

Page 1

LV
Aristo
U8
2
®
Lietošanas pamācība
Valid from program version 0.030460 896 090 LV 100802
Page 2

1 DROŠĪBA 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 IEVADS 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Kontroles panelis Aristo U82 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Taustiņi un grozāmslēdži 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Novietošana 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 USB savienojums 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.1 USB atmiņas ievietošana 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Pirmā darbība - valodas izvēle 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Displejs 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.1 Simboli displejā 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 Vispārīga informācija par iestatījumiem 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.1 Skaitlisku vērtību iestatīšana 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.2 Iestatīšana ar norādītajām alternatīvām 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.3 IESLĒGŠANAS/IZSLĒGŠANAS iestatīšana 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.4 IZIET un ENTER 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 IZVĒLNES 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Galvenā izvēlne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.1 Konfigurēšanas izvēlne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.2 Instrumentu izvēlne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.3 Metināšanas datu iestatījumu izvēlne 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.4 Mērījumi 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.5 Metināšanas datu atmiņas izvēlne 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.6 Ātrā režīma izvēlne 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MIG/MAG METINĀŠANA 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Iestatījumi metināšanas datu iestatījumu izvēlnē 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.1 MIG/MAG metināšana ar īso/smidzināšanas loku. 17. . . . . . . . . . . . . . . . . . . . . . . . .
4.1.2 MIG/MAG metināšana ar impulsiem 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.3 MIG/MAG metināšana ar SuperPulse, primāro/sekundāro, īsā-/smidzināšanas
4.1.4 MIG/MAG metināšana ar QSet 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Iestatījumu funkciju skaidrojumi 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 SuperPulse 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.1 Stieples un gāzes kombinācijas 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.2 Dažādas impulsu metodes 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3 Stieples padeves ierīce 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 QSet 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
loka/impulsu metodi 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MMA METINĀŠANA 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 MMA metināšana ar līdzstrāvu 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 MMA metināšana ar maiņstrāvu 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Iestatījumu funkciju skaidrojumi 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 TIG METINĀŠANA 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Iestatījumi metināšanas datu iestatījumu izvēlnē 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.1 TIG metināšana bez impulsu līdzstrāvas 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.2 TIG metināšana ar impulsu līdzstrāvu 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.3 TIG metināšana bez impulsu maiņstrāvas 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Iestatījumu funkciju skaidrojumi 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Citu funkciju skaidrojums 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCl
- 2 -
Page 3

7 GREBŠANA, IZMANTOJOT LOKU-GAISU 39. . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Iestatījumi metināšanas datu iestatījumu izvēlnē 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Funkciju skaidrojums 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ATMIŅAS PĀRVALDĪBA 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Kontroles paneļa darbības veids 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Saglabāšana 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Atsaukšana 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Dzēšana 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Kopēšana 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Rediģēšana 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7 Nosaukuma piešķiršana 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 KONFIGURĒŠANAS IZVĒLNE 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Bloķēšana ar kodu 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Bloķēšanas koda statuss 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Bloķēšanas koda noteikšana/rediģēšana 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Tālvadības ierīce 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.1 Aizmirst prioritāti 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.2 Digitālās tālvadības ierīces konfigurācija 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.3 Analogās tālvadības ierīces konfigurācija 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.4 Ievades mērogs 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 MIG/MAG noklusējuma iestatījumi 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Palaidēja funkcija (2 taktu/4 taktu) 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Četrtaktu konfigurācija 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Izvēles taustiņu konfigurācija 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Sprieguma mērījumi metināšanai ar impulsiem 55. . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.5 AVC stieples padeves ierīce 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.6 "Release pulse" 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 MMA noklusējuma iestatījumi 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Ātrā režīma izvēles taustiņi 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Dubultie startēšanas avoti 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Paneļa tālvadības aktivizēšana 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Automātiskas saglabāšanas režīms 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Metināšanas datu pārslēgšana ar palaidēju 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Vairākas stieples padeves ierīces 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.11 Kvalitātes funkcijas 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.12 Apkope 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.13 Garuma mērvienība 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.14 Mērvienības vērtības frekvence 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.15 Atslēgas reģistrēšana 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCl
- 3 -
Page 4

10 INSTRUMENTI 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 Kļūdu žurnāls 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1.1 Ierīces 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1.2 Kļūdas kodu apraksti 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 Eksportēšana/importēšana 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3 Failu pārvaldnieks 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.1 Faila/mapes dzēšana 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.2 Faila/mapes pārdēvēšana 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.3 Jaunas mapes izveidošana 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.4 Failu kopēšana un ielīmēšana 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.4 Iestatījumu ierobežojumu rediģēšana 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.5 Mērījumu ierobežojumu rediģēšana 70. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.6 Ražošanas statistika 71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.7 Kvalitātes funkcijas 71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.7.1 Kvalitātes datu saglabāšana 72. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8 Lietotāja noteiktie sinerģijas dati 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8.1 Sprieguma/stieples koordinātu norādīšana 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8.2 Derīgas stieples/gāzes kombinācijas norādīšana 74. . . . . . . . . . . . . . . . . . . . . . . . . .
10.8.3 Savas stieples/gāzes alternatīvas izveidošana 75. . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.9 Kalendārs 76. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.10 Lietotāja konti 76. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.11 Ierīces informācija 77. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 REZERVES DAĻU PASŪTĪŠANA 78. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
IZVĒLNES 79. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PASŪTĪŠANAS NUMURS 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PIEDERUMI 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCl
- 4 -
Page 5

LV
1 DROŠĪBA
PIEZĪME. Šo iekārtu ir pārbaudījis ESAB vispārējās uzstādīšanas laikā. Atbildību par
iekārtas drošību un pareizu funkcionēšanu uzņemas persona, kas veic attiecīgo
uzstādīšanu.
ESAB iekārtas lietotāji pilnībā atbild par to, lai tiktu nodrošināts, ka visi, kas strādā ar iekārtu vai pie
tās, ievērotu visus attiecīgos drošības pasākumus. Drošības pasākumiem jāatbilst prasībām, kas
attiecas uz šī tipa iekārtām. Papildus standarta noteikumiem, kas attiecas uz darba vietu, jāievēro
šādi ieteikumi.
Visus darbus veic kvalificēts personāls, kas labi pārzina metināšanas iekārtas darbību. Nepareizas
iekārtas ekspluatācijas rezultātā var rasties bīstamas situācijas, kuru dēļ iekārtas operators var
savainoties un iekārta var tikt sabojāta.
1. Visiem, kas lieto metināšanas iekārtu, jāpārzina:
tās darbība
kur atrodas avārijas slēdži
tās funkcijas
attiecīgie drošības pasākumi
metināšana un griešana
2. Operatoram jānodrošina, lai:
neviena nepiederoša persona iedarbināšanas brīdī neatrodas iekārtas darbības zonā.
neviens nebūtu neaizsargāts, kad rodas elektriskais loks
3. Darba vietā:
jābūt metināšanai piemērotiem apstākļiem
nedrīkst būt caurvējš
4. Individuālās aizsardzības līdzekļi
Vienmēr lietojiet ieteiktos drošības līdzekļus, tādus kā aizsargbrilles, ugunsdrošu apģērbu,
aizsargcimdus. Ievērojiet! Nelietojiet drošības cimdus, kad maināt stiepli.
Nevalkājiet nepieguļošus aksesuārus, tādus kā šalles, rokassprādzes, gredzenus utt., kas var
aizķerties vai radīt apdegumus.
5. Parastie drošības pasākumi
Pārliecinieties, vai atpakaļstrāvas kabelis ir pievienots droši.
Strādāt ar augstsprieguma iekārtu drīkst tikai kvalificēts elektriķis.
Piemērotai ugunsdzēšanas iekārtai jābūt skaidri apzīmētai un jāatrodas ļoti tuvu.
Iekārtas eļļošanu un apkopi nedrīkst veikt tās darbības laikā.
Nelikvidējiet elektroiekārtas kopā ar parastajiem atkritumiem!
Ievērojot Eiropas Parlamenta un Padomes DirektĪvu 2002/96/EK par elektrisko un
elektronisko iekārtu atkritumiem (EEIA) un izpildot to saskaņā ar valsts tiesību
aktiem, elektroiekārtas, kuru kalpošanas laiks ir beidzies, jāsavāc atsevišķi un
jānodod videi nekaītigā atkritumu pārstrādes uzņēmumā. Kā šo iekārtu īpašniekam,
jums jāiegūst informācija par sertificētām atkritumu savēkšanas sistāmām no mūsu
vietējā pārstāvja.
Ieviešot šo Eiropas Padomes direktīvu, jūs uzlabosiet vidi un cilvēku veselību!
bi23l
- 5 -
Page 6

LV
2 IEVADS
Lai maksimāli efektīvi izmantotu metināšanas aprīkojumu, iesakām izlasīt šo
lietošanas rokasgrāmatu.
Vispārīgo informāciju par ekspluatāciju skatiet barošanas avota un stieples padeves
ierīces lietošanas rokasgrāmatā.
Teksts displejā ir pieejams šādās valodās:
angļu, zviedru, somu, norvēģu, dāņu, vācu, franču, itāliešu, holandiešu, spāņu,
portugāļu, ungāru, poļu, amerikāņu angļu, čehu un ķīniešu valodā.
PIEZĪME. Paneļa funkcijas var atšķirties atkarībā no instalētā produkta.
2.1 Kontroles panelis Aristo U8
Kontroles paneli piegādā kopā ar montāžas kronšteinu un skrūvēm, kā arī ar
lietošanas rokasgrāmatu angļu valodā. Panelim ir 1,2 m garš kabelis. USB atmiņa un
pagarinātāja kabelis ir pieejami kā piederumi, sk. 89. lpp.
Lietošanas instrukcijas citās valodās var lejupielādēt no tīmekļa vietnes
www.esab.com.
Vieta USB atmiņai
Grozāmslēdzis kursora
pārvietošanai
Displejs
Izvēles taustiņi
Izvēlne
2
Ievadīšana
Grozāmslēdzis iestatīto vērtību
palielināšanai vai samazināšanai
un sprieguma iestatīšanai, #
Grozāmslēdzis iestatīto vērtību palielināšanai vai samazināšanai un stieples
padeves ātruma iestatīšanai, *
bi23l
- 6 -
Page 7

LV
2.1.1 Taustiņi un grozāmslēdži
Izvēles taustiņi (4)
Pieciem taustiņiem, kas novietoti vienā rindā
zem displeja, var būt dažādas funkcijas. Tie ir
"izvēles" taustiņi, respektīvi, tiem var būt
dažādas funkcijas atkarībā no tā, kādā izvēlnē
šobrīd atrodaties. Šo taustiņu pašreizējo
funkciju norāda teksts displeja apakšējā rindā.
Kad funkcija ir aktīva, taustiņa izvēlne kļūst
balta:
Izvēlnes taustiņš (5)
Nospiežot IZVĒLNES taustiņu , vienmēr nokļūstat galvenajā izvēlnē:
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION"
TOOLS
FAST
SET MEASURE MEMORY
MODE
Ievadīšanas taustiņš (6)
Ar taustiņu ENTER tiek apstiprināta izvēle.
Kursora grozāmslēdzis (2)
Izmantojot kreisās puses grozāmslēdzi, kursors displejā pārvietojas pa rindām.
Palielināšanas/samazināšanas grozāmslēdži (7, 8)
Labās puses grozāmslēdži palielina vai samazina iestatīto vērtību. Grozāmslēdžu
sānos ir simbols - kvadrāts vai zvaigzne . Lielākoties skaitliskus iestatījumus
var regulēt ar abiem grozāmslēdžiem, lai gan atsevišķi iestatījumi jāveic ar konkrētu
grozāmslēdzi.
2.2 Novietošana
Kontroles paneļa aizmugurē ir atlokāms statīvs, kas
ļauj paneli nolikt un aplūkot displeju, tam atrodoties
stāvus. Statīvs kalpo arī kā stiprināšanas ierīce,
ļaujot paneli piestiprināt pie stieples padeves
ierīces.
bi23l
- 7 -
Page 8

