


Begleitheft
Activity booklet
Manual d‘accompagnement
Begeleidend boekje
Cuaderno adjunto
Folheto
Libretto di istruzioni
Сопроводительная инструкция
附带说明书
3D-Drucker
Willkommen in der Welt der fischertechnik 3D-Drucker
Einstieg 04
Grundlagen 04
Wie ist der 3D-Druck entstanden? 04
FDM ist geboren! 05
Komponenten 06
Extruder 06
Druckdüse 06
Druckbett 07
Endtaster 07
3D-Controller 08
Extruder / Materialtransport 08
Inbetriebnahme / Kurzanleitung 09
Softwareinstallation 09
Druckbett und Druckkopf kalibrieren 14
Druckmaterial (Filament) laden 18
Druckmaterial (Filament) wechseln oder entnehmen 19
Druckbeispiele starten 20
Druck von G-Code-Objekten 20
Druckobjekt entnehmen 22
Druck von STL-Objekten 22
3D-Druckverfahren 24
FDM / FFF 24
SLS (Selective Laser Sintering) 24
SLA (Stereolithografie) 25
2

3D-Drucker
Dateiformate 26
G-Code 26
STL-Format 27
Materialkunde 28
PLA (Biokunststoff) 28
Weitere Modellvorlagen finden 29
Software zur Konstruktion 32
Tinkercad 32
SketchUp Make 33
Sicherheitsinformationen 34
Fehlersuche 36
FAQs 38
3

3D-Drucker
Einstieg
Wir freuen uns, dass Sie sich für den Baukasten „3D-Drucker“ von fischertechnik
entschieden haben. Mit diesem Baukasten lernen Sie die Grundlagen und
Funktionsweise eines 3D-Druckers kennen. Beim Durchlesen dieser didaktischen
Informationen werden Sie Schritt für Schritt an das Thema 3D-Druck - oder auch
als „Additive Fertigung“ bezeichnet - herangeführt. Bitte lesen Sie alle Kapitel
aufmerksam durch! Somit vermeiden Sie Schäden an Ihrem Drucker und vor
allem Verletzungen und Verbrennungen (Sicherheitsinformationen). Außerdem
sollten Sie unbedingt darauf achten, dass Sie den fischertechnik 3D-Drucker
sorgfältig mit Hilfe der beiliegenden Aufbauanleitung zusammenbauen. So
ist gewährleistet, dass Ihr Drucker nach dem Aufbau einwandfrei funktioniert.
Zudem vermeiden Sie Schäden an Ihrem fischertechnik 3D-Drucker.
Wir wünschen Ihnen auf jeden Fall viel Spaß und Erfolg beim Kennenlernen
dieser neuen und faszinierenden Technologie.
Grundlagen
Wie ist der 3D-Druck entstanden?
Bereits 1980 gab es die ersten Versuche mit 3D-Druckern. Der US-Amerikaner
Charles „Chuck“ Hull gilt als Erfinder dieses - „Stereolithographie“ genannten Verfahrens, bei dem ein lichtempfindlicher Flüssigkunststoff mit einem UV-Laser
ausgehärtet wurde. Aber erst 1986 meldete er seine Erfindung zum Patent
an. Daraus entstand das auch heute noch weltweit tätige Unternehmen „3D
Systems“. Allerdings geht man davon aus, dass das zugrunde liegende Verfahren
von Hideo Kodama vom Nagoya Municipal Industrial Research Institute entdeckt
und weiterentwickelt wurde.
Kurz darauf erfand Carl Deckard das Lasersinterverfahren, welches jetzt aus
dem industriellen 3D-Druck nicht mehr wegzudenken ist. Zeitgleich gründeten
in Deutschland die Unternehmer Langer und Steinbichler das auch heute noch
tätige Unternehmen EOS GmbH.
Aktuell vergeht keine Woche, in der nicht weitere neue Ideen, Druckverfahren,
Technologien und Produkte rund um den 3D-Druck entstehen. Vor allem in der
Startup-Szene - Firmen junger Unternehmer und Gründer - ist der 3D-Druck nicht
mehr wegzudenken und sorgt für Innovationen. Der fischertechnik 3D-Drucker
bringt Ihnen diese faszinierende Technologie näher und gibt Ihnen einen Einblick
in die Funktionsweise.
4

3D-Drucker
FDM ist geboren!
Als Scott Crump Ende der 80er Jahre mit einer Klebepistole in seinem
Hobbyraum experimentierte, war ihm sicher noch nicht bewusst, wie sehr er
die Welt mit einer neuen Entdeckung verändern würde. Nachdem er mehrere
Schichten übereinander aufgebracht hatte, kam seine Tochter ins Zimmer und
begutachtete sein Werk. „Das sieht ja aus wie ein Frosch!“. Dieser „Frosch“
war die Geburt des FDM-3D-Druckverfahrens (Fused Deposition Modeling).
Scott ließ sich diese Idee patentieren und legte damit den Grundstein für sein
Unternehmen, die Stratasys Ltd., ein heute aus dem 3D-Druck nicht mehr
wegzudenkender und weltweit tätiger Marktführer.
Ihr fischertechnik 3D-Drucker arbeitet ebenfalls mit dem FDM-Verfahren.
Wie es genau funktioniert, sehen wir uns in einem der folgenden Kapitel an.
Entscheidend ist, dass Sie mit dieser Drucktechnik genauso wie Scott Crump
in der Lage sind, zu Hause, in der Schule, in der Universität oder auch in Ihrem
Büro kreative Ideen und Objekte dreidimensional umzusetzen. Und das auf
einfache und intuitive Weise – mit dem fischertechnik 3D-Drucker werden
Sie zum „Maker“. Denn seit 2009 ist der 3D-Druck auch im privaten Bereich
angekommen - nachdem Flugzeugbauer, wie beispielsweise Airbus, Teile
der Innenausstattung „additiv“ fertigten, Modedesigner Funktionsbekleidung
entwickelten oder Sportschuhhersteller individuelle Schuhe produzierten.
Bevor Sie in den 3D-Druck einsteigen, erklären wir Ihnen noch kurz die
wichtigsten Komponenten – und dann kann es auch schon losgehen!
5
3D-Drucker
Komponenten
Extruder
Der Extruder ist der Hauptbestandteil des 3D-Druckers. Seine Aufgabe ist es,
das Druckmaterial (Filament) zu schmelzen und durch eine Düse (Nadeldüse)
zu pressen. Die Temperatursteuerung wird von einem „Thermistor“ überwacht.
Thermistoren sind temperaturabhängige Widerstände, die ihren Widerstandswert
in Abhängigkeit der umgebenden Temperatur verändern.
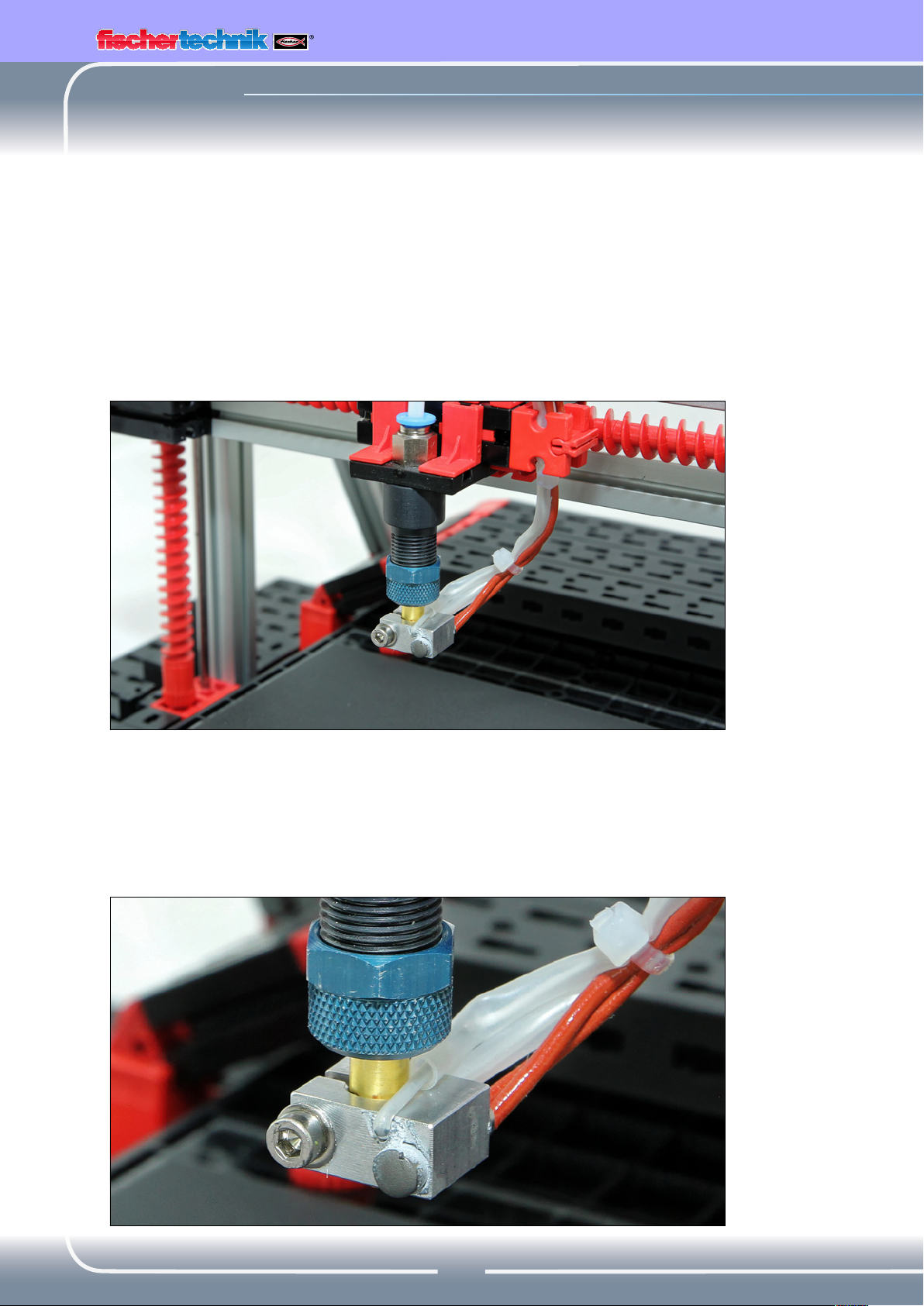
Druckdüse
Die Druckdüse sitzt am vorderen Ende des Extruders. Diese Düsen können einen
unterschiedlichen Durchmesser besitzen und so die Stärke des austretenden
Filaments beeinflussen. Ihr fischertechnik 3D-Drucker besitzt eine Düse mit einem
Durchmesser von 0,5 Millimeter und ist für beste Druckergebnisse ausgelegt.
6

