

Page 1
PT
Aristo
WO100
4
Manual de instruções
Valid from program version 1.60444 405 080 PT 110428
Page 2

1 INTRODUÇÃO 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Selecção da língua 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Painel de controlo 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 GAMA DE DEFINIÇÃO 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 PARÂMETROS DE SOLDADURA 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Sectores 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Corrente de soldadura 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Corrente pulsada/corrente contínua 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.2 Pulsação especial 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Alimentação do fio 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Rotação 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Controlo de tensão de arco (AVC) 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 Tecelagem 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 Gás 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.8 Pré-aquecimento 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.9 Inclinação 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 ESTRUTURA DOS MENUS 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MENUS 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Área de soldadura 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 Parâmetros 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.2 Gestor de ficheiros 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.3 Informação 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.4 Informação da união 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.5 Definições 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.6 Limites 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Área de desenho 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Definições 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Aspecto 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.2 Definições do utilizador 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Iniciar sessão 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Biblioteca 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.1 Programas de soldadura 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.2 Filtro de pesquisa 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Modo manual 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.1 Selecção do motor 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.2 Controlo da válvula de gás 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.3 Pôr o motor a trabalhar 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.4 Simulação de tecelagem 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Editor de ferramentas 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Carregar/guardar 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 Editar definições 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 Editar dados do motor 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 Registos 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.1 Registo de eventos 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.2 Dados sobre qualidade 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.9 Soldadura manual 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.10 Gerar 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 TERMOS TÉCNICOS 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
TOCp
- 2 -
Page 3

NÚMEROS DE REFERÊNCIA 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
TOCp
- 3 -
Page 4

PT
1 INTRODUÇÃO
O manual descreve a utilização de um painel de controlo. WO100
4
Para informações gerais sobre o funcionamento, ver o manual de instruções para a
fonte de alimentação e unidade de controlo.
O texto apresentado no visor encontra-se disponível nas seguintes línguas: Sueco,
norueguês, dinamarquês, finlandês, inglês, alemão, francês, holandês, espanhol,
italiano, português, grego, polaco, checo, húngaro, esloveno e russo.
1.1 Selecção da língua
A primeira vez que põe a máquina a trabalhar, aparece o seguinte.
Quando é entregue, o sistema encontra-se definido para inglês. Para seleccionar a
língua pretendida:
S Prima o botão ”Menu”
para que o menu seja
activado e mostre as
opções disponíveis neste
nível.
S Rode o botão até “Setting”
ficar realçado e, a seguir,
prima o botão.
S ”Appearance” fica realçado,
prima o botão.
S ”General” fica realçado,
prima o botão. Aparece
enquadrado o campo
”Language” com a palavra
”English”. Rode o botão
para seleccionar a língua
pretendida.
S Active a língua pretendida premindo o botão.
bi16d1pa
- 4 -
© ESAB AB 2007
Page 5

PT
1.2 Painel de controlo
1 Botão
Para movimentar, activar e definir valores de parâmetros.
Existem três funções do botão:
S Rodar para a esquerda
S Rodar para a direita
S Premir o botão, activar.
2 Visor
Existem quatro campos de
visualização no visor:
Campo superior de estado (A)
Informações sobre o nome do
programa da área de soldadura,
utilizador, que tipo de ferramenta está
ligada e dimensões do tubo.
Campo do menu principal (B)
Menus diferentes, ver capítulo 5
”Estrutura do menu”.
Campo de visualização (C)
Para editar programas de soldadura, guardar programas, informações,
aspecto, etc.
Campo de estado (D)
Mostra informações gerais, mensagens de erro e dados de soldadura actuais
(posição, tensão, corrente)
- 5 -
bi16d1pa
© ESAB AB 2007
Page 6
PT
3 Paragem rápida/Reinicialização
Paragem imediata do processo de soldadura. O fluxo posterior de gás
ocorre segundo informações do sector final.
Premir novamente o botão inicia a reinicialização com parâmetros do
sector de arranque; o processo de soldadura prossegue a partir do
ponto do programa de soldadura em que ocorreu a interrupção.
4 Tecla para a esquerda
Deslocar para a esquerda nos menus e para trás nos menus principais
5 Tecla para a direita
Deslocar para a direita nos menus e para a frente nos menus principais
6 Menu principal
Deslocar para o campo do menu principal
2 GAMA DE DEFINIÇÃO
Parâmetros Intervalo entre os valores
Sector
Pontos de ruptura
Graus
Corrente de soldadura
Corrente de pico
Corrente base
Tempo dos impulsos
Tempo base
Pulsação especial
Alimentação do fio
Velocidade de pico da alimentação do fio
Velocidade base de alimentação do fio
Rotação
Velocidade de rotação
Direcção de rotação
Rotação pulsada
AVC
Tensão de pico
Tensão base
Tempo de retardamento
1)
0 - 50
0.000 - 9.999
0 - 3599°
3 - 400 A
3 - 400 A
0,01 -25 s
0,01 -25 s
Desligado e Ligado
15 -250 cm/min
15 -250 cm/min
5 - 100 % da velocidade máxima da ferramenta
de soldar
Para a frente e para trás
0,05 -25 s
8 -33 V
8 -33 V
0,5 -6000 s
2)
2)
Tecelagem
Amplitude de tecelagem
Velocidade de tecelagem
Tempo de pausa (direita e esquerda)
bi16d1pa
0 - 12 mm (5 mm)
2 - 12 mm/s (5 mm/s)
0,1 - 10 s (1 s)
- 6 -
© ESAB AB 2007
Page 7

PT
Parâmetros Intervalo entre os valores
Gás
Pré-fluxo de gás de soldadura
Pós-fluxo de gás de soldadura
Gás de arranque
Gás de raiz
Pré-aquecimento
Tempo de pré-aquecimento 0 -600 s
Inclinação
Tempo de subida
Tempo de descida
1)
A máxima corrente de soldadura para ferramentas de soldar de tubo, arrefecidas a ar, é de
100 A.
A máxima corrente de soldadura para ferramentas de soldar de tubo, arrefecidas a água, é de
400 A.
Ver também o manual de instruções para a ferramenta de soldar de tubo em questão.
2)
Depende da fonte de alimentação
0 -6000 s
0 -6000 s
0 -6000 s
0 -6000 s
0,1 -25 s
0,1 -25 s
3 PARÂMETROS DE SOLDADURA
3.1 Sectores
Um programa para soldadura de tubos pode ser dividido em diferentes secções:
sectores. Cada sector corresponde a uma secção da circunferência do tubo. O
número máximo de sectores para um programa é 50.
Pode atribuir-se a um sector o próprio conjunto
de valores para diferentes parâmetros de
soldadura como corrente, velocidade de rotação
e velocidade de alimentação do fio, etc. Isto
permite realizar a soldadura utilizando
diferentes definições de parâmetros de
soldadura para diferentes secção da união do
tubo.
A divisão entre sectores é feita indicando
diferentes pontos de ruptura ou graus em
torno da circunferência do tubo. Cada ponto
de ruptura ou grau constitui o ponto de
arranque para um novo sector. Na figura, o
ponto de ruptura 0,000, 0 graus, é o ponto
de arranque para o sector 1, o ponto de
ruptura 0,250, 90 graus é o ponto de
arranque para o sector 2, e assim por
diante.
Sector 4 Sector 1
Sector 3 Sector 2
0.000
Sector 4 Sector 1
0.750 0.250
Sector 3 Sector 2
A fonte de alimentação permite soldadura
até 10 voltas na mesma união de solda. (A
ferramenta de soldar pode ser rodada 10
vezes em torno do tubo.)
- 7 -
bi16d1pa
0.500
© ESAB AB 2007
Page 8

PT
Nota: Um sector não pode ser inferior a 10 milésimos, ou 3,6 graus, de uma volta.
S Volta 1 =
pontos de ruptura 0,000 – 0,999
0 - 359 graus
S Volta 3 =
pontos de ruptura 2,000 – 2,999
720 -1079 graus
S Volta 5 =
pontos de ruptura 4,000 – 4,999
1440 -1799 graus
S Volta 7 =
pontos de ruptura 6,000 – 6,999
2160 -2519 graus
S Volta 9 =
pontos de ruptura 8,000 – 8,999
2880 -3239 graus
S Volta 2 =
pontos de ruptura 1,000 – 1,999
360 -719 graus
S Volta 4 =
pontos de ruptura 3,000 – 3,999
1080 -1439 graus
S Volta 6 =
pontos de ruptura 5,000 – 5,999
1800 -2159 graus
S Volta 8 =
pontos de ruptura 7,000 – 7,999
2520 -2879 graus
S Volta 10 =
pontos de ruptura 9,000 – 9,999
3240 -3599 graus
Para concluir um programa de soldadura, é indicado um chamado sector final.
Para um sector ser contado como sector final, é necessário que sejam preenchidas
as duas seguintes condições:
S Não há nenhum sector subsequente.
S O valor da corrente de soldadura para o sector é 0 amperes.
3.2 Corrente de soldadura
No grupo de parâmetros para a corrente de soldadura são representados seis
parâmetros:
S Corrente de pico
S Corrente base
S Tempo dos impulsos
S Tempo base
S Pulsação especial
S Inclinação, ver ponto 3.9.
Tempo dos impulsos
Tempo base
Corrente de pico
Corrente base
Soldadura TIG com corrente pulsada
A corrente de soldadura pode ser pulsada ou contínua (não pulsada).
- 8 -
bi16d1pa
© ESAB AB 2007
Page 9
PT
3.2.1 Corrente pulsada/corrente contínua
Quando se solda utilizando uma corrente pulsada, é preciso atribuir um valor à
corrente de pico, à corrente base, ao tempo dos impulsos e ao tempo base .
Quando se solda utilizando uma corrente contínua, no entanto, apenas é necessário
introduzir um valor de parâmetro para corrente de pico. Introduzir um valor para
corrente base dá como resultado uma corrente pulsada.
A corrente de soldadura (corrente pulsada) pode ser sincronizada com o movimento
de tecelagem de forma a que a corrente de pico se inicie quando o eléctrodo se
encontra nos extremos do movimento de tecelagem. Também se designa por
pulsação especial. (Mesmo quando não se usa pulsação especial, a corrente de
pico inicia-se na mesma nos extremos do movimento de tecelagem.)
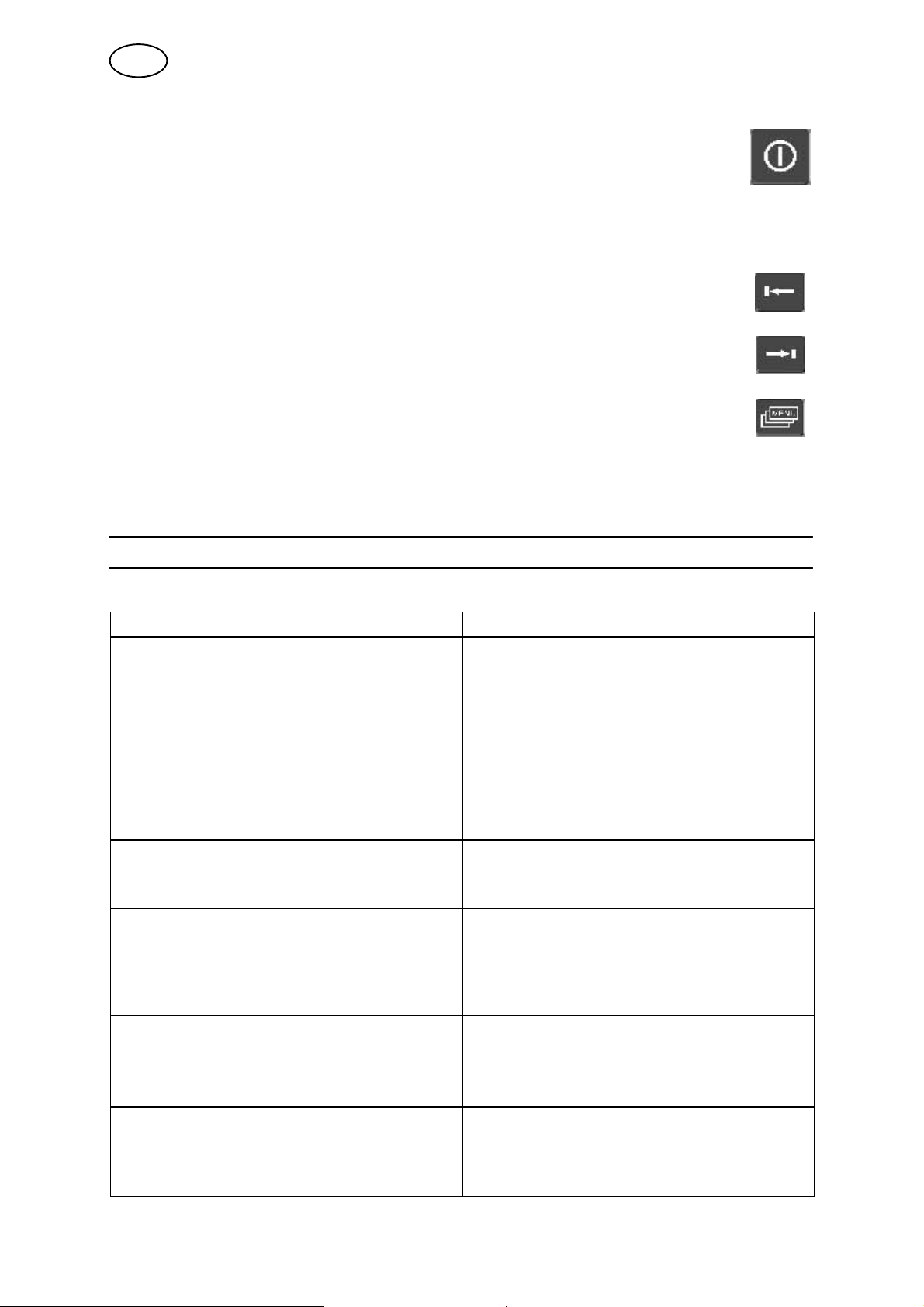
3.2.2 Pulsação especial
Pulsação especial significa que a corrente de soldadura está sincronizada com o
movimento de tecelagem, ou seja, obtém-se corrente de pico quando o eléctrodo se
encontra nos extremos do movimento de tecelagem. Assim, o tempo de corrente de
pico é determinado pelo tempo de pausa para cada extremo.
A pulsação especial pode ser utilizada em combinação tanto com rotação contínua
como pulsada. Pulsação especial com rotação pulsada, também designada por
pulsação em onda quadrada, significa que a roda de coroa roda quando o eléctrodo
se encontra em qualquer dos extremos do movimento de tecelagem.
A = Corrente base
B = Corrente de pico
Direcção de rotação Direcção de rotação
Pulsação especial com
rotação contínua
Pulsação especial com
rotação pulsada
Com pulsação especial, a alimentação do fio pode ser contínua ou pulsada. Com
alimentação de fio pulsada, a sincronização com a corrente de soldadura ocorre da
forma descrita acima, ver também o capítulo 3.3”Velocidade de alimentação do fio”.
bi16d1pa
- 9 -
© ESAB AB 2007
Page 10

