keski hafif yatýk tutulmalý-
dýr (çapak dýþarý doðru çekilir)
- Çapaðý taþlayýn
* AW 332
** AW 335
21
Page 24

1
mm
2
mm
0,8
0,6
1,1 1,1 1,5 2,0 2,5
1,0 1,2 1,60,9
1,5
inch
.023 .030 .040 .045 1/16.035
.059 .079 .098
.059.043.043
0,8
0,6
1,5
1,5
1,5
inch
.023 .030 .040 .045 1/16.035
.059.059.059
1,0 1,2 1,60,9
1,5 2,0 2,5
.059 .079 .098
22
Page 25

ZH PL CS
Wartości orientacyjne
dla prowadnicy łączo-
nej grafitowej oraz prowadnicy teflonowej
WSKAZÓWKA! Do
zastosowań związanych
ze spawaniem aluminium wybrać
kolejną większą średnicę
końcówki prądowej.
Ważne! Prowadnice drutu dostarczane są fabrycznie z naddatkiem
długości.
Rys. 1: Prowadnice łączone
grafitowe
Rys. 2: Prowadnice teflonowe
Orientační hodnoty pro
kombinovaný bovden
grafitový a teflonový
UPOZORNĚNÍ! Při práci
s hliníkem je třeba zvolit
o jeden rozměr větší průměr
kontaktní trubice.
Důležité! Bovdeny jsou dodávány
s delší drátem.
Obrázek 1: Kombinované bovdeny grafitové
Obrázek 2: Teflonové bovdeny
SK RU
Orientačné hodnoty
pre kombinovaný bowden grafit a teflónový
bowden
UPOZORNENIE! Pri
aplikáciách s použitím
hliníka zvoľte najbližší väčší
priemer kontaktnej rúrky.
Dôležité! Vodiace bowdeny drôtu
sa expedujú so zväčšenou dĺžkou.
Obrázok 1: Kombinované bowdeny grafit
Obrázok 2: Teflónové bowdeny
Нормативные
значения для
комбинированного
графитового канала и
тефлонового канала
ВНИМАНИЕ! При работе
с алюминием
используйте контактную трубку
следующего по величине
диаметра.
Важно! Каналы подачи
проволоки поставляются с
запасом по длине.
Рис. 1. Комбинированные
графитовые каналы
Рис. 2. Тефлоновые каналы
TR
Kombi iç tel ve teflon içKombi iç tel ve teflon iç
Kombi iç tel ve teflon iç
Kombi iç tel ve teflon içKombi iç tel ve teflon iç
tel için referans deðerlertel için referans deðerler
tel için referans deðerler
tel için referans deðerlertel için referans deðerler
NOT!NOT!
NOT! Alüminyum alanýn-
NOT!NOT!
daki uygulamalar için, bir
üst büyüklükteki kontak meme
çapýný seçin.
Önemli!Önemli!
Önemli! Tel kýlavuz göbeklerinin
Önemli!Önemli!
teslimatý fazla uzunlukta
gerçekleþir.
Resim 1: Kombi iç teller grafit
Resim 2: Teflon iç teller
23
Page 26

3
1
2
(.04 - .08 in.)
1 - 2 mm
3
5
6
2
1
24
1
Page 27

ZH PL CS
Montaż prowadnicy z
tworzywa sztucznego
(przyłącze Fronius bez
dyszy prowadnicy drutu)
dotyczy:
prowadnic teflonowych
prowadnic łączonych
prowadnic grafitowych
WSKAZÓWKA! Dosunąć
prowadnicę drutu w miarę
możliwości blisko rolek podających,
jednakże nie dotykać ich.
WSKAZÓWKA! Przed
wprowadzeniem drutu
elektrodowego zaokrąglić jego
koniec.
Montáž umělohmotného bovdenu (přípojka
Fronius bez trysky pro
vedení drátu)
platí pro:
Teflonové bovdeny
Kombinované bovdeny
Grafitové bovdeny
UPOZORNĚNÍ! Bovden
zaveďte co nejblíže k
podávacím kladkám, avšak bez
dotyku.
UPOZORNĚNÍ! Před
zaváděním drátu zaoblete jeho konec.
SK RU
Montáž plastového
bowdenu (pripojenie
Fronius bez vedenia
drôtu)
platí pre:
Teflónové bowdeny
Kombinované bowdeny
Grafitové bowdeny
UPOZORNENIE! Vodiaci
bowden drôtu priblížte čo
najbližšie k posuvovým kladkám,
avšak bez dotyku.
UPOZORNENIE! Konce
drôtovej elektródy pred
navlečením zaobliť!
Монтаж
пластмассового
канала (разъем Fronius без сопла подачи
проволоки)
Применительно к:
тефлоновым каналам;
комбинированным каналам;
графитовым каналам.
ВНИМАНИЕ! Канал
подачи проволоки
необходимо расположить как
можно ближе к подающим
роликам, но чтобы они не
соприкасались.
ВНИМАНИЕ! Закруглить
концы проволочного
электрода перед его заправкой.
TR
Plastik iç telleri montePlastik iç telleri monte
Plastik iç telleri monte
Plastik iç telleri montePlastik iç telleri monte
etme (Tetme (T
etme (T
etme (Tetme (T
si hariç Fronius baðlantýsi hariç Fronius baðlantý
si hariç Fronius baðlantý
si hariç Fronius baðlantýsi hariç Fronius baðlantý
noktasý)noktasý)
noktasý)
noktasý)noktasý)
þunlar için geçerli:
Teflon iç teller
Kombi iç teller
Grafit iç teller
besleme makaralarýna yaklaþtýrýn,
ancak temas ettirmeyin.
teli ucunu yuvarlatýn.
el kýlavuz meme-el kýlavuz meme-
el kýlavuz meme-
el kýlavuz meme-el kýlavuz meme-
NOT!NOT!
NOT! Tel kýlavuz göbeðini
NOT!NOT!
mümkün olduðu kadar
NOT!NOT!
NOT! Kaynak telini
NOT!NOT!
sürmeden önce, kaynak
25
Page 28

4
1
5
2
1
26
Page 29

ZH PL CS
Montaż prowadnicy z
tworzywa sztucznego
(przyłącze Fronius z
dyszą prowadnicy drutu)
dotyczy:
prowadnic teflonowych
prowadnic łączonych
prowadnic grafitowych
WSKAZÓWKA! Dosunąć
dyszę prowadnicy drutu
w miarę możliwości blisko rolek
podających, jednakże nie dotykać
ich.
WSKAZÓWKA! Przed
wprowadzeniem drutu
elektrodowego zaokrąglić jego
koniec.
Montáž umělohmotného bovdenu (přípojka
Fronius s tryskou pro
vedení drátu)
platí pro:
Teflonové bovdeny
Kombinované bovdeny
Grafitové bovdeny
UPOZORNĚNÍ! Bovden
zaveďte co nejblíže k
podávacím kladkám, avšak bez
dotyku.
UPOZORNĚNÍ! Před
zaváděním drátu zaoblete jeho konec.
SK RU
Montáž plastového
bowdenu (pripojenie
Fronius s vedením
drôtu)
platí pre:
Teflónové bowdeny
Kombinované bowdeny
Grafitové bowdeny
UPOZORNENIE! Vede-
nie drôtu priblížte čo
najbližšie k posuvovým kladkám,
avšak bez dotyku.
UPOZORNENIE! Konce
drôtovej elektródy pred
navlečením zaobliť.
Монтаж
пластмассового
канала (разъем Fronius с соплом подачи
проволоки)
Применительно к:
тефлоновым каналам;
комбинированным каналам;
графитовым каналам.
ВНИМАНИЕ! Сопло
подачи проволоки
необходимо расположить как
можно ближе к подающим
роликам, но чтобы они не
соприкасались.
ВНИМАНИЕ! Закруглить
концы проволочного
электрода перед его заправкой.
TR
Plastik iç telleri montePlastik iç telleri monte
Plastik iç telleri monte
Plastik iç telleri montePlastik iç telleri monte
etme (Tetme (T
etme (T
etme (Tetme (T
si dahil Fronius baðlantýsi dahil Fronius baðlantý
si dahil Fronius baðlantý
si dahil Fronius baðlantýsi dahil Fronius baðlantý
noktasý)noktasý)
noktasý)
noktasý)noktasý)
þunlar için geçerli:
Teflon iç teller
Kombi iç teller
Grafit iç teller
besleme makaralarýna yaklaþtýrýn,
ancak temas ettirmeyin.
teli ucunu yuvarlatýn.
el kýlavuz meme-el kýlavuz meme-
el kýlavuz meme-
el kýlavuz meme-el kýlavuz meme-
NOT!NOT!
NOT! Tel kýlavuz memesi-
NOT!NOT!
ni mümkün olduðu kadar
NOT!NOT!
NOT! Kaynak telini
NOT!NOT!
sürmeden önce, kaynak
27
Page 30

3
1
4
2
*
2
(.04 - .08 in.)
1-2 mm
3
2
5
1
3
2
4
5
6
2
1
1
28
Page 31

ZH PL CS
Montaż prowadnicy z
tworzywa sztucznego
(przyłącze Euro)
dotyczy:
prowadnic teflonowych
prowadnic łączonych
prowadnic grafitowych
* opcja – dysza wlotowa
(42,0001,5421)
WSKAZÓWKA! Dosunąć
prowadnicę drutu lub
dyszę wlotową w miarę możliwości
blisko rolek podających, jednakże
nie dotykać ich.
WSKAZÓWKA! Przed
wprowadzeniem drutu
elektrodowego zaokrąglić jego
koniec.
Montáž umělohmotného bovdenu (přípojka
Euro bez trysky pro
vedení drátu)
platí pro:
Teflonové bovdeny
Kombinované bovdeny
Grafitové bovdeny
* Rozšířená výbava - zaváděcí
tryska (42,0001,5621)
UPOZORNĚNÍ! Bovden,
resp. zaváděcí trysku
zaveďte co nejblíže k podávacím
kladkám, avšak bez dotyku.
UPOZORNĚNÍ! Před
zaváděním drátu zaoblete jeho konec.
SK RU
Montáž plastového
bowdenu (pripojenie
Euro)
platí pre:
Teflónové bowdeny
Kombinované bowdeny
Grafitové bowdeny
* Opcia Vstupná dýza
(42,0001,5421)
UPOZORNENIE! Vodiaci
bowden drôtu alebo
vstupnú dýzu priblížte čo
najbližšie k posuvovým kladkám,
avšak bez dotyku.
UPOZORNENIE! Konce
drôtovej elektródy pred
navlečením zaobliť!
Монтаж
пластмассового
канала (разъем Euro)
Применительно к:
тефлоновым каналам;
комбинированным каналам;
графитовым каналам.
* Опция «сопло для заправки
проволоки» (42,0001,5421)
ВНИМАНИЕ! Сопло
подачи проволоки, или
сопло для заправки проволоки,
необходимо расположить как
можно ближе к подающим
роликам, но чтобы они не
соприкасались.
ВНИМАНИЕ! Закруглить
концы проволочного
электрода перед его заправкой.
TR
Plastik iç teli montePlastik iç teli monte
Plastik iç teli monte
Plastik iç teli montePlastik iç teli monte
etme (Euro baðlantýetme (Euro baðlantý
etme (Euro baðlantý
etme (Euro baðlantýetme (Euro baðlantý
noktasý)noktasý)
noktasý)
noktasý)noktasý)
þunlar için geçerli:
Teflon iç teller
Kombi iç teller
Grafit iç teller
* Giriþ lülesi opsiyonu
(42,0001,5421)
NOT!NOT!
NOT! Tel kýlavuz göbeðini
NOT!NOT!
veya giriþ memesini
mümkün olduðu kadar besleme
makaralarýna yaklaþtýrýn, ancak
temas ettirmeyin.
NOT!NOT!
NOT! Kaynak telini
NOT!NOT!
sürmeden önce, kaynak
teli ucunu yuvarlatýn.
29
Page 32

