

Page 1
/ Battery Charging Systems / Welding Technology / Solar Electronics
DE
EN
FR
AB DeviceNet Enterprise Job
Autonome
Bedienungsanleitung
Roboter-Option
Operating Instructions
Robot option
Instructions de service
Option robot
42,0410,1709 004-15012013
Page 2

0
Page 3

Sehr geehrter Leser
Einleitung Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem
technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit
diesem vertraut zu machen. Indem Sie die Anleitung sorgfältig lesen, lernen Sie die vielfältigen Möglichkeiten Ihres Fronius-Produktes kennen. Nur so können Sie seine Vorteile
bestmöglich nutzen.
Bitte beachten Sie auch die Sicherheitsvorschriften und sorgen Sie so für mehr Sicherheit
am Einsatzort des Produktes. Sorgfältiger Umgang mit Ihrem Produkt unterstützt dessen
langlebige Qualität und Zuverlässigkeit. Das sind wesentliche Voraussetzungen für hervorragende Ergebnisse.
DE
1
Page 4

2
Page 5

Inhaltsverzeichnis
Allgemeines ............................................................................................................................................... 5
Sicherheit.............................................................................................................................................. 5
Allgemeines .......................................................................................................................................... 5
Gerätekonzept ...................................................................................................................................... 5
Systemvoraussetzungen....................................................................................................................... 5
Verfügbare Serviceprogramme............................................................................................................. 5
Einstellungen für Serviceprogramm A und B ............................................................................................. 6
Einstellungen Serviceprogramm A........................................................................................................ 6
Einstellungen Serviceprogramm B........................................................................................................ 6
Limit-Signale .............................................................................................................................................. 7
Limit-Signale ......................................................................................................................................... 7
Limit-Signale ausblenden...................................................................................................................... 7
Schweißsimulation aktivieren..................................................................................................................... 8
Schweißsimulation mittels Schlüsselschalter aktivieren ....................................................................... 8
Schweißsimulation mittels Job-Nummer 100 aktivieren ....................................................................... 8
Aktions-Codes............................................................................................................................................ 9
Aktions-Codes....................................................................................................................................... 9
Ende des Aktions-Codes ...................................................................................................................... 9
Signalverläufe ............................................................................................................................................ 10
Signalverlauf ‘End of Cycle‘ .................................................................................................................. 10
Signalverlauf ‘Control Gas after Validation Program number‘ .............................................................. 11
Programmabläufe Serviceprogramm A...................................................................................................... 12
Einstellungen für die Reinigung von bewegten Schweißbrennern........................................................ 12
Reinigung von bewegten Schweißbrennern ......................................................................................... 12
Reinigung von nicht bewegten Schweißbrennern................................................................................. 13
Reinigungsvorgang nach Timeout beenden ......................................................................................... 14
Programmabläufe Serviceprogramm B...................................................................................................... 15
Allgemeines .......................................................................................................................................... 15
Kontaktrohr wechseln - automatische Anfrage ....................................................................................15
Kontaktrohr wechseln - erzwungene Anfrage durch Anlagenbediener ................................................ 16
Kontaktrohr wechseln - zentrale Anfrage.............................................................................................. 17
Signale von der Mediumkontrolle............................................................................................................... 19
Allgemeines .......................................................................................................................................... 19
Kühlmittel-Durchfluss - Input 3.............................................................................................................. 19
Luftdruck - Input 2................................................................................................................................. 19
Gasdurchfluss - Input 4......................................................................................................................... 20
Prozessabbild ............................................................................................................................................ 21
Signalausgänge .................................................................................................................................... 21
Signaleingänge ..................................................................................................................................... 21
Aktions-Codes....................................................................................................................................... 21
DE
3
Page 6