LV
2.3 USB savienojums
Lai uz kontroles paneli un no tā pārvietotu programmas, var
izmantot ārējās USB atmiņas. Plašāku informāciju skatiet 10.2. nodaļā.
Kontroles panelī izveidotie faili tiek saglabāti kā xml faili. Lai USB atmiņa darbotos, tā
jāformatē kā FAT 32.
Veicot normālu ekspluatāciju, nepastāv risks iegūt "vīrusus", kas varētu "inficēt"
aprīkojumu. Lai pilnībā novērstu šādu risku, mēs iesakām kopā ar šo ierīci izmantoto
atmiņu nelietot nekādiem citiem mērķiem.
Noteiktas USB atmiņas var nestrādāt ar šo aprīkojumu. Iesakām izmantot USB
atmiņas no uzticama piegādātāja. ESAB neuzņemas atbildību par bojājumiem, kas
radušies USB atmiņas nepareizas lietošanas dēļ.
2.3.1 USB atmiņas ievietošana
Rīkojieties šādi.
Izslēdziet barošanas avota tīkla slēdzi.
Atveriet pārsegu kontroles paneļa galā kreisajā
pusē.
Ievietojiet USB atmiņu USB savienotājā.
Aizveriet pārsegu.
Ieslēdziet barošanas avota tīkla slēdzi.
2.4 Pirmā darbība - valodas izvēle
Šī izvēlne parādās displejā pirmajā reizē, kad tiek ieslēgts aprīkojums.
Piegādes laikā kontroles panelī ir iestatīta angļu valoda. Lai izvēlētos valodu,
rīkojieties šādi.
Nospiediet taustiņu IZVĒLNE (MENU) , lai nokļūtu galvenajā izvēlnē.
bi23l
- 8 -
Page 9

LV
MIG/MAG
Izmantojot kreisās
puses grozāmslēdzi,
novietojiet kursoru
rindā KONFIGURĀCIJA
(CONFIGURATION).
Nospiediet ENTER .
Novietojiet kursoru
rindā VALODA
(LANGUAGE).
Nospiediet ENTER, lai
displejā attēlotu
kontroles panelī
pieejamo valodu
sarakstu.
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION
TOOLS
SET MEASURE MEMORY
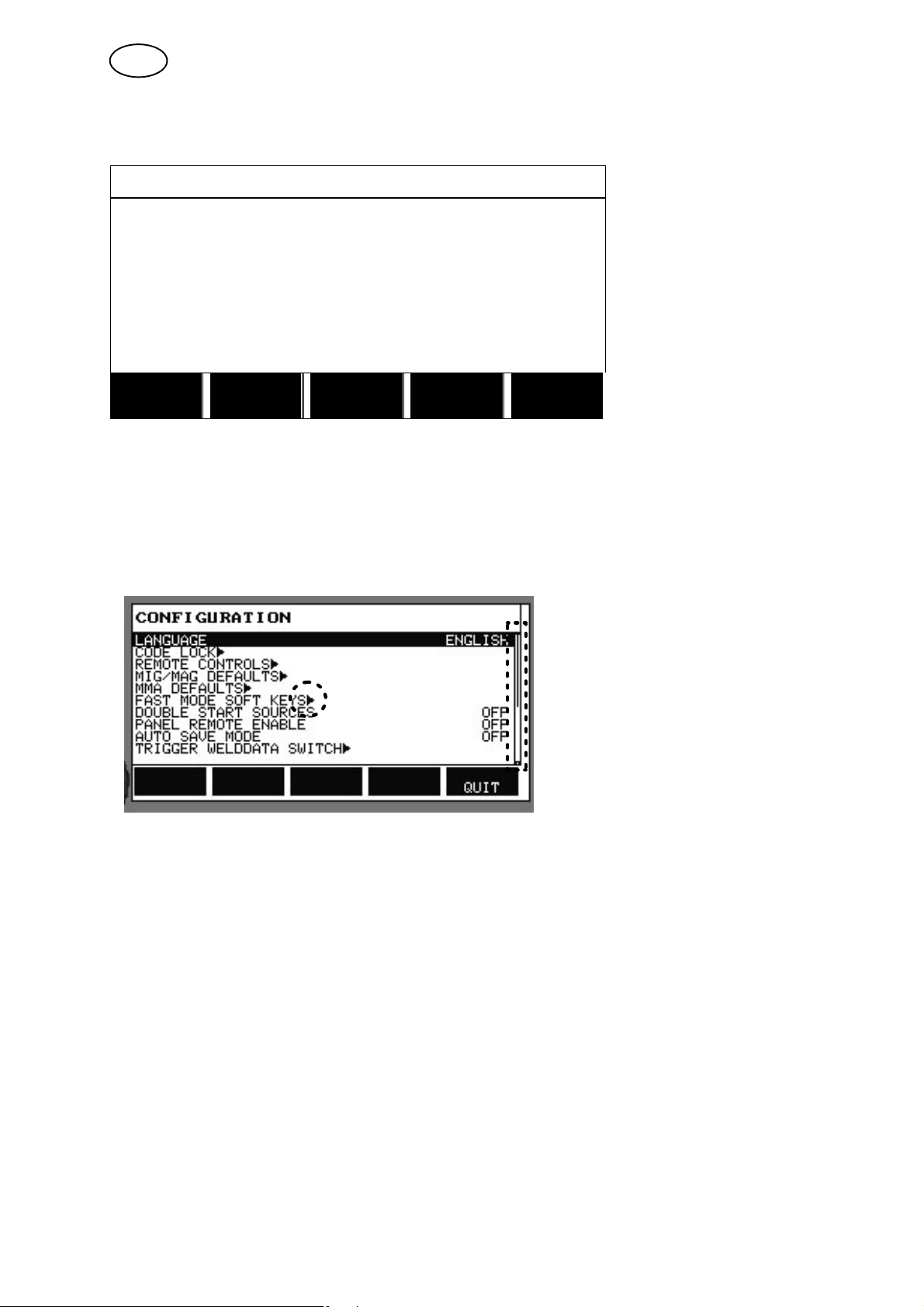
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
REMOTE CONTROLS
MIG/MAG DEFAULTS
MMA DEFAULTS
FAST MODE SOFT KEYS
DOUBLE START SOURCES OFF
PANEL REMOTE ENABLE OFF
AUTO SAVE MODE OFF
TRIGGER WELDDATA SWITCH
"
FAST
MODE
Novietojiet kursoru savas valodas rindā un
nospiediet ENTER.
QUIT
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
|
|
|
bi23l
- 9 -
Page 10
LV
2.5 Displejs
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION "
TOOLS
FAST
SET MEASURE MEMORY
Kursors
Kontroles paneļa kursors redzams kā ēnots laukums ap tekstu, atlasītajam tekstam
paliekot baltam. Izvēle lietošanas rokasgrāmatā ir attēlota treknrakstā.
MODE
Bultas un ritjoslas
Ja rindai ir papildu informācija, to norāda melna bulta aiz teksta. Ja sarakstā ir vairāk
par vienu rindu, displeja labajā pusē redzama ritjosla:
Tekstlodziņi
Displeja apakšdaļā ir pieci lodziņi, kuros redzams teksts, kas norāda tieši zem
lodziņiem esošo taustiņu attiecīgā brīža funkciju.
Enerģijas taupīšanas režīms
Lai pagarinātu fona apgaismojuma lietošanas ilgumu, tas izslēdzas pēc trīs minūtēm,
ja nav bijusi darbība.
bi23l
- 10 -
Page 11

LV
2.5.1 Simboli displejā
A Atlasītā metināšanas datu kopa
B Atlasītā stieples padeves ierīce
C Radusies kļūme. Skatiet 15. nodaļu.
D Atsauktās atmiņas pozīcijas numurs
E Lietojiet
palielināšanas/samazināšanas
grozāmslēdzi, kas apzīmēts ar #, lai
palielinātu vai samazinātu
parametra vērtību.
F Izmērītā motora strāva
G Lietojiet
palielināšanas/samazināšanas
grozāmslēdzi, kas apzīmēts ar *, lai
palielinātu vai samazinātu
parametra vērtību.
H Rediģēšanas režīms, rediģēšanas
atmiņas pozīcija
2.6 Vispārīga informācija par iestatījumiem
Ir trīs galvenie iestatījumu veidi:
Skaitlisku vērtību iestatīšana
Iestatīšana ar norādītajām alternatīvām
IESLĒGŠANAS/IZSLĒGŠANAS režīma iestatīšana
2.6.1 Skaitlisku vērtību iestatīšana
Iestatot skaitliskas vērtības, norādīto vērtību palielināšanai/samazināšanai
izmantojiet vienu no abiem palielināšanas/samazināšanas grozāmslēdžiem.
Vairākas vērtības var mainīt ar tālvadības ierīci.
2.6.2 Iestatīšana ar norādītajām alternatīvām
Dažus iestatījumus var veikt, izvēloties alternatīvu no saraksta.
Šis saraksts var izskatīties šādi:
MIG/MAG
MMA
TIG
GOUGING
bi23l
- 11 -
Page 12

LV
Attēlā kursors atrodas MIG/MAG rindā. Šādā stāvoklī nospiežot ENTER, tiek atlasīta
MIG/MAG alternatīva. Ja tā vietā vēlaties citu alternatīvu, novietojiet kursoru
pareizajā rindā, ar kreisās puses grozāmslēdzi pārvietojoties uz augšu vai leju. Pēc
tam nospiediet ENTER. Ja vēlaties iziet no saraksta, neveicot atlasīšanu, nospiediet
IZIET (QUIT).
2.6.3 IESLĒGŠANAS/IZSLĒGŠANAS iestatīšana
Dažām funkcijām iespējams iestatīt IESLĒGŠANAS un IZSLĒGŠANAS vērtības.
Piemēram, šāda funkcija ir sinerģijas funkcija MIG/MAG un MMA metināšanas laikā.
IESLĒGŠANAS un IZSLĒGŠANAS iestatījumus var atlasīt no alternatīvu saraksta,
kā minēts iepriekš.
2.6.4 IZIET un ENTER
Izvēles taustiņu, kas atrodas vistālāk labajā pusē, galvenokārt izmanto funkcijai
IZIET (QUIT), lai gan dažkārt to izmanto arī citām funkcijām.
Nospiežot IZIET (IZIET), iespējams nokļūt atpakaļ iepriekšējā izvēlnē vai ekrānā.
Šajā rokasgrāmatā taustiņš tiek dēvēts par ENTER.
Nospiežot ENTER, iespējams veikt izvēlnē vai sarakstā atlasītās izvēles izpildi.
3 IZVĒLNES
Kontroles panelī ir vairākas atšķirīgas izvēlnes. To skaitā ir galvenā, konfigurēšanas,
instrumentu, metināšanas datu iestatījumu, mērījumu, metināšanas datu atmiņas un
ātrā režīma izvēlne. Izvēļņu struktūras attēlotas, sākot no 79. lappuses. Ieslēgšanas
laikā īsu brīdi redzams ieslēgšanas ekrāns, kurā sniegta informācija par
programmas versiju.
Ieslēgšanas ekrāns
bi23l
- 12 -
Page 13