3D-Drucker
Druckbett
Auf dem Druckbett - oder auch Druckplattform genannt - wird das 3D-Objekt
Schicht für Schicht vom Extruder aufgebaut. Das Druckbett des fischertechnik
3D-Druckers ist feststehend und bewegt sich in der Y-Achse vor und zurück.
Im Zusammenspiel mit der Bewegung der X- und Z-Achse entsteht so das
Druckobjekt.
Endtaster
Der Endtaster übernimmt bei Ihrem fischertechnik 3D-Drucker die Funktion
eines Sensors. Dieser Endtaster verhindert, dass der Extruder mit der Druckdüse
auf das Druckbett stößt. Die Einstellung des Endtasters nehmen Sie mit der
Einstellschraube vor. Die genaue Vorgehensweise erhalten Sie im Kapitel
„Druckbett und Druckkopf kalibrieren“.
7
3D-Drucker
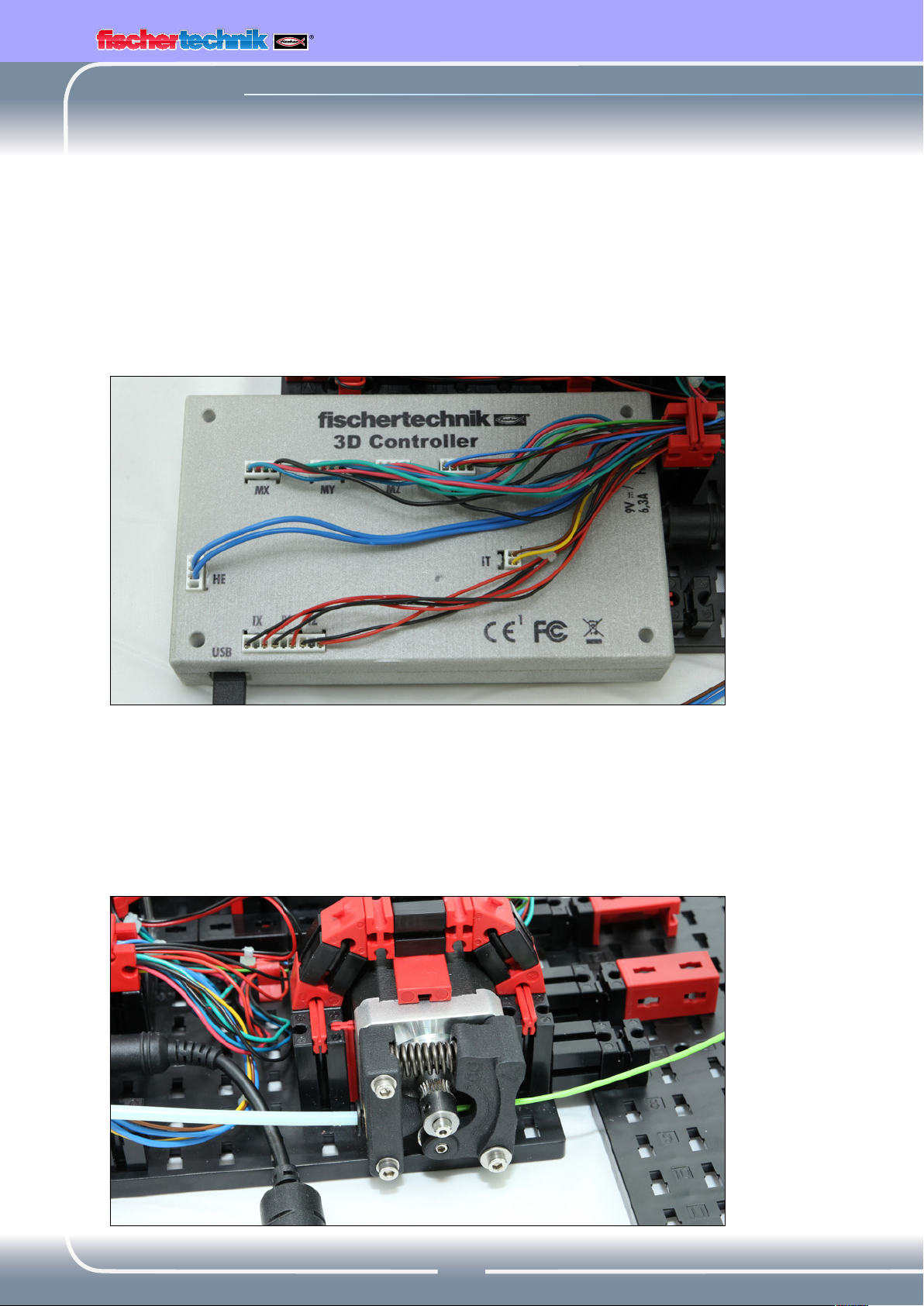
3D-Controller
Der Controller Ihres 3D-Druckers steuert nicht nur alle Systemeinheiten und
Schrittmotoren, sondern auch die Bewegung des Extruders im kartesischen
Koordinatensystems (X-, Y- und Z-Achse). Am Controller sind alle Schrittmotoren
mit dem programmierbaren Mikroprozessor (Atmel) per Kabel verbunden.
Außerdem wird hier sowohl das USB-Kabel zum PC als auch das Netzteil
angeschlossen.
Extruder / Materialtransport
Der Materialtransport sorgt dafür, dass das Filament zum Extruder (Druckkopf)
transportiert wird. Hier können Sie den Anpressdruck auf das Filament steuern.
