

Page 1

SERVO / STEPPER CONTROLLER & COUNTER
EASY-NC
(10 點位置控制 / 1 組 6 位數計數器)
使用說明 V1.07
1
Page 2
【 索 引 】
一. 功能介紹 3
二. 操作面板功能 3
三. 操作面板指示燈 3
四. 參數設定說明 4
五. 計數器設定 4
六. 位置設定 4
七. 速度設定 5
八. 設定範例 5
九. 接線圖 7
十. 接線端腳位說明 8
十一. 輸出入訊號迴路說明 8
十二. 參數使用說明 9
十三. 安裝尺寸 12
十四. 補充說明 12
十五. 各型伺服器接線圖 13
使用本產品前,請先熟讀此使用說明書有關產品之規格及安全上之注意事項。
請妥善保存此說明書,以備隨時查閱。
2
Page 3
一. 功能介紹:
4 5 6 1 2 3 0
LENGTH
RPM
SPEED COUNTER
TIMER
位置控制器 :1組10點的位置控制器。(脈波頻率 400Kpps,可驅動伺服/步進驅動器)
計數器 :1組6位數的計數器。(計數範圍:1~999,999,計數頻率:3KHz)
電源供應器 :內建 AC100~240V 電源供應器。
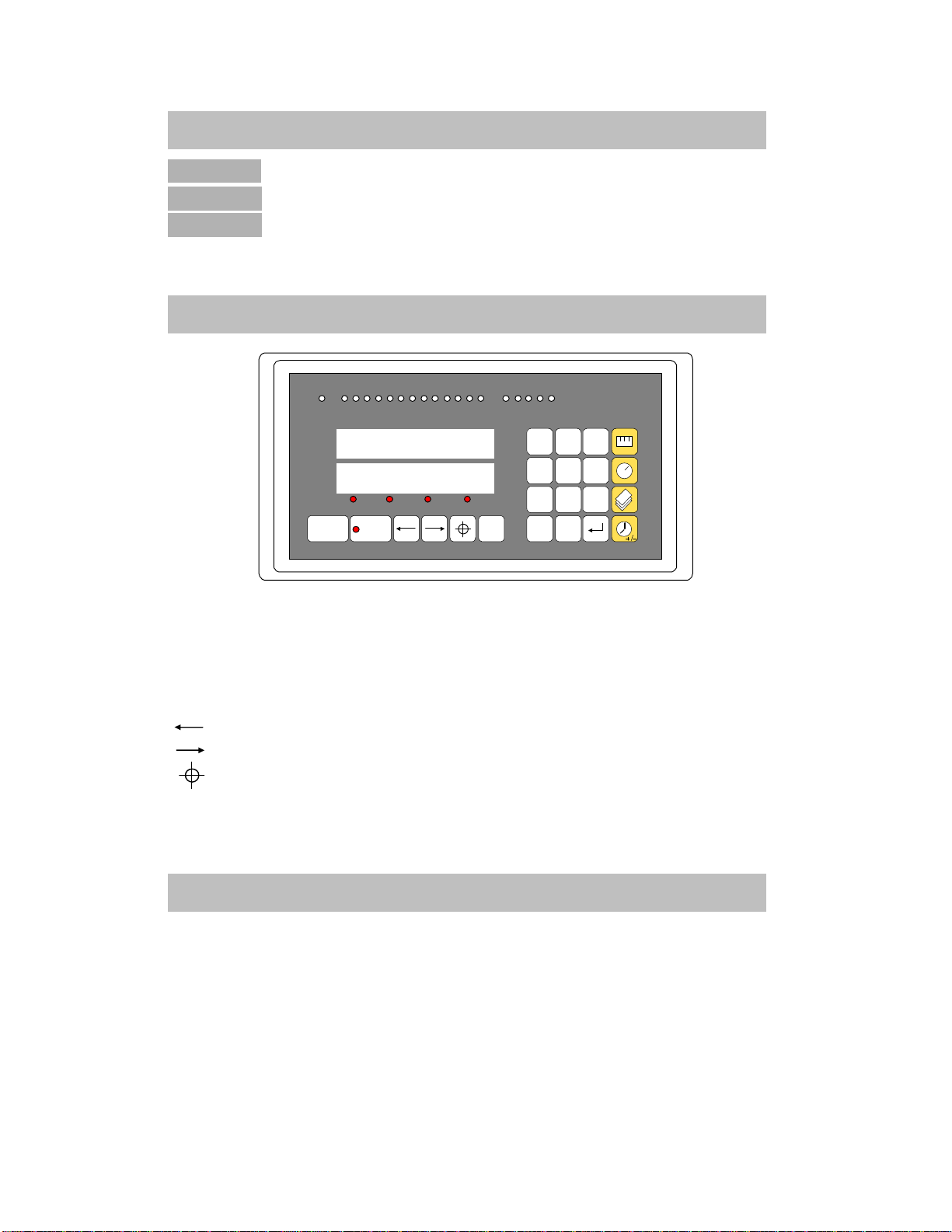
二. 操作面板功能:
POWER STA STP X0 X1 X2 X3 X4 X5 X6 X7 LS RS DOG Y0 Y1 Y2 Y3 Y4
7 8 9
STOP START
RESET
CLR
START 鍵 :當步序選擇輸入腳位 X5,X6,X7 全部 OFF 時,依設定的位置(L001…L010)、速度
(r001…r010),順序移動伺服馬達。
依步序選擇輸入腳位(X5,X6,X7),解碼所選到的步序(L001~L007)移動馬達。
STOP 鍵 :立即減速停止馬達的運轉,並將程式重置。下次啟動將重頭執行。
鍵 :寸動前進。寸動速度由P18 JSP設定。
鍵 :寸動後退。寸動速度由P18 JSP 設定。
鍵 :機械原點復歸,或將目前位置歸零 (參數 P19 HSP = 0) 。
RESET 鍵 :計數器復歸。
三. 操作面板指示燈:
START :在 START 鍵上有一個指示燈,當啟動程式內的程序時,燈會亮起。
直到程式執行到 END 或按下 STOP,才會熄掉。
POWER :當送電時燈亮。
STA, STP :輸入指示燈,當對應的輸入接點導通時燈亮。
X0~X7 :輸入指示燈,當對應的輸入接點導通時燈亮。
LS, DOG, RS :輸入指示燈,當對應的輸入接點導通時燈亮。
Y0~Y4 :輸出指示燈,當對應的輸出接點導通時燈亮。
3
Page 4
四. 參數設定:
L002
0 0 0
L010
Cnt
0
L001
非設定模式時,按住 2秒後,顯示器出現 P00 ACC, 可依序顯示各參數。
各參數意義請參考
若 P15 PAS 有設定密碼時,按住 2秒後,會出現 PASS Id 畫面詢問密碼,此時輸入
3
參數使用說明
。
3
P15內的密碼,即可進入參數區,否則會跳回原畫面。
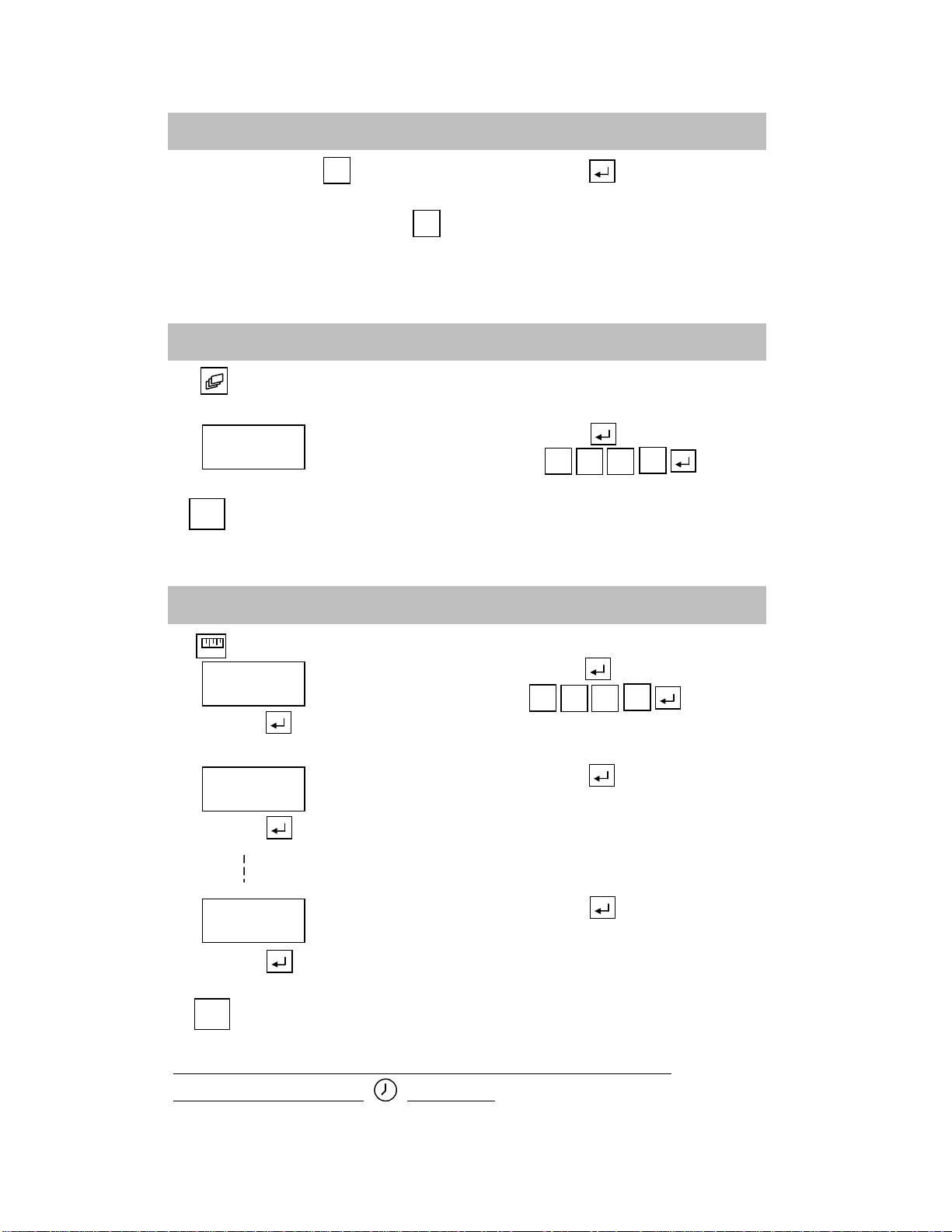
五. 計數器設定:
按 ,COUNTER 燈亮,出現數量設定值:
若要修改,直接按數字鍵,輸入完畢後按 確認。
9000000
例如:原來 9000000 要改成 5000:
按 退出設定模式。
CLR
5
0
0
六. 位置設定:
按 ,LENGTH 燈亮,出現第一點位置設定值:
若要修改,直接按數字鍵,輸入完畢後按 確認。
20000
例如:原來20000 要改成 3000:
再按 可設定下一個位置。
若要修改,直接按數字鍵,輸入完畢後按 確認。
40000
再按 可設定下一個位置。
若要修改,直接按數字鍵,輸入完畢後按 確認。
8000
再按 重新回到設定 L001 的位置。
按 退出設定模式。
CLR
位置值若設定成
位置之負號可在按完數值後按
999999
代表
END
指令,
END
鍵設定負值。
指令以下的位置將不被執行。
3
4
Page 5
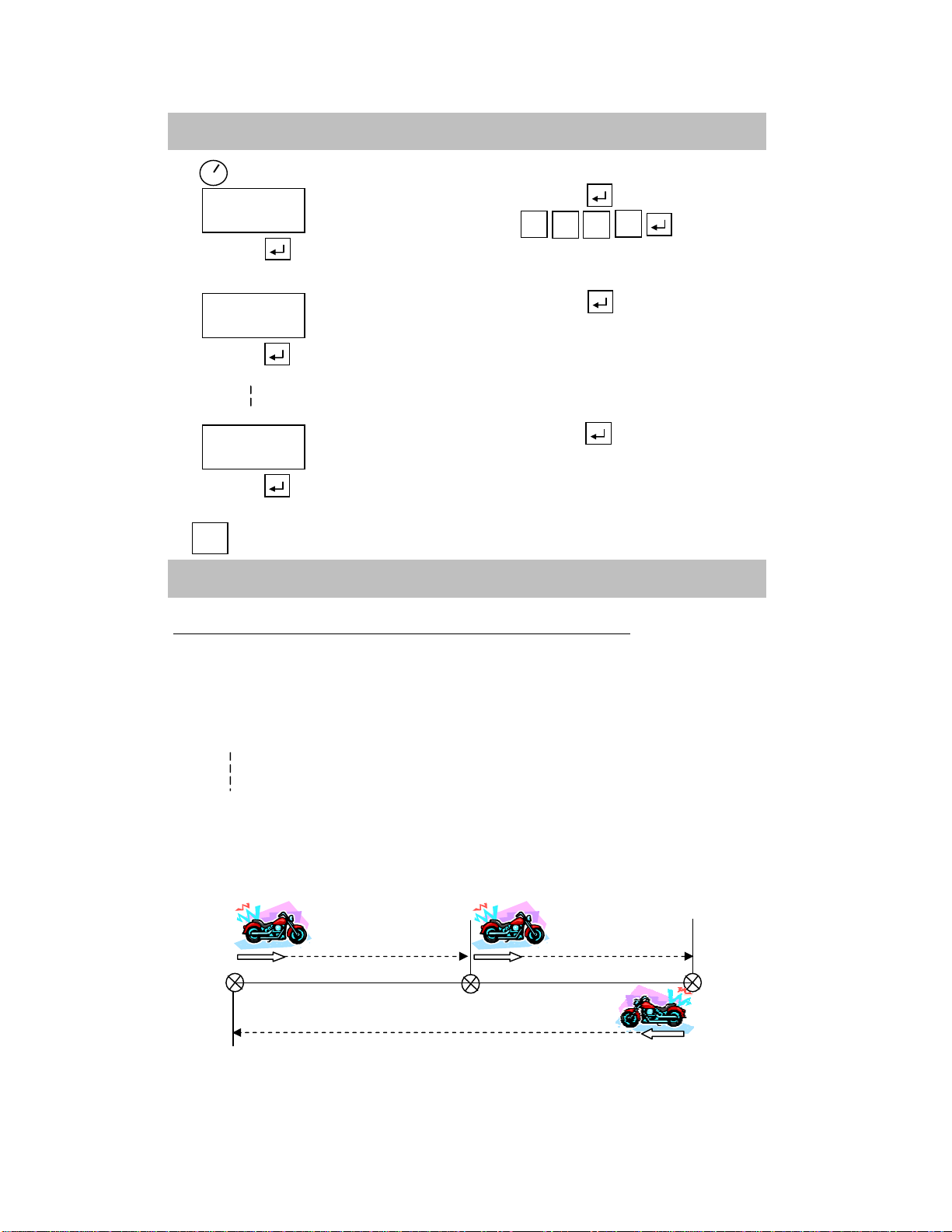
七. 速度設定:
r002
0 0 0
r010
L001 2
0000
r001 2000
L002 40000
r002 300
L003 0
r001
按 ,SPEED燈亮,出現第一點位置的速度設定值:
RPM
若要修改,直接按數字鍵,輸入完畢後按 確認。
2000
例如:原來2000 要改成 3000:
再按 可設定下一個位置的速度設定值。
若要修改,直接按數字鍵,輸入完畢後按 確認。
500
再按 可設定下一個位置的速度設定值。
若要修改,直接按數字鍵,輸入完畢後按 確認。
1000
再按 重新回到第一點位置的速度設定值。
CLR
按 退出設定模式。
八. 應用範例:
3
工作台移動 (P25 MOD=0,位置點可設 10 點以內)
L001 20000 r001 2000
L002 40000 r002 300
L003 0 r003 2500
L004 999999(END) r004 XXXX
L010 XXXX r010 XXXX
NOTE: 1. 當位置輸入 999999 時,代表END 指令。
2. END 以後的位置不管為何,均不會被執行。
0
r003 2500
20000
40000
5
Page 6
L001 30000
L001 30000
L001 30000
L001 30000
【說明一】(步序選擇輸入信號 X5,X6,X7 全部 OFF,且參數 P03 Arn 設為 0時)
第 1次的起動信號 : 馬達以 2000RPM(r001)的速度,移動到 20000(L001)的位置。脈衝送完且收到
IN-POS 信號後,Y0(FINISH)會導通P12 FSH 指定的時間。
第 2次的起動信號 : 馬達以 300RPM(r002)的速度,移動到 40000(L002)的位置。脈衝送完且收到
IN-POS 信號後,Y0(FINISH)會導通P12 FSH 指定的時間。
第3 次的起動信號 : 馬達以2500RPM(r003)的速度,移動到 0(L003)的位置。脈衝 送完且收到IN-POS
信號後,Y0(FINISH)會導通 P12 FSH 指定的時間,且因為程式第 4 行是 END
指令,Y1(END)會同時導通 P13 END 指定的時間。接下來的起動信號將重新執