LV
3.1 Galvenā izvēlne
MIG/MAG
GALVENAJĀ IZVĒLNĒ
iespējams mainīt
metināšanas procesu,
metināšanas metodi,
stieples tipu u. c.
No šīs izvēlnes
iespējams nokļūt visās
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION "
TOOLS
pārējās apakšizvēlnēs.
SET MEASURE MEMORY
3.1.1 Konfigurēšanas izvēlne
CONFIGURATION
Izvēlnē
KONFIGURĒŠANA
(CONFIGURATION)
iespējams mainīt
valodu, citus
pamatiestatījumus,
mērvienību u. c.
LANGUAGE ENGLISH
CODE LOCK
REMOTE CONTROLS
MIG/MAG DEFAULTS
MMA DEFAULTS
FAST MODE SOFT KEYS
DOUBLE START SOURCES OFF
PANEL REMOTE ENABLE OFF
AUTO SAVE MODE OFF
TRIGGER WELD DATA SWITCH
FAST
MODE
3.1.2 Instrumentu izvēlne
TOOLS
Izvēlnē INSTRUMENTI
(TOOLS) iespējams
pārsūtīt failus, apskatīt
kvalitātes un ražošanas
statistiku, kļūdu
žurnālus u. c.
ERROR LOG
EXPORT/IMPORT
FILE MANAGER
SETTING LIMIT EDITOR
MEASURE LIMIT EDITOR
PRODUCTION STATISTICS
QUALITY FUNCTIONS
USER DEFINED SYNERGIC DATA
CALENDAR
USER ACCOUNTS
QUIT
QUIT
bi23l
- 13 -
Page 14
LV
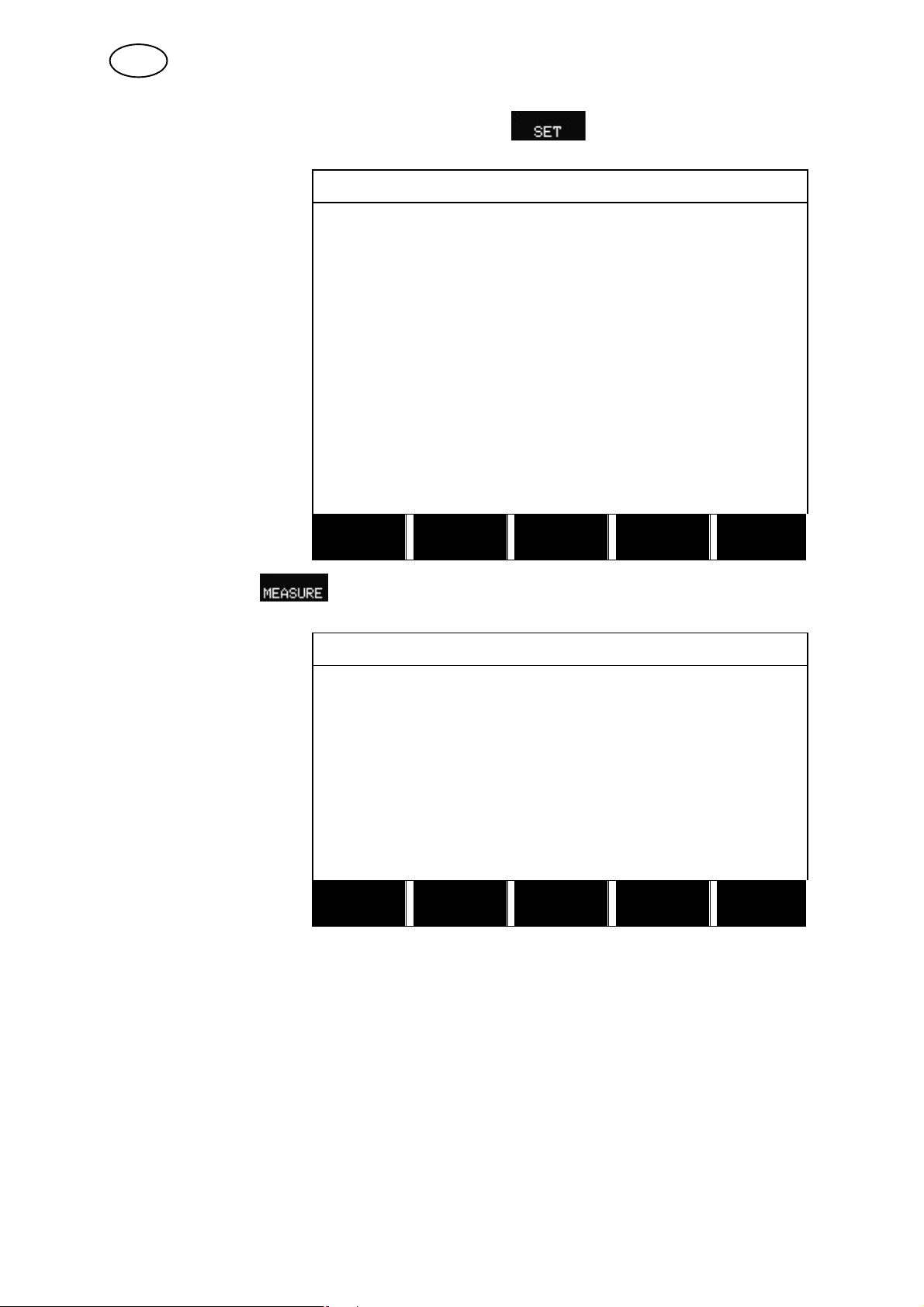
3.1.3 Metināšanas datu iestatījumu izvēlne
WELD DATA SETTING
Izvēlnē METINĀŠANAS
DATU IESTATĪJUMI
(WELD DATA
SETTING) iespējams
mainīt dažādus
metināšanas
parametrus. Izvēlnes
izskats mainās atkarībā
no izvēlētā
metināšanas procesa.
Piemērā redzama
MIG/MAG metināšana
ar īso/smidzināšanas
loku.
3.1.4 Mērījumi
VOLTAGE 28.2 (+3.5) V
WIRE SPEED 6.0 M/MIN
INDUCTANCE 80%
SYNERGIC MODE ON
START DATA
STOP DATA
SETTING LIMITS
MEASURE LIMITS
SPOT WELDING
EDIT DESCRIPTION
CRATER
FILL
SHORT/SPRAY. Fe, CO2, 1.2 mm
HOT
START
4-
STROKE QUIT
Izvēlnē MĒRĪJUMI
(MEASURE)
metināšanas laikā
iespējams apskatīt
dažādu metināšanas
parametru mērījumu
vērtības.
# 0.0 Volt
0 Amp
* 6.0 m/min
GAS
PURGE
Mērījumu ekrānā var mainīt atsevišķu parametru vērtību. No iestatītā metināšanas
procesa ir atkarīgs tas, kādus parametrus iespējams mainīt. Parametru vērtības, ko
var mainīt, vienmēr atzīmētas ar # vai *.
Mērījumu vērtības saglabājas ekrānā arī pēc metināšanas pabeigšanas. Iespējams
pārvietoties dažādās izvēlnēs, nezaudējot mērījumu vērtības. Ja iestatīto vērtību
maina, neveicot metināšanu, mērījumu vērtība mainās uz nulli, lai novērstu
pārpratumus.
IETEIKUMS
Metinot ar impulsiem, iespējams izvēlēties, vai sprieguma vērtību attēlot kā vidējo
vērtību vai kā maksimālo vērtību. Šo iestatījumu var mainīt MIG/MAG
pamatiestatījumu izvēlnē, skatīt 9.3. nodaļu
WIRE
INCH
4-
STROKE
REM
2ND
FUNCT
bi23l
- 14 -
Page 15

LV
3.1.5 Metināšanas datu atmiņas izvēlne
WELD DATA MEMORY
Izvēlnē METINĀŠANAS
DATU ATMIŅA (WELD
DATA MEMORY)
iespējams saglabāt,
atsaukt, dzēst un kopēt
dažādus iestatītus
metināšanas datus.
Metināšanas datu
kopas var glabāt 255
dažādās atmiņas
pozīcijās.
Papildinformāciju skatiet nodaļā 8 "Atmiņas pārvaldība".
3.1.6 Ātrā režīma izvēlne
Izvēlnē ĀTRAIS
REŽĪMS (FAST MODE)
iespējams izvēlnes
taustiņus attiecināt uz
metināšanas datu
atmiņas pozīcijām. Šos
iestatījumus var veikt
konfigurēšanas izvēlnē.
Atlasītās atmiņas
pozīcijas numurs
redzams augšējā labajā
stūrī.
1 2 3 4 5 6 7 -
2ND
STORE
SHORT/SPRAY. Fe, CO2, 1.2 mm 7
# 28.5 Volt
0 Amp
* 6.0 m/min
FUNCT QUIT
WELD
DATA 1
Papildinformāciju skatiet nodaļā 9.5 "Ātrā režīma izvēles taustiņi".
bi23l
WELD
DATA 2
- 15 -
WELD
DATA 3
DATA 4
WELD
2ND
FUNCT
Page 16

LV
4 MIG/MAG METINĀŠANA
Galvenā izvēlne Process
MIG/MAG metināšanas procesā tiek kausēta nepārtraukti padota pildīšanas stieple,
bet metināšanas laukumu aizsargā ekranējoša gāze.
Impulsus izmanto, lai regulētu pilīšu pārvietošanu no stieples, veidojot stabilu loku
bez šļakatām pat pie zemiem metināšanas datiem.
Tabulā 85. lappusē redzami stiepļu izmēri, ko var izvēlēties MIG/MAG metināšanai
ar ĪSO-/SMIDZINĀŠANAS LOKU.
Tabulā 85. lappusē redzami stiepļu izmēri, ko var izvēlēties MIG/MAG metināšanai
ar IMPULSIEM.
Kad ir izvēlēts MIG/MAG process, iespējams izvēlēties vienu no četrām metodēm, ar
kreisās puses grozāmslēdzi atlasot izvēlni Metode (Method) un nospiežot ENTER.
Izvēlieties īso-/smidzināšanas loku (short-/spray), impulsu (pulse), superpulse vai
QSet un pēc tam vēlreiz nospiediet ENTER.
bi23l
- 16 -
Page 17

LV
4.1 Iestatījumi metināšanas datu iestatījumu izvēlnē
4.1.1 MIG/MAG metināšana ar īso/smidzināšanas loku.
Iestatījumi Iestatījumu diapazons Soļos Sinerģijas
nepiecieš
amība
Spriegums 8 - 60 V 0,25 V
(parādīts ar
vienu
decimālskaitli)
Stieples padeves ātrums** 0,8 - 30,0 m/min 0,1 m/min x
Induktivitāte 0 - 100% 1% x x
Regulatora tips 1 - 12 1 x Sinerģija* IZSL. vai IESL. - - Gāzes priekšplūsma 0,1 - 25 s 0,1 s x
Palēnināta startēšana IZSL. vai IESL. - x
"Hot start" IZSL. vai IESL. - x
"Hot start" laiks 0 - 10 s 0,1 s x
"Hot start" stieples padeve Pilns stieples padeves diapazons 0,1 m/min x
"Touch sense" 0 - 20 A
Krātera piepildīšana IZSL. vai IESL. - x
Krātera piepildīšanas laiks 0 - 10 s 0,1 s x
Beigu krātera piepildīšanas
stieples padeve
Beigu krātera piepildīšanas
spriegums
"Release pulse"*** IZSL. vai IESL.
Stieples atlaidināšanas laiks 0 - 1 s 0,01 s x
Gāzes pēcplūsma 0,1 - 25 s 0,1 s x
Iestatījumu ierobežojumi 1 - 50 - - Mērījumu ierobežojumi 1 - 50 - - Punktmetināšana IZSL. vai IESL. - x
Punktmetināšanas laiks 0 - 25 s 0,1 s x
1,5 m/min esošajā stieples
padeves ātrumā
8 - 24,7 V x
0,1 m/min x
x x
Regulēja
ms
sinerģijā
*) Sinerģijas līnija iekārtas piegādes brīdī: monolīta stieple (Fe), ekranējošā gāze CO
stiepli.
**) Iestatījumu diapazons ir atkarīgs no stieples padeves ierīces.
***) Iespējams pielāgot konfigurēšanas izvēlnē pie MIG/MAG noklusējuma iestatījumiem.
- 17 -
bi23l
ar 1,2 mm
2
Page 18

LV
4.1.2 MIG/MAG metināšana ar impulsiem
Iestatījumi Iestatījumu diapazons Soļos Sinerģijas
nepiecieš
amība
Spriegums 10 - 50 V 0,25 V
(parādīts ar
vienu
decimālskaitli)
Stieples padeves ātrums* 0,8 - 30,0 m/min 0,1 m/min x
Impulsu strāva** 100 - 650 A 4 A x
Impulsa laiks 1,7 - 25,5 ms 0,1 ms x
Impulsu biežums 16 - 312 Hz 2 Hz x
Fona strāva 4 - 300 A 1 A x
Slope 1 - 9 1 x
Sinerģija*** IZSL. vai IESL. - - Ka 0 - 100% 1% x
Ki 0 - 100% 1% x
Gāzes priekšplūsma 0,1 - 25 s 0,1 s x
Palēnināta startēšana IZSL. vai IESL. - x
"Hot start" IZSL. vai IESL. - x
"Hot start" laiks 0 - 10 s 0,1 s x
"Hot start" stieples padeve Pilns stieples padeves diapazons 0,1 m/min x
"Touch sense" 0 - 20 A
Krātera piepildīšana
(ar impulsu/bez impulsa)
Krātera piepildīšanas laiks 0 - 10 s 0,1 s x
Beigu krātera piepildīšanas
stieples padeve
Beigu krātera piepildīšanas
spriegums
Beigu impulsu strāva 100 - maks. A x
Beigu fona strāva 12 - 50 A x
Beigu frekvence 20 - 270 Hz x
"Release pulse"**** IZSL. vai IESL.
Stieples atlaidināšanas laiks 0 - 1 s 0,01 s x
Gāzes pēcplūsma 0,1 - 25 s 0,1 s x
Iestatījumu ierobežojumi 1 - 50 - - Mērījumu ierobežojumi 1 - 50 - - Punktmetināšana IZSL. vai IESL. - x
Punktmetināšanas laiks 0 - 25 s 0,1 s x
IZSL. vai IESL. - x
1,5 m/min esošajā stieples
padeves ātrumā
8 - 33,2 V x
0,1 m/min x
x x
Regulēja
ms
sinerģijā
*) Iestatījumu diapazons ir atkarīgs no stieples padeves ierīces.
**) Minimālā fona strāva un impulsu strāva ir atkarīga no izmantotās iekārtas tipa.
***) Sinerģijas līnija iekārtas piegādes brīdī: monolīta stieple (Fe), ekranējošā gāze CO
stiepli.
****) Iespējams pielāgot konfigurēšanas izvēlnē pie MIG/MAG noklusējuma iestatījumiem.
- 18 -
bi23l
ar 1,2 mm
2
Page 19
LV
4.1.3 MIG/MAG metināšana ar SuperPulse, primāro/sekundāro,
īsā-/smidzināšanas loka/impulsu metodi
Galvenā izvēlne Process Metode Fāze Metode
Iestatījumi Iestatījumu diapazons Soļos Sinerģijas
nepieciešam
ība
Fāze Primārā vai sekundārā - x
Metode Īsais/ smidzināšanas loks vai
impulsi
Spriegums 10 - 50 V 0,25 V (parādīts
Stieples padeves ātrums* 0,8 - 30,0 m/min 0,1 m/min x
Induktivitāte 0 - 100% 1% x x
Impulsu strāva** 100 - 650 A 4 A x
Impulsa laiks 1,7 - 25,5 ms 0,1 ms x
Impulsu biežums 16 - 312 Hz 2 Hz x
Fona strāva 4 - 300 A 1 A x
Slope 1 - 9 1 x
Ka 0 - 100% 1% x
Ki 0 - 100% 1% x
Regulatora tips 1
Sinerģija*** IZSL. vai IESL. - - Fāzes metināšanas laiks 0 - 2,50 s 0,01 s x
Gāzes priekšplūsma 0,1 - 25 s 0,1 s x
Palēnināta startēšana IZSL. vai IESL. - x
"Hot start" IZSL. vai IESL. - x
"Hot start" laiks 0 - 10 s 0,1 s x
"Hot start" stieples padeve Pilns stieples padeves
diapazons
"Hot start" spriegums -14 - +27 V x "Touch sense" 0 - 20 A x
Krātera piepildīšana
(ar impulsu/bez impulsa)
Krātera piepildīšanas laiks 0 - 10 s 0,1 s x
Beigu krātera
piepildīšanas stieples
padeve
Beigu krātera
piepildīšanas spriegums
Beigu impulsu strāva 100 - maks. A x
Beigu fona strāva 12 - 50 A x
Beigu frekvence 20 - 270 Hz x
Pārtraukšanas impulss %
Stieples atlaidināšanas
laiks
Gāzes pēcplūsma 0,1 - 25 s 0,1 s x
Iestatījumu ierobežojumi 1 - 50 - - Mērījumu ierobežojumi 1 - 50 - - Punktmetināšana IZSL. vai IESL. - x
IZSL. vai IESL. - x
1,5 m/min esošajā stieples
padeves ātrumā
8 - 33,2 V x
0 - 1 s 0,01 s x
- x
x x
ar vienu
decimālskaitli)
0,1 m/min x
0,1 m/min x
Regulējams
sinerģijā
bi23l
- 19 -
Page 20

