

Page 1

EF1-230V Hand-Held Welder
Operating Manual
For use Only with UPP™ Electrofusion Components
Franklin Fueling Systems • 3760 Marsh Rd. • Madison, WI 53718 USA
Tel: +1 608 838 8786 • 800 225 9787 • Fax: +1 608 838 6433
• www.franklinfueling.com
Page 2

2
Warning
UPP™ welding units must never be operated in Zone1
or Zone 0 areas!
Hazardous area denitions are from European Directive 1999/92/EC (further
guidelines can be found in the APEA Blue Book 2nd Edition).Further guidelines
are found in IEC 60079-10-1, “Explosive atmospheres - Part 10-1: Classication
of areas - Explosive gas atmospheres”
Safety
• The EF1 is designed for usage on construction sites and meets applicable
European and International safety standards. The machine should be
handled with the care usually given to electrical equipment, especially during
transport.
•
The machine must only be used outside of hazardous areas (zones 0, 1 and 2).
• Each time it is used, check the condition of the machine, particularly the
mains power cable. If any damage is discovered, contact the supplier
immediately and do not use the machine.
• Check the state of the welding cables before use and replace them if there is
any doubt about their condition.
• Protect the welder from getting wet.
• Always check that the power source is within the parameters shown below
before using the EF1.
• Never lift or pull the machine by its power cable or the welding cables.
Never
disconnect welding cables by pulling the cable; always pull off the connectors.
• Never re-weld a tting that is still warm. Serious re or burn damage