PT
3.3 Alimentação do fio
A velocidade do fio é utilizada para indicar a velocidade de alimentação do fio de
adição em cm/minuto. A velocidade pode ser pulsada ou contínua (não pulsada).
No grupo de parâmetros para a alimentação de fio, estão representados três
parâmetros:
S Alimentação de fio de pico
S Alimentação de fio base
S Inclinação, ver ponto 3.9.
Para soldadura utilizando uma alimentação de fio contínua (não pulsada) apenas é
necessário introduzir o parâmetro alimentação de fio de pico.
Para soldadura com velocidade de alimentação de fio pulsada, é necessário
introduzir ambos os parâmetros alimentação de fio de pico e alimentação de fio
base.
A velocidade de alimentação de fio pulsada é sempre sincronizada automaticamente
com corrente de soldadura pelo que a velocidade de alimentação de fio é alta
quando se usa corrente de pico e baixa quando se utiliza corrente base.
3.4 Rotação
Utilizada para indicar a velocidade de rotação do eléctrodo em torno da peça de
trabalho. É indicada em mm/min.
A velocidade de rotação pode ser pulsada ou contínua (não pulsada).
No grupo de parâmetros para a rotação estão representados quatro parâmetros:
S Velocidade de rotação
S Direcção de rotação
S Rotação pulsada
S Inclinação, ver ponto 3.9.
A rotação pulsada é sincronizada automaticamente com a corrente de soldadura
pelo que a ferramenta de soldar está parada com corrente de pico e roda com
corrente base.
3.5 Controlo de tensão de arco (AVC)
Utilizado durante a soldadura com ferramentas de soldar equipadas com uma
unidade AVC.
Controlo de tensão de arco (AVC) significa que a tensão de arco e, por conseguinte,
o comprimento do arco (a distância entre o ponto do eléctrodo e a peça de trabalho)
é automaticamente regulada durante soldadura contínua.
No grupo de parâmetros para o controlo de tensão de arco estão representados
quatro parâmetros:
S Tensão de pico (tensão de arco a corrente de pico)
bi16d1pa
- 10 -
© ESAB AB 2007
Page 11

PT
S Tensão base (tensão de arco a corrente base)
S Tempo de retardamento
S Inclinação, ver ponto 3.9.
Os parâmetros tensão de pico e tensão base são utilizados para introduzir o valor
de referência para controlo da tensão de arco a corrente de pico e corrente base.
Com corrente contínua, apenas é necessário introduzir o parâmetro tensão de pico
.
Se não estiver indicado nenhum valor para tensão de pico, use, como valor de
referência, um valor medido imediatamente depois da soldadura ter começado.
Se não estiver indicado nenhum valor para tensão base e for introduzida corrente
de soldadura, não há controlo da tensão de arco com corrente base.
Nota: Não é possível indicar uma inclinação de tempo no sector 1 para tensão de
pico e tensão base.
É possível introduzir um tempo de atraso como meio de estabilizar o arco antes de
se iniciar o controlo da tensão de arco. Durante este tempo de atraso , a unidade
AVC está completamente bloqueada.
Se não introduzir um tempo de atraso, acontece o seguinte:
S O tempo de atraso é o mesmo (pelo menos 5 segundos) que qualquer tempo
de subida para a corrente de soldadura. Se o tempo de subida introduzido for
inferior a 5 segundos, a unidade AVC arranca assim que a inclinação terminar,
mas apenas aumentando a tensão de arco (comprimento do arco).
S Se não tiver sido introduzido nenhum tempo de subida para a corrente de
soldadura, aplica-se um tempo de atraso fixo de 5 segundos. A unidade AVC
não está completamente bloqueada mas pode aumentar a tensão de arco
(comprimento do arco).
3.6 Tecelagem
Utilizada se pretender tecer o eléctrodo lateralmente durante a soldadura quando
utiliza ferramentas de soldar equipadas com uma unidade de tecelagem.
No grupo de parâmetros para a tecelagem estão representados cinco parâmetros:
S Amplitude de tecelagem
S Velocidade de tecelagem
S Tempo de pausa à esquerda
S Tempo de pausa à direita
S Inclinação, ver ponto 3.9.
bi16d1pa
- 11 -
© ESAB AB 2007
Page 12

PT
Amplitude (mm)
Tempo de pausa
à esquerda (s)
Tempo de pausa à direita (s)
Velocidade de tecelagem (mm/s)
Tecelagem
O movimento de tecelagem pode ser sincronizado com a corrente de soldadura
(corrente pulsada), de forma a que a corrente de pico se inicie quando o eléctrodo
atinge os extremos do movimento de tecelagem. Isto também é designado por
“pulsação especial” e está descrito mais detalhadamente no capítulo 3.2.2
“Pulsação especial”.
bi16d1pa
- 12 -
© ESAB AB 2007
Page 13

PT
3.7 Gás
No grupo de parâmetros para gás de protecção, estão representados três
parâmetros:
S Gás de soldadura
S Gás de arranque
S Gás de raiz
Gás de soldadura refere-se ao gás de protecção na parte superior da união
soldada. O parâmetro gás de soldadura indica quanto tempo o gás de protecção
tem que fluir na parte superior da união, antes e depois da soldadura. O gás de
soldadura é monitorizado por uma protecção de débito mín. de 4,5 l/min.
Alguns gases de protecção como, por exemplo, o hélio (He), podem causar
problemas no que se refere à ignição do arco. Se se pretender utilizar este tipo de
gás como gás de soldadura, é aconselhável utilizar uma mistura de gás diferente no
momento exacto do arranque, um chamado gás de arranque.
Gás de raiz refere-se ao gás de protecção na parte inferior da união soldada. O
parâmetro gás de raiz indica quanto tempo o gás de protecção tem que fluir na parte
inferior da união, antes e depois da soldadura.
Se se introduzir um valor para gás de soldadura e outro para gás de arranque no
sector 1, apenas haverá débito de gás de arranque . O gás de soldadura começa
a fluir assim que se dá a ignição do arco.
bi16d1pa
- 13 -
© ESAB AB 2007
Page 14

PT
3.8 Pré-aquecimento
O pré-aquecimento é utilizado para aquecer a peça de trabalho no ponto de
arranque para assegurar a penetração correcta do banho de fusão e é definido
como o tempo que decorrer entre a ignição do arco e o início do movimento rotativo.
Se não tiver sido introduzido nenhum valor para pré-aquecimento, a rotação
inicia-se assim que se dá a ignição do arco.
3.9 Inclinação
Pode ser indicada uma inclinação para determinados parâmetros. Uma inclinação é
o tempo durante o qual o valor do parâmetro se altera gradualmente do valor no
sector precedente para o valor introduzido para o sector actual.
Subida = aumento gradual, se o valor precedente for inferior ao valor introduzido.
Descida = diminuição gradual, se o valor precedente for superior ao valor
introduzido.
O período máximo de duração de uma inclinação depende da duração de um sector
específico. Se o tempo de inclinação tiver a mesma duração que o sector, chama-se
“inclinação do sector”.
bi16d1pa
- 14 -
© ESAB AB 2007
Page 15

PT
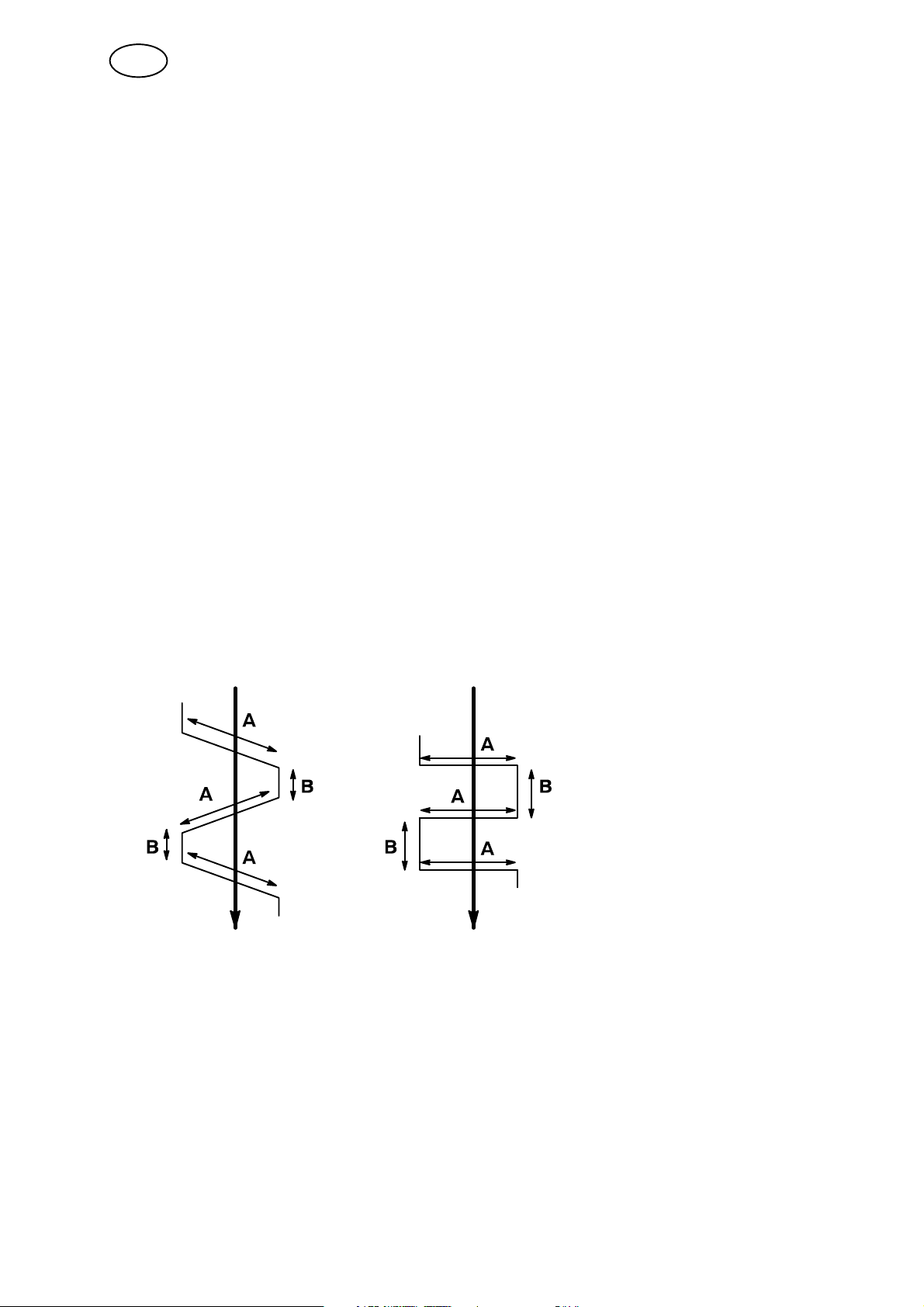
4 ESTRUTURA DOS MENUS
Área de
soldadura
Parâmetros Gestor de
Tabela
· Editar
tabela
· Mostrar/
ocultar
· Controlo
de soldadu
ra
· Editar
Gráfico
· Corrente
· Alimenta
ção do fio
· Rotação
· Tecelagem
· AVC
· Gás
ficheiros
Informação Informação
da união.
· Geral
· Descrição
· Tubo
· Eléctrodo
· Fio
· Gás
· Visualização
· Valores de
parâmetro
Área de
desenho
Definições Limites
· Ferramenta,
definições
· Tubo,
definições
Tabela
· Editar
tabela
· Mostrar/
ocultar
· Editar
Parâmetros Gestor de
ficheiros
Gráfico
· Corrente
· Alimenta
ção do fio
· Rotação
· Tecelagem
· AVC
· Gás
Informação Informação
da união.
· Geral
· Descrição
· Tubo,
· Eléctrodo
· Fio
· Gás
· Visualização
· Parâmetros,
valores
Definições Limites
· Ferramenta,
definições
· Tubo,
definições
bi16d1pa
- 15 -
© ESAB AB 2007
Page 16
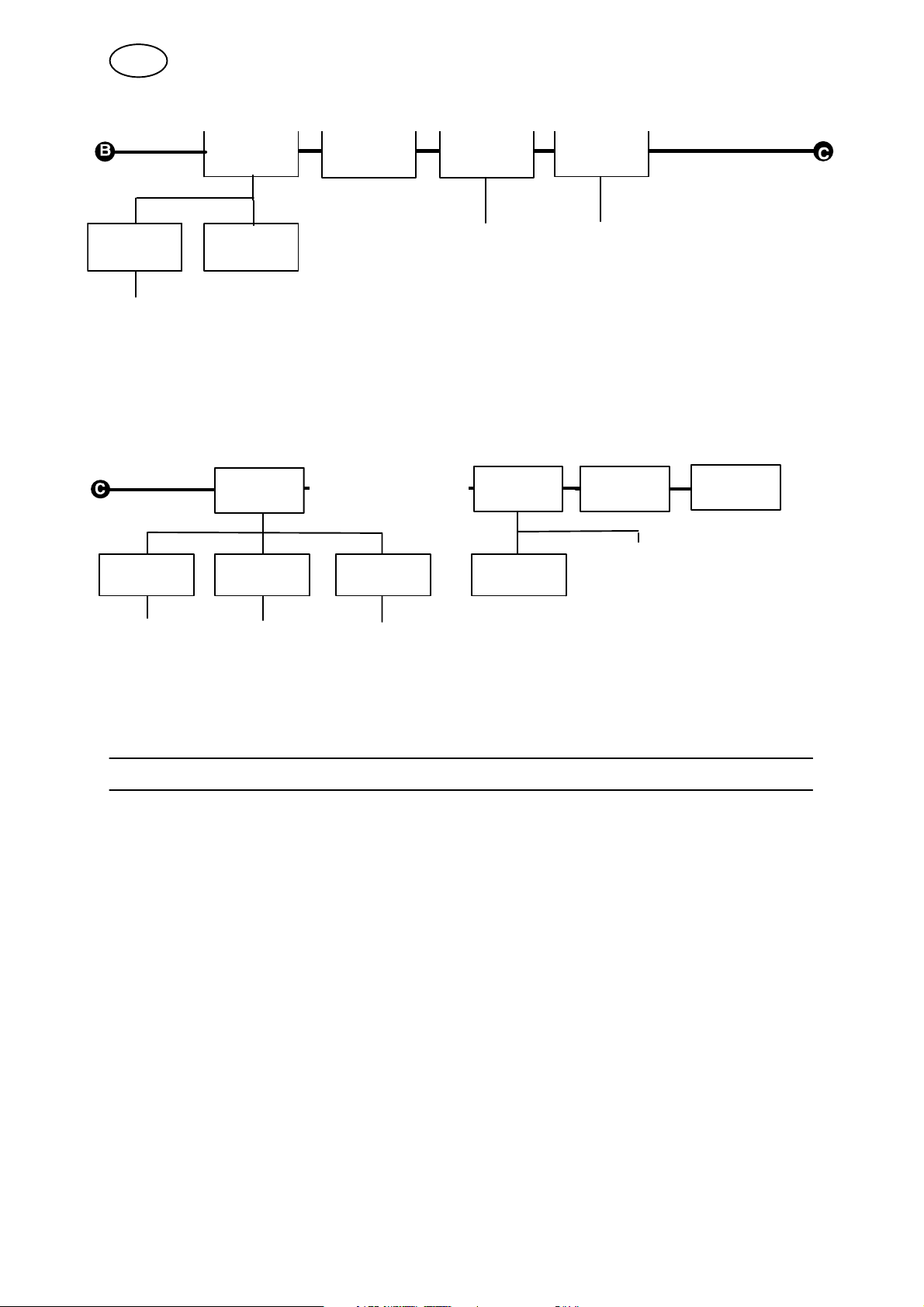
PT
Definições Iniciar ses
são
Aspecto Utilizador · Soldadura,
· Geral
· Dados sobre
qualidade
Editor
de ferra
mentas
Carregar/
guardar
Alterar defini
ções
Alterar
dados do
motor
Biblioteca Modo
programa
· Filtro de pesq. · Pôr o motor a trabalhar
Registos Soldadura
Eventos,
registo
manual
· Selecção do motor
· Controlo da válvula de
gás
· Simulação de tecelagem
Gerar
manual
Dados sobre
qualidade
· Selecção
da ferra
menta
· Acção da
ferramenta
· Geral
· Limites dos
parâmetros
· Alterar
parâmetro
· Mostrar
parâmetros
· Ficheiros de
dados sobre
qualidade
· Índice
5 MENUS
Há duas áreas de trabalho onde pode ver e editar os parâmetros de soldadura, Área
de soldadura (ver capítulo 5.1) e Área de desenho (ver capítulo 5.2).
5.1 Área de soldadura
Weldarea
Nesta vista, pode ver e editar parâmetros num programa de soldadura e controlar o
processo de soldadura. O programa de soldadura na área de soldadura controla o
processo de soldadura.
Pode introduzir os parâmetros da área de soldadura carregando um programa de
soldadura de uma biblioteca, gerando um programa de soldadura básico ou
editando os parâmetros manualmente.
5.1.1 Parâmetros
Parameters
Esta opção de menu é unicamente um arquivo para outra opções do menu.
bi16d1pa
- 16 -
© ESAB AB 2007
Page 17

