

Everlast Super164, Super205, Super256P Owner's Manual

EVERLAST PRODUCTS
OWNER’S MANUAL
Everlast Super164/205/256P
AC/DC/TIG/MMA Pulsed Welder
with Plasma Cutter
Everlast TIG 160/200 AC/DC welder
(plasma instructions do not apply for TIG series)
www.everlastgenerators.com
Email: everlast_inc@hotmail.com
Phone: 650-588-8588 x201
Support: www.everlastgenerators.com

CONTENTS
- Warning……………………..………………..……………….…..……....………... 2
- General Description………...……….....……...…………………….………...….. 3
- Installation & Operation.……….…... .... .……………………………………..….. 4
- Hookup and checks …………….…………………………………………………. 6
- General Operations ……………………………………………………………….. 7
- Caution..………………..…... ........…... .............. ..………………………………. 9
- Maintenance... .............. ..…………………………………………………………. 10
- Troubleshooting………….…………………………………………………….…… 11
- About Welding………………………………………………………………………. 12
- FAQ (wiring plug, TIG torch info, electrodes, etc) ………………..……….……. 15
This welding equipment is for industrial and professional use
in conformity with IEC 60974 International Safety Standard.
We offer a five-year warranty on our welders and cutters
starting on the date of purchase.
Please read and understand the instruction manual carefully
before the installation and operation of this product.
The contents of this manual may be revised without prior
notice and without obligation. This instruction manual was
issued July 2008.
WARNING
Welding and plasma cutting is dangerous. Not just to the equipment operator, but people
nearby and the surrounding area with the sparks and electrical power. Therefore, the
use of this equipment
all relevant safety rules. Please read and understand this instruction manual carefully before
installing and operating this product.
NOTICE:
Switching between functions (TIG/MMA/Plasma) should not be
done while you are welding or cutting as this can damage the
equipment. Do not disconnect the electrodes-torches or ground
clamp cable from the equipment while the unit is in use or powered on.
Electric Shock can be fatal
Always connect the earth ground clamp to your work piece.
Avoid “all” contact with live components of the welding circuit, electrodes/torches and wires with bare hands or skin. It
is necessary for the operator to wear dry welding gloves while
welding or cutting.
piece insulated from themselves at all time.
Smoke and Gases generated while welding or cutting
can be harmful to your health.
Avoid breathing the smoke and gases when welding or
cutting. Keep the working area well ventilation. Warn
others as well. Keep pets out of the area as well.
must only be under the most strict and comprehensive observance of
The operator should keep the working
Arc light-emissions are harmful to people’s eyes and skin.
Wear approved welding helmet, anti-radiation glass and
work clothes while welding and cutting. Measures must be
taken to protect people/pets in or near the working area as
well.
.
Fire hazards
The welding splash and sparks can cause a fire, remove
flammable materials away from the welding and cutting
work area.
and a trained person
Noise from the unit can possibly harm your hearing.
Surface noise is generated while welding and cutting, ear
protection is necessary in some cases.
Machine fault or failure
Consult this instruction manual first. Then contact your local
EVERLAST dealer or supplier for further advice.
USERS’MANUAL EVERLAST Super P series - 2 -
Have a fire extinguisher nearby at all times
ready to use it.
GENERAL DESCRIPTION
The newly-developed EVERLAST Super 160/200P series, AC/DC, pulse welder and
plasma cutter allows not only welding stainless steel, alloy steel and carbon steel and
other nonferrous metals in DC mode
with it’s AC mode. For instance, you can
aluminum with the AC mode of this unit. The power exchange rate of these models are
over 85% efficient which will save your power usage and provide for cleaner welds
and cuts.