can occur and hot material may be ejected from the weld zone. Power
conducting elements may become exposed creating an electrical shock
hazard.
Liability Restrictions
All liabilities of the supplier are invalidated in the following cases:
• The EF1 is used outside the indicated application area.
• Non-UPP™ ttings or pipe are used.
• The operator has not been trained to use the EF1 or the UPP™ system.
• Operating instructions have not been observed.
• Unauthorised repairs, maintenance or modications have been carried out.
• The EF1 has been used outside of its technical specication.
• Safety instructions have not been observed.
• Improper or inadequate maintenance.
• Misuse, physical abuse or any use not in accordance with the operating
manual or good industry practice.
• Improper site preparation or site maintenance.
Page 3
3
Technical Specications
Stock code _________________ EF1-230V
Supply voltage ______________ 230 V +/- 15% (194 V to 264 V)
Supply frequency ____________ 50/60 Hz (40 Hz to 70 Hz)
Supply power _______________ 2.8 kW / 3.5 kVA
Supply protection ____________ Class 1 earthed (grounded)
Environmental protection ______ IP65
Operating temperature ________ -15 ºC (5 ºF) to +45 ºC (113 ºF)
Shipping dimensions 460 mm (18") wide x 210 mm (8.3") deep
x 210 mm (8.3”) high
Shipping weight _____________ 3.6 kg (8 lb)
Power Supply
Welder must be powered with:
• A quality 230 VAC, 50 Hz power supply with maximum tolerance of ± 15%.
• A quality generator capable of supplying a minimum of 2.8 kW (3.5 kVA).
