

Extend EXS-206 Maintenance Manual
SEMI-AUTOMATIC POLYPROPYLENE
STRAPPING MACHINE
OPERATION & MAINTENANCE MANUAL
SAFETY INSTRUCTIONS
Read these safety instructions before operating
or servicing your strapping machine.
1. Before operating the machine , pleases fit over voltage and under voltage
protection to the machine .
2. Wear eye or face, and hand protection. Do not wear loose clothing.
3. Keep hands or other parts of the body out of the strap chute area during operation.
4. The temperature of the heater plate is very high .Do not touch.
5. Do not insert strap while there is not a package on the operation table.
6. Do not replace any safety parts of different specifications.
7. Shut off all electric power after machine operation or servicing machine.
8. Do not use water or steam to clean the machine.
9. Keep this operation manual at your strapping machine . Refer to it often.

Specification
NO DESCRIPTION REMARKS
LENGTH 895mm
WIDTH 565mm
1-1
DIMENSION
HEIGHT 740mm
1-2 SEALING METHOD HEAT SEALED
1-3 STRAP WIDTH 5-15mm
1-4 MACHINE TENSION 5-50kg
1-5 NET WEIGHT 100kg
1-6 ACOUSTIC NOISE 65dB(A)
Operating Requirements
NO DESCRIPTION REMARKS
2-1 AMBIENT TEMPERATURE
5~40°C
2-2 RELATIVE HUMIDITY 35~85%RH
2-3 INSTALLATION ALTITUDE 1000M(MAX)
2-4 TRANSPORT/STORAGE TEMPERATURE
-25~55°/70°C

TABLE OF CONTENTS
Major components 1
Introduction 1
Exterior Machine 2
Strapping Head 3
Installation 4
Operating Instructions 5
Operating Adjustments 7
Principles of Operation 8
Service Adjustments and Clearances 14
Maintenance 16
Troubleshooting 17
Parts list and Exploded views 18
Electrical schematic 35

MAJOR COMPONENTS
In Fig 1.thru 4 the major components of the
machine and the strapping head are
shown in detail.
A detailed description of additional
systems and specific components follows.
STRAP DISPENSER:
The dispenser supplies strapping material
to the strapping head .It is located inside
the cabinet on the lower left-hand side. A
friction brake is provided to limit over-run of
strap.
1. GRIP-The grip holds the lead end of the
strap beneath the anvil while the
remainder of the strap is being tension
around the package.
2.STRAP FEED AND TENSION-Both feed
and tension are achieved by two sets of
gear rollers powered by an electric
motor by means of a drive-belt and
slip-clutch system.
An operator controlled adjustable timer
controls the duration of strap feed. When
the set time for feeding is up, the timer
stops feeding strap. If additional feed is
required beyond that determined by the
timer setting, jog feed will be facilitated
by pushing the “Jog” feed button on the
operator’s control panel.
3.WELDING AND CUT-OFF-Welding of
the strap ends and cutting of the strap
supply are facilitated in this process.
4.PACKAGE REKEASE-After a short
weld-cool period (necessary to avoid
welded ends from popping open) the
package is released.
HOT KNIFE. The “Hot Knife” is
centrally located at the front of the
strapping head Movement of the
knife is controlled by a cam.
ELECTRICAL SYSTEM, An all
electrical system using solid state
technology supplies continual power
supply to the electrical components
within the machine. Using simple to
insert circuit boards provides for
safe and fast maintenance free
operation.
OPERATOR CONTROLS. The
Electrical Control Panel consists of
the “Main Power ON-OFF Switch”
“Feed Length Timer,” “Reset Switch”
and “Feed Length Switch” (Jog
Feed).
INTRODUCTION
This manual contains safety,
operating, and maintenance
instructions for the Semiautomatic
Power Strapping Machine. This
model is designed to strap packages
with plastic strap 1/4 “to 5/8” (6mm
to 15mm) wide. The strap ends are
joined by means of “hot-knife”
welding process.
(Note:) The above mentioned functiond:1,3
and 4 are driven by a cam shaft coupled to
the drive system by means of an
electromagnetic clutch which turns one full
revolution per cycle.
