

Foodatlas GK-9-2 User Manual [ru]

1
МЕШКОЗАШИВОЧНАЯ МАШИНА GK-9
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ПАСПОРТ
2
Содержание:
Сферы применения и параметры конструкции
1.Меры применения и характеристики
2.Описание конструкции
3.Основные технические параметры
Способ эксплуатации регулировки
1.Замена иглы
2.Продевание нити
3.Размер и способ выбора ниток
4.Правильное взаимное положение швейной иглы и крючковой иглы
5.Регулировка взаимного положения швейной и крючковой игл
6.Регулировка высоты лапки
7.Начало шитья и отрезание нити
8.Замена электрощетки электродвигателя
Технические характеристики
Меры безопасности и техобслуживание
1.Меры безопасности
2.Техобслуживание
Обычные неисправности и способ их устранении
Перечень деталей машины GK9
Аксессуары и запчасти
1.Универсальные детали и инструменты для серии GK9
2.Специальные детали для GK9-3
СВЕДЕНИЯ О ЗАКРЕПЛЕНИИ ИЗДЕЛИЯ ПРИ ЭКСПЛУАТАЦИИ
УЧЕТ выполнения тех обслуживания и текущего ремонта
АКТ пуска машины в эксплуатацию
АКТ-РЕКЛАМАЦИЯ
ИНФОРМАЦИЯ О ПРОДАЖЕ

3
Сферы применения и параметры конструкции
Меры применения и характеристики
Переносная электрическая мешкозашивочная машина GK-9
предназначена для фабрик, заводов и складов. Применяется для сшивания
брезентовых, джутовых, плетеных и бумажных мешков.
Машина выполняет однониточный цепочный шов, который отличается
эстетичностью, прочностью и эластичностью, легко распускается.
Описание конструкции
Мешкозашивочная машина GK-9, имеет компактную конструкцию,
отличается простотой регулировки, удобством в ремонте. Все винты и гайки –
стандартного образца, которые легко приобрести на российском рынке.
Наружный корпус изготовлен по технологии отливки из алюминиевого сплава
под давлением и обладает отличными механическими свойствами.
Основные технические параметры:
Скорость оборотов главной оси (под нагрузкой): 800 об./мин. (+15/-5%)
Максимальная толщина прошиваемого материала: 8 мм (приблизительно 4 слоя
джутового мешка)
В машинах GK9-2, GK9-3A с длинной иглой – 8-10 мм
3. Расстояние между стежками: в машинах GK9-2, GK9-3A с короткой иглой
расстояние – 4,5 – 5,5 мм
4. Номер иглы: в GK9 №250
5. Номер ниток: x/б или капроновые нитки № 21S/12-18
6. Габаритные размеры
7. Вес нетто машины (с электродвигателем): около 4,5 кг
8. Параметры электродвигателя:
4
- GK9-2, 9-2А: номинальное напряжение 220 В, выходная мощность 80 Вт,
номинальная скорость оборотов (под нагрузкой) 8000 об./мин
- GK9-3, 9-3A: номинальное напряжение 220 В, выходная мощность 90 Вт,
номинальная скорость оборотов (под нагрузкой) 9000 об./мин.
Способ эксплуатации и регулировки
Замена иглы
Маховик (7) поверните по часовой стрелке, чтобы игла (86) максимально
поднялась вверх. С помощью двухстороннего ключа 8х10 мм раскрутите
зажимную гайку (87) и снимите иглу. При замене иглы на новую необходимо
обратить внимание на направление иглы. Паз для нитки должен быть обращен
наружу, а прорез должен быть обращен внутрь. Вставьте иглу до конца в
отверстие игольного штока и закрутите зажимную гайку.
Продевание нити
Вытяните конец нити из катушки, расположенной на катушкодержателе, и
пропустите ее через отверстия А и Б с задней стороны машины. Обмотайте нить
вокруг нитеприжимной пластины, затем пропустите через отверстие В и
проденьте через маленькое отверстие на конце игольного штока, затем опустите
вниз вдоль передней панели. Проденьте нить через паз с лицевой стороны и
вставьте в игольное ушко. Вытяните конец нити на 90-100 мм. После этого можно
начинать шить.
Размер и способ выбора ниток
Для данной машины используются волоконные х/б или капроновые нитки
№ 21S/12-18. Нитки должны быть намотаны на катушку в форме конуса.
Наденьте на катушку защитный колпачок и зафиксируйте ее. Чтобы обеспечить

