

Page 1
MHCP Precleaner
Installation, Operation
and Maintenance Manual
www.flexco.com
www.flexco.com
Page 2
MHCP Precleaner
Serial Number: ______________________________________________________________
Purchase Date: _______________________________________________________________
Purchased From: _____________________________________________________________
Installation Date: _____________________________________________________________
Serial number information can be found on the Serial Number Label
included in the Information Packet found in the cleaner carton.
This information will be helpful for any future inquiries or questions
about belt cleaner replacement parts, specifications or troubleshooting.
MHCP Precleaner
Page 3

Table of Contents
Section 1 – Important Information ....................................................................................................................... 2
1.1 General Introduction ..........................................................................................................................................................2
1.2 User Benets .........................................................................................................................................................................2
1.3 Service Option ......................................................................................................................................................................2
Section 2 – Safety Considerations and Precautions .............................................................................................. 3
2.1 Stationary Conveyors .........................................................................................................................................................3
2.2 Operating Conveyors ..........................................................................................................................................................3
Section 3 – Pre-Installation Checks and Options .................................................................................................4
3.1 Checklist ................................................................................................................................................................................4
3.2 Cleaner Location Adjustments .........................................................................................................................................5
3.3 Optional Installation Accessories ....................................................................................................................................6
Section 4 – Installation Instructions ..................................................................................................................... 7
Section 5 – Pre-Operation Checklist and Testing ............................................................................................... 11
5.1 Pre-Op Checklist .............................................................................................................................................................. 11
5.2 Test Run the Conveyor .................................................................................................................................................... 11
Section 6 – Maintenance ......................................................................................................................................14
6.1 New Installation Inspection ........................................................................................................................................... 14
6.2 Routine Visual Inspection .............................................................................................................................................. 14
6.3 Routine Physical Inspection........................................................................................................................................... 14
6.4 Blade Replacement Instructions ................................................................................................................................... 15
6.5 Maintenance Log .............................................................................................................................................................. 17
6.6 Cleaner Maintenance Checklist .................................................................................................................................... 18
Section 7 – Troubleshooting ................................................................................................................................19
Section 8 – Specs and CAD Drawings ................................................................................................................. 20
8.1 Specications and Guidelines ........................................................................................................................................ 20
8.2 CAD Drawings ..................................................................................................................................................................21
Section 9 – Replacement Parts ............................................................................................................................23
9.1 Replacement Parts List .................................................................................................................................................... 23
9.2 Optional Assemblies, Tensioners & Kits ..................................................................................................................... 24
Section 10 – Other Flexco Conveyor Products ...................................................................................................25
3
Page 4

Section 1 – Important Information
1.1 General Introduction
We at Flexco are very pleased that you have selected a MHCP Precleaner for your conveyor system.
is manual will help you to understand the operation of this product and assist you in making it work up to
its maximum eciency over its lifetime of service.
It is essential for safe and ecient operation that the information and guidelines presented be properly
understood and implemented. is manual will provide safety precautions, installation instructions,
maintenance procedures and troubleshooting tips.
If, however, you have any questions or problems that are not covered, please visit our web site or contact our
Customer Service Department:
Customer Service: 1-800-541-8028
Visit www.flexco.com for other Flexco locations and products.
Please read this manual thoroughly and pass it on to any others who will be directly responsible for
installation, operation and maintenance of this cleaner. While we have tried to make the installation and
service tasks as easy and simple as possible, it does however require correct installation and regular
inspections and adjustments to maintain top working condition.
1.2 User Benets
Correct installation and regular maintenance will provide the following benets for your operation:
• Reduced conveyor downtime
• Reduced man-hour labor
• Lower maintenance budget costs
• Increased service life for the belt cleaner and other conveyor components
1.3 Service Option
e MHCP Precleaner is designed to be easily installed and serviced by your on-site personnel. However, if
you would prefer complete turn-key factory service, please contact your local Flexco Field Representative.
4 MHCP Precleaner
Page 5
Section 2 – Safety Considerations and Precautions
Before installing and operating the MHCP Precleaner, it is important to review and understand the following safety information.
There are set-up, maintenance and operational activities involving both stationary and operating conveyors. Each case has a safety
protocol.
2.1 Stationary Conveyors
The following activities are performed on stationary conveyors:
• Installation • Blade replacement • Repairs
• Tension adjustments • Cleaning
!
DANGER
!
WARNING
It is imperative that OSHA/MSHA Lockout/Tagout (LOTO)
regulations, 29 CFR 1910.147, be followed before undertaking
the preceding activities. Failure to use LOTO exposes workers
to uncontrolled behavior of the belt cleaner caused by
movement of the conveyor belt. Severe injury or death can
result.
Before working:
• Lockout/Tagout the conveyor power source
• Disengage any takeups
• Clear the conveyor belt or clamp securely in place
2.2 Operating Conveyors
There are two routine tasks that must be performed while the conveyor is running:
• Inspection of the cleaning performance
• Dynamic troubleshooting
DANGER
!
Use Personal Protective Equipment (PPE):
• Safety eyewear
• Hardhats
• Safety footwear
Close quarters, springs and heavy components create a
worksite that compromises a worker’s eyes, feet and skull.
PPE must be worn to control the foreseeable hazards
associated with conveyor belt cleaners. Serious injuries
can be avoided.
!
WARNING
Every belt cleaner is an in-running nip hazard. Never
touch or prod an operating cleaner. Cleaner hazards cause
instantaneous amputation and entrapment.
!
WARNING
Belt cleaners can become projectile hazards. Stay as far from
the cleaner as practical and use safety eyewear and headgear.
Missiles can inflict serious injury.
Never adjust anything on an operating cleaner.
Unforseeable belt projections and tears can catch on
cleaners and cause violent movements of the cleaner
structure. Flailing hardware can cause serious injury
or death.
5
Page 6