-1-
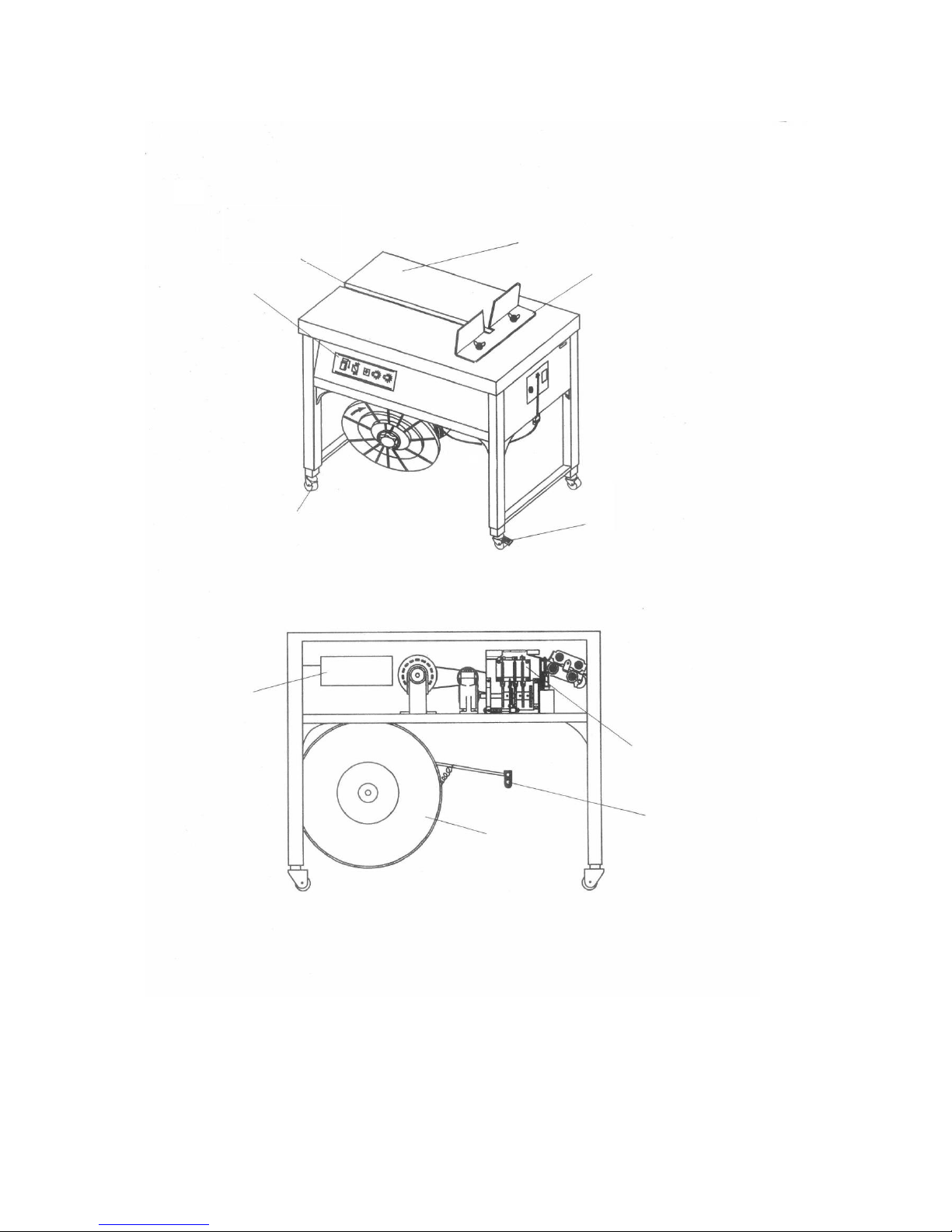
EXTERIOR MACHINE
CONTROL
PANEL
STRAP
CHANNEL
T A BLE T OP
PACKAGE
STOP
FIXED
CASTER
SWIVEL
CASTER
FIGURE1. MAJOR COMPONENTS, EXTERIOR
ELECTRICAL
COMPONENTS
STRAPPING
HEAD
DISPENSER
BRAKE
ASSEMBLY
DISPENSER
FLANGE
FIGURE2. MAJOR COMPONENTS, FRONT VIEW
-2-

TENSION
ADJUST
KNOB
MOTOR
FAN
SLIP
CLUTCH
COIL OF
STRAP
ELECTRICAL PANEL DISPENSER BRAKE
FIGURE 3. MAJOR COMPONENTS, TOP VIEW
EXIT
GUIDE
TOP COVER
WELDING
CLAMP
END
GRIPPER
FEED
WHEEL
TENSION
WHEEL
ENTRY
GUIDE
HOLDING
GRIPPER
ELECTROMAGNETIC
CLUTCH
FAN
STRAP
GUIDE
FIGURE 4. MAJOR COMPONENTS, STRAPPING HEAD
TENSIONING
ARM
SOLENOID 1
ANVIL
CAM
HOLDING
GRIPPER
CAM
HOT-KNIFE
CAM
WELDING
CLAMP
CAM
END
GRIPPER
CAM
GEAR
REDUCER
STRAP
ROLLER
-3-

INSTALLATION
Installation of the machine, requires that
the machine be uncrated, placed in it’s
proper position and secured in place
once strap of the proper size is loaded
and the power cord is plugged into the
appropriate electrical outlet. Remove the
screw on the top cap of speed reducer
for ventilation.
