

Page 1

NL
Aristo
WO100
2
Gebruiksaanwijzing
Valid from program version 1.60444 534 077 NL 110428
Page 2

1 INLEIDING 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Weergavetaal selecteren 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Bedieningspaneel 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 INSTELLINGSBEREIK 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 LASPARAMETERS 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Sectoren 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Lasstroom 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Pulsstroom/continustroom 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Draadaanvoer 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Rotatie 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Gas 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 Voorverwarming 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 Slope 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MENUSTRUCTUUR 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MENU'S 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Lasgebied 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 Parameters 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.2 Bestandsmanager 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.3 Informatie 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.4 Verbindingsinformatie 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.5 Instellingen 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.6 Limieten 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Ontwerpgebied 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Instellingen 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Uiterlijk 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.2 Gebruikersinstellingen 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Aanmelden 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Bibliotheek 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.1 Lasprogramma's 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.2 Zoekfilter 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Handmatige modus 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.1 Motorselectie 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.2 Gasklepregeling 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.3 Motor starten 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Gereedschapseditor 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Laden/opslaan 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 Instellingen bewerken 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 Motorgegevens wijzigen 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 Logs 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.1 Gebeurtenislog 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.2 Kwaliteitsgegevens 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.9 Handmatig lassen 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.10 Genereren 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 TECHNISCHE TERMEN 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELNUMMER 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
- 2 -
Page 3

NL
1 INLEIDING
In deze handleiding leest u hoe u een bedieningspaneel gebruikt. WO100
2
Algemene informatie over het gebruik vindt u in de instructiehandleiding van de
voeding en de bedieningseenheid.
De tekst die op het paneel wordt weergegeven is beschikbaar in de volgende talen:
Zweeds, Noors, Deens, Fins, Engels, Duits, Frans, Nederlands, Spaans, Italiaans,
Portugees, Grieks, Pools, Tsjechisch, Hongaars, Sloveens en Russisch.
1.1 Weergavetaal selecteren
Als u de machine voor de eerst keer opstart, wordt het volgende weergegeven.
Bij aflevering is het systeem ingesteld op Engels. Zo selecteert u uw taal:
S Druk op de knop ”Menu”
zodat het menu wordt
geactiveerd en de op dit
niveau beschikbare opties
weergeeft.
S Draai de knop totdat
”Settings” is geselecteerd
en druk dan op de knop.
S ”Appearance” wordt
geselecteerd, druk op de
knop.
S ”General” wordt
geselecteerd, druk op de
knop. Het veld ”Language”
met het woord ”English”
wordt omkaderd. Draai de
knop om de gewenste taal
te selecteren.
S Activeer de gewenste taal door op de knop te drukken.
bi16d1ha
- 3 -
© ESAB AB 2007
Page 4
NL
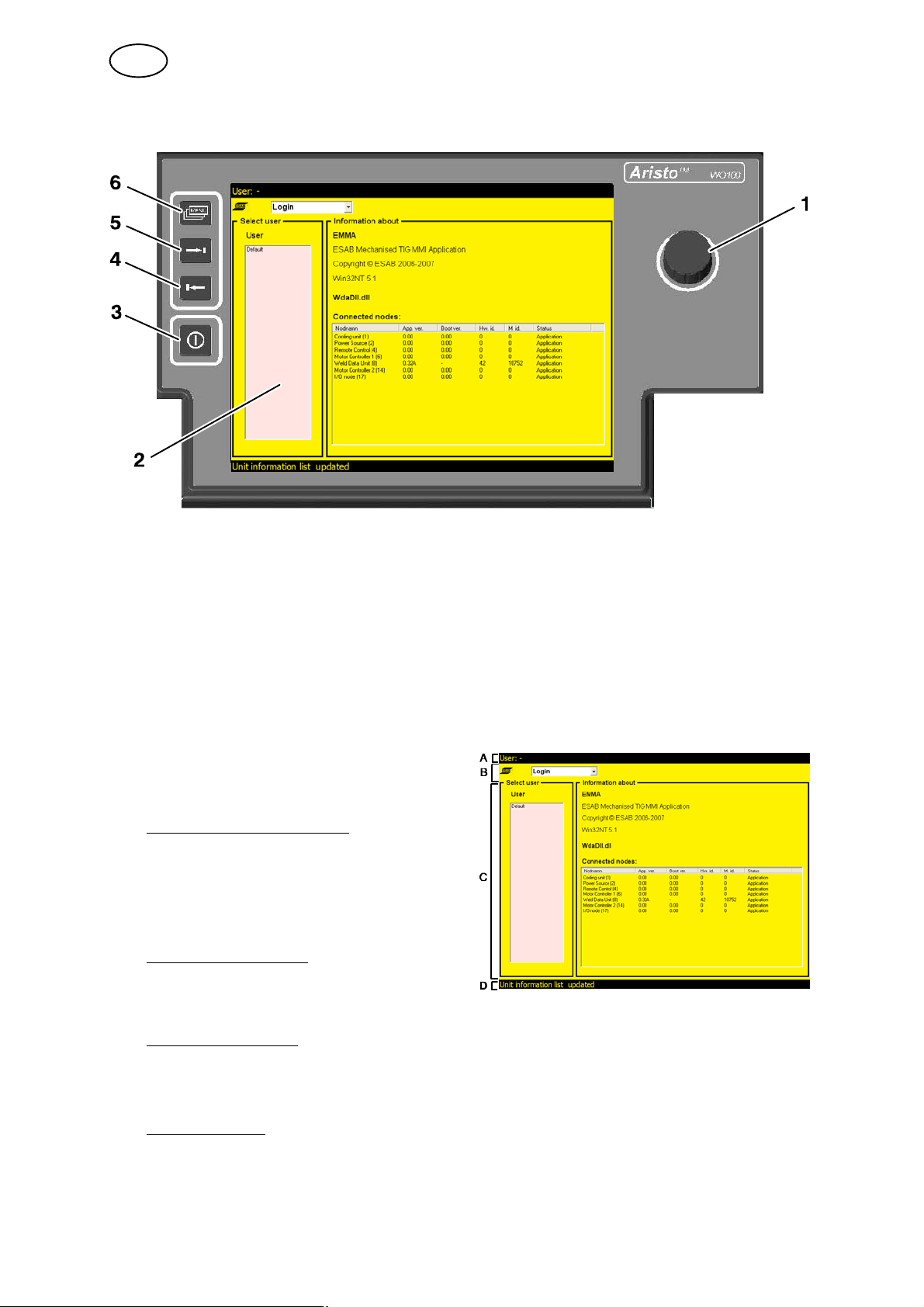
1.2 Bedieningspaneel
1 Knop
Voor het verplaatsen, activeren en instellen van parameterwaarden.
Er zijn drie knopfuncties:
S Draaien naar links
S Draaien naar rechts
S Indrukken, activeren
2 Display
Het display heeft vier velden:
Bovenste statusveld (A)
Informatie over de programmanaam
voor het lasgebied, de gebruiker, het
type aangesloten gereedschap en de
buisafmetingen.
Hoofdmenuveld (B)
Zie voor de verschillende menu's
hoofdstuk 5, ”Menustructuur”.
Weergaveveld (C)
Voor het bewerken van lasprogramma's, opslaan van programma's, informatie,
uiterlijk, etc.
Statusveld (D)
Voor de weergave van algemene informatie, foutmeldingen en actuele
lasgegevens (positie, spanning, stroom).
- 4 -
bi16d1ha
© ESAB AB 2007
Page 5