Section 3 – Pre-Installation Checks and Options
3.1 Checklist
• Check that the cleaner size is correct for the beltline width
• Check the belt cleaner carton and make sure all the parts are included
• Review the “Tools Needed” list on the top of the installation instructions
• Check the conveyor site:
- Will the cleaner be installed on a chute
- Are there obstructions that may require cleaner location adjustments
(see 3.2 – Cleaner Location Adjustments)
- Is the install on an open head pulley requiring mounting structure
(see 3.3 – Optional Installation Accessories)
6 MHCP Precleaner
Page 7
Section 3 – Pre-Installation Checks and Options
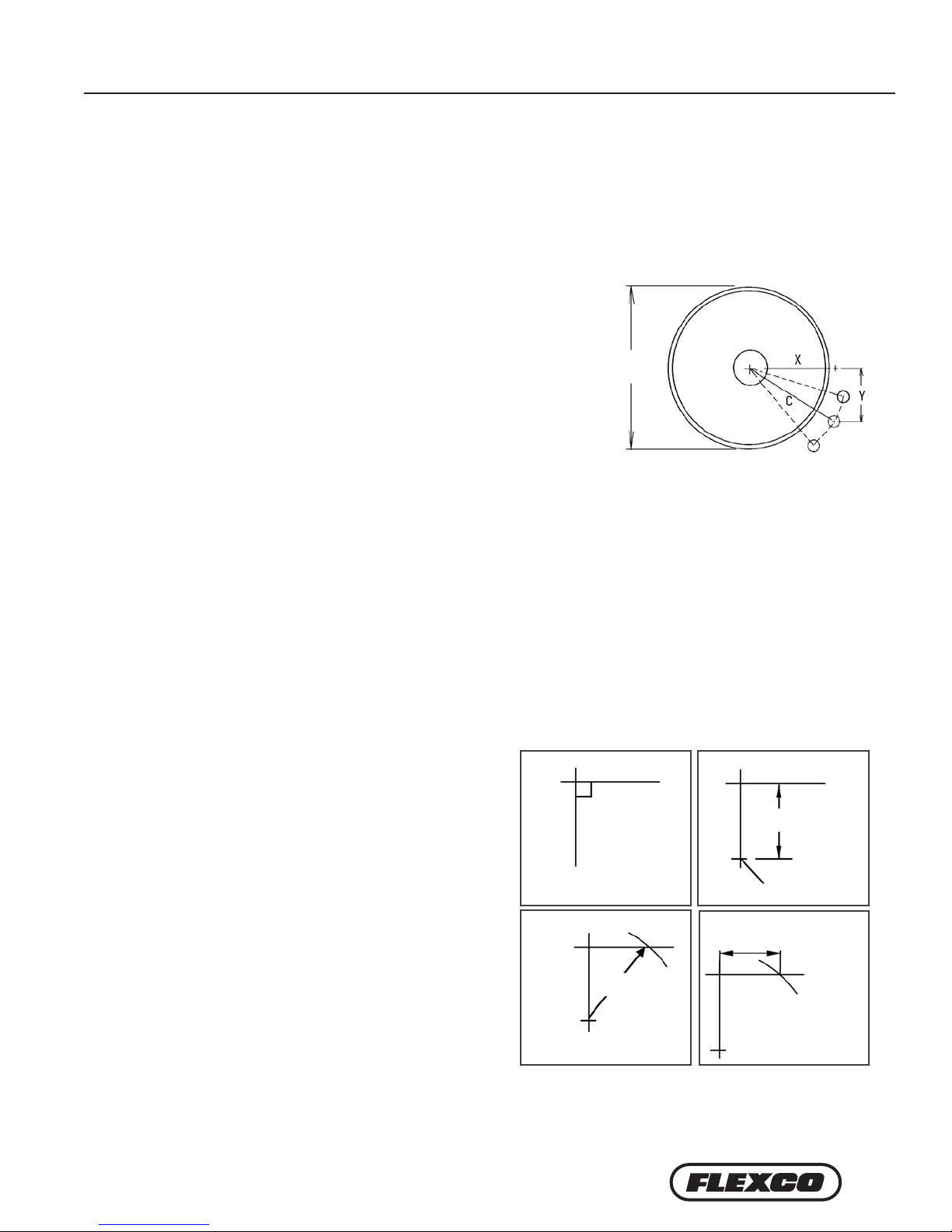
3.2 Cleaner Location Adjustments
In certain applications it is necessary to modify the location of the precleaner pole due to permanent obstacles that obstruct the
desired location. Relocating the pole location can be done easily and does not hinder the performance of the cleaner as long as the
“C” dimension is maintained.
NOTE: In the following example we will be lowering the pole location in the “Y” direction, but the same method could also be
applied in the “X” direction.
Conveyor situation:
Pulley Diameter: 36"
X = 18"
Y = 14 3/8"
C = 23"
1. Determine the given location dimensions and define the change needed. After laying out the given X & Y dimensions,
determine the distance of the modification required for adequate clearance of the pole and tensioning system. (In the example
we decide to lower the pole 2" to clear the support structure).
36”
2. Write down known dimensions. We can now determine two of the three required dimension which will allow us to find the
third. We know we cannot alter the “C” dimension, so this will remain the same. Also we are required to lower the unit in the “Y”
dimension 2", so we add 2" to the given “Y” dimension.
X = ?"
Y =14 3/8+2=16 3/8"
C = 23"
3. Determine final dimension. On a flat vertical surface, using
a level, draw one horizontal line and one vertical line creating
a right triangle (Fig 3a). Measure down from the intersection
the determined “Y” dimension and mark (Fig 3b). With the
Y (16 3/8")
tape measure starting at the modified “Y” mark, swing the tape
across the “X” line and mark at the “C” dimension where it
crosses the “X” line (Fig 3c). Measure from the intersection to
the “C” intersection and this will be your new “X” dimension
(Fig. 3d).
X = 16 1/8"
Y = 16 3/8"
Fig. 3a
C (23")
mark
This distance is the new
“X” dimension
Fig. 3b
(16 1/8")
C = 23"
Fig. 3c
Fig. 3d
7
Page 8