PT
Área de soldadura --> Parâmetros --> Tabela
Weldarea --> Parameters --> Table
Aqui pode ver e editar parâmetros de soldadura em forma de tabela e iniciar e parar
o processo de soldadura.
Cada parâmetro num grupo de parâmetros é realçado com a cor do grupo.
Um parâmetro de soldadura seleccionado na tabela é indicado por uma caixa azul
com duas setas.
S Para percorrer a tabela, rode o botão.
S Para mudar de direcção, prima o botão.
S Para mudar o valor de um parâmetro, clique na seta para a direita e mude os
valores do parâmetro utilizando o botão.
Atalhos para menus:
S Editar tabela Edit table
Realça a tabela com parâmetros de soldadura
S Mostrar/ocultar Show/hide
Mostra ou oculta grupos de parâmetros de soldadura na tabela.
Aqui pode escolher quais os parâmetros a serem mostrados na tabela,
seleccionando grupos de parâmetros.
S Controlo de soldadura Weld control
Realça o botão de arranque na caixa de controlo de soldadura.
Os botões nesta caixa controlam o processo de soldadura. Pode iniciar, parar,
parar directamente, prosseguir ou simular o arranque do processo de soldadura.
S Editar sectores Edit sectors
Realça o botão “Adicionar sector depois de, Add sector after” na caixa Editar
sectores.
O número de sectores pode ser aumentado ou diminuído utilizando esta caixa.
É possível adicionar novos sectores antes ou depois de um sector existente e
retirar sectores do programa de soldadura.
bi16d1pa
- 17 -
© ESAB AB 2007
Page 18

PT
Área de soldadura --> Parâmetros --> Gráfico--> Corrente
Weldarea --> Parameters --> Graphical --> Current
Nesta vista, pode ver e editar parâmetros de soldadura para a corrente, numa
representação gráfica.
O pico da corrente e os valores base são representados num sistema de
coordenadas.
O eixo Y representa o valor da corrente em amperes, enquanto o eixo X representa
o tempo.
Os vários valores da corrente por sector estão ligados e formam uma linha.
Verde indica o valor da corrente de pico por sector, azul indica o valor da corrente
base por sector.
A inclinação é representada sob a forma de linha em ângulo que começa no início
do sector e termina onde o tempo de inclinação pára no eixo X.
S Zoom Zoom
Aqui pode ajustar a escala do eixo X no sistema de coordenadas.
S Controlo de soldadura Weld control
Os botões nesta caixa controlam o processo de soldadura. Pode iniciar, parar,
parar directamente, prosseguir ou simular o arranque do processo de soldadura.
bi16d1pa
- 18 -
© ESAB AB 2007
Page 19