**
3
**
3
(1.58 in.)
40mm
2
1
3
2
1
3
*
*
5
***
4
4
(1.58 in.)
40mm
5
***
4
4
30
Page 33

ZH PL CS
Podłączanie palnika
spawalniczego
* wtyczka LocalNet (palnik
spawalniczy Standard lub Up/
Down)
** wtyczka JobMaster (palnik
spawalniczy JobMaster)
*** palnik z odciągiem K4:
wydajność odciągu:
50-100 m3/h
podciśnienie:
5000-20 000 Pa
Připojení svařovacího
hořáku
* Konektor sítě LocalNet
(svařovací hořák Standard
nebo Up/Down)
** Konektor JobMaster (svařo-
vací hořák JobMaster)
*** Odsávací hořák K4:
Výkon odsávání: 50-100 mł/h
Podtlak: 5 000-20 000 Pa
SK RU
Pripojenie zváracieho
horáka
* Konektor LocalNet (zvárací
horák Standard alebo Up/
Down)
** Konektor JobMaster (zvárací
horák JobMaster)
*** Odsávací horák K4:
Odsávací výkon: 50-100 m3/h
Podtlak: 5000-20 000 Pa
Подключение
сварочной горелки
* Штекер LocalNet (сварочная
горелка стандартная или с
функцией Up/Down)
** Штекер JobMaster
(сварочная горелка JobMaster)
*** Аспирационная горелка K4:
мощность аспирации: 50–100
м?/час Пониженное
давление: 5000–20 000 Па
TR
TT
orcu baðlamaorcu baðlama
T
orcu baðlama
TT
orcu baðlamaorcu baðlama
* LocalNet soketi (Standart
veya Up/Down torcu)
** JobMaster soketi (JobMaster
torcu)
*** Hava emiþli torç K4:
Emiþ gücü: 50-100 m³/sa
Vakum: 5.000-20.000 Pa
31
Page 34

32
Page 35

ZH PL CS
Up/Down
- Wybrać jeden z poniższych
parametrów w źródle prądu
spawalniczego:
- Ustawić parametry za pomocą funkcji Up/Down
Ważne! W trybach pracy „Spawanie MIG/MAG Standard i Puls
Synergic” istnieje możliwość
ustawienia dodatkowych parametrów:
Up/Down
- Na zdroji zvolte jeden z
následujících parametrů:
- Pomocí funkce Up/Down
nastavte parametr.
Důležité! Při standardním a
pulzním svařování MIG/MAG jsou
nastavitelné doplňkové parametry:
SK RU
Up/Down
- Na prúdovom zdroji vyberte
jeden z nasledujúcich parametrov:
- Pri nastavovaní parametrov
použite funkciu Up/Down
Dôležité! V prevádzkových
režimoch „Zváranie MIG/MAG
Standard a Puls-Synergic“ možno
nastaviť aj prídavné parametre:
Up/Down
- Выберите на источнике тока
один из следующих
параметров:
- Настройте параметры с
помощью функции Up/Down
Важно! При импульсной сварке
MIG/MAG с режимом Synergic и
стандартной сварке MIG/MAG
можно настроить
дополнительные параметры:
TR
Up/DownUp/Down
Up/Down
Up/DownUp/Down
- Güç kaynaðýnda aþaðýdaki
parametrelerden birini seçin:
- Parametreyi Up/Down fonksiyonu vasýtasýyla ayarlayýn
Önemli!Önemli!
Önemli! „MIG/MAG Standart
Önemli!Önemli!
Synergic ve Puls-Synergic kaynak“ iþletim modlarýnda ilave
parametreler ayarlanabilir:
33
Page 36

34
Page 37

ZH PL CS
JobMaster
Ważne! Na palniku JobMaster
mogą być wyświetlane zakodowane komunikaty. Odpowiadają one
wyświetlanemu równocześnie na
panelu obsługi kodowi serwisowemu (patrz instrukcja obsługi źródła
prądu spawalniczego, rozdział
„Lokalizacja i usuwanie usterek”).
SynchroPuls (opcja) – na palniku
JobMaster nie świeci się żaden
symbol (patrz instrukcja obsługi
źródła prądu spawalniczego,
rozdział „Spawanie MIG/MAG”... )
JobMaster
Důležité! Na hořáku JobMaster
se mohou zobrazit kódované
zprávy. Tyto zprávy odpovídají
současně zobrazeným servisním
kódům na ovládacím panelu (viz
návod k obsluze zdroje, kapitola
„Diagnostika závad a postup při
jejich odstraňování“).
SynchroPuls (rozšířená výbava)
– na hořáku JobMaster nesvítí
žádný symbol (viz návod k obsluze, kapitola „Svařování MIG/
MAG“... )
SK RU
JobMaster
Dôležité! Na JobMaster sa môžu
objavovať kódované hlásenia. Tie
zodpovedajú servisnému kódu,
ktorý sa súčasne zobrazuje na
obslužnom paneli (pozri návod na
obsluhu prúdového zdroja, kapitola „Diagnostika a odstraňovanie
porúch“).
SynchroPuls (Opcia) – na JobMaster nesvieti žiadny symbol
(pozri návod na obsluhu prúdového zdroja, kapitola „Zváranie MIG/
MAG“... )
JobMaster
Важно! На сварочной горелке
JobMaster могут отображаться
коды сообщений. Они
соответствуют кодам ошибок,
которые одновременно
появляются на панели
управления (см. руководство по
эксплуатации источника тока,
раздел «Диагностика и
устранение ошибок»).
SynchroPuls (дополнительно) —
символы на сварочной горелке
JobMaster не загораются (см.
руководство по эксплуатации
источника тока, раздел «Сварка
MIG/MAG»)
TR
JobmasterJobmaster
Jobmaster
JobmasterJobmaster
Önemli!Önemli!
Önemli! JobMaster’de kodlanmýþ
Önemli!Önemli!
mesajlar görüntülenebilir. Bunlar
ayný anda kontrol panelinde
gösterilen servis koduna uygundur
(bkz. Güç Kaynaðý Kullaným
Kýlavuzu, „Sorun teþhisi ve sorun
giderme“ baþlýðý).
SynchroPulsSynchroPuls
SynchroPuls (opsiyon) –
SynchroPulsSynchroPuls
JobMaster’de hiçbir simge yanmýyor (bkz. Güç Kaynaðý Kullaným
Kýlavuzu, baþlýk „MIG/MAG
Kaynaðý“... )
35
Page 38

36
Page 39

ZH PL CS
K4
OSTRZEŻENIE! Dym
powstający podczas
spawania zawiera szkodliwe
dla zdrowia gazy i opary.
Spawanie bez włączonego
urządzenia odsysającego jest
niedozwolone.
Jeśli nie jest możliwe utrzymanie wartości NDS (najwyższe
dopuszczalne stężenie w
miejscu pracy), należy zainstalować dodatkowe urządzenie
odsysające.
Wartości orientacyjne dla palników z odciągiem:
- wydajność odciągu:
50-100 m3/h
- podciśnienie:
5000-20 000 Pa
K4
VAROVÁNÍ! Kouř vznika-
jící během svařování
obsahuje zdraví škodlivé plyny
a páry.
Svařovací provoz bez zapnutého odsávacího zařízení je
nepřípustný.
Není-li možné zachování
hodnoty MAK (max. koncentrace pracovního prostoru), musí
být instalováno přídavné
odsávání.
Směrné hodnoty pro odsávací
hořák:
- Výkon odsávání: 50-100 mł/h
- Podtlak: 5 000-20 000 Pa
SK RU
K4
VÝSTRAHA! Dym vzni-
kajúci pri zváraní obsahuje zdravotne škodlivé plyny
a výpary.
Zváranie bez zapnutého
odsávacieho zariadenia nie je
dovolené.
Ak nie je možné dodržiavať
maximálne dovolené koncentrácie na pracovisku, musí sa
nainštalovať prídavné odsávanie.
Orientačné hodnoty pre odsávací
horák:
- Odsávací výkon: 50-100 m3/h
- Podtlak: 5000-20 000 Pa
K4
ОПАСНО! Äûì,
возникающий в процессе
сварки, содержит опасные для
здоровья газы и испарения.
Запрещается выполнять
сварку без включения
отсасывающего устройства.
В случае несоблюдения
предельно допустимой
концентрации на рабочем
месте (ПДК) следует
установить дополнительное
отсасывающее устройство.
Нормативные значения для
аспирационной горелки:
- Мощность аспирации 50–100
м?/час
- Пониженное давление 5000–
20 000 Па
TR
K4K4
K4
K4K4
UYUY
ARI!ARI!
UY
ARI! Kaynak esnasýn-
UYUY
ARI!ARI!
da ortaya çýkan duman
saðlýða zararlý gazlar ve buharlar içerir.
Emiþ cihazý devreye sokulmadan kaynak iþletimine izin
verilmez.
Eðer MAK deðerlerine (maks.
iþyeri konsantrasyonu) uyulmasý mümkün deðilse, ilave bir
emiþ sistemi kurulmalýdýr.
Hava emiþli torç için referans
deðerler:
- Emiþ gücü: 50-100 m³/sa
- Vakum: 5.000-20.000 Pa
37
Page 40

*
max. 120°
max. 2000
38
Page 41

ZH PL CS
$
AL 2000 flex AL 2000 flex AL 2000 flex
/IOH[䎙㨹⑯♾ⅴ⦷↊⇤
⇜函∎䞷ᇭ
ₜ怔扖㶰ㆾ㦁ᇭ
AL 2000 flex spawalniczy można
umieścić prawie w każdej pozycji.
* nie prowadzą przez ponad
2000 łuków
AL 2000 flex hořáku může být
umístěn v téměř každé poloze.
* nevedou o více než 2000
ohybů
SK RU
TR
AL 2000 flex AL 2000 flex AL 2000 flex
AL 2000 flex horáka môže byť
umiestnený v takmer každej
polohe.
* nevedú o viac ako 2000
ohybov
AL 2000 flex сварочной горелки
может быть размещен
практически в любом положении.
* не приводят к более чем
2000 изгибы
AL 2000 Flex kaynak torcu istenilen her pozisyona ayarlanabilir.
* 2000
bükümden fazlasýný
gerçekleþtirmeyiniz.
39
Page 42

40
Page 43

ZH PL CS
Care, maintenance and
disposal
Regular preventive maintenance
of the welding torch is essential if
troublefree operation is to be
ensured. The welding torch is
subjected to high temperatures
and heavy soiling. For this reason,
the torch needs more frequent
maintenance than other components of the welding system.
Important! When removing
welding spatter, avoid making any
drag-lines and scratches. Future
welding spatter could get lodged
firmly in these.
- Do NOT bend the torch neck
Ošetřování, údržba a
likvidace
Pravidelná a preventivní údržba
svařovacího hořáku jsou podstatné faktory pro zachování bezchybného provozu. Svařovací
hořák je vystaven vysokým
teplotám a silnému znečištění.
Proto vyžaduje hořák častější
údržbu než jiné součásti svařovacího systému.
Důležité! Při odstraňování rozstři-
ků dbejte na to, abyste neudělali
na hořáku rýhy nebo škrábance. V
těchto poškozeních se mohou při
dalším provozu usazovat rozstřiky.
- V žádném případě neohýbejte tělo hořáku.
SK RU
Ošetrovanie, údržba
a likvidácia
Pravidelná a preventívna údržba
zváracieho horáka je podstatným
faktorom bezporuchového prevádzkovania. Zvárací horák je
vystavený vysokým teplotám
a silnému znečisteniu. Preto tento
zvárací horák potrebuje častejšiu
údržbu ako iné komponenty
zváracieho systému.
Dôležité! Pri odstraňovaní odstre-
knutí zo zvárania zabráňte vytvoreniu rýh a škrabancov. V týchto
by sa mohli pri ďalšom prevádzkovaní vznikajúce odstreknutia zo
zvárania trvale usadiť.
- Potrubný nástavec v žiadnom
prípade neohýbať
Уход,
техобслуживание и
утилизация
Регулярное и профилактическое
техобслуживание сварочной
горелки является существенным
фактором бесперебойной
эксплуатации. Сварочная горелка
подвергается воздействию
высоких температур и сильному
загрязнению. По этой причине
сварочная горелка требует более
частого техобслуживания по
сравнению с другими
элементами сварочной системы.
Важно! Избегайте образования
борозд и царапин при удалении
сварочных брызг. В бороздах и
царапинах могут пригорать
сварочные брызги, возникающие
в процессе дальнейшей
эксплуатации.
- Не сгибать гусак
TR
Bakým, onarým ve atýkBakým, onarým ve atýk
Bakým, onarým ve atýk
Bakým, onarým ve atýkBakým, onarým ve atýk
yönetimiyönetimi
yönetimi
yönetimiyönetimi
Torcun düzenli ve önleyici bakýmý,
arýzasýz bir çalýþma için temel
faktörlerdir. Torç, yüksek sýcaklýklara ve aþýrý kirlenmeye maruz
kalmaktadýr. Bu nedenle torç,
kaynak sisteminin diðer
bileþenlerine göre daha sýk bir
bakýma ihtiyaç duymaktadýr.
Önemli!Önemli!
Önemli! Kaynak çapaklarýný
Önemli!Önemli!
temizlerken yarýk ve çizik
oluþmasýný önleyin. Daha sonraki
çalýþtýrma sýrasýnda bunlarýn içine
kaynak çapaklarý kalýcý olarak
yerleþebilir.
- Torç boynunu kesinlikle bükmeyin
41
Page 44