4
Page 7

Allgemeines
DE
Sicherheit
Allgemeines Diese Bedienungsanleitung basiert auf dem PSA-Dokument „PSA FER 040 / PSA FER
018“ und beschreibt die Funktion des AB DeviceNet Enterprise mit der Software-Konfiguration ‘Job Autonome‘ in Verbindung mit Fronius Stromquellen.
Gerätekonzept Das AB DeviceNet Enterprise mit der Software-Konfiguration ‘Job Autonome‘ 4,062,015
wird als Interface für die Roboter-Steuerung verwendet.
Das Interface beinhaltet folgende Funktionen für einen Anlagenbediener:
- Einstellen des Naht-Trigger für Serviceprogramm A and B
- Kontrolle der Signale vom Schweißbrenner-Reinigungsgerät
WARNUNG! Fehlbedienung und fehlerhaft durchgeführte Arbeiten können
schwerwiegende Personen- und Sachschäden verursachen. Alle in dieser Bedienungsanleitung angeführten Arbeiten dürfen nur von geschultem Fachpersonal
durchgeführt werden. Alle in dieser Bedienungsanleitung beschriebenen Funktionen dürfen nur von geschultem Fachpersonal angewendet werden. Alle beschriebenen Arbeiten erst durchführen und alle beschriebenen Funktionen erst
anwenden wenn folgende Dokumente vollständig gelesen und verstanden wurden:
- diese Bedienungsanleitung
- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
Systemvoraussetzungen
Verfügbare Serviceprogramme
Die RCU 5000i dient als Benutzer-Interface:
- zum Anzeigen und Einstellen der benötigten Parameter
- zur Statusanzeige und Informationsanzeige während dem Ablauf von Serviceprogrammen
- zum manuellen Starten von Serviceprogrammen
Details zur RCU 5000i der Bedienungsanleitung ‘RCU 5000i‘ mit der Artikelnummer
42,0426,0021 entnehmen.
(1) Software-Option ‘Gateway Level 2‘ der Stromquelle
notwendig zur Übertragung aller Daten und Befehle zwischen der RCU 5000i und
dem Print UBST der Stromquelle mittels „TAG-System“
(2) Option Schlüsselschalter bei einer Stromquelle mit Bedienpanel Comfort
um eine Schweißsimulation zu aktivieren
Folgende Serviceprogramme stehen ab Werk zur Verfügung:
(1) Serviceprogramm A
zum Reinigen des Schweißbrenners
(2) Serviceprogramm B
zum Wechseln des Kontaktrohres
5
Page 8
Einstellungen für Serviceprogramm A und B
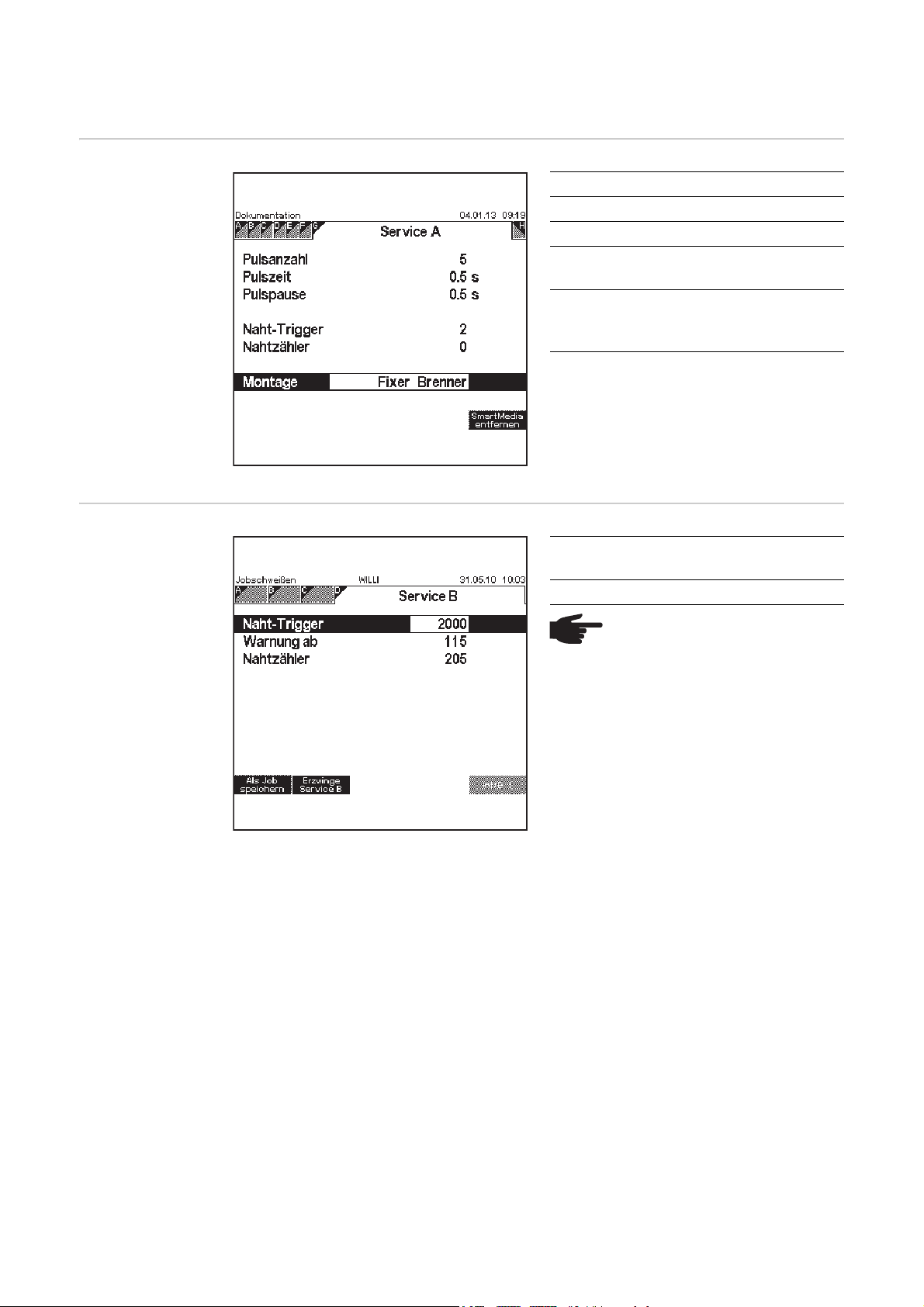
Einstellungen
Serviceprogramm A
Einstellungen
Serviceprogramm B
Einstellbereich Pulsanzahl 0 - 5
Einstellbereich Pulszeit 0 - 1000 ms
Einstellbereich Pulspause 0 - 1000 ms
Einstellbereich Naht-Trig-
ger
Einstellbereich Montage Fixer Bren-
Einstellbereich Naht-Trigger
Einstellbereich Warnung 0 - 150
HINWEIS! Naht-Trigger um mindestens 1 höher einstellen als die
Abnutzungswarnung.
OFF / 1 - 150
Nähte
ner / Brenner
am Roboter
OFF / 1 10000 Nähte
6
Page 9
Limit-Signale
1
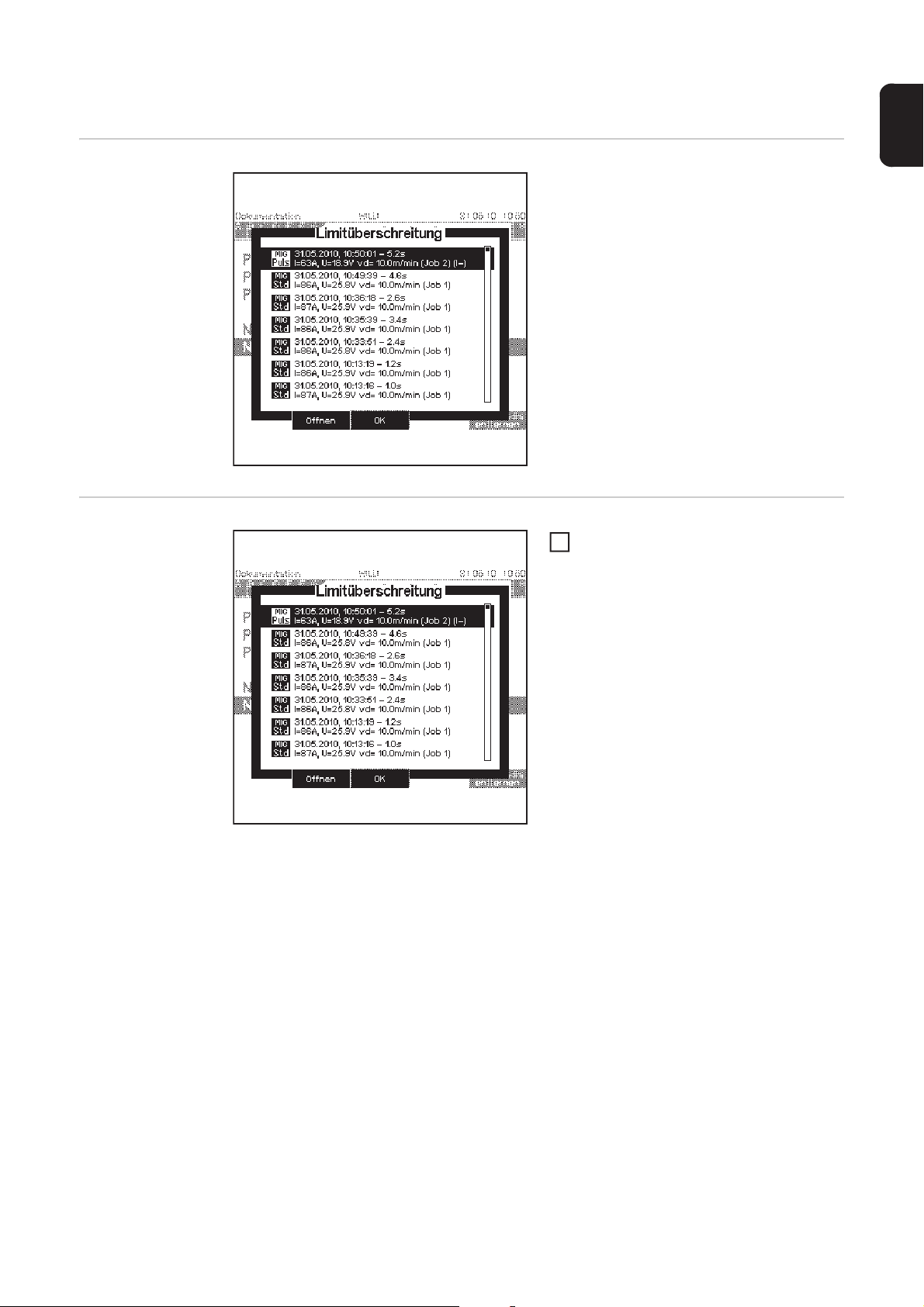
Limit-Signale Nebenstehende Anzeige erscheint, wenn
- Limit-Signale mittels RCU 5000i aktiviert wurden
- Entsprechende Grenzwerte definiert
wurden, bei deren Über- oder Unterschreitung ein Limit-Signal ausgegeben werden soll
- die eingestellten Grenzwerte überoder unterschritten werden
DE
Limit-Signale
ausblenden
Das Signal ‘Validation Program number‘ auf 0 setzen und mittels Taste ‘OK‘
auf der RCU 5000i bestätigen
7
Page 10
Schweißsimulation aktivieren
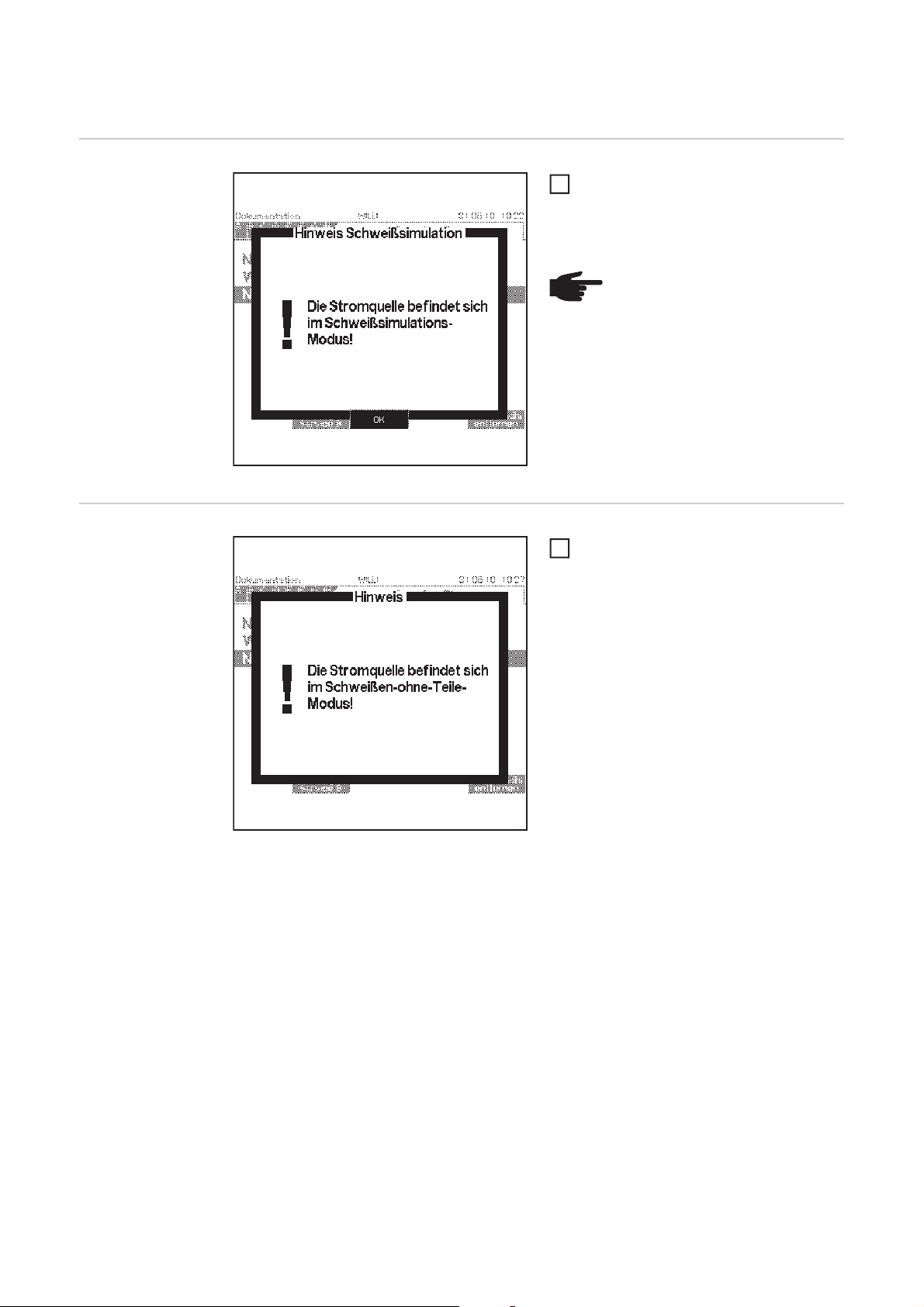
Schweißsimulation mittels Schlüsselschalter
aktivieren
Schweißsimulation mittels JobNummer 100 aktivieren
Schlüsselschalter am Bedienpanel der
1
Stromquelle in senkrechte Position
schalten
- „Schweißsimulations-Modus“ ist
aktiviert
HINWEIS! Bei waagrechter Positi-
on des Schlüsselschalters ist der
Job-Modus aktiviert.
Job-Nummer 100 abrufen
1
- Modus „Schweißen ohne Teile“
ist aktiviert
8
Page 11
Aktions-Codes
1
Aktions-Codes Aktions-Codes werden über die Programm-Bit-Codes übertragen.
Um den jeweiligen Atkions-Code zu bestätigen, das Signal ‘Validation Action Code‘
auf ‘High‘ setzen
HINWEIS! Wird ein Sicherheitsschalter (Not-Aus-Schalter, ...) betätigt, wird das
Signal ‘Validation Action Code‘ deaktiviert.
Folgende Aktions-Codes stehen zur Verfügung:
Aktions-Code Aktivierung des Aktions-Codes
Start Reinigung Service A starten
Gasventil offen das Signal Gas Test für maximal 10 Sekunden auf
‘High‘ setzen