PT
S Informação sobre sectores Sector information
Os números neste campo mostram os outros parâmetros relacionados com o
grupo de parâmetros para corrente. O ponto de ruptura do sector é
representado por um traço num círculo (secção transversal de um tubo).
Se o programa de soldadura se prolongar por mais de uma volta, estas voltas
são indicadas como uma sequência de círculos ligeiramente mais pequenos.
O tempo de pré-aquecimento é mostrado em décimos de segundo por baixo da
informação sobre o ponto de ruptura.
Pulsação especial ligada ou desligada é indicada como uma imagem em que
uma cruz vermelha indica que a pulsação especial não está a ser utilizada.
A relação entre os tempos de pulsação é indicada sob a forma de um ciclo de
pulsação. Tempos separados para tempo de pico e base.
S Figura para pontos de ruptura
É possível deslocar, acrescentar ou retirar pontos de ruptura utilizando o botão
na figura para pontos de ruptura. Saltando para a frente para a figura e
realçando-a, pode rodar o botão e movimentar um traço branco ou “cursor”.
Deslocar um ponto de ruptura:
S Prima o botão assim que o cursor esteja sobre ou mesmo ao lado do cursor
do ponto de ruptura (preto) a ser deslocado.
O ponto de ruptura é “apanhado” pelo cursor e segue-o quando é girado em
torno do círculo.
S Para confirmar o novo ponto de ruptura, prima o botão.
Criar um novo ponto de ruptura.
S Movimente o cursor rodando o botão e prima o botão uma vez no ponto em
que pretende criar o novo ponto de ruptura.
Retirar um ponto de ruptura:
S Prima o botão assim que o cursor esteja sobre ou mesmo ao lado do cursor
do ponto de ruptura a ser retirado.
O ponto de ruptura é “apanhado” pelo cursor e segue-o quando este é
girado em torno do círculo.
S Rode o botão para o ponto de ruptura seguinte ou anterior e prima o botão
uma vez.
bi16d1pa
- 19 -
© ESAB AB 2007
Page 20
PT
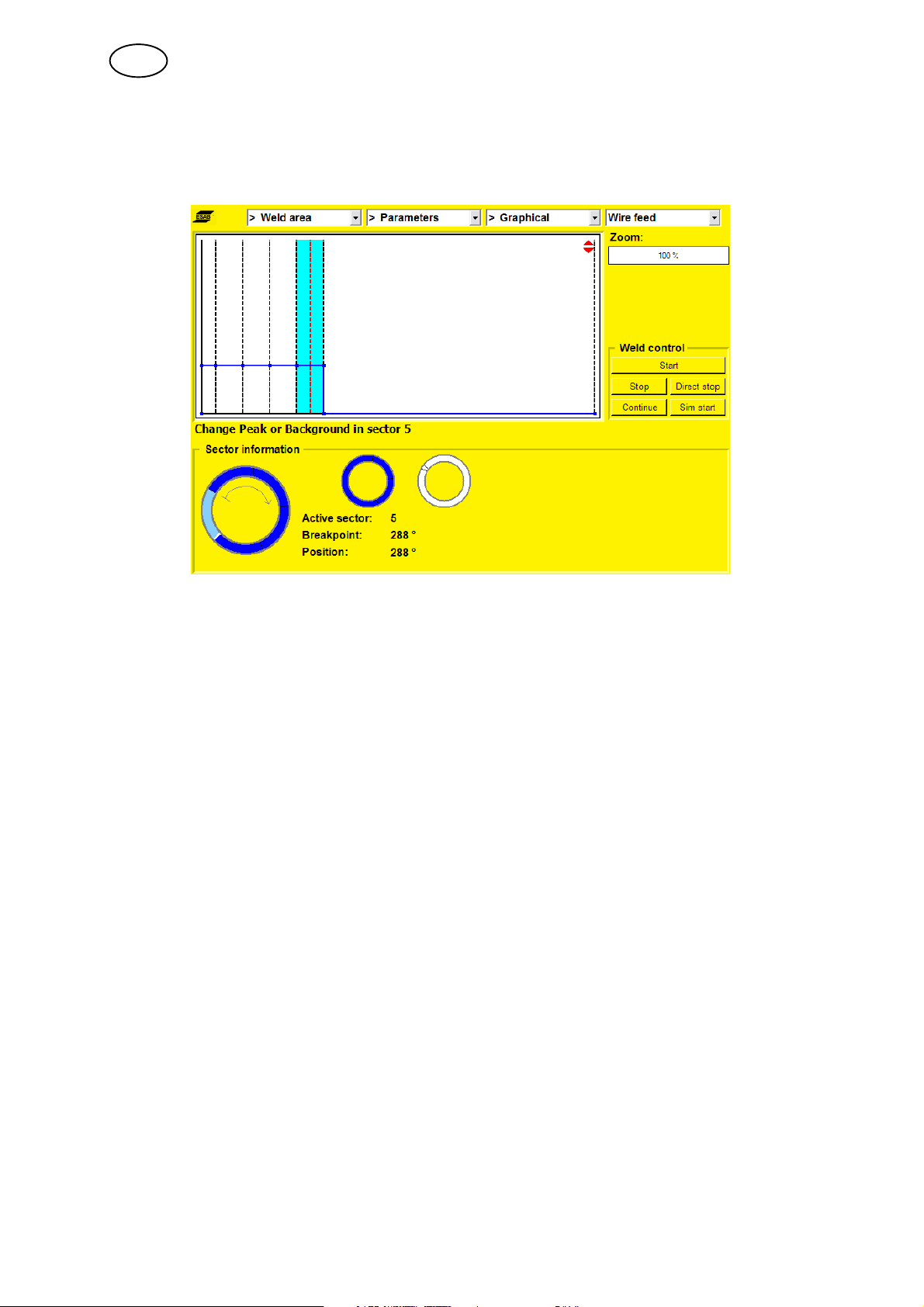
Área de soldadura --> Parâmetros --> Gráfico--> Alimentação de fio
Weldarea --> Parameters --> Graphical --> Wire feed
Aqui pode ver e editar parâmetros que controlam a alimentação de fio por sector.
O sistema de coordenadas mostra a velocidade a que o fio vai ser alimentado, no
valor de pico e base, por sector.
A inclinação é representada sob a forma de uma linha em ângulo a partir do início
do sector e com a duração introduzida para a inclinação.
bi16d1pa
- 20 -
© ESAB AB 2007
Page 21
PT
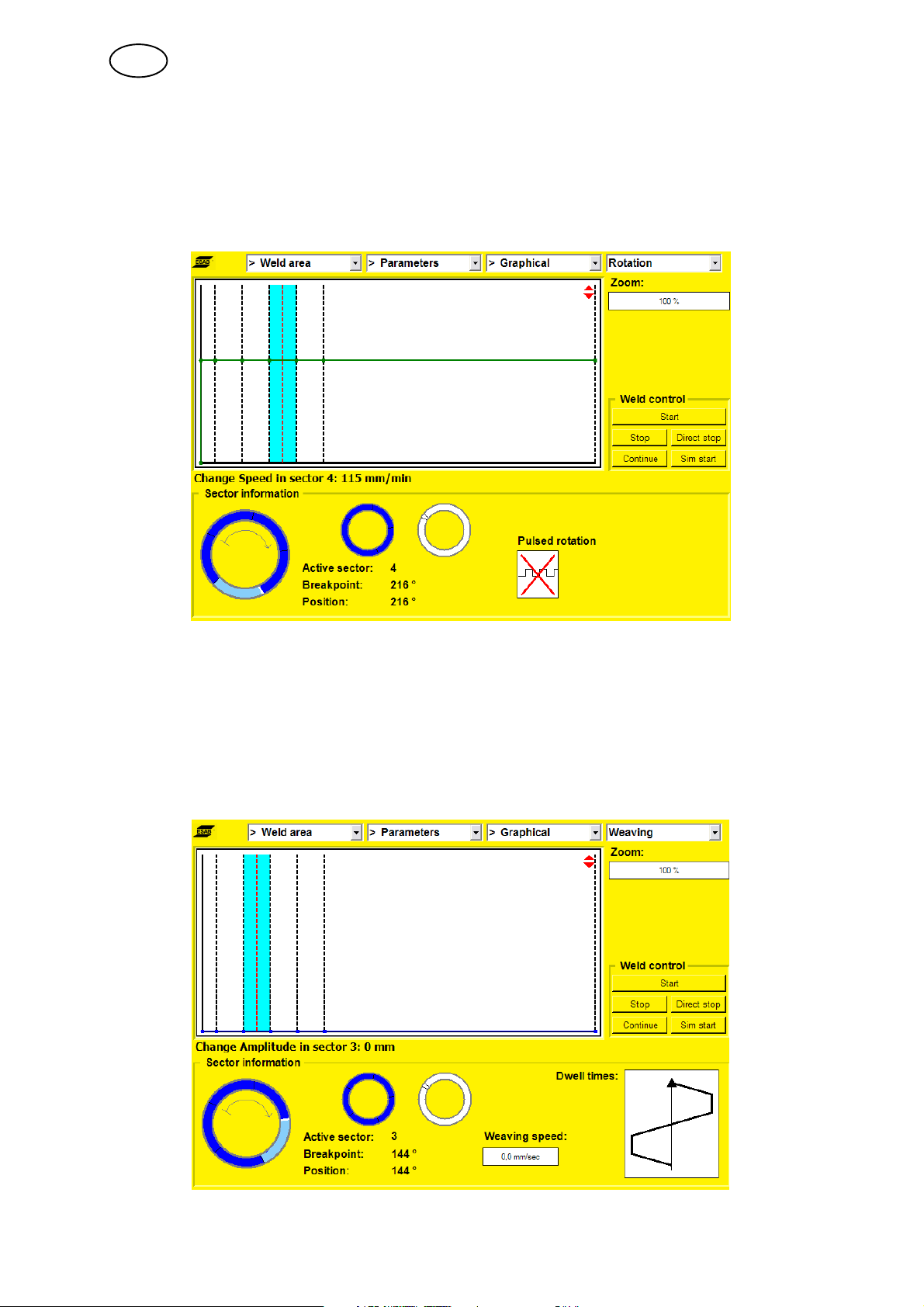
Área de soldadura --> Parâmetros --> Gráfico--> Rotação
Weldarea --> Parameters --> Graphical --> Rotation
A velocidade de rotação é visualizada e editada num sistema de coordenadas com
uma linha para cada valor e inclinação de tempo. O sistema de coordenadas mostra
os pontos de ruptura sob a forma de linhas tracejadas.
Se a rotação pulsada estiver desligada, isso é indicado por uma pulsação que está
riscada.
Área de soldadura --> Parâmetros --> Gráfico--> Tecelagem
Weldarea --> Parameters --> Graphical --> Weaving
Esta vista mostra os parâmetros que afectam a tecelagem. A amplitude é vista e
editada no sistema de coordenadas. A velocidade e os tempos de pausa são vistos
e editados no campo de informação sobre o sector.
bi16d1pa
- 21 -
© ESAB AB 2007
Page 22
PT
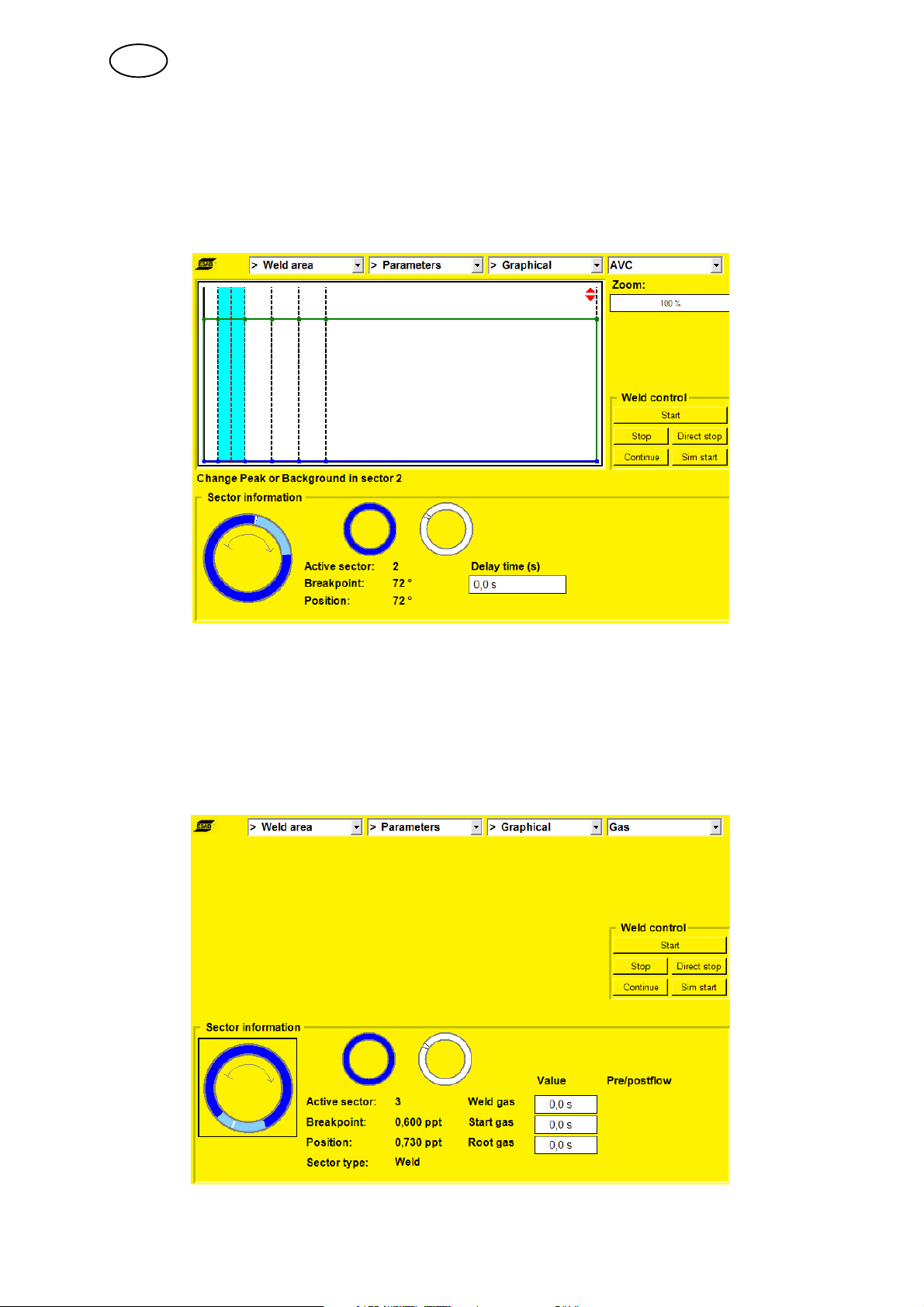
Área de soldadura --> Parâmetros --> Gráfico--> AVC
Weldarea --> Parameters --> Graphical --> AVC
Aqui pode ver e editar parâmetros que controlam o AVC A tensão de pico e base
são indicadas no sistema de coordenadas.
O tempo de atraso é visualizado no campo de informação sobre o sector.
Área de soldadura --> Parâmetros --> Gráfico--> Gás
Weldarea --> Parameters --> Graphical --> Gas
Nesta vista são visualizados e editados os tempos para soldadura, arranque e gás
de raiz.
bi16d1pa
- 22 -
© ESAB AB 2007
Page 23
PT
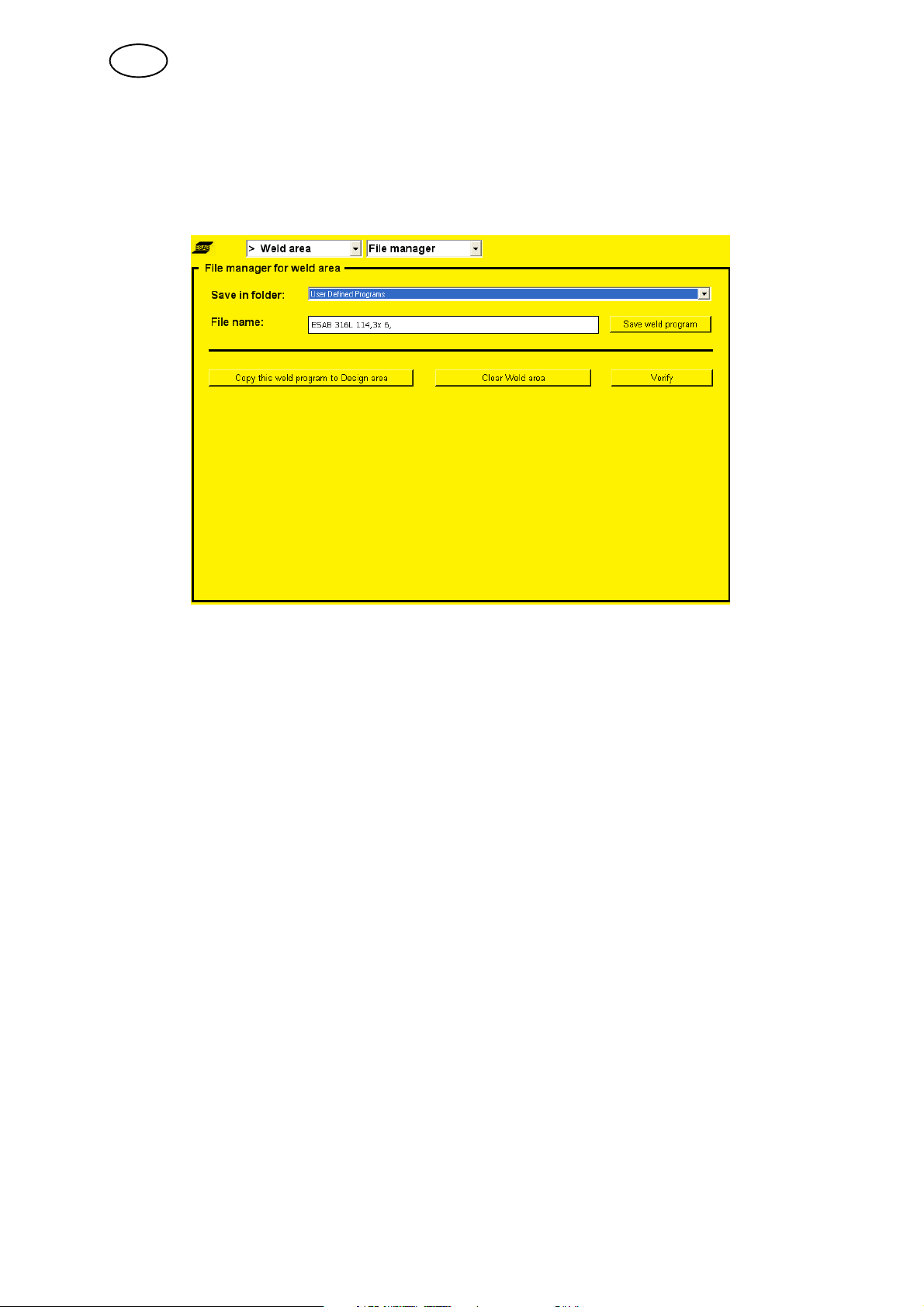
5.1.2 Gestor de ficheiros
File manager
Esta vista é utilizada para guardar, copiar, limpar e verificar programas de
soldadura.
S Guardar programa de soldadura Save weld program
Para guardar um programa de soldadura, seleccione onde pretende guardar o
programa, seja na unidade de controlo (Programas definidos pelo utilizador,
User Defined Programs) ou num dispositivo de memória USB (Memória externa,
External Memory).
Especifique um nome para o ficheiro e clique no botão “Guardar programa de
soldadura, Save weld program'” usando o botão.
S Copie o programa de soldadura para outra área Copy this weld program to
Design area
Dependendo da área de trabalho que esteja activa, é possível copiar o conteúdo
de uma área para outra área clicando no botão “Copiar este programa de
soldadura para a área de desenho, Copy this weld program to Design area'” ou
o botão “Copiar este programa de soldadura para a área de soldadura, Copy
this weld program to Weld area”.
S Limpar, reinicializar programa de soldadura Clear Weld area
Se pretender iniciar um novo programa de soldadura, clique no botão “Limpar
área de soldadura, Clear Weld area” ou o botão “Limpar área de desenho, Clear
Weld area”.
S Verificar Verify
Esta função é utilizada para verificar se o programa de soldadura na área de
trabalho actual satisfaz os requisitos dos sistemas, da seguinte maneira:
S Uma ferramenta é seleccionada para o programa de soldadura.
S A ferramenta ligada é a mesma para o qual o programa foi concebido
(apenas se aplica à área de soldadura).
- 23 -
bi16d1pa
© ESAB AB 2007
Page 24
PT
S O programa tem, pelo menos, dois sectores (sector de arranque e de
paragem).
S O sector final do programa é um sector de paragem (a corrente de
soldadura é zero).
S O diâmetro de tubo seleccionado é suportado pela ferramenta seleccionada.
S Os parâmetros de soldadura em cada sector estão dentro dos limites
(valores mín. e máx.) para a ferramenta seleccionada.
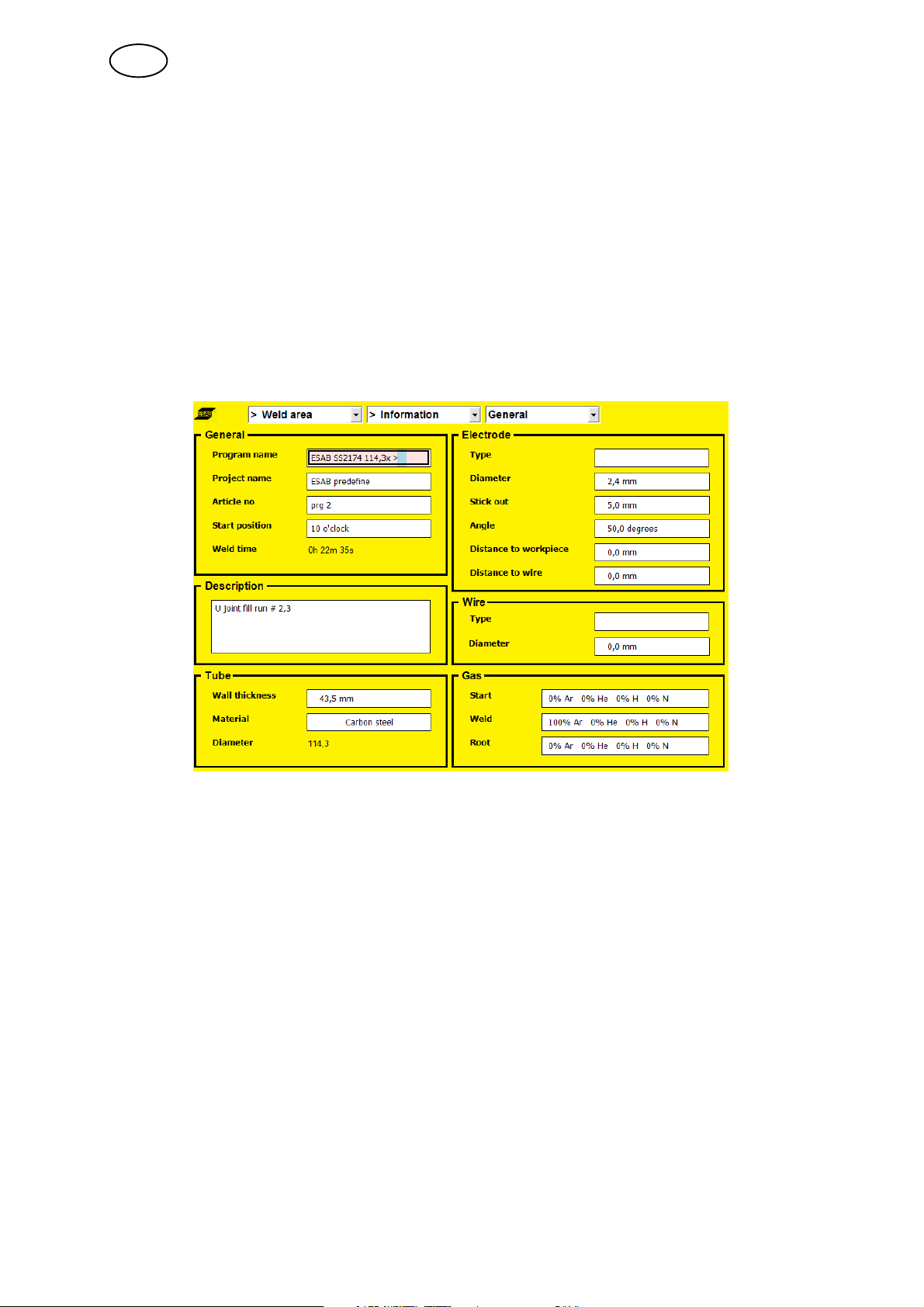
5.1.3 Informação
Information
Utilizada para introduzir informação sobre o programa de soldadura. Esta
informação não afecta o processo de soldadura mas é uma ajuda para descrever o
programa por palavras.
S Generalidades, General
No topo da lista é indicado Nome do programa, Program name. Isto não é o
mesmo que file name no gestor de ficheiros. Se for atribuído um nome de
programa, esta é a sugestão dada para o nome do ficheiro.
S Descrição, Description
S Tubo, Tube
S Eléctrodo, Electrode
S Fio, Wire
S Gás, Gas
5.1.4 Informação da união
Joint information
Nesta vista, pode visualizar e alterar o aspecto que a união terá para se adaptar ao
programa de soldadura. Trata-se apenas de informação sobre o programa de
soldadura. Não afecta o processo de soldadura.
No campo “Visualização, Visualização”, é possível ver uma representação gráfica da
união. No campo “Parâmetros, Parâmetros”, pode ver os valores relevantes para a
união. Os valores que afectam a união podem ser alterados em ambos os campos.
bi16d1pa
- 24 -
© ESAB AB 2007
Page 25