AW 7000
2
1
42
Page 45

ZH PL CS
Czyszczenie, konserwacja i utylizacja
Podczas każdego uruchamiania:
- Skontrolować końcówkę
prądową
- Wymienić wytartą końcówkę
prądową
- Usunąć rozpryski spawalnicze z dyszy gazowej
- W przypadku zanieczyszczeń
w obszarze wtyku
niemożliwych do usunięcia,
wymienić dyszę gazową
* Sprawdzić osłonę przed
rozpryskami oraz izolacje pod
względem uszkodzeń
Palniki spawalnicze chłodzone
wodą:
- Sprawdzić szczelność
przyłączy wody
- Sprawdzić ilość wody z
odpływu w zbiorniku płynu
chłodzącego, w razie potrzeby odpowietrzyć chłodnicę
Ošetřování, údržba a
likvidace
Při každém uvedení do provozu:
- zkontrolujte kontaktní trubici,
- vyměňte vydřenou kontaktní
trubici,
- odstraňte rozstřiky z plynové
hubice,
- vyměňte hubici v případě
neodstranitelného znečištění
v oblasti připojení,
*přezkoušejte ochranu proti
strusce, resp. izolaci z hlediska poškození.
Vodou chlazené hořáky:
-přezkoušejte těsnost vodních
přípojek,
-překontrolujte velikost zpětné-
ho toku v nádržce chladicího
média, popř. odvzdušněte
chladicí modul.
SK RU
Ošetrovanie, údržba
a likvidácia
Pri každom uvedení do prevádzky:
- prekontrolovať kontaktnú
rúrku
- vymeniť vybrúsenú kontaktnú
rúrku
- plynovú hubicu zbaviť odstreknutého materiálu zo zvárania
- pri neodstrániteľných znečisteniach v oblasti zasunutia
vymeniť plynovú hubicu
* prekontrolovať ochranu proti
odstreknutiam a izoláciu
ohľadom poškodenia
Vodou chladené zváracie horáky:
- vodné prípoje prekontrolovať
ohľadom tesnosti
- sledovať spätný prietok vody
v nádrži na chladiace médium, podľa potreby chladiace
zariadenie odvzdušniť
Уход,
техобслуживание и
утилизация
При каждом использовании:
- Проверить контактную
трубку
- Заменить изношенную
контактную трубку
- Очистить газовое сопло от
сварочных брызг
- При наличии неудаляющихся
загрязнений в области
штекера заменить газовое
сопло
* Проверить брызгоотбойное
устройство и изоляцию на
наличие повреждений
Сварочные горелки с водяным
охлаждением:
- Проверять соединения на
герметичность
- Проверять количество
возвратной воды в
резервуаре охлаждающего
средства, периодически
удалять воздух из
охлаждающего модуля
TR
Bakým, onarým ve atýkBakým, onarým ve atýk
Bakým, onarým ve atýk
Bakým, onarým ve atýkBakým, onarým ve atýk
yönetimiyönetimi
yönetimi
yönetimiyönetimi
Her iþletmeye alma sýrasýnda:
- Kontak memeyi kontrol edin
- Aþýnmýþ kontak memeyi
deðiþtirin
- Gaz nozulunu kaynak çapaklarýndan temizleyin
- Geçme bölgesinde temizlenemeyen kirlenmelerde, gaz
nozulunu deðiþtirin
* Sýçrama korumasýný ve
izolasyonlarý hasar bakýmýndan kontrol edin
Su soðutmalý kaynak torçlarý:
- Su baðlantýlarýnýn sýzdýrmazlýðýný kontrol edin
- Soðutucu madde haznesindeki su geri akýþ miktarýný
izleyin, gerekiyorsa soðutma
ünitesinin havasýný alýn
43
Page 46

44
Page 47

ZH PL CS
Czyszczenie, konserwacja i utylizacja
Podczas każdej wymiany szpuli
drutu:
- Zalecenie: wymiana prowadnicy drutu
- Oczyścić przewód podający
drut sprężonym powietrzem o
obniżonym ciśnieniu
- Przed zamontowaniem
oczyścić elementy ulegające
zużyciu
Utylizacja:
- Utylizację przeprowadzać
zgodnie z obowiązującymi
przepisami krajowymi.
Ošetřování, údržba a
likvidace
Při každé výměně cívky drátu:
- doporučujeme: vyměnit
bovden,
-vyčistit redukovaným stlače-
ným vzduchem hadici
vedoucí drát,
-vyčistit spotřební díly před
zpětnou montáží.
Likvidace odpadu:
- Likvidace odpadu musí být
provedena v souladu s
platnými národními a mezinárodními směrnicemi.
SK RU
Ošetrovanie, údržba
a likvidácia
Pri každej výmene cievky drôtu:
- Odporúča sa: vymeniť bowden drôtu
- prepravnú hadicu drôtu
vyčistiť vzduchom so
zníženým tlakom
-vyčistiť pred montážou diely
podliehajúce opotrebeniu
Likvidácia:
- Likvidáciu vykonať podľa
platných národných
a regionálnych ustanovení.
Уход,
техобслуживание и
утилизация
При каждой замене проволочной
катушки:
- Рекомендуется: заменить
канал подачи проволоки
- Почистить шланг для подачи
внешнего проволочного
электрода воздухом под
небольшим давлением
- Очищать заменяемые части
перед сборкой
Утилизация:
- Аппарат должен
утилизироваться в
соответствии с
национальными и
международными нормами.
TR
Bakým, onarým ve atýkBakým, onarým ve atýk
Bakým, onarým ve atýk
Bakým, onarým ve atýkBakým, onarým ve atýk
yönetimiyönetimi
yönetimi
yönetimiyönetimi
Tel bobini her deðiþtirildiðinde:
- Öneriler: Tel spiralini
deðiþtirin
- Tel sürme hortumunu
düþürülmüþ basýnçlý havayla
temizleyin
- Aþýnan parçalarý monte
etmeden temizleyin
Atýk yönetimi:
- Atýða çýkartma geçerli ulusal
ve bölgesel hükümlere göre
yapýlmalýdýr.
45
Page 48

1
2
3
4
46
Page 49

ZH PL CS
Rozpoznawanie uszkodzonych części
ulegających zużyciu
1Części izolujące
- karby
- wypalone lub spękane
jarzmo środkowe
- nadpalone lub oberwane
nakładki
2 Elementy mocujące końcówki
prądowej
- karby lub wtopienie na
przedniej krawędzi
-duża ilość przyklejonych
rozprysków spawalniczych
3Osłona przed rozpryskami
- nadpalone krawędzie
zewnętrzne
- karby
4Końcówki prądowe
- wytarte (owalne) otwory
wlotowe i wylotowe drutu
-duża ilość przyklejonych
rozprysków spawalniczych
- wtopienie na końcówce
prądowej
Rozpoznání defektních
spotřebních dílů
1. Izolované součásti
-zářezy
- upálený nebo natržený
střed
- spálené nebo utržené
nástavce
2. Držáky trysek
-zářezy a závar na přední
hraně
-početné odstřiky
3. Ochrana proti rozstřiku
- upálené vnější hrany
-zářezy
4. Kontaktní trubice
- vydřené otvory (oválné) na
vstupu a výstupu drátu
-početné odstřiky
- závar na špičce kontaktní
trubice
SK RU
Identifikácia chybných
dielov podliehajúcich
opotrebeniu
1. Diely izolácie
- zárezy
- opálená alebo natrhnutá
stredná vložka
- natavené alebo natrhnuté
nástavce
2. Držiaky dýzy
- zárezy a opálené miesta
na prednej hrane
- silno polepené odstreknutým materiálom
3. Ochrana proti odstrekom
- opálené vonkajšie hrany
- zárezy
4. Kontaktná rúrka
- obrúsené (oválne) vŕtanie
na vstup a výstup drôtu
- silno polepené odstreknutým materiálom
- opálenie hrotu kontaktnej
rúrky
Выявление дефектных
быстроизнашивающихся
деталей
1. Изоляционные детали
- Насечки
- Опаленное или
надорванное среднее
ребро
- Обгоревшие или
оборванные насадки
2. Фурменные рукава
- Насечки и проплавления
на переднем крае
- Сильное загрязнение
сварочными брызгами
3. Брызгоотбойное устройство
- Опаленные внешние края
- Насечки
4. Контактные трубки
- Изношенные (овальные)
отверстия входа и выхода
проволоки
- Сильное загрязнение
сварочными брызгами
- Проплавления на конце
контактной трубки
TR
Arýzalý aþýnan parçalarýArýzalý aþýnan parçalarý
Arýzalý aþýnan parçalarý
Arýzalý aþýnan parçalarýArýzalý aþýnan parçalarý
tanýmatanýma
tanýma
tanýmatanýma
1. Ýzolasyon parçalarý
- Çentiklenmeler
- yanmýþ veya çatlamýþ orta
köprü
- erimiþ veya kopmuþ
kýsýmlar
2. Meme hamilleri
- Ön kenarda çentiklenmeler
ve yanma
- aþýrý kaynak çapaðý
yapýþmasý
3. Sýçrama korumasý
- yanmýþ dýþ kenarlar
- Çentiklenmeler
4. Kontak memeleri
- aþýnmýþ (oval) tel giriþ ve
tel çýkýþ delikleri
- aþýrý kaynak çapaðý
yapýþmasý
- Kontak meme ucunda
yanma
47
Page 50

48549
Page 51

ZH PL CS
Rozpoznawanie uszkodzonych części
ulegających zużyciu
5 Dysze gazowe
-duża ilość przyklejonych
rozprysków spawalniczych
- nadpalone krawędzie
zewnętrzne
- karby
Rozpoznání defektních
spotřebních dílů
5. Plynové hubice
-početné odstřiky
- upálené vnější hrany
-zářezy
SK RU
Identifikácia chybných
dielov podliehajúcich
opotrebeniu
5. Plynové hubice
- silno polepené odstreknutým materiálom
- opálené vonkajšie hrany
- zárezy
Выявление дефектных
быстроизнашивающихся
деталей
5. Газовые сопла
- Сильное загрязнение
сварочными брызгами
- Опаленные внешние края
- Насечки
TR
Arýzalý aþýnan parçalarýArýzalý aþýnan parçalarý
Arýzalý aþýnan parçalarý
Arýzalý aþýnan parçalarýArýzalý aþýnan parçalarý
tanýmatanýma
tanýma
tanýmatanýma
5. Gaz nozullarý
- aþýrý kaynak çpaðý
yapýþmasý
- yanmýþ dýþ kenarlar
- Çentiklenmeler
Page 52