Gasventil geschlossen das Signal Gas Test auf ‘Low‘ setzen
DE
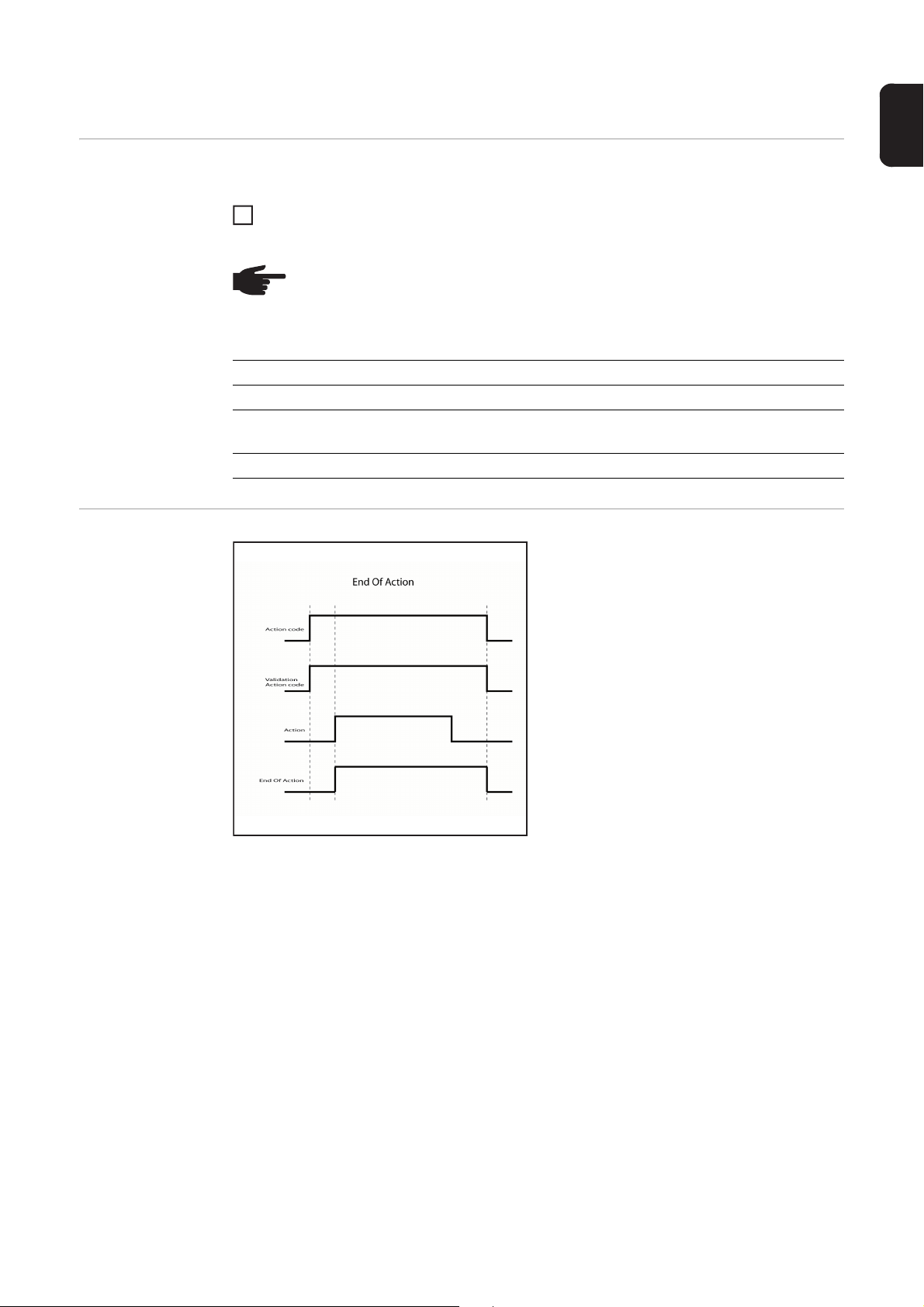
Ende des Aktions-Codes
- Nach dem Start der gewünschten Aktion wechselt das Signal ‘End of Action‘
auf ‘High‘
- Nach dem der Roboter das Signal ‘Validation Action Code‘ auf ‘Low‘ gesetzt
hat, wechselt das Signal ‘End of Action‘ wieder auf ‘Low‘
9
Page 12
Signalverläufe
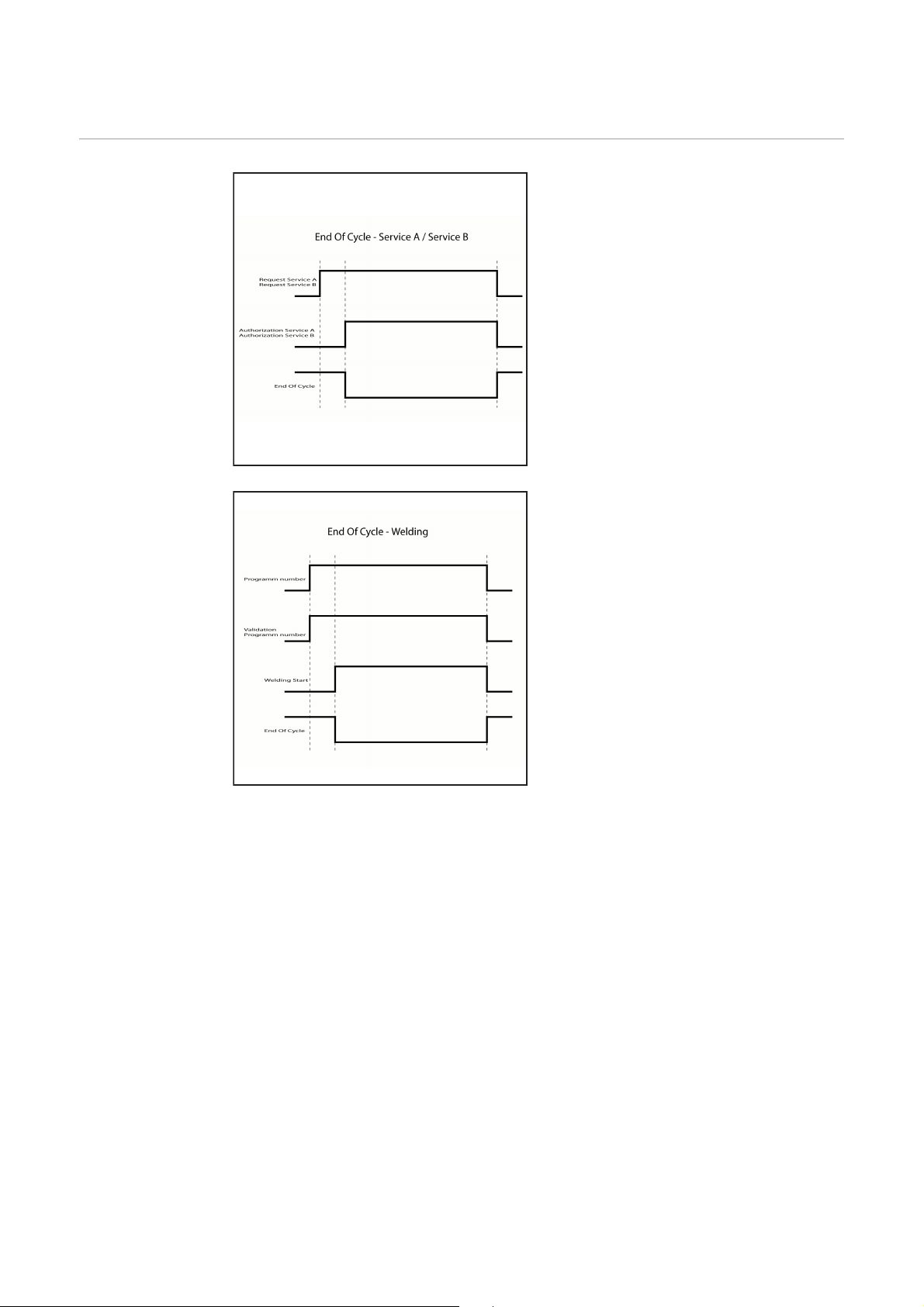
Signalverlauf
‘End of Cycle‘
- Nach dem Start der gewünschten Aktion wechselt das Signal ‘End of Cycle‘
auf ‘Low‘
- Nach dem die Stromquelle die gewünschte Aktion ausgeführt hat,
wechselt das Signal ‘End of Cycle‘ auf
‘High‘
10
Page 13
Signalverlauf
‘Control Gas after
Validation Program number‘
DE
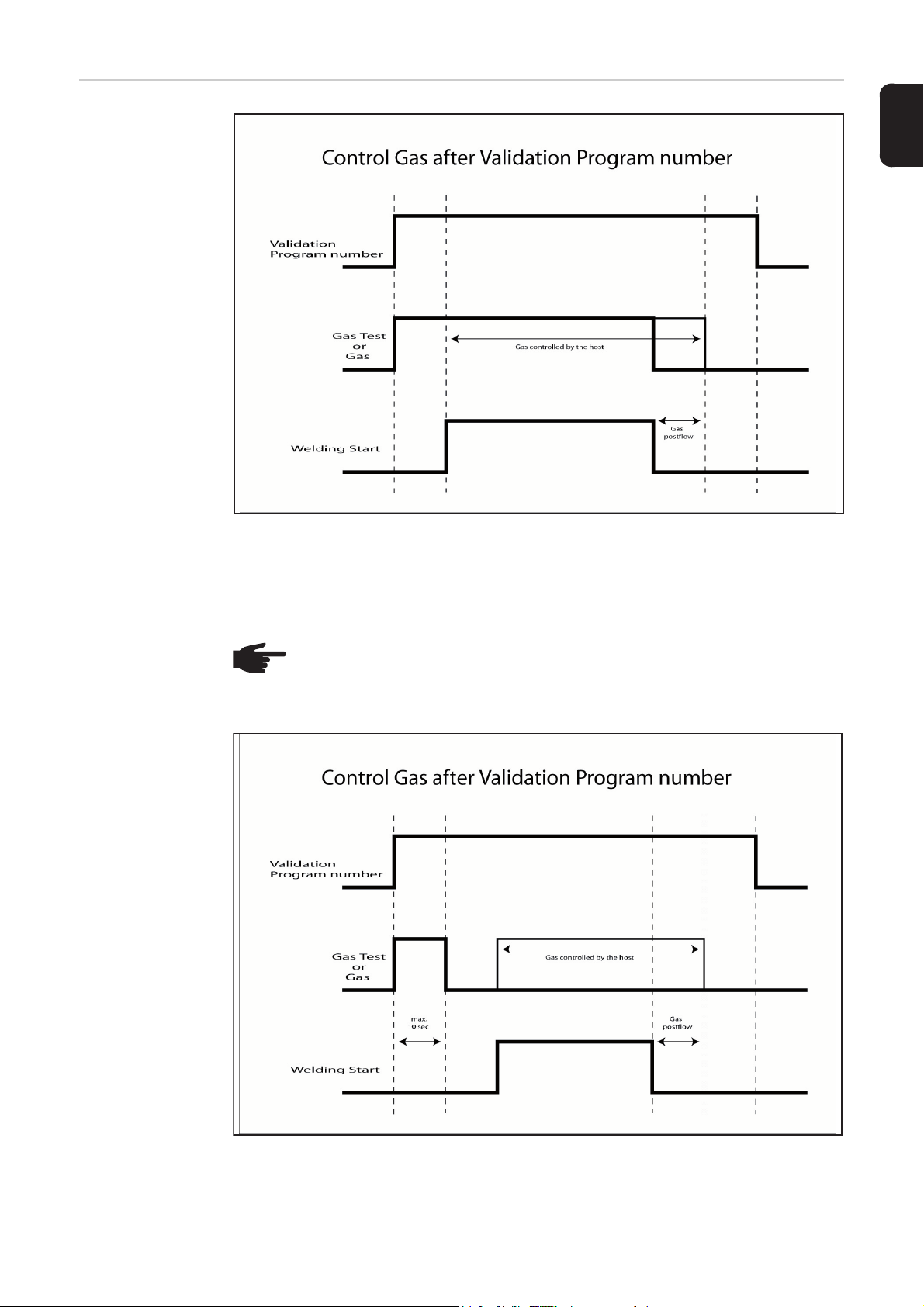
Signalverlauf ‘Control Gas after Validation Program number‘ 01
- Der Roboter setzt das Signal ‘Validation Program number‘ auf ‘High‘
- Die Stromquelle setzt das Signal ‘Gas Test‘ auf ‘High‘
- Die Stromquelle startet den Schweißvorgang ohne Gas-Vorströmung
- Bei Schweißende wird das Signal ‘Gas Test‘ auf 0 gesetzt
HINWEIS! Startet der Roboter den Schweißvorgang nicht innerhalb von 10 Sekunden, wird das Signal ‘Gas Test‘ auf 0 gesetzt. Die Stromquelle startet den
Schweißvorgang ohne Gas-Vorströmung, da die Gasdüse bereits mit Gas gefüllt
ist.
Signalverlauf ‘Control Gas after Validation Program number‘ 02
11
Page 14
Programmabläufe Serviceprogramm A
2
Einstellungen für
die Reinigung
von bewegten
Schweißbrennern
Reinigung von
bewegten
Schweißbrennern
HINWEIS! Werden die Einstellungen des Reinigungsintervalls geändert, wird der
Nahtzähler automatisch zurückgesetzt.
Reinigungsintervall von 0 - 150 einstellen
1
- Bei der Einstellung 0 findet keine Reinigung statt
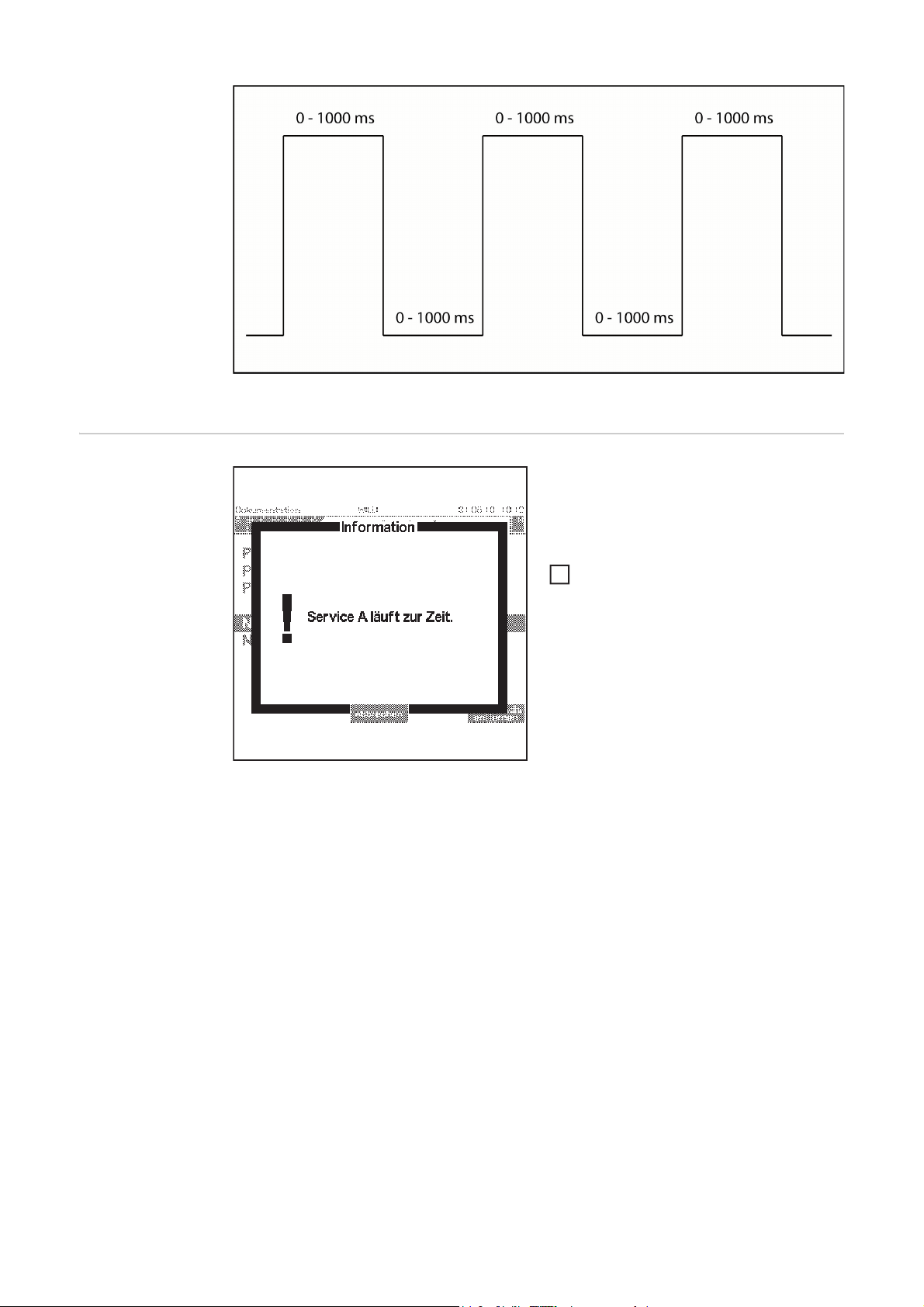
Die Dauer der Pulse und der Pulspausen in Schritten von 100 ms einstellen
- Minimal 100 ms, maximal 1000 ms
Die Anzahl der Pulse und Pausen von 0 - 5 einstellen
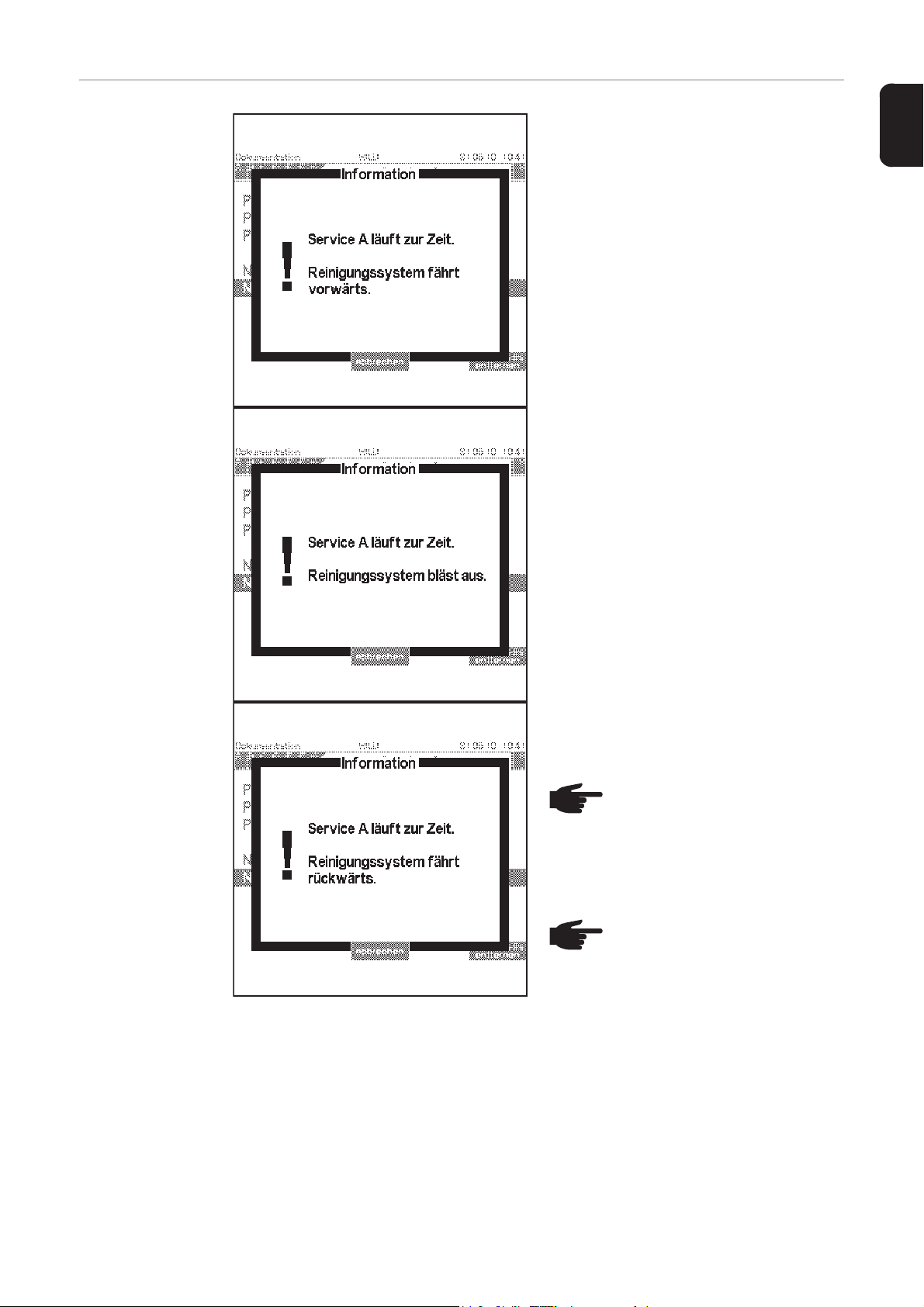
3
- Wenn der Nahtzähler den Wert des
Naht-Triggers erreicht hat, aktiviert die
Stromquelle das Signal ‘Request Service A‘
- Der Roboter bewegt den Schweißbrenner zum Ausblaspunkt
- Erreicht der Roboter den Ausblaspunkt, erhält die Stromquelle das Signal ‘Authorization Service A‘
- Reinigungszyklus startet
- Nach Ende des Reinigungszyklus wird
das Signal ‘Request Service A‘ auf 0
gesetzt. Der Roboter ist betriebsbereit.
Der Nahtzähler wird automatisch auf 0
zurück gesetzt
- Nach Beginn des Reinigungszyklus wird das Signal ‘End of Cycle‘ auf 0 gesetzt. Nach
Ende des Reinigungszyklus wird das Signal ‘End of Cycle‘ wieder aktiviert.
HINWEIS! Wird das Signal ‘Authorization Service A‘ während des Reinigungszyklus auf 0 gesetzt, wird der Reinigungszyklus abgebrochen. Das Signal ‘Seamcounter‘ und das Signal ‘Request Service A‘ werden auf 0 gesetzt.
HINWEIS! Der Reinigungszyklus startet auch, wenn
- eine Schweißbrenner-Kollision statt fand
- das Signal ‘Torch Collision Protection‘ auf 0 gesetzt wurde
Ein Signal an die Roboter-Steuerung wird jedoch nicht ausgegeben.
12
Page 15
Reinigung von
nicht bewegten
Schweißbrennern
- Wenn der Nahtzähler den Wert des
Naht-Triggers erreicht hat, aktiviert die
Stromquelle das Signal ‘Request Service A‘
- Der Roboter gibt das Signal ‘Authorization Service A‘ an die Stromquelle aus.
- Stromquelle beginnt mit dem Reinigungszyklus
Reinigungsyklus:
- Der Roboter bewegt die Reinigungsstatiton zu Position links
- Wenn Position links erreicht ist, bewegt der Roboter die Reinigungsstation zu Position oben
- Wenn Position oben erreicht ist, wird
Reinigung durch Ausblasen des
Schweißbrenners durchgeführt
- Nach Ende des Reinigungszyklus, bewegt der Roboter die Reinigungsstation zu Position unten
- Wenn Position unten erreicht ist, bewegt der Roboter die Reinigungsstation zu Position rechts
DE
Ende Reinigungszyklus:
- Nach Ende des Reinigungszyklus wird
das Signal ‘Request Service A‘ auf 0
gesetzt. Der Roboter ist betriebsbereit.
Der Nahtzähler wird automatisch auf 0
zurück gesetzt
- Nach Beginn des Reinigungszyklus
wird das Signal ‘End of Cycle‘ auf 0 gesetzt. Nach Ende des Reinigungszyklus wird das Signal ‘End of Cycle‘