Außerdem wird über den Materialtransport das Filament geladen oder entladen.
Die genaue Vorgehensweise erhalten Sie im entsprechenden Kapitel in dieser
Begleitinformation.
8
3D-Drucker
Inbetriebnahme / Kurzanleitung
Softwareinstallation
Bevor Sie mit dem Einrichten des Druckers beginnen können, müssen Sie die
notwendigen Druckertreiber sowie die Druckersoftware „3D Print Control“
auf Ihrem Windows PC (Version 7, 8 und 10) installieren. Starten Sie dazu
das mitgelieferte Installationsprogramm von der CD. Es erledigt automatisch
die ersten Schritte und kopiert die notwendigen USB-Treiber sowie die
Anwendungssoftware und einige Druckbeispiele auf Ihre Festplatte – doch dazu
später mehr.
Wenn die Installation abgeschlossen ist, starten Sie bitte den PC neu. So werden
alle Treiber und Softwarekomponenten von Ihrem Betriebssystem Windows
erkannt und initialisiert. Verbinden Sie jetzt den Controller des Druckers über das
mitgelieferte USB-Kabel mit Ihrem PC und schließen Sie nun das mitgelieferte
Netzteil an. Wechseln Sie nun in der Windows Systemeinstellung in den „GeräteManager“ und wählen dort den Punkt „COM & LPT“ aus. Bitte beachten Sie,
dass dieser Einstellungsschritt je nach Windows-Version unterschiedlich sein
kann. Nach einem Klick auf „COM & LPT“ zeigt Ihnen der Geräte-Manager nun