50ZH515253
Page 53

Page 54

Page 55

Page 56

PL
Lokalizacja i usuwanie usterek
Brak prądu spawania
Włączony wyłącznik zasilania, świecą się wskaźniki na źródle prądu spawalniczego, gaz ochronny dostępny
Przyczyna: Nieprawidłowe przyłącze masy
Usuwanie: Sprawdzić przyłącze masy oraz zacisk pod względem polaryzacji
Przyczyna: Przerwany kabel prądowy w palniku spawalniczym
Usuwanie: Wymienić palnik
Brak funkcji po naciśnięciu przycisku palnika
Włączony wyłącznik zasilania, świecą się wskaźniki na źródle prądu spawalniczego, brak gazu ochronnego
Przyczyna: Wtyczka sterownicza nie jest wetknięta
Usuwanie: Włożyć wtyczkę sterowniczą
Przyczyna: Uszkodzony palnik spawalniczy lub przewód sterujący palnika
Usuwanie: Wymienić palnik spawalniczy
Przyczyna: Zestaw przewodów połączeniowych uszkodzony lub nieprawidłowo podłączony (nie w przypadku
TPS 2700)
Usuwanie: Sprawdzić zestaw przewodów połączeniowych
Przyczyna: Uszkodzenie źródła prądu spawalniczego
Usuwanie: Powiadomić serwis
Brak gazu ochronnego
Wszystkie inne funkcje działają
Przyczyna: Pusta butla z gazem
Usuwanie: Wymienić butlę z gazem
Przyczyna: Uszkodzony reduktor ciśnienia gazu
Usuwanie: Wymienić reduktor ciśnienia gazu
Przyczyna: Przewód gazowy nie jest zamontowany lub uszkodzony, zgięty
Usuwanie: Zamontować przewód gazowy, wyprostować lub wymienić
Przyczyna: Uszkodzony palnik spawalniczy
Usuwanie: Wymienić palnik spawalniczy
Przyczyna: Uszkodzony zawór elektromagnetyczny gazu
Usuwanie: Wymienić zawór elektromagnetyczny gazu
Złe właściwości spawania
Przyczyna: Nieprawidłowe parametry spawania
Usuwanie: Sprawdzić ustawienia
Przyczyna: Niedostateczne połączenie z masą
Usuwanie: Zapewnić dobry styk z elementem spawanym
Przyczyna: Brak lub za mało gazu ochronnego
Usuwanie: Sprawdzić reduktor ciśnienia, przewód gazowy giętki, zawór elektromagnetyczny gazu i
przyłącze gazu w palniku. W przypadku palników spawalniczych chłodzonych gazem sprawdzić
uszczelnienie gazu, zastosować odpowiednią prowadnicę drutu.
Przyczyna: Nieszczelny palnik spawalniczy
Usuwanie: Wymienić palnik spawalniczy
Przyczyna: Zbyt duża lub wytarta końcówka prądowa
Usuwanie: Wymienić końcówkę prądową
54
Page 57

Złe właściwości spawania
Przyczyna: Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Usuwanie: Sprawdzić założoną szpulę drutu
Przyczyna: Nieprawidłowy stop drutu lub nieprawidłowa średnica drutu
Usuwanie: Sprawdzić spawalność materiału podstawowego
Przyczyna: Gaz ochronny nie nadaje się do stopu drutu
Usuwanie: Zastosować odpowiedni gaz ochronny
Przyczyna: Niekorzystne warunki spawania: zanieczyszczony gaz ochronny (wilgoć, powietrze), niedostate-
czna osłona gazowa (jeziorko spawalnicze „kipi”, ciąg powietrza), zanieczyszczenia w elemencie
(rdza, lakier, tłuszcz)
Usuwanie: Zoptymalizować warunki spawania
Przyczyna: Rozpryski spawalnicze w dyszy gazowej
Usuwanie: Usunąć rozpryski spawalnicze
Przyczyna: Turbulencje ze względu na zbyt dużą ilość gazu ochronnego
Usuwanie: Zredukować ilość gazu ochronnego, zalecenie:
ilość gazu ochronnego (l/min) = średnica drutu (mm) x 10
(np. 16 l/min dla drutu elektrodowego o średnicy 1,6 mm)
Przyczyna: Zbyt duży odstęp pomiędzy palnikiem spawalniczym a elementem
Usuwanie: Zredukować odstęp pomię
dzy palnikiem spawalniczym a elementem (zalecenie: 10-15 mm)
Przyczyna: Zbyt duży kąt przystawienia palnika spawalniczego
Usuwanie: Zmniejszyć kąt przystawienia palnika spawalniczego
Przyczyna: Elementy podające drut mają nieprawidłową średnicę
Usuwanie: Zastosować elementy podające drut o odpowiedniej średnicy
Nieprawidłowe podawanie drutu
Przyczyna: Ustawiona zbyt duża siła hamulca
Usuwanie: Ustawić hamulec luźniej
Przyczyna: Zatkany otwór końcówki prądowej
Usuwanie: Wymienić końcówkę prądową
Przyczyna: Uszkodzona prowadnica drutu w palniku spawalniczym
Usuwanie: Sprawdzić prowadnicę drutu pod względem zgięć, zanieczyszczeń itp.
Przyczyna: Rolki podające nie nadają się do używanego drutu elektrodowego
Usuwanie: Zastosować odpowiednie rolki podające
Przyczyna: Nieprawidłowa siła docisku rolek podających
Usuwanie: Zoptymalizować siłę docisku
Przyczyna: Zanieczyszczone lub uszkodzone rolki podające
Usuwanie: Oczyścić lub wymienić rolki podające
Przyczyna: Zatkana lub zgięta prowadnica drutu
Usuwanie: wymiana prowadnicy drutu
Przyczyna: Nieprawidłowe wymiary prowadnicy drutu lub dyszy wlotowej drutu
Usuwanie: Dobrać odpowiedni wymiar prowadnicy drutu lub dyszy wlotowej drutu
Przyczyna: Prowadnica drutu została zgięta podczas wsuwania
Usuwanie: Podczas wsuwania trzymać prowadnicę drutu tylko w pobliżu rury wlotowej?
55
Page 58

Nieprawidłowe podawanie drutu
Przyczyna: Drut elektrodowy AlSi: Uszkodzenie drutu przez wkładkę z brązu
Usuwanie: Prowadnica teflonowa musi sięgać aż do końcówki prądowej
Przyczyna: Po skróceniu prowadnica drutu jest zbyt krótka
Usuwanie: Wymienić prowadnicę drutu i skrócić do odpowiedniej długości
Przyczyna: Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku rolek podających
Usuwanie: Zredukować siłę docisku rolek podających
Przyczyna: Zanieczyszczony / zardzewiały drut elektrodowy
Usuwanie: Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
Palnik spawalniczy bardzo się nagrzewa
Przyczyna: Poluzowana nakrętka złączkowa na przyłączu centralnym
Usuwanie: Dokręcić nakrętkę złączkową
Przyczyna: Palnik spawalniczy był eksploatowany z prądem o zbyt dużym natężeniu
Usuwanie: Obniżyć wydajność spawania lub też zastosować palnik spawalniczy o większej wydajności
Przyczyna: Zbyt mała wydajność palnika spawalniczego
Usuwanie: Przestrzegać czasu pracy i obciążenia granicznego
Przyczyna: Tylko w przypadku urządzeń z chłodzeniem wodnym: zbyt słaby przepływ wody
Usuwanie: Sprawdzić poziom wody, ilość przepływu wody, zanieczyszczenie wody, ułożenie wiązki do
uchwytu itp.
Krótka żywotność końcówki prądowej
Przyczyna: Nieprawidłowe rolki podające
Usuwanie: Zastosować odpowiednie rolki podające
Przyczyna: Ścieranie się drutu elektrodowego na skutek zbyt dużej siły docisku rolek podających
Usuwanie: Zredukować siłę docisku rolek podających
Przyczyna: Zanieczyszczony / zardzewiały drut elektrodowy
Usuwanie: Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
Przyczyna: Niepowlekany drut elektrodowy
Usuwanie: Zastosować drut elektrodowy z odpowiednią powłoką
Przyczyna: Nieprawidłowy rozmiar końcówki prądowej
Usuwanie: Dobrać odpowiedni rozmiar końcówki prądowej
Przyczyna: Zbyt długi czas włączenia palnika spawalniczego
Usuwanie: Skrócić czas włączenia lub też zastosować palnik spawalniczy o większej wydajności
Przyczyna: Przegrzana końcówka prądowa. Brak odprowadzania ciepła ze względu na luźne osadzenie
końcówki prądowej
Usuwanie: Dokręcić końcówkę prądową
WSKAZÓWKA! W przypadku stosowania stopów CrNi, ze względu na właściwości powierzchni
drutu elektrodowego CrNi może następować bardziej intensywne zużywanie się końcówki prądowej.
56
Page 59

Błąd działania przycisku palnika
Przyczyna: Nieprawidłowe połączenia wtykowe „przycisk palnika / przewód sterujący / źródło prądu spawal-
niczego”
Usuwanie: Sprawdzić połączenie wtykowe / przekazać źródło prądu spawalniczego lub palnik spawalniczy
do serwisu
Przyczyna: Zanieczyszczenia pomiędzy przyciskiem a obudową przycisku
Usuwanie: Usunąć zanieczyszczenia
Przyczyna: Zanieczyszczone styki w przełączniku
Usuwanie: Oczyścić styki / oddać palnik spawalniczy do naprawy
Przyczyna: Uszkodzony przewód sterujący palnika
Usuwanie: Wymienić przewód sterujący palnika / oddać palnik spawalniczy do naprawy
Porowatość spoiny
Przyczyna: Powstawanie rozprysków w dyszy gazowej, w następstwie czego osłona gazowa spoiny jest
niewystarczająca
Usuwanie: Usunąć rozpryski spawalnicze
Przyczyna: Otwory w przewodzie gazu ochronnego lub niedokładne podłączenie przewodu gazu ochronne-
go
Usuwanie: Wymienić przewód gazu ochronnego
Przyczyna: Przecięte lub uszkodzone pierścienie samouszczelniające na przyłączach
Usuwanie: Wymienić pierścienie samouszczelniające
Przyczyna: Wilgoć / skropliny w przewodzie gazu ochronnego
Usuwanie: Osuszyć przewód gazu ochronnego
Przyczyna: Zbyt intensywny lub zbyt mały przepływ gazu ochronnego
Usuwanie: Skorygować przepływ gazu ochronnego
Przyczyna: Niewystarczająca ilość gazu ochronnego na początku lub na końcu spawania
Usuwanie: Zwiększyć wstępny wypływ gazu lub dodatkowy wypływ gazu
Przyczyna: Drut elektrodowy zardzewiały lub złej jakości
Usuwanie: Zastosować lepszej jakości drut elektrodowy bez zanieczyszczeń
Przyczyna: Dotyczy palników spawalniczych chłodzonych gazem: wypływ gazu spawalniczego w przypadku
nieizolowanych prowadnic drutu
Usuwanie: W przypadku palników spawalniczych chłodzonych gazem należy stosować tylko izolowane
prowadnice drutu.
Przyczyna: Nałożono zbyt dużą ilość środka antyadhezyjnego
Usuwanie: Usunąć zbędną ilość środka antyadhezyjnego / nakładać mniejszą ilość środka
57
Page 60

CS
Diagnostika závad a postup při jejich odstraňování
Neprochází svařovací proud
Síťový vypínač zapnut, kontrolky na zdroji svítí, ochranný plyn je k dispozici
Příčina: Špatné zemnicí připojení
Odstranění: Prověření polarity zemnicího připojení a kleští
Příčina: Přerušený proudový kabel v hořáku
Odstranění: Výměna hořáku
Po stisknutí tlačítka hořáku se nic neděje
Síťový vypínač zapnut, kontrolky na zdroji svítí, ochranný plyn je k dispozici
Příčina: Řídicí konektor hořáku není zasunut
Odstranění: Zasunutí řídicího konektoru
Příčina: Vadný hořák, resp. vedení ovládání hořáku
Odstranění: Výměna hořáku
Příčina: Vadné, resp. nesprávně připojené hadicové vedení (kromě TPS 2700)
Odstranění: Prověření propojovacího hadicového vedení
Příčina: Vadný zdroj
Odstranění: Vyrozumění servisní služby
Neprochází ochranný plyn
Všechny ostatní funkce jsou k dispozici
Příčina: Prázdná lahev s ochranným plynem
Odstranění: Výměna lahve s ochranným plynem
Příčina: Vadný redukční ventil plynu
Odstranění: Výměna redukčního ventilu plynu
Příčina: Poškozená, skřípnutá nebo žádná hadice plynu
Odstranění: Výměna, narovnání nebo montáž hadice plynu
Příčina: Vadný hořák
Odstranění: Výměna hořáku
Příčina: Vadný magnetický ventil
Odstranění: Výměna magnetického ventilu
Špatné svařovací vlastnosti
Příčina: Špatné svařovací parametry
Odstranění: Prověření nastavení
Příčina: Špatné zemnicí připojení
Odstranění: Vytvoření dobrého kontaktu se svařencem
Příčina: Neprotéká žádný ochranný plyn, resp. je ho příliš málo
Odstranění: Přezkoušení redukčního ventilu, hadice plynu, magnetického ventilu plynu a přípojky plynu na
hořáku U plynem chlazených hořáků přezkoušení plynového těsnění, použití vhodného bovdenu
Příčina: Netěsný svařovací hořák
Odstranění: Výměna hořáku
Příčina: Příliš velká nebo vydřená kontaktní trubice
Odstranění: Výměna kontaktní trubice
58
Page 61