Note that an earth-spike (grounding rod) must be used with generators.
If used with a 110v to 230v step-up transformer follow these specications:
• Safety Isolating transformer: 3.3 kVA minimum.
• Auto transformer: 3.3 kVa minimum.
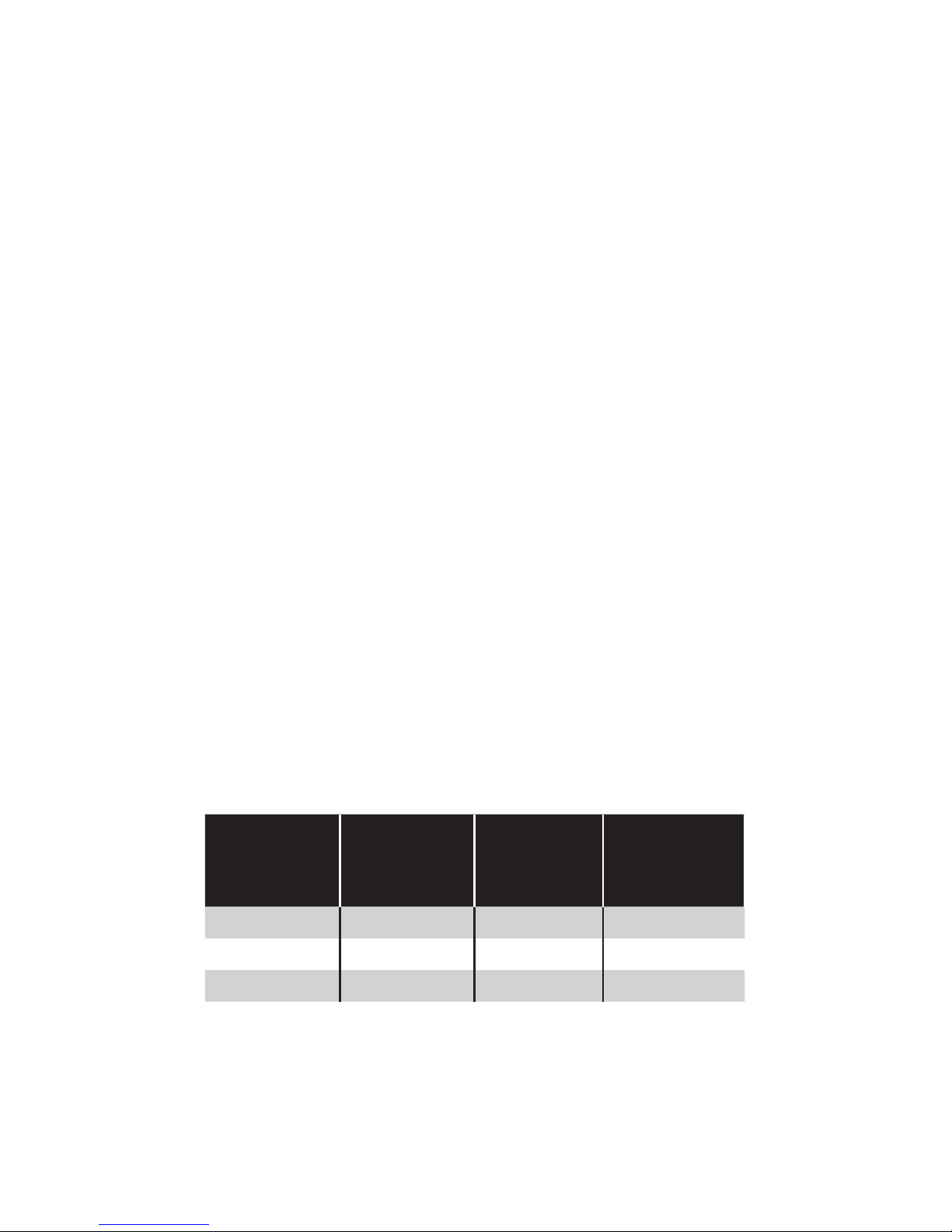
Extension Cords / Cables
Extension cables must comply with or be equivalent to H07RN-F
specications. Cable use must comply with the following table.
Wire Size
Metric
AWG Wire
Size
Maximum
Length,
meters
Maximum
Length, feet
1.5 mm 15 25 82
2.5 mm 13 50 164
4.0 mm 11 75 246
Note: All cable must be unwound from reel to prevent inductive heating
effects.
Page 4
4
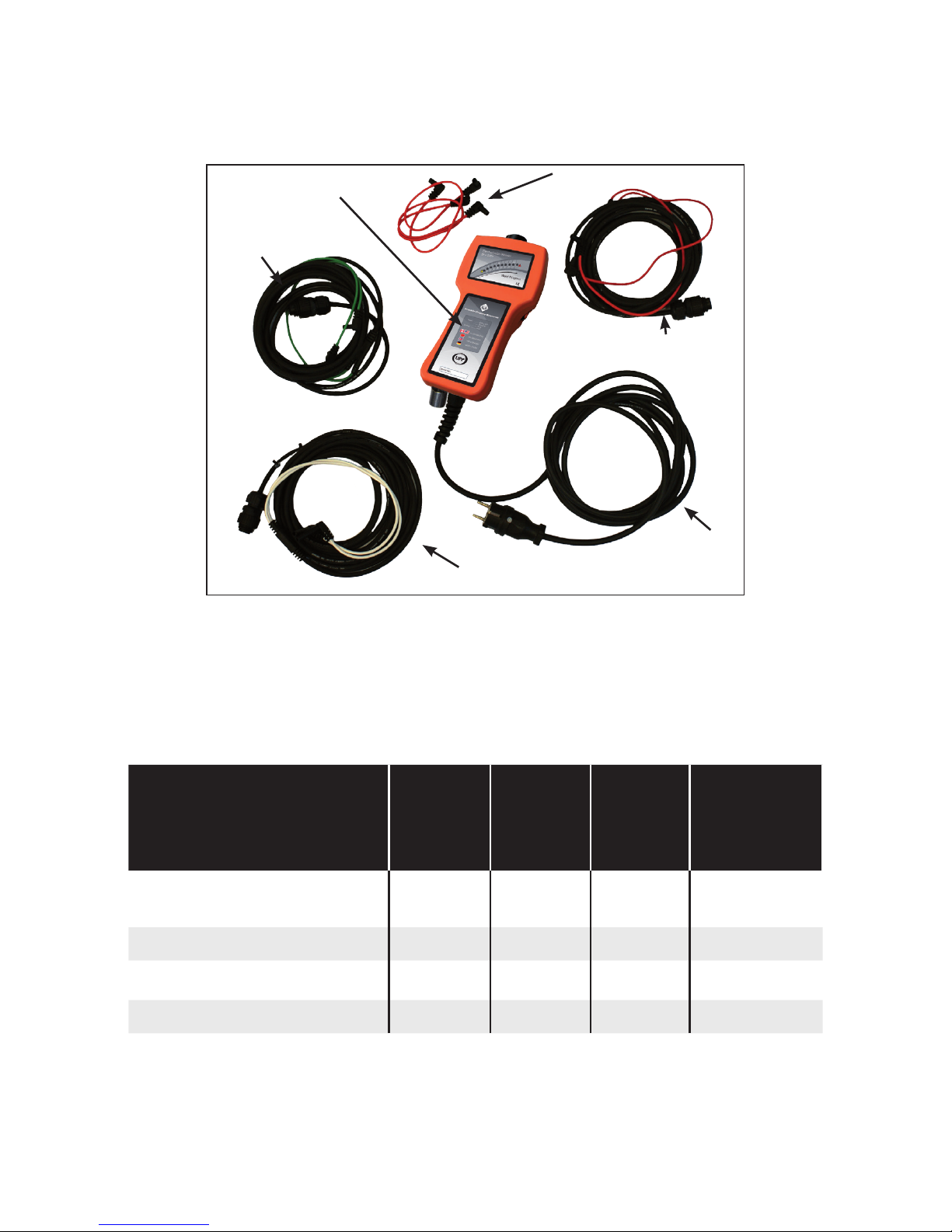
Note: EF1 welding cables use special 7 pin connectors.
Parts
Bridging cables (x2)
EF
1 Electrofusion Welder
7pin Secondary
welding cable
Power cable
7 Pin Fusion chamber welding cable
Application
The EF1 is designed to automatically weld UPP™ Primary and Secondary
Containment electrofusion ttings, Electrofusion Chambers and Large
diameter 10 amp ttings. This is done by using color-coded welding leads as
shown below.
Type
of
Fitting
Welding
Cable
Colour
Size of
Welding
Pin
(mm)
Current
(amps)
Weld Time
@ 20C
(Seconds)
Primary and Gemini
Secondary ttings
Red 4 4 184
Secondary Green 2 5 80
Fusion Chamber White 2.3 7 360
Large Diameter (10amp) Black 2 10 365
The EF1 can be used in ambient temperatures between -15 °C (5 ºF) and
+45 °C (113 ºF). Only personnel fully trained and certied in the use and
installation of the UPP™ system should use this equipment.
7 pin Primary and Gemini
Secondary welding cable
Page 5