den verwendeten COM-Port an (z.B. COM3). Merken oder notieren Sie sich
bitte diesen Port. Sie benötigen ihn für die abschließende Konfiguration des
3D-Druckers.
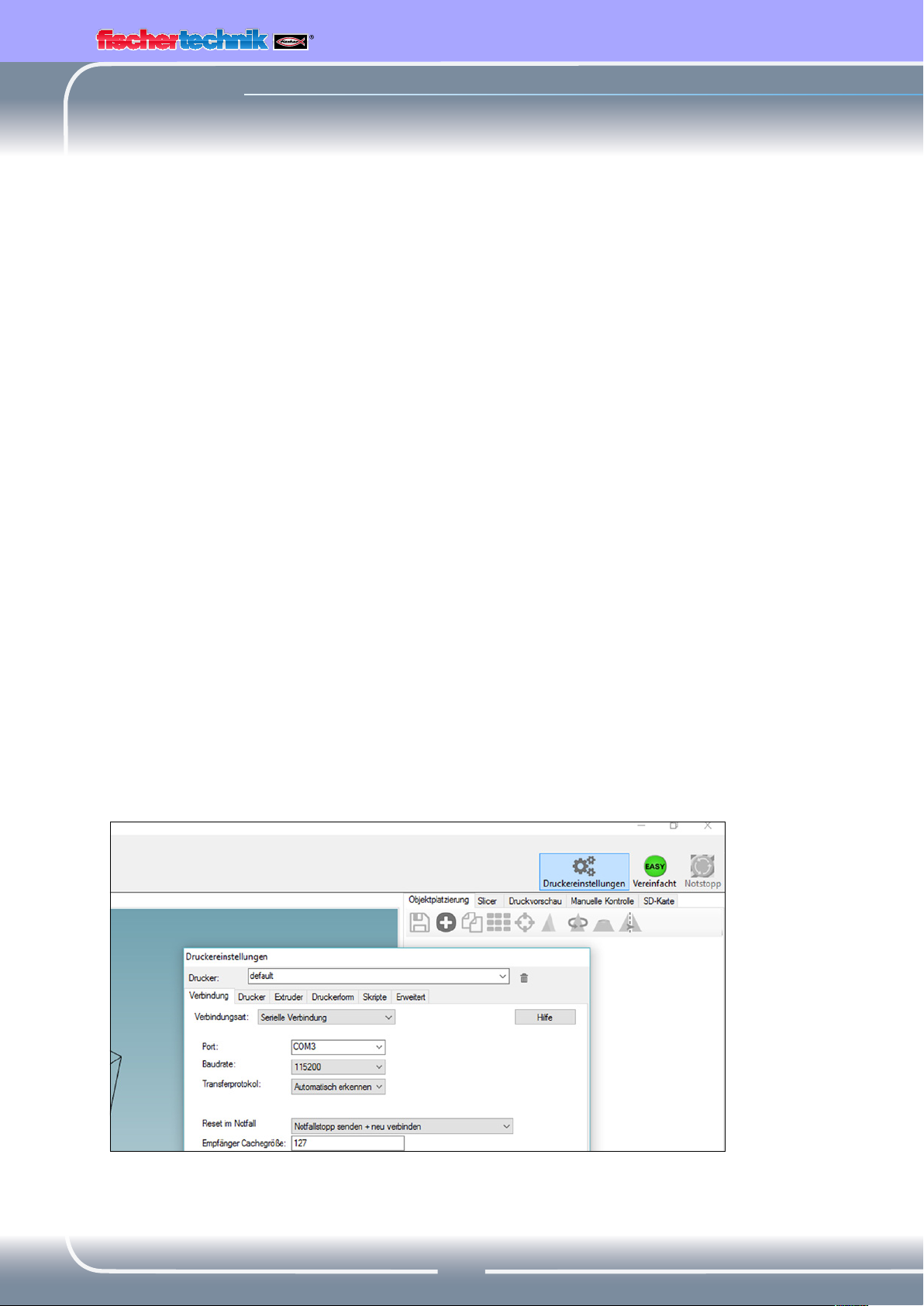
Als Nächstes starten Sie „3D Print Control“ und klicken in der Menüleiste oben
rechts auf den Punkt „Druckereinstellungen“.
9
3D-Drucker
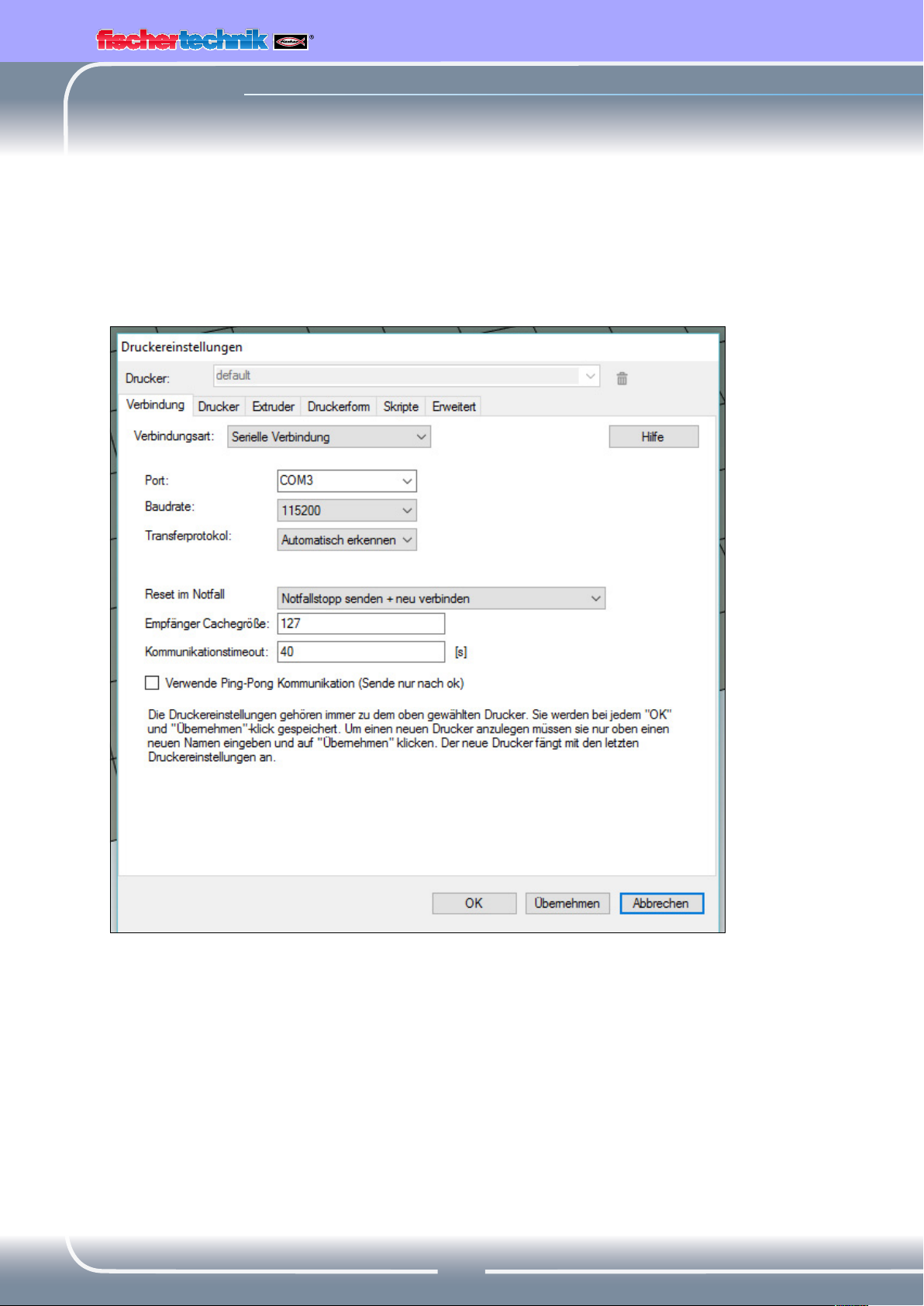
Daraufhin öffnet sich ein neues Fenster mit weiteren Reitern. Klicken Sie hier
bitte auf den ersten Reiter „Verbindung“. Über diesen Menüpunkt steuern Sie
den 3D-Drucker von Ihrem PC an. Die notwendigen Einstellungen entnehmen
Sie bitte der folgenden Abbildung. Achten Sie vor allem darauf, dass Sie hier den
richtigen, notierten COM-Port eintragen!
10
3D-Drucker
Alle weiteren Parameter wurden bereits bei der Installation Ihres 3D-Druckers
automatisch von Windows eingestellt. Sollte dies nicht der Fall sein – bzw.
wurden diese im Nachhinein unbeabsichtigt verstellt – finden Sie nachfolgend
die korrekten Parameter für eine manuelle Konfiguration.
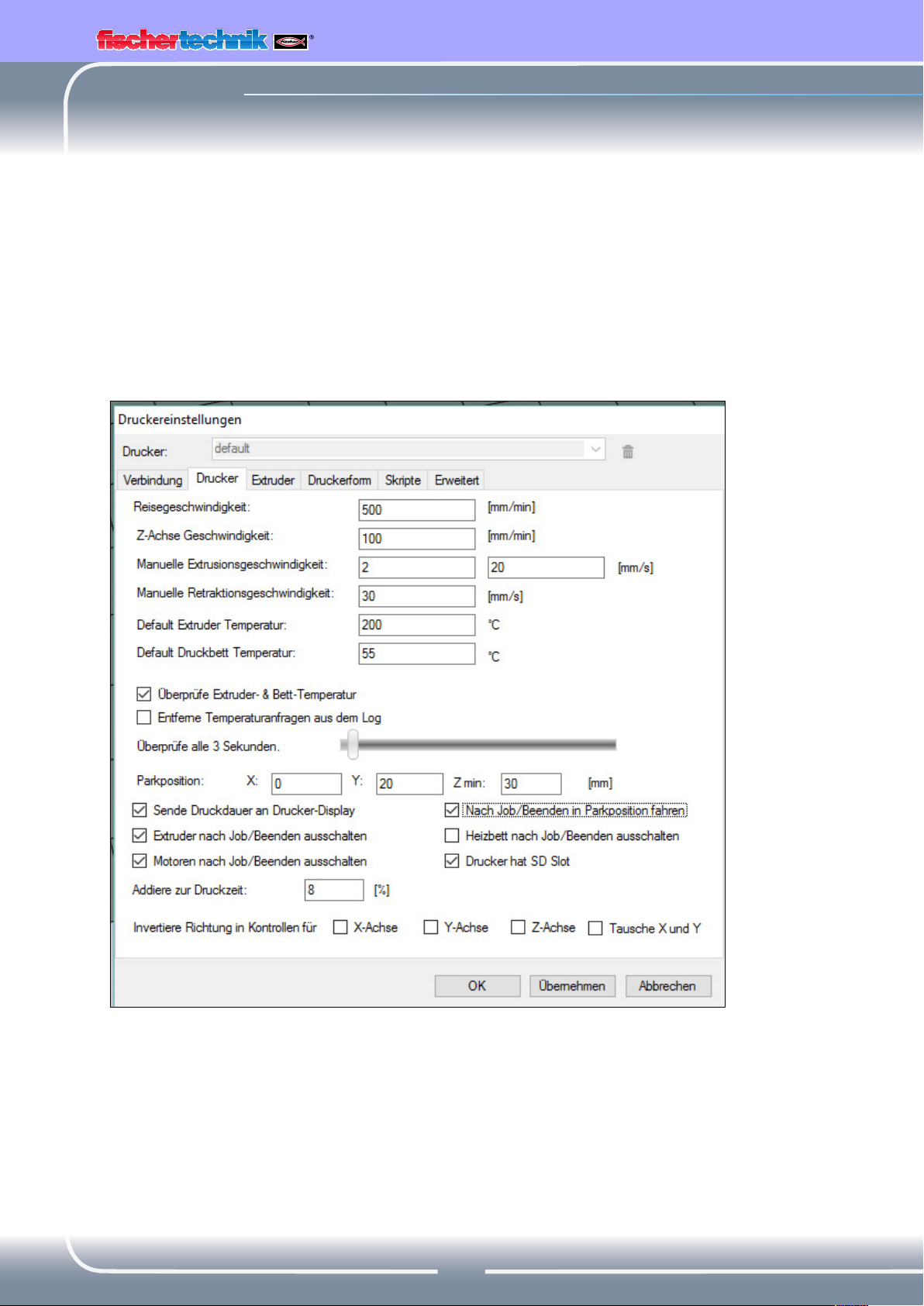
Wechseln Sie dazu bitte auf den nächsten Reiter „Drucker“. Dort stellen Sie bitte
alle Parameter anhand der nachfolgenden Abbildung ein. Bitte beachten Sie vor
allem den Punkt „Default Extruder Temperatur“. Hier sollte der Wert auf 200 °C
stehen.
11

