

Page 1

F
esto Learning Systems
Getting Star
MecLab
ted
Page 2

By A. Huttner
R. Pittschellis
M. Klaus
M. Hubsch
M. Striegel
T. Lust
J. Schwarz
Graphics: D. Schwarzenberger
Layout: F. Ebel 05/2008
Editor: F. Ebel
F. Zierau
Copyright 2008
This document and its contents are the property of Festo Corporation. No part of this
document may be reproduced, utilized, transmitted or disclosed in any form or by any
means without prior written consent of Festo Corporation
Festo Corporation 395 Moreland Rd. Hauppauge, NY, USA 11788
© 2008 Festo Corporation 2 U
Page 3

Table of Contents
I
ntroduction
4
C
ourse Objectives
5
S
afety
6
raining Systems Operations 7
T
verview 9
O
ommissioning 14
C
Sample Programs 15
S
afety and Maintenance 16
Stac
k Magazine Station 18
onveyor Station 40
C
andling Station 56
H
esson Planning 77
L
P
rojects 86
© 2008 Festo Corporation 3 U
Page 4

Introduction
This workbook contains both information and exercises designed to introduce the student to
basic automated systems components commonly used in industry.
The information is intended for use in a mechatronics environment and is aimed at supporting
continued education in industrial automation. The topics cover basic components used in industrial automation. It also provides exercises for developing pneumatic and electrical schematics using FluidSim-P software. Overall the topics are intended to prepare the student to
study more advanced systems.
© 2008 Festo Corporation 4 U
Page 5

Course Objectives
Upon completion of the exercises in this workbook, the student will be able to:
• Identify machines and their function in a process.
• Familiarization with industrial components.
• Familiarization with industrial component symbols and designations.
• Understand the term “sequence of operations”.
• Become familiar with pneumatic and electrical schematics.
• Understand control of linear actuators.
• Understand principles of relays.
• Understand limit switches.
© 2008 Festo Corporation 5 U
Page 6

Safety *
Due to the potential hazards in any automated system, good safety practices are important in
the classroom, as well as on the production floor.
Students should never be allowed to place their hands on or near the system while operating.
Safety glasses should be worn around the equipment during operation.
All information in this workbook is intended for educational use only. It has
All information in this workbook is intended for educational use only. It has
been carefully compiled and checked, and we beli
been carefully compiled and checked, and we believe the material to be accu-
rately presented. However, Festo Corporation assumes no responsibility for
rately presented. However, Festo Corporation assumes no responsibility for
published technical errors. Additionally, Festo Corporation assumes no re-
published technical errors. Additionally, Festo Corporation assumes no re-
sponsibility for the safe and/or satisfactory operation of any machine.
sponsibility for the safe and/or satisfactory operation of any machine.
eve the material to be accu-
*See also page 7, “Operation of the Festo Training System,” for
additional safety considerations.
© 2008 Festo Corporation 6 U
Page 7

Operation of the Festo Training System
Festo training systems have been designed for ease of use by both the student and the instructor.
Compressed air should be handled with respect. Care should be taken to ensure that compressed air is not directed at open cuts or against the skin, since serious physical damage
and/or dangerous embolism may result.
Compressed air should be applied to the service unit at the port next to the regulator/filter.
Air service for the automated system is drawn from the right side of the service unit. The service unit is fitted with a normally closed 3/2 directional control valve with a red knob. The
valve is opened to provide air to the manifold by moving the knob in line with the direction of
airflow. All connections should be made with this switch turned off.
All pneumatic components are fitted with quick-connect air line fittings. Tubing to be connected to these fittings should be cut squarely. Tubing is pushed into the fitting until a resistance is felt; this is a metal ring. The tubing is pressed further until it stops. The tubing is
then checked by pulling gently back on the tubing. Leaks at the quick-connect fittings may
sometimes be traced to failure to fully set the tubing in the fitting. Another common cause of
air leaks may be a tubing end not cut at a shallow angle or tubing, which has become worn
and ragged through use. These tubing faults may be corrected by cutting a short section
from the end of the tubing to expose a fresh surface.
The instructor should check the connections on the circuits to ensure that the tubing is secured properly before the circuits are pressurized. Compressed air escaping to atmosphere
from a loose and uncontrolled tube will cause the tube to whip, therefore safety glasses
should be worn whenever students or instructors are working or observing any of the automated systems.
© 2008 Festo Corporation 7 U
Page 8

© 2008 Festo Corporation 8 U
Page 9

Getting Started with Festo MecLab
Overview
Automation technology has become increasingly important in engineering. It helps to improve both working and living conditions by ensuring high productivity and quality while at
the same time satisfying the ever-growing need for technological know-how.
Automation technology combines knowledge from virtually all other technical sciences. This
interdisciplinary field could not have developed without the fundamentals of electrical, mechanical and process engineering as well as information technology to name just a few.
We see and use automated technical systems every day. Escalators, automatic doors and
ATMs. At the supermarket, our groceries are move by conveyors which seem to “know” exactly when to stop. In this sense, automation technology is everywhere. Everyone is regularly
confronted by “something” that can be classified as an automated system. Thus technical
education must emphasize this technology in order to keep up with the demand for skilled
workers.
Training should include:
− Overview of automated systems.
− Developing skills in the use of automated systems.
− Developing skills in the commissioning and maintenance of automated technical
systems.
In addition, training must be designed so that students are given the opportunity to work with
technology, investigate its effects and discover their own capabilities.
Automation technology is one of the most challenging subjects because of its complexity. It
can not be taught through lectures alone. Students must be given hands-on practice with
automated technical systems in order to observe and understand how subsystems and components interact. They must be able to disassemble and assemble a system.
MecLab®, developed by Festo Learning Systems, includes a stack magazine, a conveyor
and a handling station. These simulate parts of an automated production line. It is designed
to familiarize students with automated technical systems.
© 2008 Festo Corporation 9 U
Page 10

Getting Started with Festo MecLab
Overview
MecLab® is a modular multimedia teaching and learning system. It is supplemented with:
− Computer software
− Video
− Technical drawings
− Diagrams
The combination of theory and practice is an essential aspect of MecLab® and its components. For every theory related to engineering sciences, there is a corresponding application.
The connection between theory and practice will encourage students to put in to practice
what they have learned. Additionally students can learn how to analyze practical applications
to prove a theory.
Individuals do not acquire a skill by simply listening to a description of the skills, rather they
learn by doing. It is in the “doing” where problem solving skills are developed.
Theory and practical applications of automation technology can be addressed with MecLab®, including:
− Types of control systems.
− Fundamentals of sensors.
− The link between sensors and drives in automated systems.
− Basic logic functions.
− Basics of programming automated systems.
MecLab® is intended for use in technically-oriented subjects. Basic knowledge of production
engineering, mechanical engineering, electrical engineering and information technology is
helpful, but not essential. Basic knowledge, such as physical fundamentals of drive and sensor technology, relays or logic operations can be learned with the help of the appropriate
theory section as well as the exercises. The focus, however, should be less on teaching fundamentals than on applying them.
© 2008 Festo Corporation 10 U
Page 11

Getting Started with Festo MecLab
Overview
The MecLab® learning system consists of three stations that carry out the following functions:
− Storage and separating
− Transporting (conveying)
− Handling.
These three processes are typical for all automated production.
Figure 2.1 shows a production line that manufactures formed sheet metal parts. The material
is transported by means of a roller conveyor (3) to the machining stations (1, 2, 7), where it is
shaped. The first robot (4) places the sheets from the conveyor into a magazine (5 storage),
the second robot (6) takes the sheets from the magazine and feeds them to the third machining station (7) (handling and separating functions).
Figure 2.1: Automated manufacture of bent sheet metal parts
© 2008 Festo Corporation 11 U
Page 12

Getting Started with Festo MecLab
Overview
The MecLab® stations perform the following functions:
Stack magazine station:
Stores and separates work pieces. An additional function, either “stamping” or “insertion”,
can be performed by the stamping unit.
Conveyor station:
Transports work pieces. An additional function, “sorting” or “rejection”, can be performed by
the ejecting solenoid.
Handling station:
Transfers work pieces between two points which can not be covered by conveyor.
The function of each station can be modified by adding or removing components. For example if the ejecting solenoid is removed from the conveyor station, it can still convey but no
longer sort. If the solenoid is moved from one side of the conveyor to the other, the deflector
becomes a stopper.
Stations are controlled using FluidSIM® simulation and control program in combination with a
modified EasyPort. This allows FluidSIM® to read sensor signals from the stations and to actuate the drives of each station. It is also used to connect the stations with the USB interface
of the PC.
The software contains sample programs designed to help the student “get started” with programming. Since the Meclab system is made of industrial components, it is also possible to
perform “manual override” operations.
Students are encouraged to use the provided tools to disassemble and reassemble the stations. The stations can be used independently or joined together to form a production line.
© 2008 Festo Corporation 12 U
Page 13

Getting Started with Festo MecLab
Overview
The Meclab system consists of the following:
− 1 compressor for supplying the stations with compressed air
− 6 licenses of FluidSIM for MECLAB® simulation and control program
− 3 modified EasyPorts for connecting the stations to a PC
− 3 power supply units for supplying power to the EasyPort
− 3 sets of workpieces
− 3 sets of tools and small parts
− All instruction material (e.g. this book) on CD-ROM
The following information can be found on the supplied CD-ROM:
− Introduction: Teaching with Meclab (this document)
− Instructions for commissioning the three stations
− Theory section: Explains key technologies, components and other relevant information
− Exercise sheets: Designed to assist the student in becoming familiar with automated sys-
tems , relevant technologies and project planning
− PowerPoint presentation
© 2008 Festo Corporation 13 U
Page 14

Getting Started with Festo MecLab
Commissioning
Install FluidSIM®
The FluidSIM® simulation and control program must be installed on a computer which has a
CD-ROM drive as well as a USB interface (version 1.1 or higher).
To install FluidSIM®, insert the enclosed CD-ROM, open the FluidSIM® directory, double-click
on the "setup.exe" file and follow the installation instructions.
Assemble the stations
MecLab® stations are delivered assembled. To commission a station, perform the following
steps:
− Insert the EasyPort interface module (1) to the Sub-D socket on the multi-pin plug distributor (2).
− Connect power supply unit to the EasyPort (3).
− Connect EasyPort to the PC using the USB cable (4) provided.
− Launch FluidSIM®:
− Click on "Open file"
− Open a sample program (see table below).
− Start operating the program sample program by clicking on the start arrow on the tool bar
at the top of the screen.
Figure 3.1: Connecting the EasyPort
© 2008 Festo Corporation 14 U
Page 15

Getting Started with Festo MecLab
Sample Programs
The FluidSim software contains sample programs to help the Instructor and the student get
started in programming the MecLab stations. These samples are located in the “ct
file\MecLab Samples. Use these files to become familiar with how the software and the hardware operate.
CAUTION: Any changes to the sample circuits, if saved, will change the sample program.
Save the file under a different name.
Program Station Function
1-4.ct
1-5.ct
1-7.ct
2-5a.ct
2-7.ct Conveyor Activate conveyor by means of a through-beam sensor.
2-8.ct
DC MOTOR
RELAY. ct
3-4.ct Handling Manually advance “z” axis
Stack
magazine
Manually activate single-acting cylinders
Stack
magazine
Manually activate double-acting cylinders
Stack
Separate and press lids onto containers (automatic)
magazine
Conveyor Activate conveyor by means of a through-beam sensor
Sort metal work pieces and de-activate the conveyor after 5
seconds.
Conveyor Activate conveyor by means of a through-beam sensor.
Sort metal work pieces and de-activate the conveyor after 5
seconds .
Manually reverse conveyor direction.
Conveyor Manually activate/deactivate conveyor. Reverse conveyor di-
rection.
3-6.ct Handling Automatically advance “z” axis in continuous operation.
3-7.ct
Handling Automatically reposition work piece from rear to the front
© 2008 Festo Corporation 15 U
storage plate.
Page 16

Getting Started with Festo MecLab
Safety and Maintenance
MecLab® has been designed in compliance with all relevant safety guidelines. As with all
technical systems, there is additional safety information that must be observed.
General
Students must be supervised at all times when working on the stations.
Read Data sheets and note individual station safety information.
Electrical components
Electrical power must be disconnected before making or breaking electrical connections.
Use only extra low voltages (max. 24 V DC).
Pneumatic components
− Do not exceed 60 psi (4 bar).
− Do not turn on compressed air until all tubing connections have been established and se-
cured.
− Do not uncouple tubing under pressure.
− Be alert for “pinch points” when switching on compressed air as cylinders can automati-
cally extend or retract.
− Loose tubing can “whip” rapidly causing serious eye injury. Ensure that “main air” is
turned off before disconnecting or connecting tubing.
− Always wear safety goggles when working on or near the system.
− Select tubing length that will provide the shortest connection between two ports.
Pneumatic circuit assembly:
− Connect devices using plastic tubing with an outside diameter of either 4 or 6 mm
(whichever is appropriate)
− Push the tubing as far as possible into the push-in connector.
© 2008 Festo Corporation 16 U
Page 17