行 L001 20000 的位置。
【說明二】(步序選擇輸入信號 X5,X6,X7 全部 OFF,且參數 P03 Arn 設為 1~99 時)
接收到起動信號 : 馬達依序執行 L001、L002、L003、L004,每段中間停留 0~9.8 秒(P03 Arn 設定
秒數)。每段執行完畢且收到IN-POS 信號後,Y0(FINISH)會導通 P12 FSH 指
定的時間,全部步序執行完畢,Y1(END)會同時導通P13 END 指定的時間。
滾輪送料設定範例:(P25 MOD=1 時, 相對位置移動)
L001 30000 r001 1500
L002 999999(END)
【說明】(步序選擇輸入信號 X5,X6,X7 全部 OFF 時)
NOTE: 當位置輸入 999999 時,代表END 指令。
r001 1500
r001 1500
r001 1500
r001 1500
6
Page 7

12
AC100~240V
~
TB
L FG
CN3
EASY
-NC
CN3
R R
CN2
PLS-
PLS+
DIR-
DIR+
C /
CLEAR
IN – POS
*
N
九. 接線圖:
計數器
R
COM 25
X1 (C_ON) 4
X2 (C_IN) 5
X3 (C_RST) 6
24V 23
Y2(C_OUT) 16
位置控制
24 COM
1 START
2 STOP
3 X0 (HOME)
8 X5
9 X6
10 X7
11 LS
12 DOG
13 RS
23 24V
14 Y0 (Finish)
15 Y1 (END)
驅動器
5G
1 PLS-
2 PLS+
3 DIR-
4 DIR+
19 C
20 C/
22 CLEAR
25 COM
24 IN – POS
使用步進馬達驅動器時
1. C, C/, CLEAR 不接
2. IN-POS(24)與 COM(25)短路
C
COM
步進馬達驅 動器
/
伺服馬達驅動器
7
Page 8

十. 接線端腳位說明:
CN2 腳位功能說明 (26PIN, 高密度 D 型接頭)
腳位
1 PLS- 脈波訊號- 14
2 PLS+ 脈波訊號+ 15
3 DIR- 方向訊號- 16
4 DIR+ 方向訊號+ 17
5 18 24V DC24V@0.5A 正端輸出
6 19 C 伺服驅動器 C訊號
7 20 C/ 伺服驅動器 C/訊號
8 21
9 24V DC24V@0.5A正端輸出 22 CLEAR 清除跟隨誤差輸出訊號
10 5V DC5V@0.5A 正端輸出 23 Servo Ready 伺服驅動器已備妥訊號
11 5V DC5V@0.5A 正端輸出 24 IN-POS 伺服馬達已進入對準範圍
12 5G DC5V負端 25 COM 輸出/入訊號共用端
13 5G DC5V負端 26 COM 輸出/入訊號共用端
名稱 說明 腳位
名稱 說明
CN3 腳位功能說明 (25PIN, D 型接頭)
腳位
1 START 啟動訊號 14 Y0 (FINISH) 單段執行完畢輸出訊號
2 STOP 停止訊號 15 Y1 (END) 所有位置執行完畢輸出訊號
3 X0 (HOME) 回原點輸入訊號 16 Y2 (C_OUT) 計數器輸出訊號