One set of tools and spare parts is
packed with each machine for use in
making adjustments and for replacement
of parts as needed. Please compare your
supplied tools with the following list:
Micro switch, heavy(LS-1)
Tension spring, short
Tension spring, long
Brake spring
Retainer, top cover holder
TOOLS PARTS
1 Phillips screwdriver(4”)
2 8mm/10mm open end wrench
1 5mm Allen wrench
1 4mm Allen wrench
1 3mm Allen wrench
1 2.5mm Allen wrench
SPARE PARTS
1 104G001
1 2201210020
1 2201011022
1 2201213047
1 4-01000-150
A-895mm
B-740mm
F-565mm
G-400mm
H-230mm
I-110mm
FIGURE 5. INSTALLATION DIMENSIONS AND CLEARANCES
-4-
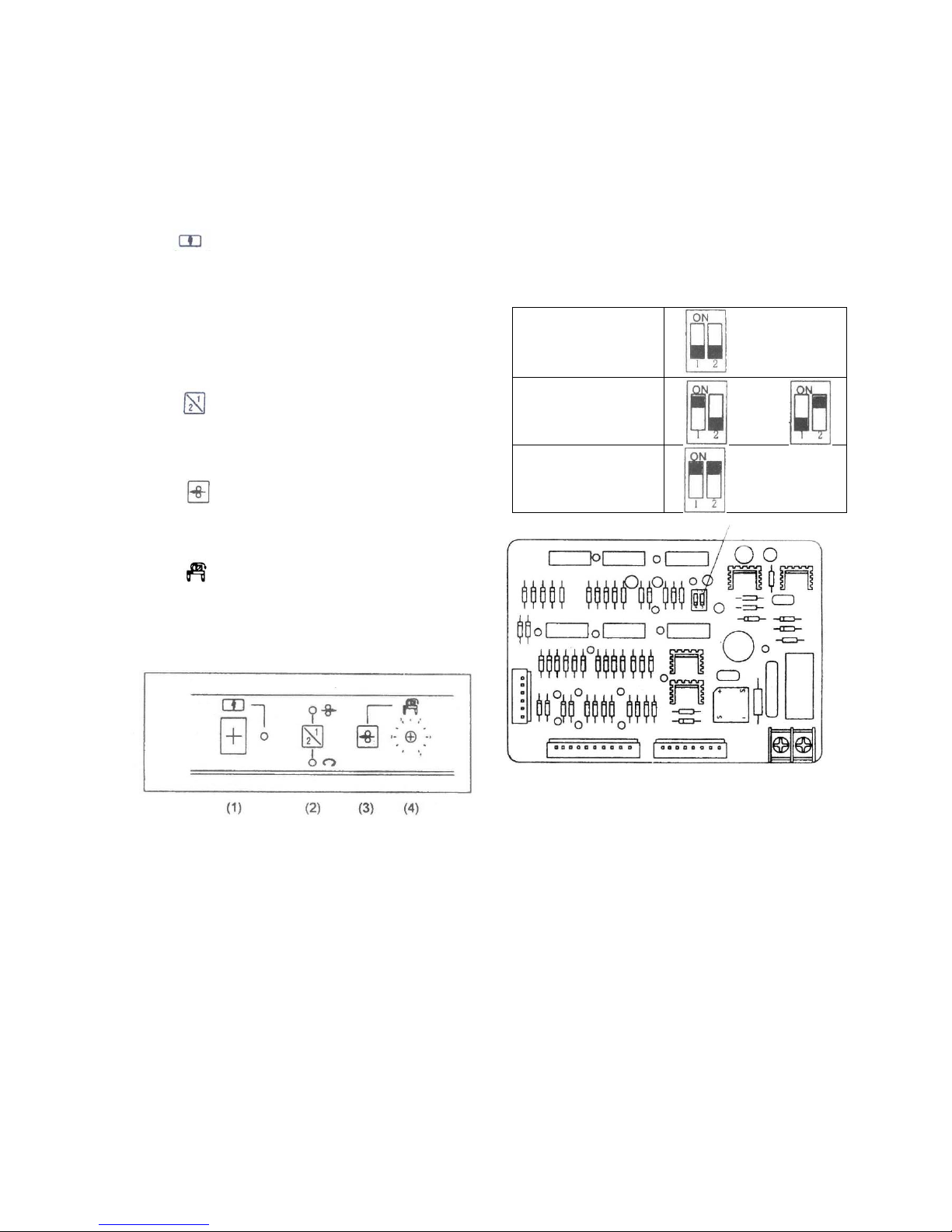
OPERATING INSTRUCTIONS
OPERATOR’S CONTROLS
Control Panel. The control panel is located on the
left-hand side of the front panel of the machine.