Getting Started with Festo MecLab
Safety and Maintenance
Pneumatic circuit disassembly:
− Switch off the compressed air supply before disassembling the circuit.
− Press down on the blue release ring to pull out the tubing.
Compressor
Air pressure can be regulated at the compressor:
− Pull out the rotary knob on the pressure regulator and turn until pressure gauge shows
the required pressure.
− Push rotary knob back in (this locks the regulator).
− Do not touch the compressor once started as it can become extremely hot during opera-
tion.
− After switching off the compressor, release the pressure from the compressor tank.
− Do not leave the compressor running uninterrupted for more than one hour.
Mechanical components
− Install all components securely on the plate.
− Do not place your hand in the station while it is running.
Maintenance information
MecLab® is essentially maintenance-free. Wipe occasionally with a dry, lint free rag.
Water must be drained from the compressor tank or water separator (at the regulator) at
regular intervals.
Inspect compressor tank regularly for damage.
© 2008 Festo Corporation 17 U
Page 18

Getting Started with Festo MecLab
Stack Magazine Station
Virtually all automated production requires the temporary storage of raw material, semifinished product or finished product. Often the material is kept on pallets or in warehouses.
At some point the material (or parts) will be brought to the production line. It is here that the
work pieces must be organized in such a way that they can be fed into the production process as quickly and efficiently as possible.
Many small parts such as screws, nuts or springs are supplied in bulk and have to be arranged before they can be processed. Vibration feeders (Figure 4.1) are often used for this.
The high-speed vibrations move the small parts into either a “gate” or a vision system that
only let correctly aligned parts through and then on to the production process.
Figure 4.1: Vibration feeder for
storing and sorting screws
© 2008 Festo Corporation 18 U
Page 19

Getting Started with Festo MecLab
Stack Magazine Station
Delicate work pieces are generally supplied in an organized manner. Smaller work pieces
are often stored on tape while larger work pieces are stored on pallets (Figure 4.2 shows integrated circuits (ICs) on a pallet, normally called a tray in the electronics industry).
Figure 4.2: ICs on a pallet
The stack magazine is one of the simplest ways to store work pieces in an organized manner.
In production systems, the components are delivered in tube magazines. This means the
stack magazines can be filled quickly.
Besides storing and separating, the stack magazine station also contains a "pressing” function: when a container is placed on the deposit table, a lid can be pushed out from the stack
magazine and then pressed closed by the second pneumatic cylinder.
In addition to the electro mechanical content, the stack magazine station can also be used as
an introduction to "pneumatics".
As with the conveyor and the handling system, the FluidSIM® software is used to control the
stack magazine. Students can learn about the structure and function of programs used to
control automated production sequences.
© 2008 Festo Corporation 19 U
Page 20

Getting Started with Festo MecLab
Stack Magazine Station
Although not necessary, a basic knowledge of CAD/CAM programs is helpful when using the
FluidSIM software. The software, in turn, can be useful in learning:
− The function of simple electro-pneumatic circuits.
− The operation of common application programs.
− The sequence of production processes.
− The basics of pneumatics.
Stack Magazine Station Components
The stack magazine station consists of components that can be used on their own or combined, depending on the task. The system was designed for flexibility in order to meet varying
requirements. All necessary tools are provided with the system.
Figure 4.3: Complete structure of the Stack magazine station
© 2008 Festo Corporation 20 U
Page 21

Getting Started with Festo MecLab
Stack Magazine Station
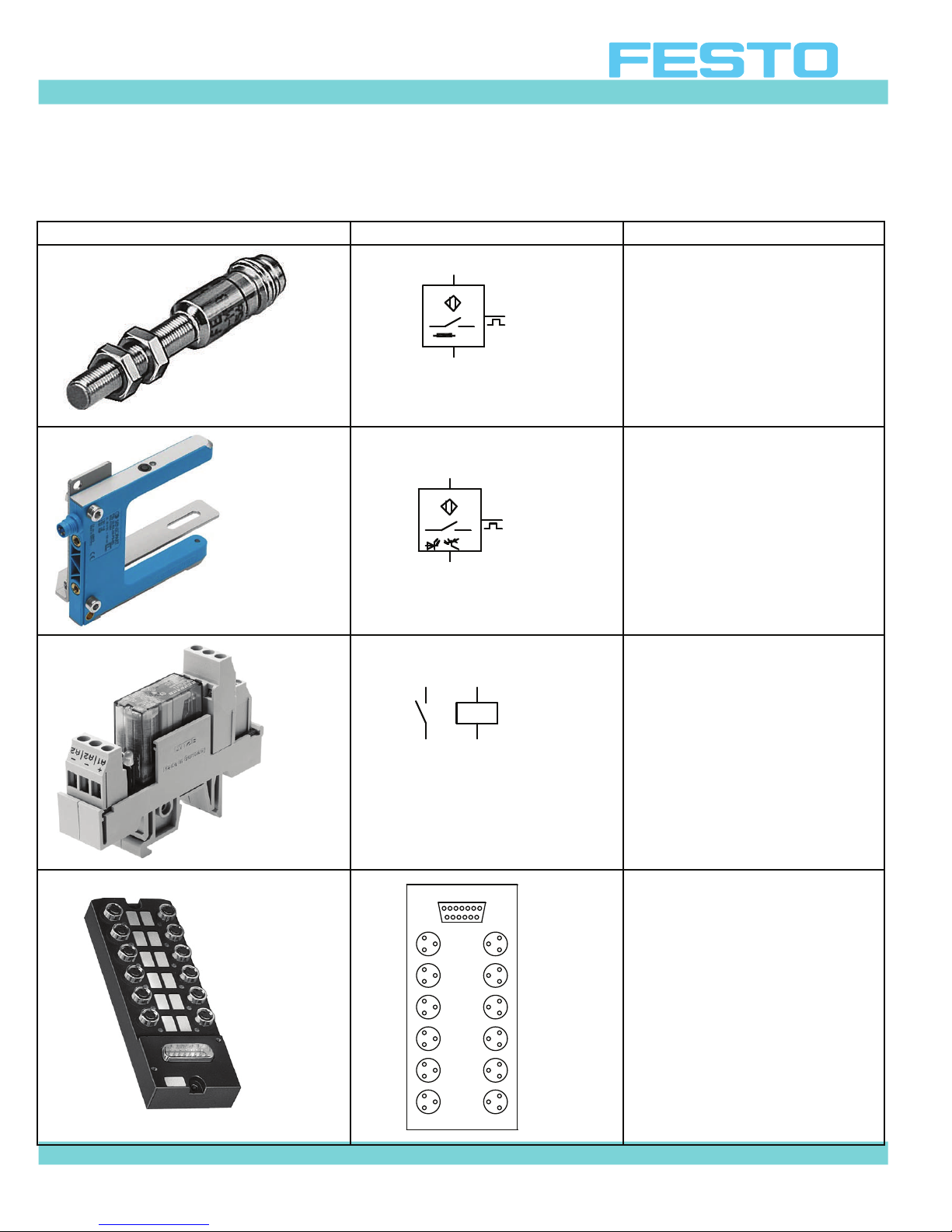
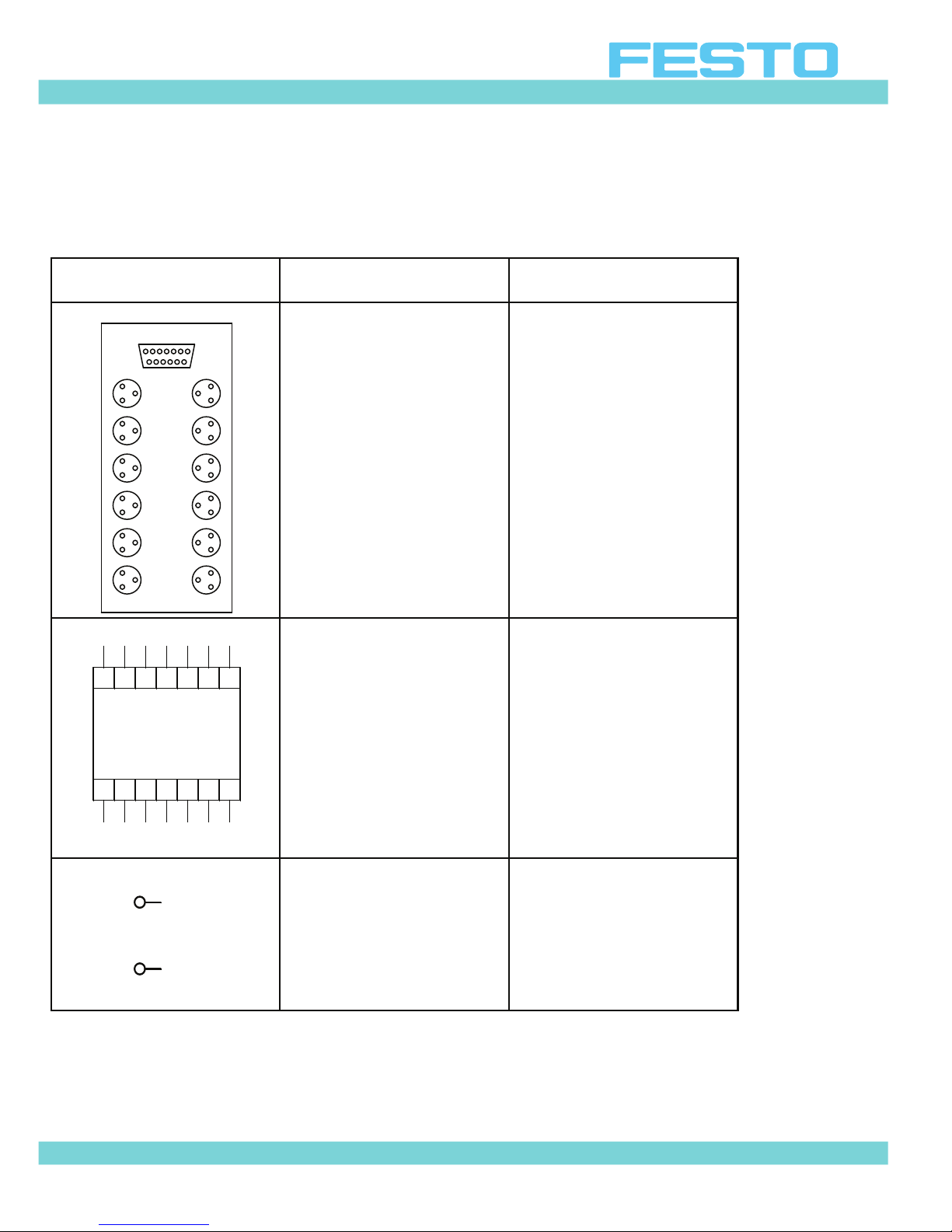
The following table lists the most important components of the Stack magazine station together with their circuit symbol.
Component Symbol Function
Mounting kit for proximity
sensors
Magnetic proximity sensor
for detecting the position of
the cylinder piston
3/2-way stop valve used for
shutting off the compressed
air and exhausting system.
T-connector for distributing
the compressed air
Single-acting cylinder with
50 mm stroke and 10 mm piston diameter
© 2008 Festo Corporation 21 U
Double-acting cylinder with
50 mm stroke and 10 mm piston diameter
One-way flow control valve,
used to regulate the speed of
pneumatic actuators
Page 22