wieder aktiviert.
HINWEIS! Wird das Signal ‘Authorization Service A‘ während des
Reinigungszyklus auf 0 gesetzt,
wird der Reinigungszyklus abgebrochen. Das Signal ‘Seamcounter‘ und das Signal ‘Request
Service A‘ werden auf 0 gesetzt
HINWEIS! Der Reinigungszyklus
startet auch, wenn
- eine Schweißbrenner-Kollision statt fand
- das Signal ‘Torch Collision
Protection‘ auf 0 gesetzt wurde
Ein Signal an die Roboter-Steuerung wird jedoch nicht ausgegeben.
13
Page 16
Signalverlauf Pulszeit und Pulspause während des Reinigungszyklus
1
Reinigungsvorgang nach Timeout beenden
Ist der Reinigunsvorgang nach einer Minute
nicht beendet, erscheint nebenstehende
Anzeige.
Um den Reinigungsvorgang zu beenden
wie folgt vorgehen:
Taste „Abbrechen“ an der RCU 5000i
drücken
14
Page 17
Programmabläufe Serviceprogramm B
Allgemeines Service B ist aktiviert, wenn der Naht-Trigger nicht auf 0 gesetzt ist.
DE
Kontaktrohr
wechseln - automatische Anfrage
Eine automatische Anfrage tritt nur auf, wenn
- die Job-Nummer 100 nicht ausgewählt ist
- das Signal ‘Power source ready‘ gesetzt ist
- keine Schweißung durchgeführt wird
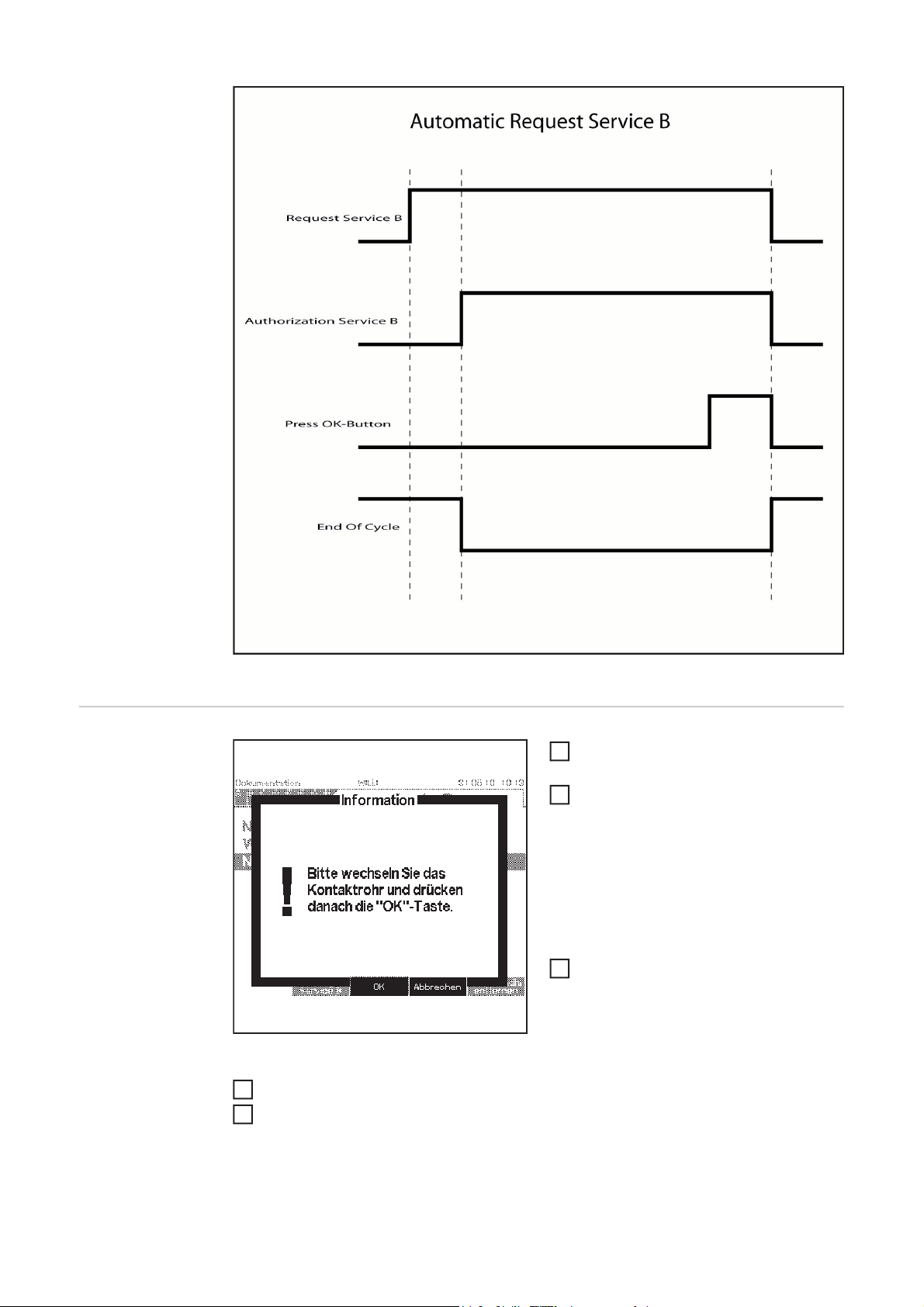
Ablauf:
- Stromquelle aktiviert das Signal ‘Request Service B‘, wenn der Nahtzähler
den Naht-Trigger erreicht hat
- Roboter bewegt den Schweißbrenner
zur festgelegten Position für den Kontaktrohr-Wechsel
- Roboter gibt das Signal ‘Authorization
Service B‘ an die Stromquelle aus
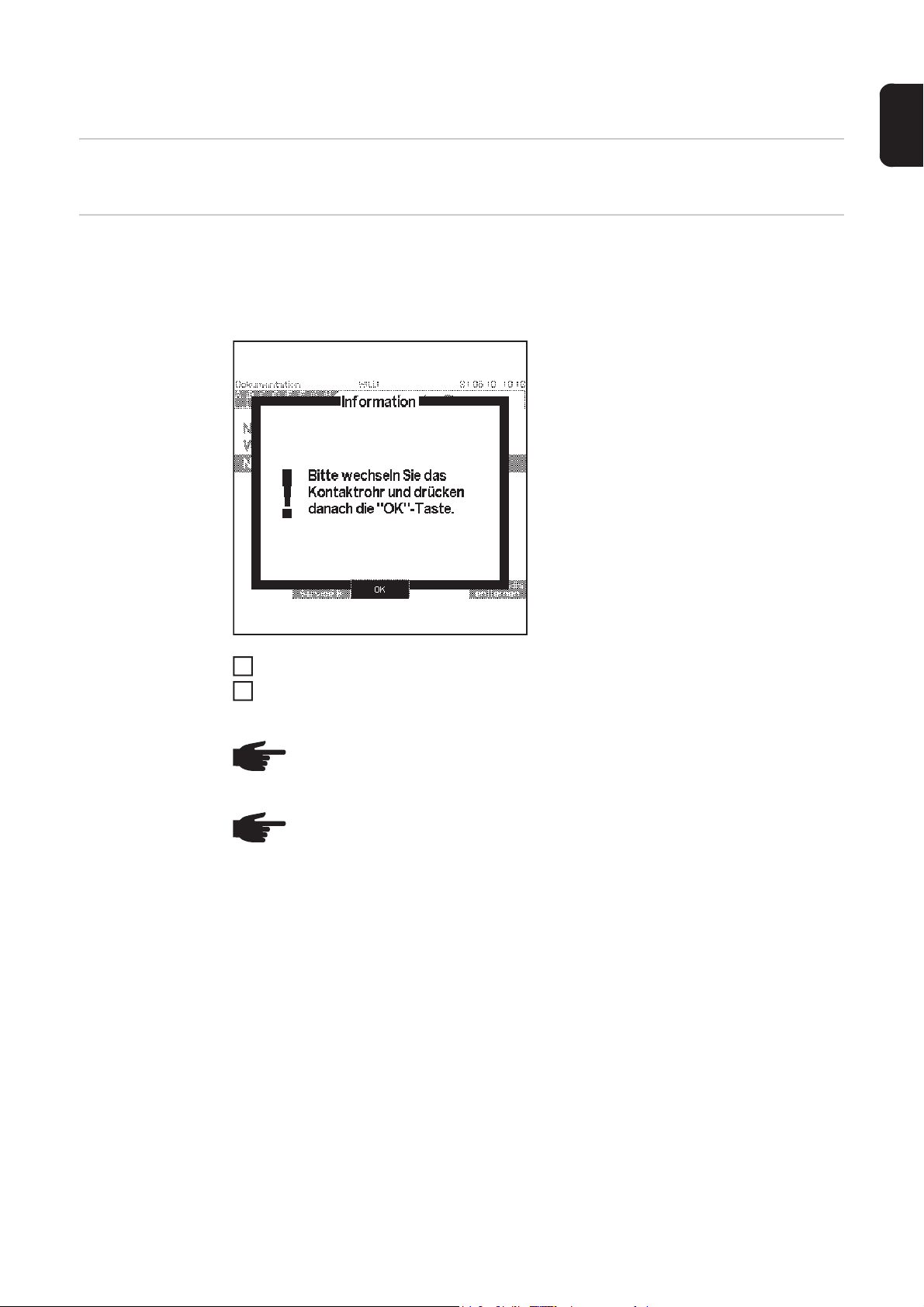
- Stromquelle gibt eine Nachricht zum
Wechsel des Kontaktrohres aus
Kontaktrohr wechseln
1
Mittels Taste „OK“ an der RCU 5000i den Kontaktrohr-Wechsel bestätigen
2
- Roboter ist betriebsbereit
HINWEIS! Wird das Signal ‘Authorization Service B‘ ohne einen Wechsel des
Kontaktrohres auf 0 gesetzt, wird die Reinigung unterbrochen. Das Signal ‘Seamcounter‘ und das Signal ‘Request Service B‘ wird auf 0 gesetzt.
HINWEIS! Die Stromquelle gibt das Signal ‘Limit signal or block welding‘ aus,
wenn der Nahtzähler den Naht-Trigger +100 erreicht, ohne dass vorher das Signal ‘Authorization Service B‘ vom Roboter an die Stromquelle ausgegeben wurde.
15
Page 18
Signalverläufe ‘Automtaic Request Service B‘
Kontaktrohr
wechseln erzwungene Anfrage durch Anlagenbediener
Taste „Erzwinge Service B“ an der
1
RCU 5000i drücken
Das Signal ‘Request Service B‘ setzen
2
- Der Roboter bewegt den
Schweißbrenner zur festgelegten
Position für den KontaktrohrWechsel
- Der Roboter gibt das Signal ‘Aut-
horization Service B‘ an die
Stromquelle aus
- nebenstehende Anzeige erscheint
Kontaktrohr überprüfen
3
Kontaktrohr wechseln:
Kontaktrohr wechseln
4
Mittels Taste ‘OK“ an der RCU 5000i den Kontaktrohr-Wechsel bestätigen
5
- Nahtzähler und das Signal ‘Authorization Service B‘ werden automatisch auf 0
gesetzt
- Roboter ist betriebsbereit
Kontaktrohr nicht wechseln:
16
Page 19
Taste „Abbrechen“ an der RCU 5000i drücken
1
4
- das Signal ‘Request Service B‘ wird auf 0 gesetzt
- Nahtzähler wird nicht zurückgesetzt
DE
Kontaktrohr
wechseln - zentrale Anfrage
Signalverläufe ‘Automatic Request Service B‘
Eine zentrale Anfrage dient zum Wechsel aller Kontaktrohre in einem bestimmten Arbeitsbereich.
Ablauf:
- Roboter gibt das Signal ‘Authorization Service B‘ an die Stromquelle aus
- Stromquelle gibt die Nachricht „Kontaktrohr wechseln“ aus
Kontaktrohr wechseln
Mittels Taste „OK“ an der RCU 5000i den Kontaktrohr-Wechsel bestätigen
2
- Nahtzähler und das Signal ‘Authorization Service B‘ werden automatisch auf 0
gesetzt
- Roboter ist betriebsbereit
17
Page 20
Signalverläufe ‘Centralized Request Service B‘
18
Page 21
Signale von der Mediumkontrolle
Allgemeines Folgende Signale stehen für die Mediumkontrolle zur Verfügung
- Kühlmittel-Durchfluss - Input 3
- Luftdruck - Input 2
- Gasdurchfluss - Input 4
DE
Kühlmittel-Durchfluss - Input 3
Luftdruck - Input
2
- Nebenstehende Anzeige erscheint
erst nach Schweißende
- Tritt ein Fehler während der Reinigung
auf, erscheint die Meldung sofort
- Nebenstehende Anzeige erscheint
erst nach Schweißende
- Tritt ein Fehler während der Reinigung
auf, erscheint die Meldung sofort
19
Page 22