Refer to Figure 6.
(1)
Power Switch.
Push on the button to make red light glow, which
shows that all electrical circuits and the electric motor
are energized. Then you can operate the machine.
Push down the button, power supple is cut off. If the
machine is stopped incidentally(not in “reset”
mode),push on the button, the machine resets
automatically
(2) Manual Feedback/Reset switch When the
green light is lighted, press the button, you can
feedback PP strap; When the yellow light is lighted,
press the butt ion, you can reset the machine.
(3)
Manual feed
When in “reset” mode (green light is lighted), you can
press the button to feed PP strap manually.
(4) Length Adjustment knob.
Turn knob clockwisely, you can make machine feed
bond longer automatically.
FIGURE6.OPERATOR’SCONTROL PANEL
COOLING TIME ADJUSTMENT
The cooling time adjustment on your machine allows
the user to adjust the cooling time to meet his
strapping qiurement. Please refer to page 34, turn the
knob clockwise, the Cooling time is longer.
MOTOR STOP TIME DIP-SWITCH ADJUSTMENT
The motor stop time adjustment on your machine allows the
user to adjust the motor stop time. Please follow the steps
below to adjust the stop time of the motor.
Attention: Before making any dip-switch changes Power must
be OFF
Motor stop time is
about 10’
Motor stop time is
about 20’
OR
Motor stop time is
about 30’
Motor stop time
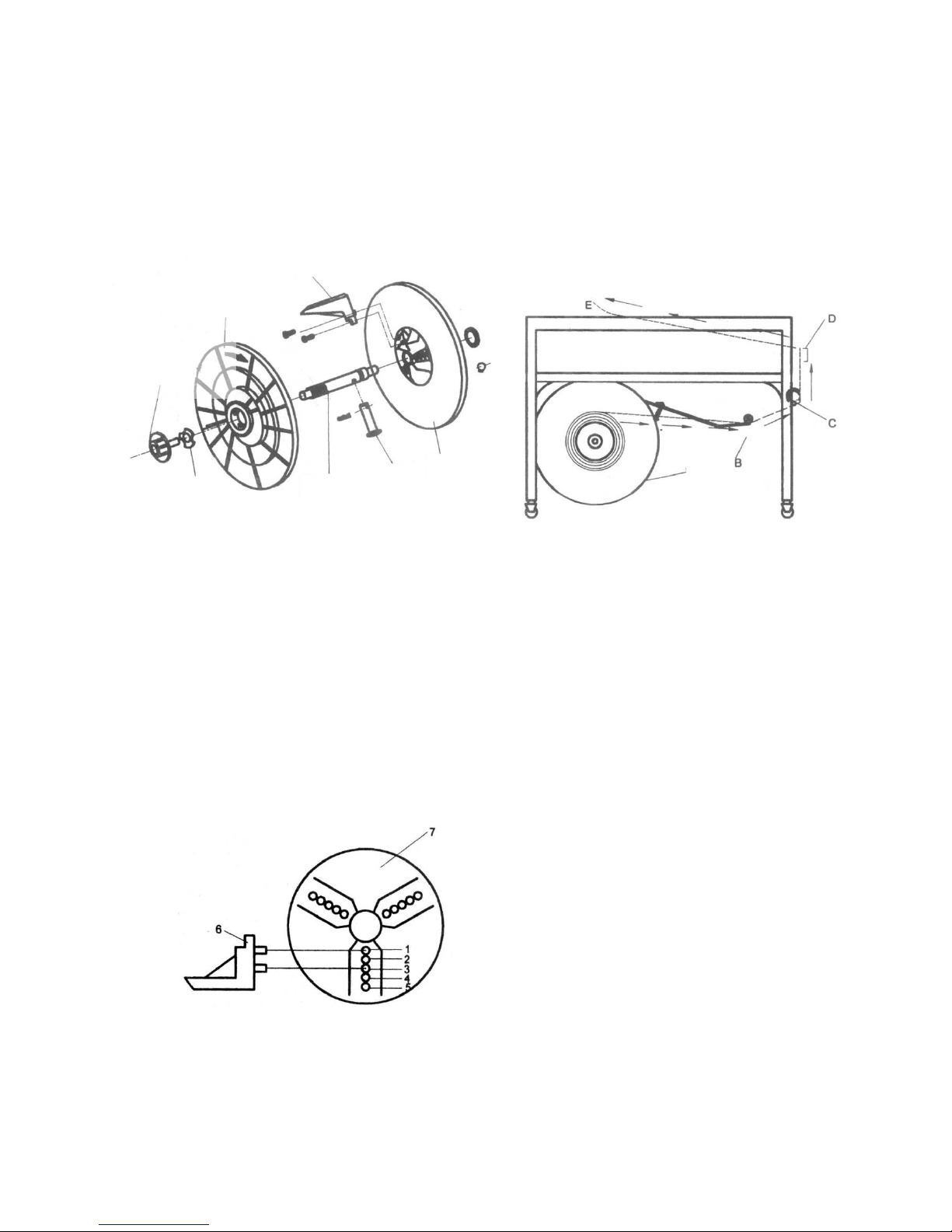
LOADING STRAP IN MACHINE
Refer to Figure 7. and proceed as follow:
1. Withdraw the dispenser assembly. Place the assembly as
shown.(Fig.7,P.6)
2. Turn the reel nut hand wheel to disengage from the roll pin
that protrudes from the shaft.