Section 3 - Pre-Installation Checks and Options
3.3 Optional Installation Accessories
Versatile, adjustable brackets and plates that can be mounted on the conveyor structure so precleaners and
secondary cleaners can be easily and quickly bolted into place.
75830
Optional Mounting Bar Kit
(with bolts, nuts and washers)
• For mounting precleaners on open
head pulleys.
• Weld on both sides of pulley and
bolt on steel plates.
• 1-1/2" W x 16" L with (4) 5/8-11
tapped holes
Optional Mounting Kits (incl. 2 brackets/bars)
Description
Optional Mounting Bar Kit * MMBK 75830 19.5
Mounting Plate Kit (incl. 2 plates) MMPK 76537 140.0
*Hardware Included
Lead time: 1 working day
Ordering
Number
Pole Extender Kit (incl. 2 pole extenders)
Description
Pole Extender Kit MAPEK 76024 21.9
Provides 30" (750mm) of extended pole length.
Lead time: 1 working day
Ordering
Number
Item
Code
Wt.
Lbs.
Item
Code
Wt.
Lbs.
76537
Optional Mounting Plate Kit
• For use with Mounting Bars to mount
cleaners on open head pulleys.
• 16" x 32" (400 x 800mm) with (4) 5/8"
holes
8 MHCP Precleaner
Page 9
Section 4 – Installation Instructions
4.1 MHCP Precleaner
Supershear Blades
AWT Air/Water Tensioner
or NT Nitrogen Tensioner
Blade Cartridge
Extender Pole
Center Pole
Maximum
lump size + 8"
(200mm)
Chute Wall
MHCP Parts List
PST Spring Tensioner
Physically lock out and tag the conveyor at the power source before you
begin cleaner installation.
CAUTION: Components may be heavy. Use safety-approved lifting procedures.
Tools Needed:
• Tape Measure
• Wrenches or Crescent Wrenches: (2) 3/4"
(19mm), (2) 1-1/2" (38mm), (1) 15/16"
(24mm), and (1) 5/8" (16mm)
• C-clamps for AWT only
Blades per Cleaner Size
24" 30" 36" 42" 48" 54" 60" 72" 84" 96"
3 4 5 6 7 8 9 11 13 15
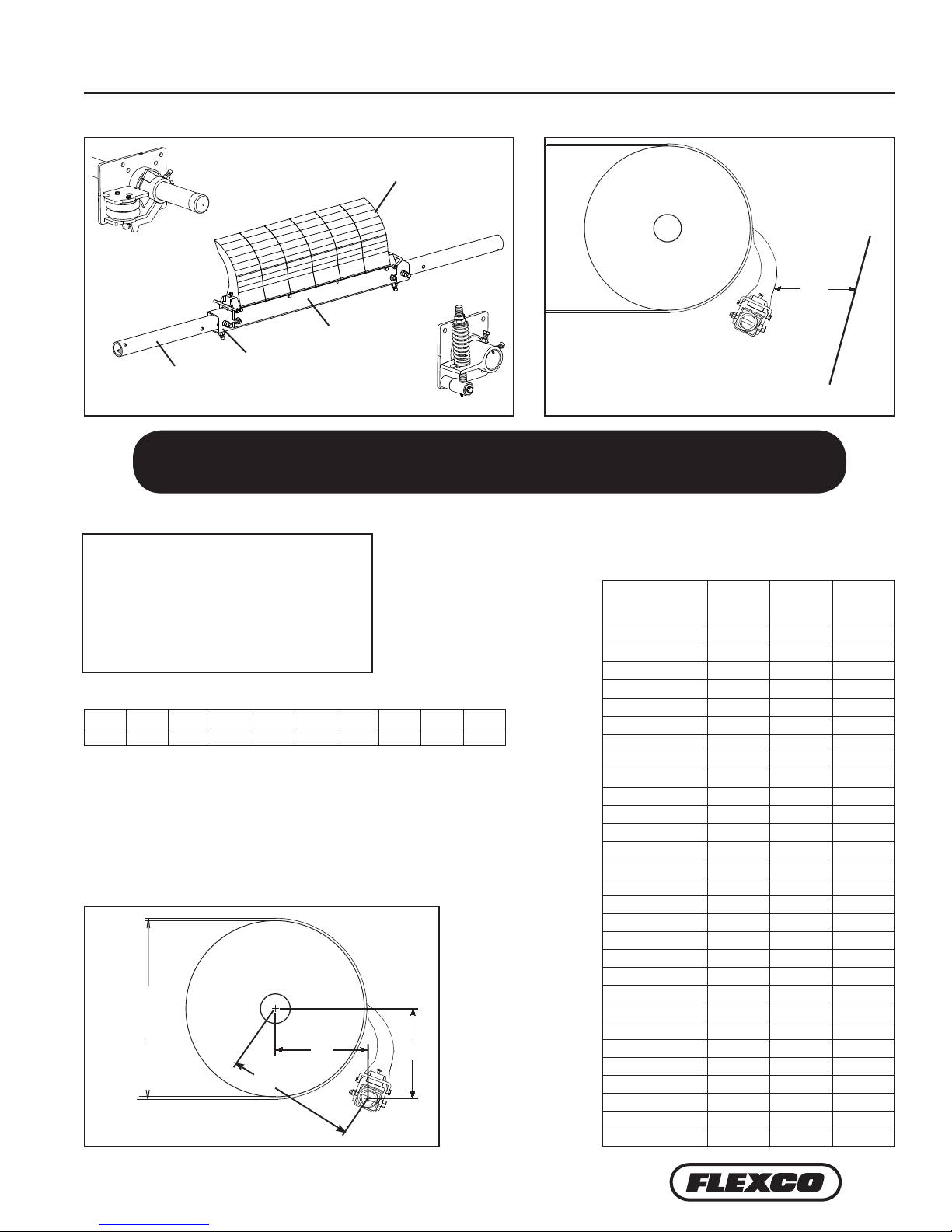
1. Find the X, Y & C specifications. Measure the pulley diameter
(including the belt and the lagging) (Fig. 1).
Pulley Diameter ______"; X=______"; Y=______"; C=______".
(Adjustments can be made to the X & Y coordinates to move away
from obstacles as long as the C dimension remains constant.)
Pulley Diameter
(incl. belt and
lagging)
X
C
Fig. 1
Y
Recommended spacing from back chute wall
X & Y Chart for Pole Location
Pulley Diameter
(including belt
and lagging) X Y C
20" 10" 14-3/8" 17-1/2"
21" 10-1/2" 14-3/8" 17-3/4"
22" 11" 14-3/8" 18-1/8"
23" 11-1/2" 14-3/8" 18-3/8"
24" 12" 14-3/8" 18-3/4"
25" 12-1/2" 14-3/8" 19"
26" 13" 14-3/8" 19-3/8"
27" 13-1/2" 14-3/8" 19-3/4"
28" 14" 14-3/8" 20-1/8"
29" 14-1/2" 14-3/8" 20-3/8"
30" 15" 14-3/8" 20-3/4"
31" 15-1/2" 14-3/8" 21-1/8"
32" 16" 14-3/8" 21-1/2"
33" 16-1/2" 14-3/8" 21-7/8"
34" 17" 14-3/8" 22-1/4"
35" 17-1/2" 14-3/8" 22-5/8"
36" 18" 14-3/8" 23"
37" 18-1/2" 14-3/8" 23-3/8"
38" 19" 14-3/8" 23-7/8"
39" 19-1/2" 14-3/8" 24-1/4"
40" 20" 14-3/8" 24-5/8"
41" 20-1/2" 14-3/8" 25"
42" 21" 14-3/8" 25-1/2"
43" 21-1/2" 14-3/8" 25-7/8"
44" 22-1/4" 14-3/8" 26-1/2"
45" 22-7/8" 14-3/8" 27"
46" 23-1/2" 14-3/8" 27-1/2"
47" 24" 14-3/8" 28"
48" 24-5/8" 14-3/8" 28-1/2"
9
Page 10

Section 4 – Installation Instructions
mark
Y
X
mark
Center large template hole notches on pole center mark,
rotate to desired angle and trace holes
Template for
PST mounting base
Template for
AWT/NT mounting base
Blade
Cartridge
Chute wall
(cut away)
Center Pole
Extender Pole
Must be facing
away from
head pulley
Locating bolt
holes
Locking
Bolts
Must align with
extender pole
holes
Must be
facing down
mark
Y
X
mark
Center large template hole notches on pole center mark,
rotate to desired angle and trace holes
Template for
PST mounting base
Template for
AWT/NT mounting base
4. 1 MHCP Precleaner (cont.)
2. Lay out the dimensions on the chute wall. Measure out the X dimension horizontally
mark
X
Y
from the center of the pulley shaft and mark. (NOTE: It may be easier to put a level on
top of the pulley shaft, draw a horizontal line and then measure down half the diameter
of the shaft and make a line from the front of the shaft. Now subtract half the pulley shaft
diameter from the X coordinate and measure on the line and make a mark.) Then measure
down vertically the Y dimension and mark. This is the correct position for the center of the
cleaner pole (Fig. 2). Lay out and mark the same dimensions on the other side.
Fig. 2
Fig. 3
Fig. 4
mark
Template for
PST mounting base
Center large template hole notches on pole center mark,
Extender Pole
Locating bolt
holes
rotate to desired angle and trace holes
Center Pole
Template for
AWT/NT mounting base
Must be
facing down
Chute wall
(cut away)
Blade
Cartridge
Must be facing
away from
head pulley
Must align with
extender pole
holes
Locking
Bolts
Extender
Pole
3. Mark and cut the mounting base holes. Using the mounting base
template provided in the instruction packet, position the large pole
hole of the template on the chute with the hole notches aligned with
the layout lines. Trace the pole hole and mounting holes (Fig. 3). Each
base can be mounted in any position 360° around the pole as long as
the pole’s center point does not change. Cut the holes on both sides of
the chute.
4. Assemble the extender poles to the center pole. Insert the extender
poles through the chute holes and into the center pole and make sure
the locating bolt holes align with the center pole holes (holes are offset
to the lower half). Position the center pole with the welded nuts and
locking bolts on one side facing down and on the adjoining side facing
away from the head pulley (Fig. 4). Leave the locking bolts loose.
Mounting Plate
(Pst Shown)
5. Install the mounting bases. Bolt
the mounting bases to the chute
with the bolts provided (Fig. 5).
6" of pole end
must extend
outside the
mounting base
on each side
Align holes
and install
bolts, washers
and nuts
Fig. 6
10 MHCP Precleaner
Fig. 5
Chute wall
(cut away)
6. Install the blade cartridge. Place the blade cartridge onto the center pole.
Adjust the extender poles until the holes align with the holes in the center pole
and lock the cartridge into place with the two bolts, washers and nuts (Fig. 6).
NOTE: Be sure at least 6"of the extender pole extends out of the mounting base
on each side for tensioner installation. Adjust the extender poles in the center
pole if more or less length is needed.
Page 11