Gasdurchfluss Input 4
- Nebenstehende Anzeige erscheint
erst nach Schweißstart
20
Page 23

Prozessabbild
DE
Signalausgänge
A01 Kollisionserkennung
A02 Option Schlüsselschalter am Bedienpanel der Stromquelle
senkrechte Position = Schweißsimulation
waagrechte Position = Schweißbetrieb
A03 Kommunikation bereit
A04 Zyklusende - geringe Aktivität
A05 Warngrenze Service B überschritten
A06 Reinigungsstation in Position unten
A07 Limit-Signal oder Fehler nach Schweißende
A08 reserviert
A09 Anfrage Service A (Reinigung)
A10 Anfrage Service B ( Kontaktrohr-Wechsel)
A11 nicht implementiert
A12 nicht implementiert
A13 nicht implementiert
A14 Prozessende
A15 reserviert
A16 Lichtbogen stabil
Signaleingänge
E01 Job-Nummer Bit 0
E02 Job-Nummer Bit 1
E03 Job-Nummer Bit 2
E04 Job-Nummer Bit 3
E05 Job-Nummer Bit 4
E06 Job-Nummer Bit 5
E07 Job-Nummer Bit 6
E08 Nicht implementiert
E09 Bestätigung Schweißprogramm
E10 Schweißstart
E11 Berechtigung Service A (Reinigung)
E12 Berechtigung Service B (Kontaktrohr wechseln)
E13 nicht implementiert
E14 nicht implementiert
E15 nicht implementiert
E16 Bestätigung Aktions-Code
Aktions-Codes
Nr. Aktions-Code
1 Nicht implementiert
2 Nicht implementiert
21
Page 24

Nr. Aktions-Code
3 Service A - Automatischer Modus
4 Gasventil offen
5 Gasventil geschlossen
6 Nicht implementiert
7 Nicht implementiert
8 Nicht implementiert
9 Nicht implementiert
22
Page 25

Dear reader,
Introduction Thank you for the trust you have placed in our company and congratulations on buying this
high-quality Fronius product. These instructions will help you familiarise yourself with the
product. Reading the instructions carefully will enable you to learn about the many different
features it has to offer. This will allow you to make full use of its advantages.
Please also note the safety rules to ensure greater safety when using the product. Careful
handling of the product will repay you with years of safe and reliable operation. These are
essential prerequisites for excellent results.
EN
23
Page 26

24
Page 27

Contents
General ...................................................................................................................................................... 27
Safety.................................................................................................................................................... 27
General information .............................................................................................................................. 27
Device concept ..................................................................................................................................... 27
System requirements ............................................................................................................................ 27
Available service programs................................................................................................................... 27
Settings for service program A and B ........................................................................................................ 28
Service program A settings................................................................................................................... 28
Service program B settings................................................................................................................... 28
Limit signals ............................................................................................................................................... 29
Limit signals .......................................................................................................................................... 29
Hiding limit signals ................................................................................................................................ 29
Activate welding simulation........................................................................................................................ 30
Activating welding simulation using the keylock switch ........................................................................ 30
Activating welding simulation using job number 100 ............................................................................ 30
Action codes .............................................................................................................................................. 31
Action codes ......................................................................................................................................... 31
End of the action code .......................................................................................................................... 31
Signal waveforms....................................................................................................................................... 32
'End of Cycle' signal waveform ............................................................................................................. 32
'Control Gas after Validation Program number' signal waveform ......................................................... 33
Service program A sequences................................................................................................................... 34
Settings for cleaning powered welding torches..................................................................................... 34
Cleaning powered welding torches....................................................................................................... 34
Cleaning non-powered welding torches................................................................................................ 35
Finishing cleaning after time-out ........................................................................................................... 36
Service program B sequences................................................................................................................... 37
General information .............................................................................................................................. 37
Replacing contact tube - automatic request ......................................................................................... 37
Replacing contact tube - forced request by system operator ............................................................... 38
Replacing contact tube - central request .............................................................................................. 39
Medium inspection signals......................................................................................................................... 41
General information .............................................................................................................................. 41
Coolant flow - input 3 ............................................................................................................................ 41
Air pressure - input 2............................................................................................................................. 41
Gas flow - input 4 .................................................................................................................................. 42
Process image ........................................................................................................................................... 43
Signal outputs ....................................................................................................................................... 43
Signal inputs ......................................................................................................................................... 43
Action codes ......................................................................................................................................... 43
EN
25
Page 28

26
Page 29

General
Safety
General information
Device concept AB DeviceNet Enterprise with the 'Autonomous Job' 4,062,015 software configuration is
These operating instructions are based on the "PSA FER 040/PSA FER 018" PSA document and describe the function of AB DeviceNet Enterprise with the 'Autonomous Job' software configuration in conjunction with Fronius power sources.
used as a robot control interface.
The interface includes the following functions for system operators:
- Setting the seam trigger for service program A and B
- Checking the welding torch cleaning device signals
WARNING! Incorrect operation or shoddy workmanship can cause serious injury
or damage. All activities described in these operating instructions may only be
carried out by trained and qualified personnel. All functions described in these operating instructions may only be used by trained and qualified personnel. Do not
carry out any of the work or use any of the functions described until you have fully
read and understood the following documents:
- these operating instructions
- all the operating instructions for the system components, especially the safety rules
EN
System requirements
Available service
programs
The RCU 5000i acts as the user interface:
- For displaying and setting the required parameters
- As a status indicator and information display while service programs are running
- For starting service programs manually
For details of the RCU 5000i, please refer to the 'RCU 5000i' operating instructions, item
number 42,0426,0021.
(1) 'Gateway Level 2' software option on the power source
Required to transmit all data and commands between the RCU 5000i and the power source UBST PC board using the "TAG system"
(2) Keylock switch option on power source with Comfort control panel
To activate welding simulation
The following service programs are available from the factory:
(1) Service program A
For cleaning the welding torch
(2) Service program B
For replacing the contact tube
27
Page 30

Settings for service program A and B
Service program
A settings
Service program
B settings
Setting range for pulse
count
Setting range for pulse time 0 - 1000 ms
Setting range for pulse
pause
Setting range for seam trig-
ger
Setting range for installa-
tion
Setting range for seam trigger
Setting range for warning 0 - 150
0 - 5
0 - 1000 ms
OFF / 1 - 150
seams
Fixed torch /
Torch on robot
OFF / 1 10000
seams
NOTE! Set seam trigger at least 1
higher than the wear warning.
28
Page 31

Limit signals
1
Limit signals This display appears if
- Limit signals have been activated by
the RCU 5000i
- Appropriate limit values have been defined, and if these are violated a limit signal is output
- The set limit values have been violated
EN
Hiding limit signals
Set the 'Validation Program number' signal to 0 and confirm by pressing 'OK'
on the RCU 5000i
29
Page 32