PT
Visualização
Visualization
S Rode o botão e uma linha azul indicará que parâmetro foi seleccionado.
S Prima o botão e a linha passa a vermelha. O valor pode ser alterado rodando o
botão.
Parâmetros
Parameters
S Utilize as setas para se movimentar entre os vários parâmetros.
S Rode o botão para alterar o valor.
Folga
Gap
Nariz
Nose
bi16d1pa
- 25 -
© ESAB AB 2007
Page 26

PT
Comprimento do nariz
Nose length
Raio
Radius
Ângulo do bisel
Bevel angle
Espessura do material
Material thickness
5.1.5 Definições
Setup
Esta vista permite-lhe seleccionar ferramentas e a dimensão exterior do tubo para o
qual o programa de soldadura foi criado. No campo “Definições das ferramentas,
Tool settings”, pode percorrer as ferramentas e ver uma descrição geral das
ferramentas em “Ilustração das ferramentas, Tool illustration”. Para seleccionar uma
ferramenta, prima o botão e, a seguir, seleccione o tipo de ferramenta rodando e
premindo o botão.
bi16d1pa
- 26 -
© ESAB AB 2007
Page 27

PT
A dimensão exterior do tubo é seleccionada rodando o botão. Para confirmar, prima
o botão. A ferramenta seleccionada (“Ferramenta, Tool ”) e dimensões (”Ø:”) ficam
visíveis no campo de estado superior, quando se utilizam vistas de uma área de
trabalho.
5.1.6 Limites
Limits
Esta vista pode ser utilizada para limitar até que ponto um utilizador pode alterar
parâmetros predefinidos num programa de soldadura.
Para activar as restrições, é necessário assinalar a caixa de confirmação “Limites
activados, Limits activated”.
bi16d1pa
- 27 -
© ESAB AB 2007
Page 28

PT
5.2 Área de desenho
Design area
Os programas de soldadura podem ser criados na área de desenho para serem
utilizados na área de soldadura ou guardados na biblioteca para serem utilizados
mais tarde. Para ver como funciona a área de desenho, consulte o capítulo 5.1Área
de soldadura. A área de desenho funciona de forma semelhante à área de
soldadura.
A maior diferença entre as duas áreas é que não pode controlar o processo de
soldadura a partir da área de desenho.
5.3 Definições
Settings
Pode alterar o aspecto do painel e gerir utilizadores no sistema através do menu
Definições.
5.3.1 Aspecto
Apperance
bi16d1pa
- 28 -
© ESAB AB 2007
Page 29

PT
Definições --> Aspecto --> Generalidades
Settings --> Appearance --> General
S Idioma Language
Escolha entre sueco, norueguês, dinamarquês, finlandês, inglês, alemão,
francês, holandês, espanhol, italiano, português, grego, polaco, checo, húngaro,
esloveno e russo.
S Sistema de ângulo Angle system
Escolha entre milésimas de pontos ou graus.
S Iniciar vista Start view
Escolha entre iniciar um painel com o menu de início de sessão ou o último
menu visto.
Definições --> Aspecto --> QData
Settings --> Appearance --> QData
S Função de pós-soldadura Post weld function
Escolha entre:
S Nenhuma, None
S Imprimir, Print
S Guardar, Save
S Imprimir + guardar, Print + save
Os valores que são guardados e impressos são valores definidos e os valores
de medição do processo de soldadura concluído. A impressão utiliza a
impressora integrada na unidade de controlo.
Os valores são guardados no painel de controlo no menu “dados de qualidade”,
ver capítulo 5.8.
bi16d1pa
- 29 -
© ESAB AB 2007
Page 30

PT
Definições --> Aspecto --> Data e hora
Settings --> Appearance --> Date and time
Aqui pode ver e introduzir a data e
a hora utilizadas no sistema.
5.3.2 Definições do utilizador
User settings
Nesta vista, pode acrescentar, alterar e eliminar utilizadores.
No primeiro menu que é acedido aparece “Utilziador
predefinido”. Para acrescentar um novo utilizador:
S Prima a seta para a direita ou para a esquerda até
“Novo utilizador, New user” ficar realçado.
S Prima o botão.
bi16d1pa
- 30 -
© ESAB AB 2007
Page 31

PT
S Rode o botão até aparecer uma ID
adequada.
S Prima o botão. A caixa seguinte ficará
realçada.
S Rode o botão até aparecer um letra
adequada, prima o botão e assim por diante.
S Quando o nome estiver pronto, prima a seta
para a direita até “ok” ficar realçado.
S Prima o botão.
Aparece um novo utilizador na lista.
Para alterar um utilizador:
S Realce a lista de utilizadores (premindo as teclas de setas).
S Rode o botão para seleccionar o utilizador que pretende alterar e prima o botão.
Aparece um novo campo ao lado da lista de utilizadores que lhe permite alterar
o nome ou a ID do utilizador seleccionar. Confirme as alterações utilizando
“OK”.
Para eliminar um utilizador:
S Realce o utilizador.
S Prima o botão, passe para o botão “Eliminar utilizador, Delete user” e clique no
botão.
O utilizador desaparece da lista.
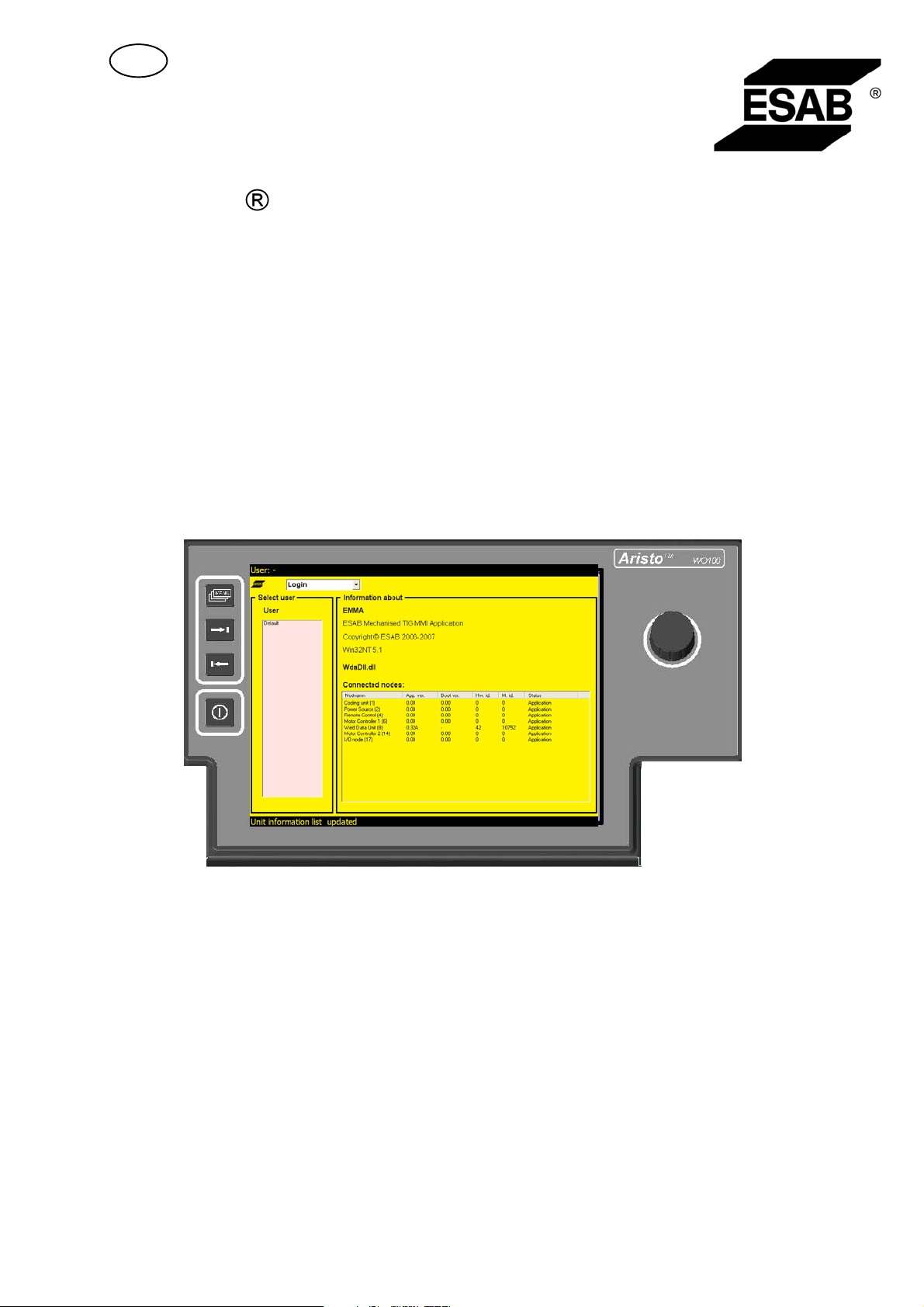
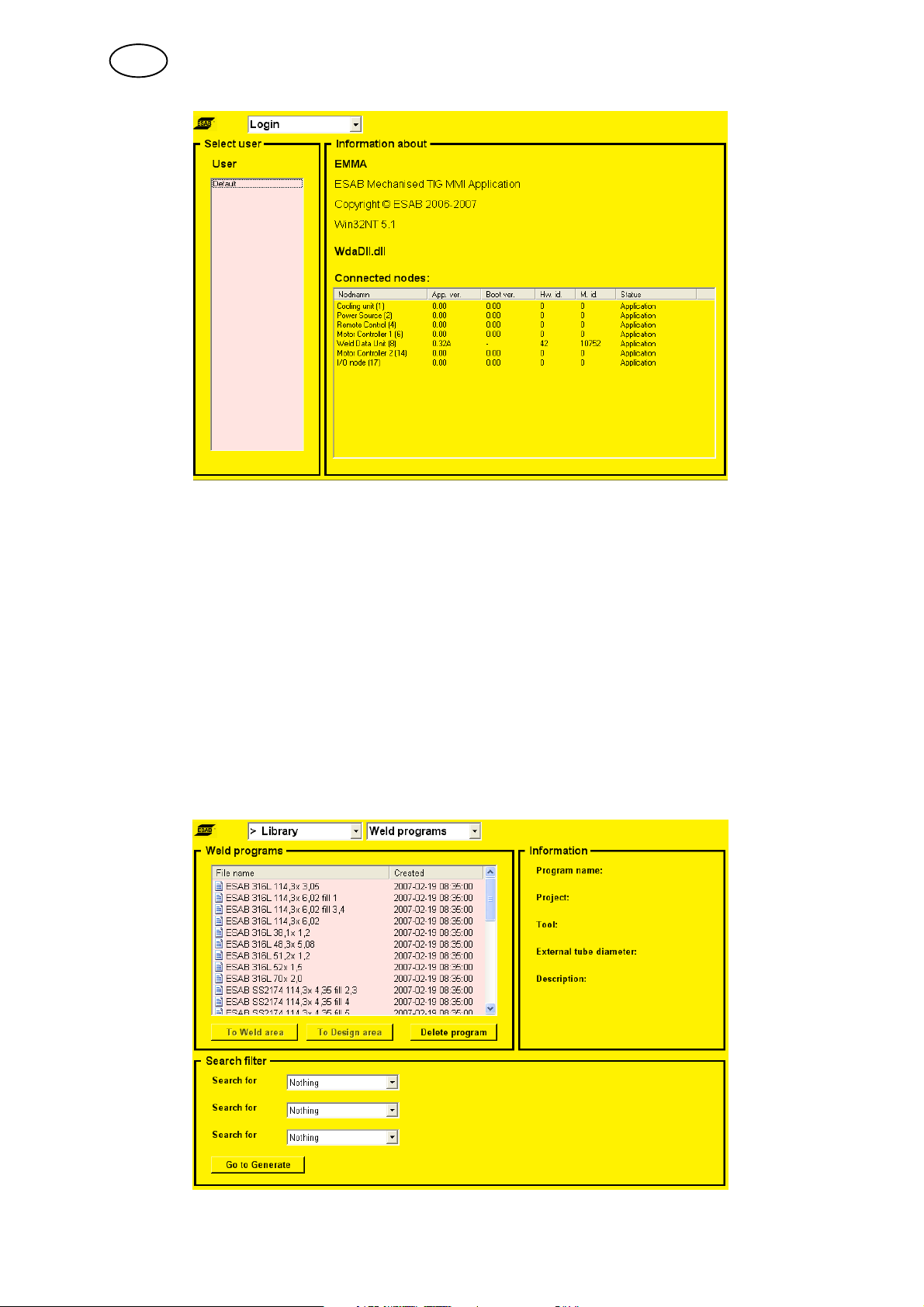
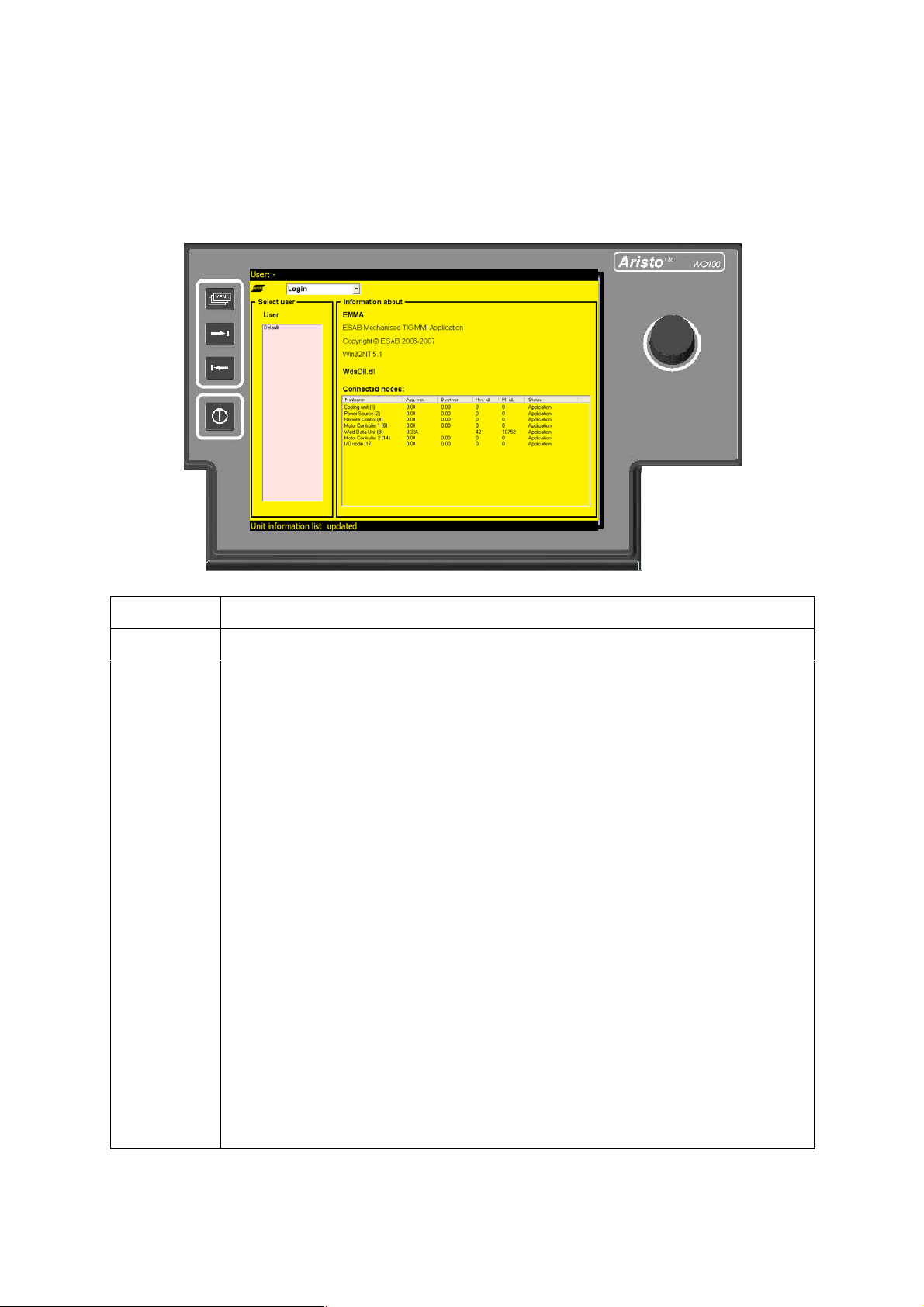
5.4 Iniciar sessão
Login
O menu de início de sessão é utilizado para seleccionar utilizadores e ver qual a
versão do programa que se aplica ao painel e que unidades estão ligadas. Também
é possível ver a informação sobre as versões sobre unidades/nós ligados.
O nome do utilizador é mostrado no campo de estado superior, ver o capítulo Painel
de Controlo 1.2.
bi16d1pa
- 31 -
© ESAB AB 2007
Page 32
PT
5.5 Biblioteca
Library
Podem apagar-se ou recuperar-se programas para a área de soldadura ou a área
de desenho utilizando o menu da biblioteca.
Note que cada programa memorizado na biblioteca tem 4 a 6 Kb. A memória interna
da unidade de controlo tem 1 Gb, pelo que o risco de a biblioteca ficar cheia é muito
reduzido.
NOTA! Programas predefinidos que comecem por ESAB não podem ser apagados.
Estes programas são testados e destinam-se a servir como dados de arranque para
dimensões similares.
5.5.1 Programas de soldadura
Weld programs
bi16d1pa
- 32 -
© ESAB AB 2007
Page 33
PT
5.5.2 Filtro de pesquisa
Search filter
Utilizando o menu de filtro de pesquisa, é possível realizar pesquisas, pelos
seguintes critérios, nos programas memorizados na biblioteca:
S Nenhum, Nothing
S Nome, Name
S Projecto, Project
S Material, Material
S Diâmetro exterior do tubo
External tube diameter
S Espessura da parede do tubo
Tube wall thickness
Se houver programas que correspondam aos critérios, estes programas são
apresentados no menu “Programas de soldadura, weld programs”.
Se não houver programas que correspondam aos critérios seleccionados, prossiga
para “Ir para Gerar, Go to Generate”, ver capítulo Gerar 5.10.
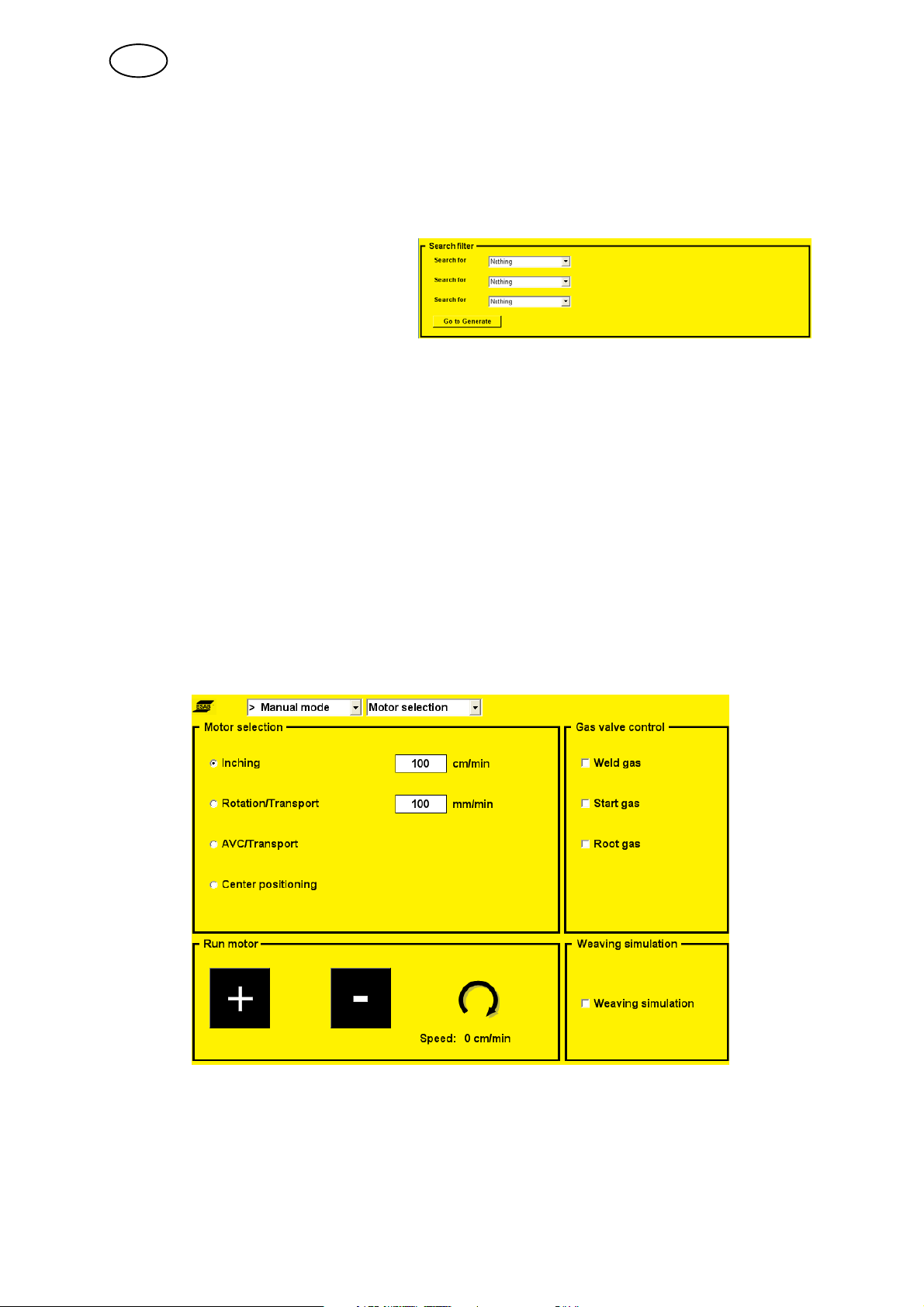
5.6 Modo manual
Manual mode
Podem verificar-se todos os motores utilizando este menu.
bi16d1pa
- 33 -
© ESAB AB 2007
Page 34