5
качество шва, необходимо, чтобы волоконные нитки соответствовали следующим
требованиям:
Нитки не должны иметь обрывов, должны быть однородны по толщине,
не должны иметь узелков.
Нитки должны быть мягкими, иметь гладкую поверхность, не должны
лохматиться, должны иметь определенную эластичность и силу натяжения.
Нитки должны быть скручены равномерно, не должны быть перекручены
слишком сильно. Способ проверки: отрежьте 1 метр нити. Возьмите нить за оба
конца и соедините ее в одно большое кольцо. Количество образовавшихся при
этом на нити перекрученных колечек не должно быть более 6.
Размер и способ выбора ниток
Натяжение строчки – это главный фактор, влияющий на эластичность
стежка. Если строчка слишком слабая, то такой шов будет неплотным и могут
образоваться пробелы шва. Если строчка слишком тугая, то такой шов будет
недостаточно эластичным и в месте прошивания мешок будет собираться по шву.
Под действием удара такой шов может порваться и содержимое мешка будет
высыпаться.
Принцип регулировки натяжения строчки заключается в том, что для
толстых и плотных материалов натяжение строчки необходимо ослабить, а для
тонких материалов усилить. Чтобы ослабить или усилить натяжение строчки,
необходимо всего лишь расслабить или закрутить плотнее гайку натяжения нити,
расположенную с задней стороны машины.
Правильное взаимное положение швейной иглы и крючковой иглы
Взаимное положение швейной иглы и крючковой иглы непосредственно
влияет на качество прошивания. Нарушение скоординированного движения
швейной и крючковой игл может привести к серьезным неисправностям. Их
взаимное правильно положение должно быть следующим:

6
1. Когда швейная игла находится в самой нижней точке, расстояние между
острием крючковой иглы и центром швейной иглы – около 3.5±0.2 мм.
2. Когда крючковая игла захватывает наброшенную швейной иглой петлю,
плоская поверхность крючковой иглы смыкается с плоской поверхностью прореза
швейной иглы, зазор между ними – в пределах 0.1 – 0.18 мм. Расстояние между
нижней частью острия крючковой иглы и верхней частью ушка швейной иглы –
2.5 мм. Верхняя часть острия крючковой иглы должна состоять от игольной
планки на 2-2.25 мм.
3. Когда крючковая игла останавливается справа от швейной иглы, которая
входит в петлю, образованную крючковой иглой, то расстояние между тыльной
стороной крючковой иглы и центром швейной иглы должно быть 1.5±0.2 мм.
Регулировка взаимного положения швейной и крючковой игл
1. Верхняя часть острия иглы должна отстоять от основания игольной планки на
2-2.5 мм. Крючковую иглу необходимо поднять вверх или опустить вниз,
раскрутив винт с внутренней шестигранью (65), соединяющий крючковую иглу.
По окончании регулировки винт необходимо закрутить.
2. Если при сближении крючковой и швейной игл зазор между ними слишком
большой либо, наоборот, они ударяются, можно раскрутить гайку с внутренней
шестигранью (76) и винт с внутренней шестигранью (75) и затем закрутить
плотней или расслабить зажимный винт с пазом (73). Таким образом можно
уменьшить или увеличить зазор. По окончании регулировки гайку (76)
необходимо плотно закрутить.
Регулировка высоты лапки
Высота лапки (76) над плоскостью игольной планки (45) устанавливается
в зависимости от качества и толщины прошиваемого материала. При прошивке
двухслойных джутовых мешков или мешков аналогичной толщины лапка обычно