Getting Started with Festo MecLab
Stack Magazine Station
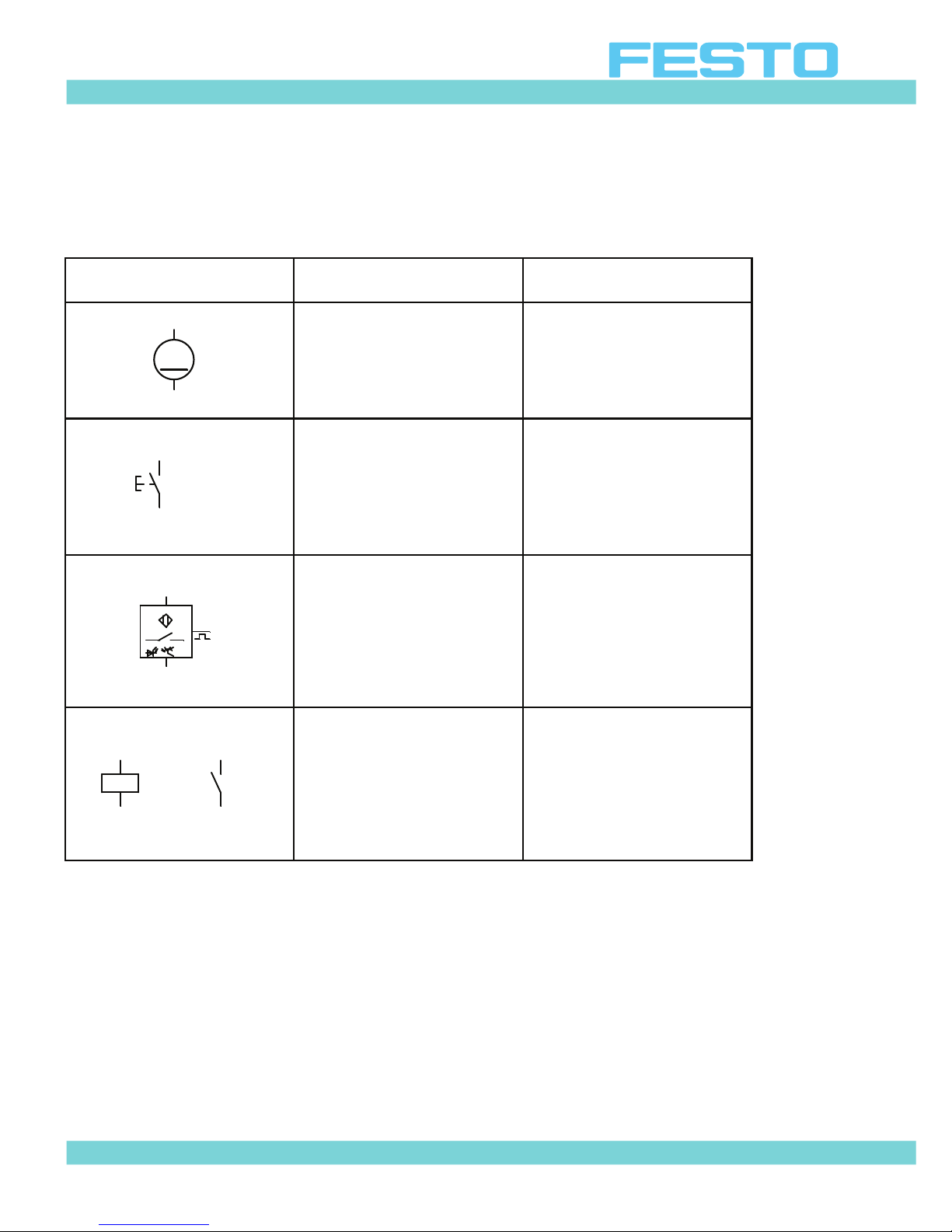
Component Symbol Function
4/2-way solenoid valve, with pneumatic spring
4/2-wa
Multi-pin plug distributor for connecting the
electrical components
return
y double solenoid valve
© 2008 Festo Corporation 22 U
Page 23

Getting Started with Festo MecLab
Stack Magazine Station
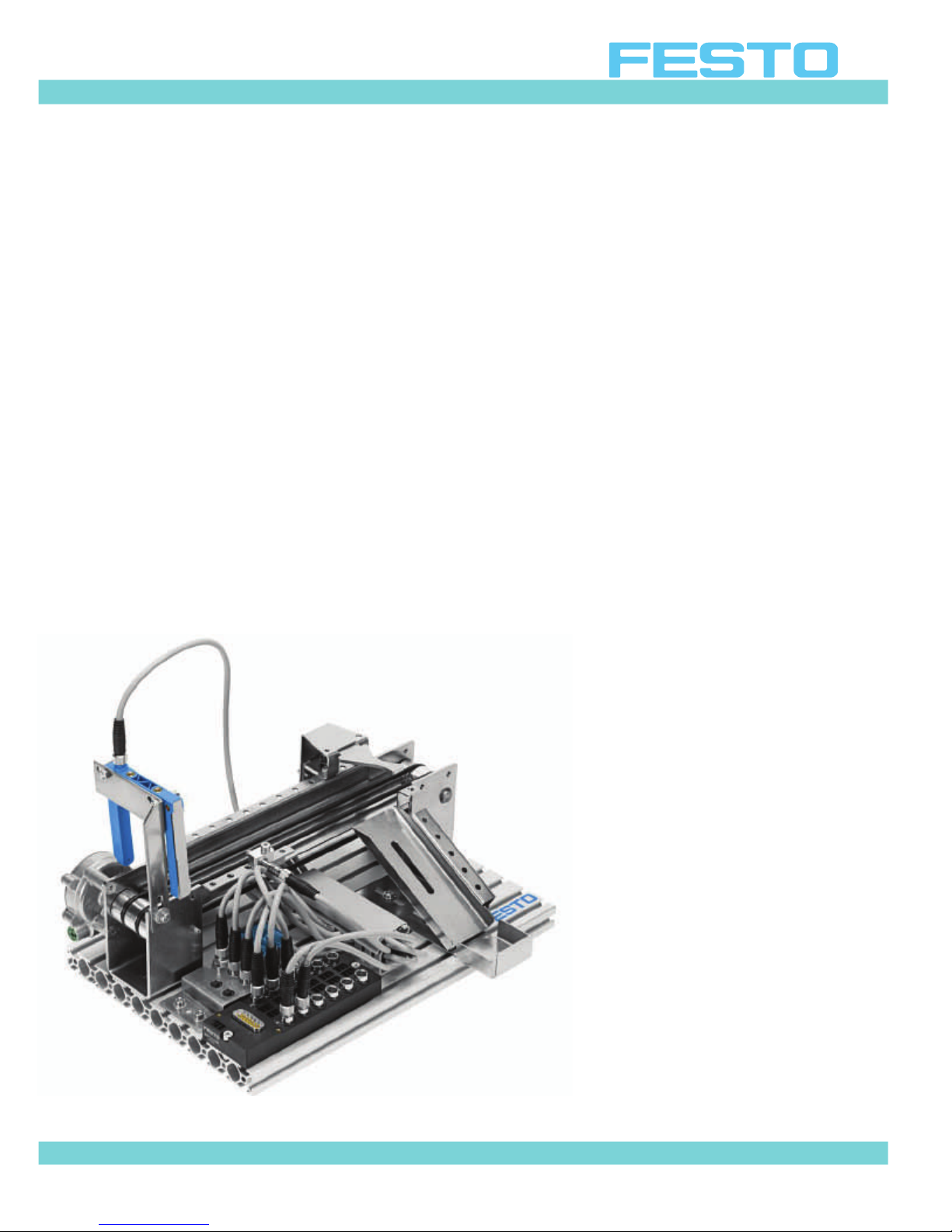
Assembly and Wiring
Several lessons require the student to disassemble and then reassemble the system. Follow
the instructions in this section.
An aluminum profile plate is used as a base in order to mount the components of the stack
magazine. T-nuts are used to secure the components to the plate. The tool used for assembling and disassembling are an adjustable wrench and a hex head, or Allen key.
Use the screwdriver to adjust the one-way flow control valves. Pneumatic tubing can be cut
to the correct length using the tubing cutter. Do not use scissors or knives to cut the tubing
as this can result in leaks.
The station contains a single-acting cylinder (press), a double-acting cylinder (ejector) and a
4/2-way single solenoid valve that are plumbed and wired. There is a second valve (double
solenoid) as well as a “reed” switch (magnetic proximity sensor) that must be plumbed and
wired. The instructions are listed on page 22.
Figure 4.4: Stack magazine station
© 2008 Festo Corporation 23 U
Page 24

Getting Started with Festo MecLab
Stack Magazine Station
Assembling the 4/2-way double solenoid valve
1. Shut off compressed air supply and electrical power.
2. Loosen the retaining screws that connect the valve to the valve retainer.
3. Remove the two short screws and replace with the longer screws.
4. Screw down the two valves using the longer screws.
5. Install tubing between outputs 2 and 4 of the valve and the corresponding ports on the
double-acting cylinder. Use the tube cutter to cut the tubing.
5a. Port 2 is connected to the front cylinder chamber.
5b. Port 4 is connected to the rear cylinder chamber.
6. Connect the valve to the multi-pin plug distributor.
6a. Connect valve solenoid 1M1 to slot # 3.
6b. Connect valve solenoid 1M2 to slot # 5.
Figure 4.5: Assembling the second valve
© 2008 Festo Corporation 24 U
Page 25

Getting Started with Festo MecLab
Stack Magazine Station
It is also possible to install a sensor for checking the end position of the double acting cylinder. This ensures that the overall sequence is monitored and enables the next step in the sequence.
The sensor is installed by placing the mounting kit for proximity sensors around the cylinder
body and securing it using the screw provided. The sensor is then inserted in the retainer
and carefully secured by turning the socket head screw half a rotation.
Figure 4.6: Proximity sensor on the cylinder
In order to establish a connection between the computer and the individual components, the
sensor must be connected to the multi-pin plug distributor.
The cables for the valves are connected to the row labeled with uneven numbers on the multipin distributor. These are “inputs” from the “control system” which is the FluidSIM software.
The cables for the sensors are connected to the row labeled with even numbers. These are
“outputs” to the “control system”.
© 2008 Festo Corporation 25 U
Page 26

Getting Started with Festo MecLab
Stack Magazine Station
Converting the 4/2-way solenoid valve
This shows normal use of a
4/2 directional control
to contr
cylinder. All
(1,2,3 and 4).
ol a double acting
ports are used
valve
This shows a 4/2 directional
control valve
to function a
tional contr
(normall
port 2 is plugged.
reconfigured
s a 3/2 direc-
ol valve
y closed). Note that
Figure 4.7: Converting a 4/2-way single solenoid valve
This shows a 4/2 directional
control valve
to function a
tional contr
(normall
port 4 is plugged.
reconfigured
s a 3/2 direc-
ol valve
y open). Note that
© 2008 Festo Corporation 26 U
Page 27