LV
Iestatījumi Regulējams
Punktmetināšanas laiks 0 - 25 s 0,1 s x
"Release pulse"**** IZSL. vai IESL. x
*) Iestatījumu diapazons ir atkarīgs no stieples padeves ierīces.
**) Minimālā fona strāva un impulsu strāva ir atkarīga no izmantotās iekārtas tipa.
***) Sinerģijas līnija iekārtas piegādes brīdī: monolīta stieple (Fe), ekranējošā gāze CO
stiepli.
****) Noregulē konfigurēšanas izvēlnē pie MIG/MAG pamatiestatījumiem.
SoļosIestatījumu diapazons
Sinerģijas
nepieciešam
ība
ar 1,2 mm
2
sinerģijā
4.1.4 MIG/MAG metināšana ar QSet
Galvenā izvēlne Process Metode
Iestatījumi Iestatījumu diapazons Soļos
QSet -18 - +18 1
Stieples padeves ātrums* 0,8 - 30,0 m/min 0,1 m/min
Induktivitāte 0 - 100% 1
Vadības tips 1 - 12 1
Gāzes priekšplūsma 0,1 - 25 s 0,1 s
Palēnināta startēšana IZSL. vai IESL. Pārtraukšanas impulss 10 - 120% 1%
Stieples atlaidināšanas laiks 0 - 1 s 0,01 s
Gāzes pēcplūsma 0,1 - 25 s 0,1 s
Iestatījumu ierobežojumi 1 - 50 Mērījumu ierobežojumi 1 - 50 Punktmetināšana IZSL. vai IESL. Punktmetināšanas laiks 0 - 25 s 0,1 s
*) Iestatījumu diapazons ir atkarīgs no stieples padeves ierīces.
4.2 Iestatījumu funkciju skaidrojumi
Spriegums
Augstāks spriegums palielina elektriskā loka garumu un rada karstāku un platāku
metināšanas laukumu.
Sprieguma iestatījumi atšķiras sinerģijas režīmos un režīmos bez sinerģijas.
Sinerģijas režīmā spriegumu iestata kā pozitīvu vai negatīvu nobīdi no sprieguma
sinerģijas līnijas. Režīmā bez sinerģijas sprieguma vērtību iestata kā absolūto
vērtību.
Spriegumu var iestatīt mērījumu, metināšanas datu iestatījumu , vai ātrā režīma
izvēlnē. Ja tiek izmantota tālvadības ierīce, iestatījumus var mainīt ar to.
Stieples padeves ātrums
Šeit var noregulēt nepieciešamo materiāla stieples padeves ātrumu metros minūtē.
Stieples padeves ātrumu var iestatīt mērījumu, metināšanas datu iestatījumu , vai
ātrā režīma izvēlnē. Ja tiek izmantota tālvadības ierīce, iestatījumus var mainīt ar to.
bi23l
- 20 -
Page 21

LV
Induktivitāte
Augstāka induktivitāte rada platāku metināšanas laukumu un mazāk dzirksteļu.
Zemāka induktivitāte rada spalgāku skaņu, bet tajā pašā laikā stabilāku,
koncentrētāku elektrisko loku.
Induktivitāti var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz MIG/MAG metināšanu ar īso/smidzināšanas loku.
Regulatora tips
Regulē īsslēguma procesu un karstumu metinot.
Šis iestatījums nav jāmaina.
Impulsu strāva
Lielākā no divām strāvas vērtībām impulsu strāvas gadījumā.
Impulsu strāvu iestata metināšanas datu iestatījumu izvēlnē ar izslēgtu sinerģijas
funkciju.
Attiecas tikai uz MIG/MAG metināšanu ar impulsiem.
Impulsa laiks
Laiks, kad impulsu strāva ir ieslēgta impulsa perioda laikā.
Impulsu strāvu iestata metināšanas datu iestatījumu izvēlnē ar izslēgtu sinerģijas
funkciju.
Attiecas tikai uz MIG/MAG metināšanu ar impulsiem.
Impulsu biežums
Fona strāvas laiks, kas kopā ar impulsu strāvas laiku veido impulsa periodu.
Impulsu biežumu iestata metināšanas datu iestatījumu izvēlnē ar izslēgtu sinerģijas
funkciju.
Attiecas tikai uz MIG/MAG metināšanu ar impulsiem.
bi23l
- 21 -
Page 22

LV
Fona strāva
Mazākā no divām strāvas vērtībām impulsu strāvas gadījumā.
Fona strāvu iestata metināšanas datu iestatījumu izvēlnē ar izslēgtu sinerģijas
funkciju. Attiecas tikai uz MIG/MAG metināšanu ar impulsiem.
Strāva
Impulsu strāva
Fona strāva Impuls
a laiks
MIG/MAG metināšana ar impulsiem
Impulsa perioda laiks
Laik
s
Slope
"Slope" (līkne) nozīmē, ka impulsu strāva lēnām palielinās/samazinās līdz iestatītajai
vērtībai. "Slope" parametru var iestatīt deviņos posmos, no kuriem katrs posms
atbilst 100 μs.
Līkne ir svarīga attiecībā uz skaņu. Stāva līkne rada skaļāku un spalgāku skaņu.
Pārāk lēzena līkne sliktākajā gadījumā var vājināt impulsa spēju nogriezt pilīti.
Līkni iestata metināšanas datu iestatījumu izvēlnē ar izslēgtu sinerģijas funkciju.
Attiecas tikai uz MIG/MAG metināšanu ar impulsiem.
Ka
Ka ir proporcijas elements un atbilst regulatora palielināšanai. Zema vērtība nozīmē,
ka spriegums netiek uzturēts precīzi vienā līmenī.
Ka iestata metināšanas datu iestatījumu izvēlnē iekšējās konstantes ar izslēgtu
sinerģijas funkciju.
Attiecas tikai uz MIG/MAG metināšanu ar impulsiem.
Ki
Ki ir integrācijas elements, kas regulē kļūmes novēršanu ilgtermiņā. Arī šī elementa
zema vērtība radīs vāju regulēšanas ietekmi.
Ki iestata metināšanas datu iestatījumu izvēlnē iekšējās konstantes ar izslēgtu
sinerģijas funkciju.
Attiecas tikai uz MIG/MAG metināšanu ar impulsiem.
bi23l
- 22 -
Page 23

LV
Sinerģijas
Katrai stieples tipa, stieples izmēra un gāzes maisījuma kombinācijai nepieciešama
īpaša saskaņošana starp stieples padeves ātrumu un spriegumu (loka garums), lai
iegūtu stabili funkcionējošu loku. Spriegums (loka garums) tiek automātiski
saskaņots ar ieprogrammēto izvēlēto sinerģijas līniju, kas palīdz ātrāk noteikt
pareizos metināšanas parametrus. Saikne starp stieples padeves ātrumu un citiem
parametriem tiek saukta par sinerģijas līniju.
Lai uzzinātu stieples un gāzes kombinācijas, skatiet tabulas 85. lappusē.
Ir iespējams pasūtīt citus sinerģijas līniju komplektus, taču to uzstādīšana jāveic
pilnvarotam ESAB tehniskā dienesta inženierim.
Lai uzzinātu, kā izveidot savas sinerģijas līnijas, skatiet 10.8. nodaļu
Sinerģijas līniju var aktivizēt metināšanas datu iestatījumu izvēlnē.
Fāze
Šajā funkcijā jāizvēlas primārā vai sekundārā fāze.
Augstas vērtības iestata primārajā, bet zemas vērtības - sekundārajā fāzē.
Iestatījumus izmanto, lai noteiktu, vai primāros vai sekundāros datus padarīt
pieejamus rediģēšanai. Tie arī nosaka, kurus datus regulē mērījumu un tālvadības
režīmā. Stieples padeves ātrums, kas redzams mērījumu ekrānā, attēlo ātrumu
atlasītajā fāzē. Tomēr spriegums, strāva un metināšanas jauda ir atkarīga no
mērījumiem abās fāzēs.
Primārajā un sekundārajā fāzē iespējams izvēlēties atšķirīgas sinerģijas funkcijas.
Primāro vai sekundāro fāzi var iestatīt MIG/MAG IESTATĪJUMOS (SET), kad atlasīta
opcija SuperPulse un izslēgta sinerģija.
Gāzes priekšplūsma
Tas kontrolē, cik ilgi pirms loka aizdegšanās plūst ekranējošā gāze.
Gāzes priekšplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē sākuma
dati.
“Mīkstais" starts
“Mīkstā starta" gadījumā stieple tiek padota ar ātrumu, kas ir 50% no noregulētā
ātruma, līdz tā izveido elektrisko kontaktu ar sagatavi.
Karstajā startā ("Hot start") tas ir 50% karstā starta laika.
Palēnināto startēšanu var iestatīt metināšanas datu iestatījumu izvēlnē sākuma
dati.
"Hot start"
"Hot start" iestatītajā laika periodā palielina stieples padeves ātrumu un spriegumu
metināšanas sākumā. Funkcijas galvenais mērķis ir nodrošināt vairāk enerģijas
metināšanas sākumā, kas samazina sliktas kušanas risku šuves sākumā.
bi23l
- 23 -
Page 24

