

Page 1

INSTALLATION, OPERATION & MAINTENANCE INSTRUCTIONS
62B KNIFE GATE VALVES
INTRODUCTION
This instruction manual includes installation, operation and maintenance information for 2" through 30" stainless
steel and stainless steel lined knife gate valves. This manual addresses hand-wheel operated knife gate valves
only. Please refer to other FNW manuals for other knife gate valves, actuated valves, modifications, or
accessories.
INSTALLATION
W
ARNING
To avoid personal injury to your self, fellow workers, or damage to property from release of process fluid, before
installation:
a. Shut off all operating lines to the valve site
b. Isolate the valve site completely from the process
c. Release process pressure
d. Drain the process fluid from the valve site
1. If the valve was supplied with an actuator, secondary support may be necessary. Contact FNW for
recommendations.
2. Before installing the valve, inspect the valve body port and associated equipment for any damage that may
have occurred and for any foreign matter that may have collected in shipping or storage. Make certain the
body interior is clean.
3. Before installing the valve, inspect the pipe line and mating flanges, making sure the pipe is fre
e of foreign
material and the flanges are clean and have no burrs or pits that could cause leakage.
4. Due to stainless steel castings, machining tolerances, and flange thickness, the body tapped hole depth may
vary slightly from valve to valve. It is therefore recommended that all knife gate valves be installed with
stainless steel ASTM A-304-B8 studs or ASTM A-316-B-8M studs. The use of carbon steel B-7 studs may
also be considered. We further recommend the use of Teflon thread compound.
For Stainless
Steel Lined
Valves,
STUDS ONLY
are highly
recommended
Damage to liner
can result if cap
screws are used.
NOTE: The use of cap screws or bolts may harm the chest in the knife gate by bottoming out and
should never be used on this area of the knife gate valve.
STUD SIZES FOR FLANGE BOLTING
Valve
Size
2” 5/8” 4” 5/8” 10” 7/8” 16” 1” 24” 1-1/4”
2-1/2” 5/8” 6” 3/4” 12” 7/8” 18” 1-1/8” 30” 1-1/4”
3” 5/8” 8” 3/4” 14” 1” 20” 1-1/8” * National Coarse
Stud *
Diameter
Valve
Size
Stud *
Diameter
Valve
Size
Stud *
Diameter
Valve
Size
Stud *
Diameter
Valve
Size
Stud *
Diameter
7 fo 1 egaP 0172-5_rev _VGKWNF_MOI :COD
Page 2
INSTALLATION, OPERATION & MAINTENANCE INSTRUCTIONS
62B KNIFE GATE VALVES
5. The FNW Knife Gate is manufactured with ANSI B 16.5 - 150# raised face flange dimensions. The use of a
suitable gasket between the body and the pipe line flange shall be selected by the customer. We recommend
the use of a PTFE gasket.
6. FNW knife gate valves may be installed in any orientation in the pipe line; however the normal method is with
the hand-wheel vertical above the valve body. Other positions are acceptable; however, they may result in
uneven valve wear.
7. Verify that the valve is either unidirectional or bidirectional. Care must be taken with the unidirectional valve
as the valve seals in one flow direction only. Typically, the valve will have a seat side indicated by the word
“SEAT” cast into the body and is usually
be advantageous to install the valve with the seat upstream (usually with modification to the valve); contact
FNW regarding these applications.
8. Carefully place the valve between the flanges and loosely assemble the valve by putting in the bottom two or
three studs, then carefully insert the gaskets into place. The bottom studs will help locate the gasket and hold
it in position.