Getting Started with Festo MecLab
Stack Magazine Station
a) 4/2-way solenoid valve (normal use in combination with a double-acting cylinder)
b) 3/2-way solenoid valve normally closed (in combination with a single-acting cylinder;
port 2 is “plugged”)
c) 3/2-way solenoid valve, normally open (in combination with a single-acting cylinder;
port 4 is “plugged”, the cylinder is advanced in the switching position shown)
The station contains two valves they are both 4/2-way directional control valves. This means
that they each have 4 ports and 2 positions. The difference is in how the valves are actuated.
One valve is actuated by means of single solenoid the other is actuated by means of two solenoids.
The 4/2-way valve can be converted to a 3/2-way valve by sealing one of the two outputs.
The decision to seal one of the two output ports should be made after deciding which type of
valve is desired, normally closed or normally open.
The 4/2-way single solenoid valve is supplied with output 4 sealed, producing a 3/2-way normally closed valve. In this configuration the valve can be used to activate the single-acting
cylinder (stamping cylinder).
Opening output 4 produces a 4/2-way valve for actuating the double-acting cylinder.
Sealing output 2 produces a 3/2-way normally open valve. If this valve is used, the single acting cylinder will extend when the valve is not actuated and retract when the valve is actuated.
© 2008 Festo Corporation 27 U
Page 28
Getting Started with Festo MecLab
Stack Magazine Station
Sample exercise using the stack magazine
The purpose of this section is to explain the interaction of the FluidSIM® software and the
hardware components of the stack magazine station using a sample exercise.
Task
1. Build a stack magazine that pushes out one work piece when a button is momentarily
pressed.
2. When a second button is pressed, the stack magazine returns to its normal position.
Analysis of the task
1. The signal to advance must be “remembered” since the pushbutton is to be briefly or momentarily pressed.
2. The double-acting cylinder is actuated using a 4/2-way solenoid valve.
3. The 4/2-way double solenoid valve is used to store or remember the pushbutton signal.
Solution
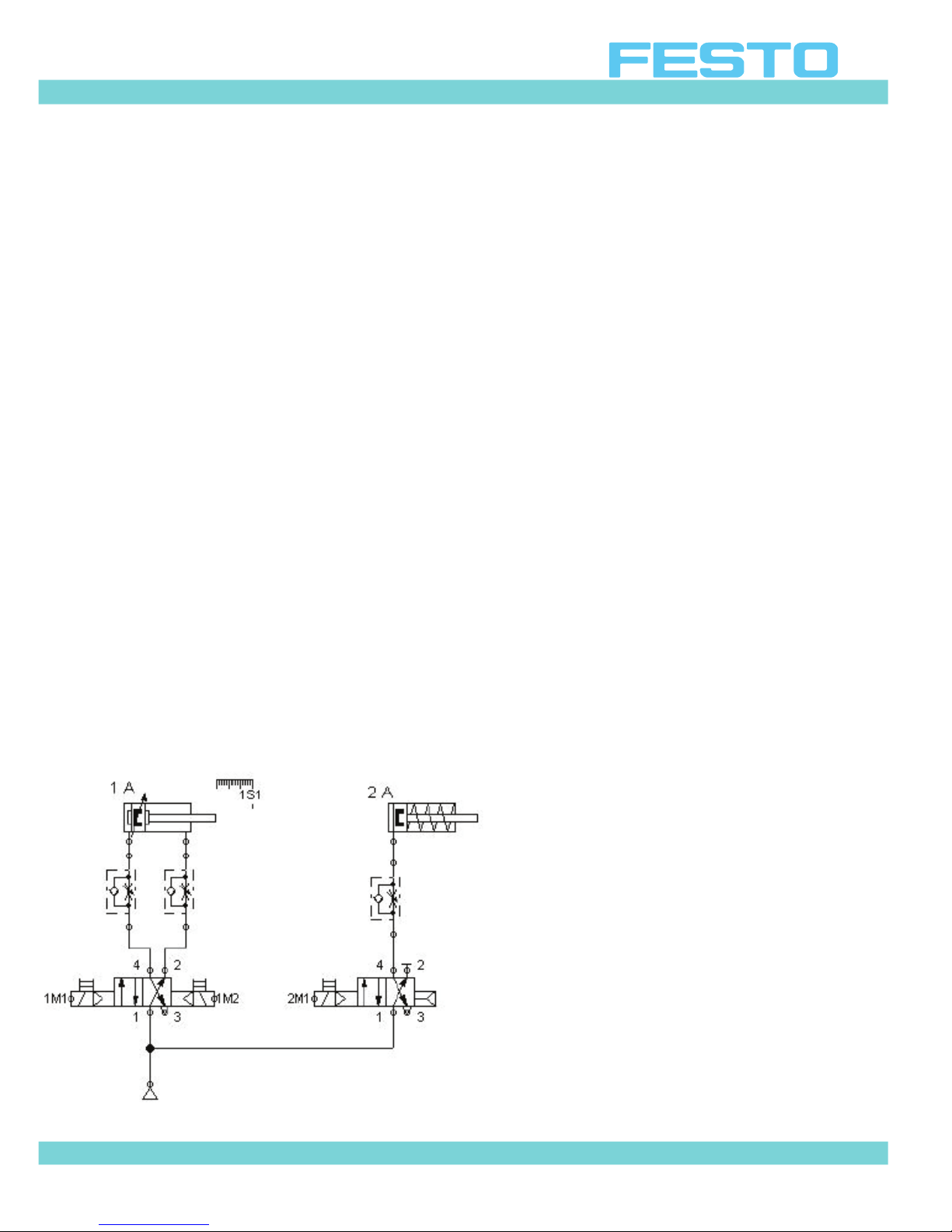
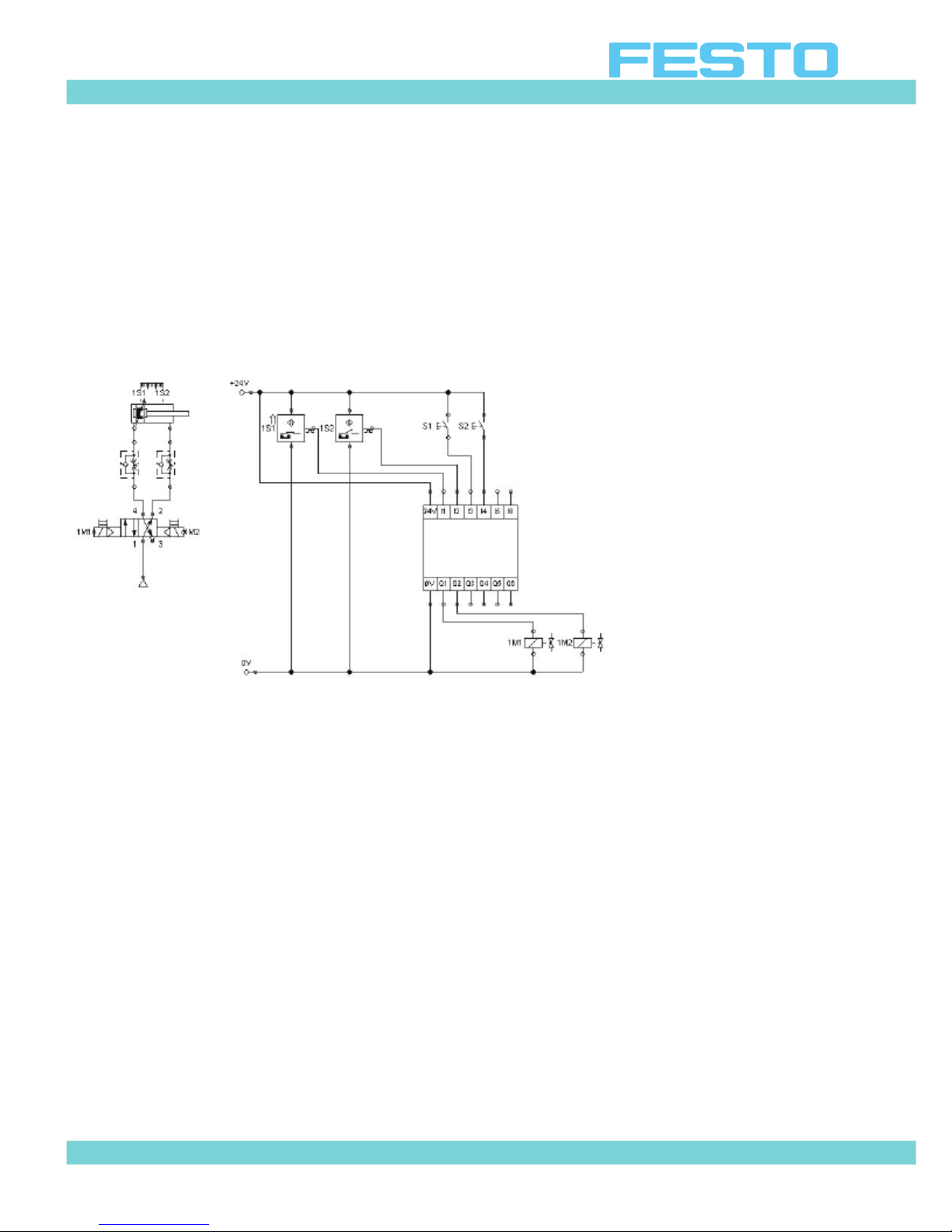
If not already done, the second valve as well as the magnetic proximity sensor must first be
assembled and connected (cf. Section 4.3). The circuit diagram in Figure 4.8 shows an example of how the components can be connected. Table 4.1 describes the connection of the sensor and the valve solenoids to the multi-pin plug distributor.
Figure 4.8: Pneumatic circuit diagram of
the stack magazine station
© 2008 Festo Corporation 28 U
Page 29

Getting Started with Festo MecLab
Stack Magazine Station
Slot Assignment Label
0 Sensor 1S1
1 Valve solenoid 2M1
3 Valve solenoid 1M1
5 Valve solenoid 1M2
Table 4.1: Pin allocation for the stack magazine station
The following are the steps necessary to launch and configure the control software:
Step 1: Launch the FluidSIM® program
Open the FluidSIM® program by double-clicking on the program icon.
Call up a new workspace. Click on the blank white page on the left in the second menu bar. A
new blank workspace appears. This will be the “controller”.
Save the new controller
To do this, select "File > Save As ..." in the menu bar and save the file to the desired location.
© 2008 Festo Corporation 29 U
Page 30

Getting Started with Festo MecLab
Stack Magazine Station
Step 2: Create the pneumatic circuit diagram
The components needed to create the pneumatic circuit diagram are located in the library on
the left side of the screen. Insert each component by:
− Left clicking and holding on the appropriate symbol.
− Dragging the symbol to the desired location in the circuit diagram.
− Releasing the left mouse button.
The pneumatic system consists of a double-acting cylinder, a 4/2-way double solenoid valve,
two one-way flow control valves and the compressed air supply. Figure 4.9 shows the component library.
Figure 4.9: Component library
© 2008 Festo Corporation 30 U
Page 31

Getting Started with Festo MecLab
Stack Magazine Station
The one-way flow control valves should be rotated to ensure straight flow paths. Right-click
on the symbol and select “Rotate” and then "270°" in the context menu.
Figure 4.10: Rotating the one-way flow control valves
Next “plumb” the components. Position the mouse over a “node point” (looks like a circle next
to one of the numbers) of the symbol until a crosshair is displayed. Left click, hold and drag to
the node point of the symbol that you want to connect to. Release the left mouse button as
soon as the crosshair symbol confirms the connection.
Figure 4.11: Tubing installed between the pneumatic components
© 2008 Festo Corporation 31 U
Page 32
Getting Started with Festo MecLab
Stack Magazine Station
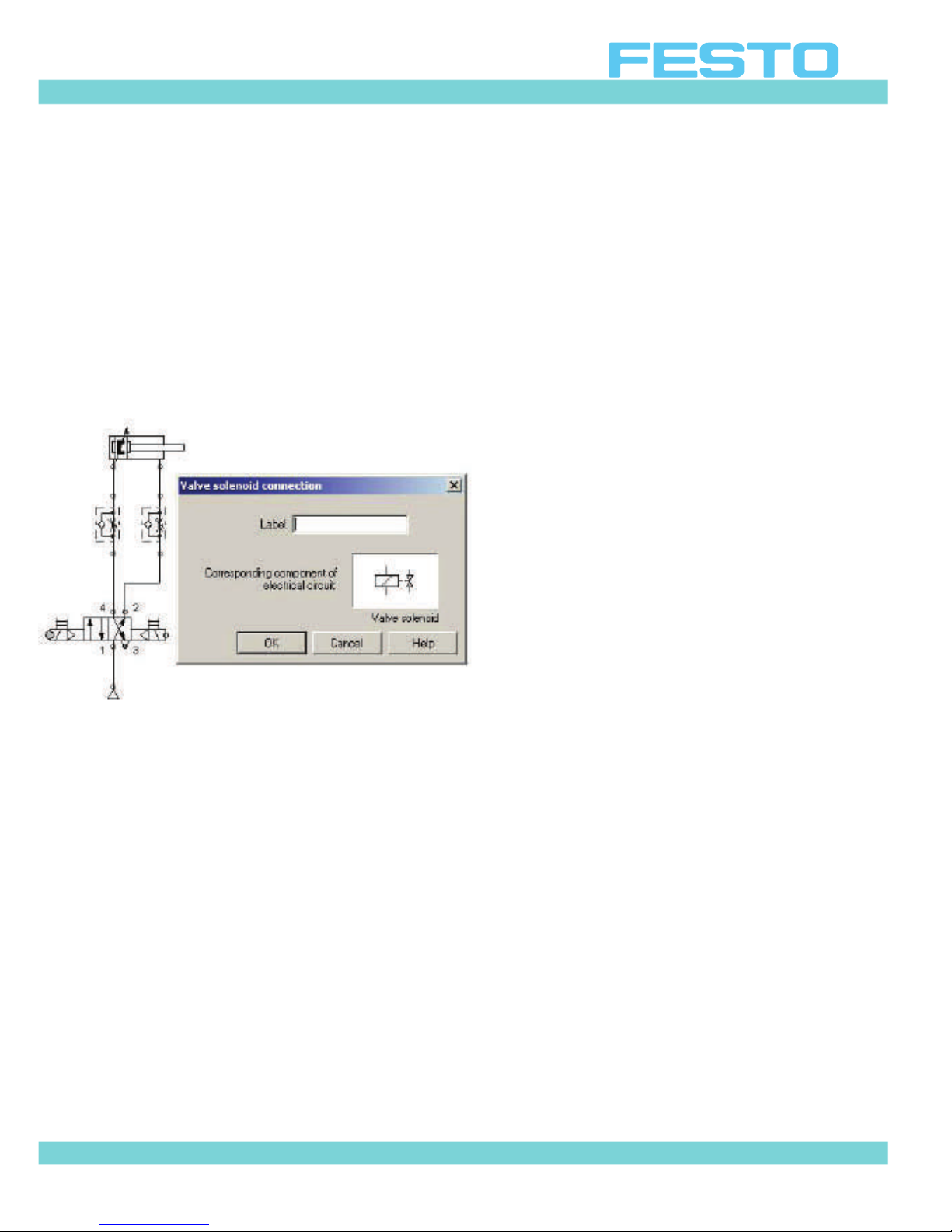
To link valve solenoids with the electrical circuit simply label the valve solenoid symbol (in the
pneumatic diagram) with the same label as the solenoid coil symbol (in the electrical diagram).
Right-click on the node of a valve solenoid (look for a small circle at the end of the solenoid
symbol). A menu will open. Select “properties". Then type in the designation in the “label”
field. The left-hand valve solenoid is normally called 1M1 and the right-hand 1M2 as per the
connection table.
Figure 4.12: Entering a label for the valve solenoid
© 2008 Festo Corporation 32 U
Page 33