NL
3 Snel stoppen/opnieuw starten
Directe onderbreking van het lasproces. Gasnastroom vindt plaats
volgens de informatie van de eindsector.
Als de knop nogmaals wordt ingedrukt, wordt opnieuw gestart met de
parameters van de startsector; het lasproces gaat verder vanaf het
punt in het lasprogramma waar de onderbreking zich voordeed.
4 Pijltje links
Naar links in de menu's en terug in de hoofdmenu's
5 Pijltje rechts
Naar rechts in de menu's en vooruit in de hoofdmenu's
6 Hoofdmenu
Naar het hoofdmenuveld
2 INSTELLINGSBEREIK
Parameter Instellingsbereik
Sector
Breekpunten
Graden
Lasstroom
Piekstroom
Grondstroom
Pulstijd
Grondstroomtijd
Draadaanvoer
Draadaanvoersnelheid bij piekstroom
Draadaanvoersnelheid bij grondstroom
Rotatie
Rotatiesnelheid
Rotatierichting
Gepulseerde rotatie
Gas
Lasgasvoorstroomtijd
Lasgasnastroomtijd
Startgas
Grondgas
Voorverwarming
Voorverwarmingstijd 0 - 600 s
Slope
Slope-uptijd
Slope-downtijd
1)
0 - 50
0.000 - 9.999
0 - 3599°
3 - 400 A
3 - 400 A
0,01 - 25 s
0,01 - 25 s
15 - 250 cm/min
15 - 250 cm/min
5 - 100 % van de maximumsnelheid van het
lasgereedschap
Vooruit en achteruit
0,05 - 25 s
0 - 6000 s
0 - 6000 s
0 - 6000 s
0 - 6000 s
0,1 - 25 s
0,1 - 25 s
2)
2)
bi16d1ha
- 5 -
© ESAB AB 2007
Page 6

NL
1)
De maximale lasstroom voor luchtgekoelde pijplasgereedschappen is 100 A.
De maximale lasstroom voor watergekoelde pijplasgereedschappen is 400 A.
Zie ook de instructiehandleiding voor het betreffende pijplasgereedschap.
2)
Afhankelijk van stroombron
3 LASPARAMETERS
3.1 Sectoren
Een pijplasprogramma bestaat uit verschillende delen, ofwel sectoren. Elke sector
correspondeert met één deel van de omtrek van de buis. Het maximale aantal
sectoren voor één programma is 50.
Aan elke sector kan een specifieke set waarden
worden toegewezen voor verschillende
lasparameters, zoals stroom, rotatiesnelheid,
draadaanvoersnelheid etc. Hierdoor kan de
lasbewerking worden uitgevoerd met
verschillende lasparameterinstellingen voor
verschillende delen van de buisverbinding.
Sector 4 Sector 1
Sector 3 Sector 2
De verdeling in sectoren vindt plaats door
0.000
het aanwijzen van verschillende
breekpunten of graden rond de omtrek
van de buis. Elk breekpunt of elke graad
vormt het startpunt voor een nieuwe sector.
Sector 4 Sector 1
In de figuur is breekpunt 0.000, 0 graden,
het beginpunt voor sector 1, breekpunt
0.750 0.250
0.250, 90 graden, het beginpunt voor sector
2 enzovoort.
Sector 3 Sector 2
Met de stroombron kunnen maximaal tien
slagen in dezelfde lasnaad worden
gemaakt. (Het lasgereedschap kan tien keer
0.500
rond de buis draaien.)
Opmerking: Een sector kan niet kleiner zijn dan 10 duizendste, of 3,6 graden, van
een slag.
S Slag 1 =
breekpunten 0.000 - 0.999
0 - 359 graden
S Slag 3 =
breekpunten 2.000 - 2.999
720 - 1079 graden
S Slag 5 =
breekpunten 4.000 - 4.999
1440 - 1799 graden
S Slag 2 =
breekpunten 1.000 - 1.999
360 - 719 graden
S Slag 4 =
breekpunten 3.000 - 3.999
1080 - 1439 graden
S Slag 6 =
breekpunten 5.000 - 5.999
1800 - 2159 graden
bi16d1ha
- 6 -
© ESAB AB 2007
Page 7

NL
S Slag 7 =
breekpunten 6.000 - 6.999
2160 - 2519 graden
S Slag 9 =
breekpunten 8.000 - 8.999
2880 - 3239 graden
S Slag 8 =
breekpunten 7.000 - 7.999
2520 - 2879 graden
S Slag 10 =
breekpunten 9.000 - 9.999
3240 - 3599 graden
Voor het beëindigen van een lasprogramma wordt een zogenoemde eindsector
aangegeven. Om als eindsector te kunnen fungeren moet een sector aan twee
voorwaarden voldoen:
S Er is geen volgende sector.
S De lasstroomwaarde voor de sector is 0 ampère.
3.2 Lasstroom
De parametergroep voor de lasstroom bevat zes parameters:
S Piekstroom
S Grondstroom
S Pulstijd
S Grondstroomtijd
S Speciale pulsering
S Slope, zie punt 3.7.
Pulstijd
Grondstroomtijd
Piekstroom
Grondstroom
TIG-lassen met pulsstroom
De lasstroom kan gepulst of continu (niet gepulst) zijn.
3.2.1 Pulsstroom/continustroom
Bij lassen met een pulsstroom moet een waarde worden opgegeven voor
piekstroom, grondstroom, pulstijd en grondstroomtijd.
Bij lassen met continustroom hoeft alleen een parameterwaarde voor piekstroom te
worden ingevoerd. Invoeren van een waarde voor grondstroom resulteert in een
pulsstroom.
bi16d1ha
- 7 -
© ESAB AB 2007
Page 8

NL
3.3 Draadaanvoer
De draadaanvoersnelheid wordt gebruikt om de aanvoersnelheid voor de lasdraad in
cm/minuut aan te geven. De snelheid kan gepulseerd of continu (niet gepulseerd)
zijn.
De parametergroep voor de draadaanvoer bevat drie parameters:
S Draadaanvoer bij piekstroom
S Draadaanvoer bij grondstroom
S Slope, zie punt 3.7.
Voor lassen met een continue (niet-gepulseerde) draadaanvoer hoeft alleen de
parameter voor draadaanvoer bij piekstroom te worden ingevoerd.
Voor lassen met een gepulseerde draadaanvoersnelheid moeten de parameters
voor draadaanvoer bij piekstroom endraadaanvoer bij grondstroom worden
ingevoerd.
De gepulseerde draadaanvoersnelheid wordt altijd automatisch gesynchroniseerd
met de lasstroom zodat de draadaanvoersnelheid hoog is bij gebruik van piekstroom
en laag bij gebruik van grondstroom.
3.4 Rotatie
Wordt gebruikt om de rotatiesnelheid van de elektrode rond het werkstuk aan te
geven. De snelheid wordt aangegeven in mm/min.
De rotatiesnelheid kan gepulseerd of continu (niet gepulseerd) zijn.
De parametergroep voor rotatie bevat vier parameters:
S Rotatiesnelheid
S Rotatierichting
S Gepulseerde rotatie
S Slope, zie punt 3.7.
Gepulseerde rotatie wordt automatisch gesynchroniseerd met de lasstroom zodat
het lasgereedschap stilstaat bij piekstroom en roteert bij grondstroom.
bi16d1ha
- 8 -
© ESAB AB 2007
Page 9