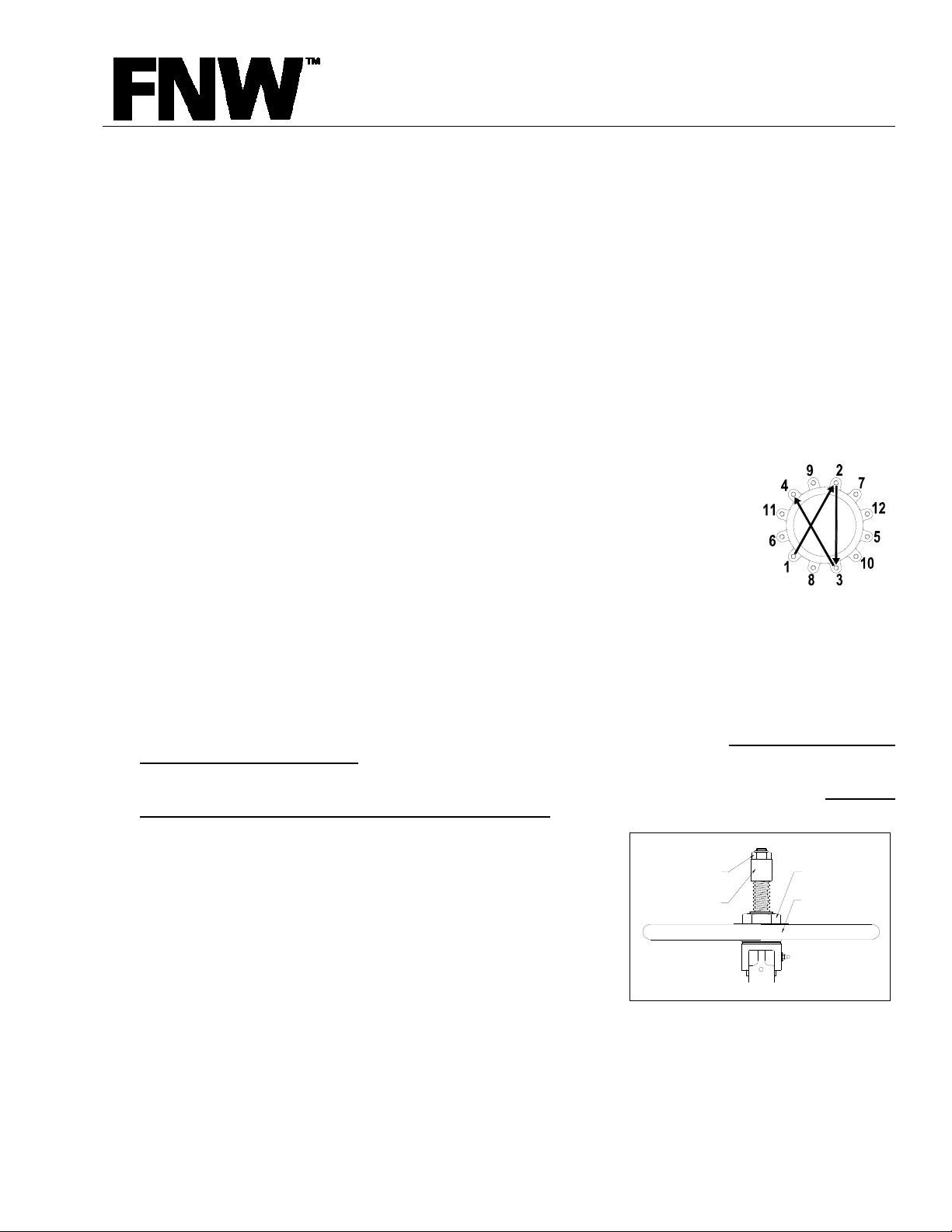
9. Carefully insert the balance of the studs into place and tighten all of them evenly by
using the cross-over pattern. Do not tighten in rotation.
CAUTION: Do not over tighten chest cavity studs.
installed with the seat downstream of flow. In rare occasions, it may
Typical Cross-over Pattern
10. RESILIENT SEATED VALVES – All resilient seated knife gate valves require the resilient seat to be
lubricated before stroking, regardless o
f the type of actuator. The fit pressure of the gate against the resilient
seat, on the sides of the valve up through the packing gland, is such that stroking the valve dry, that is with no
lubrication of any kind, will cause the resilient seat to cold flow beyond safe limits and will damage the seat
with just a few strokes. CRC 6-56™ or WD-40
®
(Note: Make sure the lubricant used is compatible with
the seat material and process media), sprayed on the seat, up in the chest area, on both sides, will
normally provide sufficient lubrication. This should be repeated every 2 or 3 strokes. This is CRITICAL to the
life and performance of the seat. In operation, the process product normally supplies adequate lubrication.