4 X1 (C_ON) 計數器啟動訊號 17
5 X2 (C_IN) 計數器輸入訊號 18
6 X3 (C_RST) 計數器歸零輸入訊號 19
7 20
8 X5 步序選擇訊號一 21
9 X6 步序選擇訊號二 22
10 X7 步序選擇訊號三 23 24V DC24V@0.5A輸出
11 LS 左極限位置訊號 24 COM 輸出/入訊號共用端
12 DOG 原點位置訊號 25 COM 輸出/入訊號共用端
13 RS 右極限位置訊號
名稱 說明 腳位
名稱 說明
十一. 輸出入訊號迴路說明:
CN2 訊號迴路 CN3 訊號迴路
-
PULSE
+5V
+5V
PULSE+
DIR -
DIR+
DC 24V
STA
STP
DOG
COM
8
X0
∫
X7
LS
RS
DC 24V
COM
Y0
Y1
Y2
Y3
Y4
24V
Page 9

十二. 參數使用說明
參數名稱 設定範圍/單位 功能說明
P00 ACC
(加減速時間)
P01 dot
(位置小數點位數)
P02 dIr
(運轉方向)
P03 Arn
(自動啟動)
P04 bAC
(背隙補正值)
P05 PPr
(馬達一轉之PULSE 數)
P06 MSd
(最高速限)
P07 bSd
(自起動速度)
P08 CMX
(電子齒輪比乘數)
0〜5000 ms
出廠值:300
0〜5 位
出廠值:0
0〜1
出廠值:0
0~99 1/10 秒
出廠值:0
0〜65535 Pulses
出廠值:0
200〜65535 PPR
出廠值:4000
1〜4000 RPM
出廠值:3000
1〜300 RPM
出廠值:0
1〜65535
出廠值:1
l 馬達加速到參數 P06 MSd 設定的 RPM所需的時
間。減速時間等於加速時間。
l 自動模式時顯示位置的小數點位數。
l 編輯位置時,無小數點可設定。
l 0: 正轉,1: 逆轉。
l 若馬達運轉的方向與預期的不同時,本參數可以
變更馬達的轉向。
l 當 EASY-NC 接收到 STA 輸入信號或面板上的
START 鍵時 EASY-NC 執行程式的方法:
l 0: 每收到一個起動信號,僅執行一個步序。
l 1: 只要收到一個起動信號,EASY-NC 將從目前
步序自動一步步連續不間斷的執行,直到執行到
END 指令為止。
l 2〜99: 只要收到一個起動信號,EASY-NC 將從
目前步序自動一步步執行,步序之間將暫停 1〜
98 個時間單位(單位:0.1秒)後,自動執行下一步
序,直到執行到 END 指令為止。
l 背隙補正的方法是齒隙靠單邊補正。
l 伺服馬達或步進馬達一轉之 Pulses數。
l 此參數僅影響馬達轉速,不影響電子齒輪比。
l 馬達的運轉速度無法超過此數值。本參速可用來
防止操作者錯誤的輸入,而使馬達超速運轉。
l 加減速的設定與本參數有關。
l 步進馬達的自起動速度。
l 伺服馬達時將本參數設為0。
舉例說明:導螺桿導程為5mm , 馬達與導螺桿間之
減速比為 1:2 , 馬達一轉為 4000PPR, 希望之設定
單位為 mm,小數點兩位數(即最小之設定單位為百
分條),CMX 與 Cdv 之設定值應為多少:
4000 * 2 = 500 條
8000 = 500 條