NL
3.5 Gas
De parametergroep voor beschermgas bevat drie parameters:
S Lasgas
S Startgas
S Grondgas
Lasgas verwijst naar het beschermgas aan de bovenkant van de lasnaad. De
lasgasparameter geeft aan hoe lang het beschermgas voor en na het lassen moet
stromen aan de bovenkant van de naad. Het lasgas wordt bewaakt door een
stroombeveiliging min. 4,5 l/min.
Sommige beschermgassen, helium (He) bijvoorbeeld, kunnen problemen met de
boogontsteking veroorzaken. Als dit type beschermgas wordt gebruikt als lasgas,
kan het een goed idee zijn om een ander gasmengsel te gebruiken op het moment
van starten, een zogenoemd startgas.
Grondgas verwijst naar het beschermgas aan de onderkant van de lasnaad. De
grondgasparameter geeft aan hoe lang het beschermgas voor en na het lassen
moet stromen aan de onderkant van de naad.
Als in sector 1 een waarde wordt ingevoerd voor lasgas en een andere voor
startgas , stroomt alleen hetstartgas. Het lasgas begint te stromen zodra de boog
wordt ontstoken.
3.6 Voorverwarming
Voorverwarming wordt gebruikt om het werkstuk bij het startpunt te verhitten om
een juiste penetratie van het lasbad te waarborgen en wordt gedefinieerd als de tijd
die verstrijkt tussen de boogontsteking en het begin van de rotatie. Als er geen
waarde is ingevoerd voor voorverwarming, begint de rotatie zodra de boog wordt
ontstoken.
3.7 Slope
Voor bepaalde parameters kan een slope worden opgegeven. Een slope is de tijd
waarin de waarde van de parameter geleidelijk verandert van de waarde in de
voorgaande sector naar de waarde die voor de huidige sector is ingevoerd.
Slope up = geleidelijke verhoging als de voorgaande waarde lager is dan de
ingevoerde waarde.
Slope down = geleidelijke verlaging als de voorgaande waarde hoger is dan de
ingevoerde waarde.
De maximale periode waarin een slope actief is, is afhankelijk van de duur van een
bepaalde sector. Als de slopetijd even lang is als de sector, wordt dit een
'sector-slope' genoemd.
bi16d1ha
- 9 -
© ESAB AB 2007
Page 10

NL
4 MENUSTRUCTUUR
Lasgebied
Parameters Bestandsma
Tabel
· Tabel bij
werken
· Weerge
ven/verber
gen
· Las regeling
· Bewerken
Grafisch
· Stroom
· Draadaan
voer
· Rotatie
· Gas
nager
Informatie Verbindings
info.
· Algemeen
· Beschrijving
· Buis
· Elektrode
· Draad
· Gas
Ontwerpge
· Visualisatie
· Parameter
waarden
bied
Instellingen Limieten
· Gereed
schaps instellingen
· Buis instellingen
Parameters Bestandsma
Tabel
· Tabel bij
werken
· Weerge
ven/verber
gen
· Bewerken
Grafisch
· Stroom
· Draadaan
voer
· Rotatie
· Gas
nager
Informatie Verbindings
info.
· Algemeen
· Beschrijving
· Buis
· Elektrode
· Draad
· Gas
· Visualisatie
· Parameter-
waarden
Instellingen Limieten
· Gereed
schaps instellingen
· Buis instellingen
bi16d1ha
- 10 -
© ESAB AB 2007
Page 11

NL
Instellingen Aanmelden Bibliotheek Handmatige
modus
Uiterlijk Gebruiker · Las-
· Algemeen
· Kwaliteits-
gegevens
Gereed
schaps-
ditor
Laden/
opslaan
· Gereed
schapskeu
ze
· Gereed
schapsactie
Instellingen
wijzigen
· Algemeen
· Parameter
limieten
Motorgege
vens
wijzigen
· Parameter
wijzigen
· Parame
ters weerge
ven
· Motorselectie
programma
· Zoekfilter · Motor starten
Logs Handmatig
Gebeurtenis log
· Gasklepregeling
lassen
Kwaliteitsgegeve
ns
·
Kwaliteitsgegeve
ns bestanden
· Inhoud
Genereren
5 MENU'S
Er zijn twee werkgebieden waarin lasparameters kunnen worden bekeken en
gewijzigd, Lasgebied (zie hoofdstuk 5.1) en Ontwerpgebied (zie hoofdstuk 5.2).
5.1 Lasgebied
Weld area
In dit scherm kunt u parameters in een lasprogramma bekijken en bewerken en het
lasproces besturen. Het lasprogramma in het lasgebied stuurt het lasproces aan.
U kunt de parameters voor het lasgebied invoeren door een lasprogramma te laden
uit de bibliotheek, een basislasprogramma te genereren of door de parameters
handmatig te wijzigen.
bi16d1ha
- 11 -
© ESAB AB 2007
Page 12

NL
5.1.1 Parameters
Parameters
Deze menu-optie is alleen een archief voor andere menu-opties.
Lasgebied --> Parameters --> Tabel
Weld area --> Parameters --> Table
Hier kunt u lasparameters bekijken en bewerken in tabelvorm en het lasproces
starten en stoppen.
Elke parameter in een parametergroep wordt gemarkeerd in de kleur van de groep.
Een geselecteerde lasparameter in de tabel wordt aangeduid door een blauw vak
met twee pijlen.
S Draai de knop om door de tabel te bewegen.
S Druk op de knop om van richting te veranderen.
S Klik om een parameterwaarde te wijzigen op het pijltje rechts en wijzig de
parameterwaarden met de knop.
Sneltoetsen:
S Tabel bijwerken Edit table
Selecteert de tabel met lasparameters
S Weergeven/verbergen Show/hide
Geeft groepen lasparameters weer in de tabel, of verbergt deze.
Hier kunt u kiezen welke parameters in de tabel moeten worden weergegeven
door parametergroepen te selecteren.
S Lasregeling Weld control
Markeert de startknop in het vak Lasregeling.
Met de knoppen in dit vak wordt het lasproces bestuurd. U kunt het lasproces
starten, stoppen, onmiddellijk stoppen, door laten gaan of de start van het
lasproces simuleren.
bi16d1ha
- 12 -
© ESAB AB 2007
Page 13

NL
S Sectoren bewerken Edit sectors
Selecteert de knop 'Sector toevoegen na, Add sector after' in het vak Sectoren
bewerken.
In dit vak kan het aantal sectoren kan worden verhoogd of verlaagd. Het is
mogelijk om nieuwe sectoren toe te voegen voor of na een bestaande sector en
om sectoren uit het lasprogramma te verwijderen.
Lasgebied --> Parameters --> Grafisch--> Stroom
Weld area --> Parameters --> Graphical --> Current
In dit venster kunt u lasparameters voor stroom bekijken en wijzigen in een grafische
weergave.
De piek- en grondwaarden van de stroom worden weergegeven in een
coördinatensysteem.
De Y-as geeft de waarde van de stroom in ampère aan, terwijl de X-as de tijd
aangeeft.
De diverse waarden van de stroom per sector worden verbonden en vormen een lijn.
Groen geeft de piekwaarde per sector aan, terwijl blauw de grondstroomwaarde per
sector aangeeft.
Slope wordt weergegeven als een hoeklijn vanaf het begin van de sector, die eindigt
waar de slopetijd stopt op de X-as.
S Zoom Zoom
Hier kan de schaal van de X-as in het coördinatensysteem worden gewijzigd.
S Lasregeling Weld control
Met de knoppen in dit vak wordt het lasproces bestuurd. U kunt het lasproces
starten, stoppen, onmiddellijk stoppen, door laten gaan of de start van het
lasproces simuleren.
bi16d1ha
- 13 -
© ESAB AB 2007
Page 14