11. VALVES WITH STOPPERS (LOCK CAPS) – After installing resilient seated valves with stoppers, be sure to
determine that the stopper and stopper nut are set properly.
a. Remove the stopper nut and stopper.
b. Turn the hand wheel in a clockwise motion until the gate bottoms
out.
c. For perimeter resilient seated valves, turn the hand wheel an
STOPPER
(LOCK CAP) NUT
STOPPER
(LOCK CAP)
HAND WHEEL
NUT
HAND WHEEL
additional 1/4 turn, and then go to step “g”.
d. For high performance knife gate valves, spin the hand wheel
once, letting it spin freely, counterclockwise until it stops on its
own.
e. Turn the hand wheel an additional 1/2 turn counterclockwise.
f. Now freely spin the hand wheel clockwise once, until it stops on
its own.
g. Return the stopper and run it down till it meets the wheel nut.
h. Return the stopper nut and run it down tight against the stopper to hold it in position.
7 fo 2 egaP 0172-2_rev _VGKWNF_MOI :COD
Page 3
INSTALLATION, OPERATION & MAINTENANCE INSTRUCTIONS
62B KNIFE GATE VALVES
OPERATION
1. After the valve has been installed, cycle the valve once completely. Open the valve by turning the hand wheel
counter clockwise, reverse the operation for closing. (Note: This will detect if any damage has been incurred
due to either shipping or installation processes.) After cycling the gate valve, turn the hand wheel
counterclockwise several turns allowing partial opening for preparation to fill system.
2. Open upstream valve slowly, building system pressure gradually, allowing installation personnel to detect any
excessive packing gland leakage, making adjustments necessary.
3. After the system has come to full pressure, open the knife gate valve fully by turning the hand wheel
counterclockwise, then close the valve fully
valves, this process will result in "seating in the valve". This step may be eliminated with the metal seated
valve.
4. You may now use the valve for its intended purpose, keeping in mind that a knife gate valve should be used
in a full open or full closed position. Knife gate valves should not
specifically configured for such use.
by turning the hand wheel clockwise. In resilient seated knife gate
be used for throttling service unless
MAINTENANCE
Valve parts are subject to normal wear and must be inspected and replaced as necessary. Inspection and
maintenance frequency depends on the severity of the service conditions. This section includes instructions for
packing adjustments, repacking, seat replacement and seating adjustment.
ARNING
W
To avoid personal injury to your self, fellow workers, or damage to property from release of process fluids, before
performing any maintenance:
a. Shut off all operating lines to the valve.
b. Isolate the valve completely from the process.
c. Release process pressure.
d. Drain the process fluid from the valve.
1. NORMAL MAINTENANCE - Normal maintenance of FNW knife gate valves may only include a periodic
tightening of the packing gland. Should a leak occur at the packing gland, simply tighten the packing gland
bolt closest to the leak. This may require tightening two or three bolts on larger valves. After the leak has
stopped, tighten all packing gland bolts 1/4 turn. Do not over tighten. The only other normal maintenance
required would be to grease the valve stem, by using a grease gun at the gre
yoke.
2. REPACKING - From time to time, it may be necessary to repack the valve completely. This can be done
following the warning procedure listed above. Standard repacking kits are available from FNW. Packing kits
include the necessary packing which insures a tight seal. When ordering packing kits, be sure to specify
valve model number, seat type, and type of valve. Repacking the valve includes the following steps:
ase fitting located on the valve
a. Isolate and clear the valve as mentioned in the warning procedure
listed above.
b. Remove packing gland nuts and lock washers.
c. Raise blade to full open position.
d. Pull up the packing gland to the top of the blade and secure it to the
top of the blade
e. Using a packing hook, remove all of the old packi
ng.
45°
CUT BUTTING ENDS AT 45° ANGLES
7 fo 3 egaP 0172-5_rev _VGKWNF_MOI :COD
Page 4

INSTALLATION, OPERATION & MAINTENANCE INSTRUCTIONS
62B KNIFE GATE VALVES
f. Carefully clean the stuffing box. If oil, grease, or graphite
impregnated packings were used, it may be necessary to
use a solvent to clean the stuffing box.