Activate welding simulation
Activating welding simulation using the keylock
switch
Activating welding simulation using job number
100
Turn the keylock switch on the power
1
source control panel to the vertical position
- "Welding simulation mode" is en-
abled
NOTE! When the switch is in the
horizontal position, Job mode is
enabled.
Retrieve job number 100
1
- "Welding without parts" mode is
enabled
30
Page 33

Action codes
1
Action codes Action codes are transmitted via the program bit codes.
End of the action
code
To confirm an action code, set the 'Validation Action Code' signal to 'High'
NOTE! If a safety switch (emergency stop button, etc.) is operated, the 'Validation
Action Code' signal is deactivated.
The following actions codes are available:
Action code Activate action code
Start cleaning Start service A
Gas valve open Turn the gas test signal to 'High' for a maximum of 10
seconds
Gas valve closed Set the gas test signal to 'Low'
- After the required action has started,
the 'End of Action' signal switches to
'High'
- After the robot has set the 'Validation
Action Code' signal to 'Low', the 'End of
Action' signal switches back to 'Low'
EN
31
Page 34

Signal waveforms
'End of Cycle' signal waveform
- After the required action has started,
the 'End of Cycle' signal switches to
'Low'
- After the power source has carried out
the required action, the 'End of Cycle'
signal switches to 'High'
32
Page 35

'Control Gas after
Validation Program number'
signal waveform
EN
'Control Gas after Validation Program number' signal waveform 01
- The robot sets the 'Validation Program number' signal to 'High'
- The power source sets the 'Gas test' signal to 'High'
- The power source starts welding without gas pre-flow
- When welding has finished, the 'Gas test' signal is set to 0
NOTE! If the robot does not start welding within 10 seconds, the 'Gas test' signal
is set to 0. The power source starts welding without gas pre-flow, because the gas
nozzle is already filled with gas.
'Control Gas after Validation Program number' signal waveform 02
33
Page 36

Service program A sequences
2
Settings for
cleaning powered
welding torches
Cleaning powered welding
torches
NOTE! If the cleaning interval settings are changed, the seam counter is automat-
ically reset.
Specify a cleaning interval of 0 - 150
1
- If the interval is set to 0, cleaning will not take place
Specify the length of pulses and pulse pauses in increments of 100 ms
- Minimum 100 ms, maximum 1000 ms
Set the number of pulses and pauses: 0 - 5
3
- If the seam counter reaches the seam
trigger value, the power source activates the 'Request Service A' signal
- The robot moves the welding torch to
the blow-out point
- When the robot reaches the blow-out
point, the power source receives the
'Authorization Service A' signal
- Cleaning cycle starts
- At the end of the cleaning cycle, the
'Request Service A' signal is set to 0.
The robot is ready for use. The seam
counter is automatically reset to 0
- At the beginning of the cleaning cycle, the 'End of Cycle' signal is set to 0. At the end
of the cleaning cycle, the 'End of Cycle' signal is reactivated.
NOTE! If the 'Authorization Service A' signal is set to 0 during the cleaning cycle,
the cleaning cycle is cancelled. The 'Seamcounter' signal and the 'Request Service A' signal are set to 0.
NOTE! The cleaning cycle also starts if
- A welding torch collision occurs
- The 'Torch Collision Protection' signal is set to 0
A signal is not sent to the robot control.
34
Page 37

Cleaning nonpowered welding
torches
- If the seam counter reaches the seam
trigger value, the power source activates the 'Request Service A' signal
- The robot sends the 'Authorization
Service A' signal to the power source.
- The power source starts the cleaning
cycle
Cleaning cycle:
- The robot moves the cleaning station
to the left-hand position
- When it reaches the left-hand position,
the robot moves the cleaning station to
the top position
- When it reaches the top position, the
welding torch is cleaned by blowing air
through it
- At the end of the cleaning cycle, the robot moves the cleaning station to the
bottom position
- When it reaches the bottom position,
the robot moves the cleaning station to
the right-hand position
End of cleaning cycle:
- At the end of the cleaning cycle, the
'Request Service A' signal is set to 0.
The robot is ready for use. The seam
counter is automatically reset to 0
- At the beginning of the cleaning cycle,
the 'End of Cycle' signal is set to 0. At
the end of the cleaning cycle, the 'End
of Cycle' signal is reactivated.
NOTE! If the 'Authorization Service A' signal is set to 0 during the
cleaning cycle, the cleaning cycle
is cancelled. The 'Seamcounter'
signal and the 'Request Service A'
signal are set to 0.
NOTE! The cleaning cycle also
starts if
- A welding torch collision occurs
- The 'Torch Collision Protection' signal is set to 0
EN
A signal is not sent to the robot
control.
35
Page 38

Pulse time and pulse pause signal waveform during the cleaning cycle
1
Finishing cleaning after time-out
If cleaning has not finished after one minute, this display appears.
To finish cleaning, proceed as follows:
Press "Cancel" on the RCU 5000i
36
Page 39

Service program B sequences
General information
Replacing contact tube - automatic request
Service B is activated if the seam trigger is not set to 0.
EN
An automatic request only occurs if
- Job number 100 has not been selected
- 'Power source ready' signal has been set
- Welding is not taking place
Sequence:
- The power source activates the 'Request Service B' signal when the seam
counter reaches the seam trigger
- The robot moves the welding torch to
the position defined for replacing the
contact tube
- The robot sends the 'Authorization
Service B' signal to the power source
- The power source outputs a message
to replace the contact tube
Replace the contact tube
1
Confirm that the contact tube has been replaced by pressing "OK" on the RCU 5000i
2
- The robot is ready for use
NOTE! If the 'Authorization Service B' signal is set to 0 without the contact tube
having been replaced, cleaning is interrupted. The 'Seamcounter' signal and the
'Request Service B' signal are set to 0.
NOTE! The power source outputs the 'Limit signal or block welding' signal if the
seam counter reaches the seam trigger +100, without the 'Authorization Service
B' signal having been sent by the robot to the power source beforehand.
37
Page 40

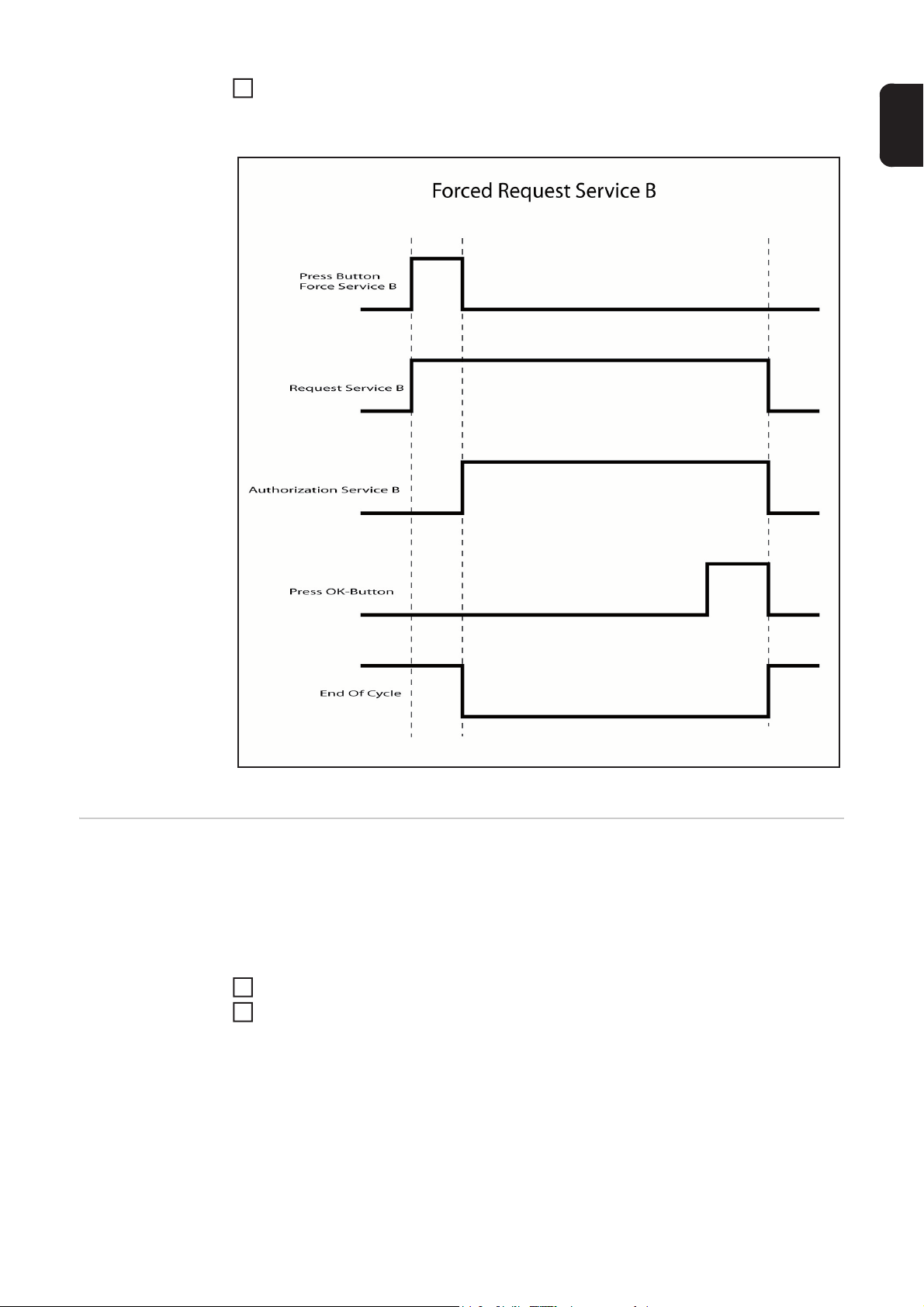
'Automatic Request Service B' signal waveforms
Replacing contact tube - forced
request by system operator
Press "Force Service B" on the RCU
1
5000i
Set the 'Request Service B' signal
2
- The robot moves the welding torch
to the position defined for replacing the contact tube
- The robot sends the 'Authorization
Service B' signal to the power
source
- This display appears
Check contact tube
3
Replacing the contact tube
Replace the contact tube
4
Confirm that the contact tube has been replaced by pressing "OK" on the RCU 5000i
5
- The seam counter and the 'Authorization Service B' signal are automatically set
to 0
- The robot is ready for use
Do not replace the contact tube
38
Page 41

Press "Cancel" on the RCU 5000i
1
4
- Set the 'Request Service B' signal to 0
- The seam counter is not reset
EN
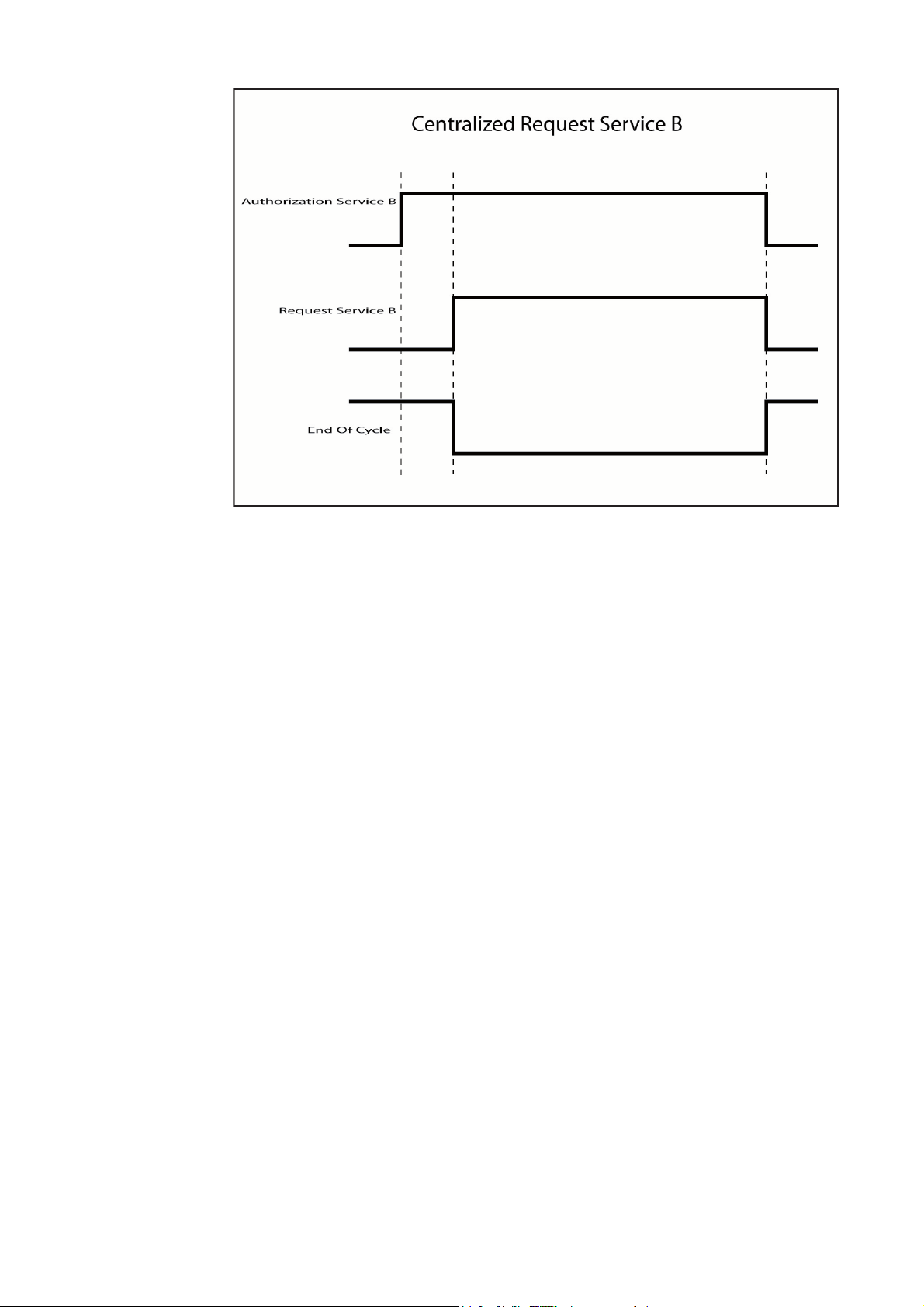
Replacing contact tube - central
request
'Automatic Request Service B' signal waveforms
A central request is used to replace all contact tubes in a specific operating range.
Sequence:
- The robot sends the 'Authorization Service B' signal to the power source
- The power source outputs the message "Replace contact tube"
Replace the contact tube
Confirm that the contact tube has been replaced by pressing "OK" on the RCU 5000i
2
- The seam counter and the 'Authorization Service B' signal are automatically set
to 0
- The robot is ready for use
39
Page 42