Getting Started with Festo MecLab
Stack Magazine Station
Step 3: Simulate the pneumatic circuit diagram
Start the simulation by clicking on the “Start” button.
Left-clicking on the left or right manual override will extend or retract the cylinder.
Figure 4.13: Simulating the pneumatic circuit diagram
© 2008 Festo Corporation 33 U
Page 34

Getting Started with Festo MecLab
Stack Magazine Station
Step 4: Create an electrical circuit diagram
Select the symbols in the “component library” under the subcategory “Electrical
Controls” in the column on the left.
Left click, hold and drag each component to the right side of the program window (the white
area) release the left mouse button and component will appear on the white field.
Look for and drag out the following components:
− Power supply (24 V)
− Power supply ( 0 V)
− 2 pushbuttons (normally open)
− 2 valve solenoids.
Note:
The symbol for the valve solenoid is located in the library subcategory Pneumatic (see Figure
4.9).
Figure 4.14: Workspace with pneumatic circuit diagram and electrical components
All electrical components are wired in the same manner as the pneumatic components by
clicking on the “node points” and dragging the connecting cable to the next contact.
© 2008 Festo Corporation 34 U
Page 35

Getting Started with Festo MecLab
Stack Magazine Station
This produces a circuit diagram like that shown in Figure 4.15.
Figure 4.15: Wiring of the electrical circuit
Remember to assign the same label to the components that are located in both the electrical
schematic and the pneumatic diagram (for example the “valve” solenoid in the pneumatic diagram and the electrical solenoid “coil” in the electrical schematic) otherwise the circuit will
not operate correctly.
Figure 4.16: Inserting labels for the valve solenoids
© 2008 Festo Corporation 35 U
Page 36

Getting Started with Festo MecLab
Stack Magazine Station
Step 5: Simulate the entire circuit
Pressing the start button executes the simulation in FluidSIM®. This is an easy and safe way
of testing the operation of the electrical and pneumatic circuits.
To execute the individual program steps, the pushbuttons must be actuated in simulation
mode by clicking on them with the mouse. Actuating the left pushbutton closes the circuit,
the solenoid valve reverses, the valve opens the path for the compressed air and the pneumatic cylinder extends.
Actuating the right pushbutton retracts the cylinder piston to its initial position.
Note the following in FluidSIM®:
Pneumatic circuit:
Light blue lines represent lines that are not supplied with compressed air. Dark blue lines
represent lines that are pressurized.
Electrical circuit:
Red lines represent the path in the circuit that is conducting current
Figure 4.17: Simulating the
electro pneumatic circuit
.
© 2008 Festo Corporation 36 U
Page 37

Getting Started with Festo MecLab
Stack Magazine Station
Step 6: Perform test with the stack magazine station
Note:
Please observe all safety regulations when station is supplied with compressed air and electrical power.
The “real” cylinder will extend if the symbol for the multi-pin plug distributor is inserted in the
FluidSIM® program (provided the station is connected via the EasyPort). An error message
will appear if the EasyPort is not connected. Simulation is still possible if this happens (cf.
Figure 4.18).
Figure 4.18: Program with multi-pin plug distributor
© 2008 Festo Corporation 37 U
Page 38

Getting Started with Festo MecLab
Stack Magazine Station
Labels in the symbolic multi-pin plug distributor must be assigned. Open the symbol by double-clicking on it (Figure 4.19).
Labels are then assigned as per Table 4.1. The labels must match those used in the pneumatic and electrical circuit diagrams. The multi-pin plug symbol will then establish the connection to the stack magazine station.
It makes no difference what the labels are called (1M1 is a typical designation. It could also
be called "left valve solenoid" or “Joes solenoid” if you wish). The only important thing is that
the same labels are used for the same element in the pneumatic and electrical circuit diagrams and that this element is plugged into the correct slot on the multi-pin plug distributor.
Note:
The "Priority when hardware connected" box must be ticked. This ensures that the signals
for the actual sensors are used and not those simulated in the program.
If the simulation is started and pushbutton S1 is actuated, the cylinder in the station will extend. The status of the input and output channels is indicated in color in the multi-pin plug
symbol.
On the multi-pin plug distributor in the stack magazine station, the status of the input and output channels are indicated by LEDs. The program can now be extended step-by-step to incorporate the other actuators and sensors into the station.
© 2008 Festo Corporation 38 U
Page 39

Getting Started with Festo MecLab
Stack Magazine Station
Figure 4.19: Dialog box for the multi-pin Figure 4.20: Dialog box for the multi-pin
plug distributor (default settings) plug distributor with labels set
© 2008 Festo Corporation 39 U
Page 40
Getting Started with Festo MecLab
Conveyor Station
Conveyors are technical systems that are used in industry for the production (mainly transport) of material.
Conveyors are used in everyday life. Supermarkets use conveyors for groceries at cash registers and department stores use conveyors in the form of escalators for the convenience of
their customers. In airports “moving walkways” help passengers move faster between ever
expanding terminals.
Conveyors helped revolutionize industrial production. Henry Ford, in 1913, pioneered an entirely new method of production with the development of the assembly line and its use in
automobile production.
The technology of the assembly line has long since been transformed to become what it is today. These days computer-controlled systems have taking over the heavy manual labor role
of production lines.
The Conveyor station poses challenging electromechanical lessons because of it’s flexibility
in applications.
Figure 5.1: Conveyor station
© 2008 Festo Corporation 40 U
Page 41

Getting Started with Festo MecLab
Conveyor Station
The conveyor station can be used as one of three processes in a production assembly line or
as a stand-alone single unit. The following assumes that the conveyor is to be used as a
stand-alone unit.
The unit consists of modules that can be disassembled into individual components. This provides flexibility when conducting the lessons:
− The conveyor can be used as a complete technical system for one set of lessons.
− The conveyor module or each modules individual components can be used for another set
of lessons.
Components of the conveyor station
The following table lists the most important components and corresponding circuit symbols
of the conveyor station.
Illustration Symbol Description
DC geared motor. Moves
the belt of the
conveyor which, in turn,
M
transports the work
pieces. Can be made to
run forward and in reverse.
Solenoid. Acts as either a
deflector or stopper (can
eject or hold the work
piece)
depending on which side
the unit has been
attached.
© 2008 Festo Corporation 41 U
Page 42
Getting Started with Festo MecLab
Conveyor Station
Illustration Symbol Description
Inductive sensor. Senses
metal or
metal-coated work pieces.
Optical sensor. Detects
any work pieces that
breaks the beam of light
(any non-transparent
item).
Relay. Activates the motor. Can be used to reverse the polarity of the
motor (reverse direction).
Multi-pin plug distributor.
This is the interface for
0
1
connecting all actuators
and sensors of the con-
2
4
6
3
5
7
veyor station to the control PC.
© 2008 Festo Corporation 42 U
8
10
Priority active
9
11
Page 43

Getting Started with Festo MecLab
Conveyor Station
Assembly and wiring
The conveyor station is supplied assembled. In order to commission the system, the station
must be connected to the USB port of the PC using the EasyPort as well as to the power supply using the 24V power supply unit as described in Section 3.
The station can be reconfigured in order to accomplish different tasks. The function is primarily determined by the position of the sensors and the solenoid:
− Depending on which side of the conveyor it is mounted the solenoid can act as either a
stopper or deflector.
− The through-beam sensor reacts to all work pieces, while the inductive sensor only reacts
to metal work pieces. This can initiate actions such as starting or stopping the belt motor
and or triggering the solenoid.
Actuators and sensors must be wired properly in order for the supplied programs to operate. All pin assignments are described in the diagram in the sample program.
Sample conveyor exercise
The following sample exercise explains the step-by-step operation of the FluidSIM® software
as well as its interaction with the conveyor.
Task
1. Conveyor must start when a button is pressed.
2. The system must continue to run until a second button is pressed or until the work piece
has reached the end of the conveyor.
Analysis of the task
1. Only the conveyor motor is required for this task.
2. The solenoid and the slide can be removed.
3. A sensor that detects all work pieces must be mounted at the end of the conveyor. Only a
through-beam sensor can be used.
4. One pushbutton for starting the motor and a second pushbutton for switching it off must
be included in the control program.
© 2008 Festo Corporation 43 U
Page 44

Getting Started with Festo MecLab
Conveyor Station
Solution
The solution involves four steps:
1. Create the mechanical setup
2. Create the circuit diagrams and programming in FluidSIM®
3. Test the program via simulation
4. Test the program with the conveyor station
Step 1: Create the mechanical setup
Figure 5.2: Schematic diagram of the conveyor
Figure 5.2 is a schematic diagram of the conveyor as it is required for the task. It shows the
arrangements of the components. It is important to understand a systems layout in order to
plan and design the control program.
The optical sensor (through-beam sensor) must be mounted at the end of the conveyor using
the enclosed tool.
Since they will not be used, remove the stopper and the slide.
The following table provides an overview of the wiring at the multi-pin plug distributor:
Table 5.1: Pin assignment on the multi-pin plug distributor
© 2008 Festo Corporation 44 U
Page 45

Getting Started with Festo MecLab
Conveyor Station
Note:
In electrical circuit diagrams sensors are normally indicated with an "S" and relays with a
"K".
Step 2: Create the circuit diagrams and programming in FluidSIM®
− Launch FluidSIM®
− Double-click with the left mouse button on the FluidSIM® icon to access the start page of
the program.
− Click on "File > New" to open the actual workspace.
Select and place the required components. All required components are located in the component library. The library is divided into the following areas:
− Pneumatics
− Electrics
− Digital technology
− EasyPort
− Miscellaneous
In this exercise the required components will be selected from the "Electrics" and "Digital
technology" section of the component library.
Left-click on the appropriate section (this opens the folder) and then left-click and hold on the
desired component symbol. Drag the symbol to the workspace and release the left mouse
button.
The following table provides an overview of some of the components in FluidSIM®.
© 2008 Festo Corporation 45 U
Page 46
Getting Started with Festo MecLab
24V
Conveyor Station
Symbol
Multi-pin plug distribu-
tor
0
2
4
6
8
10
Priority active
1
3
5
7
9
11
Digital module (can
also be used as a PLC)
24V I1 I2 I3 I4 I5 I6
0V Q1 Q2 Q3 Q4 Q5 Q6
Voltage supply and 0
+
volts return
0V
Table 5.2: Important components in FluidSIM®
Designation
Function
Establishes the connection with the
Hardware. Labels
must match between
this device and the labels on the actuators
and
sensors in the FluidSIM® program.
Contains the logic program. Double click on
the device to open.
Supplies components
with power.
Attention: Without
power the components
will not work in the
simulation.
© 2008 Festo Corporation 46 U
Page 47
Getting Started with Festo MecLab
Conveyor Station
Symbol
Motor, DC Drives the conveyor.
M
Switch For manual interven-
34
Sensor (optical) The connections on
Relay coil with switch
A1
A2
Table 5.2: Important components in FluidSIM®
3
4
Designation
Function
Switched on and off
using relays.
tion in the program.
the top and bottom are
for the power supply.
The connection on
the side is the signal
output.
When current flows
through the coil, the
associated switch (the
switch with the same
label) will either close
or open.
© 2008 Festo Corporation 47 U
Page 48

Getting Started with Festo MecLab
Conveyor Station
Figure 5.3: Workspace of FluidSIM® with all the required components
Figure 5.4: Wiring of the components
© 2008 Festo Corporation 48 U
Page 49

Getting Started with Festo MecLab
Conveyor Station
Note:
Mistakes can be erased by simply clicking on the component, wiring etc., and pressing the
"Delete" button.
− Assign labels. Labels must be assigned in order for the FluidSIM® software to “link” the
components that belong together.
− Right-click on the component symbol. A context menu will appear.
− Select "properties".
− Enter the label in the dialog box (cf. Figures 5.5 and 5.6). Both parts of the relay (the sym-
bol for the coil and the symbol for the set of contacts) must have the same label, in this
case K1.
− Repeat the procedure for the sensor (labeled S1).
− Repeat for each of the two (PB1 and PB2), cf. Figure 5.7.
Figure 5.5: assigning labels (1)
© 2008 Festo Corporation 49 U
Page 50