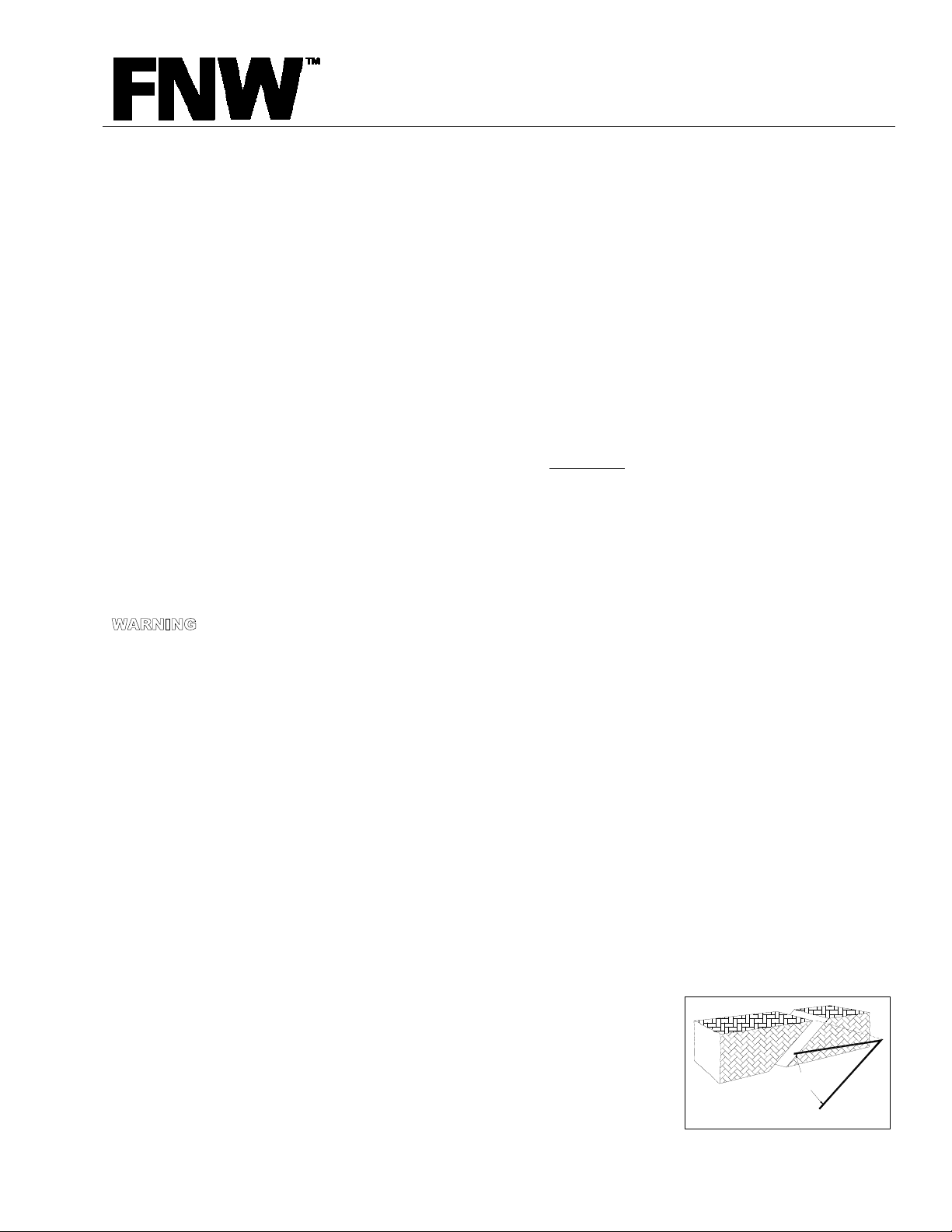
g. Use precut packing kits, purchased from FNW, or carefully
cut each ring by wrapping a length of packing around the
blade snugly, but without tension. With packing snips, cut
each ring individually, making 45º cuts at the butting ends.
h. If the valve was supplied with a gate scraper(s), install it
into the stuffing box first making sure the scraper is
centered around the blade (this will require unbolting of the
stem clevis). Then insert the packing rings one at a time.
Tamp each ring lightly in place u
sing a flat packing iron. Successive layers are installed in the same
manner. Alternate packing joints at 90º or 180º with each layer to minimize leakage as shown in
illustration.
i. It may be necessary to compact the lower packing to get all rows installed. If so, pull the packing
gland down and tighten using the two end studs until the packing gland almost bottoms out.
j. Remove the packing gland again as previously described.
k. Continue inserting packing as described above.
l. Pull down the packing gland over the gland studs. Using lock washers and nuts, tighten the packing
gland using the cross-over method. Do not over tighten
.
m. Bring the valve up to pressure and tighten the packing gland following the procedures listed in the
maintenance section.