Section 4 – Installation Instructions
Torque
Arm
Torque
Pivot Rod
Pivot Rod Base
Torque Pivot
Rod
Chute
Wall
(cut
away)
Pivot Rod
Mounting Bolt
Chute
Wall
(cut
away)
Pivot Rod
Mounting Bolt
Pivot Rod
Bushings
Torque
Arm
Torque
Pivot Rod
Chute
Wall
(cut
away)
Pivot Rod
Mounting Bolt
4.1 MHCP Precleaner (cont.)
7. Center the blades on the belt. Slide
Remove
blade stop
to slide
blade(s)
off if
necessary
Fig. 7
Slide pole to center
blades or cover
belt’s material path
Tighten locking bolts and
jam nuts (both ends)
Fig. 8
8. Lock the extender poles in the center pole. Tighten the two locking bolts and jam nuts on each end of the center pole (Fig. 8).
the pole until the blades are centered
or cover the belt’s material path (Fig.
7). NOTE: Standard blade coverage
is belt width minus 6". If less blade
coverage is required, single blades can
be removed from the blade cartridge.
The blades do not have to be centered
in the cartridge. They should be
centered on the belt’s material path.
Install the tensioning system. For the PST Spring Tensioner go to step 9S. For the PAT Tensioner proceed to step 9P.
Precleaner Spring Tensioner (PST)
9S. Install the torque pivot rod. Remove the
adjusting nuts and springs from the rods. The
pivot rod base can be installed in any of the four
mounting plate holes. Determine the rotation
Pivot Rod Base
Pivot Rod Base
Torque Pivot
Torque Pivot Rod
Rod
Chute
Chute
Wall
(cut
Wall
away)
(cut
away)
Torque
Pivot Rod
Torque
Arm
desired. Insert the pivot rod mounting bolt
through the chute wall and the mounting plate
and into the pivot rod base and tighten (Fig. 9S).
10S. Slide the torque arm onto the pole end. Again ensuring the correct
pulling rotation, put the torque arm onto the pole end and rotate it
around until the torque pivot rod slides through the slot (Fig. 10S).
11S. Reassemble the spring assembly. Slide the spring, washer and
bushings onto the pivot rod and turn the two adjusting nuts so about
Fig. 9S
Pivot Rod
Pivot Rod
Mounting Bolt
Mounting Bolt
Adjusting
Nuts
Washer
Fig. 10S
Pivot Rod
Bushings
1/4" of the rod is exposed above the nuts (Fig. 11S). Complete steps 9S
through 11S on the other side.
Tighten
locking bolts
and
jam
nuts
Fig. 11S
12S. Tension the blades to the belt. Rotate the blades until they contact the belt. While
holding the spring bushing flat on the torque arm, rotate the torque arm until the
pivot rod is against the end of the slot nearest the pole. Tighten the locking bolts
and jam nuts on the torque arm (Fig. 12S). NOTE: The torque arm should be up
against the mounting base.
Fig. 12S
Pivot rod against slot
end nearest the pole
11
Page 12

Section 4 – Installation Instructions
4.1 MHCP Precleaner (cont.)
Spring Length Chart
Blade
Width
Spring tension is based on the number of blades on the
cleaner, not the belt width. Shading indicates preferred
spring option.
No. Of
Blades
18" 3 5 3/4" 6 3/8" 6 1/2"
24" 4 5 3/8" 6 1/4" 6 3/8"
30" 5 5 1/8" 6 1/8" 6 3/8"
36" 6 4 3/4" 6 1/8" 6 1/4"
42" 7 4 1/2" 6" 6 1/4"
48" 8 N/A 5 7/8" 6 1/8"
54" 9 N/A 5 3/4" 6 1/8"
60" 10 N/A 5 3/4" 6"
66" 11 N/A 5 5/8" 6"
72" 12 N/A 5 1/2" 5 7/8"
78" 13 N/A 5 1/8” 5 3/4"
84" 14 N/A N/A 5 3/4"
90" 15 N/A N/A 5 5/8"
96" 16 N/A N/A 5 1/2"
102" 17 N/A N/A 5 1/2"
White
Springs
Silver
Springs
Red
Springs
Measure
f Washer
from top
of washer
rque Arm
to top of
torque arm.
Fig. 13S
14S. Test run the cleaner. Run the conveyor for at least 15 minutes and inspect
cleaning performance. Check the spring lengths for proper tensioning. Make
adjustments as necessary.
13S. Set the correct blade tension. Refer to the chart or
the decal on the mounting base for the spring length
required for the belt width. Lightly pull the pivot rod
toward the end of the torque arm slot nearest the pole
and turn the adjusting nuts until the required spring
length is achieved (Fig.13S). Complete steps 12S and
13S on the other side. For best results, recheck the spring
length on the first side to insure there has been no
movement.
Portable Air Tensioner (PAT)
Locking bolts
and jam nuts
Collapse
air bags
Fig. 9P
Connect line
from site supply
or tank
Connect lines
from air bags
Fig. 10P
PAT Control Box
NOTE: Tensioners are shipped with the air bags and torque arms attached to the
mounting bases.
9P. Tension the blades to the belt. Collapse both air bags (with C-clamps) and rotate the
blades until they are 1" short of contact with the belt. Tighten the torque arm locking
bolts and jam nuts (Fig. 9P).
10P. Connect the supply lines and set tension pressure.
With the parts supplied, attach a line to each air
bag and run the lines to the outlet side of the PAT
control box (Fig. 10P). NOTE: Be sure lines are
safely away from the belt. Connect a line from the
inlet side of the box to the site’s supply or air tank.
Test the connections for leaks and set the pressure
per the chart on the control box (also shown below).
Take the pressure chart label from the instruction
packet and affix it in an easily accessible location
near the regulator for future reference.
Pressure Chart
Blade
Width
PSI setting is based on the number
of blades on the cleaner, not the
belt width.
No. of
Blades PSI
18" 3 8#
24" 4 10#
30" 5 13#
36" 6 15#
42" 7 18#
48" 8 20#
54" 9 23#
60" 10 25#
66" 11 28#
72" 12 31#
78" 13 33#
84" 14 36#
90" 15 38#
11P. Test run the cleaner. Run the conveyor for at least 15 minutes and inspect cleaning
12 MHCP Precleaner
performance. Make adjustments as necessary.
Page 13

Section 5 – Pre-Operation Checklist and Testing
5.1 Pre-Op Checklist
• Recheck that all fasteners are tightened properly
• Add pole caps
• Apply all supplied labels to the cleaner
• Check the blade location on the belt
• Be sure that all installation materials and tools have been removed from the belt and the conveyor area
5.2 Test Run the Conveyor
• Run the conveyor for at least 15 minutes and inspect the cleaning performance
• Check the tensioner spring for recommended length (proper tensioning)
• Make adjustments as necessary
NOTE: Observing the cleaner when it is running and performing properly will help to detect problems or
when adjustments are needed later.
13
Page 14