Getting Started with Festo MecLab
Conveyor Station
Figure 5.6: Assigning labels (2)
Figure 5.7: Circuit with assigned labels
© 2008 Festo Corporation 50 U
Page 51

Getting Started with Festo MecLab
Conveyor Station
− Link the logic modules in the digital module. To enter the logic program in the digital mod
ule or the PLC (programmable logic controller):
− Open the digital module by double-clicking on it. A new window containing the digital module's input and output channels will be displayed.
Figure 5.8: Input and outputs channels of the digital module
On the left side are the inputs marked I1 to I6, on the right side the outputs marked Q1 to Q6.
Link the inputs and outputs by inserting logic modules. These are in the library on the left
side of the screen and are dragged to the workspace and connected in the same manner that
has been previously described.
The main purpose of the PLC (programmable logic controller) is to process the signals supplied by the sensors in such a way that the actuators can perform the required action.
© 2008 Festo Corporation 51 U
Page 52

Getting Started with Festo MecLab
Conveyor Station
As mentioned earlier the following functions are required:
− The motor is to start when a pushbutton is actuated (therefore a latching circuit is required to “store” or “remember” the pushbutton signal.
− The motor is to stop again when the second pushbutton or the through-beam sensor is actuated (requires an “OR” gate).
Figure 5.9 shows the digital module (or the PLC) with the connected logic gates. Closing the
input window stores the program in the digital module (or PLC).
Figure 5.9: Digital module with logic gates
Note:
The “lo level” module can be used to provide the third input of the OR gate. The program will
work without this module, but using it may avoid an “input undefined” flag when activating.
© 2008 Festo Corporation 52 U
Page 53

Getting Started with Festo MecLab
Conveyor Station
Step 3: Test the program
To start the simulation, the window of the digital module must be closed.
− Click on the arrow on the tool bar at the top of the window.
− Start the circuit by clicking on the main switch. Clicking on the pushbutton PB1 starts the
motor (indicated by a small arrow).
− To “simulate” a part arriving at the end of the conveyor, click on sensor S1. The motor
should stop.
Figure 5.10: Simulation mode, pushbutton PB1 actuated
© 2008 Festo Corporation 53 U
Page 54

Getting Started with Festo MecLab
Conveyor Station
Step 4: Test program via hardware
− Insert the symbol for the multi-pin plug distributor in the program (cf. Figure 5.11).
Figure 5.11: Program with multi-pin plug distributor
− Assign labels to the connection points on the distributor.
− Open the distributor symbol by double-clicking on it (Figure 5.12).
− Change the labels as per Table 5.1.
© 2008 Festo Corporation 54 U
Page 55

Getting Started with Festo MecLab
Conveyor Station
Figure 5.12: Multi-pin plug distributor dialog box before and after setting the labels
The labels must match those used in the electrical circuit diagram. The distributor can then
establish the connection to the station. Remember, it is not important what you call the components. It is however important that component listed in the dialog box has the same label
as the actual symbol in the electrical circuit diagram and that the actual (real) element is
plugged into the correct slot on the (real) multi-pin plug distributor.
Note:
There is a “check-off” box in the dialog box called "Priority for connected hardware". The box
must be checked to ensure that signals for the actual sensors are used and not those simulated in the program.
If the simulation is now started and pushbutton PB1 is actuated, the conveyor motor should
start. The status of the input and output channels are indicated in color on the multi-pin plug
symbol. On the station's multi-pin plug distributor, the status of the input and output channels
are indicated by LEDs.
The program can now be modified as needed to incorporate the other actuators in the station.
© 2008 Festo Corporation 55 U
Page 56

Getting Started with Festo MecLab
Handling Station
Movement, orientation and assembly of work pieces are a common function of automated assembly systems. These tasks are often performed by automated handling machines. The
most powerful are industrial robots (cf. Figure 6.1).
Industrial robots have at least four axes (also called joints), making them extremely flexible.
They are also fast (over 1 meter per second) and accurate.
Robots are also expensive therefore simpler, less expensive handling devices are normally
used for many assembly tasks.
Figure 6.1: Industrial robot (picture by Festo Didactic)
The following data is important and normally provided by manufacturers of handling devices:
− Number of axes
− Speed
− Accuracy (normally called “repeatability)
− Working space (normally called “window” or “envelope”)
© 2008 Festo Corporation 56 U
Page 57

Getting Started with Festo MecLab
Handling Station
The most important component in a handling device is the gripper. It is this device that
makes contact and manipulates the work piece. The two most common grippers are mechanical and Vacuum:
− Mechanical grippers. These normally have two or three gripper jaws which “grip” the
work piece like a hand. Since the jaws are not very flexible they must be adapted to the
work piece. Mechanical grippers can be operated by either fluid power (hydraulics or
pneumatics) or electricity.
− Vacuum grippers. These hold work pieces by means of vacuum. They are especially suit
able for flat, non-porous work pieces. The vacuum is generated by either a vacuum pump
or by a simple venture valve.
Two-axis automated handling machines are most frequently used to remove (pick) work
pieces from a magazine and then deposit (place) them somewhere else. These are called
“pick and place” devices.
Figure 6.2: Handling station
© 2008 Festo Corporation 57 U
Page 58

Getting Started with Festo MecLab
Handling Station
Components of the handling station
The handling station consists of :
1. Two pneumatic linear axes
2. One pneumatic gripper
3. Three valves for controlling the pneumatic actuators
4. Four magnetic proximity sensors for detecting the position of the axes and other components.
The following table provides an overview of the components, their function and the corresponding circuit symbol.
Illustration Symbol Description
Gripper. Holds work
pieces.
Magnetic proximity sensor.
Detects the position of the
cylinder.
3/2 directional control
valve. Used as on/off for
regulator. Turns main air off
and exhausts system.
“T” connector. Used for es-
tablishing a 3-way connection of tubing.
Double acting cylinder with
guides.
© 2008 Festo Corporation 58 U
Page 59

Getting Started with Festo MecLab
Handling Station
Illustration Symbol Description
One way flow control valve.
Used to regulate the speed
of pneumatic drives.
4/2 directional control
valve, solenoid operated
with air spring return.
4/2 directional control
valve, double solenoid.
Multi pin plug distributor.
Used to interface all actuators and sensors with the
control PC.
© 2008 Festo Corporation 59 U
Page 60

Getting Started with Festo MecLab
Handling Station
Commissioning the handling station
The handling station consists of a two-axis handling device that can perform simple assembly
tasks.
The handling station can perform several tasks:
1. Transferring a work piece
2. Joining the base and lid
3. Sorting or assembly functions in conjunction with other MecLab® stations.
The handling station uses a mechanical two-jaw gripper that has been adapted to
the cylindrical work piece. This gripper can be exchanged for a vacuum gripper that is available as an accessory.
The handling station is supplied fully assembled. It may be necessary to readjust the place
holders of the work piece so that the gripper is aligned properly.
An aluminum profile plate is used as the base on which modules are mounted. T-head nuts
are used to secure the modules to the plate.
All modules and components can be disassembled and assembled using the supplied tools.
Flow control valves can be adjusted with the supplied screwdriver. There is also a tubing cutter used to cut the pneumatic tubing at a square angle (do not use scissors or knives).
The handling system must be connected to the USB port of the PC using the EasyPort and the
24V power supply should be connected as described in Section 3.
Correct wiring of the actuators and sensors must be ensured in order for the supplied sample
programs to operate the system. Pin assignments are described in a schematic diagram in
the sample program.
© 2008 Festo Corporation 60 U
Page 61

Getting Started with Festo MecLab
Handling Station
Executing a simple task using the handling station
In a production line, the handling station often carries work pieces between two stations.
The following sample exercise explains the step by-step operation of the FluidSIM® software
as well as its interaction with the handling station:
Task:
1. Develop a computer-aided manual control with the following functions:
a. Advance the x-axis when a pushbutton is actuated, but only if the cylinder is in the
retracted position.
b. Retract the x-axis when a pushbutton is actuated, but only if the cylinder is in the ex-
tended position.
Procedure for solving the task:
The solution to this task can be broken down into five phases:
1. Initial considerations and schematic diagram
2. Assignment tables for the components
3. Circuit diagram creation and programming using FluidSIM®
4. Testing with FluidSIM® via simulation
5. Testing the program on the actual handling station
© 2008 Festo Corporation 61 U
Page 62

Getting Started with Festo MecLab
Handling Station
Initial considerations:
1. Schematic diagram or drawing of the handling system. Always have a drawing or diagram
of the mechanical setup in order to identify the position of sensors valves and actuators.
One possible diagram of the components involved in the task could look something like
Figure 6.3. The drawing can be drawn by hand or created using a computer.
Figure 6.3: Schematic diagram of the handling station
2. Pneumatic circuit diagram (figure 6.4). It is also a good idea to produce a pneumatic circuit diagram as well as an assignment table for the input and output signals. This circuit
diagram can be created using FluidSIM® or drawn by hand.
Figure 6.4: Pneumatic circuit diagram (x-axis only)
© 2008 Festo Corporation 62 U
Page 63

Getting Started with Festo MecLab
Handling Station
Slot Assignment Description
0 1S2 Sensor for cylinder extended position
2 1S1 Sensor for cylinder retracted position
1 1M1 Valve solenoid (extend cylinder)
3 1M2 Valve solenoid (retract cylinder)
Table 6.1: Assignment table for the handling station
Analysis of the task
Before programming, you should be clear about the task. Normally, it is a good idea to
describe the task in your own words or to create a flow chart.
The piston of the horizontal, double-acting cylinder is to advance from its normal position
(retracted).
The command for this is issued via a pushbutton in FluidSIM®.
The cylinder may advance only if it is in the retracted position. This can be verified by the
proximity sensor (labeled 1S1) in the schematic and in the circuit diagram.
The return stroke is to be executed by means of a second pushbutton. The cylinder
may retract only if it has been verified that it is in the fully extended position.
The sensor for the forward end position is labeled 1S2 in the schematic diagram.
Two pushbuttons for operation are needed in the FluidSIM® program.
The horizontal cylinder is activated using a 4/2-way double solenoid valve. Switching on valve
solenoid 1M1 will cause the cylinder to extend. Switching on valve solenoid 1M2 will cause
the cylinder to retract (as long as no current is being applied to valve solenoid 1M1).
Since the valve is a double solenoid valve, a short current pulse is sufficient to keep the valve
(and the cylinder) in the respective position.
© 2008 Festo Corporation 63 U
Page 64

Getting Started with Festo MecLab
Handling Station
Circuit diagram creation and programming using FluidSIM®
The supplied FluidSIM® software is used for programming. This enables the circuit to be
simulated on the computer. If the simulation does not reveal any errors, then the station can
be directly activated and operated with the program.
Since the test setup consists of electrical and pneumatic components, a circuit plan must be
created in FluidSIM® for both system components. We recommended that you create the
pneumatic circuit diagram first and then the electrical circuit diagram.
Step 1: Opening FluidSIM®
Opened by double-clicking on the program icon:
– Call up a new workspace
Click on the blank white page on the left in the second menu bar (or on "File > New").
A new empty workspace for a controller appears.
– Save the new controller
To do this select "File > Save As ..." in the menu bar and save the file to the desired location
on a data storage medium under a user-defined name.
Step 2: Insert components
The components needed to create the pneumatic circuit diagram are located in the library
located on the left side of the screen. They are inserted into the diagram by:
Left clicking and holding on the appropriate symbol
Dragging the symbol to the blank sheet and releasing the mouse button.
© 2008 Festo Corporation 64 U
Page 65

Getting Started with Festo MecLab
Handling Station
The pneumatic system consists of :
1. One double-acting cylinder
2. One 4/2-way double-solenoid valve
3. Two one-way flow control valves
4. One compressed air supply
Figure 6.5 shows the components in the workspace.
Figure 6.5: Components of the pneumatic circuit diagram
© 2008 Festo Corporation 65 U
Page 66

Getting Started with Festo MecLab
Handling Station
Step 3: Rotate the one-way flow control valves
The one-way flow control valves should be rotated to produce straight flow paths. Right-click
on the symbol. In the context menu that opens, select menu item "Rotate" followed by "270°".
Figure 6.6: Rotating the one-way flow control valves
© 2008 Festo Corporation 66 U
Page 67