7
устанавливается на высоту 1.52 мм. В случае износа зубьев лапки нарушается
подача материала. При восстановлении зубьев или замене лапки на новую
необходимо снова отрегулировать высоту лапки над плоскостью игольной планки.
Способ регулировки: Поверните маховик (7), чтобы держатель лапки
занял самое высокое положение. Установите лапку на держатель, раскрутите винт.
Когда поверхность зубьев лапки будет выступать на 1.5-2 мм, закрутите плотно
винт.
Начало шитья и отрезание нити
Чтобы стежок не распускался, при прошивании мешка с двух сторон необходимо
оставить сплетенную нить длиной около 50 мм. Чтобы сплетенная нить не
распускалась, после прошивки мешка продолжите делать стежки и оставьте
сплетенную нить такой длины, чтобы после ее обрезания на ноже (44) перед
прошивкой следующего мешка по прежнему оставался конец нити длиной около
50 мм.
Замена электрощетки электродвигателя
Электродвигатель необходимо проверять раз в месяц. При износе
электрощетки на 4 мм (около 2/3 первоначальной длины) необходимо
производить ее замену на новую во избежание повреждения электроарматуры.
Если на коллекторе появились черные следы, их можно слегка зачистить шкуркой
№ 0. Но при этом форма коллектора должна сохраняться округлой. После
разборки в подшипник необходимо залить масло для швейных машин.
Замену электрощетки производить достаточно просто. Достаточно лишь
раскрутить болты с двух сторон электродвигателя и заменить электрощетку. При
проверке коллектора и подшипника необходимо снять маховое колесо с задней
стороны электродвигателя и снять с него крышку.
8
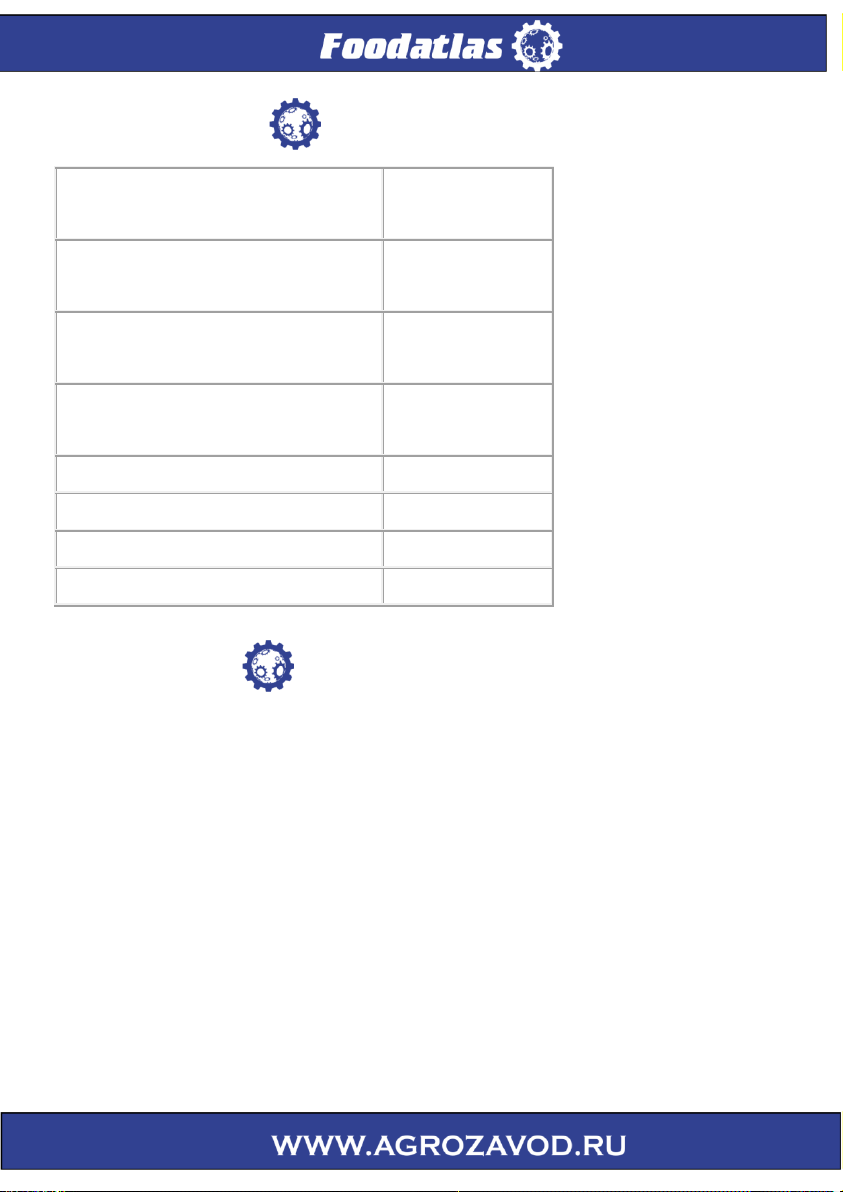
Маx скорость вращения головного
вала (под нагрузкой), об/мин
800 + 15%
Маx толщина прошивного материала,
мм
8 (~ 4 слоя
джутового мешка)
Расстояние между стежками
(установленный шаг), мм
4,5~5
Используемые нитки
х/б или
капроновые
Намотка, м
1000
Габариты, мм
320х268х160
Напряжение, В
220
Мощность, Вт
90
Технические характеристики
Меры безопасности и техобслуживание
Меры безопасности
Так как машина непосредственно контактирует с током, необходимо
соблюдать следующие меры безопасности:
1. Перед началом работы необходимо проверить, чтобы напряжение тока
соответствовало указанному входящему напряжению для электродвигателя. В
машинах GK-3, GK9-3A напряжение электродвигателя 36 В, перед началом
работы необходимо проверить, чтобы напряжение тока соответствовало
входящему напряжению адаптера, идущего в комплекте к машине. В машинах
GK9-2, GK9-2A номинальное входящее напряжение электродвигателя - 220 В
2. В целях обеспечения безопасности для подсоединения к току необходимо
использовать заземленный трехфазный двухцветный зелено/желтый кабель.