PT
5.6.1 Selecção do motor
Motor selection
Aqui pode escolher qual o motor a pôr a trabalhar e também introduzir a velocidade
do motor.
Nota: Esta vista apenas mostra os motores disponíveis no sistema. A ferramenta
seleccionada em “Área de soldadura --> Definições” afecta a informação
apresentada.
S Avanço do fio, Inching
Utilizado quando se carrega uma bobina de fio nova, por exemplo.
S Rotação/Transporte, Rotation/Transport
Utilizado para deslocar a ferramenta de soldar à volta da peça de trabalho.
S AVC/Transporte, AVC/Transport
Utilizado para deslocar o suporte do eléctrodo para cima e para baixo.
S Centrar posicionamento, Center positioning
Utilizado para desviar o ponto central
5.6.2 Controlo da válvula de gás
Gas valve control
Utilizada quando se mede o fluxo de gás ou para eliminar, por meio de limpeza,
qualquer ar ou humidade das mangueiras de gás antes de dar início à soldadura.
Inicia e pára o fluxo de gás.
Se sair desta vista, as válvulas de gás fecham
automaticamente.
bi16d1pa
- 34 -
© ESAB AB 2007
Page 35
PT
5.6.3 Pôr o motor a trabalhar
Run motor
Utilizado para ver o valor actual dos motores.
Nota! Mantenha o botão premido para activar o accionamento do motor.
Pôr o motor seleccionado a trabalhar
para a frente “+” ou para trás “-“ e ver
a velocidade actual para o motor se
leccionado.
5.6.4 Simulação de tecelagem
Weaving simulation
Utilizado para executar tecelagem simulada.
5.7 Editor de ferramentas
Tool editor
Este menu é utilizado para visualizar e editar parâmetros de ferramentas. Pode criar
novas ferramentas do zero ou utilizar ferramentas predefinidas. Ferramentas que
são criadas por um utilizador podem ser retiradas, alteradas e guardadas. As
ferramentas predefinidas, fornecidas com o sistema, não podem ser alteradas ou
retiradas.
Note que à ferramenta a ser presentemente utilizada é atribuída uma área de
trabalho específica, uma área de ferramenta. Todas as alterações realizadas nas
vistas descritas abaixo apenas afectam a área de ferramentas e não são guardadas
até que tal seja solicitado pelo utilizado.
bi16d1pa
- 35 -
© ESAB AB 2007
Page 36
PT
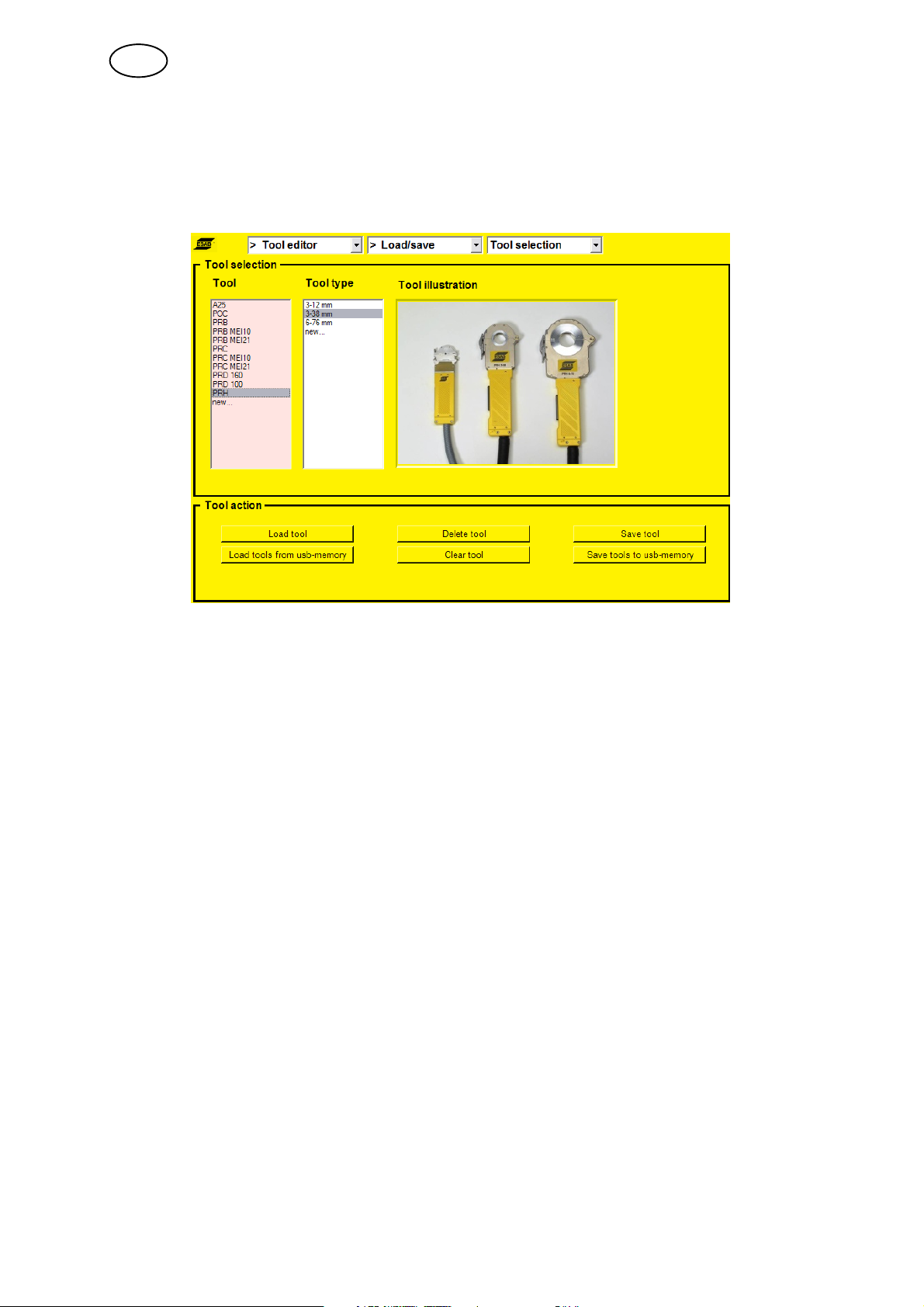
5.7.1 Carregar/guardar
Load/save
Nesta vista, pode carregar uma ferramenta para trabalhar quando cria uma nova
ferramenta, limpar ferramentas definidas pelo utilizador e guardar ferramentas.
Seleccione uma ferramenta para usar (introduza os parâmetros na área de
ferramentas) indo para a lista de ferramentas utilizando a seta para a esquerda ou
para a direita. Rode o botão para seleccionar (realçar) uma ferramenta.
Passe para o botão “Carregar ferramenta, Load tool”, prima o botão e confirme que
esta é a ferramenta que pretende utilizar.
Também é possível utilizar uma especificação de ferramenta (tipo de ferramenta),
por exemplo, uma ferramenta com uma amplitude de diâmetro específica.
Elimine uma ferramenta criada seleccionando-a na lista, prima o botão em “Eliminar
ferramenta, Delete tool” e confirme que pretende eliminá-la utilizando “Sim, Sim”.
Não é possível eliminar nenhuma ferramenta fornecida com o sistema.
Pode guardar a ferramenta criada como uma ferramenta nova ou no lugar de uma
ferramenta existente (não pode substituir ferramentas fornecidas com o sistema).
Para guardar a ferramenta como uma ferramenta nova (ou novo tipo de ferramenta):
S Vá para a lista de ferramentas (ou tipos de ferramentas) utilizando as teclas de
setas.
S Rode o botão para realçar “Novo.... new...” na lista.
S Clique no botão de menu e seleccione “Acção da ferramenta, Tool action”.
S Passe para o botão “Guardar ferramenta, Save tool””.
S Prima o botão e confirme que pretende guardar a ferramenta como uma
ferramenta nova, usando o botão “Sim, Yes”.
Para substituir uma ferramenta existente, utilize o mesmo procedimento acima mas
seleccione uma ferramenta existente na lista de ferramentas.
bi16d1pa
- 36 -
© ESAB AB 2007
Page 37
PT
Pode enviar ferramentas para o sistema a partir de um dispositivo de memória USB,
se tiver um ficheiro de ferramentas ”MechTIG_Tools.xml” na raiz da estrutura de
ficheiros.
Proceda da seguinte forma:
S Ligue um dispositivo de memória USB ao terminal USB do painel, onde o
ficheiro ”MechTIG_Tools.xml” se encontra na própria raiz da estrutura de
ficheiros.
S Passe para o botão “Carregar ferramentas da memória usb, Load tools from
usb-memory”, usando as teclas de setas.
S Prima o botão e confirme utilizando “Sim, Yes” para invalidar todas as
alterações feitas à ferramenta.
Limpe ou reinicialize todos os parâmetros na área de ferramentas, indo para o botão
“Limpar ferramenta, Clear tool” e premindo o botão. Confirme utilizando “Sim, Yes”
para invalidar quaisquer alterações feitas na área de ferramentas.
Para guardar todas as suas ferramentas num dispositivo de memória USB:
S Ligue um dispositivo de memória USB ao terminal USB do painel.
S Passe para o botão “Guardar ferramentas na memória usb, Save tools to
usb-memory” e prima o botão.
S Confirme utilizando “Sim, Yes” para guardar as ferramentas e substituir
quaisquer ferramentas guardadas no dispositivo de memória USB.
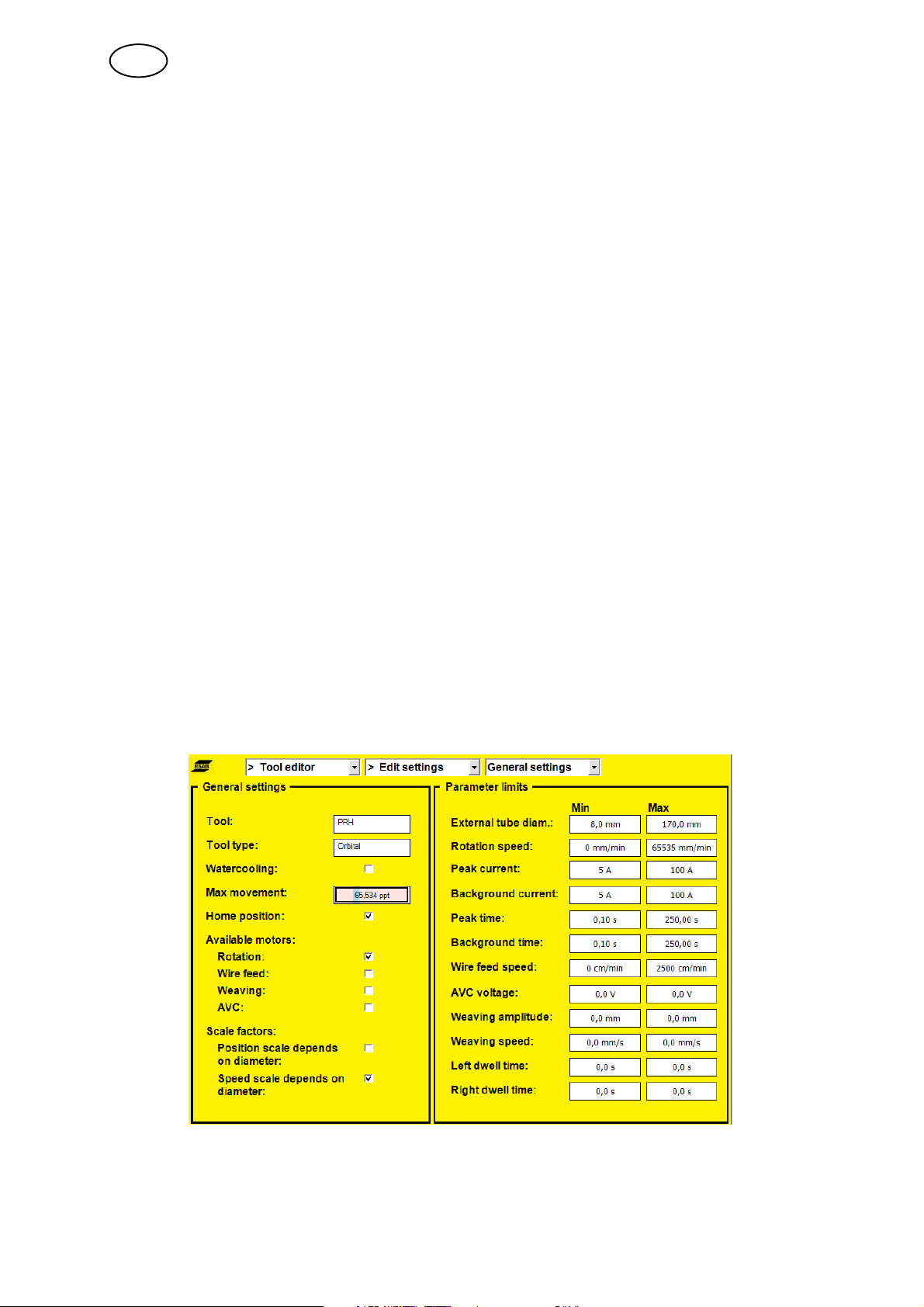
5.7.2 Editar definições
Edit settings
Esta vista é utilizada depois de ter carregado uma ferramenta ou quando prende
criar uma ferramenta completamente nova. Aqui pode visualizar e editar todos os
valores dos parâmetros para uma ferramenta.
O campo “Definições gerais, General settings” contém definições gerais para a
ferramenta, enquanto o campo “Limites dos parâmetros, Parameter limits” define os
valores mais altos e mais baixos para um parâmetro.
bi16d1pa
- 37 -
© ESAB AB 2007
Page 38
PT
Para valores mínimos, o valor 0 significa que o valor mínimo não foi definido,
enquanto para valores máximos 65535 significa que o valor máximo não foi definido.
(Em alguns casos, quando se utilizam casas decimais, 655,30 ou 6553,5 pode
indicar não definido).
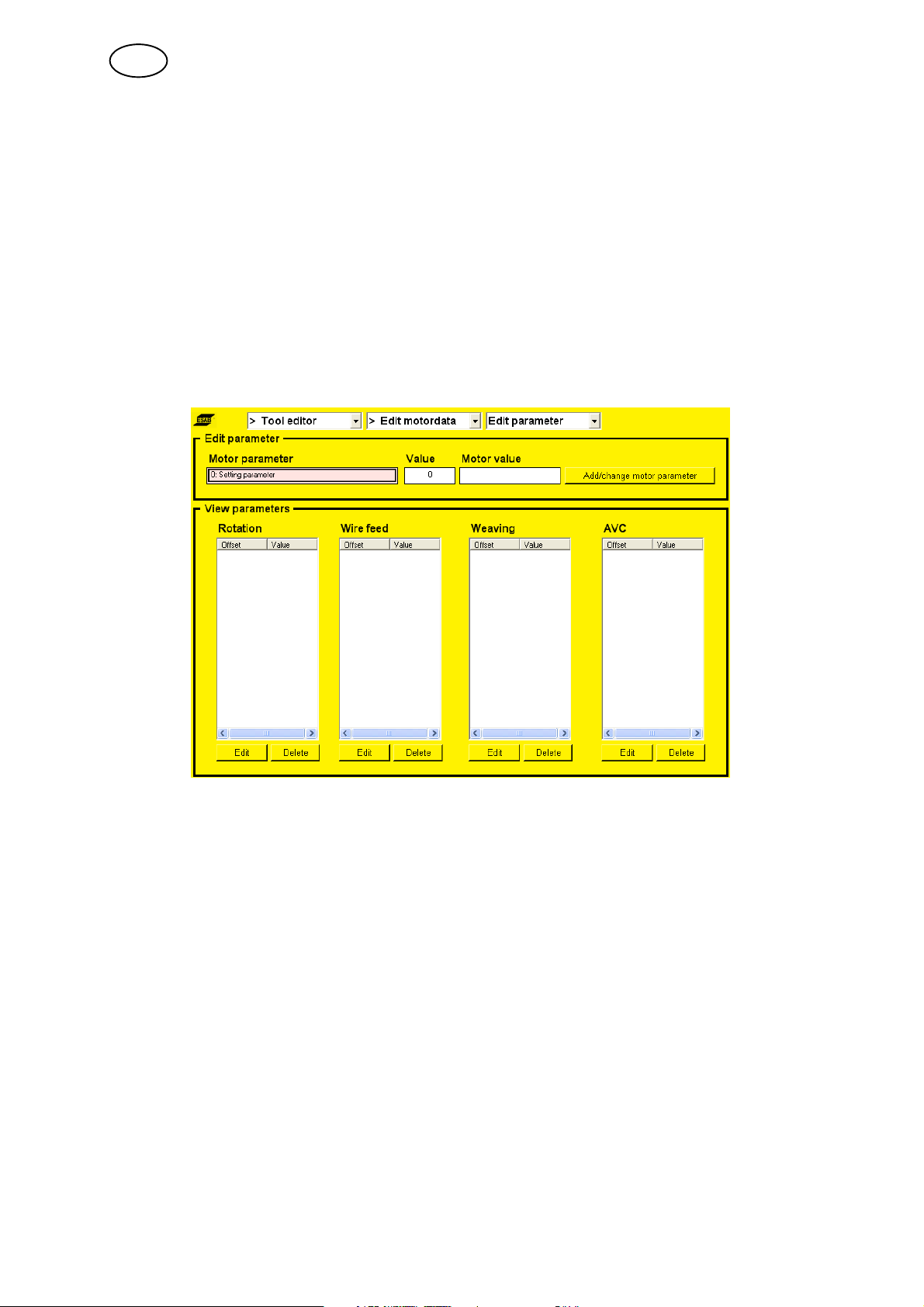
5.7.3 Editar dados do motor
Edit motordata
Nesta vista, pode ver e editar definições específicas do motor. Há definições de
motor para cada motor (rotação, alimentação de fio, tecelagem e AVC). Há
actualmente três parâmetros por motor. Os parâmetros são “Parâmetro de
definição”, “posição do Scalefactor” (“numerador” e “denominador”) e “Velocidade do
Scalefactor” (“numerador” e “denominador”).
Acrescente o valor 100 para o parâmetro “Posição do Scalefactor (numerador)” para
o motor que controla a rotação.
Proceda da seguinte forma:
S Vá para o campo de texto em “Parâmetro do motor, Motor parameter”, utilizando
as teclas de setas.
S Rode o botão até “Posição de Scalefactor (numerador)” estar visível no campo
de texto e prima o botão.
S Altere o valor para 100 rodando o botão. Prima o botão para continuar.
S Rode o botão de forma a que apareça “Rotação, Rotation” no campo de texto.
Confirme premindo o botão.
S Prima o botão para acrescentar (ou editar) o valor na lista de parâmetros para o
motor de rotação.
Pode remover parâmetros de motor realçando um parâmetro na lista de parâmetros
do motor, premindo o botão, indo para o botão “Eliminar, Delete” e premindo o botão
para eliminar da lista o parâmetro seleccionado.
bi16d1pa
- 38 -
© ESAB AB 2007
Page 39