3. Lift the plastic flange B from the dispenser shaft.
4. Place a coil of strap on the plastic flange A allowing the
shaft to poke through the plastic wrap. Pay-off must be from
the top of the coil if the friction brake is to operate properly,
as shown in Figure11.
-5-
5. Replace the Plastic B and reinstall the Reel nut hand
wheel.
6. At this time the securing straps can be removed from the
coil of strap.
7. Place the dispenser assembly back into the rearend of
the machine, Make sure the assembly is placed in
properly. The Reel nut hand wheel should be positioned
to the right. This can be verified by noting that the drag
arm of the friction brake contacts the Plastic flange A.
8. When installed, close the rear panel door.
1. Open the right-hand door and pull about 3 feet (1M)of
strap from the coil.
2. Thread the strap through the looper (B), pass it under
roller (C) and allow it to exit the cabinet. Close the
right-hand door.
3. Pull up on the strap, then insert the lead-end between
the guide and roller (D).
4. Continue to push the strap through the head until it
can be seen at point (E).
FLANGE
PLASTIC
REEL CENTER
CLAW
REEL UNT
HANDWHEEL
Y-TYPE
WASHER
FIGURE 7. DISPENSER ASSEMBLY
DISPENSER
SHAFT
PLASTIC
FLANGEA
PIN
FIGURE 9. STRAP THREADING DIAGRAM
STRAPPING CYCLE
The machine is now ready for strapping a
package.
To operate the EXS-206, proceed as follow:
1. Push the power switch to the “NO” position and
allow the hot knife 5 seconds to reach operating
temperature.
2. Place a package on the table top, directly above
the sealing head. Allow the package to contact
the two package stops.
3. Grasp the strap on the left side on the package,
bring it over the package and insert the lead-end
into the strap closes LS1, the strap will be
tensioned, welded and then released, all
automatically. “CAUTION!!” Be sure to keep
fingers from beneath the strap.
Please follow instruction below to adjust the Reel center
claw (part NO. #4-07000-130) for various inner coils.
Refer to Fig. 8:
1. For 200mm inner coil diameter, position 2 holes on
the Reel center claw ( Item 6 ) to #1 and #3 holes of
the Plastic Flange A (Item 7).
2. For 230mm inner coil diameter, position 2 holes on
the Reel center claw ( Item 6 ) to #2 and #4 holes of
the Plastic Flange A (Item 7).
3. For 280mm inner coil diameter, position 2 holes on
the Reel center claw ( Item 6 ) to #3 and #5 holes of
the Plastic Flange A (Item 7).
FIGURE 8. THREADING STRAP THROUGH MACHINE
4. Remove the strapped package and note the
length of the strap fed out for the next cycle.
Adjust the time as needed.
5. Note the con dition of the weld and t he tension of
the tie on the package, If the condition of the weld
or the level of tension is unsatisfactory, adjust the
hot knife temperature or the tension level as
needed. Ref: Operating Adjustments.
The threading procedure involves routing strap from the
dispenser and up through the strapping head.
Refer to Figure 9 and proceed as follows:
-6-
OPERA TING ADJUSTMENTS
ADJUSTING TENSION
If tension adjustment is required, proceed as follows:
1. Loosen the locking knob at the right hand end of the
machine.
2. Turn the knurled knob, located at the rear of the machine,
clockwise to increase tension, counterclockwise to
decrease tension.
3. When set to the desired tension level, tighten the locking
knob.
ADJUSTING HOT-KNIFE TEMPERATURE
FIGURE 10. EXIT GUIDE
If the weld appears to be only minimal, it may be that the
temperature is improperly set. Make all corrections, in
small increments, according to the following condition.