Section 6 – Maintenance
Flexco belt cleaners are designed to operate with minimum maintenance. However, to maintain superior performance some service
is required. When the cleaner is installed a regular maintenance program should be set up. This program will ensure that the cleaner
operates at optimal efficiency and problems can be identified and fixed before the cleaner stops working.
All safety procedures for inspection of equipment (stationary or operating) must be observed. The MHCP Precleaner operates at
the discharge end of the conveyor and is in direct contact with the moving belt. Only visual observations can be made while the belt
is running. Service tasks can be done only with the conveyor stopped and by observing the correct lockout/tagout procedures.
6.1 New Installation Inspection
After the new cleaner has run for a few days a visual inspection should be made to ensure the cleaner is performing
properly. Make adjustments as needed.
6.2 Routine Visual Inspection (every 2-4 weeks)
A visual inspection of the cleaner and belt can determine:
• If the spring length is the correct length for optimal tensioning.
• If the belt looks clean or if there are areas that are dirty.
• If the blade is worn out and needs to be replaced.
• If there is damage to the blade or other cleaner components.
• If fugitive material is built up on the cleaner or in the transfer area.
• If there is cover damage to the belt.
• If there is vibration or bouncing of the cleaner on the belt.
• If a snub pulley is used, a check should be made for material buildup on the pulley.
If any of the above conditions exist, a determination should be made on when the conveyor can be stopped for
cleaner maintenance.
6.3 Routine Physical Inspection (every 6-8 weeks)
When the conveyor is not in operation and properly locked and tagged out a physical inspection of the cleaner to perform
the following tasks:
• Clean material buildup off of the cleaner blade and pole.
• Closely inspect the blade for wear and any damage. Replace if needed.
• Check both cartridges for proper installation and condition. Replace if needed.
• Ensure full blade to belt contact.
• Inspect the cleaner pole for damage.
• Inspect all fasteners for tightness and wear. Tighten or replace as needed.
• Replace any worn or damaged components.
• Check the tension of the cleaner blade to the belt. Adjust the tension if necessary using the chart on the
cleaner or the one on Page 10.
• When maintenance tasks are completed, test run the conveyor to ensure the cleaner is performing properly.
14 MHCP Precleaner
Page 15

Section 6 – Maintenance
Pivot Rod
Bushings
Torque
Arm
Torque
Pivot Rod
Pivot Rod Base
Torque Pivot
Rod
Chute
Wall
(cut
away)
Pivot Rod
Mounting Bolt
6.4 Blade Replacement Instructions
MHCP Parts List
Physically lock out and tag the conveyor at the power source before you
Tools Needed:
• Tape measure
• (2) 3/4"(19mm) wrench or crescent wrench
• 11/16" (17mm) wrench or crescent wrench
• (1) 9/16"(14mm) wrench or crescent wrench
• Wire brush (for cleaning pole)
• Small putty knife (for cleaning pole)
begin cleaner installation.
SuperShear™ Replacement Blade
and Cartridge
Tighten
locking bolts
and
jam
nuts
Fig. 1
Pivot rod against slot
end nearest the pole
1. Remove the tension. Loosen the adjusting nuts on both sides and turn them
out until they are flush with ends of the pivot arm
(Fig. 1) or release pressure from PAT control unit. This releases the tension of
the blade on the belt.
2. Remove the worn blade cartridge. Remove two bolts on each end of
cartridge and remove the cartridge from the pole (Fig. 2). Clean all fugitive
material from the pole.
NOTE: If cartridge is hard to remove use a screwdriver or hammer to loosen
it and then remove.
6" of pole end
must extend
outside the
mounting base
on each side
Fig. 2
Blade
Cartridge
Align holes
and install
bolts, washers
and nuts
15
Page 16

Section 6 – Maintenance
6.4 Blade Replacement Instructions (cont.)
3. Change blades on cartridge. Be sure to install all new blades to ensure
even cleaning. To remove blades, unlock blade stop, remove handle and
loosen cartridge expansion bolts. Clean cartridge before installing new
blades. Install new blades then tighten cartridge expansion bolts and
reinstall blade stop handle (Fig. 3).
4. Install the new cartridge. Slide the new cartridge onto the pole. Align
holes on pole and cartridge then install bolts, washers and nuts to lock in
cartridge (Fig. 4).
5. Reset the correct blade tension. Refer to the chart for the spring length/
PSI required for the belt width. For PST lightly pull the pivot arm toward
the end of the torque arm slot nearest the pole and turn the adjusting nuts
until the required spring length is achieved (Fig. 5). Tighten jam nut. NOTE:
The chart is also on the cleaner’s pivot shaft bracket for future reference for
retensioning maintenance.
Fig. 3
Blade
Stop
Handle
Fig. 4
6" of pole end
must extend
outside the
mounting base
on each side
Cartridge
Expansion Bolts
Blade
Cartridge
Align holes
and install
bolts, washers
and nuts
Spring Length Chart
Blade
Width
Spring tension is based on the number of blades on the
cleaner, not the belt width. Shading indicates preferred
spring option.
No. Of
Blades
18" 3 5 3/4" 6 3/8" 6 1/2"
24" 4 5 3/8" 6 1/4" 6 3/8"
30" 5 5 1/8" 6 1/8" 6 3/8"
36" 6 4 3/4" 6 1/8" 6 1/4"
42" 7 4 1/2" 6" 6 1/4"
48" 8 N/A 5 7/8" 6 1/8"
54" 9 N/A 5 3/4" 6 1/8"
60" 10 N/A 5 3/4" 6"
66" 11 N/A 5 5/8" 6"
72" 12 N/A 5 1/2" 5 7/8"
78" 13 N/A 5 1/8” 5 3/4"
84" 14 N/A N/A 5 3/4"
90" 15 N/A N/A 5 5/8"
96" 16 N/A N/A 5 1/2"
102" 17 N/A N/A 5 1/2"
White
Springs
Silver
Springs
Red
Springs
Measure
f Washer
from top
of washer
rque Arm
to top of
torque arm.
Fig. 5
Pressure Chart
Blade
Width
PSI setting is based on the number
of blades on the cleaner, not the
belt width.
No. of
Blades PSI
18" 3 8#
24" 4 10#
30" 5 13#
36" 6 15#
42" 7 18#
48" 8 20#
54" 9 23#
60" 10 25#
66" 11 28#
72" 12 31#
78" 13 33#
84" 14 36#
90" 15 38#
Test run the cleaner. Run the conveyor for at least 15 minutes and inspect the cleaning performance. Check the spring length for
proper tensioning. Make adjustments as necessary.
16 MHCP Precleaner
Page 17

Section 6 – Maintenance
6.5 Maintenance Log
Conveyor Name/No.
Date: Work done by: Service Quote #
Activity:
Date: Work done by: Service Quote #
Activity:
Date: Work done by: Service Quote #
Activity:
Date: Work done by: Service Quote #
Activity:
Date: Work done by: Service Quote #
Activity:
Date: Work done by: Service Quote #
Activity:
Date: Work done by: Service Quote #
Activity:
17
Page 18