PT
5.8 Registos
Logs
Este menu permite-lhe ver registos compilados pelo sistema.
5.8.1 Registo de eventos
Event log
Quando ocorre uma avaria, isso é indicado pelo símbolo
, que é apresentado à
direita do logotipo ESAB. Quando entra no menu Registo de eventos, o símbolo
desaparece.
Utilizado para visualizar mensagens
de funcionamento
Para limpar ou remover todas as mensagens de funcionamento do registo, desloque
o foco para o botão “Limpar registo, Clear log” com as teclas de setas e prima o
botão. Confirme que pretende remover todos os eventos premindo “Sim, Yes” com o
botão. O registo de eventos é recarregado e está agora vazio.
Também é possível guardar o registo de eventos numa memória USB externa.
bi16d1pa
- 39 -
© ESAB AB 2007
Page 40
PT
Proceda da seguinte forma:
S Insira um dispositivo de memória USB no terminal USB do painel, desloque o
foco com as teclas de seta para o botão “Guardar, Save”.
S Prima o botão. Se o registo tiver sido guardado correctamente, o texto “Registo
de eventos guardado, Event log saved” aparece na barra de estado inferior.
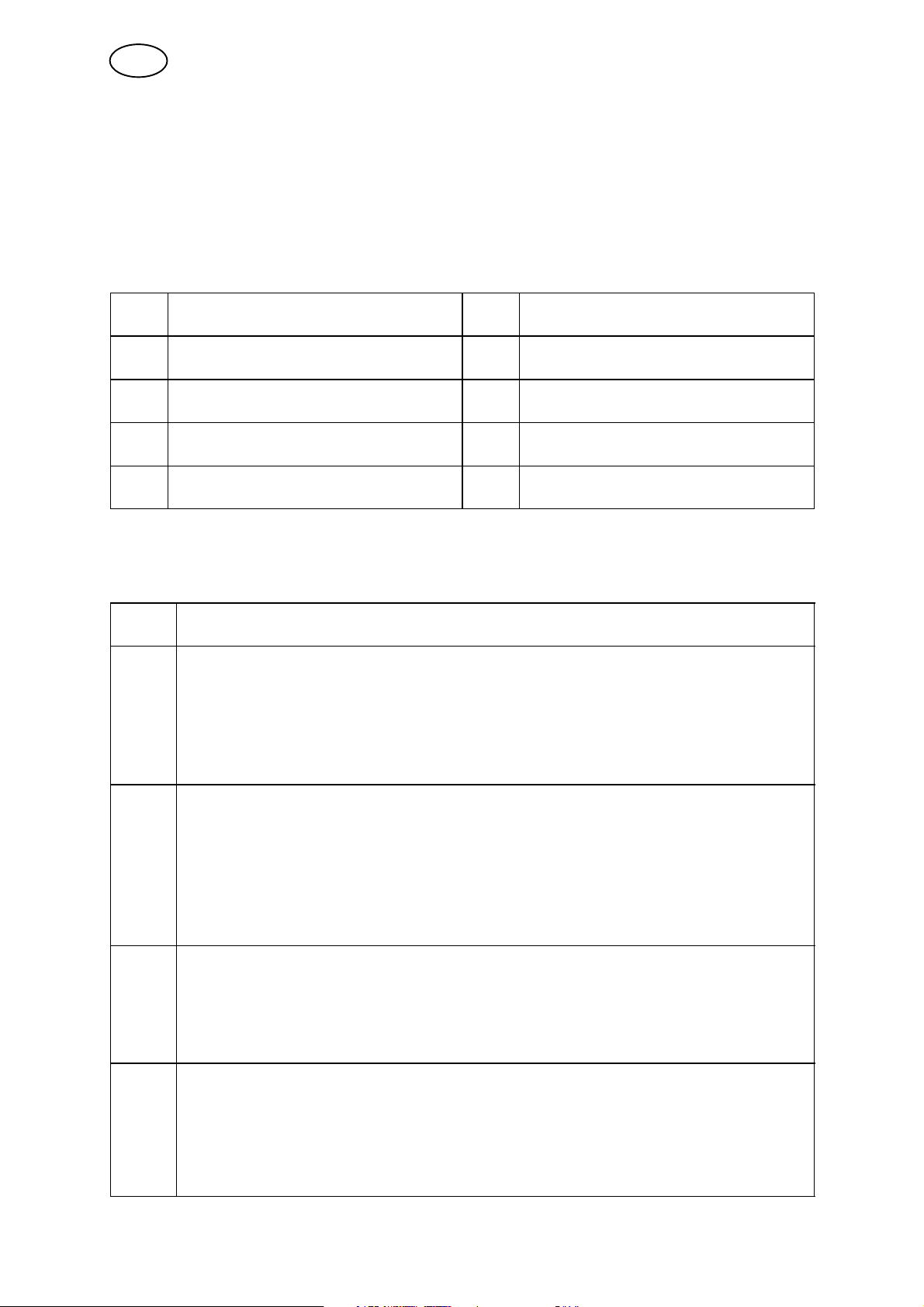
Mensagens de funcionamento
Uni
dade
1 = unidade de refrigeração (unidade de
refrigeração)
2 = fonte de alimentação (fonte de
alimentação)
4 = comando à distância (comando à
distância)
6 = controlo de motor 1 (controlo de motor
1) , rotação, alimentação de fio
Uni
dade
8 = unidade de dados de soldadura
(unidade de dados de soldadura)
14 = controlo de motor 2 (controlo de motor
2) , AVC, oscilação
17 = nó E/S (nó E/S)
Abaixo estão descritos códigos de eventos que o utilizador pode resolver sózinho.
No caso de ser apresentado qualquer outro código, chame um técnico de
assistência.
CódigoDescrição
5 Tensão de CC intermédia fora dos limites
A tensão está demasiado alta ou demasiado baixa. Uma tensão demasiado alta pode
dever-se a picos transitórios acentuados na alimentação de rede ou a uma fonte de
alimentação fraca (indutância elevada da alimentação ou falta de uma fase).
A unidade de alimentação está parada e não pode ser reiniciada.
Acção: Desligar a alimentação de rede para reiniciar a unidade. Se a avaria persistir,
chamar um técnico de assistência.
6 Temperatura elevada
O interruptor de sobrecarga térmica disparou.
O processo actual de soldadura é interrompido e não pode ser reiniciado até o interruptor
ter sido reiniciado.
Acção: Verificar se as entradas ou saídas do ar de refrigeração não estão bloqueadas ou
obstruídas com sujidade. Verificar o ciclo de serviço que está a ser utilizado para ter a
certeza de que o equipamento não está a ser sobrecarregado.
Se a avaria se repetir, chamar um técnico de assistência.
11 Avaria no auxiliar de corrente , (rotação, alimentação de fio, oscilação, AVC)
Quando um motor não consegue manter a velocidade. A soldadura pára.
Acção: Verifique se a ferramenta/alimentação de fio não ficou presa ou está a
movimentar-se demasiado lentamente. Verifique se o movimento de oscilação da unidade
de tecelagem não atingiu o limite exterior. Se assim for, ajuste a posição central. Se a
avaria persistir, chamar um técnico de assistência.
11 Avaria no auxiliar de corrente , (fonte de alimentação)
A tensão está demasiado alta ou demasiado baixa. Uma tensão demasiado alta pode
dever-se a picos transitórios acentuados na alimentação de rede ou a uma fonte de
alimentação fraca (indutância elevada da alimentação ou falta de uma fase).
A unidade de alimentação está parada e não pode ser reiniciada.
Acção:Desligar a alimentação de rede para reiniciar a unidade. Se a avaria persistir,
chamar um técnico de assistência.
bi16d1pa
- 40 -
© ESAB AB 2007
Page 41

