

INSTALLATION INSTRUCTIONS
Screw Type Rupture Disc Assemblies
Includes models: P , PV , CPV, CPV-C, CPC, HO, HOV, PLHO, PLHOV
Scored: SCRD, SCRD-V
WARNING
• Read these instructions carefully and completely
before attempting to unpack, install or service the
rupture disc and holder.
• Do not vent a rupture disc assembly to an area
where it would endanger personnel.
• Install the rupture disc assembly in such a way
that equipment in the area will not prevent rupture
disc from opening or be damaged by system discharge.
INSPECTION/PREP ARATION
A. NEW RUPTURE DISCS
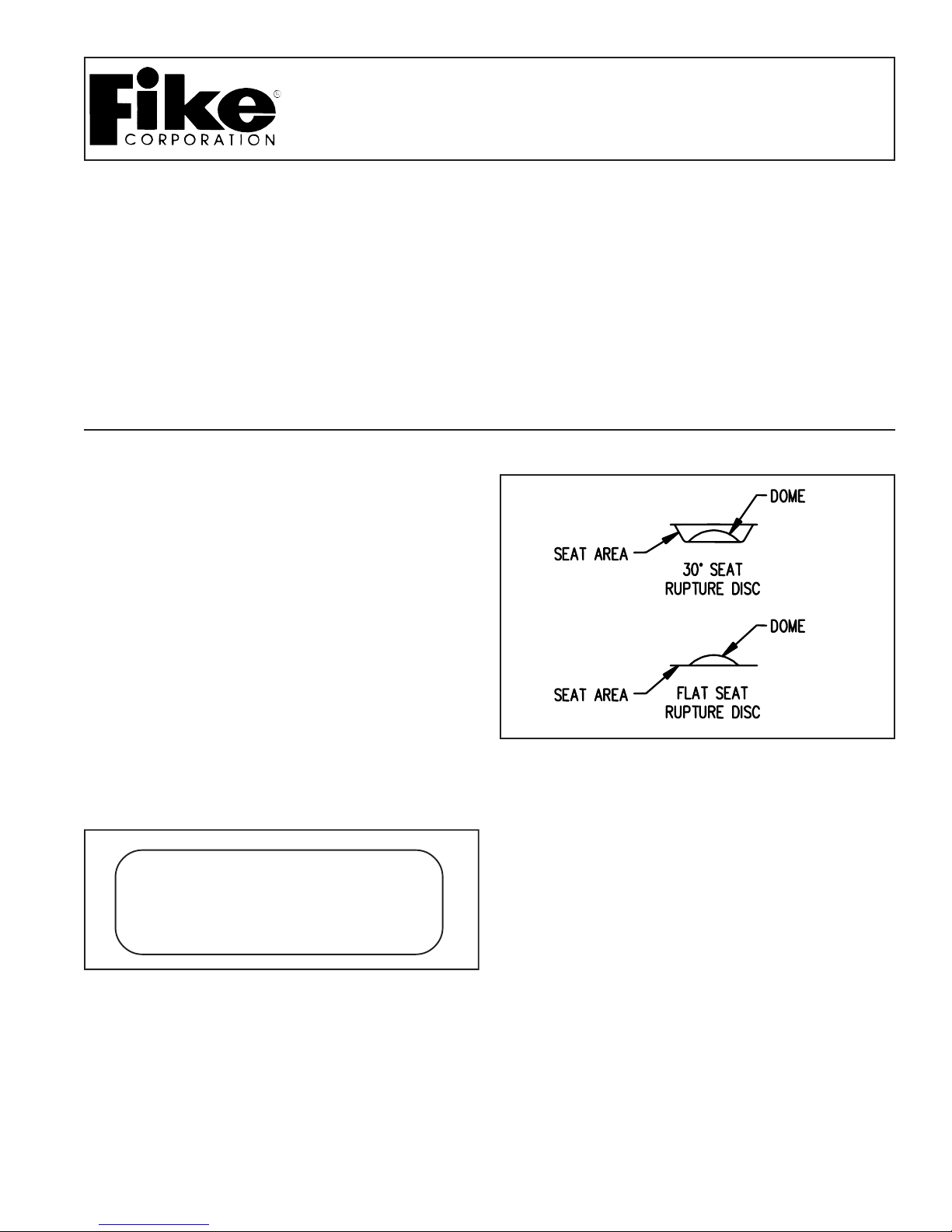
WARNING: Always handle the rupture disc by its edges
only. Damage to the dome or seat area of the rupture
disc may adversely affect the performance of the rupture disc. Read the rupture disc tag completely before
installing to confirm that the size, burst information,
and type are correct for your system.
06-246-1
• A baffle plate on the outlet end of vent piping does
NOT necessarily prevent potentially dangerous discharge.
• Piping should be braced to absorb shock when
the rupture disc ruptures.
• Install the enclosed DANGER sign in a conspicuous location near the zone of potential danger.