RASING HOT-KNIFE TEMPERATURE
If the weld appears to have insufficient heating, turn the
hot-knife rheostat (item 19 on the PC board), in a
clockwise direction.
LOWERING HOT-KNIFE TEMPERATURE
FIGURE 11. ENTRY GUIDE
If the condition of the weld appears to have been over
heated, turn the rheostat counter clockwise.
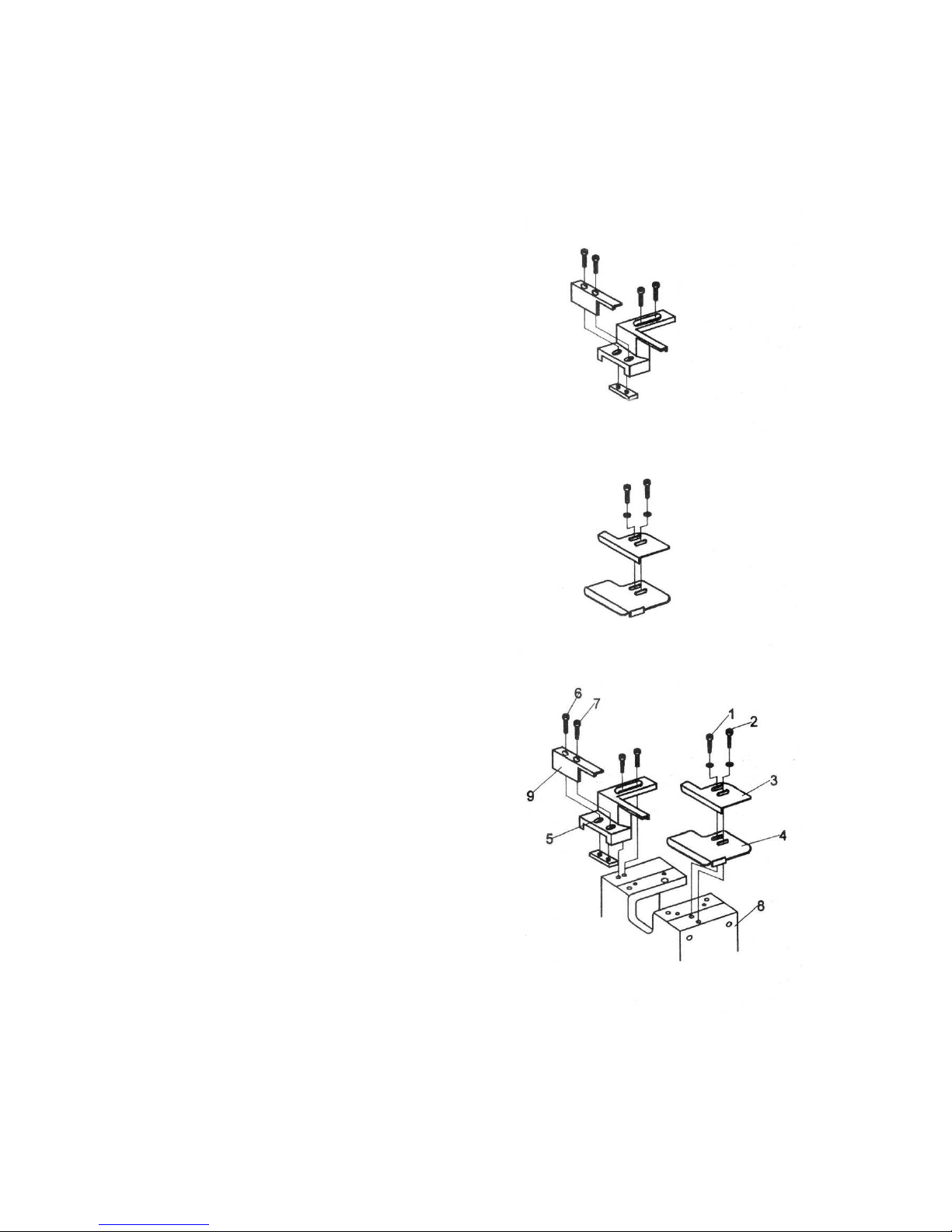
STRAP GUIDE ADJUSTMENT TO VARIOUS
WIDTH OF P.P. STRAP
1. Strap Guide Adjustment
Loosen the Socket head cap screws (item #1 #2) and put
the upper Strap Guide against the side of Main body
block (item #8). Place p.p. strap between upper Strap
Guide (item #3 ) and lower Strap Guide (item #4) properly .
Screw those 2 Socket head cap (item #1& #2) screws
real tight.
2. Strap Guide Adjustment
Loosen the Socket head cap screws (item #1 & #2).
Place p.p. strap between strap Guide (item #5) and
Adjusting strap (item #9). Adjust item #9 to a proper room
for the p.p. strap then tighten the Socket head cap screws
(item #6 & #7).