Špatné svařovací vlastnosti
Příčina: Špatné legování drátu, resp. špatný průměr drátu
Odstranění: Kontrola založené cívky drátu
Příčina: Špatné legování drátu, resp. špatný průměr drátu
Odstranění: Prověření svařitelnosti základního materiálu
Příčina: Nevhodný ochranný plyn a legování drátu
Odstranění: Použití vhodného ochranného plynu
Příčina: Nepříznivé svařovací podmínky: znečištění ochranného plynu (vlhkost, vzduch), nedostatečné
odstínění plynu (tavná lázeň „vaří“, průvan), nečistoty na svařenci (rez, lak, mastnota)
Odstranění: Optimalizace svařovacích podmínek
Příčina: Rozstřiky v plynové trubici
Odstranění: Odstranění rozstřiků
Příčina: Turbulence způsobené velkým množstvím ochranného plynu
Odstranění: Redukce množství ochranného plynu, doporučené
množství ochranného plynu (l/min) = průměr drátu (mm) x 10
(např. 16 l/min pro svařovací drát o průměru 1,6 mm)
Příčina: Příliš velký odstup svařovacího hořáku od svařence
Odstranění: Zmenšení odstupu hořáku od svařence (doporučeno: 10-15 mm)
Příčina: Příliš velký úhel náběhu hořáku
Odstranění: Zmenšení úhlu náběhu hořáku
Příčina: Nevhodný průměr součástí podávání drátu
Odstranění: Použití součástí podávání drátu o správném průměru
Špatné podávání drátu
Příčina: Příliš utažená brzda
Odstranění: Uvolnění nastavení brzdy
Příčina: Ucpaný otvor kontaktní trubice
Odstranění: Výměna kontaktní trubice
Příčina: Vadný bovden hořáku
Odstranění: Prověření bovdenu, zda není přelomený, znečištěný atd.
Příčina: Nevhodné kladky pro použitou drátovou elektrodu
Odstranění: Použití odpovídajících kladek
Příčina: Špatný přítlak podávacích kladek
Odstranění: Optimalizace přítlaku kladek
Příčina: Znečištěné nebo poškozené podávací kladky
Odstranění: Vyčištění nebo výměna podávacích kladek
Příčina: Ucpaný nebo zalomený bovden
Odstranění: Výměna bovdenu
Příčina: Špatné dimenzování bovdenu nebo zaváděcí trubice
Odstranění: Správné dimenzování bovdenu nebo zaváděcí trubice
Příčina: Poškození bovdenu během zasunutí
Odstranění: Zachycení bovdenu během zasouvání pouze v blízkosti zaváděcí trubice
59
Page 62

Špatné podávání drátu
Příčina: Svařovací drát AlSi: Poškození drátu zapříčiněné použitím bronzu
Odstranění: Teflonový bovden musí dosahovat až ke kontaktní trubici
Příčina: Příliš krátký bovden po zkrácení
Odstranění: Výměna bovdenu a jeho zkrácení na správnou délku
Příčina: Otěr drátu způsobený velkým přítlakem podávacích kladek
Odstranění: Zmenšení přítlaku podávacích kladek
Příčina: Znečištěný / zarezlý svařovací drát
Odstranění: Použití vysoce jakostního drátu bez znečištění
Svařovací hořák je příliš horký
Příčina: Uvolněná převlečná matice na centrální přípojce
Odstranění: Dotažení převlečné matice
Příčina: Použití hořáku mimo maximální povolené hodnoty proudu
Odstranění: Snížení svařovacího výkonu nebo použití výkonnějšího hořáku
Příčina: Svařovací hořák je poddimenzovaný
Odstranění: Respektování dovolené doby zapnutí a limitů zatížení
Příčina: Jen u vodou chlazených zařízení: nedostatečný průtok chladicí vody
Odstranění: Kontrola stavu vody, průtokového množství, znečištění vody, rozložení hadicového vedení atd.
Krátká životnost kontaktní trubice
Příčina: Špatné podávací kladky
Odstranění: Použití správných podávacích kladek
Příčina: Otěr drátu způsobený velkým přítlakem podávacích kladek
Odstranění: Zmenšení přítlaku podávacích kladek
Příčina: Znečištěný / zarezlý svařovací drát
Odstranění: Použití vysoce jakostního drátu bez znečištění
Příčina: Nepotažený svařovací drát
Odstranění: Použití drátu s vhodným potažením
Příčina: Špatné dimenzování kontaktní trubice
Odstranění: Správné dimenzování kontaktní trubice
Příčina: Příliš dlouhá doba zapnutí hořáku
Odstranění: Snížení doby zapnutí nebo použití výkonnějšího hořáku
Příčina: Přehřátá kontaktní trubice Žádný odvod tepla způsobený příliš volným upevněním kontaktní
trubice
Odstranění: Dotažení kontaktní trubice
UPOZORNĚNÍ! Pri aplikáciách s CrNi môže v dôsledku vlastností povrchu drôtovej elektródy CrNi
dochádza? k zvýšenému opotrebeniu kontaktnej rúrky
Chybná funkce tlačítka hořáku
Příčina: Špatné zapojení konektorů „tlačítko hořáku / řídicí vedení / zdroj“
Odstranění: Přezkoušení propojení konektorů / předání zdroje, resp. hořáku do servisu
Příčina: Nečistoty mezi tlačítkem a jeho pouzdrem
Odstranění: Odstranění nečistot
Příčina: Znečištěné kontakty ve vypínači
Odstranění: Vyčištění kontaktů / oprava hořáku
60
Page 63

Chybná funkce tlačítka hořáku
Příčina: Znečištěné kontakty ve vypínači
Odstranění: Vyčištění kontaktů / oprava hořáku
Příčina: Vadné řídicí vedení hořáku
Odstranění: Výměna řídicího vedení / oprava hořáku
Svar je porézní
Příčina: Nedostatečná ochrana svaru ochranným plynem způsobená tvorbou rozstřiků v plynové trubici
Odstranění: Odstranění rozstřiků
Příčina: Díry v hadici plynu nebo nepřesné napojení přípojek ochranného plynu
Odstranění: Výměna hadice ochranného plynu
Příčina: Rozříznuté nebo vadné o-kroužky na přípojkách
Odstranění: Výměna o-kroužků
Příčina: Vlhkost / kondenzace v hadici ochranného plynu
Odstranění: Vysušení hadice ochranného plynu
Příčina: Příliš silný / slabý proud ochranného plynu
Odstranění: Korekce proudu plynu
Příčina: Nedostatečné množství ochranného plynu na počátku / konci svařování
Odstranění: Zvýšení předfuku, resp. dofuku
Příčina: Koroze nebo špatná kvalita svaru
Odstranění: Použití vysoce jakostního drátu bez znečištění
Příčina: Platí pro plynem chlazené hořáky vývin ochranného plynu u neizolovaných bovdenů
Odstranění: Použití pouze izolovaných bovdenů u plynem chlazených hořáků
Příčina: Přílišné množství naneseného separačního prostředku
Odstranění: Odstranění přebytečného separačního prostředku / použití menšího množství
61
Page 64

SK
Diagnostika chýb, odstránenie chýb
Žiadny zvárací prúd
sieťový spínač zapnutý, indikácie na prúdovom zdroji svietia, ochranný plyn je prítomný
Príčina: chybné pripojenie na kostru
Odstránenie: prekontrolovať pripojenie na kostru a svorku ohľadom polarity
Príčina: prerušený prúdový kábel v zváracom horáku
Odstránenie: horák vymeniť
Žiadna funkcia po stlačení tlačidla horáka
sieťový spínač zapnutý, indikácie na prúdovom zdroji svietia, ochranný plyn je prítomný
Príčina: riadiaca zástrčka nie je zasunutá
Odstránenie: riadiacu zástrčku zasunúť
Príčina: chybný zvárací horák alebo riadiaci kábel horáka
Odstránenie: zvárací horák vymeniť
Príčina: chybný balík spojovacích hadíc alebo tento nie je správne pripojený (nie pri TPS 2700)
Odstránenie: prekontrolovať balík spojovacích hadíc
Príčina: chybný prúdový zdroj
Odstránenie: upovedomiť servisnú službu
Žiadny ochranný plyn
Všetky iné funkcie sú prítomné
Príčina: prázdna plynová fľaša
Odstránenie: plynovú fľašu vymeniť
Príčina: Chybný plynový redukčný ventil
Odstránenie: Vymeniť plynový redukčný ventil
Príčina: plynová hadica nie je namontovaná alebo poškodená, zalomená
Odstránenie: plynovú hadicu namontovať, vyrovnať alebo vymeniť
Príčina: chybný zvárací horák
Odstránenie: zvárací horák vymeniť
Príčina: chybný elektromagnetický ventil plynu
Odstránenie: elektromagnetický ventil plynu vymeniť
Zlé zváracie vlastnosti
Príčina: chybné parametre zvárania
Odstránenie: prekontrolovať nastavenia
Príčina: zlé spojenie na kostru
Odstránenie: vytvoriť dobrý kontakt k zvarencu
Príčina: žiadny ochranný plyn ,alebo príliš málo ochranného plynu
Odstránenie: Redukčný ventil, plynovú hadicu, elektromagnetický ventil plynu a prípoj plynu na horáku
prekontrolovať. Pri plynom chladených zváracích horákoch prekontrolovať utesnenie
plynu, použiť vhodný bowden drôtu.
Príčina: zvárací horák nie je tesný
Odstránenie: zvárací horák vymeniť
Príčina: chybná alebo vybrúsená kontaktná rúrka
Odstránenie: kontaktnú rúrku vymeniť
62
Page 65

Zlé zváracie vlastnosti
Príčina: chybné legovanie drôtu alebo chybný priemer drôtu
Odstránenie: prekontrolovať vložený návin drôtu
Príčina: chybné legovanie drôtu alebo chybný priemer drôtu
Odstránenie: prekontrolovať zvariteľnosť základného materiálu
Príčina: ochranný plyn nie je vhodný pre legovanie drôtu
Odstránenie: použiť správny ochranný plyn
Príčina: Nepriaznivé podmienky pre zváranie: znečistený ochranný plyn (vlhkosť, vzduch), nedo-
statočné zaštítenie plynom (zvarový kúpeľ „sa varí“, prievan), znečistenia v obrobku
(hrdza, lak, tuk)
Odstránenie: podmienky pre zváranie optimalizovať
Príčina: Odstrekujúci materiál v plynovej hubici
Odstránenie: odstrániť odstreknutia zo zvárania
Príčina: vírenie na základe príliš veľkého množstva ochranného plynu
Odstránenie: Zredukovať množstvo ochranného plynu:
množstvo ochranného plynu (l/min) = priemer drôtu (mm) x 10
(napr. 16 l/min pre drôtovú elektródu 1,6 mm)Príčina: príliš veľký odstup medzi zváracím
horákom a zvarencom.
Odstránenie: zredukovať odstup medzi kontaktnou rúrkou a zvarencom (odporúčaný: 10 - 15 mm)
Príčina: príliš veľký uhol priloženia zváracieho horáka
Odstránenie: uhol priloženia zváracieho horáka zredukovať
Príčina: komponenty posuvu drôtu s chybným priemerom
Odstránenie: použite komponenty posuvu drôtu so správnym priemerom
Chybné prepravovanie drôtu
Príčina: brzda je príliš silne nastavená
Odstránenie: brzdu trocha povoliť
Príčina: otvor kontaktnej rúrky je príliš tesný
Odstránenie: kontaktnú rúrku vymeniť
Príčina: chybný vodiaci bowden drôtu v zváracom horáku
Odstránenie: vodiaci bowden drôtu prekontrolovať ohľadom zalomení, znečistenia, atď.
Príčina: posuvové kladky nie sú vhodné pre použitú drôtovú elektródu
Odstránenie: použiť vhodné posuvové kladky
Príčina: chybný pritláčací tlak posuvových kladiek
Odstránenie: optimalizovať tlak pritláčania
Príčina: posuvové kladky sú znečistené alebo poškodené
Odstránenie: posuvové kladky vyčistiť alebo vymeniť
Príčina: bowden drôtu bol chybne zasunutý alebo je zalomený
Odstránenie: vymeniť bowden drôtu
Príčina: Chybný rozmer vodiaceho bowdenu drôtu alebo vstupná dýza drôtu
Odstránenie: správne nadimenzovať vodiaci bowden drôtu alebo vstupnú dýzu drôtu
Príčina: bowden drôtu bol pri zasúvaní zalomený
Odstránenie: bowden drôtu pri zasúvaní uchopiť iba v blízkosti vstupnej rúrky
63
Page 66