'Centralized Request Service B' signal waveforms
40
Page 43

Medium inspection signals
General information
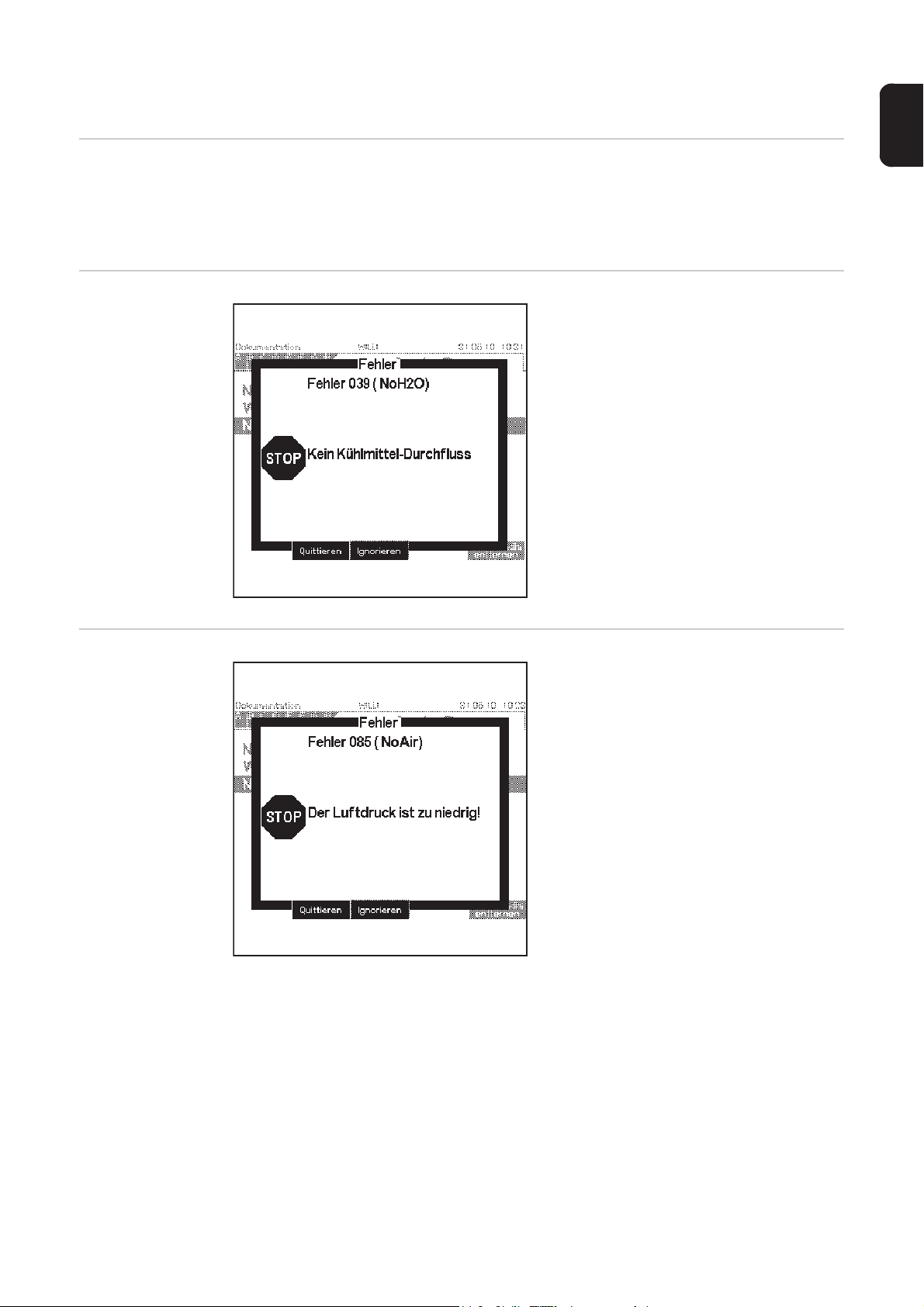
Coolant flow - input 3
The following signals are available for the medium inspection
- Coolant flow - input 3
- Air pressure - input 2
- Gas flow - input 4
- This display appears once welding has
finished
- If an error occurs during cleaning, this
message is displayed immediately
EN
Air pressure - input 2
- This display appears once welding has
finished
- If an error occurs during cleaning, this
message is displayed immediately
41
Page 44

Gas flow - input 4 - This display appears once welding has
started
42
Page 45

Process image
Signal outputs
A01 Collision detection
A02 Keylock switch option on the power source control panel
vertical position = welding simulation
horizontal position = welding mode
A03 Communication ready
A04 End of cycle - limited activity
A05 Service B warning limit exceeded
A06 Cleaning station in bottom position
A07 Limit signal or error after welding has finished
A08 Reserved
A09 Service A request (cleaning)
A10 Service B request (replace contact tube)
A11 Not implemented
A12 Not implemented
A13 Not implemented
A14 End of process
A15 Reserved
A16 Arc stable
EN
Signal inputs
E01 Job number bit 0
E02 Job number bit 1
E03 Job number bit 2
E04 Job number bit 3
E05 Job number bit 4
E06 Job number bit 5
E07 Job number bit 6
E08 Not implemented
E09 Welding program confirmation
E10 Welding start-up
E11 Service A authorisation (cleaning)
E12 Service B authorisation (replace contact tube)
E13 Not implemented
E14 Not implemented
E15 Not implemented
E16 Action code confirmation
Action codes
No. Action code
1 Not implemented
2 Not implemented
43
Page 46

No. Action code
3 Service A - Automatic mode
4 Gas valve open
5 Gas valve closed
6 Not implemented
7 Not implemented
8 Not implemented
9 Not implemented
44
Page 47

Cher lecteur
Introduction Nous vous remercions de la confiance que vous nous témoignez et nous vous félicitons
d'avoir acquis ce produit Fronius de haute qualité technique. Les présentes Instructions de
service doivent vous permettre de vous familiariser avec ce produit. Par une lecture attentive, vous apprendrez à connaître les diverses possibilités de votre produit Fronius. C'est
ainsi seulement que vous pourrez en exploiter au mieux tous les avantages.
Respectez les consignes de sécurité et veillez par ce biais à garantir davantage de sécurité sur le lieu d'utilisation du produit. Une manipulation appropriée de ce produit garantit
sa qualité et sa fiabilité à long terme. Ces deux critères sont des conditions essentielles
pour un résultat optimal.
FR
45
Page 48

46
Page 49

Sommaire
Généralités................................................................................................................................................. 49
Sécurité................................................................................................................................................. 49
Généralités............................................................................................................................................ 49
Concept de l’appareil ............................................................................................................................ 49
Configuration du système ..................................................................................................................... 49
Programmes de service disponibles ..................................................................................................... 49
Réglages pour les programmes de service A et B..................................................................................... 50
Réglages pour le programme de service A........................................................................................... 50
Réglages pour le programme de service B........................................................................................... 50
Limites dépassées ..................................................................................................................................... 51
Limites dépassées ................................................................................................................................ 51
Masquer les limites dépassées............................................................................................................. 51
Activer la simulation de soudage ............................................................................................................... 52
Activer la simulation de soudage à l'aide du commutateur à clé .......................................................... 52
Activer la simulation de soudage à l'aide du numéro de job 100.......................................................... 52
Codes Action.............................................................................................................................................. 53
Codes Action......................................................................................................................................... 53
Fin du code Action ................................................................................................................................ 53
Parcours de signaux .................................................................................................................................. 54
Parcours du signal « End of Cycle »..................................................................................................... 54
Parcours du signal « Control Gas after Validation Program number » ................................................ 55
Déroulements du programme de service A ............................................................................................... 56
Réglages pour le nettoyage de torches mobiles...................................................................................56
Nettoyage de torches mobiles .............................................................................................................. 56
Nettoyage de torches non mobiles ....................................................................................................... 57
Terminer le processus de nettoyage après Timeout............................................................................. 58
Déroulements du programme de service B ............................................................................................... 59
Généralités............................................................................................................................................ 59
Changer le tube de contact - Requête automatique ............................................................................ 59
Changer le tube de contact - Requête forcée par l'opérateur de l'installation ..................................... 60
Changer le tube de contact - Requête centrale .................................................................................... 61
Signaux du contrôle de fluide..................................................................................................................... 63
Généralités............................................................................................................................................ 63
Circulation de liquide de refroidissement - Entrée 3 ............................................................................. 63
Pression d'air - Entrée 2 ....................................................................................................................... 63
Débit de gaz - Entrée 4......................................................................................................................... 64
Reproduction du procédé........................................................................................................................... 65
Sorties de signaux ................................................................................................................................ 65
Entrées de signaux ............................................................................................................................... 65
Codes Action......................................................................................................................................... 65
FR
47
Page 50

48
Page 51

Généralités
Sécurité
Généralités Les présentes Instructions de service reposent sur le document PSA « PSA FER 040 /
PSA FER 018 » et décrit le fonctionnement de l'interface AB DeviceNet Enterprise avec la
configuration logicielle « Job Autonome » en liaison avec les sources de courant Fronius.
Concept de l’appareil
L'interface AB DeviceNet Enterprise avec la configuration logicielle « Job Autonome »
4,062,015 est utilisée en tant qu'interface pour la commande de robot.
L'interface comprend les fonctions suivantes pour l'opérateur de l'installation :
- Réglage du nombre de cycles avec soufflage pour les programmes de service A et B
- Contrôle des signaux de l'appareil de nettoyage de la torche
AVERTISSEMENT ! Les erreurs de commande et les erreurs en cours d'opération peuvent entraîner des dommages corporels et matériels graves. Tous les travaux décrits dans les présentes instructions de service ne doivent être effectués
que par un personnel qualifié. Toutes les fonctions décrites dans les présentes
instructions de service ne doivent être mises en œuvre que par un personnel qualifié. N'exécuter les travaux décrits et ne mettre en œuvre les fonctions décrites
que lorsque tous les documents suivants ont été entièrement lus et compris :
- les présentes instructions de service
- toutes les instructions de service des composants périphériques, en particulier les consignes de sécurité
FR
Configuration du
système
Programmes de
service disponibles
La RCU 5000i sert d'interface utilisateur :
- pour l'affichage et le réglage des paramètres nécessaires
- pour l'affichage d'états et d'informations pendant le déroulement de programmes de
service
- pour le démarrage manuel de programmes de service
Les détails relatifs à la RCU 5000i figurent dans les Instructions de service « RCU 5000i »
portant la référence 42,0426,0021.
(1) Option de logiciel « Gateway Level 2 » de la source de courant
indispensable pour la transmission de toutes les données et commandes entre la
RCU 5000i et le circuit imprimé UBST de la source de courant avec « TAGSystem »
(2) Option commutateur à clé pour une source de courant avec panneau de com-
mande Comfort
pour activer une simulation de soudage
Les programmes de service suivants sont disponibles à partir de l'usine :
(1) Programme de service A
pour le nettoyage de la torche
(2) Programme de service B
pour le remplacement du tube de contact
49
Page 52