Getting Started with Festo MecLab
Handling Station
Step 4: Install tubing between components
Drag the mouse over a the node point of a symbol until a crosshair is displayed. With the left
mouse button pressed, move to the node point of the next symbol. Release the left mouse button as soon as the crosshair symbol appears.
The pneumatic circuit diagram should look as follows:
Figure 6.7: Installing the tubing for components
© 2008 Festo Corporation 67 U
Page 68

Getting Started with Festo MecLab
Handling Station
Step 5: Set labels and insert proximity sensors
Labels need to be assigned in order for the software to link the symbols. This will also ensure
the operation of external hardware via the software program. All components that are used in
both the electrical and pneumatic circuit drawing must be labeled.
To label the valve solenoids, right-click on the valve solenoid and select the menu item
"Properties". Enter the valve solenoid designation in the "Label" field, in this case 1M1 and
1M2 (for the first or second valve solenoid).
Figure 6.8: Entering a label for the valve solenoid
To mount proximity sensors right-click on the cylinder. A window opens where you can
enter the proximity sensors mounted on the cylinder and their position.
There are two proximity sensors on the cylinder; one in the retracted position and one in the
extended position. The position of one of the proximity sensors is 0 mm (this is the default setting. It can be changed to either inches or feet by using the drag down window at the far
right). The position of the other proximity sensor is 100mm. The proximity sensors should be
labeled 1S1 (retracted) and 1S2 (extended).
Clicking on "OK" closes the input window.
© 2008 Festo Corporation 68 U
Page 69

Getting Started with Festo MecLab
Handling Station
Figure 6.9: Labeling proximity sensors
Step 6: Test the pneumatic circuit
Start the simulation by clicking on the Start button (this is the arrow button at the top tool
bar). If one of the two manual overrides is clicked on, the valve switches position and the cylinder will either extend or retract.
Figure 6.10: Simulating the pneumatic circuit diagram
© 2008 Festo Corporation 69 U
Page 70

Getting Started with Festo MecLab
Handling Station
Step 7: Components and wiring of the electrical circuit
Electrical components are inserted and connected in the same manner as the pneumatic
components.
The workspace should look something like figure 6.11 upon completion:
Figure 6.11: Inserting and wiring the electrical components
© 2008 Festo Corporation 70 U
Page 71
Getting Started with Festo MecLab
Handling Station
Step 8: Assign labels
To link electrical and pneumatic components, the electrical components must be labeled.
This is done the same way as the pneumatic components, i.e. by right-clicking on the component and entering the labels in an input window. Labels are necessary for the valve solenoids
and the sensors.
Figure 6.12: Assigning labels for the electrical components
Remember to insert and label two pushbuttons as S1 and S2.
© 2008 Festo Corporation 71 U
Page 72

Getting Started with Festo MecLab
Handling Station
Step 9: Create the control program
The figure below is a control module. It is called a “Logic Module” in the FluidSim library.
24V I1 I2 I3 I4 I5 I6
0V Q1 Q2 Q3 Q4 Q5 Q6
Q3 Q4 Q5 Q6
In order to “write” a program in this module you must first “enter” the module by double
clicking on it. A new window containing the digital module's input and output channel will be
displayed.
Figure 6.13: Input and output channel inside the logic module
Inputs marked I1 to I6 are located on the left side. Outputs marked Q1 to Q6 are located on
the right. Inputs and outputs are linked using logic devices (these are located in the same
part of the library as the logic module).
The devices are inserted in the program like all other components. Left click, hold and drag
the component to the program, then release.
© 2008 Festo Corporation 72 U
Page 73

Getting Started with Festo MecLab
Handling Station
The task requires that the cylinder retract or extend when the respective pushbutton is
pressed and
1. Valve solenoid 1M1 is switched on when pushbutton S1 and proximity sensor 1S1 are actuated.
Valve solenoid 1M2 is switched on when pushbutton S2 and proximity sensor 1S2 are actuated.
This means that two AND gates are needed in the program. Since the AND gate in FluidSIM®
has three inputs, two high gates are used so that the third, redundant one can always be set
to high. Otherwise FluidSIM® would issue an error message that there is one unassigned input.
Figure 6.14: Digital module with logic gates
Note
Unused AND gate inputs must be provided with a signal. Use a “Hi” symbol and connect to
the unused input.
The logic gates are now connected and the logic program is completed (cf. Figure 6.15).
Closing the input window stores the program in the digital module (or PLC). The simulation
can be started after the window closes.
the cylinder has reached the relevant end position:
© 2008 Festo Corporation 73 U
Page 74

Getting Started with Festo MecLab
Handling Station
Figure 6.15: Complete logic program
Testing the solution via simulation
Start the simulation by clicking on the Start button (the arrow button on the toolbar).
Press pushbutton S1 . The cylinder should extend. Press pushbutton S2. The cylinder should
retract.
Note
The cylinder cannot retract until it has reached the fully extended position.
Figure 6.16: Simulating the circuit
© 2008 Festo Corporation 74 U
Page 75

Getting Started with Festo MecLab
Handling Station
Testing the solution on the handling station
To connect the handling station to FluidSIM®, the EasyPort must be plugged into the multi-pin
plug distributor on the station, to the pc (using the USB cable) and to the power
supply.
The symbol for the multi-pin plug distributor is then dragged into the workspace in the FluidSIM® program.
Figure 6.17: Multi-pin plug distributor symbol for
connecting the station
Labels must be assigned in the multi-pin plug distributor. Open the symbol by double-clicking
on it (Figure 6.18).
Assign labels as per Table 6.1. Remember the labels must match those used in the pneumatic and electrical circuit diagrams. The distributor establishes the connection to the station.
It is not important what the labels are called (1M1 is the normal designation. However, the label could also be "left valve solenoid"). It is important that the same labels are used for each
component that is located in both the pneumatic and electrical circuits.
Note
The "Priority for connected hardware" box must be checked. This ensures that the signals
for the actual sensors are used and not those simulated in the program.
Once the simulation is started and pushbutton S1 is pressed, the cylinder will extend.
The status of the input and output channels will be indicated in color on the distributor symbol. On the actual distributor, the status of the input and output channels will be indicated by
LEDs.
© 2008 Festo Corporation 75 U
Page 76

Getting Started with Festo MecLab
Handling Station
The program can then be built upon to include the other actuators and sensors that are on
the station.
The schematic diagram, the circuit diagram and the logic program form the technical documentation for the project. They can be supplemented with operating instructions and data
sheets if necessary.
Figure 6.18: Dialog box of the Figure 6.19: Dialog box of the multi-pin plug
multi-pin plug distributor distributor with the labels changed
before the labels are changed
© 2008 Festo Corporation 76 U
Page 77

Getting Started with Festo MecLab
Lesson Planning
Overview of the supplied media
The MecLab® learning system consists of three components:
1. Hardware,
2. FluidSIM® programming and simulation software,
Learning materials.
The learning materials consist of the following:
Fundamentals of Automation Technology (Theory section)
The theory section covers the fundamentals of automation technology and mechatronics. It
contains information on sensors, pneumatic and electric drives, relay controllers and programmable logic controllers. It also includes a section on the history of automation technology and on how engineers work.
This document is stored as a pdf file. You may print and distribute it to the students. You may
not modify the content.
Teaching with Meclab (Commissioning instructions) (this manual)
The commissioning instructions consist of an introduction and detailed step-by-step instructions on how to assemble and commission the three MecLab® stations. We recommend that
you follow the instructions contained in this document.
This document is stored as a pdf file. You may print and distribute it to the students. You may
not modify the content.
© 2008 Festo Corporation 77 U
Page 78
Getting Started with Festo MecLab
Lesson Planning
Set of Exercises
Each station has a set of exercises that begin as simple tasks. Each subsequent task (or exercise) builds on the previous and is a little more difficult. It starts out by learning about components, their function and symbols and ends with complex programming.
The exercise workbooks are to be used by the students as worksheets. The worksheets
are available as Word files. You may copy, distribute and modify these as needed.
Presentation
This contains the illustrations from the theory section and can be used during a lecture or to
create your own documents.
Hardware
The hardware consists of the three stations, the EasyPorts, the necessary cables, work
pieces and tools.
Some of the exercises call for the conversion of the stations. For example changing, adjusting or relocating sensors, attaching or removing actuators.
The system was designed so that components can be swapped between stations. For example:
Sensors from the conveyor station can be used in the stack magazine or handling station.
The stamping unit from the stack magazine station can be attached to the conveyor.
It is also possible to form an assembly line with all three stations, however this calls for
more advanced conversion and/or relocation and adjustment of the components.
FluidSIM® Programming and Simulation Software
The FluidSIM® programming and simulation software on the supplied CD-ROM is tailored to
the functions of MecLab®. The software is easily installed on the PC from the CD-ROM.
© 2008 Festo Corporation 78 U
Page 79

Getting Started with Festo MecLab
Lesson Planning
Lesson Design
MecLab® should be used to teach programming as well as mechanical makeup, setup and
conversion of automated systems.
Lessons can be divided into three phases:
1. Preparation
2. Project
3. Follow-up and Assessment.
Preparation
Normally, students do not have access to industrial production and therefore no relationship
with the topic. If at all possible it is advised that the students are taken on a field trip to see an
automated production facility before starting to work with MecLab®.
The emphasis of the visit should be to recognize that an automated assembly system always
includes functions for:
1. Conveying
2. Handling
3. Storing and feeding work pieces
Preparation
Normally, students do not have access to industrial production and therefore no relationship
with the topic. If at all possible it is advised that the students are taken on a field trip to see an
automated production facility before starting to work with MecLab®.
The emphasis of the visit should be to recognize that an automated assembly system always
includes functions for:
1. Conveying
2. Handling
Storing and feeding work pieces
These, of course, are the basic functions of the MecLab®.
© 2008 Festo Corporation 79 U
Page 80

Getting Started with Festo MecLab
Lesson Planning
If a visit to an actual production facility is not possible, the videos supplied on the
CD-ROM can be used.
In the follow-up phase, the results should be summarized and a connection should be made
with the learning system:
Which functions are found in the stations in our classroom?
Which components were also present in the actual production facility?
Group work
MecLab® is designed for project-based teaching in small groups. The recommended group
size is 2 students for each station (they will also need a PC with the supplied FluidSIM® software).
Before starting the group work, it is a good idea to give a general introduction on using FluidSIM®, connecting the stations to the PC and also the function of the components.
Students must also be made familiar with the safety information.
Project work can be introduced with an explanation about certain topics, for example sensors, pneumatics, circuit or programming technology. Instructor resources include the information in the theory section, the supplied PowerPoint presentation and the animations on
CD-ROM and in FluidSIM® .
The Instructor can allow the students to acquire the information they need to complete the
exercises on their own (within the window of the project work). In this case, it is useful to allow the students to present their results once the exercises have been completed. This is important given the fact that the subject matter is similar, but not completely identical between
the three stations. The presentations will help to ensure that all students have the same level
of knowledge.
The exercises become increasingly challenging. Table 7.1 provides an overview of the objectives of the exercises. The stack magazine station has the easier exercises and the handling
station has the more complex exercises. That leaves the exercises for the conveyor station
somewhere in the middle.
The time required to complete each exercise varies from 1 to 4 lessons depending on the
level of difficulty, school type, age group or preparation.
© 2008 Festo Corporation 80 U
Page 81
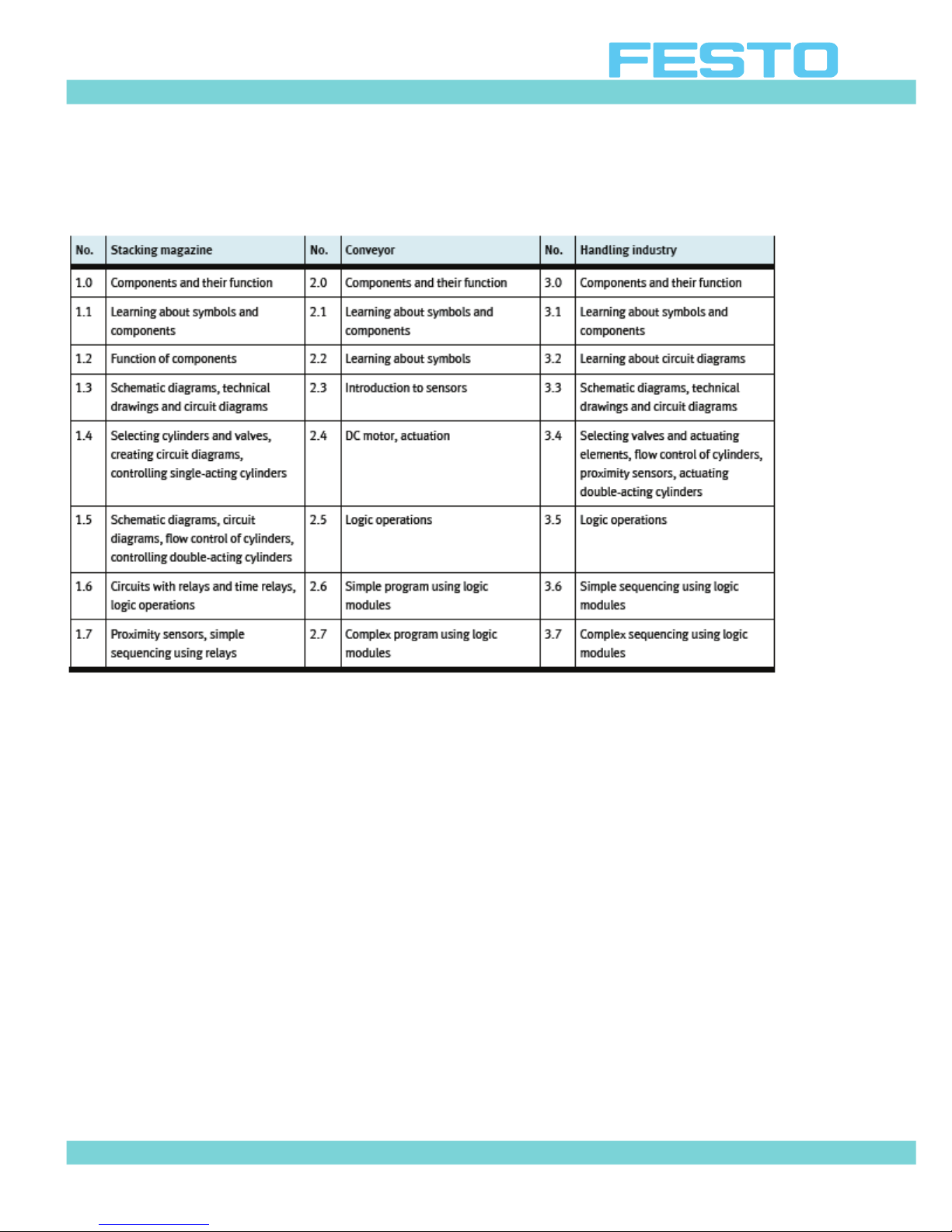
Getting Started with Festo MecLab
Lesson Planning
Table 7.1: Content of the sample exercises
Alternate Training Methods
Training is ineffective when more than 3 students are assigned to a work station.
As an alternative the students can work through the worksheets, create and test their solutions in FluidSIM®. Afterwards their program can be tested on the hardware.
Using this approach, the students can work alone or in pairs. Each student (or group) should
have access to a PC with FluidSIM® installed.
The disadvantage of this method is that students have little opportunity to make mechanical
changes to the stations. The lesson becomes restricted to programming. However the advantages are that up to 20 students can work with three stations and all students are working on
the same exercise.
© 2008 Festo Corporation 81 U
Page 82