FIGURE 12. GUIDE LOCATION
-7-
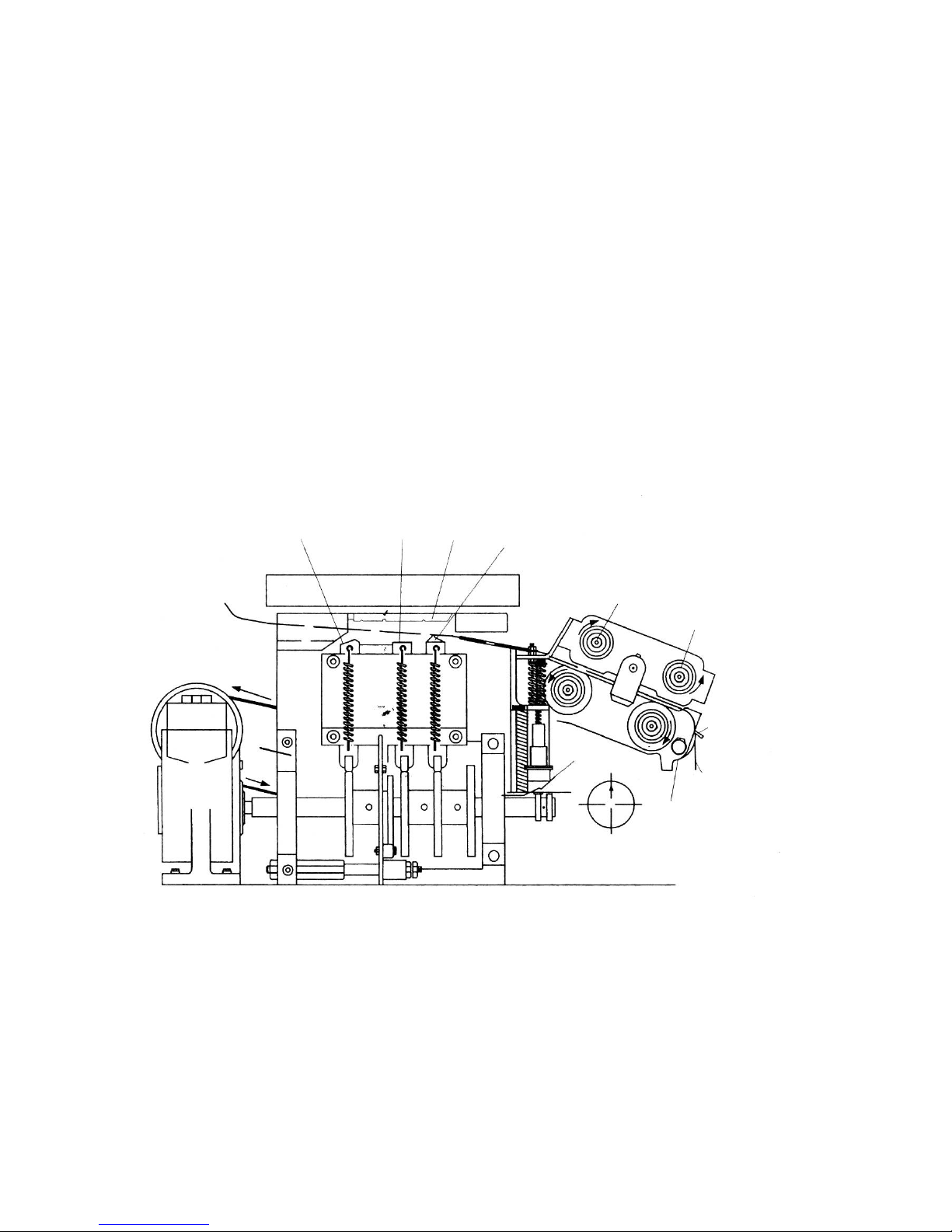
PRINCIPLES OF OPERATION
GENERL
1. NEUTRAL POSITION. When the strap is
initially threaded through the machine. It
enters the head under the strap guide and
over roller D. between two sets of feed and
tension rollers and on through a slot in the
end gripper. It then passes beneath the
anvil. Over the welding clamp and holding
gripper and out into the strap channel on the
left-hand access to it,
The strapping cycle can be divided into three
distinct operations:
a. Grip and tension.
b. Weld, cut, and release.
c. Feed.
The following descriptions refer to Figures 13
through 18. Note that both the mechanical
and the control function of the micro switches
are described.