Beltline Number:
Head Pulley Diameter (Belt & Lagging): Belt Speed: fpm Belt Thickness:
Estimated blade life:
Not contacting belt
Section 6 – Maintenance
6.6 Cleaner Maintenance Checklist
Site: Inspected by: Date:
Belt Cleaner: Serial Number:
Beltline Information:
Belt Condition:
Belt Width: 24" 30" 36" 42" 48" 54" 60" 72" 84"
(600mm) (750mm) (900mm) (1050mm) (1200mm) (1350mm) (1500mm) (1800mm) (2100mm)
Belt Splice Condition of Splice Number of splices Skived Unskived
Material conveyed
Days per week run Hours per day run
Blade Life:
Date blade installed: Date blade inspected:
Is blade making complete contact with belt? Yes No
Distance from wear line: LEFT MIDDLE RIGHT
Blade condition: Good Grooved Smiled Damaged
Measurement of spring: Required Currently
Was Cleaner Adjusted: Ye s No
Pole Condition: Good Bent Worn
96"
Lagging: Slide lag Ceramic Rubber Other None
Condition of lagging: Good Bad Other
Cleaner's Overall Performance: ( Rate the following 1 - 5, 1 = very poor - 5 = very good )
Appearance: Comments:
Location: Comments:
Maintenance: Comments:
Performance: Comments:
Other Comments:
18 MHCP Precleaner
Page 19

Section 7 – Troubleshooting
Problem Possible Cause Possible Solutions
Cleaner under-tensioned Adjust to correct tension – see spring length/PSI chart
Poor cleaning
performance
Rapid Blade Wear
Center wear on blade
(smile eect)
Unusual wear or damage
to blade
Cleaner over-tensioned Adjust to correct tension – see spring length/PSI chart
Cleaner installed in wrong location Verify "C" dimension, relocate to correct dimension
Cleaner blade worn or damaged Replace cleaner blade
Tension on cleaner too high/low Adjust to correct tension – see spring length/PSI chart
Cleaner not located correctly Check cleaner location for correct dimensions
Blade attack angle incorrect Check cleaner location for correct dimensions
Material too abrasive for blade Option: switch to alternate cleaner with metal blades
Mechanical splice damaging blade Repair, skive or replace splice
Blade wider than material path Replace blade with width to match material path
Tension on cleaner too high/low Adjust to correct tension – see spring length/PSI chart
Mechanical splice damaging blade Repair, skive or replace splice
Belt damaged or ripped Repair or replace belt
Cleaner not correctly located Verify "C" dimension, relocate to correct dimension
Vibration or noise
Cleaner being pushed
away from pulley
Damage to pulley or pulley lagging Repair or replace pulley
Cleaner not located correctly Verify "C" dimension, relocate to correct dimension
Blade attack angle incorrect Verify "C" dimension, relocate to correct dimension
Cleaner running on empty belt Use a spray pole when the belt is empty
Cleaner tension too high/low Adjust to correct tension or slight adjust to diminish
Cleaner locking bolts not secure Check and tighten all bolts and nuts
Cleaner not square to head pulley Verify "C" dimension, relocate to correct dimension
Material buildup in chute Clean up build-up on cleaner and in chute
Cleaner tension not set correctly Ensure correct tension/increase tension slightly
Sticky material is overburdening cleaner
Cleaner not set up correctly Conrm location dimensions are equal on both sides
Increase tension; replace with cleaner with metal tips; replace
with larger size cleaner
19
Page 20

Section 8 – Specs and CAD Drawings
8.1 Specications & Guidelines
Telescoping Pole Length Specifications
Cleaner Size
Pole Length
in. mm in. mm in. mm in. mm
24 600 82 2050 28 700 66 1650
30 750 88 2200 34 850 72 1800
36 900 94 2350 40 1000 78 1950
42 1050 100 2500 46 1150 84 2100
48 1200 106 2650 52 1300 90 2250
54 1350 112 2800 58 1450 96 2400
60 1500 118 2950 64 1600 102 2550
72 1800 130 3250 76 1900 114 2850
84 2100 142 3550 88 2200 126 3150
96 2400 154 3850 100 2500 138 3450
Pole Diameter - 2-7/8" (73mm)
Max Overall
Center Pole
Length
Maximum
Conveyor Span
Maximum Overall Pole Length
Maximum Conveyor Span
Center Pole Length
Pole Location Specs
Clearance Guidelines for Installation
Horizontal
Clearance Required
in. mm in. mm
7 175 19 475
Spring Length Chart
Blade
Width
Spring tension is based on the number of blades on the
cleaner, not the belt width. Shading indicates preferred
spring option.
No. of
Blades
18" 3 5 3/4" 6 3/8" 6 1/2"
24" 4 5 3/8" 6 1/4" 6 3/8"
30" 5 5 1/8" 6 1/8" 6 3/8"
36" 6 4 3/4" 6 1/8" 6 1/4"
42" 7 4 1/2" 6" 6 1/4"
48" 8 N/A 5 7/8" 6 1/8"
54" 9 N/A 5 3/4" 6 1/8"
60" 10 N/A 5 3/4" 6"
66" 11 N/A 5 5/8" 6"
72" 12 N/A 5 1/2" 5 7/8"
78" 13 N/A 5 1/8” 5 3/4"
84" 14 N/A N/A 5 3/4"
90" 15 N/A N/A 5 5/8"
96" 16 N/A N/A 5 1/2"
102" 17 N/A N/A 5 1/2"
White
Springs
Vertical
Clearance Required
Silver
Springs
Red
Springs
Vertical
Top of
washer to
top of
torque
arm
Horizontal
Pressure Chart
Blade
Width
PSI setting is based on the number
of blades on the cleaner, not the
belt width.
No. of
Blades PSI
18" 3 8#
24" 4 10#
30" 5 13#
36" 6 15#
42" 7 18#
48" 8 20#
54" 9 23#
60" 10 25#
66" 11 28#
72" 12 31#
78" 13 33#
84" 14 36#
90" 15 38#
Specifications:
• Maximum Belt Speed ................................................... 1200 FPM (6M/sec)
• Temperature Rating ...................................................... -30°F to 180°F (-35°C to 82°C)
• Minimum Pulley Diameter.........................................20" (500mm)
• Blade Height ...................................................................14" (350mm)
• Usable Blade Wear Length...........................................8" (200mm)
• Blades ................................................................................ Polyurethane (proprietary blend for
abrasion resistance and long wear).
• Available for Belt Widths ............................................. 24" to 96" (600 to 2400mm).
Other sizes available upon request.
• CEMA Cleaner Rating .................................................Class 5
A
X
C
Move Dim. C
on arc
A = Pulley Diameter + Lagging and Belt
C = Critical Spec to move location if necessary
Pole Location Chart
A X Y C
20" 10" 14 3/8" 17 1/2"
21" 10 1/2" 14 3/8" 17 3/4"
22" 11" 14 3/8" 18 1/8"
23" 11 1/2" 14 3/8" 18 3/8"
24" 12" 14 3/8" 18 3/4"
25" 12 1/2" 14 3/8" 19"
26" 13" 14 3/8" 19 3/8"
27" 13 1/2" 14 3/8" 19 3/4"
28" 14" 14 3/8" 20 1/8"
29" 14 1/2" 14 3/8" 20 3/8"
30" 15" 14 3/8" 20 3/4"
31" 15 1/2" 14 3/8" 21 1/8"
32" 16" 14 3/8" 21 1/2"
33" 16 1/2" 14 3/8" 21 7/8"
34" 17" 14 3/8" 22 1/4"
35" 17 1/2" 14 3/8" 22 5/8"
36" 18" 14 3/8" 23"
37" 18 1/2" 14 3/8" 23 3/8"
38" 19" 14 3/8" 23 7/8"
39" 19 1/2" 14 3/8" 24 1/4"
40" 20" 14 3/8" 24 5/8"
41" 20 1/2" 14 3/8" 25"
42" 21" 14 3/8" 25 1/2"
43" 21 1/2" 14 3/8" 25 7/8"
44" 22-1/4" 14-3/8" 26-1/2"
45" 22-7/8" 14-3/8" 27"
46" 23-1/2" 14-3/8" 27-1/2"
47" 24" 14-3/8" 28"
48" 24-5/8" 14-3/8" 28-1/2"
Y
20 MHCP Precleaner
Page 21