1 條 = 8000 = 80 = 16 → CMX (P08)
500 5 1 → Cdv (P09)
舉例說明:
滾輪直徑為 77mm , 馬達與滾輪間之減速比為
9
Page 10

參數名稱 設定範圍/單位 功能說明
20:30 , 馬達一轉為4000PPR, 希望之設定單位為
mm,小數 點 一位數(即最小之設定單位為 10
條),CMX與 CdV之設定值應為多少:
4000 * 30/20 = 770 * 3.14159 (單位 10 條)
P09 Cdv
(電子齒輪比除數)
1〜65535
出廠值:1
6000 = 2419
1 = 6000 = 600 → CMX (P08)
2420 242 → CdV (P09)
P10 dP1
自動模式下,
上排 LED 顯示器的顯示內容
P11 dP2
自動模式下,
下排 LED 顯示器的顯示內容
P12 FSH
完成信號輸出時間
P13 ENd
結束信號輸出時間
P14 rot
分度盤版本
P15 PAS
密碼設定
P16 Crt
計數器復歸模式
0〜9
出廠值:7
0〜9
出廠值:5
1〜100
出廠值:1
1〜100
出廠值:1
0〜1
出廠值:0
0~9999
出廠值:0
0~2
出廠值:2
l 0: 顯示位置設定值
l 1: 顯示速度設定值
l 2: 顯示計數器設定值
l 3: 顯示計時器 1 設定值
l 5: 顯示目前位置值
l 6: 顯示速度設定值
l 7: 顯示目前計數值
l 8: 顯示目前計時器 1計時值
l 1: 啟動或機械原點完成,且 IN-POS 信號 ON,
則 Y0 ON。下一次的啟動或機械原點時, Y0 OFF。
l 2〜 100: 啟動或機械原點完成,且 IN-POS 信號
ON,則 Y0 ON 0.1〜9.9 秒。
l 1: 啟動的位置完成 + IN-POS信號ON + 下一步
序是 END à Y1 ON。下一次的啟動或機械原點時,
Y1 OFF。
l 2〜 100: 啟動的位置完成 + IN-POS 信號 ON +
下一步序是 END à Y1 ON 0.1〜9.9 秒。
l 0:直線送料。例如:滾珠導螺桿、滾筒送料等。
l 1:分度盤。顯示值會在 0~360 度。
l 設 0 時:代表進入參數頁時無需輸入密碼。
l 設 0001~9999 時:進 入參數頁時控制器會詢問密
碼,若輸入錯誤密碼會自動退回自動顯示畫面。若
密碼輸入正確才可進入參數。
l 0: manual 模式, 由輸入 X3 reset counter 及
output(Y2),P17 CoP 設定的時間不影響本模式。
l 1: return 模式,P17 CoP 設定的時間計時到
reset counter 及 output(Y2)。
l 2: continue模式,計數到自動 reset counter, P17
CoP 設定的時間到 reset output(Y2)。
10
Page 11

P17 CoP
計數完成信號輸出時間
P18 JSP
寸動速度
P19 HSP
機械原點復歸速度
P20 HrS
機械原點復歸低速
P21 HSC
Z 相信號數
P22 Hdr
機械原點復歸方向
P23 HoF
原點偏移量
P24 HPn
原點顯示值