3D-Drucker
Unter dem Reiter „Extruder“ legen Sie die maximale Temperatur des Druckkopfs
fest. Diese sollte bei 220 °C liegen.
12

3D-Drucker
Die letzte Einstellung nehmen Sie bitte unter dem Reiter „Druckerform“ fest.
Hier achten Sie bitte vor allem auf die Werte der Punkte „X-Max“ sowie „Y-Max“.
X-Max muss auf den Wert 115, Y-Max auf 100 eingestellt werden. Diese Werte
bezeichnen dann die Maße der nutzbaren Fläche in Millimeter auf dem Druckbett.
Die Höhe des Druckbereichs legen Sie bitte mit 65 Millimeter fest.
Schließen Sie jetzt die Einstellungen über den Punkt „Übernehmen“ ab und
schließen Sie die Druckereinstellungen. Um den 3D-Drucker mit dem PC zu
verbinden, klicken Sie noch auf den Punkt „Verbinden“ in der Menüleiste
oben links.
Gratulation! Die wesentlichen Einstellungen zur Verwendung Ihres 3D-Druckers
haben Sie nun vorgenommen. Als nächsten Schritt kalibrieren wir das Druckbett
und den Druckkopf.
13

3D-Drucker
Druckbett und Druckkopf kalibrieren
Bevor Sie den Drucker kalibrieren, prüfen Sie bitte, ob alle Komponenten korrekt
zusammengebaut wurden und die X-, Y- und Z-Achse frei und leichtgängig
funktionieren. Andernfalls können Sie diesen wie folgt einstellen:
Justierung der Z-Achse
Öffnen Sie die obere Antriebskette und passen Sie beide Seiten so an, dass die
Höhe beidseitig gleich ist. Fahren Sie dazu die Achse nach oben und klemmen
Sie links und rechts zwischen den feststehenden und beweglichen Teil einen
fischertechnik Baustein. Wenn diese Steine gleichmäßig fest klemmen, ist die
X-Achse optimal in der horizontalen Ebene ausgerichtet. Schließen Sie nun die
Antriebskette wieder, ohne beide Spindeln gegeneinander zu verdrehen.
14

3D-Drucker
Vor dem Starten des ersten Druckauftrags müssen das Druckbett und der
Druckkopf ausgerichtet werden. Nur so ist ein perfektes Druckergebnis
gewährleistet! Ziel der Kalibrierung ist es, den Abstand zwischen Druckbett und
Nadelspitze des Druckkopfs mithilfe der beigefügten Justierkarte auf ca. 0,2
Millimeter einzustellen, damit die erste Schicht des Filaments, das Druckmaterial,
auf dem Druckbett haftet. Eine wesentliche Funktion übernimmt hier der
„Endtaster“ auf der rechten Seite des Druckers unterhalb der X-Achse (siehe
Abbildung).
Über diesen Taster steuern Sie das Absinken in die Endposition des Druckkopfes
zum Druckbett. Die Nadelspitze darf dabei nicht auf das Druckbett stoßen,
um eine Beschädigung zu vermeiden! Nehmen Sie diesen Schritt besonders
sorgfältig vor. Entfernen Sie dazu am besten vorsichtig den Schutz vor dem
Druckkopf, wie in der folgenden Abbildung zu sehen.
15

3D-Drucker
Wechseln Sie jetzt in der Druckersoftware „3D Print Control“ auf den Punkt
„Manuelle Kontrolle“. Hier finden Sie auch die „Haus-Symbole“ für die
Startpositionen des Druckkopfes.
16

3D-Drucker
Mit der beigefügten Justierkarte kontrollieren Sie jetzt den Abstand zwischen
Nadelspitze des Druckkopfs und dem Druckbett. Die Justierkarte sollte gerade
noch zwischen Düse und Druckbett passen und sich leicht durchziehen lassen.
Falls der Abstand nicht korrekt eingestellt ist, passen Sie diesen nun wie folgt
an: Fahren Sie den Druckkopf durch Drehen der oberen Spindeln (Z-Achse)
soweit nach oben bzw. nach unten, bis die Nadelspitze die Justierkarte berührt.
Dann drehen Sie die Einstellschraube für den Endtaster soweit, bis der Taster
gedrückt wird und Sie ein „Klicken“ hören. Jetzt haben Sie die Stoppposition
des Druckkopfs eingestellt. Arretieren Sie bitte nun noch die Einstellschraube.
Drücken Sie nun auf Z-Home. Die Z-Achse fährt daraufhin ein Stück nach
oben und wieder zurück auf den Endtaster. Sie können jetzt noch einmal
mit der Justierkarte kontrollieren, ob der Düsenabstand in Ordnung ist und
gegebenenfalls nachjustieren.
Diese Einstellung nehmen Sie bitte nun an allen Eckpunkten des Druckbetts
vor. Dazu fahren Sie den Druckkopf manuell über die „Pfeiltaste nach rechts“ auf
X-Position „100“. Dort überprüfen Sie erneut den Abstand mit der Justierkarte.
Sollte der Abstand nicht korrekt passen, justieren Sie bitte an dieser Stelle noch
einmal nach, indem Sie – wie oben beschrieben – die Antriebskette öffnen,
eine der Spindeln so korrigieren, dass der Abstand der Düse zum Druckbett
passt. Jetzt schließen Sie die Kette wieder. Nun fahren Sie in Y-Richtung auf den
Wert „100“ und prüfen dort den Düsenabstand. Sollte es in dieser Richtung
eine Abweichung geben, können Sie die Druckplatte mit Hilfe der beiliegenden
Lochverstärker an den entsprechenden Stellen etwas anheben und diese dazu
einfach unter die Druckplatte kleben.
17

3D-Drucker
Druckmaterial (Filament) laden
Zum Einführen des Filaments (Druckmaterial) muss der 3D-Drucker zuerst auf
Betriebstemperatur (200 °C) aufgeheizt werden. Klicken Sie dazu im Reiter
„Manuelle Kontrolle“ auf das „Extruder heizen“-Symbol unten links und warten Sie
eine Minute, während sich der Druckkopf aufheizt.
18

3D-Drucker
Durch kräftiges Drücken des Hebels an der Materialzuführung kann das Filament
dann bis zur Druckdüse eingeführt werden. Damit Sie das Filament leichter
einführen können, biegen Sie die ersten Zentimeter vorsichtig gerade. Das
Filament ist korrekt eingeführt, wenn aus der Düse geschmolzenes Material
austritt. Über das Bedienfeld „Manuelle Kontrolle“ können Sie den Extruder sowie
den Filament-Transport auch zusätzlich steuern.
Druckmaterial (Filament) wechseln oder entnehmen
Zum Wechseln des Filaments gehen Sie einfach in umgekehrter Reihenfolge vor.
Heizen Sie den Extruder vorab auf und lassen Sie den Materialtransport rückwärts
laufen bis Sie das Filament von Hand herausziehen können. Bitte schalten Sie
danach die Heizung des Druckkopfes aus, um Überhitzung zu vermeiden!
19

3D-Drucker
Druckbeispiele starten
Druck von G-Code-Objekten
Nachdem Ihr 3D-Drucker nun eingestellt und das Filament geladen ist, starten
wir den ersten Druck. Dazu gehen Sie in „3D Print Control“ bitte auf den Reiter
„Öffnen“ und wählen dort das Druckbeispiel „chip-ft.gcode“ aus dem Verzeichnis
c:\Programme\3D-Print-Control\Samples aus.
Daraufhin öffnet sich das Druckobjekt und wird in der Druckvorschau angezeigt.
Über die Programmfunktionen am linken Fensterrand können Sie das Objekt
dann auf dem Druckbett platzieren, verschieben oder die Darstellung der
Druckansicht verändern. Außerdem finden Sie auf der rechten Seite die
„Druckstatistik“ zum Objekt. Hier werden Ihnen zum Beispiel die geschätzte
Druckzeit oder der Filamentverbrauch angezeigt.
20

3D-Drucker
Jetzt müssen Sie nur noch auf „Drucken“ klicken und der fischertechnik
3D-Drucker beginnt mit dem Ausdruck der Beispieldatei.
Zuerst wird ein Ring um das eigentliche Objekt herum gedruckt. So ist
gewährleistet, dass das Filament ordnungsgemäß fließt, wenn anschließend das
eigentliche Objekt gedruckt wird.
Sollte das Filament nicht auf der Druckplatte haften, befindet sich die Nadelspitze
des Druckkopfs zu hoch über der Druckplatte. Wird das Filament ganz platt
gedrückt, oder kann es gar nicht aus der Düse austreten, ist die Nadelspitze
des Druckkopfes zu tief eingestellt. In beiden Fällen können Sie die Höhe
während des Drucks manuell nachjustieren, indem Sie die Z-Achse an einem
der Zahnräder der Antriebskette leicht nach oben oder unten korrigieren (ohne
die Kette zu entfernen). Idealerweise wird das Filament leicht auf die Druckplatte
gedrückt (siehe Abbildung).
Hinweis
Sollte das Drucken nicht wie erwartet funktionieren oder das Druckergebnis
nicht in Ordnung sein, finden Sie am Ende des Begleithefts im Kapitel „Fehlersuche“ eine Zusammenstellung möglicher Fehler und deren Behebung!
21