9
Необходимо периодически проверять состояние контактов и изоляции проводов
внутри машины.
3. При эксплуатации машин GK9-2, GK9-2A необходимо одеть резиновую обувь и
изоляционные перчатки.
4. Не допускайте попадания масла в электрические узлы во время эксплуатации
или очистки машины.
5. При износе электрощетки электродвигателя или защитной обмотки проводов
необходимо своевременно производить их замену.
6. Условия рабочей среды: а) относительная влажность не более 85%, б)
отсутствие воспламеняемых газов.
7. Если материал, который пакуется в мешки, обладает электропроводностью, для
прошивки мешков следует использовать машины GK9-3, GK9-3A.
Техобслуживание
1. Если машина новая или если Вы не пользовались машиной несколько дней,
во все смазочные отверстия необходимо влить масло для швейных машин.
Запустите машину вхолостую на полминуты, пока масло не проникнет в детали.
После этого можно начинать работу. В последующем необходимо заливать масло
не менее трех раз за смену.
2. По окончании смены машину необходимо очистить,- особенно крючковую
иглу и механизм подачи материала. Необходимо периодически снимать корпус,
поднимать прижимную лапку и на несколько минут опускать ее в емкость с
дизельным топливом. После этого залить масло для швейных машин и включить
машину работать вхолостую на несколько мин. Раз в три месяца необходимо
менять консистентную смазку в червячной буксе.
3. Необходимо своевременно производить замену изношенной электрощетки
электродвигателя.
4. Если Вы не пользуетесь машиной, поставьте ее в сухое проветриваемое место
и накройте тканью.
 Loading...
Loading...