LV
Sinerģija − "Hot start"
Iespējams palielināt stieples padeves ātrumu konkrētā laika periodā, salīdzinot ar
esošo stieples padeves ātrumu, lai nodrošinātu vairāk enerģijas metināšanas
sākumā, kā arī sakusumu. Ātrumu iestata attiecībā pret parasto stieples padeves
ātrumu. Laiks sākas no loka aizdedzināšanas brīža un ilgums ir iestatītais karstā
starta laiks. Sinerģija nodrošina stieples padeves ātruma palielināšanu par 2 m/min.
Bez sinerģijas − "Hot start"
Ja nav atlasīta sinerģija, var iestatīt spriegumu.
Metināšanas laikā bez sinerģijas un impulsiem, var iestatīt spriegumu, impulsu
strāvu, fona strāvu un biežumu.
Piezīme. Karstā starta stieples padeves ātrumam un karstā starta spriegumam
iespējams iestatīt negatīvas vērtības. To var izmantot ar augstām metināšanas
vērtībām, lai sāktu vienmērīgu metināšanu, metināšanas vērtības sākotnēji
"pārvietojot uz augšu".
Karsto startu aktivizē mērījumu ekrānā vai metināšanas datu iestatījumu izvēlnē
sākuma dati.
"Touch sense"
Sistēma nosaka, kad stieple pieskaras sagatavei.
"Touch sense" var iestatīt metināšanas datu iestatījumu izvēlnē sākuma dati.
Attiecas tikai uz robotizēto metināšanu.
Krātera piepildīšana
Krātera piepildīšanas funkcija, pabeidzot metināšanu, ļauj kontrolēti samazināt
metināšanas laukuma karstumu un izmēru. Tas ļauj vieglāk novērst poru, termālo
plaisu un krāteru veidošanos metināšanas šuvē.
Impulsu metināšanas režīmā iespējams izvēlēties krātera piepildīšanu ar impulsiem
vai bez impulsiem. Krātera piepildīšana bez impulsiem ir ātrāks process. Krātera
piepildīšana ar impulsiem ir nedaudz ilgāks process, taču, ja izmanto piemērotas
vērtības, iespējama krātera piepildīšana bez šļakatām.
Sinerģija − krātera piepildīšana
Sinerģijas režīmā krātera piepildīšanas laiku un stieples padeves beigu ātrumu var
iestatīt krātera piepildīšanai gan ar impulsiem, gan bez impulsiem. Sprieguma un
impulsu parametri, izmantojot sinerģiju, pazeminās līdz beigu vērtībām.
Bez sinerģijas − krātera piepildīšana
Režīmā bez sinerģijas iespējams mainīt iestatījumus, lai krātera piepildīšanas beigās
izmantotu citu loka garumu. Var iestatīt arī beigu laiku krātera piepildīšanas beigu
vērtībai.
Krātera piepildīšanai bez impulsiem var iestatīt beigu spriegumu. Krātera
piepildīšanai ar impulsiem var iestatīt beigu spriegumu, beigu impulsu strāvu, beigu
fona strāvu un beigu frekvenci.
bi23l
- 24 -
Page 25

LV
Beigu parametru vērtībām vienmēr jābūt tādām pašām vai zemākām nekā
iestatītajām vērtībām ilgstošai metināšanai. Ja iestatījumi ilgstošai metināšanai ir
zemāki par iestatītajām beigu vērtībām, tie samazinās arī beigu vērtības. Palielinot
vērtības ilgstošai metināšanai, beigu parametru vērtības vēlreiz nepalielināsies.
Piemērs.
Stieples padeves beigu ātrums ir 4 m/min, un stieples padeves ātrumu var
samazināt līdz 3,5 m/min. Stieples padeves beigu ātrums arī samazināsies līdz 3,5
m/min. Stieples padeves beigu ātrums paliks 3,5 m/min pat tad, ja stieples padeves
ātrums atkal tiks palielināts.
Krātera piepildīšanu aktivizē mērījumu ekrānā vai metināšanas datu iestatījumu
izvēlnē beigu dati.
Pārtraukšanas impulss
Pārtraukšanas impulss ir impulss, ko izmanto, lai nodrošinātu, ka pēc metināšanas
pabeigšanas uz stieples neveidojas lodīte.
Attiecas uz MIG/MAG metināšanu ar īsu/smidzināšanas loku un metināšanu ar īsiem
impulsiem. Metinot ar impulsiem, pabeigšanu sinhronizē ar impulsu – beigu impulsu,
kuru var iestatīt diapazonā no 20 - 200%.
Pārtraukšanas impulsu var iestatīt metināšanas datu iestatījumu izvēlnē beigu
dati.
Strāvas krišanās laiks
Strāvas krišanās laiks ir laika periods starp brīdi, kad sāk lūst stieple, un brīdi, kad
strāvas avots izslēdz metināšanas spriegumu. Pārāk īss strāvas krišanās laiks
izraisa gara stieples gabala izvirzīšanos pēc metināšanas beigām, radot risku, ka
stieple var iesprūst atdzišanas laukumā. Pārāk garš strāvas krišanās laiks rada
pārāk īsu stieples izvirzījumu, kas rada elektriskā loka izlādes risku pa saskares
vietu.
Atlaidināšanas laiku var iestatīt metināšanas datu iestatījumu izvēlnē beigu dati.
"Release pulse"
Ja stieple iestrēgst sagatavē, sistēma to konstatē un nosūta strāvas impulsu, kas
stiepli atbrīvo no virsmas.
Tas ir sevišķi noderīgi mehanizētajai un robotizētajai metināšanai, lai gan iespējams
izmantot arī manuālās metināšanas laikā. Notiek pēc stieples atlaidināšanas laika.
Iestatījumu var mainīt konfigurēšanas izvēlnē MIG/MAG noklusējuma iestatījumi.
Gāzes pēcplūsma
Tas kontrolē, cik ilgi ekranējošā gāze plūst pēc loka nodzišanas.
Gāzes pēcplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē beigu dati.
Iestatījumu ierobežojumi un mērījumu ierobežojumi
Iestatot ierobežojumus, var atlasīt ierobežojumu skaitu. Informāciju par iestatījumiem
skatiet nodaļā 10.4 "Iestatījumu ierobežojumu rediģēšana" un nodaļā 10.5 "Mērījumu
ierobežojumu rediģēšana".
Ierobežojumus var aktivizēt metināšanas datu iestatījumu izvēlnē.
bi23l
- 25 -
Page 26

LV
Punktmetināšana
Punktmetināšanu izmanto, ja kopā jāsametina plānas plāksnes, izmantojot punktu
metināšanu.
PIEZĪME. Nav iespējams saīsināt metināšanas laiku, atlaižot palaidēja slēdzi.
Punktmetināšanu aktivizē un punktmetināšanas laiku iestata metināšanas datu
iestatījumu izvēlnē.
QSet
QSet ir funkcija, ko izmanto, lai atvieglotu metināšanas parametru iestatīšanu.
Plašāku informāciju skatiet 4.4. nodaļā.
QSet vērtību iestata metināšanas datu iestatījumu izvēlnē procesam MIG/MAG un
metodei QSET.
4.3 SuperPulse
Galvenā izvēlne Process Metode
SuperPulse metodi izmantoti labākai metināšanas laukuma un sacietēšanas procesa
kontrolei. Metināšanas laukumam pēc katra impulsa ir laiks daļēji sacietēt.
SuperPulse izmantošanas ieguvumi:
mazāka šuves atstarpes noviržu ietekme;
labāka metināšanas laukuma kontrole, veicot pielāgota stāvokļa metināšanu;
labāka sakusuma un sakusuma profila kontrole;
mazāka nevienmērīgas siltumvadītspējas ietekme.
SuperPulse var uzskatīt par programmētu pārslēgšanos starp diviem MIG/MAG
iestatījumiem. Laika intervālus nosaka primārās un sekundārās fāzes laika
iestatījumos.
Metināšana vienmēr sākas primārajā fāzē. Atlasot karsto startu, primāros datus
izmanto karstā starta laikā papildus primāro datu fāzes laikam. Krātera piepildīšana
vienmēr notiek saskaņā ar sekundārajiem datiem. Ja primārās fāzes laikā tiek
aktivizēta apturēšanas komanda, process nekavējoties pārslēdzas uz sekundārajiem
datiem. Metināšanas pabeigšana notiek saskaņā ar sekundārajiem datiem.
4.3.1 Stieples un gāzes kombinācijas
Lai uzzinātu stieples un gāzes kombinācijas, skatiet tabulas 85. lappusē.
bi23l
- 26 -
Page 27

LV
4.3.2 Dažādas impulsu metodes
Šeit redzams, kādas impulsu metodes iespējams izmantot atkarībā no metināmās
plāksnes biezuma.
Karstums
C
Smidzināšana primārajā fāzē
un metināšana ar
impulsiem sekundārajā fāzē
B
Metināšana ar impulsiem
primārajā fāzē un
metināšana ar impulsiem
sekundārajā fāzē
A
Metināšana ar impulsiem
primārajā fāzē un īsais loks
sekundārajā fāzē
Plāksnes izmērs
4.3.3 Stieples padeves ierīce
SuperPulse metināšanas laikā izmantojiet tikai Feed 3004 stieples padeves ierīci.
Piesardzības pasākumi
Izmantojot SuperPulse, stieples padeves ierīce ir pakļauta ievērojamai slodzei. Lai
neapdraudētu stieples padeves ierīces funkcionālo drošību, ievērojiet grafikā
norādītās robežvērtības.
bi23l
- 27 -
Page 28

LV
Stieples padeves ātruma atšķirības
m/min
Attēlotās līnijas ātrumam 15 m/min un 20 m/min attiecas uz primāro stieples padeves
ātrumu. Cikla laiks ir primārās un sekundārās fāzes laika summa.
Atšķirība starp primāro un sekundāro stieples padeves ātrumu nedrīkst būt lielāka
par ātrumu, kas norādīts ar līnijām primārajam stieples ātrumam.
Piemērs. Ja cikla laiks ir 0,25 s un primārais stieples padeves ātrums ir 15 m/min,
atšķirība starp primāro un sekundāro stieples padeves ātrumu nedrīkst būt lielāka
par
6 m/min.
Metināšanas piemērs A
Šajā piemērā jāmetina 10 mm plāksne ar 1,2 mm alumīnija stiepli un argona
ekranējošo gāzi.
Kontroles panelī jāiestata šādas vērtības:
Process Superpulse Superpulse
Fāze Primārā Sekundārā
Metode Īsais/smidzināšanas
loks
Stieples tips AlMg AlMg
Ekranējošā gāze Ar Ar
Stieples diametrs 1,2 mm 1,2 mm
Spriegums (+ 1,0V) (+ 3,0V)
Stieples padeves ātrums 15,0 m/min 11,0 m/min
Fāzes laiks 0,1 s 0,1 s
Metināšana ar
impulsiem
Primārās un sekundārās fāzes laiks ir 0,1 s + 0,1 s = 0,2 s.
Stieples padeves ātruma atšķirība ir 15,0 m/min - 11,0 m/min = 4 m/min.
bi23l
- 28 -
Page 29

LV
Metināšanas piemērs B
Šajā piemērā jāmetina 6 mm plāksne ar 1,2 mm alumīnija stiepli un argona
ekranējošo gāzi.
Kontroles panelī jāiestata šādas vērtības:
Process Superpulse Superpulse
Fāze Primary Secondary
Metode Metināšana ar
impulsiem
Stieples tips AlMg AlMg
Ekranējošā gāze Ar Ar
Stieples diametrs 1,2 mm 1,2 mm
Spriegums (+ 1,0V) (+ 2,0 V)
Stieples padeves ātrums 12,5 m/min 9,0 m/min
Fāzes laiks 0,15 s 0,15 s
Primārās un sekundārās fāzes laiks ir 0,15 s + 0,15 s = 0,3 s.
Metināšana ar
impulsiem
Stieples padeves ātruma atšķirība ir 12,5 m/min - 9,0 m/min = 3,5 m/min.
4.4 QSet
Galvenā izvēlne Process Metode
QSet lieto, lai atvieglotu metināšanas parametru iestatīšanu. Izmantojot
palielināšanas/samazināšanas grozāmslēdžus, loka garumu var palielināt vai
samazināt no -18 līdz + 18 soļiem.
ĪSAIS LOKS
Sākot metināšanu ar jaunu stieples tipu/gāzes tipu, QSet automātiski noregulē visus
nepieciešamos metināšanas parametrus. Pēc tam QSet saglabā visus datus, kas
nepieciešami kvalitatīvai metināšanai. Spriegums tiek automātiski pielāgots stieples
padeves ātruma izmaiņām.
SMIDZINĀŠANAS LOKS
Sasniedzot smidzināšanas loka zonu, QSet vērtība ir jāpaaugstina. Metinot tikai ar
smidzināšanas loku, QSet funkcija ir jāizslēdz. Visi iestatījumi tiek pārņemti no QSet,
izņemot spriegumu, kas ir jānoregulē atsevišķi.
Ieteikums. Veiciet pirmo metināšanu (6 sekundes) ar QSet, izmantojot pārbaudes
sagatavi, lai iegūtu pareizus datus.
bi23l
- 29 -
Page 30