Chybné podávanie drôtu
Príčina: Drôtová elektróda AlSi: poškodenie drôtu bronzovou vložkou
Odstránenie: Teflónový bowden musí siahať až po kontaktnú rúrku
Príčina: bowden drôtu po skrátení je príliš krátky
Odstránenie: bowden drôtu vymeniť a skrátiť na správnu dĺžku
Príčina: oder drôtovej elektródy v dôsledku príliš silného pritláčacieho tlaku na posuvových klad-
kách
Odstránenie: pritláčací tlak na posuvových kladkách znížiť
Príčina: drôtové elektróda je znečistená alebo zahrdzavená
Odstránenie: použiť kvalitnú drôtovú elektródu bez znečistení
Zvárací horák je veľmi zohriaty
Príčina: prevlečná matica na centrálnej prípojke je voľná
Odstránenie: prevlečnú maticu pritiahnuť
Príčina: Zvárací horák bol prevádzkovaný nad maximálny limit ampérov.
Odstránenie: výkon zvárania znížiť, alebo použiť výkonnejší zvárací horák
Príčina: zvárací horák je príliš slabo nadimenzovaný
Odstránenie: dbať na dobu zapnutia a hranice zaťaženia
Príčina: iba pri vodou chladených zariadeniach: prietok vody je príliš malý
Odstránenie: prekontrolovať stav vody, prietokové množstvo vody, znečistenie vody, uloženie balíka
spojovacích hadíc atď.
Krátka životnosť kontaktnej rúrky
Príčina: Chybné posuvové kladky
Odstránenie: použiť správne posuvové kladky
Príčina: oder drôtovej elektródy v dôsledku príliš silného pritláčacieho tlaku na posuvových klad-
kách
Odstránenie: pritláčací tlak na posuvových kladkách znížiť
Príčina: drôtové elektróda je znečistená alebo zahrdzavená
Odstránenie: použiť kvalitnú drôtovú elektródu bez znečistení
Príčina: Drôtová elektróda bez vrstvy povlaku
Odstránenie: Drôtová elektróda s vhodným povlakom
Príčina: chybné nadimenzovanie kontaktnej rúrky
Odstránenie: Kontaktnú rúrku správne nadimenzovať
Príčina: príliš dlhá doba zapnutia zváracieho horáka
Odstránenie: dobu zapnutia znížiť, alebo použiť výkonnejší zvárací horák
Príčina: Prehriata kontaktná rúrka. žiadne odvádzanie tepla na základe príliš voľného usadenia
kontaktnej rúrky
Odstránenie: kontaktnú rúrku pevne pritiahnuť
UPOZORNENIE! Pri aplikáciách s CrNi môže v dôsledku vlastností povrchu drôtovej elektródy CrNi
dochádzať k zvýšenému opotrebeniu kontaktnej rúrky.
Chybná funkcia tlačidla horáka
Príčina: chybné konektory „tlačidlo horáka / ovládacie vedenie / prúdový zdroj“
Odstránenie: skontrolovať konektor / prúdový zdroj alebo zvárací horák do servisu
Príčina: nečistoty medzi tlačidlom a krytom tlačidla
Odstránenie: odstrániť nečistoty
64
Page 67

Chybná funkcia tlačidla horáka
Príčina: Znečistené kontakty na spínači
Odstránenie: vyčistiť kontakty / zvárací horák do opravy
Príčina: chybné ovládacie vedenie horáka
Odstránenie: vymeniť ovládacie vedenie horáka / zvárací horák do opravy
Pórovitosť zvaru
Príčina: tvorba odstrekov v plynovej hubici, následkom toho nedostatočná plynová ochrana zvaru
Odstránenie: odstrániť odstreknutia zo zvárania
Príčina: diery v hadici ochranného plynu alebo nepresné napojenie hadice ochranného plynu
Odstránenie: vymeniť hadicu na ochranný plyn
Príčina: O-krúžky na prípojoch sú prerezané alebo chybné
Odstránenie: O-krúžky vymeniť
Príčina: vlhkosť / kondenzát v potrubí ochranného plynu
Odstránenie: vysušiť potrubie ochranného plynu
Príčina: príliš veľké alebo príliš malé prúdenie ochranného plynu
Odstránenie: skorigovať prúdenie ochranného plynu
Príčina: nedostatočné množstvo ochranného plynu na začiatku zvárania alebo na konci zvárania
Odstránenie: zvýšiť úvodné prúdenie plynu a dodatočné prúdenie plynu
Príčina: hrdzavá drôtová elektróda alebo zlá kvalita tejto elektródy
Odstránenie: použiť kvalitnú drôtovú elektródu bez znečistení
Príčina: platí pre zváracie horáky chladené plynom: únik ochranného plynu pri neizolovaných
vodiacich bowdenoch drôtu
Odstránenie: pri plynom chladených zváracích horákoch používajte len izolované vodiace bowdeny
drôtu.
Príčina: je naneseného príliš veľa separačného prostriedku
Odstránenie: prebytočný separačný prostriedok odstrániť / naniesť menej separačného prostriedku
65
Page 68

RU
Диагностика и устранение неполадок
Отсутствует сварочный ток
Сетевой выключатель включен, индикаторы на источнике питания горят, имеется защитный газ
Причина: неправильно подключен кабель массы.
Действия: проверьте полярность клемм и кабеля массы.
Причина: поврежден питающий кабель в сварочной горелке.
Действия: заменить горелку.
Горелка не работает после нажатия кнопки
Сетевой выключатель включен, индикаторы на источнике питания горят, нет защитного газа
Причина: не вставлен управляющий штекер.
Действия: вставьте управляющий штекер.
Причина: повреждена сварочная горелка или управляющий кабель горелки.
Действия: замените сварочную горелку.
Причина: поврежден или неправильно подключен соединительный шланговый пакет (кроме
устройства TPS 2700).
Действия: проверьте соединительный шланговый пакет.
Причина: поврежден источник тока.
Действия: обратитесь в сервисную службу.
Отсутствует защитный газ
Остальные функции поддерживаются.
Причина: газовый баллон пуст.
Действия: замените газовый баллон.
Причина: поврежден редуктор.
Действия: замените редуктор.
Причина: не установлен, перегнут или поврежден газовый шланг.
Действия: установите, распрямите или замените газовый шланг.
Причина: повреждена сварочная горелка.
Действия: замените сварочную горелку.
Причина: поврежден электромагнитный газовый клапан.
Действия: замените электромагнитный газовый клапан.
Плохое качество сварки
Причина: настроены неправильные параметры сварки.
Действия: проверьте настроенные значения.
Причина: плохо подключен кабель массы.
Действия: установите хороший контакт с изделием.
Причина: защитного газа мало или он отсутствует вообще.
Действия: проверьте редуктор, газовый шланг, электромагнитный газовый клапан и
подключение защитного газа к горелке. У сварочных горелок с газовым
охлаждением проверить герметичность, применять соответствующий канал подачи
проволоки.
Причина: горелка негерметична.
Действия: замените сварочную горелку.
Причина: слишком большая или изношенная контактная трубка.
Действия: замените контактную трубку.
66
Page 69

Плохое качество сварки
Причина: неподходящий диаметр или сплав сварной проволоки.
Действия: проверьте вставленную проволочную катушку.
Причина: неподходящий диаметр или сплав сварной проволоки.
Действия: проверьте свариваемость основного металла.
Причина: защитный газ не соответствует сплаву, из которого изготовлена проволока.
Действия: используйте соответствующий защитный газ.
Причина: неблагоприятные условия сварки — защитный газ загрязнен (влага, воздух),
недостаточное газовое экранирование (расплав «кипит», сквозняк), загрязнения в
изделии (ржавчина, лак, жир).
Действия: оптимизировать условия сварки.
Причина: сварочные брызги в газовом сопле.
Действия: удалить сварочные брызги.
Причина: завихрения из-за большого количества защитного газа.
Действия: сократить количество защитного газа. Рекомендуется:
количество защитного газа (л/мин) = диаметр проволоки (мм) x 10
(например: 16 л/мин для проволочного электрода 1,6 мм).
Причина: слишком большое расстояние между сварочной горелкой и изделием.
Действия: сократить расстояние между сварочной горелкой и изделием (рекомендуется: 10–
15 ìì).
Причина: слишком большой угол наклона горелки.
Действия: уменьшить угол наклона горелки.
Причина: компоненты системы подачи проволоки с неподходящим диаметром.
Действия: применять компоненты системы подачи проволоки с подходящим диаметром.
плохая подача проволоки
Причина: слишком жесткая настройка тормоза.
Действия: ослабить настройку тормоза.
Причина: смещено отверстие контактной трубки.
Действия: заменить контактную трубку.
Причина: поврежден канал подачи проволоки в сварочной горелке.
Действия: проверьте канал подачи проволоки на наличие трещин, загрязнений и т. д.
Причина: ролики не подходят для подачи данного электрода.
Действия: установите соответствующие подающие ролики.
Причина: на подающих роликах настроено неправильное прижимное усилие.
Действия: подберите нужное значение прижимного усилия.
Причина: подающие ролики загрязнены или повреждены.
Действия: выполните очистку или замените подающие ролики.
Причина: смещен или перегнут канал подачи проволоки.
Действия: заменить канал подачи проволоки.
Причина: канал подачи проволоки или сопло для заправки проволоки неподходящего размера.
Действия: установить подходящий канал подачи проволоки или сопло для заправки проволоки.
Причина: канал подачи проволоки был перегнут при вставке.
Действия: при вставке держать канал подачи проволоки только рядом с впускной трубкой.
67
Page 70

Плохая подача проволоки
Причина: проволочный электрод AlSi — повреждение проволоки бронзовой насадкой.
Действия: тефлоновый канал должен протягиваться до контактной трубки.
Причина: после обрезки канал подачи проволоки стал слишком короткий.
Действия: заменить канал подачи проволоки и укоротить его до подходящей длины.
Причина: истирание проволочного электрода вследствие слишком сильного прижимного
усилия на подающих роликах.
Действия: уменьшить прижимное усилие на подающих роликах.
Причина: проволочный электрод загрязнен/заржавел.
Действия: применять высококачественные проволочные электроды без загрязнений.
Сварочная горелка сильно нагревается
Причина: накидная гайка на центральном разъеме плохо затянута.
Действия: затяните накидную гайку.
Причина: горелка использовалась при завышенном значении силы тока.
Действия: уменьшить мощность сварки или применять более мощную горелку.
Причина: использование недостаточно мощной сварочной горелки.
Действия: соблюдать продолжительность включения и предельную нагрузку.
Причина: только на устройствах с водяным охлаждением: недостаточный проток воды.
Действия: проверить уровень, расход и загрязнение воды, прокладку шлангового пакета и т. д.
Короткий срок эксплуатации контактной трубки
Причина: неподходящие подающие ролики.
Действия: правильно выбирайте подающие ролики.
Причина: истирание проволочного электрода вследствие слишком сильного прижимного
усилия на подающих роликах.
Действия: уменьшить прижимное усилие на подающих роликах.
Причина: проволочный электрод загрязнен/заржавел.
Действия: применять высококачественные проволочные электроды без загрязнений.
Причина: проволочный электрод без покрытия.
Действия: применять проволочный электрод с подходящим покрытием.
Причина: неверный размер контактной трубки.
Действия: установить контактную трубку подходящего размера.
Причина: слишком большая продолжительность включения горелки.
Действия: сократить продолжительность включения или использовать более мощную горелку.
Причина: контактная трубка перегревается. Нет отвода тепла из-за непрочного крепления
контактной трубки.
Действия: затяните контактную трубку.
ВНИМАНИЕ! При сваривании хромоникелевых сплавов в зависимости от структуры поверхности
электрода CrNi может усилиться износ контактной трубки.
68
Page 71