5
Main Features
UPP™ electrofusion ttings are welded using a constant current. The EF1
automatically recognizes the tting when connected and applies the correct
amount of energy for a successful weld.
7 pin Weld cable
connector
Fault
indicator
Weld progress
LED’s
Temperature sensor
Power on Indicator
ON / OFF Switch (on
side of unit)
START / STOP button
The EF1 takes the ambient temperature into account when calculating the
energy required to weld correctly. It must therefore be allowed to reach
ambient temperature before use and must be at the same temperature as the
tting to be welded. The temperature sensor is located adjacent to the power
cable entry gland.
The EF1 works on standard alternating current and either a mains connection
or a generator can be used. Generators must have a rated output of at least
3.5 kVA and power input must be between 194 and 264 volts at 40 to 70 Hz.
The EF1 has an on / off button, a weld start button and an LED display
showing the weld progress. The LEDs can also show any fault conditions that
may affect the weld.
Page 6

6
Using the EF1
• Ensure that the machine is positioned outside hazardous zones
ATEX 0, 1 and 2.
• Allow the machine and ttings to reach the ambient temperature of the site.
• Keep the machine out of direct sunlight and free of any obstruction.
• Make sure ttings and pipe have been prepared in accordance with UPP™
Installation instructions.
Follow the steps below to weld Electrofusion ttings.
1. Connect the required welding lead to the EF1 Welder:
PRIMARY and GEMINI SECONDARY ttings = RED (ORANGE) cable
SECONDARY ttings = GREEN cable
FUSION CHAMBER = WHITE cable
10 AMP ttings = BLACK cable
2. Connect the welding lead to the UPP™ fusion tting(s), making sure
connectors are rmly pushed onto the pins.
3. Connect the EF1 Welder to suitable 230V power supply.
4. Turn the unit ON. All LEDs light in sequence, then green Power LED
remains on.
5. Momentarily depress the orange START button until rst weld light
illuminates. The rst weld light comes on, then successive LEDs light
up until green 100% LED is lit, showing weld is complete.
6. Disconnect welding lead from tting. The 100% LED and Power LED
remains on.
7. ALWAYS Reset for next weld by holding START button for 3 seconds.
All LEDs will light in sequence, then the green power LED remains on.
Other Important Tips
• Switch off the machine during breaks and at the end of the job.
• The weld cycle can be stopped at any time by pressing the START/STOP
button. This will generate an error code and you must wait for the tting to
cool before attempting to continue.
• If you have any doubt about a welded joint, UPP™ ttings can be welded
again provided they are left to cool at ambient temperature for a minimum of
one hour.
Never re-weld a tting that is still warm. Serious re
damage can occur and hot material may be ejected from
the weld zone creating a burning hazard.
Power conducting elements may become exposed
creating an electrical shock hazard.
Warning
Warning
Page 7

7
A
B
Multiple Welds
In Primary mode the EF1 can
simultaneously weld up to three
UPP™ ttings, provided that:
• The sum of the resistance values
(circled number on UPP™
ttings) does not exceed 10.
• The UPP™ ttings are
connected to the EF1 in series
using the bridging leads provided
(see photos A & B).
You can ensure that you have
connected the ttings correctly and
that the welds are successful by
checking that all of the connected
ttings get warm and that all of the
indicator pins are exposed at the
end of the welding time. Fusion
ttings with X or no marking may
NOT be welded in series.
Maintenance
• There are no user serviceable parts inside the EF1 welding unit.
• Damaged or defective products should be returned to an approved service agent for
repair or calibration.
• Welding unit and cables should be checked for damage or defects and parts repaired
or replaced prior to each use.
• The welding unit can be cleaned using a soft brush or cloth.
• After use, carefully coil cables and store in the compartments provided in the carry
case.
• Electrical Safety Testing “Portable Appliance Test” (PAT) should be carried out in
accordance with local legislation.
• It is recommended that the welder is returned to Franklin Fueling Systems on a
regular basis, at around 3 year intervals, for checking and recalibrating.
Page 8