ALTERNATE JOINTS
AT 90° OR 180°
INTERVALS
OPTIONAL SCRAPPER
INSTALLED FIRST
3. SEAT REPLACEMENT (Resilient seated Valves) - Replacement of the seat requires that the valve be
removed from the line.
a. Unidirectional O-ring Seats
A. Open the valve (note that the gate does not come
completely off the seat).
B. Remove the yoke bolts. With a hoist or come-
along winch, lift the yoke assembly and blade till
the entire seat is exposed as shown in figure 1.
Do not remove the assembly past the packing,
unless the packing will also be changed.
C. Remove the existing seat o-ring.
D. Install the replacement seat o-ring. Note where
the o-ring is joined and insert that seamed portion
into the top center of the o-ring groov
will cover and protect this portion of the seat).
e (the gate
Figure 1
E. While installing the seat o-ring, make sure it does
not twist. Firmly press the o-ring into the groove.
Added effort may be needed to fit the o-ring near
the gate stoppers (blade guides) as shown in
figure 2. Be sure the o-ring is fully seated.
F. Lightly cover the new seat with Sil-Glyde® (NAPA
p/n 765-1351 or equivalent) or light grade oil. This
will prevent the new seat from rolling as the valve
is initially closed.
G. Tap the top of the stem until the gate passes the
top of the seat.
H. Bolt and tighten the yoke assembly to the valve
body.
I. Close the valve and ensure the seat ring
placement does not cause it to roll or be cut.
Figure 2
7 fo 4 egaP 0172-5_rev _VGKWNF_MOI :COD
Page 5

b. Bidirectional Perimeter Seats
A. Disassemble the entire valve and remove old packing as described above.
B. Remove the old seat and clean seat body cavity with a wire brush and a solvent, making sure
the entire cavity is clean of foreign matter.
C. Place the new seat, with reinforcing seat wire, on the top of the valve body, centering it on the
valve per figure 3.
D. Take hold of the ends of the seat material and, with equal
pressure, push the new seat into the body cavity. This action
should produce a “U” shaped form as the seat slides into the
valve cavity.
E. Push the seat down until it reaches the bottom of the valve,
keeping both ends of the seat extending equally from the
of the valve as shown in figure 4.
F. Using a flat blade screwdriver, gently work each side of the
seat under the retaining lip in the bottom of the valve. It may
be necessary to gently tap the seat with a rubber mallet as the
seat is worked under the retainer.
G. Once the seat is positioned under the retaining lip, as in figure
5, use a blunt piece of wood or plastic to gently tap the seat to
the bottom of the seat trough.
H. Trim the remaining material at the top of the valve body
approximately 1/2” above the mounting flange per figure 4.
I. Lubricate the exposed seat surfaces with Syl-Glyde
p/n 765-1351 or equivalent) or light grade oil.
J. Insert valve gate into the body, keeping the gate centered in
the cavity as it is installed. Push firmly or lightly tap
rubber mallet until it reaches the bottom of the valve. The gate
should be in contact with the seat along the entire edge of the
gate.
K. Repack valve following the repacking procedures previously
outlined.
L. Reinstall packing follower and tighten the bolts equally starting at the
center and working to the ends.
M. Reinstall the yoke assembly while making sure the valve operates freely and the gate is
properly seating to the seat material.
c. High Performance Seats
A. Replace the seats with the valve in the closed position.
B. Remove the retainer ring bolts and slide the assemblies out from both sides of the valve as
shown in figure 6.
C. Slide both the seat ring and seat backing o-ring of the retainer.
D. Lubricate the replacement o-rings with Syl-Glyde
grade oil. This will ensure that the o-rings do not roll when placed on the retainer rings, and will
also help the installation of the seat assemblies into the valve body.
E. Place the new seat rings over the o-rings on the retainers (The retaining lip on the seat should
be placed against the o-ring) as shown in figure 7.