NL
S Sectorinformatie Sector information
De cijfers in dit veld geven de andere parameters aan die betrekking hebben op
de parametergroep voor de stroom. Het breekpunt van de sector wordt
weergegeven door een streepje in een cirkel (doorsnede van een buis).
Als het lasprogramma langer is dan één slag, worden deze slagen weergegeven
als een reeks iets kleinere cirkels.
De voorverwarmingstijd wordt in tienden van een seconde weergegeven onder
de breekpuntinformatie.
Speciale pulsering aan of uit wordt weergegeven als een afbeelding, waarbij een
rood kruisje aangeeft dat speciale pulsering niet wordt gebruikt.
De verhouding tussen pulstijden wordt weergegeven als pulscyclus.
Afzonderlijke tijden voor piek- en grondpuls.
S Figuur voor breekpunten
U kunt breekpunten verplaatsen, toevoegen of verwijderen met de knop in de
figuur voor breekpunten. Als u vooruit springt naar de figuur en deze markeert,
kunt u de knop draaien en een witte streep of 'cursor' bewegen.
Een breekpunt verplaatsen:
S Druk op de knop zodra de cursor op of vlak naast de te verplaatsen
breekpuntcursor (zwart) staat.
Het breekpunt wordt 'verzameld' door de cursor en volgt deze als het binnen
de cirkel wordt gedraaid.
S Druk op de knop om het nieuwe breekpunt te bevestigen.
Een nieuw breekpunt maken
S Beweeg de cursor door de knop te draaien en druk eenmaal op de knop op
de plaats waar u het nieuwe breekpunt wilt maken.
Een breekpunt verwijderen:
S Druk op de knop zodra de cursor op of vlak naast de te verwijderen
breekpuntcursor staat.
Het breekpunt wordt 'verzameld' door de cursor en volgt deze als het binnen
de cirkel wordt gedraaid.
S Draai de knop naar het vorige of het volgende breekpunt en druk eenmaal
op de knop.
Lasgebied --> Parameters --> Grafisch--> Draadaanvoer
Weld area --> Parameters --> Graphical --> Wire feed
Hier kunt u parameters bekijken en bewerken waarmee de draadaanvoer per sector
wordt geregeld.
bi16d1ha
- 14 -
© ESAB AB 2007
Page 15

NL
Het coördinatensysteem geeft de snelheid aan waarmee de draad wordt aangevoerd
bij de piek- en grondwaarde per sector.
De slope wordt aangegeven met een hoeklijn vanaf het begin van de sector voor de
voor de slope ingevoerde duur.
Lasgebied --> Parameters --> Grafisch--> Rotatie
Weld area --> Parameters --> Graphical --> Rotation
De rotatiesnelheid wordt bekeken en bewerkt in een coördinatensysteem met één
lijn voor elke waarde en slopetijd. In het coördinatensysteem worden breekpunten
weergegeven als onderbroken lijnen.
Als gepulseerde rotatie is uitgeschakeld, wordt dat aangegeven door een puls met
een kruis erdoor.
bi16d1ha
- 15 -
© ESAB AB 2007
Page 16

NL
Lasgebied --> Parameters --> Grafisch--> Gas
Weld area --> Parameters --> Graphical --> Gas
In dit scherm worden de tijden voor las-, start- en grondgas bekeken en gewijzigd.
5.1.2 Bestandsmanager
File manager
Dit scherm wordt gebruikt om lasprogramma's op te slaan en te kopiëren, wissen en
controleren.
bi16d1ha
- 16 -
© ESAB AB 2007
Page 17

NL
S Lasprogramma opslaan Save weld program
Selecteer om een lasprogramma op te slaan de locatie voor het programma,
ofwel de regeleenheid (Door de gebruiker gedefinieerde programma's, User
Defined Programs) of een extern USB-geheugen (Extern geheugen, External
Memory).
Specificeer een bestandsnaam en klik op de knop 'Lasprogramma opslaan,
Save weld program' met de knop.
S Lasprogramma kopiëren naar ander gebied Copy this weld program to
Design area
Afhankelijk van het actieve werkgebied is het mogelijk om de de inhoud van het
ene gebied naar een ander gebied te kopiëren door op de knop 'Dit
lasprogramma kopiëren naar ontwerpgebied, Copy this weld program to Design
area' of de knop 'Dit lasprogramma kopiëren naar lasgebied, Copy this weld
program to Weld area' te klikken.
S Lasprogramma wissen, terugzetten Clear Weld area
Als u een geheel nieuw lasprogramma wilt beginnen, klik dan op de knop
'Lasprogramma wissen, Clear Weld area' of de knop 'Ontwerpgebied wissen,
Clear Design area'.
S Verifiëren Verify
Deze functie wordt gebruikt om te controleren of het lasprogramma in het
huidige werkgebied aan de volgende systeemvereisten voldoet:
S Er is een gereedschap geselecteerd voor het lasprogramma.
S Het aangesloten gereedschap is gelijk aan dat waarvoor het lasprogramma
is ontworpen (geldt alleen voor lasgebied).
S Het programma heeft ten minste twee sectoren (start- en stopsector).
S De eindsector in het programma is een stopsector (de lasstroom is nul).
S Het geselecteerde gereedschap ondersteunt de geselecteerde buisdiameter.
S De lasparameters in elke sector vallen binnen de limieten (minimum- en
maximumwaarden) voor het geselecteerde gereedschap.
bi16d1ha
- 17 -
© ESAB AB 2007
Page 18

NL
5.1.3 Informatie
Information
Wordt gebruikt om informatie over het lasprogramma in te voeren. Deze informatie
heeft geen invloed op het lasproces, maar is een hulpmiddel voor het beschrijven
van het programma met woorden.
S Algemeen, General
Programmanaam, Program name wordt boven aan de lijst weergegeven. Dit is
niet hetzelfde als bestandsnaam in de bestandsmanager. Als een
programmanaam wordt toegewezen, is dit de voorgestelde naam voor het
bestand.
S Beschrijving, Description
S Buis, Tube
S Elektrode, Electrode
S Draad, Wire
S Gas, Gas
5.1.4 Verbindingsinformatie
Joint information
In dit venster kunt u bekijken en wijzigen hoe de met het betreffende lasprogramma
gemaakte lasverbinding eruit zal zien. Het bevat alleen informatie over het
lasprogramma. De informatie heeft geen invloed op het lasproces.
In het veld ”Visualisatie, Visualization” kan een grafische weergave van de
verbinding worden bekeken. In het veld ”Parameters, Parameters” kunnen waarden
worden weergegeven met betrekking tot de verbinding. In beide velden kunnen
waarden worden gewijzigd die de verbinding beïnvloeden.
bi16d1ha
- 18 -
© ESAB AB 2007
Page 19

NL
Visualisatie
Visualization
S Draai de knop en een blauwe lijn geeft aan welke parameter is geselecteerd.
S Druk op de knop en de lijn wordt rood. De waarde kan worden gewijzigd door de
knop te draaien.
Parameter
Parameters
S Gebruik de pijltjestoetsen om door de verschillende parameters te bewegen.
S Draai de knop om de waarde te wijzigen.
Opening
Gap
Neusstuk
Nose
bi16d1ha
- 19 -
© ESAB AB 2007
Page 20

NL
Lengte neusstuk
Nose length
Radius
Radius
Schuintehoek
Bevel angle
Materiaaldikte
Material thickness
5.1.5 Instellingen
Setup
In dit venster kunt u gereedschappen en de externe buisdiameter waarvoor het
lasprogramma is gemaakt selecteren. In het veld ”Gereedschapsinstellingen, Tool
settings” kunt u door de gereedschappen bladeren en een overzicht van de
gereedschappen bekijken onder ”Afbeelding gereedschap, Tool illustration”. U
selecteert een gereedschap door op de knop te drukken en vervolgens het type
gereedschap te kiezen door de knop te draaien en er dan op te drukken.
bi16d1ha
- 20 -
© ESAB AB 2007
Page 21