P25 Mod
命令模式
0~255 (單位 : 0.1秒)
出廠值:5
1~4000 (單位 : RPM)
出廠值:100
0~4000 (單位 : RPM)
出廠值:200
1〜100 RPM
出廠值:5RPM
0~255
出廠值:0
0~1
出廠值:1
0~999999
出廠值:0
0~999999
出廠值:0
0~1
出廠值:0
l 1: 計數完成時,計數完成信號(Y2) ON的時間。
l 面板上寸動鍵的速度由此參數調整。
l 0: 不執行機械原點復歸,只將目前位置歸零。
l 1~4000: 機械原點復歸速度由此參數調整。
l 執行機械原點復歸動作,在碰到原點(DOG)至 Z
相停止前的速度。
l 機械原點復歸至近點時 EASY-NC 開始減速,至 Z
相信號設定值次數時停止。
l 若原點速度設定很快(500RPM 以上),且 Z 相信
號數又很少(2 個以下),機台可能會有急停所造成之
震動。
l 使用步進馬達時請將此參數設為零。
P19 HrS 速度
P18 HSP 之速度設定值
P21 Hdr
0: 往正方向復歸
1: 往負方向復歸
P20 HSC假設為 3
l 0: 機械原點往正方向復歸。
l 1: 機械原點往負方向復歸。
l 機械原點復歸完成後,再移動一偏移量。
l 機械原點復歸完成後,所顯示的原點座標值。
l 0: 所有位置以絕對值座標執行。(工作滑台,分度
盤適用)
l 1: 所有位置以相對值移動執行。(滾輪送料適用)
11
Page 12

十三. 安裝尺寸:
POWER STA STP X0 X1 X2 X3 X4 X5 X6 X7 LS
DOG RS Y0 Y1 Y2 Y3 Y4
1 2 3 4 5 6 7 8 9
LENGTH SPEED COUNTER TIMER
STOP START
十四. 補充說明:
195
92
RESET
CLR
RPM
0
175
103
100
【步序選擇說明】
1.當步序選擇輸入信號 X5、X6、X7 全部 OFF 時,表示依 L001,L002...的次序,每接收一次START 訊
號(或按面板的 START鍵),將依序提取一組位置及速度來執行。
2.當步序選擇輸入信號 X5、X6、X7 有任何一個不是 OFF 時,接收到 START 訊號(或按面板的START
鍵),會依照X5,X6,X7 的解碼結果提取一組位置及速度來執行(最多可解碼 7個位置)。
步序選擇輸入訊號 2
(X7)
步序選擇輸入訊號1
(X6)
步序選擇輸入訊號0
(X5)
收到啟動後
被執行的步序
依照
OFF OFF OFF
L001,L002…L010
的順序執行
OFF OFF ON 執行 L001
OFF ON OFF 執行 L002
OFF ON ON 執行 L003
ON OFF OFF 執行 L004
ON OFF ON 執行 L005
ON ON OFF 執行 L006
ON ON ON 執行 L007
12
Page 13

十五. 各型伺服器接線圖:
C C/ 5G 2 1 4 3 22 24 23 25 19 20 12 PP PG NG NP CR 8 RD 19
18 SG 20 13 3 12 2 LZ
LG 1 5 15
)
13