Кнопка горелки функционирует неправильно
Причина: неполадки в соединениях «сварочная горелка/управляющий кабель/источник
питания».
Действия: проверить соединение/передать источник питания или сварочную горелку в
сервисную службу.
Причина: загрязнение в пространстве между кнопкой и ее корпусом.
Действия: произвести чистку.
Кнопка горелки функционирует неправильно
Причина: загрязненные контакты на переключателе.
Действия: почистить контакты/отдать сварочную горелку в ремонт.
Причина: повреждение управляющего кабеля горелки.
Действия: заменить управляющий кабель/отдать сварочную горелку в ремонт.
Пористость сварного шва
Причина: образование брызг в газовом сопле, как следствие — недостаточная газовая защита
сварного шва.
Действия: удалить сварочные брызги.
Причина: отверстия в шланге защитного газа или неточное подключение шланга защитного
ãàçà.
Действия: заменить шланг защитного газа.
Причина: кольца на разъемах разрезаны или с дефектом.
Действия: заменить кольца.
Причина: влага/конденсат в кабеле защитного газа.
Действия: просушить кабель защитного газа.
Причина: слишком сильный или слабый проток защитного газа.
Действия: наладить проток защитного газа.
Причина: недостаточное количество защитного газа в начале или в конце сварки.
Действия: повысить предварительную подачу газа и продувку газа.
Причина: ржавый или низкокачественный проволочный электрод.
Действия: применять высококачественные проволочные электроды без загрязнений.
Причина: для горелок с газовым охлаждением: утечка защитного газа при неизолированных
каналах подачи проволоки.
Действия: применять только изолированные каналы подачи проволоки у горелок с газовым
охлаждением.
Причина: нанесено слишком много защитной жидкости.
Действия: удалить избыток защитной жидкости/наносить меньшее количество защитной
жидкости.
69
Page 72

TR
Sorun tespiti, sorun gidermeSorun tespiti, sorun giderme
Sorun tespiti, sorun giderme
Sorun tespiti, sorun gidermeSorun tespiti, sorun giderme
kaynak akýmý yokkaynak akýmý yok
kaynak akýmý yok
kaynak akýmý yokkaynak akýmý yok
Þebeke þalteri devrede, güç kaynaðý göstergeleri yanýyor, koruyucu gaz mevcut
Nedeni: Toprak baðlantýsý hatalý
Çözümü: Toprak baðlantýsýný ve klemensi polarite açýsýndan kontrol edin
Nedeni: Torçtaki akým kablosu kesilmiþ
Çözümü: Torcu deðiþtirin
Tetik tuþuna bastýktan sonra herhangi bir fonksiyon yokTetik tuþuna bastýktan sonra herhangi bir fonksiyon yok
Tetik tuþuna bastýktan sonra herhangi bir fonksiyon yok
Tetik tuþuna bastýktan sonra herhangi bir fonksiyon yokTetik tuþuna bastýktan sonra herhangi bir fonksiyon yok
Þebeke þalteri devrede, güç kaynaðý göstergeleri yanýyor, koruyucu gaz mevcut deðil
Nedeni: Kumanda fiþi takýlý deðil
Çözümü: Kumanda fiþini takýn
Nedeni: Torç veya torç kontrol kablosu arýzalý
Çözümü: Torcu deðiþtirin
Nedeni: Baðlantý hortum paketi arýzalý veya hatalý baðlanmýþ (TPS 2700 için deðil)
Çözümü: Baðlantý hortum paketini kontrol edin
Nedeni: Güç kaynaðý arýzalý
Çözümü: Servise danýþýn
koruyucu gaz yokkoruyucu gaz yok
koruyucu gaz yok
koruyucu gaz yokkoruyucu gaz yok
diðer tüm fonksiyonlar mevcut
Nedeni: Gaz tüpü boþ
Çözümü: Gaz tüpünü deðiþtirin
Nedeni: Gaz basýnç düþürücü arýzalý
Çözümü: Güç basýnç düþürücüsünü deðiþtirin
Nedeni: Gaz hortumu monte edilmemiþ veya hasarlý, bükülmüþ
Çözümü: Gaz hortumunu monte edin, düzeltin veya deðiþtirin
Nedeni: Torç arýzalý
Çözümü: Torcu deðiþtirin
Nedeni: Gaz manyetik valfi arýzalý
Çözümü: Gaz manyetik valfini deðiþtirin
kötü kaynak özelliklerikötü kaynak özellikleri
kötü kaynak özellikleri
kötü kaynak özelliklerikötü kaynak özellikleri
Nedeni: hatalý kaynak parametreleri
Çözümü: Ayarlarý kontrol edin
Nedeni: Þasi baðlantýsý kötü
Çözümü: iþ parçasýna iyi temas saðlayýn
Nedeni: koruyucu gaz hiç yok veya çok az
Çözümü: Basýnç düþürücüyü, gaz hortumunu, gaz manyetik valfini, torç gaz baðlantýsýný kontrol edin. Gaz
soðutmalý torçlarda gaz sýzdýrmazlýðýný kontrol edin, uygun tel spirali kullanýn.
Nedeni: Torçta kaçak var
Çözümü: Torcu deðiþtirin
Nedeni: çok büyük veya aþýnmýþ kontak meme
Çözümü: Kontak memeyi deðiþtirin
70
Page 73

kötü kaynak özelliklerikötü kaynak özellikleri
kötü kaynak özellikleri
kötü kaynak özelliklerikötü kaynak özellikleri
Nedeni: hatalý tel alaþýmý veya hatalý tel çapý
Çözümü: yerleþtirilen tel makarasýný kontrol edin
Nedeni: hatalý tel alaþýmý veya hatalý tel çapý
Çözümü: Ana malzemenin kaynak yapýlabilirliðini kontrol edin
Nedeni: Tel alaþýmý için koruyucu gaz uygun deðil
Çözümü: uygun koruyucu gaz kullanýn
Nedeni: Uygun olmayan kaynak þartlarý: Koruyucu gaz kirlenmiþ (nem, hava), yetersiz gaz perdelemesi
(kaynak banyosu „kaynýyor“, hava akýmý), iþ parçasýnda kirlenmeler (pas, vernik, gres)
Çözümü: Kaynak þartlarýný optimize edin
Nedeni: Gaz nozulunda kaynak çapaklarý
Çözümü: Kaynak çapaklarýný giderin
Nedeni: Çok yüksek koruyucu gaz miktarý nedeniyle türbülanslar
Çözümü: Koruyucu gaz miktarýný düþürün, önerilen:
Koruyucu gaz miktarý (l/dak) = Tel çapý (mm) x 10
(örn. 1,6 mm kaynak teli için 16 l/dak)
Nedeni: Torç ve iþ parçasý arasýnda çok büyük mesafe.
Çözümü: Torç ve iþ parçasý arasýndaki mesafeyi düþürün (önerilen: 10-15 mm)
Nedeni: Torcun yaklaþma açýsý çok büyük
Çözümü: Torcun yaklaþma açýsýný düþürün
Nedeni: Yanlýþ çapa sahip tel besleme bileþenleri
Çözümü: Doðru çapa sahip tel besleme bileþenleri kullanýn
kötü tel beslemekötü tel besleme
kötü tel besleme
kötü tel beslemekötü tel besleme
Nedeni: Fren çok sýký ayarlanmýþ
Çözümü: Freni daha gevþek ayarlayýn
Nedeni: Kontak memenin deliði kaymýþ
Çözümü: Kontak memeyi deðiþtirin
Nedeni: Torçtaki tel spirali arýzalý
Çözümü: Tel spiralini bükülme, kirlilik vb. açýsýndan kontrol edin
Nedeni: Tel sürme makaralarý kullanýlan kaynak teli için uygun deðil
Çözümü: uygun tel sürme makaralarý kullanýn
Nedeni: Tel sürme makaralarýnýn temas basýncý hatalý
Çözümü: Temas basýncýný optimize edin
Nedeni: Tel sürme makaralarý kirlenmiþ veya hasar görmüþ
Çözümü: Tel sürme makaralarýný temizleyin veya deðiþtirin
Nedeni: Tel spirali kaymýþ veya bükülmüþ
Çözümü: Tel spiralini deðiþtirin
Nedeni: Tel spiralinin veya tel giriþ nozulunun yanlýþ boyutu
Çözümü: Tel spiralini veya tel giriþ nozulunu doðru boyutlandýrýn
Nedeni: Tel spirali içeri sürme sýrasýnda bükülmüþ
Çözümü: Tel spiralini içeri sürme sýrasýnda sadece giriþ borusu yakýnýndan tutun
71
Page 74

kötü tel beslemekötü tel besleme
kötü tel besleme
kötü tel beslemekötü tel besleme
Nedeni: AlSi kaynak teli: Bronz kullanýmý nedeniyle telin hasar görmesi
Çözümü: Teflon spiral kontak memeye kadar uzanmalý
Nedeni: Tel spiral boyu ayarlandýktan sonra kýsa
Çözümü: Tel spiralini deðiþtirin ve doðru uzunluða kýsaltýn
Nedeni: Tel sürme makaralarýnda çok güçlü temas basýncý sonucunda kaynak telinde aþýnma
Çözümü: Tel sürme makaralarýnýn temas basýncýný düþürün
Nedeni: Kaynak teli kirli / paslanmýþ
Çözümü: Kirlenmemiþ, yüksek kaliteli kaynak teli kullanýn
Torç çok ýsýnýyorTorç çok ýsýnýyor
Torç çok ýsýnýyor
Torç çok ýsýnýyorTorç çok ýsýnýyor
Nedeni: Merkezi baðlantýdaki baþlýk somunu gevþek
Çözümü: Baþlýk somununu sýkýn
Nedeni: Torç, maksimum amper sayýsýnýn ötesinde iþletilmiþ.
Çözümü: Kaynak gücünü düþürün veya daha yüksek performanslý torç kullanýn
Nedeni: Torç çok düþük boyutlandýrýlmýþ
Çözümü: Devrede kalma oranýna ve yük sýnýrlarýna dikkat edin
Nedeni: sadece su soðutmalý sistemlerde: Suyun debisi çok düþük
Çözümü: Su seviyesini, suyun debi miktarýný, suyun kirliliðini, hortum paketinin döþenmesini vb. kontrol
edin
Kontak memenin ömrü kýsaKontak memenin ömrü kýsa
Kontak memenin ömrü kýsa
Kontak memenin ömrü kýsaKontak memenin ömrü kýsa
Nedeni: Yanlýþ tel sürme makaralarý
Çözümü: Doðru tel sürme makaralarý kullanýn
Nedeni: Tel sürme makaralarýnda çok güçlü temas basýncý sonucunda kaynak telinde aþýnma
Çözümü: Tel sürme makaralarýnýn temas basýncýný düþürün
Nedeni: Kaynak teli kirli / paslanmýþ
Çözümü: Kirlenmemiþ, yüksek kaliteli kaynak teli kullanýn
Nedeni: Kaplanmamýþ kaynak teli
Çözümü: Uygun kaplamaya sahip kaynak teli kullanýn
Nedeni: Kontak memenin yanlýþ boyutu
Çözümü: Kontak memeyi doðru boyutlandýrýn
Nedeni: Torcun devrede kalma oraný çok uzun
Çözümü: Devrede kalma oranýný düþürün veya daha yüksek performanslý torç kullanýn
Nedeni: Kontak meme aþýrý ýsýnmýþ. Kontak memenin gevþek oturmasý nedeniyle ýsý aktarýmý yok
Çözümü: Kontak memeyi sýkýn
NOT!NOT!
NOT! CrNi uygulamalarýnda CrNi kaynak telinin yüzey özellikleri nedeniyle daha yüksek bir kontak
NOT!NOT!
meme aþýnmasý meydana gelebilir.
Torç tetiðinin hatalý fonksiyonuTorç tetiðinin hatalý fonksiyonu
Torç tetiðinin hatalý fonksiyonu
Torç tetiðinin hatalý fonksiyonuTorç tetiðinin hatalý fonksiyonu
Nedeni: „Torç tetiði / kontrol kablosu / güç kaynaðý“ soket baðlantýlarý hatalý
Çözümü: Soket baðlantýsýný kontrol edin / güç kaynaðý veya torç servise
Nedeni: Tetik ve tetik mahfazasý arasýnda kirlenmeler
Çözümü: Kirlenmeleri temizleyin
72
Page 75