Réglages pour les programmes de service A et B
Réglages pour le
programme de
service A
Réglages pour le
programme de
service B
Plage de réglage du nombre de soufflages
Plage de réglage du temps
de soufflage
Plage de réglage du temps
de pause
Plage de réglage du nombre de cycles avec soufflage
Plage de réglage du Monta-geTorche fixe /
Plage de réglage du nombre de cycles avec soufflage
Plage de réglage du niveau
d'alerte
0 - 5
0 - 1000 ms
0 - 1000 ms
ARRÊT / 1 150 soudures
Torche sur
robot
ARRÊT / 1 10000 soudures
0 - 150
REMARQUE! Le nombre de cycles avec soufflage doit toujours
être supérieur d'au moins une unité à celui du niveau d'alerte.
50
Page 53

Limites dépassées
1
Limites dépassées
Masquer les limites dépassées
L'indication ci-contre apparaît lorsque
- les limites dépassées ont été activées
à l'aide de l'interface RCU 5000i
- des valeurs limites correspondantes
ont été définies pour lesquelles un dépassement supérieur ou inférieur doit
être déclenché
- les valeurs limites déterminées ont été
dépassées, en plus ou en moins
Placer le signal « Validation Program
number » sur 0 et confirmer à l'aide de
la touche « OK » sur la RCU 5000i
FR
51
Page 54

Activer la simulation de soudage
Activer la simulation de soudage à
l'aide du commutateur à clé
Activer la simulation de soudage à
l'aide du numéro
de job 100
Placer le commutateur à clé sur le pan-
1
neau de commande de la source de
courant en position verticale
- Le mode « Simulation de
soudage » est activé
REMARQUE! Le mode Job est
activé en position horizontale du
commutateur à clé.
Afficher le numéro de job 100
1
- Le « Mode sans pièce » est activé
52
Page 55

Codes Action
1
Codes Action Les codes Action sont transmis par les codes Bit programme.
Pour valider le code Action correspondant, placer le signal « Validation Action Code »
sur la position « High »
REMARQUE! Si un interrupteur d'arrêt d'urgence est activé, le signal « Validation
Action Code » est désactivé.
Les codes Action suivants sont disponibles :
Code Action Activation du code Action
Démarrage du nettoyage Démarrer le service A
Vanne de gaz ouverte Placer le signal « Gas Test » sur « High » pendant 10
secondes au maximum
Vanne de gaz fermée Placer le signal « Gas Test » sur « Low »
FR
Fin du code Action
- Après le démarrage de l'action souhaitée, le signal « End of Action » passe
sur « High »
- Après que le robot a placé le signal «
Validation Action Code » sur « Low »,
le signal « End of Action » revient sur «
High »
53
Page 56

Parcours de signaux
Parcours du signal « End of
Cycle »
- Après le démarrage de l'action souhaitée, le signal « End of Cycle » passe
sur « Low »
- Après que la source de courant a exécuté l'action souhaitée, le signal « End
of Cycle » passe sur « High »
54
Page 57

Parcours du signal « Control
Gas after Validation Program
number »
FR
Parcours du signal « Control Gas after Validation Program number » 01
- Le robot place le signal « Validation Program number » sur « High »
- La source de courant place le signal « Gas Test » sur « High »
- La source de courant démarre le soudage sans prédébit de gaz
- En fin de soudage, le signal « Gas Test » est placé sur 0
REMARQUE! Si le robot ne démarre pas le soudage dans les 10 secondes, le
signal « Gas Test » est placé sur 0 La source de courant démarre le soudage
sans prédébit de gaz, car la buse gaz est déjà remplie de gaz.
Parcours du signal « Control Gas after Validation Program number » 02
55
Page 58

Déroulements du programme de service A
2
Réglages pour le
nettoyage de torches mobiles
Nettoyage de torches mobiles
REMARQUE! Si les réglages de l'intervalle de nettoyage sont modifiés, le comp-
teur est automatiquement réinitialisé.
Régler l'intervalle de nettoyage de 0 à 150
1
- Avec le réglage à 0, aucun nettoyage n'est effectué
Régler la durée des temps de soufflage et des temps de pause par incréments de 100
ms
- Minimum 100 ms, maximum 1000 ms
Régler le nombre des temps de soufflage et des temps de pause de 0 à 5
3
- Lorsque le compteur atteint le nombre
de cycles de soudage, la source de
courant active le signal « Request Service A »
- Le robot déplace la torche jusqu'au
point de soufflage
- Lorsque le robot atteint le point de
soufflage, la source de courant reçoit
le signal « Authorization Service A »
- Le cycle de nettoyage démarre
- Après la fin du cycle de nettoyage, le
signal « Request Service A » est placé
sur 0. Le robot est prêt à fonctionner Le
compteur est automatiquement remis
à 0
- Après le début du cycle de nettoyage, le signal « End of Cycle » est placé sur 0. Après
la fin du cycle de nettoyage, le signal « End of Cycle » est réactivé.
REMARQUE! Si le signal « Authorization Service A » est placé sur 0 pendant le
cycle de nettoyage, celui-ci est interrompu. Le signal « Seamcounter » et le signal
« Request Service A » sont placés sur 0.
REMARQUE! Le cycle de démarrage démarre, même si
- une collision de torche a eu lieu
- le signal « Torch Collision Protection » a été placé sur 0
Un signal n'a cependant pas été envoyé à la commande de robot.
56
Page 59

Nettoyage de torches non mobiles
- Lorsque le compteur atteint le nombre
de cycles de soudage, la source de
courant active le signal « Request Service A »
- Le robot donne le signal
« Authorization Service A » à la source
de courant.
- La source de courant démarre le cycle
de nettoyage
Cycle de nettoyage :
- le robot déplace la station de nettoyage vers la position gauche
- Lorsque la position gauche est atteinte, le robot déplace la station de nettoyage vers la position supérieure
- Lorsque la position supérieure est atteinte, le nettoyage est exécuté par
soufflage de la torche
- Après la fin du cycle de nettoyage, le
robot déplace la station de nettoyage
vers la position inférieure
- Lorsque la position inférieure est atteinte, le robot déplace la station de
nettoyage vers la position droite
Fin du cycle de nettoyage :
- Après la fin du cycle de nettoyage, le
signal « Request Service A » est placé
sur 0. Le robot est prêt à fonctionner Le
compteur est automatiquement remis
à 0
- Après le début du cycle de nettoyage,
le signal « End of Cycle » est placé sur
0. Après la fin du cycle de nettoyage, le
signal « End of Cycle » est réactivé.
REMARQUE! Si le signal
« Authorization Service A » est
placé sur 0 pendant le cycle de
nettoyage, celui-ci est interrompu.
Le signal « Seamcounter » et le
signal « Request Service A » sont
placés sur 0.
REMARQUE! Le cycle de démarrage démarre, même si
- une collision de torche a eu
lieu
- le signal « Torch Collision
Protection » a été placé sur 0
FR
Un signal n'a cependant pas été
envoyé à la commande de robot.
57
Page 60

Parcours du signal temps de soufflage et temps de pause durant le cycle de nettoyage
1
Terminer le processus de nettoyage après
Timeout
Si le processus de nettoyage n'est pas terminé après une minute, l'indication ci-contre apparaît.
Pour terminer le processus de nettoyage,
procéder comme suit :
Appuyer sur la touche « Annuler » sur
la RCU 5000i
58
Page 61

Déroulements du programme de service B
Généralités Le service B est activé lorsque le nombre de cycles de soufflage n'est pas placé sur 0.
Changer le tube
de contact - Requête automatique
Une requête automatique n'apparaît que si
- le numéro de job 100 n'est pas sélectionné
- le signal « Power source ready » est activé
- aucun soudage n'est en cours
Déroulement :
- La source de courant active le signal
« Request Service B » lorsque le
compteur de soufflages atteint le
nombre de cycles avec soufflage
- Le robot déplace la torche vers la position déterminée pour le remplacement
du tube de contact
- Le robot donne le signal
« Authorization Service B » à la source
de courant.
- La source de courant envoie un message pour le remplacement du tube de
contact
Changer le tube de contact
1
Confirmer le remplacement du tube de contact à l'aide de la touche « OK » sur la RCU
2
5000i
- Le robot est prêt à fonctionner
FR
REMARQUE! Si le signal « Authorization Service B » est placé sur 0 sans rem-
placement du tube de contact, le nettoyage est interrompu. Le signal
« Seamcounter » et le signal « Authorization Service B » sont placés sur 0.
REMARQUE! La source de courant émet le signal « Limit signal or block
welding » lorsque le compteur atteint le nombre de cycles de souffage +100, sans
que le robot ait auparavant envoyé le signal « Authorization Service B » à la source de courant.
59
Page 62

Parcours de signal « Automatic Request Service B »
Changer le tube
de contact - Requête forcée par
l'opérateur de
l'installation
Appuyer sur la touche « Forcer Service
1
B » sur la RCU 5000i
Activer le signal « Request Service B »
2
- Le robot déplace la torche vers la
position déterminée pour le
remplacement du tube de contact
- Le robot donne le signal
« Authorization Service B » à la
source de courant.
- L'indication ci-contre apparaît
Vérifier le tube de contact
3
Changer le tube de contact :
Changer le tube de contact
4
Confirmer le remplacement du tube de contact à l'aide de la touche « OK » sur la RCU
5
5000i
- Le compteur et le signal « Authorization Service B » sont automatiquement placés sur 0
- Le robot est prêt à fonctionner
60
Page 63

Ne pas remplacer le tube de contact :
Appuyer sur la touche « Annuler » de la RCU 5000i
4
- Le signal « Request Service B » est placé sur 0
- Le compteur n'est pas réinitialisé
FR
Changer le tube
de contact - Requête centrale
Parcours de signal « Automatic Request Service B »
Une requête centrale sert au remplacement des tous les tubes de contact dans une zone
de travail déterminée.
Déroulement :
- Le robot donne le signal « Authorization Service B » à la source de courant.
- La source de courant émet le message « Changer le tube de contact »
Changer le tube de contact
1
Confirmer le remplacement du tube de contact à l'aide de la touche « OK » sur la RCU
2
5000i
- Le compteur et le signal « Authorization Service B » sont automatiquement placés sur 0
- Le robot est prêt à fonctionner
61
Page 64

Parcours de signal « Centralized Request Service B »
62
Page 65

Signaux du contrôle de fluide
Généralités Les signaux suivants sont disponibles pour le contrôle de fluide
- Circulation de liquide de refroidissement - Entrée 3
- Pression d'air - Entrée 2
- Débit de gaz - Entrée 4
Circulation de liquide de refroidissement Entrée 3
Pression d'air Entrée 2
- L'indication ci-contre n'apparaît qu'après la fin du soudage
- En cas d'erreur durant le nettoyage, le
message apparaît immédiatement
- L'indication ci-contre n'apparaît qu'après la fin du soudage
- En cas d'erreur durant le nettoyage, le
message apparaît immédiatement
FR
63
Page 66

Débit de gaz - Entrée 4
- L'indication ci-contre n'apparaît qu'après le début du soudage
64
Page 67

Reproduction du procédé
Sorties de signaux
A01 Reconnaissance de collision
A02 Option commutateur à clé sur le panneau de commande de la source
de courant
Position verticale = Simulation de soudage
Position horizontale = Soudage
A03 Communication prête
A04 Fin de cycle - faible activité
A05 Limite d'avertissement Service B dépassée
A06 Station de nettoyage en position inférieure
A07 Signal limite ou erreur après la fin de soudage
A08 réservé
A09 Requête Service A (nettoyage)
A10 Requête Service B (remplacement tube de contact)
A11 non implémenté
A12 non implémenté
A13 non implémenté
A14 Fin de processus
A15 réservé
A16 Arc électrique stable
FR
Entrées de signaux
E01 Numéro job Bit 0
E02 Numéro job Bit 1
E03 Numéro job Bit 2
E04 Numéro job Bit 3
E05 Numéro job Bit 4
E06 Numéro job Bit 5
E07 Numéro job Bit 6
E08 non implémenté
E09 Confirmation programme de soudage
E10 Début du soudage
E11 Habilitation Service A (nettoyage)
E12 Habilitation Service B (changer le tube de contact)
E13 non implémenté
E14 non implémenté
E15 non implémenté
E16 Confirmation code Action
Codes Action
N° Code Action
1 non implémenté
2 non implémenté
65
Page 68

N° Code Action
3 Service A - Mode automatique
4 Vanne de gaz ouverte
5 Vanne de gaz fermée
6 non implémenté
7 non implémenté
8 non implémenté
9 non implémenté
66
Page 69

FR
67
Page 70

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
Under http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations
E-Mail: sales@fronius.com
www.fronius.com
www.fronius.com/addresses
 Loading...
Loading...