Getting Started with Festo MecLab
Lesson Planning
Follow-up and assessment
Upon completion of each project exercise the students should be encouraged to reflect on
what they have accomplished. As part of this process students should conduct a presentation on what they have learned about the operation of the stations, the sensors, actuators
and control algorithms used in the stations. They should be able to provide an overview of the
stations. By doing this students should will understand that automated systems always involve the interaction of sensors, actuators and controllers.
Future Projects
The exercises are intended to introduce the topic of automation. They help show how the stations are programmed and how they operate.
The problem definition in each exercise is written as though a “customer” is specifying what
they want from a machine builder. The learning experience can be made more realistic if the
teacher assumes the role of the "customer" and “hires” a group of students (who play the
role of “machine builder”) to supply a station (or a "production line") with a specific or defined function. The students then need to plan, execute and document (e.g. including operating instructions) the project and “deliver” the "product" to the customer. The “delivery” of the
product can also include a formal presentation.
There is no sample solution for these problem definitions. This is intentional. Normally there
are several options for fulfilling a technical task. They should be assessed using the following
criteria:
1. Function. Did the project meet the specified function?
2. Economy. How much did it cost?
3. Deadline. Was the project completed on schedule?
4. Documentation. Were circuit diagrams, schematic diagrams, parts lists, programs, oper
ating instructions provided?
5. Project management. How well did the students work together? Did each student perform
in the group?
We have include a partial listing of project ideas, exercises, and suggestions for the technical
solutions. These project ideas fall into one of two categories: expanding the
Functions of individual stations and linking several stations to form a production line.
© 2008 Festo Corporation 82 U
Page 83

Getting Started with Festo MecLab
Lesson Planning
Changing or modifying the stations
This is done by either adding components or by modifying programs. For example:
• Empty magazine warning on the stack magazine station.
− Use a through-beam sensor to monitor parts in the magazine.
• Continuously pushing out new work pieces until the magazine is empty.
− Fill level monitoring using a through-beam sensor
• Warning of incorrectly inserted parts in the stack magazine station.
− Monitor using an inductive sensor (only for metal work pieces).
• Conveyor with buffer function (stopping a part for x seconds).
− Attachment of the deflector to the opposite side of the conveyor.
• Extending the conveyor to include a stamping function.
− Attach the stamping unit to the conveyor.
• Y-axis of the handling station stops half way through its stroke.
− Take the proximity sensor from the stack magazine and position it on the mid point
of the handling station’s “Y” axis. Use a 3/2-way directional control valve.
Remember that when making these “conversions” an appropriate program must be created
for each solution.
© 2008 Festo Corporation 83 U
Page 84

Getting Started with Festo MecLab
Lesson Planning
Figure 7.1: Conveyor with stopper Figure 7.2: Conveyor with stamping
function function
© 2008 Festo Corporation 84 U
Page 85

Getting Started with Festo MecLab
Lesson Planning
Combining stations to form a production line
In this exercise, students must solve interfacing problems. The components must be aligned
to provide a “handover” or “transfer” of the work piece. There must also be a data link between the stations. This means that since the stations are controlled by different PCs, data
must be exchanged so that each controller knows when its own action is required.
Figure 7.3: Linking several stations
If one or more stations are to be linked, data must be exchanged between the stations. There
are three options for this:
Two stations are controlled by one PC. In this case all signals from both stations must be
wired to one multi-pin plug distributor.
Sensors in the stations detect when work pieces enter or leave the processing area. In this
case the stations actually work independently of each other. Programming must ensure that
collisions do not occur.
Data exchange between controllers. In this case a special cable is placed between the input
of one multi-pin plug distributor and the output of the other multi-pin plug distributor. When
the output is activated, the other controller can process this like a sensor signal. This facilitates communication between the controllers.
© 2008 Festo Corporation 85 U
Page 86

Getting Started with Festo MecLab
Projects
Objectives of the Project Lesson
For students the project itself is the goal towards which all actions are directed. For the
teacher, it is a way of encouraging students to work on their own (e.g. planning, executing
and evaluating).
The project lesson is a type of activity-oriented lesson. It offers the opportunity to go beyond
the technical level and to encourage active and constructive thought processes. The project
lesson is thus a comprehensive means of developing competencies.
The exercises and problem definitions for the project lesson should be comprehensive and
realistic. It should include a deadline as well as scheduled “milestones”.
8.2 Characteristics of the Project Lesson
Project work as an open lesson form requires the teacher to plan the sequential structure of
the project, the students' capabilities and the conditions under which the project is to be carried out.
A lesson can be described as open if the subject matter as well as the manner in which it is
learned is not prescribed and students can follow different solution processes that they have
defined.
The term "project lesson" is often used loosely. There are characteristics that define and describe this method. The project lesson should include some of the following:
Practice-oriented
Students should recognize the importance of theory and practice. They can either gain this at
the start of the project work or experience it while working on the project.
Interdisciplinary
The nature of the project lesson requires the inclusion of several scientific disciplines or
fields (science, technology engineering and math). Engineering sciences are multidimensional and tend to focus on creative problem solving. They start with a “needsanalysis” and aim towards what is physically and economically possible, ecologically sustainable and humanly desirable. In other words, work on technical projects is driven by human
need and technical action, both of which may have conflicting objectives.
© 2008 Festo Corporation 86 U
Page 87

Getting Started with Festo MecLab
Projects
Encourages Self-organization, personal responsibility and planning
Students should work on their own as much as possible during the project lesson. This will
enable them to plan, execute and evaluate their work. The teacher acts as a moderator, observer and, when needed, an advisor.
Encourages different social and organizational forms
The project lesson encourages team work, group-planned individual work and individual
work. The teacher can guide students towards a particular form of work or allow the structure to develop spontaneously. Project work can be organized in different ways depending on
the subject matter. The following four versions have proven to be effective:
1. Parallel work by a number of teams working on the same project.
2. All teams are subject to the same conditions. The different project solutions are assessed
at the project deadline.
3. Separate/joint team work on the same project
4. The groups work separately on the same project in the initial phase. Each group presents
its results. The decision about which proposed solution to use is made jointly. The project
is concluded jointly.
Joint-separate-joint work on the same project.
Students discuss the subject matter of the project and the different ways of working on it.
The overall project is broken down into subtasks. Problems are identified and the teams decide which problems to solve. Each team presents its solution to the class. Following a “peer
review” round, the project is concluded.
© 2008 Festo Corporation 87 U
Page 88

Getting Started with Festo MecLab
Projects
Problem Solving Processes
An important characteristic of the project lesson is the process by which the problem is
solved. In order to meet the objective the student moves from task preparation to problem
solving relying on previously learned knowledge and expertise while also gaining new skills
and abilities.
Purpose and Goal-Oriented
In engineering, all activities are performed with a specific goal in mind. For the students, the
subject matter of the project (e.g. a controller for automating a process) is the goal. If they
recognize that new technical knowledge is required to reach this goal, they are must be motivated to obtain the needed skills and abilities on their own, because they recognize their importance in achieving the goal.
The subject matter of the project is not as important for the Teacher. Rather it is a means to
an end, a medium to be learned in order to achieve the educational objectives. Ultimately
however, the aim is to develop students' competence and help prepare them for a rewarding
career.
Project Lesson Phases
In order to successfully complete a project on their own, students need a certain amount of
technical knowledge. They should be methodical in their approach and have some experience in solving problems. This means that they:
Are familiar with problem solving strategies, from identifying the problem to evaluating the
solution.
Have basic problem solving skills.
Have developed self-confidence in dealing with problems.
Have the readiness, willingness and persistence to grapple with problems even when con-
fronted with obstacles.
© 2008 Festo Corporation 88 U
Page 89

Getting Started with Festo MecLab
Projects
Deciphering and Understanding the Problem (preparatory phase)
This preparatory or informational phase deals with problem definition. In other words students consider the project goals and establish the steps or tasks. The project goal must be
defined. If it is the students' first project lesson, the teacher must inform them of the purpose
of project work and how it is carried out. The preparatory phase should be kept as short as
possible so as not to deflate the students' motivation.
Identifying Possible Solutions (evaluation phase)
In the evaluation phase, the students must identify solutions to reach the goal and compare
them against each other. The solutions must also be compared with the material conditions
and the students' capabilities. The chosen solution should represent a compromise between
what is technically intended, economically prudent and what the material conditions and human resources can support.
Planning a Solution (planning phase)
The students' task in the planning phase is to plan and organize the steps required to reach
the goal. This includes material planning (tools and materials) and human resources considerations (number of groups, size and composition of the groups). Secondary goals and subgroups are formed.
Project Milestones (interaction phase)
During the interaction phase, the students work on solving the project secondary goals in
their respective subgroups. The teacher's main role in this phase is to ensure that all necessary information is available. All results should be documented by each group and prepared
for the presentation.
© 2008 Festo Corporation 89 U
Page 90

Getting Started with Festo MecLab
Projects
Evaluating the Problem Solution (presentation phase)
In the presentation phase, the members of the project subgroups present the results of their
work to the entire project team or class. In addition to presenting the product of their activity
(e.g.finished controller), each group should also give a report on their experiences with the
procedures, any errors and problems that occurred and how they were solved. The teacher’s
role is mainly that of a moderator in this phase.
If several solution approaches have been presented, they should be evaluated and a consensus made on the best solution. This solution must be compared with the project goal defined
in the planning phase. An exchange of experiences and an evaluation of all the project work
can then take place. This concluding discussion can result in finding new sequences and organizational structures for future projects.
Solving a problem through project work frequently leads to the emergence of new problems;
the students will have to stretch themselves to solve these. This will test their skills and abilities as well as the outcome of the new project-oriented problem solving process. The students' competence increases with each project they complete.
Figure 8.1: Phases of the project lesson
© 2008 Festo Corporation 90 U
 Loading...
Loading...