3D-Drucker
Druckobjekt entnehmen
Um Ihr Objekt nach dem Druck zu entnehmen lassen Sie es bitte zuerst abkühlen
und versuchen Sie dann, es vorsichtig von Hand zu lösen. Falls das Objekt zu fest
sitzt, benutzen sie bitte einen Spachtel um es vorsichtig vom Druckbett zu lösen.
Druck von STL-Objekten
Um eine STL-Datei zu öffnen, gehen Sie in „3D Print Control“ bitte auf den Reiter
„Öffnen“ und wählen jetzt das Druckbeispiel „chip-ft.stl“ auf der mitgelieferten
CD aus. Bevor Sie die STL-Datei drucken können, muss diese zuerst mit einem
sogenannten „Slicer“ aufbereitet werden.
Dieser Slicer „zerteilt“ dann das Objekt in kleine Scheiben und legt diese als
G-Code ab. Um den Slicing-Prozess zu starten, klicken Sie auf den Reiter „Slicer“
und anschließend rechts im Programmfenster auf den Punkt „Slice mit Slic3r“.
22

3D-Drucker
Daraufhin startet „3D Print Control“ mit der Umrechnung der STL-Datei und zeigt
diese kurz darauf im Vorschaufenster an. Wie bei den G-Code-Dateien müssen
Sie jetzt nur noch auf „Drucken“ klicken und der fischertechnik 3D-Drucker startet
mit dem Ausdruck.
Über die „Druckvorschau“ werden Sie jetzt über den aktuellen Fortschritt des
Druckvorgangs informiert und können dem Druckkopf im Vorschaufenster folgen.
23

3D-Drucker
3D-Druckverfahren
Wie bereits erwähnt, beruht der 3D-Druck - oder in der Fachsprache als „Additive
Manufacturing“ bezeichnet - auf dem sogenannten additiven Fertigungsverfahren.
Wie der Name schon beschreibt, werden die jeweiligen Objekte Schicht für
Schicht aufgetragen, im Gegensatz zum subtraktiven Verfahren (Fräsen, Drehen
etc.), bei dem das Objekt durch Abtragen des jeweiligen Materials entsteht.
Neben dem beim fischertechnik 3D-Drucker zum Einsatz kommenden FDMVerfahren (Fused Deposition Modeling) existieren derzeit beim 3D-Druck noch
weitere Fertigungsverfahren. Diese wollen wir im Folgenden kurz vorstellen.
FDM (Fused Deposition Modeling) / FFF (Fused Filament Fabrication)
Das FDM-Verfahren, oft aufgrund patentrechtlicher Gründe auch als FFFVerfahren (Fused Filament Fabrication) bezeichnet, ist sowohl im Heimbereich als
auch im industriellen Segment weit verbreitet. Es bietet einen entscheidenden
Vorteil gegenüber den weiteren Verfahren. Es ist unkompliziert in der
Anwendung, kostengünstig beim Verbrauchsmaterial und kann auch von
Einsteigern ohne besondere Vorkenntnisse eingesetzt werden.
Beim FDM-Verfahren wird das sogenannte Filament, in der Regel in drahtförmiger
Form, in einem Extruder geschmolzen und durch eine Düse in Schichten auf
der Druckplattform aufgetragen. Dieses Aufschmelzen der Schichten geschieht
so lange, bis das Druckobjekt vollständig auf der Druckplattform aufgebaut
ist. Über Schrittmotoren wird der Druckkopf, auch Extruder genannt, in allen
drei Richtungen über die Druckplattform geführt – sowohl in Y-Richtung (VorZurück), X-Richtung (Links-Rechts) als auch in der Z-Richtung (Hoch-Hinunter) des
Druckobjektes. Dabei wird das durch den Extruder geschmolzene Material durch
eine Düse gepresst. Nach Austritt aus der Düse erkaltet das Filament und bildet
so Schicht für Schicht das gewünschte Objekt.
SLS (Selective Laser Sintering)
Beim selektiven Lasersintern wird das Druckmaterial statt über einen
Extruder mit Hilfe eines Lasers punktgenau geschmolzen. Das SLS-Verfahren
wird hauptsächlich im industriellen Umfeld eingesetzt und bietet einen
entscheidenden Vorteil. Mit SLS sind nämlich auch komplizierte Druckobjekte
ohne zusätzliche Stützstrukturen mit hoher Präzision umsetzbar. Außerdem
sind unterschiedliche Materialien wie Kunststoffpulver oder auch Metallpulver
verwendbar.
Im Gegensatz zum FDM-Verfahren besitzen SLS-Drucker ein „Druckbett“. In
diesem befindet sich das jeweilige Pulver. Dieses wird Schicht für Schicht durch
einen Schaber aufgetragen und anschließend vom Laser an den gewünschten
24

3D-Drucker
Punkten verschmolzen. Nach jeder Schicht wird neues Pulver aufgetragen und
erneut per Laser geschmolzen - so entsteht Schritt für Schritt das Druckobjekt.
Am Ende des Druckvorgangs ist das gesamte Druckbett mit Material gefüllt. Das
Objekt wird nun vom Pulver mit Druckluft befreit und das überschüssige, nicht
verschmolzene Material wieder dem nächsten Druckvorgang zugeführt.
Aufgrund des enormen Hardwareaufwands sowie der teuren Druckpulver ist
das SLS-Verfahren nur für den industriellen Einsatz gedacht. Wer dennoch seine
Projekte (z.B. Prototypen) mit dem SLS-Verfahren umsetzen möchte, der kann
sich an entsprechende Dienstleister im Internet wenden.
SLA (Stereolithografie)
Das SLA-Verfahren wurde bereits vor über 30 Jahren von Charles Hull in
den USA erfunden und zu Beginn im universitären und industriellen Umfeld
eingesetzt. Bei der Stereolithografie besteht das Druckmaterial aus flüssigem
Kunstharz, dem sogenannten Photopolymer. Dieses Photopolymer befindet
sich in einer „Druckwanne“ und wird durch einen Laser oder gebündelte UVStrahlung punktweise belichtet. Nach jeder belichteten Schicht senkt sich die
Druckwanne, die belichteten Stellen härten sofort aus und werden fest. Das
umgebene Kunstharz bleibt flüssig und kann erneut verwendet werden. Ein
entscheidender Vorteil der Stereolithografie ist die sehr hohe Auflösung von bis
zu wenigen Mikrometern. Aus diesem Grund wird das SLA-Verfahren vor allem
zum Herstellen von filigranen Prototypen oder in der Medizintechnik eingesetzt.
25

3D-Drucker
Dateiformate
Damit der fischertechnik 3D-Drucker überhaupt Objekte ausdrucken kann,
benötigt er speziell dafür aufbereitete Steuerdaten. Diese Daten werden dann
vom sogenannten „Controller“, dem Gehirn und Steuereinheit, in die notwendige
Bewegung umgesetzt. Ob der Druckkopf nun nach links, nach hinten oder nach
oben fährt – all diese Befehle werden über die Druckdaten gesteuert.
G-Code
Ihr fischertechnik 3D-Drucker verwendet als Dateiformat den sogenannten
„G-Code“. Dieser wurde eigentlich für CNC-Maschinen wie etwa Fräsen
entwickelt, um die jeweiligen Steuerkommandos für Werkzeuge oder
Frässpindeln zu übermitteln. Beim 3D-Drucker werden über diese
Steuerkommandos der Extruder sowie die X-, Y- oder Z-Achse bewegt.
Weil die meisten Befehle dieser Steuerkommandos mit dem Buchstaben „G“,
gefolgt von einer Zahl, beginnen (z.B. G28), war der Name „G-Code“ naheliegend.
Grundsätzlich existieren jedoch verschiedene Befehle mit allen möglichen
Buchstaben von A-Z. Da der G-Code standardisiert ist, ist dieser auf nahezu jeder
CNC-Maschine oder 3D-Drucker lauffähig. Der G-Code setzt sich aus mehreren
„Sätzen“ zusammen. Diese Sätze wiederum bestehen aus einem oder mehreren
Befehlen, wie die nachfolgenden Beispiele zeigen.
Beispiele für G-Code-Befehle
G00: Im Eilgang eine Position mit den Vorschub Achsen anfahren
G01: In normaler Geschwindigkeit eine Position anfahren (lineare Interpolation)
G02: Vorschub mit Kreisbogen, im Uhrzeigersinn (Kreis Interpolation)
G03: Vorschub mit Kreisbogen, gegen den Uhrzeigersinn
G04: Verweilzeit
G05: Spline Definition
G06: Spline Interpolation
G09: Genauhalt
G14: Polarkoordinatensystem, absolut
G15: Polarkoordinatensystem, relativ
G17: X-Y Ebene wählen
G18: Z-X Ebene wählen
G19: Y-Z Ebene wählen
G20: Frei definierbare Ebene wählen
G28: HOME Position anfahren
26