NL
De externe buisdiameter wordt geselecteerd door de knop te draaien. Druk op de
knop om te bevestigen. Het geselecteerde gereedschap (”Gereedschap, Tool ”) en
de geselecteerde afmeting (”Ø:”) worden weergegeven in het bovenste statusveld bij
gebruik van weergaven uit een werkgebied.
5.1.6 Limieten
Limits
Deze weergave kan worden gebruikt om te beperken in hoeverre een gebruiker
vooraf ingestelde parameterwaarden in een lasprogramma kan wijzigen.
Om de beperkingen te activeren moet het selectievakje ”Limieten geactiveerd, Limits
activated” worden ingeschakeld.
bi16d1ha
- 21 -
© ESAB AB 2007
Page 22

NL
5.2 Ontwerpgebied
Design area
Lasprogramma's kunnen in het ontwerpgebied worden gemaakt voor gebruik in het
lasgebied of in de bibliotheek worden opgeslagen voor later gebruik. Raadpleeg voor
uitleg over het gebruik van het ontwerpgebied hoofdstuk 5.1Lasgebied. Het
ontwerpgebied werkt op soortgelijke wijze als het lasgebied.
Het grootste verschil tussen de twee gebieden is dat het lasproces niet vanuit het
ontwerpgebied kan worden bestuurd.
5.3 Instellingen
Settings
U kunt het uiterlijk van het paneel wijzigen en gebruikers in het systeem beheren via
het menu Instellingen.
5.3.1 Uiterlijk
Appearance
bi16d1ha
- 22 -
© ESAB AB 2007
Page 23

NL
Instellingen --> Uiterlijk --> Algemeen
Settings --> Appearance --> General
S Taal Language
Kies uit Zweeds, Noors, Deens, Fins, Engels, Duits, Frans, Nederlands, Spaans,
Italiaans, Portugees, Grieks, Pools, Tsjechisch, Hongaars, Sloveens en
Russisch.
S Hoeksysteem Angle system
Kies tussen duizendsten of graden.
S Weergave starten Start view
Kies tussen starten van het paneel via het aanmeldingsmenu of het laatst
bekeken menu.
Instellingen --> Uiterlijk --> QData
Settings --> Appearance --> QData
S Nalasfunctie Post weld function
Kies uit:
S Geen, None
S Afdrukken, Print
S Opslaan, Save
S Afdrukken + opslaan, Print + save
De waarden die worden opgeslagen en afgedrukt zijn instelwaarden en de
meetwaarden van het voltooide lasproces. Voor het afdrukken wordt de
geïntegreerde printer in de bedieningseenheid gebruikt.
De waarden worden opgeslagen in het bedieningspaneel onder het menu
”Kwaliteitsgegevens”, zie hoofdstuk 5.8.
- 23 -
bi16d1ha
© ESAB AB 2007
Page 24

NL
Instellingen --> Uiterlijk --> Datum en tijd
Settings --> Appearance --> Date and time
Hier kunt u de in het systeem
gebruikte datum en tijd bekijken en
invoeren.
5.3.2 Gebruikersinstellingen
User settings
In dit venster kunt u gebruikers toevoegen, wijzigen en verwijderen.
Als het menu voor de eerste keer wordt geopend, wordt
”Standaardgebruiker” weergegeven. Een nieuwe gebruiker
toevoegen:
S Druk op de pijltjestoetsen totdat ”Nieuwe gebruiker,
New user” is geselecteerd.
S Druk op de knop.
bi16d1ha
- 24 -
© ESAB AB 2007
Page 25

NL
S Draai de knop totdat een geschikt ID
verschijnt.
S Druk op de knop. Het volgende vakje wordt
geselecteerd.
S Draai de knop totdat een geschikte letter
verschijnt, druk op de knop enzovoort.
S Druk zodra de naam gereed is op het pijltje
rechts totdat ”OK” is geselecteerd.
S Druk op de knop.
Een nieuwe gebruiker verschijnt in de lijst.
Een gebruiker wijzigen:
S Selecteer de gebruikerslijst (door op de pijltjestoetsen te drukken).
S Draai de knop om de gebruiker die u wilt wijzigen te selecteren en druk op de
knop.
Er verschijnt een nieuw veld aan de zijkant van de gebruikerslijst waarin u de
geselecteerde gebruikersnaam of het geselecteerde ID kunt wijzigen. Bevestig
de wijzigingen met ”OK”.
Een gebruiker verwijderen:
S Selecteer de gebruiker.
S Druk op de knop, ga naar de knop ”Gebruiker verwijderen, Delete user” en klik
op de knop.
De gebruiker verdwijnt uit de lijst.
5.4 Aanmelden
Login
Het aanmeldingsmenu wordt gebruikt om gebruikers te selecteren en te bekijken
welke programmaversie van toepassing is op het paneel en welke eenheden zijn
aangesloten. Het is ook mogelijk om versie-informatie over de aangesloten
eenheden/knooppunten te bekijken.
De gebruikersnaam wordt weergegeven in het bovenste statusveld, zie het
hoofdstuk Bedieningspaneel 1.2.
bi16d1ha
- 25 -
© ESAB AB 2007
Page 26

NL
5.5 Bibliotheek
Library
Met het bibliotheekmenu kunnen programma's uit het lasgebied worden gewist en
opgehaald.
Elk in de bibliotheek opgeslagen programma is 4-6 Kb groot. Het interne geheugen
van de bedieningseenheid is 1 Gb, dus het is onwaarschijnlijk dat de bibliotheek vol
raakt.
OPMERKING! Vooraf gedefinieerde programma's die beginnen met ESAB kunnen
niet worden gewist. Deze programma's zijn beproefd en zijn bedoeld voor gebruik
als startgegevens voor soortgelijke afmetingen.
5.5.1 Lasprogramma's
Weld programs
bi16d1ha
- 26 -
© ESAB AB 2007
Page 27

NL
5.5.2 Zoekfilter
Search filter
Met het zoekfiltermenu kan op de volgende criteria worden gezocht in de in de
bibliotheek opgeslagen programma's.
S Niets, Nothing
S Naam, Name
S Project, Project
S Materiaal, Material
S Buitendiameter buis
External tube diameter
S Dikte buiswand
Tube wall thickness
Als er programma's zijn die voldoen aan de criteria, worden deze weergegeven in
het menu ”Lasprogramma's, Weld programs”.
Als er geen programma's zijn die aan de geselecteerde criteria voldoen, ga dan
verder naar ”Ga naar Genereren, Go to Generate”, zie het hoofdstuk Genereren
5.10.
5.6 Handmatige modus
Manual mode
Via dit menu kunnen alle motoren worden gecontroleerd.
5.6.1 Motorselectie
Motor selection
Hier kunt u kiezen welke motor moet draaien en de motorsnelheid invoeren.
Opmerking: Dit venster geeft alleen de in het systeem beschikbare motoren weer.
Het onder ”Lasgebied --> Instellingen” geselecteerde gereedschap is van invloed op
de weergegeven informatie.
bi16d1ha
- 27 -
© ESAB AB 2007
Page 28