Section 8 – Specs and CAD Drawings
8.2 CAD Drawing - MHCP PST
A X Y C
21" 10 1/2" 14 3/8" 17 3/4"
20" 10" 14 3/8" 17 1/2"
23" 11 1/2" 14 3/8" 18 3/8"
22" 11" 14 3/8" 18 1/8"
25" 12 1/2" 14 3/8" 19"
24" 12" 14 3/8" 18 3/4"
27" 13 1/2" 14 3/8" 19 3/4"
26" 13" 14 3/8" 19 3/8"
29" 14 1/2" 14 3/8" 20 3/8"
28" 14" 14 3/8" 20 1/8"
31" 15 1/2" 14 3/8" 21 1/8"
30" 15" 14 3/8" 20 3/4"
33" 16 1/2" 14 3/8" 21 7/8"
32" 16" 14 3/8" 21 1/2"
35" 17 1/2" 14 3/8" 22 5/8"
34" 17" 14 3/8" 22 1/4"
36" 18" 14 3/8" 23"
38" 19" 14 3/8" 23 7/8"
37" 18 1/2" 14 3/8" 23 3/8"
40" 20" 14 3/8" 24 5/8"
39" 19 1/2" 14 3/8" 24 1/4"
41" 20 1/2" 14 3/8" 25"
43" 21 1/2" 14 3/8" 25 7/8"
42" 21" 14 3/8" 25 1/2"
44" 22-1/4" 14-3/8" 26-1/2"
45" 22-7/8" 14-3/8" 27"
46" 23-1/2" 14-3/8" 27-1/2"
47" 24" 14-3/8" 28"
48" 24-5/8" 14-3/8" 28-1/2"
Pole Location Chart
BLADES
75929 24" 18" 3
75930 30" 24" 4
75931 36" 30" 5
75932 42" 36" 6
75933 48" 42" 7
75934 54" 48" 8
75935 60" 54" 9
75936 72" 66" 11
76800 84" 78" 13
Cleaner Belt Width "A" NO. OF
78955 96" 90" 15
21
Page 22

Section 8 – Specs and CAD Drawings
8.2 CAD Drawing - MHCP PAT
"C"
"X"
"Y"
ITEM
CODE
CARTRIDGE
ORDER
NUMBER
ITEM
CODE
CENTER POLE
ORDER
NUMBER
ITEM
CODE
MHCP PAT
PRECLEANER
ORDER
NUMBER
OF
BLADES
NUMBER
LENGTH 'B'
MAX POLE
SPECIFICATION
'A'
BELT WIDTH
76638
76639
MHCP-2BC24
MHCP-2BC30
75961
75962
MHP-CP24
MHP-CP30
78723
78724
MHCP-24P
MHCP-30P
'C'
(mm)
(in)
(mm)
24 600 82 2080 3
30 750 88 2230 4
(in)
76640
76488
76489
76490
MHCP-2BC36
MHCP-2BC42
MHCP-2BC48
MHCP-2BC54
75963
75964
75965
75966
MHP-CP36
MHP-CP42
MHP-CP48
MHP-CP54
78725
78726
78727
78728
MHCP-36P
MHCP-42P
MHCP-48P
MHCP-54P
36 900 94 2380 5
42 1050 100 2530 6
48 1200 106 2680 7
54 1350 112 2830 8
78986
76697
76493
76491
MHCP-2BC96
MHCP-2BC84
MHCP-2BC72
MHCP-2BC60
78958
76811
75968
75967
MHP-CP94
MHP-CP84
MHP-CP72
MHP-CP60
78959
78731
78730
78729
MHCP-96P
MHCP-84P
MHCP-72P
MHCP-60P
96 2400 154 3900 15
84 2100 142 3600 13
60 1500 118 3000 9
72 1800 130 3300 11
90413
90414
MHCP-2BC108
MHCP-2BC120
90169
90170
MHP-CP108
MHP-CP120
90169
90170
MHCP-108P
MHCP-120P
108 2700 166 4150 17
120 3000 178 4450 19
152
6.00
2.88
73
.66
17
203
8.00
BLADE WIDTH = 'C' x 6"
339
13.34
BELT WIDTH +4"
BELT WIDTH +5" (125)
MAX POLE LENGTH 'B'
BELT WIDTH +46"(1170)
140
5.50
127
203
8.00
5.00
22 MHCP Precleaner
Page 23