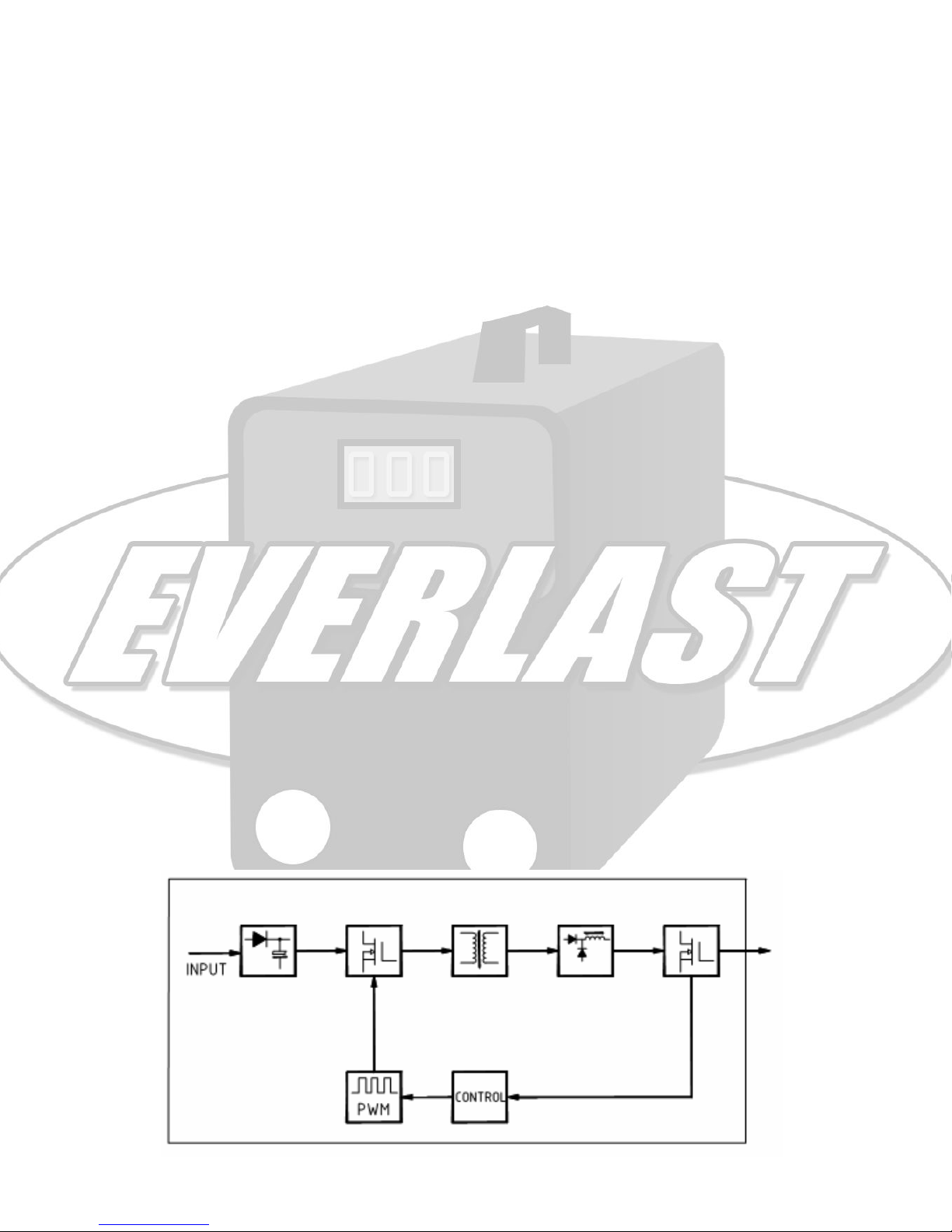
The design and development of our state-of-the-art Inverter technology used in our
welders and cutters, allows for the high power output with its solid state MOS-FET
(Metal Oxide Semi-conductor Field Effect Transistors). With high quality MOS-FET
output c
of 100KHz, thus reducing the size and weight of the main components (transformers).
The application of PWM (Pulse Width Modulation) technology enables the concentration and stability of the output current (AMPS) and with much more precise and convenient current
maintenance of these unit and maximizes EMI.
With the exclusive HF Inverter technology of the Everlast Super 160/200P series, in
comparison to traditional welding equipment, you have more advantages, as it is
much smaller in size, lighter in weight,
son to the imported welding equipment. Being a
through-out the world. The most outstanding feature is the
“square wave Inverter technology”, allowing a pure square wave output, giving excellent arc stability, energy focus, better reverse cleaning capability, wider clean width,
and arc sustaining.
Note:
your output current while using your welder. This is available for the Everlast Super160P and Super 200P series
pulsed welding is only accessible with the pedal pulsed controller.
omponents, these TIG welding units can function
control. The unique structural design enables the disassembly and
An optional foot pedal controller is available, which allows the modulation of
, can also weld aluminum and alloy aluminum
weld skateboards and bicycles made of
with a HF (high frequency)
higher in power exchange rate; in compari-
single phase unit, it can be used
application of the
; improving welding efficiency and performance. The
Block Diagram:
USERS’MANUAL EVERLAST Super P series - 3 -

INSTALLATION AND OPERATION
1. Power Cord : The power cord is attached to the unit, however you will be required to provide a power plug and power outlet.