NL
S Draadinvoer, Inching
Wordt bijvoorbeeld gebruikt voor de plaatsing van een nieuwe draadspoel.
S Rotatie/Transport, Rotation/Transport
Wordt gebruikt om het lasgereedschap rond het werkstuk te bewegen.
5.6.2 Gasklepregeling
Gas valve control
Wordt gebruikt bij het meten van de gasstroom of om de gasslangen vrij te maken
van lucht of vocht voordat u gaat lassen.
Start en stopt de gastoevoer.
Als u dit venster sluit, worden de gaskleppen automatisch
gesloten.
5.6.3 Motor starten
Run motor
Wordt gebruikt om de huidige waarde van de motoren te bekijken.
Opmerking! Houd de knop ingedrukt om de motoraandrijving te activeren.
Laat de geselecteerde motor vooruit
”+” of achteruit ”-” draaien en bekijk
de huidige snelheid voor de geselec
teerde motor.
- 28 -
bi16d1ha
© ESAB AB 2007
Page 29

NL
5.7 Gereedschapseditor
Tool editor
Dit menu wordt gebruikt voor het bekijken en wijzigen van gereedschapsparameters.
U kunt nieuwe gereedschappen maken of vooraf gedefinieerde gereedschappen
gebruiken. Door een gebruiker gemaakte gereedschappen kunnen worden
verwijderd, gewijzigd en opgeslagen. Vooraf gedefinieerde gereedschappen die met
het systeem zijn meegeleverd kunnen niet worden gewijzigd of verwijderd.
Let erop dat aan het huidige gebruikte gereedschap een specifiek werkgebied, een
gereedschapsgebied is toegewezen. Alle wijzigingen die in de hieronder beschreven
schermen worden uitgevoerd zijn alleen van invloed op het gereedschapsgebied en
worden pas opgeslagen als de gebruiker hierom verzoekt.
5.7.1 Laden/opslaan
Load/save
In dit venster kunt u een gereedschap laden als basis voor het maken van een nieuw
gereedschap, door de gebruiker gedefinieerde gereedschappen wissen en
gereedschappen opslaan.
Selecteer een gereedschap om te gebruiken (voer parameters in in het
gereedschapsgebied) door naar de lijst met gereedschappen te gaan met de
pijltjestoetsen. Draai de knop om een gereedschap te selecteren.
Ga naar de knop ”Gereedschap laden, Load tool”, druk op de knop en bevestig dat
dit het gereedschap is dat u wilt gebruiken.
Het is ook mogelijk om een gereedschapsspecificatie (gereedschapstype) te
gebruiken, bijvoorbeeld een gereedschap met een specifiek diameterbereik.
Om een gemaakt gereedschap te verwijderen selecteert u het in de lijst, gaat u met
de knop naar ”Gereedschap verwijderen, Delete tool” en bevestigt u de verwijdering
met ”Ja, Yes”. Met het systeem meegeleverde gereedschappen kunnen niet worden
verwijderd.
bi16d1ha
- 29 -
© ESAB AB 2007
Page 30

NL
U kunt het gemaakte gereedschap opslaan als een nieuw gereedschap of in plaats
van een bestaand gereedschap (met het systeem meegeleverde gereedschappen
kunnen niet worden vervangen).
Een gereedschap opslaan als nieuw gereedschap (of nieuw gereedschapstype):
S Ga naar de lijst met gereedschappen (of gereedschapstypes) met de
pijltjestoetsen.
S Draai de knop om ”Nieuw.... new...” in de lijst te selecteren.
S Klik op de menuknop en selecteer ”Gereedschapsactie, Tool action”.
S Ga naar de knop ”Gereedschap opslaan, Save tool”.
S Druk op de knop en bevestig dat u het gereedschap wilt opslaan als nieuw
gereedschap met de knop ”Ja, Yes”.
Om een bestaand gereedschap te vervangen gebruikt u dezelfde procedure als
hierboven, maar selecteert u een bestaand gereedschap uit de lijst met
gereedschappen.
U kunt gereedschappen uploaden naar het systeem vanuit een USB-geheugen als
de root van de bestandsstructuur een ”MechTIG_Tools.xml”-gereedschapsbestand
is.
Ga verder als volgt:
S Sluit een USB-geheugen aan op de USB-aansluiting van het paneel, waar het
”MechTIG_Tools.xml”-bestand de root van de bestandsstructuur is.
S Ga naar de knop ”Gereedschappen laden uit USB-geheugen, Load tools from
usb-memory” met de pijltjestoetsen.
S Druk op de knop en bevestig met ”Ja, Yes” om alle aan het gereedschap
aangebrachte wijzigingen ongeldig te maken.
Wis of reset alle parameters in het gereedschapsgebied door naar de knop
”Gereedschap wissen, Clear tool” te gaan en op de knop te drukken. Bevestig met
”Ja, Yes” om in het gereedschapsgebied aangebrachte wijzigingen ongeldig te
maken.
Al uw gereedschappen opslaan in een USB-geheugen:
S Sluit een USB-geheugen aan op de USB-aansluiting van het paneel.
S Ga naar de knop ”Gereedschappen opslaan in USB-geheugen, Save tools to
usb-memory” en druk op de knop.
S Bevestig met ”Ja, Yes” om de gereedschappen op te slaan en in het
USB-geheugen aanwezige gereedschappen te overschrijven.
5.7.2 Instellingen bewerken
Edit settings
Dit venster wordt gebruikt nadat u een gereedschap hebt geladen of als u een nieuw
gereedschap wilt maken. U kunt hier alle parameterwaarden voor een gereedschap
bekijken en bewerken.
bi16d1ha
- 30 -
© ESAB AB 2007
Page 31

NL
Het veld ”Algemene instellingen, General settings” bevat algemene instellingen voor
het gereedschap, terwijl het veld ”Parameterlimieten, Parameter limits” de hoogste
en laagste waarden voor een parameter definieert.
Voor minimumwaarden betekent de waarde 0 dat geen minimumwaarde is ingesteld,
en voor maximumwaarden betekent 65535 dat geen maximumwaarde is ingesteld.
(In sommige gevallen, waarin decimalen worden gebruikt, kan 655,30 of 6553,5
aangeven dat geen waarde is ingesteld.)
5.7.3 Motorgegevens wijzigen
Edit motor data
In dit venster kunt u specifieke motorinstellingen bekijken en wijzigen. Er zijn
motorinstellingen voor elke motor (rotatie, draadaanvoer, oscillatie en AVC). Er zijn
momenteel drie parameters per motor. Deze parameters zijn ”Instelparameter”,
”Schaalfactor positie” (”numerator” en ”denominator”) en ”Schaalfactor snelheid”
(”numerator” en ”denominator”).
bi16d1ha
- 31 -
© ESAB AB 2007
Page 32

NL
Stel de waarde 100 in voor de parameter ”Schaalfactor positie (numerator)” voor de
motor die de rotatie regelt.
Ga verder als volgt:
S Ga naar het tekstveld onder ”Motorparameter, Motor parameter” met de
pijltjestoetsen.
S Draai de knop totdat ”Schaalfactor positie (numerator)” zichtbaar is in het
tekstveld en druk op de knop.
S Wijzig de waarde naar 100 door de knop te draaien. Druk op de knop om verder
te gaan.
S Draai de knop zodat ”Rotatie, Rotation” in het tekstveld verschijnt. Bevestig door
op de knop te drukken.
S Druk op de knop om de waarde aan de lijst met parameters voor de rotatiemotor
toe te voegen of de waarde te wijzigen.
U kunt motorparameters verwijderen door een parameter in de lijst met
motorparameters te markeren, op de knop te drukken, naar de knop ”Verwijderen,
Delete” te gaan en op de knop te drukken om de geselecteerde parameter uit de lijst
te verwijderen.
5.8 Logs
Logs
Via dit menu kunt u door het systeem opgeslagen logs bekijken.
5.8.1 Gebeurtenislog
Event log
Als zich een fout voordoet, wordt dit aangegeven door het symbool rechts
naast het ESAB-logo. Als u naar het menu Gebeurtenislog gaan, verdwijnt het
symbool.
Wordt gebruikt voor de weergave
van bedrijfsmeldingen
bi16d1ha
- 32 -
© ESAB AB 2007
Page 33