EASY - NC 與三菱J2/J2S系列伺服驅動器之接線圖:
EASY - NC - CN2
+5V
+5V
PLUSE-
PLUSE+
DIR-
DIR+
CLEAR
註1: SV-RDY
註2: IN-POS
24G
5G
黑
白黑
棕
棕黑
紅
紅黑
橙
橙黑
黃
黃黑
紫白
確實使用隔離對絞線
三菱J2/J2S系列伺服驅動器
CN1A接頭
驅動器參數的設定:
(與出廠值不同處)
P03=4096
P04=125(encoder解析度為131072
P04=1000(encoder解析度為16384)
INP
LZR
P04=2000(encoder解析度為8192)
P05=5
P19=000C
關機重開
P21=0001
P41=0111
關機重開
註:若 IN-POSITION 的信號沒有透過驅動器的 INP 信號與
共點(24G)短路則EASY-NC 的 Y0 (Finish) 信號不會輸
出。
13
***三菱驅動器CN1B接頭:
3與13短路
10與15短路
Page 14

C C/ 5G 2 1 4 3 22 25 23 24 19 20 12
15
31
32
25 8 7 12 11
SG 1 19 20
26
26
18
14
5G 13
EASY - NC 與安川SGDM系列伺服驅動器之接線圖:
EASY - NC - CN2
+5V
+5V
PLUSE-
PLUSE+
DIR-
DIR+
黑
白黑
棕
棕黑
24V
CLEAR
2.2K
註1: SV-RDY
24G
註2: IN-POS
24G
紅
紅黑
橙
橙黑
黃
黃黑
綠
綠黑
安川SGDM系列伺服驅動器
CN1接頭
*PULS
PULS
*SIGN
SIGN
驅動器參數的設定:
(與出廠值不同處)
Pn000=0011
CLR
*CLR
ALM+
Pn110 =0011(on line自動調整)
Pn201=1000
Pn202=32768
Pn203=1000
ALM-
Pn50A=8170
/COIN+-
/COIN-
PCO
*PCO
Pn50B=6548
關機重開
註:若 IN-POSITION 的信號沒有透過驅動器的/COIN+與
/COIN-信號與共點(24G)短路則 EASY-NC 的 Y0
(Finish) 信號不會輸出。
24V
9
灰
灰黑
確實使用隔離對絞線
14
47
+24VIN
Page 15

C C/ 5G 2 1 4 3 22 25 23 24 19 12
5
34
8 2 1 4 3
33 32
26
18
6
13
EASY - NC 與安川SGDL系列伺服驅動器之接線圖:
EASY - NC - CN2
+5V
+5V
PLUSE-
PLUSE+
DIRDIR+
24V
CLEAR
註1: SV-RDY
24G
註2: IN-POS
24G
5G
黑
白黑
棕
棕黑
2.2K
紅
紅黑
橙
橙黑
黃
黃黑
綠
綠黑
確實使用隔離對絞線
安川SGDL系列伺服驅動器
CN1 接頭
*PULS
PULS
*SIGN
SIGN
驅動器參數的設定:
(與出廠值不同處)
Cn-01:b0=1
35
CLR
*CLR
1ALM
ALM-SG-
b2=1
b3=1
Cn-02:b0=0
b3=0