3D-Drucker
STL-Format
Ein weiteres Standardformat im 3D-Druck ist das sogenannte „.STL“-Format
(Surface Tesselation Language). Damit ist die Beschreibung der Oberfläche von
3D-Objekten mit Hilfe von „Dreiecksflächen“ gemeint. Genauer gesagt wird jede
dieser Dreiecke durch drei Eckpunkte und die zugehörige Fläche des Dreieckes
beschrieben. Diese geometrischen Werte werden in spezieller Form für die
weitere Datenaufbereitung und den Druckprozess benötigt.
Ein besonderer Vorteil der STL-Formate ist, dass sie ohne Probleme in CADProgrammen weiter verarbeitet, gedreht, vergrößert oder auch verkleinert werden
können. Damit Ihr fischertechnik 3D-Drucker STL.Daten ausdrucken kann,
müssen diese aber zuerst mit einem sogenannten Slicer in druckbare Daten
umgewandelt werden.
27

3D-Drucker
Materialkunde
PLA (Biokunststoff)
Wie bereits erwähnt, arbeitet Ihr fischertechnik 3D-Drucker mit dem sogenannten
FDM-Verfahren (Fused Deposition Modeling). Als Druckmaterial, auch Filament
genannt, verwendet er PLA (Polilactic Acid). PLA ist einfach zu handhaben,
besitzt unbedenkliche Umwelteigenschaften sowohl bei der Verarbeitung als
auch bei der Entsorgung und wird auf Basis von Milchsäuremolekülen hergestellt.
Wir raten jedoch vorsichtshalber zur Entsorgung von Restmaterial oder
Fehldrucken über die Wertstoffsammlung.
Durch Erhitzen des PLA-Filaments auf 190 °C bis 220 °C wird es
thermoplastisch (verformbar). Bei ca. 60 °C verfestigt sich das PLA wieder.
Ein entscheidender Vorteil von PLA im 3D-Druck ist die Verarbeitung auf
einem unbeheizten Druckbett. Das bedeutet, dass es im Gegensatz zu anderen
Kunststoffen auch ohne zusätzlichen Aufwand auf dem Druckbett haftet. Sollte
das PLA einmal nicht perfekt haften, wechseln Sie bitte die Haftfolie - auch
Buildtak genannt - auf dem Druckbett aus. Die Haftfolie können Sie über den
fischertechnik-Onlineshop beziehen.
Bitte beachten: Um Verunreinigungen oder Beschädigungen an Ihrem
fischertechnik 3D-Drucker zu vermeiden, verwenden Sie bitte ausschließlich PLAQualitätsfilament von fischertechnik. Dieses ist in unterschiedlichen Farben im
fischertechnik-Onlineshop http://www.d-edition.de/Spielwaren/Fischertechnik/
erhältlich.
28

3D-Drucker
Weitere Modellvorlagen finden
Wie Sie sehen, kann Ihr fischertechnik 3D-Drucker all Ihre kreativen Ideen
umsetzen. Wenn Sie Ihre Druckobjekte nicht selbst konstruieren möchten,
bietet das Internet eine Vielzahl von Plattformen, wo Sie sich Modellvorlagen als
G-Code- oder STL-Datei kostenfrei oder gegen Gebühr herunterladen können.
Anhand dieser Modellvorlagen erweitern Sie nicht nur Ihr Wissen zum 3D-Druck,
sondern üben auch für die Konstruktion eigener Objekte.
Mit der Software 3D Print Control werden schon einige Beispiele als .gcode und
.stl-Dateien ausgeliefert. Diese Dateien befinden sich nach der Installation der
Software im Ordner C:\Programme\3D-Print-Control\Samples
Darüber hinaus finden Sie eine Bibliothek mit zahlreichen weiteren Beispielen auf
dem fischertechnik e-Learning Portal www.fischertechnik-elearning.com, auf dem
sich auch das vorliegende Begleitmaterial befindet. Hinweis: Für den Zugang zum
Begleitmaterial des 3D-Druckers und der Bibliothek ist der Zugangscode aus der
Bauanleitung des 3D-Druckers erforderlich.
Nachfolgend erhalten Sie noch eine kurze Übersicht mit weiteren Plattformen
inklusive der entsprechenden Verlinkungen.
www.fischertechnik-elearning.com
29

3D-Drucker
www.thingiverse.com
www.threeding.com
www.stlhive.com
30

3D-Drucker
www.libre3d.com
www.stlfinder.com
31

3D-Drucker
Software zur Konstruktion
Bis jetzt haben Sie bereits die Beispieldateien und vielleicht auch Objekte
aus dem Internet gedruckt. Wenn Sie aber eigene Ideen und Konstruktionen
umsetzen möchten, kommen Sie an einem Konstruktionsprogramm, auch CADProgramm genannt, nicht vorbei. Mit ihm stehen Ihnen alle Wege zur Umsetzung
Ihrer kreativen Ideen offen. Wir stellen Ihnen mit Thinkercad und SketchUp Make
zwei ideale Einsteigerlösungen vor. Weitere Informationen, Tipps & Tricks sowie
Tutorials zu den Programmen finden Sie im Internet oder unter youtube.com
Tinkercad
Der CAD-Profi Autodesk bietet mit Thinkercad eine einfach zu bedienende,
cloudbasierte Konstruktionslösung an - nach dem Anlegen eines Benutzerkontos
können Sie gleich starten. Die Basis von Tinkercad ist eine kleine Werkzeugpalette
sowie sechs Standardformen wie Kreis, Quader, Dreieck etc. Diese Formen lassen
sich zu 3D-Modellen zusammenfügen oder einfach abtragen. Für Einsteiger eine
schnelle Lösung, für Kenner etwas gewöhnungsbedürftig. Doch man kommt
nach etwas Übung schnell zu guten Ergebnissen. Die fertigen Objekte lassen
sich dann als STL-Datei speichern und können nach Umwandlung in den G-Code
sofort mit dem fischertechnik 3D-Drucker ausgedruckt werden.
www.tinkercad.com
32

3D-Drucker
SketchUp Make
Auch SketchUp Make ist eine kostenlose Designsoftware (Freeware) zur
Konstruktion von eigenen Modellen – und ideal für Einsteiger geeignet. Mit
SketchUp Make können Sie schnell und unkompliziert eigene dreidimensionale
Objekte anlegen oder verändern. Die fertigen Modelle können Sie unter anderem
in Google Earth und Google Maps veröffentlichen oder in der 3D-Galerie ins
Internet stellen. Und wenn Ihre Anforderungen wachsen, ist ein Upgrade auf die
Pro-Version jederzeit möglich.
www.sketchup.com/de
33