This is to accommodate different countries and setups. Please contact an electrician if you are not qualified or not sure how to
attach an AC plug. See FAQ for more information.
2. Connecting the Torches and Cutter (front of unit):
TIG torch, plug the seven pin plug connector from the TIG torch or the “optional” foot pedal into its socket, attach/screw the
TIG torch to ”GAS” outlet. Fasten the collar nuts, see the diagram below.
MMA clamp, connect the MMA stick torch/clamp to the “ - “ (2) fast-plug and turn it clockwise.
Plasma torch will connect the same as the TIG just using the Plasma torch rather than the TIG torch.
Make sure you connect COMPRESSED AIR for Plasma operation OR Argon for TIG operation. Not doing so could damage
the unit or consumables.
IN ALL modes mentioned above the fast-plug on the black ground clamp cable needs to be plugged in the “ + “ socket on the
front panel, and turn it in the clockwise direction. Then the ground clamp to your work piece.
SWITCHES
3. Main power switch: The power switch. When “ON” you will see
on. If not see troubleshooting section.
4. ARC/TIG/Plasma mode switch:
5. AC/DC Welding Mode: Optional AC is for welding aluminum. DC for steel and stainless steel.
6. 2T / 4T Mode switch: “
lease the torch switch, it is for
mode, the first push and release initializes the welding
eration. This is for long periods welding operation (a long seam).
7. DC/PULSE (TIG Pulse Mode machine only) : While in TIG mode, this switch will “pulse the DC” or provide constant
.
DC
2T” mode makes the torch switch act as a simple ON/OFF switch when you press and re-
ARC is for stick/MMA welding.
short welding periods. Simply push the switch to weld, release to stop.
INDICATORS
8. POWER:
ging the unit when not in use for long periods of time.
9. O.C./Over Current: This light will turn on in the event the units overheats due to long periods of use at high current. It is
there to protect the unit. If you see this light “on”, “stop” welding/cutting but leave the unit “ON” for the fans to cool it. Wait
for the light to go “off” before you continue welding. If it does not go off please contact the manufacturer for help.
10. AMPS Display: Displays the current welding/cutter amperage you will be using.
This light turns on when the unit is powered up and off when the unit is turned off. We recommend unplug-
the current meter display is lit up
TIG is for
operation; the second push and release stops the welding op-
AC/DC TIG welding and plasma for cutting.
and hear the fans turn
In the “4T”
USERS’MANUAL EVERLAST Super P series - 4 -
INSTALLATION AND OPERATION