Torç tetiðinin hatalý fonksiyonuTorç tetiðinin hatalý fonksiyonu
Torç tetiðinin hatalý fonksiyonu
Torç tetiðinin hatalý fonksiyonuTorç tetiðinin hatalý fonksiyonu
Nedeni: Þalterde kirlenmiþ kontaklar
Çözümü: Kontaklarý temizleyin / torç tamire
Nedeni: Torç kontrol hattý arýzalý
Çözümü: Torç kontrol kablosunu deðiþtirin / torç tamire
Kaynak dikiþinde gözeneklilikKaynak dikiþinde gözeneklilik
Kaynak dikiþinde gözeneklilik
Kaynak dikiþinde gözeneklilikKaynak dikiþinde gözeneklilik
Nedeni: Gaz nozulunda çapak oluþumu, bu yüzden kaynak dikiþinde yetersiz koruyucu gaz örtüsü
Çözümü: Kaynak çapaklarýný giderin
Nedeni: Koruyucu gaz hortumunda delikler veya koruyucu gaz hortumunun doðru baðlanmamasý
Çözümü: Koruyucu gaz hortumunu deðiþtirin
Nedeni: Baðlantýlardaki O ringler kesilmiþ veya arýzalý
Çözümü: O Ringleri deðiþtirin
Nedeni: Koruyucu gaz hattýnda nem / yoðuþma
Çözümü: Koruyucu gaz hattýný kurutun
Nedeni: Çok yüksek veya çok düþük koruyucu gaz akýþý
Çözümü: Koruyucu gaz akýþýný düzeltin
Nedeni: Kaynak baþlangýcýnda veya kaynak bitiþinde yetersiz koruyucu gaz miktarý
Çözümü: Gaz ön akýþýný veya gaz son akýþýný arttýrýn
Nedeni: Paslý veya kötü kalite kaynak teli
Çözümü: Kirlenmemiþ, yüksek kaliteli kaynak teli kullanýn
Nedeni: Gaz soðutmalý torçlar için geçerli: Ýzole edilmemiþ tel spiralde koruyucu gaz kaçaðý
Çözümü: Gaz soðutmalý torçlarda sadece izoleli tel spirali kullanýn.
Nedeni: Çok fazla ayýrýcý madde sürülmüþ
Çözümü: Fazla ayýrýcý maddeyi temizleyin / daha az ayýrýcý madde sürün
73
Page 76

AL216 AL236 AL306 AL406
I (Ampčre) 10min/40°C 35 % d.c. 180 40 % d.c. 200 40 % d.c. 260 40 % d.c. 350
M21 (EN 439) 60 % d.c. 140 60 % d.c. 160 60 % d.c. 210 60 % d.c. 280
100 % d.c. 100 100 % d.c. 120 100 % d.c. 160 100 % d.c. 220
I (Ampčre) 10min/40°C 35 % d.c. 210 40 % d.c. 230 40 % d.c. 300 40 % d.c. 400
C1 (EN 439) 60 % d.c. 160 60 % d.c. 190 60 % d.c. 240 60 % d.c. 320
100 % d.c. 120 100 % d.c. 150 100 % d.c. 190 100 % d.c. 250
[mm (in.)] 0,6-1,0 (.024-.039) 0,6-1,0 (.024-.039) 0,8-1,2 (.032-.047) 1,0-1,6 (.039-.063)
[m (ft.)] 3,0/3,5/4,5 (10/12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15)
AL2300 AL2400 AL3000 AL4000
I (Ampčre) 10min/40°C 40 % d.c. 200 40 % d.c. 200 40 % d.c. 250 40 % d.c. 350
M21 (EN 439) 60 % d.c. 160 60 % d.c. 160 60 % d.c. 200 60 % d.c. 280
100 % d.c. 120 100 % d.c. 120 100 % d.c. 150 100 % d.c. 220
I (Ampčre) 10min/40°C 40 % d.c. 230 40 % d.c. 240 40 % d.c. 300 40 % d.c. 400
C1 (EN 439) 60 % d.c. 190 60 % d.c. 200 60 % d.c. 240 60 % d.c. 32
100 % d.c. 150 100 % d.c. 160 100 % d.c. 190 100 % d.c. 250
[mm (in.)] 0,6-1,0 (.024-.039) 0,6-1,0 (.024-.039) 0,8-1,2 (.032-.047) 1,0-1,6 (.039-.063)
[m (ft.)] 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15)
AL5000
I (Ampčre) 10min/40°C 40 % d.c. 400
M21 (EN 439) 60 % d.c. 330
100 % d.c. 250
I (Ampčre) 10min/40°C 40 % d.c. 500
C1 (EN 439) 60 % d.c. 410
100 % d.c. 320
[mm (in.)] 0,8-2,4 (.032-.094)
0,8-1,6 (.032-.063)
[m (ft.)] 3,5/4,5 (12/15)
F)
E)
F)
Fronius-Connector
E)
Euro-Connector
74
Page 77

ZH PL CS
Dane techniczne
Objaśnienie symboli:
Palnik spawalniczy
chłodzony gazem
Napięcie (V-Peak):
- dla ręcznych palników spawalniczych: 113 V
- dla maszynowych palników
spawalniczych: 141 V
Dane techniczne przycisku palnika:
-U
-I
Używanie przycisku palnika jest
dozwolone tylko w ramach określonych przez dane techniczne.
Produkt niniejszy jest zgodny z
wymogami normy IEC 60974-7.
= 50 V
max
= 10 mA
max
Technické údaje
Vysvětlení symbolů
Plynem chlazený
svařovací hořák
Rozsah napětí (špička V):
- pro ruční hořáky: 113 V
- pro strojově ovládané hořáky:
141 V
Technické údaje pro tlačítko
hořáku:
-U
-I
Tlačítko hořáku lze používat jen v
rámci technických parametrů.
Tento produkt odpovídá
požadavkům normy IEC 60974-7.
= 50 V
max
= 10 mA
max
SK RU
Technické údaje
Vysvetlenie symbolov:
zváracie horáky
chladené plynom
Nadimenzovanie napätia (VPeak):
- pre ručné vedenie zváracieho
horáka: 113 V
- pre strojom vedené zváracie
horáky: 141 V
Technické údaje Tlačidlo horáka:
-U
-I
Prevádzka tlačidla horáka je
dovolená len v rozsahu technických údajov.
Produkt zodpovedá požiadavkám
podľa normy
IEC 60974-7.
= 50 V
max
= 10 mA
max
Технические данные
Пояснение символов:
Сварочная горелка
с газовым охлаждением
Номинальное напряжение (Vпик):
- для ведомой вручную
сварочной горелки: 113 В
- для ведомой автоматически
сварочной горелки: 141 В
Технические данные для кнопки
горелки:
ìàêñ
= 10 ìÀ
ìàêñ
= 50 Â
-U
-I
Использовать кнопку горелки
только в пределах указанных
технических данных.
Изделие соответствует
требованиям нормы
IEC 60974-7.
TR
TT
eknik özelliklereknik özellikler
T
eknik özellikler
TT
eknik özelliklereknik özellikler
Simge açýklamasý:
Torç
gaz soðutmalý
Gerilim oranlarý (V-Peak):
- manuel sürülen torçlar için: 113
V
- makineyle sürülen torçlar için:
141 V
Torç tetiði teknik özellikleri:
-U
-I
= 50 V
max
= 10 mA
max
Torç tetiðinin iþletimine sadece
teknik veriler çerçevesinde izin
verilir.
Ürün, IEC 60974-7 standardýnýn
taleplerini karþýlamaktadýr.
75
Page 78

AW252 AW332/335 AW352 AW502 AW652
I (Ampčre) 10min/40°C 60 % d.c. 200
M21 (EN 439) 100 % d.c. 220 100 % d.c. 150 100 % d.c. 300 100 % d.c. 400 100 % d.c. 500
I (Ampčre) 10min/40°C 60 % d.c. 250
C1 (EN 439) 100 % d.c. 250 100 % d.c. 190 100 % d.c. 350 100 % d.c. 500 100 % d.c. 600
[mm (in.)] 0,6-1,2 (0.2-0.5)0,8-1,2 (0.3-0.5) 0,8-1,2 (0.3-0.5)1,0-1,6 (0.4-0.6)1,0-2,4 (0.4-1)
[m (ft.)] 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15)
P
Q
p
p
[W]* 800 / 900 W 400 / 500 W 1000 / 1300 W 1400 / 1650 W 1800 / 2200 W
min
[l/min (gal./min)] 1 (.26) 1 (.26) 1 (.26) 1 (.26) 1 (.26)
min
[bar (psi.)] 3 bar (43 psi.) 3 bar (43 psi.) 3 bar (43 psi.) 3 bar (43 psi.) 3 bar (43 psi.)
min
[bar (psi.)] 5 bar (72 psi.) 5 bar (72 psi.) 5 bar (72 psi.) 5 bar (72 psi.) 5 bar (72 psi.)
max
AW2500 AW4000 AW5000 AW7000
I (Ampčre) 10min/40°C 100 % d.c. 100 % d.c. 100 % d.c. 100 % d.c.
M21 / C1 (EN 439) 220 / 250 350 / 400 400 / 500 550 / 700
[mm (in.)] 0,6-1,2 (.024-.047) 0,8-1,2 (.032-.047) 1,0-1,6 (.039-.063) 1,0-1,6 (.039-.063)
[m (ft.)] 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15) 3,5/4,5 (12/15)
P
Q
p
p
[W]* 800 / 900 W 1450 / 1750 W 1550 / 1800 W 1900 / 2200 W
min
[l/min (gal./min)] 1 (.26) 1 (.26) 1 (.26) 1 (.26)
min
[bar (psi.)] 3 bar (43 psi.) 3 bar (43 psi.) 3 bar (43 psi.) 3 bar (43 psi.)
min
[bar (psi.)] 5 bar (72 psi.) 5 bar (72 psi.) 5 bar (72 psi.) 5 bar (72 psi.)
max
76
Page 79

ZH PL CS
Dane techniczne
Objaśnienie symboli:
Palnik spawalniczy
chłodzony wodą
Napięcie (V-Peak):
- dla ręcznych palników spawalniczych: 113 V
- dla maszynowych palników
spawalniczych: 141 V
Dane techniczne przycisku palnika:
-U
-I
Używanie przycisku palnika jest
dozwolone tylko w ramach określonych przez dane techniczne.
Produkt niniejszy jest zgodny z
wymogami normy IEC 60974-7.
*) Najmniejsza wydajnoϾ
= 50 V
max
= 10 mA
max
ch³odzenia wg
normy IEC 60974-2
Technické údaje
Vysvětlení symbolů
Vodou chlazený
svařovací hořák
Rozsah napětí (špička V):
- pro ruční hořáky: 113 V
- pro strojově ovládané hořáky:
141 V
Technické údaje pro tlačítko
hořáku:
-U
-I
Tlačítko hořáku lze používat jen v
rámci technických parametrů.
Tento produkt odpovídá
požadavkům normy IEC 60974-7.
*) Minimální chladicí výkon
= 50 V
max
= 10 mA
max
podle normy IEC 60974-2
SK RU
Technické údaje
Vysvetlenie symbolov:
zváracie horáky
chladené vodou
Nadimenzovanie napätia (VPeak):
- pre ručné vedenie zváracieho
horáka: 113 V
- pre strojom vedené zváracie
horáky: 141 V
Technické údaje Tlačidlo horáka:
-U
-I
Prevádzka tlačidla horáka je
dovolená len v rozsahu technických údajov.
Produkt zodpovedá požiadavkám
podľa normy
IEC 60974-7.
*)
= 50 V
max
= 10 mA
max
Najnižší chladiaci výkon
podľa normy IEC 60974-2
Технические данные
Пояснение символов:
Сварочная горелка
с водяным охлаждением
Номинальное напряжение (Vпик):
- для ведомой вручную
сварочной горелки: 113 В
- для ведомой автоматически
сварочной горелки: 141 В
Технические данные для кнопки
горелки:
-U
-I
Использовать кнопку горелки
только в пределах указанных
технических данных.
Изделие соответствует
требованиям нормы
IEC 60974-7.
*) Минимальная охлаждающая
= 50 Â
ìàêñ
= 10 ìÀ
ìàêñ
способность согласно
IEC 60974-2
TR
TT
eknik özelliklereknik özellikler
T
eknik özellikler
TT
eknik özelliklereknik özellikler
Simge açýklamasý:
Torç
su soðutmalý
Gerilim oranlarý (V-Peak):
- manuel sürülen torçlar için: 113
V
- makineyle sürülen torçlar için:
141 V
Torç tetiði teknik özellikleri:
-U
-I
= 50 V
max
= 10 mA
max
Torç tetiðinin iþletimine sadece
teknik veriler çerçevesinde izin
verilir.
Ürün, IEC 60974-7 standardýnýn
taleplerini karþýlamaktadýr.
*) IEC 60974-2 standardý
uyarýnca en düþük soðutma
gücü
77
Page 80

Standard
78
Page 81

K4
79
Page 82

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
Under http://www.fronius.com/addresses you will find all addresses
www.fronius.com/addresses
of our Sales & service partners and Locations.
ud_fr_st_so_00082 012011
 Loading...
Loading...