b4=0
10
/COIN-
SG-COM -
b5=0
bA=1
Cn-24=1024
PCO
SG
Cn-25=1000
關機重開
註:若 IN-POSITION 的信號沒有透過驅動器的/COIN+與
SG-COM 信號與共點(24G)短路則EASY-NC 的 Y0
(Finish) 信號不會輸出。
15
Page 16

EASY - NC 與國際A/V系列伺服驅動器之接線圖:
C C/ 5G 2 1 4 3 25 25 23 24 19 20 12
37
36
39 4 3 6 5
SG 13 23 24
26
38
29
5G 13
CL 30
Y0(Finish)
26
33 41
EASY - NC - CN2
+5V
+5V
PLUSE-
PLUSE+
DIR-
DIR+
CLEAR
24G
註1 : SV-RDY
24G
註2: IN-POS
24G
24G
24G
24V
Panasonic A-系列伺服驅動器
黑
22
26
9
白黑
棕
棕黑
紅
紅黑
橙
橙黑
黃
黃黑
綠
綠黑
藍白
藍黑
灰
灰黑
7
*PULS
PULS
*SIGN
SIGN
SRV-ON
ALM+
ALM-
COIN+-
COIN-
COM-
INH
OZ+
OZ-
COM+
CN I/F接頭
A-系列:
驅動器參數的設定:
(與出廠值不同處)
Pr42=3
Pr4B=4000
關機重開
V-系列:
驅動器參數的設定:
(與出廠值不同處)
PA02 =0
PA09 =1
PA25 =25
PA26 =10
PA29 =3
關機重開
註:若 IN-POSITION 的信號沒有透過驅動器的COIN+與
COIN-信號與共點(24G)短路則EASY-NC的
信號不會輸出。
確實使用隔離對絞線
16
Page 17

EASY - NC 與信濃JO系列伺服驅動器之接線圖:
C C/ 5G 2 1 4 3 22 24 23 25 19 20 12
PP
PN DN
DP
7
READY
21 DG 46
15
17
PZ
EG 44
39
EASY - NC - CN2
PLUSE-
+5V
+5V
PLUSE+
DIR-
DIR+
CLEAR
註1: SV-RDY
註2: IN-POS
24G
黑
白黑
棕
棕黑
紅
紅黑
橙
橙黑
14
16
CR
18
INP
信濃JO系列伺服驅動器
CN1接頭
黃
黃黑
40
PZ/
紫白
5G 13
確實使用隔離對絞線
註:若 IN-POSITION 的信號沒有透過驅動器的 INP 信號與
共點(24G)短路則EASY-NC 的 Y0 (Finish) 信號不會輸
出。
17
Page 18

CN2
2 3 4
PLUSE+
23
13
EASY - NC 與步進馬達驅動器之接線圖:
EASY - NC –
+5V
+5V
DIRDIR+
1
PLUSE-
PLUSE-
PLUSE+
5G
確實使用隔離對絞線
IN-POS
SV-RDY
24
25/26
24G
步進馬達驅動器
DIR-
DIR+
註:若 IN-POSITION 的信號沒有與共點(24G)短路則
EASY-NC 的 Y0 (Finish) 信號不會輸出。
18
 Loading...
Loading...