3D-Drucker
Sicherheitsinformationen
Beim Umgang mit Ihrem fischertechnik 3D-Drucker beachten Sie bitte folgende
Sicherheitshinweise:
Aufsicht durch einen Erwachsenen
Der fischertechnik 3D-Drucker ist für Jugendliche ab 14 Jahren geeignet. Achten
Sie bitte darauf, dass Sie Kinder unter 14 Jahren beim Umgang mit dem Drucker
beaufsichtigen! Vor allem sollten Sie darauf achten, dass gedruckte Kleinteile
nicht verschluckt werden!
Extruder / Druckdüse
Achten Sie darauf, dass sich der Extruder sowie die Druckdüse bis zu 250º
(480ºF) aufheizen können. Bei unsachgemäßem Umgang sowie Berührung
dieser Teile können schwere Verbrennungen entstehen! Bitte lassen Sie aus
diesem Grund immer die Schutzabdeckung vor dem Extruder und der Druckdüse.
Bewegliche Teile
Achten Sie darauf, dass bei Betrieb des 3D-Druckers genügend Abstand
eingehalten wird und sich keine Bekleidung oder Haare im Gerät verfangen.
Außerdem dürfen Sie bei Betrieb nicht in den Druckraum (Druckbett,
Materialzufuhr, X-/Y-/Z-Achse etc.) greifen.
Vorsicht Verletzungsgefahr! Betreiben Sie den 3D-Drucker nie ohne die
vorgesehenen Schutzabdeckungen.
Filament
Das fischertechnik PLA-Filament wurde speziell für Ihren 3D-Drucker entwickelt
und getestet. Dieses Filament ist separat in unterschiedlichen Farben im
fischertechnik-Onlineshop erhältlich. Die Benutzung von anderen Filamenten
kann zu schlechter Druckqualität oder gar Beschädigung des Druckers führen.
Dies hat den Verlust der Garantie und der Gewährleistung zur Folge!
Betriebsbedingungen
Für den Betrieb Ihres fischertechnik 3D-Drucker ist ein kühler und gut belüfteter
Raum am besten geeignet!. Betreiben Sie den Drucker nur im komplett
montierten Zustand!
34

3D-Drucker
Elektromagnetische Störungen
Sollte der 3-D-Drucker durch elektromagnetische Einflüsse gestört werden, kann
er nach Ende der Störung bestimmungsgemäß weiter benutzt werden. Eventuell
müssen die Stromversorgung des Controllers sowie die USB-Verbindung kurz
unterbrochen und der Controller neu gestartet werden.
Richtig entsorgen
Hinweise zum Umweltschutz: Die elektrischen und elektronischen Bauteile
dieses Baukastens gehören nicht in den Hausmüll. Sie müssen am Ende Ihrer
Lebensdauer an einem Sammelpunkt für das Recycling von elektrischen und
elektronischen Geräten abgegeben werden. Das Symbol auf dem Produkt, der
Verpackung oder der Anleitung weist darauf hin.
Gewährleistung
Die fischertechnik GmbH leistet Gewähr für die Fehlerfreiheit des Geräts
entsprechend dem jeweiligen Stand der Technik. Änderungen in der Konstruktion
oder Ausführung, die weder die Funktionstüchtigkeit noch den Wert des
Geräts beeinträchtigen, bleiben vorbehalten und berechtigen nicht zu einer
Beanstandung. Offensichtliche Mängel müssen innerhalb von 14 Tagen
nach Lieferung schriftlich geltend gemacht werden, ansonsten sind
Gewährleistungsansprüche wegen offensichtlicher Mängel ausgeschlossen.
Wegen eines unerheblichen Mangels des Geräts bestehen keine
Gewährleistungsansprüche. Im Übrigen kann der Kunde nur Nacherfüllung, d.h.
Nachbesserung oder Ersatzlieferung verlangen. Der Kunde ist berechtigt, nach
seiner Wahl vom Vertrag zurückzutreten oder die Minderung des Kaufpreises zu
verlangen, wenn die Nacherfüllung fehlschlägt, insbesondere unmöglich ist, uns
in einem angemessenen Zeitraum nicht gelingt, von uns verweigert oder von uns
schuldhaft verzögert wird. Die Gewährleistung beträgt 24 Monate ab Lieferung.
Für Sachmängel des Controllers, die durch unsachgemäße Handhabung,
übliche Abnutzung, fehlerhafte oder nachlässige Behandlung entstehen, stehen
wir ebensowenig ein, wie für die Folgen unsachgemäßer und ohne unsere
Einwilligung vorgenommener Änderungen oder Instandsetzungsarbeiten des
Kunden oder Dritter. Die Gewährleistung bestimmt sich nach deutschem Recht.
35

3D-Drucker
Fehlersuche
Düse / Druckkopf reinigen
Nach einiger Zeit kann es vorkommen, dass die Düse des Druckkopfs
verschmutzt. Um diese zu reinigen, fahren Sie den Druckkopf in eine gut
erreichbare Position und heizen den Druckkopf auf 220 C auf. Reinigen Sie die
Düse nun vorsichtig mit einer kleinen Messingdrahtbürste.
Druckbett
Damit das PLA auf dem Druckbett gut haftet, sollten Sie diese von Zeit zu
Zeit mit einem Glasreiniger reinigen, um Staub oder Fett zu entfernen. Ist die
selbstklebende Druckunterlage, das sogenannte „Buildtak“ verschlissen, kann sie
über den fischertechnik Einzelteilservice problemlos nachbestellt werden.
Drucker lässt sich nicht einschalten
Überprüfen Sie, ob der Stecker des mitgelieferten Netzteils mit dem Controller
verbunden ist.
Drucker stoppt im Druckprozess
Bitte überprüfen Sie die folgenden Punkte: Stromversorgung, USB-Kabel zum PC,
Fehler im G-Code.
Filamenttransport
Der Extruder transportiert bei manueller Kontrolle das Filament nicht. Diese
Funktion ist nur aktiv, wenn das Heizelement für die Düse eingeschaltet und die
erforderliche Temperatur erreicht ist.
Filament haftet nicht auf dem Druckbett
Sollte das Filament beim Drucken der ersten Schicht nicht auf der Druckplatte
haften, steht die Nadeldüse des Druckkopfs zu hoch über der Druckplatte. Wird
das Filament ganz platt gedrückt oder kann es gar nicht aus der Düse austreten,
ist die Nadeldüse des Druckkopfs zu tief eingestellt. In beiden Fällen können Sie
die Höhe während des Drucks manuell nachjustieren, indem Sie die Z-Achse an
einem der Zahnräder der Antriebskette leicht nach oben oder unten korrigieren
(ohne die Kette zu öffnen).
36

3D-Drucker
Schlechte Druckergebnisse
Form: Wenn die Form des Druckobjekts nicht der vorgegebenen Geometrie
entspricht (z. B. ein Zylinder nicht richtig rund ist), kann das daran liegen, das in
der X- oder Y-Achse Spiel vorhanden ist, dass bei einem Richtungswechsel zur
Verfälschung des Druckergebnisses führt. Stellen Sie die Achsen bitte spielfrei ein
(siehe Bauanleitung).
Oberfläche: Fließt das Filament ungleichmäßig oder wird es nicht richtig
befördert, könnte neben einer verschmutzten Düse (s.o.) feuchtes oder
überaltertes Filament die Ursache sein. Achten Sie darauf, dass das Filament
trocken (am besten in einem Kunststoffbeutel mit Silica-Beutel) gelagert und
innerhalb eines Jahres aufgebraucht wird. Feuchtes Filament können Sie im
Backofen bei ca. 40°C eine Stunde lang trocknen.
Was tun, wenn das Druckergebnis Fehler aufweist?
In diesem Fall liegt die Ursache darin, dass die Z-Achse zu schwergängig ist
und nicht leicht genug nach oben fährt. Zur Abhilfe überprüfen Sie bitte, ob die
Z-Achse korrekt nach Bauanleitung gebaut wurde (auf Leichtgängigkeit prüfen
und Lager gegebenenfalls mit beiliegendem Fett etwas schmieren).
Schlecht Gut
37

3D-Drucker
Extruder „rattert“ und Ritzel springt über
Eventuell ist die Druckdüse verschmutzt oder verstopft. Reinigung s.o.
Keine Verbindung zum Controller
Stellen Sie bitte sicher, dass in den Druckereinstellungen die richtige COMSchnittstelle ausgewählt ist. Ist dies korrekt, bitte die Druckersoftware „3D Print
Control“ schließen und die Stromversorgung sowie das USB-Kabel am Controller
abziehen. Dann einige Sekunden warten, Stromversorgung und USB-Kabel
wieder einstecken, Druckersoftware starten und die Verbindung erneut herstellen.
FAQs
Tritt ein Problem auf, das hier nicht aufgeführt ist, helfen Ihnen unsere FAQs bei
der Lösung des Problems. Diese finden Sie unter
www.fischertechnik.de/3DPrinter-FAQ
Außerdem hilft Ihnen der fischertechnik Service, den Sie unter
info@fischertechnik.de erreichen, gerne weiter.
38
 Loading...
Loading...