1. Carefully remove the rupture disc from its packaging container.
2. Remove and discard the shipping support (if provided).
Shipping supports have ORANGE STICKERS on them - they
are NOT a part of the rupture disc. (See Figure1)
Figure 2
4. If foreign material is present, carefully clean the rupture
disc with a solvent that is compatible with your media.
SHIPPING SUPPORT ONLY.
DO NOT USE
FOR RUPTURE DISC.
Figure 1
PLHO and PLHOV users: DO NOT discard the clear plastic
that is attached to the tag. It is a component of the disc.
3. Inspect the rupture disc for damage. Look for dents,
scratches or dings in the seat area or dents in the dome of
the rupture disc. (See Figure 2)
B. NEW HOLDER
Handle rupture disc holders with care. Damage to the
rupture disc holder could affect the performance of the
rupture disc.
1. After removing the rupture disc holder from it s packaging,
unscrew the holddown nut and disassemble.
2. Discard the white shipping protector which is between
the base and holddown.
3. Inspect the seat area for scratches, dents, nicks or dirt.
Flaws may adversely affect sealing and disc burst pressure.
C. EXISTING HOLDER
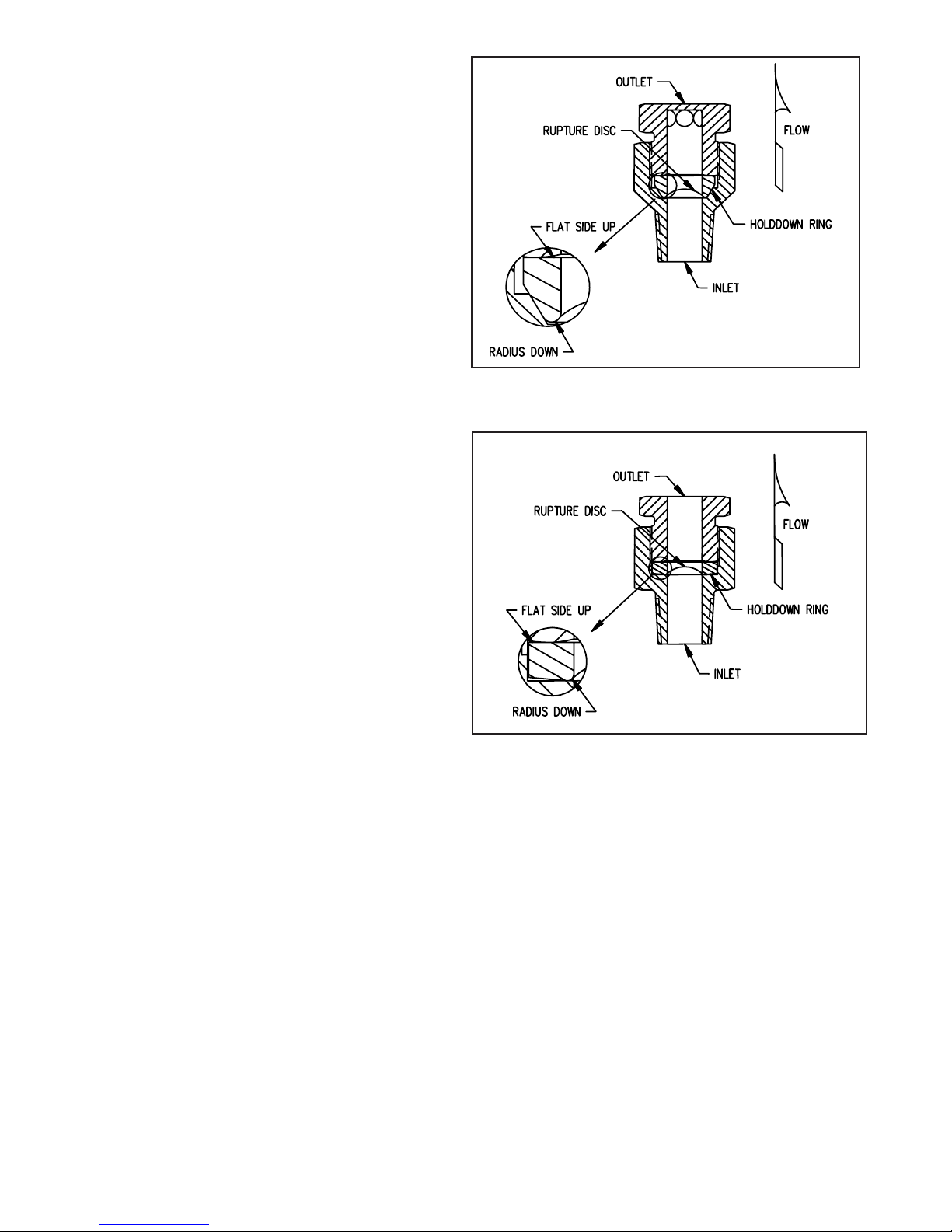
1. For ease of installation, carefully remove the rupture
disc assembly from piping. (See Figures 3 and 4)
2. Separate rupture disc holder components.
3. Remove the rupture disc from its holder .
4. Inspect the seat area of the rupture disc holder. Look for
scratches, nicks, corrosion or deposits left from the media.