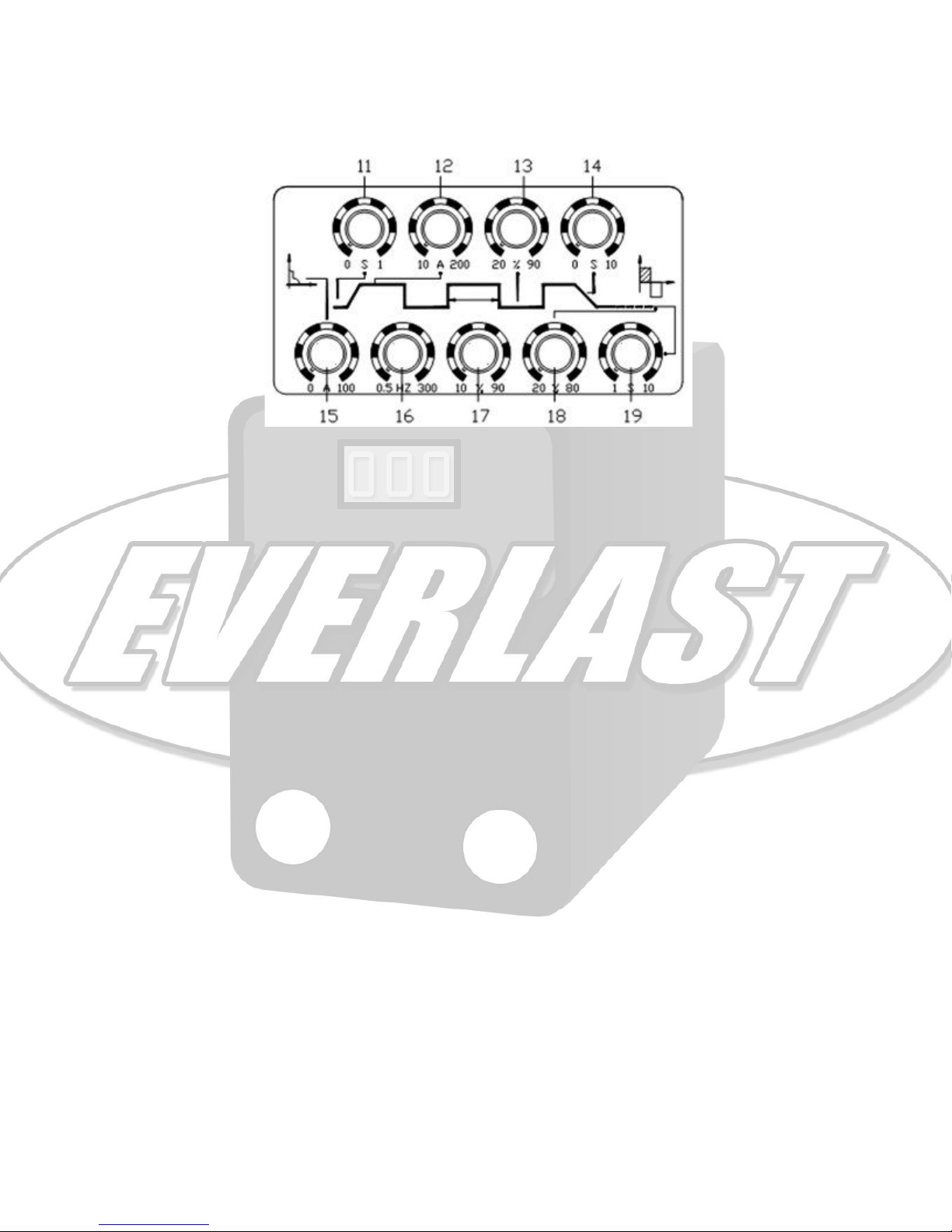
MAIN CONTROL PANEL
EVERLAST SUPER164/205/256P
AC/DC pulse and Plasma
(continued)
11. Gas pre-flow time control: To ensure the welding efficiency, the gas flow starts (0-1 second) prior to the
being turned on. Helps clean the area before the heat hits (to stop oxidation on most metals).
12. Current control:
option foot pedal
13. Base current: (Only on TIG Pulse Mode machines).
14. Slope-down control: After finishing
until it stops, a
switch is
15. Arc force control: (Only on TIG
change the welding characteristic of the lower current.
16. Pulse frequency control: (Only on TIG Pulse Mode machines) In
this switch can adjust the pulse
17. Pulse duty cycle: (Only on TIG
TIG pulse mode welding.
18. Clear width control:
rections when the current is delivered from tungsten to work piece, the
oxidization coating on the surface of the work piece, the tungsten can be easily damaged because of overheating.
switch is for adjusting the
portion of negative and positive is 50% (same amount of time on), the
minimum is
adjusted to
When the current from work piece to tungsten is negative, it will heat a
This setting selects the current you will be using to weld. Max current if you are using the
. You will see the setting on the display if you tap the torch as well.
This knob adjusts the amount of valley current.
welding, at the crater time, the current is required to reduce gradually
nd this knob is to adjust the reducing
0 since you are controlling the current variably with your foot.
Pulse Mode machines)
frequency 0.5-300Hz
Pulse Mode machines) Adjusts the pulse duty cycle (high/low time)
In AC TIG (aluminum)
positive and negative percent of time that they are on. When it’s in the
20% positive on (this control sets the positive percent of time it is on).
time (0-10 seconds).
If you adjust this switch with MMA/stick, it can
DC TIG mode with DC/PULSE set to PULSE,
welding, the current changes between positive and negative di-
Re: If you use the foot pedal this
positive direction is good for removing the
little and be easier to weld. This
maximum is
80% positive on, the
middle the pro-
current
in DC
19. Gas post-flow time control: The work piece can become oxidized because of the heat being removed too
quickly, so it may need to cool
the gas on for up to 10 seconds after you stop welding. Large
width 30%. Small current/high clear width; e.g. 100A, the clear width 50%
USERS’MANUAL EVERLAST Super P series - 5 -
with the welding gas for a period of time. This control allows you to leave
current/low clear width e.g. 200A the clear
 Loading...
Loading...