PT
CódigoDescrição
12 Erro de comunicação interno (aviso)
A carga no bus CAN do sistema apresenta, temporariamente, um valor demasiado
elevado.
A unidade de alimentação pode ter perdido o contacto com o painel.
Acção: Verifique se o equipamento está ligado correctamente.
Se a avaria persistir, chamar um técnico de assistência.
14 Erro de comunicação
O bus CAN do sistema deixou temporariamente de funcionar devido a um excesso de
carga.
O processo de soldadura em curso é interrompido.
Acção: Verifique se todo o equipamento está ligado correctamente. Desligar a
alimentação de rede para reiniciar a unidade. Se a avaria persistir, chamar um técnico de
assistência.
17 Perdido o contacto com a transmissão
Perdido o contacto com a transmissão O gás não está desligado; tem que ser desligado
manualmente.
Arranque impedido
Acção: Verificar os cabos. Se a avaria persistir, chamar um técnico de assistência.
19 Erro de memória na integridade da memória RAM
Tensão da bateria demasiado baixa. Se a bateria não for substituída, perder-se-ão todos
os dados memorizados.
Esta avaria não desactiva quaisquer funções.
Acção: Chame um técnico de assistência para substituir a bateria.
20 Valores definidos incorrectos armazenados no programa de soldadura
Foram detectados valores não permitidos durante a inicialização.
Acção: Alterar parâmetros no programa de soldadura. Se a avaria persistir, chamar um
técnico de assistência.
29 Não há fluxo de água de refrigeração
O interruptor de controlo de fluxo disparou.
O processo de soldadura em curso é interrompido e não pode ser reiniciado.
Acção: Verificar o circuito da água de refrigeração, a bomba e as mangueiras.
32 Não há fluxo de gás
O fluxo de gás é inferior a 3,5 l/min. Arranque impedido.
Acção: Verificar a válvula do gás, as mangueiras e os conectores.
41 Arranque de soldadura falhado
A fonte de alimentação não consegue acender o arco de soldadura.
Acção: verifique os cabos e a ferramenta de soldar.
bi16d1pa
- 41 -
© ESAB AB 2007
Page 42

PT
5.8.2 Dados sobre qualidade
QData
Aqui pode ver dados guardados na
função de pós-soldadura, ver
capítulo 5.3.
Registos --> QData --> Ficheiros QData
Logs --> QData --> QData files
O ficheiro QData é guardado com a
data e um número de série.
Os ficheiros podem ser guardados
num dispositivo de memória USB,
usando “Guardar, Guardar”.
Registos --> QData --> Conteúdo de QData
Logs --> QData --> QData content
Os valores definidos do ficheiro
QData e os valores de medição são
visíveis neste campo.
bi16d1pa
- 42 -
© ESAB AB 2007
Page 43

PT
5.9 Soldadura manual
Gun trigger mode
Este menu é utilizado para soldadura realizada com uma tocha TIG manual.
Modo de disparo
Modo de disparo da tocha
2 tempos
Pré-fluxo de gás Inclina
ção
Subida
Funções quando se está a utilizar o controlo de 2 tempos da tocha de soldadura.
Descida Fluxo poste
rior de gás
No modo de controlo a 2 tempos, premindo o interruptor de disparo da tocha TIG
(1), inicia-se o pré-fluxo de gás (se for utilizado) e forma o arco. A corrente sobe
para o valor definido (controlado pela função de subida, se estiver em
funcionamento). Quando se solta o interruptor de disparo (2), diminui-se a corrente
(conforme controlada pela função de descida, se estiver a funcionar) e extingue-se o
arco. Segue-se o fluxo posterior de gás, se estiver a funcionar.
bi16d1pa
- 43 -
© ESAB AB 2007
Page 44

PT
4 tempos
Pré-fluxo de gás Inclina
ção
Subida
Funções quando se está a utilizar o controlo de 4 tempos da tocha de soldadura.
Descida Fluxo poste
rior de gás
No modo de controlo a 4 tempos, quando se prime o interruptor de disparo (1)
inicia-se o pré-fluxo de gás (se for utilizado). No final do tempo do pré-fluxo de gás,
a corrente sobe até ao nível piloto (alguns amperes) e o arco é formado. Quando se
solta o interruptor de disparo (2), a corrente sobe para o valor definido (conforme
controlado pela função de subida, se em funcionamento). Quando se volta a premir
o interruptor de disparo (3), a corrente é reduzida para o nível piloto (conforme
controlada pela função de descida, se em funcionamento). Soltando novamente o
interruptor (4) extingue-se o arco e inicia-se o fluxo posterior de gás.
Método de arranque
Start method
HF
A função HF forma o arco por meio de uma faísca produzida quando o eléctrodo é
aproximado da peça de trabalho.
LiftArct
A função LiftArct forma o arco quando o eléctrodo é posto em contacto com a peça
de trabalho e depois afastado dela.
Formar o arco com a função LiftArct. Passo 1: o eléctrodo é encostado à peça de trabalho. Passo 2:
o interruptor de disparo é premido e começa a passar uma corrente baixa. Passo 3: O soldador
afasta o eléctrodo da peça de trabalho; forma-se o arco e a corrente sobe automaticamente para o
valor definido.
bi16d1pa
- 44 -
© ESAB AB 2007
Page 45

PT
Corrente de pico, Peak current
O mais elevado de dois valores da corrente no caso de corrente pulsada.
Corrente base, Background current
O mais baixo de dois valores da corrente no caso de corrente pulsada.
Tempo de pico, Peak time
Período de tempo durante o qual a corrente pulsada está ligada durante um período
de impulsos.
Tempo base, Background time
Tempo de corrente base que, em conjunto com o tempo de corrente pulsada,
produz o período de impulsos.
Tempo dos impulsos
Tempo base
Corrente de pico
Corrente base
Soldadura TIG com corrente pulsada
Subida, Slope up
A função de subida significa que, quando o arco TIG se forma, a corrente sobe
lentamente para o valor definido. Tal proporciona um aquecimento '”mais suave” do
eléctrodo e dá ao soldador a oportunidade de posicionar correctamente o eléctrodo,
antes de se atingir o valor completo da corrente.
Descida, Slope down
A soldadura TIG utiliza a descida, em que a corrente desce ”lentamente” durante um
período de tempo controlado, de forma a evitar crateras e/ou fissuras numa
soldadura concluída.
Pré-fluxo de gás, Gas preflow
Controla o tempo durante o qual o gás de protecção flui antes do arco se formar.
Ver também a informação no capítulo 3.7.
Fluxo posterior de gás, Gas postflow
Controla o tempo durante o qual o gás de protecção flui depois do arco ser extinto.
Ver também a informação no capítulo 3.7.
bi16d1pa
- 45 -
© ESAB AB 2007
Page 46

PT
5.10 Gerar
Generate
Aqui pode gerar-se um programa básico de soldadura completo que pode ser
adicionado à área de desenho ou directamente à área de soldadura. O programa
pode ser utilizado como base para criar o seu próprio programa.
Especificar:
S Material do tubo, Tube material
S Espessura da parede do tubo, Tube wall thickness
Máx. 3 mm para aço inoxidável e máx. 2,7 mm para aço-carbono.
S Diâmetro externo do tubo, External tube diameter
S Ferramenta e tipo de ferramenta, Ferramenta e tipo de ferramenta
Active premindo “Gerar na área de soldadura, Generate in weld area” ou “Gerar na
área de desenho, Generate in design area”.
Abre automaticamente o menu da área de soldadura ou da área de desenho.
Agora é possível continuar a trabalhar no programa na área de soldadura ou na
área de desenho. Ver capítulo “Área de soldadura” 5.1 ou “Área de desenho” 5.2.
bi16d1pa
- 46 -
© ESAB AB 2007
Page 47

6 TERMOS TÉCNICOS
2 tempos Controlo a 2 tempos do maçarico de soldadura.
4 tempos Controlo a 4 tempos do maçarico de soldadura.
Amplitude Tecer.
Área de desenho Os programas de soldadura são criados neste menu.
Área de soldadura Programas na área de soldadura controlam o processo de soldadura.
Biblioteca Memória para guardar programas de soldadura.
Controlo da
tensão do arco, AVC
Corrente base O mais baio de dois valores de tensão quando se utiliza corrente pulsada.
Corrente de pico O mais alto de dois valores de corrente quando se utiliza corrente pulsada
Descida Redução gradual de um valor.
Gás de arranque Gás de protecção especial com elevadas qualidades ionizantes, que
Gás de raiz Gás de protecção para a parte de baixo da junta soldada (lado da raiz).
Gás de soldadura Gás de protecção para a parte de cima da junta soldada.
Gerar Procurar um programa de soldadura básico completo.
Ponto de ruptura Ponto de arranque para um novo sector.
Pulsação em onda
quadrada
Pulsação especial A corrente de soldadura sincroniza-se com o movimento de tecelagem.
Sector Uma secção específica de tubo.
Sector de arranque Primeiro sector de soldadura numa sequência de soldadura.
Sector final Último sector de soldadura numa sequência de soldadura.
Sistema de sectores A forma como a divisão em sectores é apresentada, por graus ou pontos
Subida Aumento gradual de um valor.
Tecelagem Teça o eléctrodo de tungsténio lateralmente.
Tempo base Tempo de corrente base que, em conjunto com o tempo de corrente de
Tempo de pré-aqueci
mento
Tempo de retarda
mento
Tempo dos impulsos O tempo durante o qual a corrente está “ligada” durante um período de
Tensão base Controlo da tensão do arco quando se utiliza corrente base.
Tensão de pico Controlo da tensão do arco em corrente de pico.
Velocidade base de
alimentação do fio
Velocidade de pico
da alimentação do fio
Regulação automática da distância do eléctrodo.
ou o valor da corrente quando se utiliza corrente contínua.
facilita a ignição do arco.
Pulsação especial com rotação pulsada.
de ruptura.
pico, produz o período de impulso.
Tempo de retardamento para o movimento de soldadura quando se
procede ao aquecimento prévio da peça de trabalho.
O tempo que a tensão do arco demora a estabilizar antes de se iniciar o
controlo de tensão do arco.
impulsos.
Velocidade de alimentação do fio durante o tempo base especificado.
Velocidade de alimentação do fio em corrente de pico.
bi16d1pb
- 47 -
© ESAB AB 2007
Page 48

Velocidade de
A velocidade de rotação do eléctrodo em torno da peça de trabalho.
rotação
Verificar Verifique se o programa se mantém dentro dos valores limite.
bi16d1pb
- 48 -
© ESAB AB 2007
Page 49
WO100
4
Números de referência
Ordering no. Denomination
0444 405 070 Instruction manual SE
0444 405 071 Instruction manual DK
0444 405 072 Instruction manual NO
0444 405 073 Instruction manual FI
0444 405 074 Instruction manual GB
0444 405 075 Instruction manual DE
0444 405 076 Instruction manual FR
0444 405 077 Instruction manual NL
0444 405 078 Instruction manual ES
0444 405 079 Instruction manual IT
0444 405 080 Instruction manual PT
0444 405 081 Instruction manual GR
0444 405 082 Instruction manual PL
0444 405 083 Instruction manual HU
0444 405 084 Instruction manual CZ
0444 405 086 Instruction manual RU
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
- 49 -
bi16o4
© ESAB AB 2007
Page 50
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...