8
Fault Indicators
When an error has occurred during the weld cycle that will have an effect on
the success of the joint, the red warning LED on the right side of the display
will light up. Also one of the “weld progress” lights will light up at the same time
to show what type of fault has occurred.
Error
LED
Fault
Indicated
Meaning Solution
1
Power supply
failure during
weld
The power supply was
off at sometime during
the weld
• Check and repair power supply
• Check plug connection
• Check cables are not damaged or
broken
• Re-weld tting only after it is allowed
to cool to ambient temperature
2
Stop button
pressed
during weld
Stop button was
pressed
• Re-weld tting only after it is allowed
to cool to ambient temperature
3
Power supply
out of limits
Supply frequency not
between 40 and 70
Hz, or Voltage not
between 194 & 264V
• Check and rectify generator output
• Check mains supply
• Make sure supply is to required
specication
4
Ambient
temperature
out of range
Temperature of the
EF1 is not between
-15° C (5º F) and
+45° C (113º F)
• Allow EF1 and tting to cool in the
shade
• Wait for ambient temperature to return
to range
5
No output
current
(open circuit)
Loose connection to
terminal pin
Loose contact in the
welding circuit
Faulty tting
Start button not
depressed for long
enough
• Make sure connectors are pushed
rmly on to terminal pins
• Check welding cable connection and
continuity
• Move generator closer and use shorter
extension cord
• Replace tting
• See operating sequence, step 5
6
Low output
current
Resistance value of
tting is too high
Too many ttings
connected in series
(Primary mode only)
Input voltage too low
• Use only UPP™ electrofusion ttings
and correct welding cable
• Check resistance codes on ttings - do
not exceed a sum total of 10
• Check supply voltage
• Check extension leads being used are
to specication
7
High output
current
Regulation error in
electronics
• Switch off machine and switch on
again after 10 seconds.
• Ensure welder is within temperature
range
• If problem persists, return EF1 to
supplier
The EF1 can be reset after a fault has been remedied by pressing and holding
the START / STOP button for 3 seconds.
Page 9

9
According to the European Directive 2008/34/EC
Waste Electrical and Electronic Equipment (WEEE),
when no longer suitable for use, this equipment must
be separately collected and sent for recycling.
According to the European Directive 2008/35/EC
Restriction of Hazardous Substances (RoHS), this
equipment does not contain more than the agreed levels
of Lead, Cadmium, Mercury, Hexavalent Chromium,
Polybrominated Biphenyl (PBB) and Polybrominated
Diphenyl Ether (PBDE) ame retardants.
Declaration of Conformity
This welding unit has been designed to comply with the harmonised standards
under “New Approach” directives and has been CE Marked accordingly.
The applicable standards are:
• 2004/108/EC Electromagnetic compatibility.
• 2006/95/EC Low voltage equipment.
• 98/37/EC Machinery safety.
• 94/62/EC Packaging and packaging waste.
• 2008/34/EC Waste electrical and electronic equipment.
• 2008/35/EC Restriction of hazardous substances.
Disposal
The equipment and packaging should be sorted for
environmentally friendly recycling.
IMPORTANT!
Do not dispose of this equipment into
household waste.
Andrea Ticci Signed on behalf of Franklin Fueling Systems
RoHS Compliant
Directive 2008/
35/ EC
Page 10

10
Page intentionally blank
Page 11

11
Page intentionally blank
Page 12

©FFS 2014 408001010 Rev4
 Loading...
Loading...