HOLDING
GRIPPER
WELDING
CLAMP
END
GRIPPER
ANVIL
FEED
ROLLERS
TENSION
ROLLERS
PACKAGE
STRAP
GUIDE
HOME
ROLLERD
SHAFT
ROTATION
STRAP
AT REST
FIGURE 13. NEUTRAL POSITION
-8-
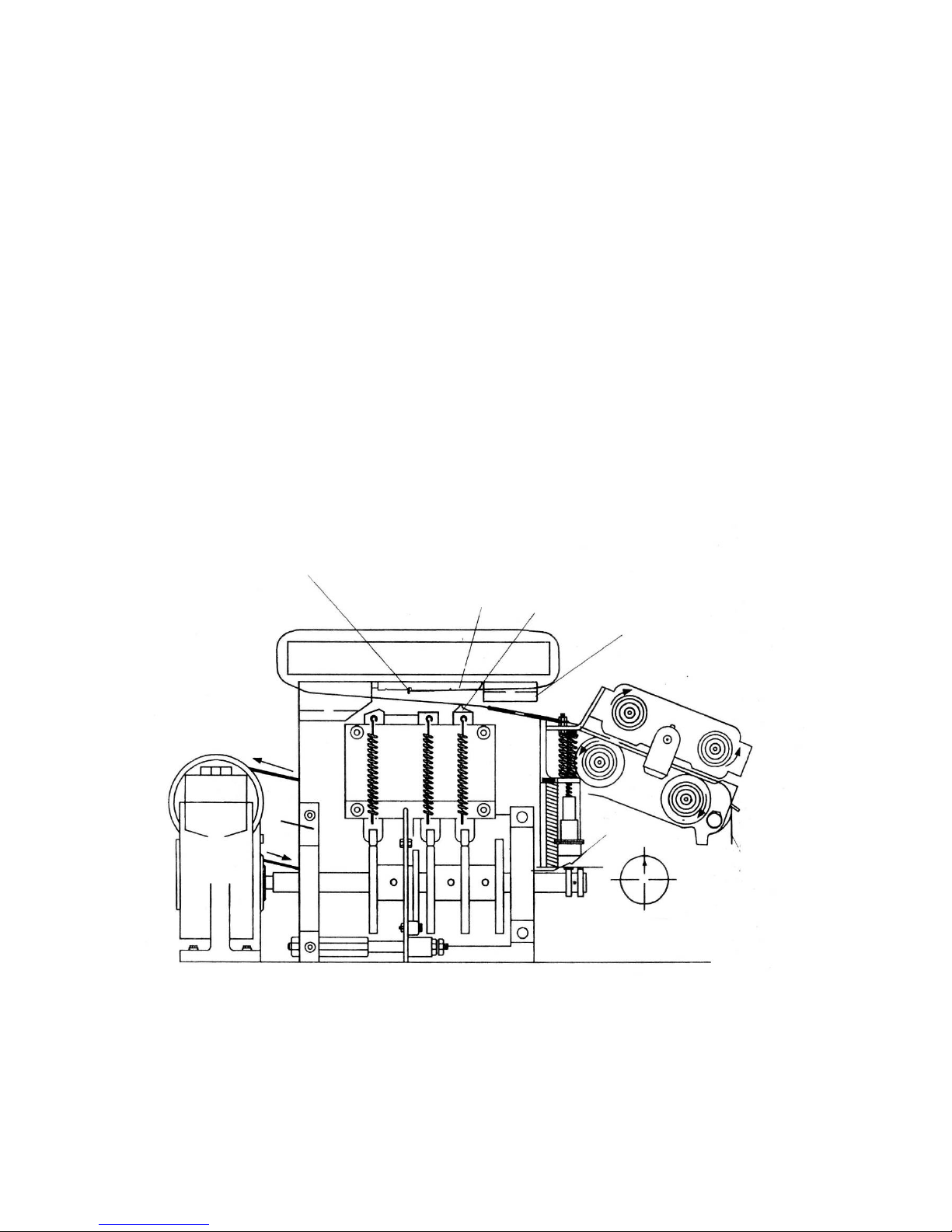
2. ENCIRCLING PACKAGE; TRIPPING LS1.
Grip and tension is initiated by the operator
who encircles the package with the strap and
inserts the strap end into the slot of the upper
strap guide on the right-hand end of the
machine. In doing so, the strap is guided
between the gripper portion of the end gripper
and anvil then into a slot in the anvil where it
makes contact with the start switch detector
lever. As the lever moves to the left, it trips the
cycle start switch, LS1.
START SWITCH (LS1)
DETECTION LEVER
END
GRIPPER
ANVIL
UPPER
STRAP
GUIDE
PACKAGE
HOME
STRAP
AT REST
SHAFT
ROTATION
FIGURE 14. ENCIRCLING PACKAGE; TRIPPING LS1
-9-
 Loading...
Loading...