NL
Ga om alle bedrijfsmeldingen uit de log te verwijderen naar de knop ”Log wissen,
Clear log” met de pijltjestoetsen en druk op de knop. Bevestig dat u alle
gebeurtenissen wilt verwijderen door met de knop op ”Ja, Yes” te drukken. De
gebeurtenislog wordt opnieuw geladen en is nu leeg.
De gebeurtenislog kan ook worden opgeslagen op een extern USB-geheugen.
Ga verder als volgt:
S Sluit een USB-geheugen aan op de USB-aansluiting van het paneel en ga met
de knop naar de knop ”Opslaan, Save”.
S Druk op de knop. Als het opslaan van de log is gelukt, verschijnt De tekst
”Gebeurtenislog opgeslagen, Event log saved” in de onderste statusbalk.
Bedrijfsmeldingen
Een
heid
1 = koeleenheid (cooling unit) 6 = motorregeling 1 (motor control 1) ,
2 = stroombron (power source) 8 = lasgegevens-eenheid (weld data unit)
4 = afstandsbediening (remote control) 17 = I/O-knooppunt (I/O node)
Een
heid
rotatie, draadaanvoer
bi16d1ha
- 33 -
© ESAB AB 2007
Page 34

NL
Hieronder zijn gebeurteniscodes vermeld waarop de gebruiker zelf actie kan
ondernemen. Neem contact op met een reparateur als een andere code wordt
weergegeven.
Code Beschrijving
5 Te hoge/te lage gelijkspanning
De spanning is te hoog of te laag. Een te hoge spanning kan worden veroorzaakt door
sterke fluctuaties in de netspanning of door een slechte stroombron (hoge inductiviteit van
de stroombron of een ontbrekende fase).
De stroombron is uitgeschakeld en kan niet opnieuw worden gestart.
Oplossing: Schakel de netspanning uit om de eenheid te resetten. Neem contact op met
een reparateur als de fout zich blijft voordoen.
6 Te hoge temperatuur
De oververhittingsbeveiliging is geactiveerd.
Het lasproces is gestopt en kan niet worden hervat tot de overhittingsbeveiligingen zijn
gereset.
Oplossing: Controleer of de ventilatieopeningen geblokkeerd of vuil zijn. Controleer de
huidige inschakelduur om er zeker van te zijn dat de eenheid niet wordt overbelast.
Neem contact op met een reparateur als de fout zich blijft voordoen.
11 Stroomservo-fout, (rotatie, draadaanvoer)
Een motor kan zijn snelheid niet vasthouden. Het lasproces is gestopt.
Oplossing: Controleer het gereedschap / de draadaanvoer op vastlopen of te langzame
beweging. Neem contact op met een reparateur als de fout zich blijft voordoen.
11 Stroomservo-fout, (stroombron)
De spanning is te hoog of te laag. Een te hoge spanning kan worden veroorzaakt door
sterke fluctuaties in de netspanning of door een slechte stroombron (hoge inductiviteit van
de stroombron of een ontbrekende fase).
De stroombron is uitgeschakeld en kan niet opnieuw worden gestart.
Oplossing:Schakel de netspanning uit om de eenheid te resetten. Neem contact op met
een reparateur als de fout zich blijft voordoen.
12 Interne communicatiefout (waarschuwing)
De CAN-bus van het systeem is tijdelijk overbelast.
De stroombron heeft mogelijk geen contact meer met het paneel.
Oplossing: Controleer of alle apparatuur goed is aangesloten.
Neem contact op met een reparateur als de fout zich blijft voordoen.
14 Communicatiefout
Door overbelasting is de CAN-bus tijdelijk buiten werking gesteld.
Het huidige lasproces is gestopt.
Oplossing: Controleer of alle apparatuur goed is aangesloten. Schakel de netspanning
uit om de eenheid te resetten. Neem contact op met een reparateur als de fout zich blijft
voordoen.
17 Geen verbinding met eenheid
Geen verbinding met eenheid. De gasstroom is niet gestopt, deze moet handmatig worden
uitgeschakeld.
Geen herstart mogelijk
Oplossing: Controleer de kabels. Neem contact op met een reparateur als de fout zich
blijft voordoen.
19 Batterijspanning is laag.
Batterijspanning is te laag. Als de batterij niet wordt vervangen, gaan alle opgeslagen
gegevens verloren.
Deze fout schakelt geen functies uit.
Oplossing: Laat de batterij vervangen door een reparateur.
bi16d1ha
- 34 -
© ESAB AB 2007
Page 35

NL
Code Beschrijving
20 Onjuiste instelwaarden opgeslagen in lasprogramma
Niet-toegestane waarden aangetroffen tijden het opstarten.
Oplossing: Wijzig parameters in het lasprogramma. Neem contact op met een reparateur
als de fout zich blijft voordoen.
29 Geen koelwaterstroom
De waterstroombeveiliging is in werking getreden.
Het huidige lasproces is gestopt en kan niet opnieuw worden gestart.
Oplossing: Controleer het koelwatercircuit, de pomp en de slangen.
32 Geen gasstroom
De gasstroom is minder dan 3,5 l/min. Geen herstart mogelijk.
Oplossing: Controleer de gaskraan, de slangen en de aansluitingen.
41 Het lasproces kan niet worden gestart.
De stroombron slaagt er niet in de lasboog te ontsteken.
Oplossing: Controleer de laskabels en het gereedschap.
5.8.2 Kwaliteitsgegevens
QData
Hier kunt u gegevens bekijken die
zijn opgeslagen onder de
nalasfunctie, zie hoofdstuk 5.3.
Logs --> QData --> QData-bestanden
Logs --> QData --> QData files
Het QData-bestand wordt
opgeslagen met de datum en een
serienummer.
De bestanden kunnen worden
opgeslagen in een USB-geheugen
met de functie ”Opslaan, Save”.
bi16d1ha
- 35 -
© ESAB AB 2007
Page 36

NL
Logs --> QData --> QData-content
Logs --> QData --> QData content
In dit veld worden de ingestelde
waarden en meetwaarden van het
QData-bestand weergegeven.
5.9 Handmatig lassen
Manual welding
Dit menu wordt gebruikt voor lassen met een handmatige TIG-toorts.
bi16d1ha
- 36 -
© ESAB AB 2007
Page 37

NL
Schakelaarmodus
Gun trigger mode
Tweetakt
Gasvoorstroom Slope
up
In werking als de tweetaktregeling van de lastoorts wordt gebruikt.
Slope down Gasnastroom
Als de TIG-schakelaar in de tweetaktmodus wordt ingedrukt (1), wordt de
gasvoorstroom gestart (indien gebruikt) en wordt de boog ontstoken. De stroom stijgt
naar de ingestelde waarde (deze wordt, indien ingeschakeld, gereguleerd door de
slope-upfunctie). Als de schakelaar wordt losgelaten (2), daalt de stroom (deze
wordt, indien ingeschakeld, gereguleerd door de slope-downfunctie) en wordt de
boog gedoofd. Dit wordt gevolgd door gasnastroom, indien ingeschakeld.
Viertakt
Gasvoorstroom Slope
up
In werking als de viertaktregeling van de lastoorts wordt gebruikt.
Slope down Gasnastroom
Als de schakelaar in de viertaktmodus wordt ingedrukt (1), wordt de gasvoorstroom
gestart (indien gebruikt). Na afloop van de gasvoorstroomtijd stijgt de stroom tot het
controleniveau (een paar ampère) en wordt de boog ontstoken. Als de schakelaar
(2) wordt losgelaten, stijgt de stroom tot de ingestelde waarde (zoals gereguleerd
door de slope-upfunctie, indien ingeschakeld). Als de schakelaar opnieuw wordt
ingedrukt (3), stijgt de stroom opnieuw tot het controleniveau (zoals gereguleerd
door de slope-downfunctie, indien ingeschakeld). Als de schakelaar weer wordt
losgelaten (4), dooft de boog en begint de gasnastroom.
bi16d1ha
- 37 -
© ESAB AB 2007
Page 38