LV
5 MMA METINĀŠANA
Galvenā izvēlne Process
MMA metināšana var būt minēta arī kā metināšana ar pārklātiem elektrodiem. Lokam
degot, elektrods kūst, un tā pārklājums veido aizsargājošus izdedžus.
Tabulā 87. lappusē redzami elektrodu izmēri, ko var izvēlēties MMA metināšanai.
5.1 MMA metināšana ar līdzstrāvu
Iestatījumi Iestatījumu diapazons Soļos Sinerģijas
nepiecieš
amība
Strāva* 16 - 650 A 1 A x
Loka spēks 0 - 100% 1% x
Min. strāvas
koeficients
Regulatora tips 0 - 1 x
Sinerģijas IZSL. vai IESL. - - "Hot start" IZSL. vai IESL. - x
"Hot start" ilgums 1 - 30 1 x
"Hot start"
amplitūda
Iestatījumu
ierobežojumi
Mērījumu
ierobežojumi
*) Maksimālais strāvas stiprums ir atkarīgs no izmantotās iekārtas tipa.
0 - 100% 1% x
% - x
0 - 50 1 - -
0 - 50 1 - -
Regulēja
ms
sinerģijā
5.2 MMA metināšana ar maiņstrāvu
Iestatījumi Iestatījumu diapazons Soļos Sinerģijas
nepiecieš
amība
Strāva* 16 - 650 A 1 A x
Loka spēks 0 - 100% 1% x
Min. strāvas
koeficients
Regulatora tips 0 - 1 x
Sinerģijas IZSL. vai IESL. - - "Hot start" IZSL. vai IESL. - x
"Hot start" ilgums 1 - 30 x
"Hot start"
amplitūda
Iestatījumu
ierobežojumi
Mērījumu
ierobežojumi
*) Maksimālais strāvas stiprums ir atkarīgs no izmantotās iekārtas tipa.
bi23l
0 - 100% 1% x
% - x
0 - 50 1 - -
0 - 50 1 - -
- 30 -
Regulēja
ms
sinerģijā
Page 31

LV
5.3 Iestatījumu funkciju skaidrojumi
DC, llīdzstrāva
Lielāka strāva rada plašāku metināšanas laukumu ar labāku iespiešanos sagatavē.
Strāvas stiprumu var iestatīt mērījumu ekrānā, metināšanas datu iestatījumu , vai
ātrā režīma izvēlnē.
Loka spēks
Loka spēks ir svarīgs, lai noteiktu, kā strāva mainās saistībā ar loka garuma maiņu.
Zemāks lielums sniedz mierīgāku loku ar mazāku šļakatu daudzumu.
Loka stiprumu var iestatīt metināšanas datu iestatījumu izvēlnē ar izslēgtu sinerģijas
funkciju.
Min. strāvas koeficients
Min. strāvas koeficienta iestatījumu lieto, izmantojot atsevišķus specifiskus
elektrodus.
Šis iestatījums nav jāmaina.
Regulatora tips
Regulē īsslēguma procesu un karstumu metinot.
Šis iestatījums nav jāmaina.
Sinerģijas
Sinerģija MMA metināšanā nozīmē, ka barošanas avots automātiski optimizē
elektroda tipa un izmēra atlasītās īpašības.
Sinerģiju MMA metināšanā aktivizē metināšanas datu iestatījumu izvēlnē.
Karstais starts
Karstais starts palielina metināšanas strāvu un regulēšanas laiku metināšanas
sākumā, kas samazina sliktas kušanas risku šuves sākumā.
"Hot start" MMA metināšanā aktivizē metināšanas datu iestatījumu izvēlnē.
Iestatījumu ierobežojumi un mērījumu ierobežojumi
Iestatot ierobežojumus, var atlasīt ierobežojumu skaitu. Informāciju par iestatījumiem
skatiet nodaļā 10.4 "Iestatījumu ierobežojumu rediģēšana" un nodaļā 10.5 "Mērījumu
ierobežojumu rediģēšana".
Ierobežojumus var aktivizēt metināšanas datu iestatījumu izvēlnē.
bi23l
- 31 -
Page 32

LV
6 TIG METINĀŠANA
Galvenā izvēlne Process
TIG metināšana
TIG metināšanas laikā, izmantojot volframa elektrodu, kas pats nekūst, tā veidotā
lokizlāde kausē sagataves metālu. Metināšanas laukumu un elektrodu aizsargā ar
ekranējošu gāzi.
Impulsu strāva
Impulsi tiek izmantoti labākai metināšanas laukuma un sacietēšanas procesa
kontrolei. Impulsu biežums iestatīts tik zemu, lai metināšana laukumam būtu
pietiekami daudz laika vismaz daļējai atdzišanai impulsu starplaikos. Lai iestatītu
impulsus, nepieciešami četri parametri: impulsa strāva, impulsa laiks, fona strāva
un fona laiks.
6.1 Iestatījumi metināšanas datu iestatījumu izvēlnē
6.1.1 TIG metināšana bez impulsu līdzstrāvas
Iestatījumi Iestatījumu diapazons Soļos
HF/LiftArc HF vai LiftArc 2/4 taktu divtaktu vai četrtaktu Strāva* 4 - 500 A 1 A
"Slope up" laiks 0 - 25 s 0,1 s
"Slope down" laiks 0 - 25 s 0,1 s
Gāzes priekšplūsma 0 - 25 s 0,1 s
Gāzes pēcplūsma 0 - 25 s 0,1 s
Iestatījumu ierobežojumi 0 - 50 1
Mērījumu ierobežojumi 0 - 50 1
*) Maksimālais strāvas stiprums ir atkarīgs no izmantotās iekārtas tipa.
bi23l
- 32 -
Page 33
LV
6.1.2 TIG metināšana ar impulsu līdzstrāvu
Iestatījumi Iestatījumu diapazons Soļos
HF/LiftArc HF vai LiftArc 2/4 taktu divtaktu vai četrtaktu Impulsu strāva* 4 - 500 A 1 A
Fona strāva 4 - 500 A 1 A
Impulsa laiks 0,001 - 5 s 0,001 s
Fona laiks 0,001 - 5 s 0,001 s
"Slope up" laiks 0 - 25 s 0,1 s
"Slope down" laiks 0 - 25 s 0,1 s
Gāzes priekšplūsma 0 - 25 s 0,1 s
Gāzes pēcplūsma 0 - 25 s 0,1 s
Iestatījumu ierobežojumi 0 - 50 1
Mērījumu ierobežojumi 0 - 50 1
*) Maksimālais strāvas stiprums ir atkarīgs no izmantotās iekārtas tipa.
6.1.3 TIG metināšana bez impulsu maiņstrāvas
Iestatījumi Iestatījumu diapazons Soļos
HF/LiftArc HF vai LiftArc 2/4 taktu divtaktu vai četrtaktu Strāva* 4 - 500 A 1 A
"Slope up" laiks 0 - 25 s 0,1 s
"Slope down" laiks 0 - 25 s 0,1 s
Gāzes priekšplūsma 0 - 25 s 0,1 s
Gāzes pēcplūsma 0 - 25 s 0,1 s
Iepriekšēja karsēšana 0 - 100 1
Frekvence Hz ?
Līdzsvars % 1%
Nobīde A
Iestatījumu ierobežojumi 0 - 50 1
Mērījumu ierobežojumi 0 - 50 1
*) Maksimālais strāvas stiprums ir atkarīgs no izmantotās iekārtas tipa.
6.2 Iestatījumu funkciju skaidrojumi
HF
HF funkcija aizdedzina lokizlādi ar dzirksteli virzienā no elektroda uz sagatavi,
tiklīdz elektrods tiek tuvināts sagatavei.
HF aktivizē galvenajā izvēlnē sākuma metode.
bi23l
- 33 -
Page 34

LV
LiftArct
LiftArc funkcija aizdedzina lokizlādi, kad elektrods pieskaras sagatavei un tiek
atrauts no tās.
Lokizlādes aizdedzināšana ar LiftArc funkcijut. 1. solis: elektrods pieskaras sagatavei. 2. solis: tiek
nospiests palaidēja slēdzis un sāk plūst zemā strāva. 3. solis: metinātājs paceļ elektrodu virs
sagataves: loks izlādējas, un strāva automātiski paaugstinās līdz iestatītajam lielumam.
LiftArc aktivizē galvenajā izvēlnē ³ sākuma metode.
2 taktu režīms
Gāzes
priekšplūsma
Funkcijas, izmantojot divtaktu metināšanas degļa kontroli.
Slope
up
Slope down Gāzes
pēcplūsma
Divtaktu kontroles režīmā, nospiežot TIG degļa palaidēja slēdzi (1), sākas gāzes
priekšplūsma (ja tiek izmantota) un loks iedegas. Strāva palielinās līdz iestatītajam
lielumam (kā to kontrolē "slope up" funkcija, ja tā darbojas). Atlaižot palaidēja slēdzi
(2), strāva pazeminās (vai sākas "slope down" funkcija, ja tā darbojas) un loks
nodziest. Gāzes pēcplūsma turpinās, ja tā darbojas.
2 taktu režīmu aktivizē galvenajā izvēlnē ³ palaišanas režīmā vai mērījumu ekrānā.
4 taktu režīms
Gāzes
priekšplūsma
Slope
up
Slope down Gāzes
pēcplūsma
Funkcijas, izmantojot metināšanas degļa četrtaktu kontroli.
bi23l
- 34 -
Page 35

LV
Četrtaktu kontroles režīmā, nospiežot palaidēja slēdzi (1), sākas gāzes priekšplūsma
(ja tiek izmantota). Gāzes priekšplūsmas laika beigās strāva palielinās līdz
iestatītajai pilotstrāvai (daži ampēri), un loks iedegas. Atlaižot palaidēja slēdzi (2),
strāva paaugstinās līdz iestatītajam lielumam (ar "slope up", ja tiek izmantota).
Metināšanas beigās, nospiežot palaidēja slēdzi vēlreiz (3), strāvas stiprums atkal tiek
samazināts līdz pilotstrāvai (ar "slope down", ja tā tiek izmantota). Vēlreiz atlaižot
slēdzi (4), nodziest loks un sākas gāzes pēcplūsma.
4 taktu režīmu aktivizē galvenajā izvēlnē ³ palaišanas režīmā vai mērījumu ekrānā.
Strāva
Lielāka strāva rada plašāku metināšanas laukumu ar labāku sagataves sakusumu.
Strāvas stiprumu var iestatīt mērījumu ekrānā, metināšanas datu iestatījumu , vai
ātrā režīma izvēlnē.
Attiecas tikai uz TIG metināšanu ar nemainīgu strāvu.
Impulsu strāva
Lielākā no divām strāvas vērtībām impulsu strāvas gadījumā. Metinot ar impulsiem,
"slope up" un "slope down" funkcijas arī ir ar impulsiem.
Impulsu strāvu var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar impulsiem.
Fona strāva
Mazākā no divām strāvas vērtībām impulsu strāvas gadījumā.
Fona strāvu var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar impulsiem.
Impulsa laiks
Laiks, kad impulsu strāva ir ieslēgta impulsa perioda laikā.
Impulsa laiku var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar impulsiem.
Fona laiks
Fona strāvas laiks, kas kopā ar impulsu strāvas laiku veido impulsa periodu.
Fona laiku var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar impulsiem.
Strāva
Fona laiks
TIG metināšana ar impulsiem.
bi23l
Fona strāva Impulsa
laiks
- 35 -
Impulsu
strāva
Laiks
Page 36

LV
Līkne uz augšu
Līkne uz augšu nozīmē, ka TIG lokizlādes laikā strāva lēni paaugstinās līdz
iestatītajam lielumam. Tas nodrošina "maigāku" elektroda sakarsēšanu un dod
metinātājam iespēju iestatīt elektrodu pareizi pirms metināšanas strāvas
saņemšanas.
"Slope up" var iestatīt metināšanas datu iestatījumu izvēlnē.
Līkne uz leju
Līkne uz augšu nozīmē, ka TIG lokizlādes laikā strāva lēni paaugstinās līdz
iestatītajam lielumam. Tas nodrošina “maigāku" elektroda sakarsēšanu un dod
metinātājam iespēju iestatīt elektrodu pareizi pirms metināšanas strāvas
saņemšanas..
"Slope down" var iestatīt metināšanas datu iestatījumu izvēlnē.
Gāzes priekšplūsma
Tas kontrolē, cik ilgi pirms loka aizdegšanās plūst ekranējošā gāze.
Gāzes priekšplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē.
Gāzes pēcplūsma
Tas kontrolē, cik ilgi ekranējošā gāze plūst pēc loka nodzišanas.
Gāzes pēcplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē.
bi23l
- 36 -
Page 37

LV
Iepriekšēja karsēšana
Volframa elektrods
Ø Krāsa Tips Ar Ar + 30% He
1.6 Zaļš WP - -
1.6 Zaļš WP 30 35
1.6 Zeltains WL15 20 20
1.6 Zeltains WL15 30 35
2.4 Zaļš WP 45 -
2.4 Zaļš WP 55 60
2.4 Zeltains WL15 40 40
2.4 Zeltains WL15 45 50
3.2 Zaļš WP 55 -
3.2 Zaļš WP 65 65
3.2 Zeltains WL15 60 60
Setting value
Ekranējošā gāze
3.2 Zeltains WL15 70 70
4.0 Zaļš WP 70 75
4.0 Zaļš WP 80 85
4.0 Zeltains WL15 65 65
4.0 Zeltains WL15 70 75
WP = tīra volframa elektrods WL15 = volframa elektrods, sakausēts ar lantānu
Elektroda iepriekšēju karsēšanu var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar maiņstrāvu.
Frekvence
Zemāka frekvence (maiņstrāvas) novada vairāk karstuma uz sagatavi un rada
platāku metināšanas laukumu.
Augstāka frekvence rada šaurāku loku ar lielāku loka spēku (šaurāks metināšanas
laukums).
Gāzes pēcplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar maiņstrāvu.
bi23l
- 37 -
Page 38