Section 9 – Replacement Parts
9.1 Replacement Parts List
3
4
1
2
Blades Required
per Belt Width
Belt Width
in. mm
6
5
24 600 3
30 750 4
36 900 5
42 1050 6
48 1200 7
54 1350 8
60 1500 9
72 1800 11
84 2100 13
96 2400 15
Blades and cartridges can be
purchased separately (see chart
at right) or preassembled as a
Blade Cartridge Kit.
Required
Blades
Replacement Parts
Ref Description
24" (600mm) Center Pole * MHP-CP24 75961 19.0
30" (750mm) Center Pole * MHP-CP30 75962 23.1
36" (900mm) Center Pole * MHP-CP36 75963 27.2
42" (1050mm) Center Pole * MHP-CP42 75964 31.2
48" (1200mm) Center Pole * MHP-CP48 75965 35.3
1
54" (1350mm) Center Pole * MHP-CP54 75966 39.4
60" (1500mm) Center Pole * MHP-CP60 75967 43.5
72" (1800mm) Center Pole * MHP-CP72 75968 51.6
84" (2100mm) Center Pole * MHP-CP84 76811 60.2
96" (2400mm) Center Pole * MHP-CP96 78958 68.8
2 MHCP Extender Poles
3 SuperShear
24" (600mm) 2-Piece Blade Cartridge * MHCP-2BC24 76638 13.2
30" (750mm) 2-Piece Blade Cartridge * MHCP-2BC30 76639 17.6
36" (900mm) 2-Piece Blade Cartridge * MHCP-2BC36 76640 22.0
42" (1050mm) 2-Piece Blade Cartridge * MHCP-2BC42 76641 26.4
48" (1200mm) 2-Piece Blade Cartridge * MHCP-2BC48 76642 30.8
4
54" (1350mm) 2-Piece Blade Cartridge * MHCP-2BC54 76643 35.2
60" (1500mm) 2-Piece Blade Cartridge * MHCP-2BC60 76644 39.6
72" (1800mm) 2-Piece Blade Cartridge * MHCP-2BC72 76645 48.4
84" (2100mm) 2-Piece Blade Cartridge * MHCP-2BC84 76812 56.5
96" (2400mm) 2-Piece Blade Cartridge * MHCP-2BC96 78986 64.6
5 MHCP Cartridge Handle * MHCP-CH 76393 0.4
6 MHCP Cartridge Blade Stop * MHCP-BS 76394 0.4
*Hardware Included
(2 ea.) MHP-EP 76392 54.0
™
Blade SSRB 75978 6.6
Number
Ordering
Item
Code
Wt.
Lbs.
PST Spring Tensioner Replacement Parts
Ordering
Number
PSTS-W 75898 1.7
PSTS-S 75899 3.0
PTS-R 77726 3.0
QMTBK-W 76098 0.2
AWTPBA 90000 2.3
PST2-W 77723 86.1
PST2-S 77724 86.2
PST-R 77725 86.2
Ordering
Number
AWTNCB 76069 75.2
PAK 78705 86.2
10a
7
10
PST Spring Tensioner
12
14
12
AWT Air/Water Tensioner
15
Ref Description
7 Mounting Plate Kit * (2 ea.) MHPMPK 77727 44.4
8 Torque Arm *
9 Torque Pivot Kit
Tension Spring - White
10
for belts 24" - 48" (600-1200mm)
Tension Spring - Silver
10a
for belts 54" - 84" (1350-2100mm)
Tension Spring - Red (1 ea.)
10b
for belts 96" (2400mm)
Bushing Kit
11
Tensioners)
Pole Bearing Assy
12
(for cleaners shipped after 4/2016)
PST Spring Tensioner* - White
–
(includes 2 each items 7, 8, 9, 10 & 11)
for belts 24" - 48" (600-1200mm)
PST Spring Tensioner* - Silver
–
(includes 2 each items 7, 8, 9, 10a & 11)
for belts 54" -84" (1350-2100mm)
PST Spring Tensioner* - Red
(incl. 2 each items 7, 8, 9 ,10b &11
-
for belts 96" (2400mm)
*Hardware Included
(1 ea.) PSTA 75896 11.4
(1 ea.) (no spring) PTPK 75897 7.0
(1 ea.)
(1 ea.)
(2 ea.) (for White, Silver, & Red
PAT Tensioner Replacement Parts
10b
11
9
8
16
13
Ref Description
17
PAT Control Box
13 Air/Water Bag (1 ea.) AWTB 75905 3.8
14 Mounting Base
15 Torque Arm *
16 Hose Kit
AWT Air/Water Tensioner w/o Control Box
–
(includes 2 each items 13, 14, 15 & 1 each item 16)
17 PAT Control Box PACB 78683 11.0
PAT Kit- AWT Tensioner w/ Control Box
–
(includes 2 ea. Items 13,14, 15, 16 & 1 ea. Item 17)
*Hardware Included
(1 ea.) AWTMB 75906 22.9
(1 ea.) AW TA 75907 11.6
(50' of hose and 6 hose clamps) AWTHK 75909 6.7
Item
Code
Item
Code
Wt.
Lbs.
Wt.
Lbs.
23
Page 24

Section 9 – Replacement Parts
9.2 Optional Assemblies, Tensioners & Kits
Blade/Pole Assemblies
(Includes blades, cartridge, center pole
and 2 extender poles)
Belt Width
in. mm
24 600 MHCP-BPA24 75945 106.0
30 750 MHCP-BPA30 75946 121.1
36 900 MHCP-BPA36 75947 136.2
42 1050 MHCP-BPA42 75948 151.2
48 1200 MHCP-BPA48 75949 166.3
54 1350 MHCP-BPA54 75950 181.4
60 1500 MHCP-BPA60 75951 196.5
72 1800 MHCP-BPA72 75952 226.6
84 2100 MHCP-BPA84 76809 264.4
96 2400 MHCP-BPA96 78956 302.2
Lead time: 1 working day
Tensioners
(Includes tensioners for both pole ends)
Description
PST Spring Tensioner - White
for belts 24" - 48" (600-1200mm)
PST Spring Tensioner - Silver
for belts 54" - 84" (1350-2100mm)
PST Spring Tensioner - Red
for belts 96" (2400mm)
PAT Kit- AWT Tensioner w/ Control Box PA K 78705 86.2
Lead time: 1 working day
Ordering
Number
Item
Code
Ordering
Number
PST-W 75893 86.1
PST-S 75894 86.2
PST2-R 77725 86.2
Wt.
Lbs.
Item
Code
Wt.
Lbs.
PST Spring Tensioner
Blade Cartridge Kits
(Includes blades, cartridge,
and mounting bolts)
Belt Width
in. mm
24 600 MHCP-BCK24 75953 33.0
30 750 MHCP-BCK30 75954 44.0
36 900 MHCP-BCK36 75955 55.0
42 1050 MHCP-BCK42 75956 66.0
48 1200 MHCP-BCK48 75957 77.0
54 1350 MHCP-BCK54 75958 88.0
60 1500 MHCP-BCK60 75959 99.0
72 1800 MHCP-BCK72 75960 121.0
84 2100 MHCP-BCK84 76810 141.2
96 2400 MHCP-BCK96 78957 161.4
NOTE: For easy blade changeout, remove cartridge with worn
blades and replace with new blade cartridge kit. New blades can
then be installed in the old cartridge for the next changeout.
Lead time: 1 working day
Ordering
Number
Item
Code
Wt.
Lbs.
24 MHCP Precleaner
PAT Kit - AWT Air/Water
Tensioner and Control Box
Page 25

Section 10 – Other Flexco Conveyor Products
Flexco provides many conveyor products that help your conveyors to run more efficiently and safely. These components
solve typical conveyor problems and improve productivity.
Here is a quick overview on just a few of them:
EZP1 Precleaner
• Patented ConShear™ blade renews its cleaning edge as it wears
• Visual Tension Check™ for optimal blade tensioning and simple
retensioning
• Quick and easy one-pin blade replacement Material Path Option™
for optimal cleaning and reduced maintenance
EZS2 Secondary Cleaner
DRX Impact Beds
• Exclusive Velocity Reduction Technology™ to better protect
the belt
• Slide-Out Service™ gives direct access to all impact bars for
change-out
• Impact bar supports for longer bar life
• 4 models to custom fit to the application
PT Max™ Belt Trainer
• Long-wearing tungsten carbide blades for superior cleaning efficiency
• Patented FormFlex™ cushions independently tension each blade to the
belt for consistent, constant cleaning power
• Easy to install, simple to service
• Works with Flexco mechanical belt splices
Flexco Specialty Belt Cleaners
• “Limited space” cleaners for tight conveyor applications
• High Temp cleaners for severe, high heat applications
• A rubber fingered cleaner for chevron and raised rib belts
• Multiple cleaner styles in stainless steel for corrosive applications
• Patented “pivot & tilt” design for superior training action
• Dual sensor rollers on each side to minimize belt damage
• Pivot point guaranteed not to freeze or seize up
• Available for topside and return side belts
Belt Plows
• A belt cleaner for the tail pulley
• Exclusive blade design quickly spirals debris off the belt
• Economical and easy to service
• Available in vee or diagonal models
25
Page 26

Page 27

Page 28

The Flexco Vision
To become the leader in maximising
belt conveyor productivity for our customers worldwide
through superior service and innovation.
2525 Wisconsin Avenue • Downers Grove, IL 60515-4200 • USA
Tel: (630) 971-0150 • Fax: (630) 971-1180 • E-mail: info@flexco.com
Visit www.flexco.com for other Flexco locations and products.
©2016 Flexible Steel Lacing Company. 10/25/16. For Reorder: X2550
 Loading...
Loading...