5. If necessary , clean the seat area with a solvent that is
compatible with your media. If this does not remove dirt,
hand polish the seat area with ScotchBrite, fine emery cloth
or #0000 steel wool. DO NOT MACHINE THE RUPTURE
DISC HOLDER! If scratches, nicks, corrosion or deposits
from the media cannot be removed by hand, contact the
factory.
WARNING: Inversion of the holddown ring (inst alling
the ring upside down) may result in unexpected
performance characteristics, such as premature
opening or increased burst pressures.
Figure 3: Screw T ype - 30o Seat
D. ASSEMBL Y
WARNING: Before attempting to assemble the rupture
disc and rupture disc holder, confirm that the seat area
of the rupture disc is designed to fit the rupture disc
holder.
1. Place rupture disc in the inlet of the rupture disc holder
with the dome pointing in the direction of flow.
2. Place the holddown ring on the rupture disc. Refer to
Figure 3 for proper orientation of 30
proper orientation of flat seat.
3. Screw the outlet into place, hand tight.
4. Check holder rating and type located on the side of the
holder. Refer to Table 1 for torque values. Locate the table
with the corresponding type and rating. Locate burst pressure. The column to the right contains the required torque in
ft-lbs.
5. T orque holddown nut to required torque.
o
seat and Figure 4 for
Figure 4: Screw T ype - Flat Seat

E. INST ALLA TION
1. If necessary , clean NPT threads on the holder. Wire brushing is usually sufficient. Seal threads with T eflon® tape or
pipe thread sealant.
2. Thread screw type assembly into the installation. Onehalf turn past hand tight is recommended. Always apply torque
using the flats nearest to the end being installed.
3. Experience has shown that, in some installation conditions, it may be necessary to re-torque the assembly after
the system has operated through normal pressure and temperature cycles.
Under normal operating conditions, the rupture disc should
be replaced yearly. Severe operating conditions may require
that the rupture disc be replaced more frequently .
4. The metal tag shall be attached to the ST assembly in a
manner that will prevent changing the rupture disc without
breaking the seal. Reference figures 5 showing the tag attached using a lead shunt and 0.02” SST wire as recommended practice.
Figure 5 - Screw T ype
Table 1
)ISP0003(epyTwercS03"2/1 )ISP00001(epyTwercS001"2/1
erusserPtsruB
o
27@gisp
F
005otniM5111 005otniM0303
0001ot005>0291 0001ot005>8383
0051ot0001>520002ot0051>03- 0003ot0002>660052ot0002>53- 0004ot0003>180003ot0052>04- 0005ot0004>69-
005ot00303 0008ot0007>031-
0001ot005>8383 0009ot0008>041-
0002ot0001>25- 00001ot0009>0510003ot0002>660004ot0003>18- )ISP0003(epyTwercS03"4/3
0005ot0004>69- 005ot08643
scsiDdiloS
bl-tf
)ISP00051(epyTwercS051"2/1 0007ot0006>021-
csiDtfoS
bl-tf
erusserPtsruB
o
F
27@gisp
0002ot0001>25-
0006ot0005>011-
scsiDdiloS
bl-tf
csiDtfoS
bl-tf
0006ot0005>0110007ot0006>021- 0051ot0001>380008ot0007>031- 0002ot0051>090009ot0008>041- 0052ot0002>89-
00001ot0009>051- 0003ot0052>501-
00521ot00001>57100051ot00521>002-
0001ot005>5783

T able 1 (continued)
)ISP00051(epyTwercS051"4/3 )ISP0005(epyTwercS05"1
005ot05454
0001ot005>8585
0002ot0001>870003ot0002>0010004ot0003>2210005ot0004>5410006ot0005>7610007ot0006>1810008ot0007>6910009ot0008>212-
00001ot0009>722-
Solid Disc T ypes
Seals: Hastelloy (C-276), Titanium (T i) Tantalum
Liners: Lead (Pb)
Coatings: Gold (Au), T eflon (FEP), Urethane
005ot05454
0001ot005>9595
0051ot0001>170002ot0051>380052ot0002>690003ot0052>7010053ot0003>1210004ot0053>4310054ot0004>7410005ot0054>061-
00521ot00001>46200051ot00521>103-
NOTE: In the event of a conflict between solid and
soft discs, the soft disc torque shall be used.
(T a), 316 SST, Inconel, Monel, Nickel (Ni)
NOTE: Rupture disc specifications and year of
manufacture can be found on the rupture disc tag.
Acrylic, Urethane
Soft Disc T ypes
Seals: Silver (Ag), Gold (Au), Aluminum (Al), T eflon
Liners: T eflon (FEP and PF A)
Coatings: T eflon (FEP), Urethane Acrylic, Urethane
(FEP and PF A)
704 South 10th Street • Blue Springs, Missouri 64015 U.S.A.
Phone 816 229-3405 • Fax (816) 228-9277 • e-mail fmpsales@fike.com • www.fike.com
P/N 06-246-1-4 Copyright © 2005 by Fike Corporation All rights reserved
 Loading...
Loading...