LV
Līdzsvars
Līdzsvara noregulēšana starp pozitīvā (+) un negatīvā (-) elektroda pusciklu
maiņstrāvas metināšanas laikā (AC).
Mazāka līdzsvara vērtība rada lielāku elektroda temperatūru un ļauj labāk sadalīt
oksīdu uz sagataves.
Lielāka līdzsvara vērtība rada vairāk karstuma uz sagataves un labāku
caurmetināšanu.
Līdzsvaru var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar maiņstrāvu.
Nobīde
Izmantojot šo funkciju, iespējams palielināt vai samazināt sākuma līmeni.
Palielinot sākuma līmeni, sagatave ir karstāka un tai ir labāks sakusums.
Samazinot sākuma līmeni, elektrods ir karstāks un sagatavei nodrošina sliktāku
sakusumu.
Nobīdi var iestatīt metināšanas datu iestatījumu izvēlnē.
Attiecas tikai uz TIG metināšanu ar maiņstrāvu.
6.3 Citu funkciju skaidrojums
Gāzes skalošana
Gāzes skalošanu izmanto, lai izmērītu gāzes plūsmu vai izskalotu gaisu vai
mitrumu no gāzes caurulēm pirms metināšanas. Gāzes skalošanas process norit
tik ilgi, kamēr pogu tur nenospiestu; skalošanas process norit bez sprieguma vai
stieples padeves.
Gāzes izpūšanu var aktivizēt mērījumu ekrānā.
bi23l
- 38 -
Page 39

LV
7 GREBŠANA, IZMANTOJOT LOKU-GAISU
Galvenā izvēlne Process
Lai veiktu loka-gaisa grebšanu, izmanto speciālu elektrodu, kas sastāv no oglekļa
stieņa ar vara apvalku.
Loks veidojas starp oglekļa stieni un sagatavi, izkausējot materiālu. Lai aizpūstu
izkusušo materiālu, tiek piegādāts gaiss.
Loka-gaisa grebšanai var atlasīt šādus elektroda diametrus: 4,0, 5,0, 6,0, 8,0, 10 un
13 mm.
Loka-gaisa grebšana nav ieteicama barošanas avotam, kam strāvas stiprums ir
mazāks par 400 A.
7.1 Iestatījumi metināšanas datu iestatījumu izvēlnē
Iestatījumi Iestatījumu diapazons Soļos Sinerģijas
nepiecieš
amība
Spriegums 8 - 60 V 1 V x x
Sinerģija* IZSL. vai IESL. - - Induktivitāte 0 - 100% x
Regulatora tips 1 - 12 1 x
*) Sinerģijas līnija iekārtas piegādes brīdī: 5,0 mm elektrods (oglekļa stienis).
Regulēja
ms
sinerģijā
7.2 Funkciju skaidrojums
Spriegums
Lielāks spriegums rada plašāku metināšanas laukumu ar labāku sagataves
sakusumu.
Spriegumu var iestatīt mērījumu ekrānā, metināšanas datu iestatījumu vai ātrā
režīma izvēlnē.
Induktivitāte
PIEZĪME. Šis iestatījums nav jāmaina.
Regulatora tips
Regulē īsslēguma procesu un karstumu metinot.
Šis iestatījums nav jāmaina.
bi23l
- 39 -
Page 40

LV
8 ATMIŅAS PĀRVALDĪBA
8.1 Kontroles paneļa darbības veids
Kontroles paneli veido divi elementi: darba atmiņa un metināšanas datu atmiņa.
Saglabāšana
Darba atmiņa Metināšanas datu atmiņa
Atsaukšana
Darba atmiņā tiek izveidota pilnīga metināšanas datu iestatījumu kopa, ko var
saglabāt metināšanas datu atmiņā.
Metināšanas laikā procesu vienmēr kontrolē darba atmiņas saturā esošā informācija.
Tādēļ ir iespējams atsaukt metināšanas datu kopu no metināšanas datu atmiņas uz
darba atmiņu.
Ievērojiet, ka darba atmiņā vienmēr ir pēdējie iestatītie metināšanas datu iestatījumi.
Tos var atsaukt no metināšanas datu atmiņas vai individuāli mainītajiem
iestatījumiem. Darba atmiņa nekad nav tukša vai atiestatīta.
Galvenā izvēlne Atmiņa Metināšanas datu atmiņa
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION"
TOOLS
FAST
SET MEASURE MEMORY
MODE
Kontroles panelī iespējams saglabāt līdz 255 metināšanas datu kopām. Katrai
kopai tiek piešķirts skaitlis no 1 līdz 255.
Datu kopas iespējams arī dzēst un kopēt. Metināšanas datu kopu var atsaukt
darba atmiņā.
Tālāk sniegti piemēri, kuros attēlots, kā saglabāt, atsaukt, kopēt un dzēst.
bi23l
- 40 -
Page 41

LV
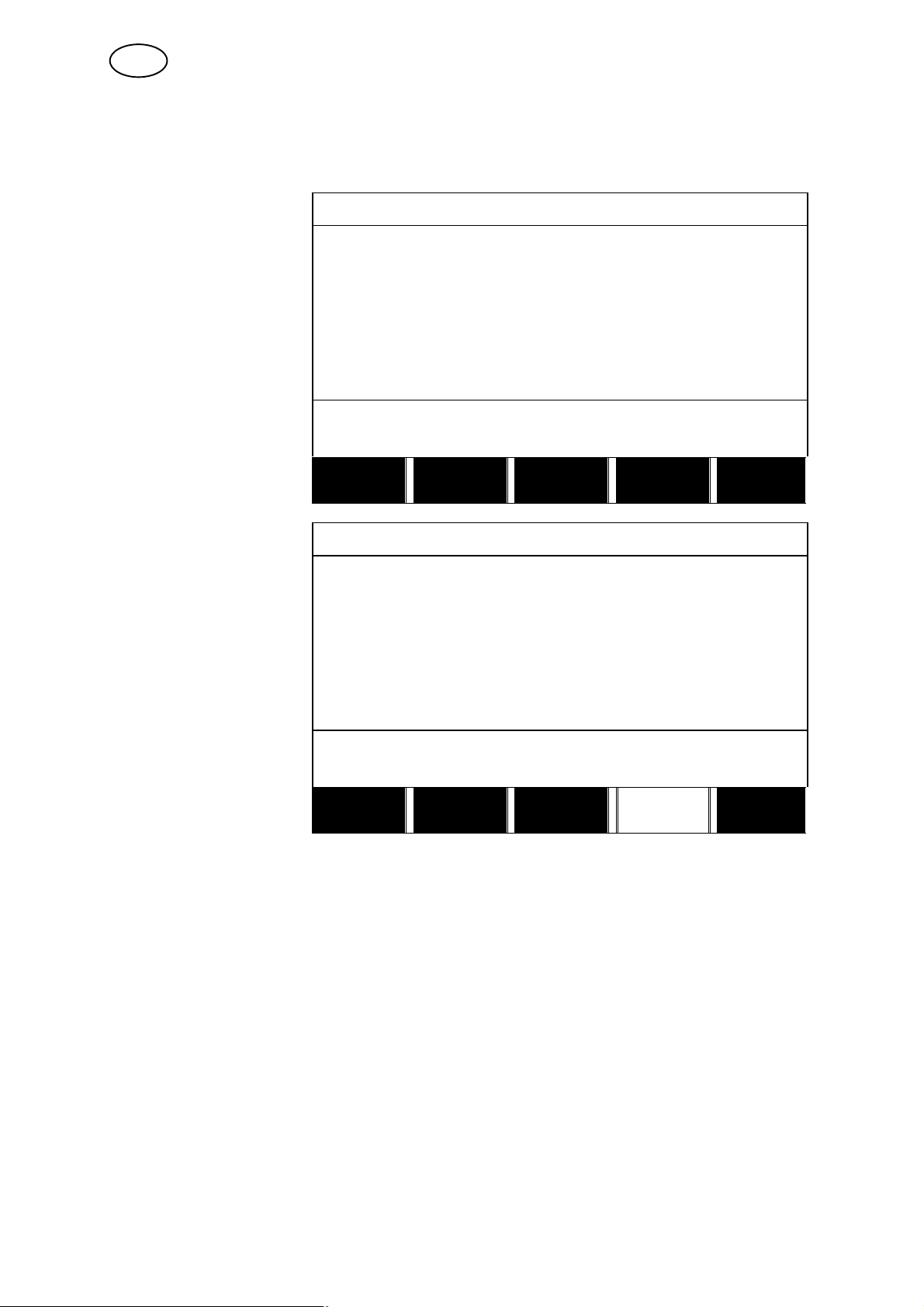
8.2 Saglabāšana
Ja metināšanas datu atmiņa ir tukša, displejā redzams šāds ekrāns.
WELD DATA MEMORY
Saglabāsim
metināšanas datu
kopu. Tas ir norādīts
atmiņas 5. pozīcijā,
Nospiediet SAGLABĀT
(STORE). Tiek parādīta
1. pozīcija. Pagrieziet
vienu no iestatīšanas
grozāmslēdžiem, līdz
sasniedzat 5. pozīciju.
Nospiediet STORE
(SAGLABĀT).
STORE
QUIT
WELD DATA MEMORY
Atlasiet rindu,
5 -
izmantojot vienu no
grozāmslēdžiem.
Nospiediet SAGLABĀT
(STORE).
STORE
Displejā parādās šāds ekrāns.
WELD DATA MEMORY
Ievadītā metināšanas
5 - (TIG)
datu kopa ir saglabāta
5. rindā.
QUIT
TIG HF-START
100 AMP
STORE RECALL
DELETE
2ND
FUNCT QUIT
Dati ir saglabāti ar 5. numuru. Daļa no 5. datu kopas informācijas ir redzama displeja
apakšdaļā.
bi23l
- 41 -
Page 42

LV
8.3 Atsaukšana
Mēs atsauksim saglabāto datu kopu:
WELD DATA MEMORY
Atlasiet rindu,
izmantojot vienu no
grozāmslēdžiem.
Nospiediet ATSAUKT
(RECALL).
Nospiediet JĀ (YES),
lai apstiprinātu, ka
vēlaties atsaukt 5. datu
kopu.
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
NO YES
Šī ikona mērījumu ekrānā attēlo atsauktās atmiņas
pozīcijas numuru.
bi23l
- 42 -
Page 43

LV
8.4 Dzēšana
No atmiņas izvēlnes iespējams dzēst vienu vai vairākas datu kopas.
Mēs dzēsīsim datu kopu, ko saglabājām iepriekšējā piemērā.
WELD DATA MEMORY
Atlasiet datu kopu.
Nospiediet DZĒST
(DELETE).
Nospiediet JĀ (YES),
lai apstiprinātu, ka
vēlaties dzēst.
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
Atgriezieties atmiņas izvēlnē, nospiežot taustiņu NĒ (NO).
- 43 -
bi23l
NO YES
Page 44
LV
8.5 Kopēšana
Lai pārkopētu metināšanas datu informāciju jaunā atmiņas pozīcijā, rīkojieties šādi.
WELD DATA MEMORY
Atlasiet atmiņas
pozīciju, ko vēlaties
kopēt, un nospiediet
izvēlni 2. FUNKCIJA
(2ND FUNCT).
Nospiediet KOPĒT
(COPY).
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
COPY
EDIT
2ND
FUNCT QUIT
Tagad mēs pārkopēsim 5. atmiņas pozīcijas informāciju 50. pozīcijā.
Izmantojiet vienu no grozāmslēdžiem, lai atlasītu atmiņas pozīciju, šajā gadījumā 50.
pozīciju.
bi23l
- 44 -
Page 45