NL
Startmethode
Start method
HF
De HF-functie ontsteekt de boog door middel van een vonk die overspringt als de
elektrode dichter bij het werkstuk wordt gebracht.
LiftArct
De LiftArct-functie ontsteekt de boog als de elektrode in contact wordt gebracht met
het werkstuk en er daarna weer vanaf wordt bewogen.
De boog onsteken met de LiftArct-functie. Stap 1: de elektrode wordt tegen het werkstuk gehouden.
Stap 2: de schakelaar wordt ingedrukt en er begint een lage stroom te lopen. Stap 3: de lasser
beweegt de elektrode weg van het werktstuk; de boog wordt ontstoken en de stroom stijgt
automatisch naar de ingestelde waarde.
Piekstroom, Peak current
De hoogste van twee stroomwaarden bij pulsstroom.
Grondstroom, Background current
De laagste van twee stroomwaarden bij pulsstroom.
Piektijd, Peak time
De tijdsduur van een actieve stroompuls gedurende een pulsperiode.
Grondstroomtijd, Background time
De grondstroomtijd die samen met de piekstroomtijd de pulsperiode produceert.
Pulstijd
Grondstroomtijd
TIG-lassen met pulsstroom
bi16d1ha
Piekstroom
Grondstroom
- 38 -
© ESAB AB 2007
Page 39

NL
Slope up
De slope-up is de tijd waarin de stroom geleidelijk naar de ingestelde waarde stijgt
nadat de TIG-boog is ontstoken. Zo wordt de elektrode geleidelijker verhit en kan de
lasser de elektrode goed plaatsen voordat de volledige stroomwaarde wordt bereikt.
Slope down
Bij TIG-lassen wordt gebruikt gemaakt van slope down. De stroom daalt dan
langzaam binnen een bepaalde tijd ter voorkoming van kraters en/of scheuren in de
lasnaad.
Gasvoorstroom, Gas preflow
Deze waarde reguleert de tijd waarin het beschermgas stroomt voordat de boog
wordt ontstoken. Zie ook hoofdstuk 3.5.
Gasnastroom, Gas postflow
Deze waarde reguleert de tijd waarin het beschermgas stroomt nadat de boog is
gedoofd. Zie ook hoofdstuk 3.5.
5.10 Genereren
Generate
Hier kan een compleet basislasprogramma worden gegenereerd dat kan worden
toegevoegd aan het ontwerpgebied of direct aan het lasgebied. Het programma kan
worden gebruikt als basis voor het maken van uw eigen programma.
Specificeer:
S Buismateriaal, Tube material
S Buiswanddikte, Tube wall thickness
Max. 3 mm voor roestvrij staal en max. 2,7 mm voor carbonstaal.
S Externe buisdiameter, External tube diameter
- 39 -
bi16d1ha
© ESAB AB 2007
Page 40

NL
S Gereedschap en gereedschapstype, Tool and tool type
Activeer door op ”Genereren in lasgebied, Generate in weld area” of ”Genereren in
ontwerpgebied, Generate in design area” te drukken.
Opent automatisch het menu Lasgebied of het menu Ontwerpgebied.
U kunt nu verder werken aan het programma in het lasgebied of ontwerpgebied. Zie
het hoofdstuk ”Lasgebied” 5.1 of ”Ontwerpgebied” 5.2.
bi16d1ha
- 40 -
© ESAB AB 2007
Page 41

6 TECHNISCHE TERMEN
Amplitude Oscillatie.
Beginsector De eerste lassector in een lasreeks.
Bibliotheek Geheugen voor het opslaan van lasprogramma's.
Breekpunt Beginpunt voor een nieuwe sector.
Draadaanvoersnel
heid bij grondstroom
Draadaanvoersnel
heid bij piekstroom
Eindsector De laatste lassector in een lasreeks.
Genereren Zoeken naar een compleet basislasprogramma.
Grondgas Beschermgas voor de onderkant van een lasnaad (grondkant).
Grondspanning Besturing van de boogspanning bij gebruik van grondstroom.
Grondstroom De laagste van twee stroomwaarden bij pulsstroom.
Grondstroomtijd De grondstroomtijd die samen met de piekstroomtijd de pulsperiode
Lasgas Beschermgas voor de bovenkant van de lasnaad.
Lasgebied Programma's in het lasgebied besturen het lasproces.
Ontwerpgebied In dit menu worden lasprogramma's gemaakt.
Piekspanning Besturing van de boogspanning bij piekstroom.
Piekstroom De hoogste van de twee stroomwaarden bij pulsstroom, of de
Pulsering met
blokgolf
Pulstijd De tijd dat de stroom is ingeschakeld tijdens een pulsperiode.
Rotatiesnelheid De draaisnelheid van de elektrode rond het werkstuk.
Sector Een specifiek gedeelte van de buis.
Sectorsyteem Hoe de verdeling in sectoren wordt weergegeven, met graden of
Slope down Geleidelijke verlaging van een waarde.
Slope up Geleidelijke verhoging van een waarde.
Speciale pulsering De lasstroom is gesynchroniseerd met de oscillatiebeweging.
Startgas Speciaal beschermgas met hoog-ioniserende eigenschappen dat de
Tweetakt Tweetaktregeling van de lastoorts.
Verifiëren Controleren of het programma binnen de limietwaarden blijft.
Vertragingstijd De tijd die nodig is om de boogspanning te stabiliseren voordat de
Viertakt Viertaktregeling van de lastoorts.
Voorverwarmingstijd Vertragingstijd voor lasbewegingen bij voorverwarming van het werkstuk.
Draadaanvoersnelheid tijdens gespecificeerde grondstroomtijd.
De draadaanvoersnelheid bij piekstroom.
produceert.
stroomwaarde bij gebruik van continustroom.
Speciale pulsering met pulserende rotatie.
breekpunten.
boogontsteking vergemakkelijkt.
besturing van de boogspanning begint.
bi16d1hb
- 41 -
© ESAB AB 2007
Page 42

WO100
2
Bestelnummer
Ordering no. Denomination
0444 534 070 Instruction manual SE
0444 534 071 Instruction manual DK
0444 534 072 Instruction manual NO
0444 534 073 Instruction manual FI
0444 534 074 Instruction manual GB
0444 534 075 Instruction manual DE
0444 534 076 Instruction manual FR
0444 534 077 Instruction manual NL
0444 534 078 Instruction manual ES
0444 534 079 Instruction manual IT
0444 534 080 Instruction manual PT
0444 534 081 Instruction manual GR
0444 534 082 Instruction manual PL
0444 534 083 Instruction manual HU
0444 534 084 Instruction manual CZ
0444 534 086 Instruction manual RU
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
- 42 -
bi16o2
© ESAB AB 2007
Page 43

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
- 43 -
notes
© ESAB AB 2007
Page 44

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...