F. Place the seat assemblies into the valve body and lightly secure with retainer ring bolts.
INSTALLATION, OPERATION & MAINTENANCE INSTRUCTIONS
62B KNIFE GATE VALVES
Figure 3
top
Figure 4
®
(NAPA
with a
Figure 5
®
(NAPA p/n 765-1351 or equivalent) or light
7 fo 5 egaP 0172-5_rev _VGKWNF_MOI :COD
Page 6

INSTALLATION, OPERATION & MAINTENANCE INSTRUCTIONS
62B KNIFE GATE VALVES
G. Tighten the retainer ring bolts using the cross-over method describe in step 8 of the installation
instructions.
H. Using a straight edge, tighten the bolts till the retainer rings are flush with the valve body as
shown in figure 8. Do not over tighten
.
Figure 6
Figure 7
Figure 8
Note: If the gate of the High Performance knife gate valve is removed for any reason, make sure the seat
retaining rings are loosened prior to the gate’s reinsertion into the valve body. This will help prevent the
seat rings from being damaged.
7 fo 6 egaP 0172-5_rev _VGKWNF_MOI :COD
Page 7

INSTALLATION, OPERATION & MAINTENANCE INSTRUCTIONS
62B KNIFE GATE VALVES
WARRANTY
1. LIMITED WARRANTY: Subject to the limitations expressed herein, Seller warrants that products
manufactured by Seller shall be free from defects in design, material and workmanship under normal use for
a period of one (1) year from installation but in no case shall the warranty period extend longer than eighteen
months from the date of sale. This warranty is void for any damage caused by misuse, abuse, neglect, acts of
God, or improper installation. For the purpose of this section, “Normal Use” means in strict accordance with
the installation, operation and maintenance manual. The warranty for all other products is provided by the
original equipment manufacturer.
2. REMEDIES:
upon receipt of notice from Buyer during the Manufacturer’s warranty period at no additional charge. SELLER
HEREBY DISCLAIMS ALL OTHER EXPRESSED OR IMPLIED WARRANTIES, INCLUDING, WITHOUT
LIMITATION, ALL IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS OR FITNESS FOR A
PARTICULAR PURPOSE.
3. LIMITATION OF LIABILITY: UNDER NO CIRCUMSTANCES SHALL EITHER PARTY BE LIABLE TO THE
OTHER FOR INCIDENTAL, PUNITIVE, SPECIAL OR CONSEQUENTIAL DAMAGES OF ANY KIND.
BUYER HEREBY ACKNOWLEDGES AND AGREES THAT UNDER NO CIRCUMSTANCES, AND IN NO
EVENT, SHALL SELLER'S LIABILITY, IF ANY, EXCEED THE NET SALES PRICE OF THE DEFECTIVE
PRODUCT(S) PURCHASED DURING THE PREVIOUS CONTRACT YEAR.
4. LABOR ALLOWANCE: Seller make
REPAIRING OR REPLACING DEFECTIVE PRODUCTS OR WORKMANSHIP OR DAMAGE RESULTING
FROM THE SAME.
5. RECOMMENDATIONS BY SELLER: Seller may assist Buyer in selection decisions by providing information
regarding products that it manufacturers and those manufactured by others. However, Buyer acknowledges
that Buyer ultimately chooses the product’s suitability for its particular use, as normally signified by the
signature of Buyer’s technical representative. Any recommendations made by Seller concerning the use,
design, application or operation of the products shall not be construed as representations or warranties,
expressed or implied. Failure by Seller to make recommendations or give advice to Buyer shall not impose
any liability upon Seller.
6. EXCUSED PERFORMANCE:
indicated by Seller in writing, but Seller assumes no responsibility or liability and will accept no back-charge
for loss or damage due to delay or inability to deliver, caused by acts of God, war, labor difficulties, accidents,
inability to obtain materials, delays of carriers, contractors or suppliers or any other causes of any kind
whatever beyond the control of Seller. Under no circumstances shall Seller be liable for any special,
consequential, incidental, or indirect damages, losses, or expense (whether or not based on negligence)
arising directly or indirectly from delays or failure to give notice of delay.
Seller shall repair or replace, at its option, any non-conforming or otherwise defective product,
s NO ADDITIONAL ALLOWANCE FOR THE LABOR OR EXPENSE OF
Seller will make a good faith effort to complete delivery of the products as
7 fo 7 egaP 0172-5_rev _VGKWNF_MOI :COD
 Loading...
Loading...