LV
WELD DATA MEMORY
Nospiediet JĀ (YES).
50 -
COPY
DATA SET 5 TO POSITION: 50
Metināšanas dati ar 5. numuru ir pārkopēti 50. atmiņas pozīcijā.
Izmantojot IZIET (QUIT), atgriezieties atmiņas izvēlnē.
8.6 Rediģēšana
Lai rediģētu metināšanas datu informāciju, rīkojieties šādi.
NO YES
Atlasiet atmiņas
pozīciju, ko vēlaties
rediģēt, un nospiediet
izvēlni 2. FUNKCIJA
(2ND FUNCT). Tad
nospiediet REDIĢĒT
(EDIT).
WELD DATA MEMORY
5 - (TIG)
COPY
TIG HF-START
100 AMP
EDIT
2ND
FUNCT QUIT
bi23l
- 45 -
Page 46
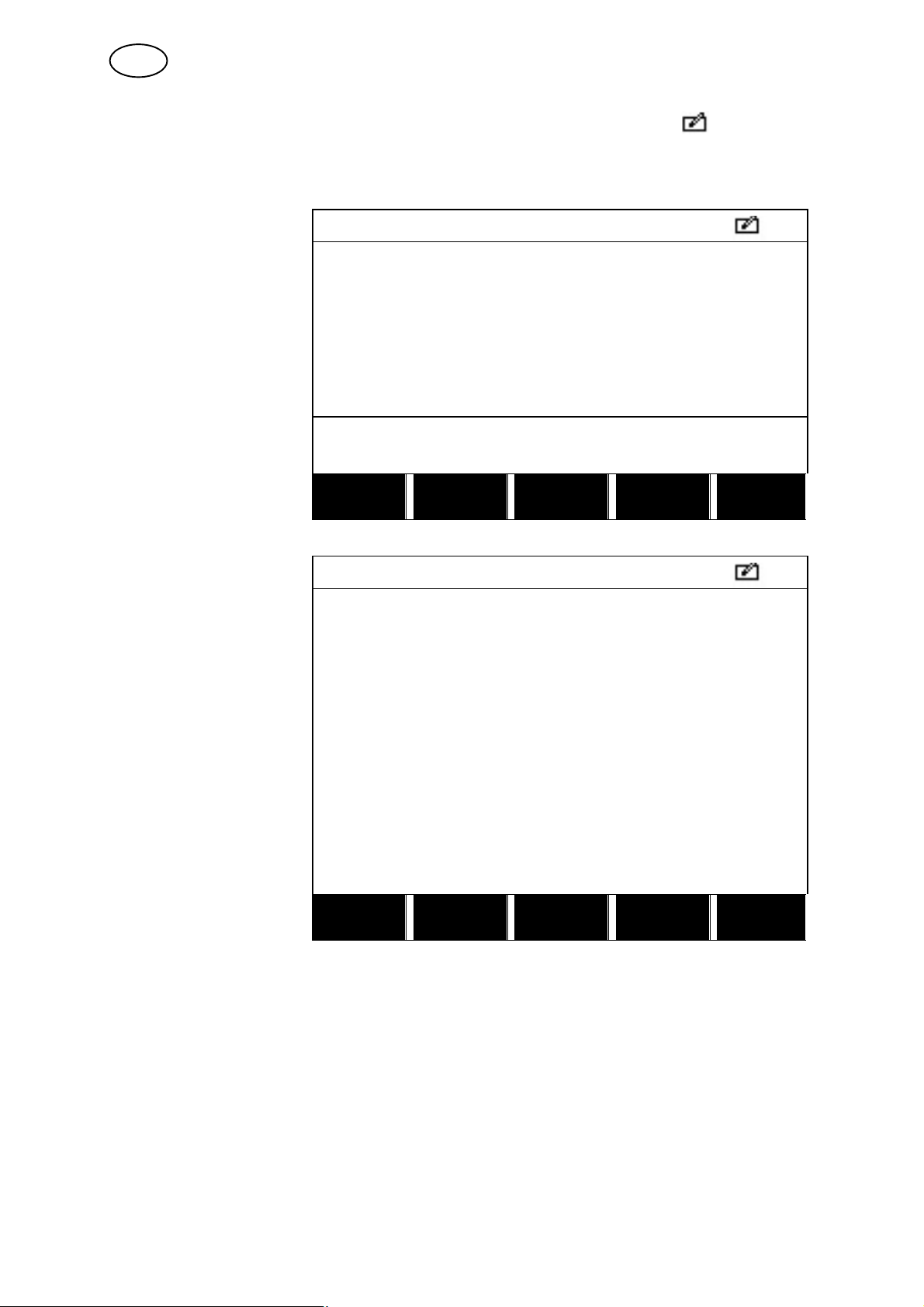
LV
Redzama daļa no galvenās izvēlnes, kā arī izvēlnē redzams simbols , kas
nozīmē, ka atrodaties rediģēšanas režīmā.
TIG
Atlasiet iestatījumu, ko
vēlaties rediģēt, un
nospiediet ENTER.
Atlasiet no saraksta un
vēlreiz nospiediet
ENTER.
Nospiediet IESTATĪT
(SET), lai pārietu pie
izvēlnes
METINĀŠANAS DATU
IESTATĪJUMI (WELD
DATA SETTING).
Atlasiet vērtības, ko
vēlaties rediģēt, un
mainiet ar
palielināšanas/
samazinā-šana
grozāmslēdzi.
Pabeidziet, nospiežot
IZIET (QUIT).
START METHOD HF-START
GUN TRIGGER MODE 4-STROKE
TIG HF-START
100 AMP
SET
WELD DATA SETTING
CURRENT 100 A
SLOPE UP TIME 0.0 S
SLOPE DOWN TIME 2.0 S
GAS PREFLOW 0.5 S
GAS POSTFLOW 5.0 S
SETTING LIMITS MEASURE LIMITS -
EDIT DESCRIPTION ....
QUIT
GAS
PURGE
4-
STROKE
Metināšanas dati ar 5. numuru ir rediģēti un saglabāti.
bi23l
- 46 -
REM QUIT
Page 47

LV
8.7 Nosaukuma piešķiršana
Lai saglabāto datu kopai piešķirtu nosaukumu, rīkojieties šādi.
WELD DATA MEMORY
Atlasiet atmiņas
pozīciju, ko vēlaties
NOSAUKT, un
nospiediet izvēlni 2.
FUNKCIJA (2ND
FUNCT). Tad
nospiediet REDIĢĒT
(EDIT).
Nospiediet IESTATĪT
(SET), lai pārietu pie
izvēlnes
METINĀŠANAS DATU
IESTATĪJUMI (WELD
DATA SETTING).
Atlasiet REDIĢĒT
APRAKSTU (EDIT
DESCRIPTION).
5 - (TIG)
TIG HF-START
100 AMP
COPY
WELD DATA SETTING
CURRENT 100 A
SLOPE UP TIME 0.0 S
SLOPE DOWN TIME 2.0 S
GAS PREFLOW 0.5 S
GAS POSTFLOW 5.0 S
SETTING LIMITS MEASURE LIMITS -
EDIT DESCRIPTION ....
EDIT
2ND
FUNCT QUIT
Nospiediet ENTER.
GAS
PURGE
4-
STROKE
Šeit iespējams piekļūt tastatūrai, ko izmanto šādi.
Novietojiet kursoru uz vēlamās
tastatūras rakstzīmes, izmantojot
kreisās puses grozāmslēdzi un
bulttaustiņus. Nospiediet ENTER.
Šādi var ievadīt pilnu rakstzīmju virkni
ar maks. 40 rakstzīmēm.
Nospiediet PABEIGT (DONE), lai
saglabātu. Jūsu nosaukto alternatīvu
tagad var redzēt sarakstā.
REM QUIT
bi23l
- 47 -
Page 48

LV
9 KONFIGURĒŠANAS IZVĒLNE
Galvenā izvēlne Konfigurēšanas izvēlne
Šajā izvēlnē ir šādas apakšizvēlnes.
Valoda, skatiet nodaļu 2.4 "Pirmā darbība - valodas izvēle".
Bloķēšana ar kodu, skatiet 9.1. nodaļu.
Tālvadības ierīce, skatiet 9.2. nodaļu.
MIG/MAG noklusējuma iestatījumi, skatiet 9.3. nodaļu.
MMA noklusējuma iestatījumi, skatiet 9.4. nodaļu.
Ātrā režīma izvēles taustiņi, skatiet 9.5. nodaļu.
Dubultie startēšanas signāli, skatiet 9.6. nodaļu.
Paneļa tālvadības aktivizēšana, skatiet 9.7. nodaļu.
Automātiskas saglabāšanas režīms, skatiet 9.8. nodaļu.
Automātiska metināšanas datu saglabāšana, skatiet 9.2. nodaļu.
Vairākas stieples padeves ierīces, skatiet 9.10. nodaļu.
Kvalitātes funkcijas, skatiet 9.2. nodaļu.
Apkope; skatiet 9.12. nodaļu.
Garuma mērvienība, skatiet 9.13. nodaļu.
Frekvences mērījumu vērtības, skatiet 9.14. nodaļu.
9.1 Bloķēšana ar kodu
Galvenā izvēlne Konfigurēšanas izvēlne Bloķēšana ar kodu
Ja ir aktivizēta bloķēšanas funkcija un jūs atrodaties mērījumu ekrānā, tālvadības
režīmā vai ātrā režīma izvēlnē, lai izietu no šīm izvēlnēm, nepieciešama parole
(bloķēšanas kods).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
Bloķēšanu ar kodu var aktivizēt konfigurēšanas izvēlnē.
- 48 -
bi23l
QUIT
Page 49

LV
9.1.1 Bloķēšanas koda statuss
Bloķēšanas koda statusa izvēlnē iespējams aktivizēt/deaktivizēt bloķēšanas funkciju,
neizdzēšot esošo bloķēšanas kodu, ja deaktivizējat funkciju. Ja nav saglabāts
bloķēšanas kods un jūs mēģināt aktivizēt bloķēšanu ar kodu, ir redzama tastatūra
jauna bloķēšanas koda ievadei.
Iziešana no bloķēšanas koda statusa
Ja atrodaties mērījumu ekrānā vai ātrā režīma izvēlnē un bloķēšana ar kodu ir
deaktivizēta, no šīm izvēlnēm iespējams iziet, nospiežot IZIET (QUIT) vai IZVĒLNE,
lai nokļūtu galvenajā izvēlnē.
Ja funkcija ir aktivizēta un jūs mēģināt iziet, parādās šāds ekrāns, kas lietotāju
brīdina par bloķēšanas aizsardzību.
BLOĶĒŠANAS KODAM NOSPIEDIET ENTER...
PRESS ENTER FOR
LOCK CODE...
Šeit iespējams atlasīt IZIET (QUIT), lai atsauktu darbību un atgrieztos iepriekšējā
izvēlnē, vai turpināt, nospiežot ENTER un ievadot bloķēšanas kodu.
Tiks atvērta izvēlne ar tastatūru, kur iespējams ievadīt kodu. Pēc katras rakstzīmes
nospiediet ENTER un apstipriniet kodu, nospiežot PABEIGT (DONE).
Parādās šāds tekstlodziņš:
VIENĪBA BLOĶĒTA! (VIENĪBA BLOĶĒTA!)
UNIT UNLOCKED!
Ja kods nav pareizs, ir redzams kļūdas paziņojums, kas piedāvā iespēju mēģināt
vēlreiz vai atgriezties sākotnējā izvēlnē, t. i., mērījumu ekrānā vai ātrā režīma
izvēlnē.
Ja kods ir pareizs, tiks atbloķēta pieeja visām pārējām izvēlnēm, bet bloķēšana ar
kodu paliks aktivizēta. Tas nozīmē, kas iespējams īslaicīgi iziet no mērījumu ekrāna
vai ātrā režīma izvēlnes un saglabāt bloķēšanas koda statusu, atgriežoties šajās
izvēlnēs.
9.1.2 Bloķēšanas koda noteikšana/rediģēšana
Bloķēšanas koda noteikšanas/rediģēšanas izvēlnē iespējams rediģēt esošo
bloķēšanas kodu vai ievadīt jaunu. Bloķēšanas kodu var veidot maksimums 16
izvēles burti vai cipari.
bi23l
- 49 -
Page 50

LV
9.2 Tālvadības ierīce
Galvenā izvēlne Konfigurēšanas izvēlne Tālvadības ierīce
Tālvadības ierīces bez CAN kopnes jāpievieno, izmantojot tālvadības ierīces
adapteri. Šī funkcija neatbalsta SuperPulse metodi.
Pēc pievienošanas aktivizējiet tālvadības ierīci, mērījumu ekrānā nospiežot izvēles
taustiņu TĀLVADĪBA.
9.2.1 Aizmirst prioritāti
MIG/MAG REMOTE CONTROLS
Novietojiet kursoru
rindā TĀLVADĪBAS
IERĪCES (REMOTE
CONTROLS).
Nospiediet ENTER, lai
displejā attēlotu
pieejamo alternatīvu
sarakstu.
FORGET OVERRIDE ON
DIGITAL OP 5-PROG
ANALOG 1 WIRE SPEED
-MIN 0.8
-MAX 25.0
ANALOG 2 VOLTAGE
-MIN -10
-MAX +10
QUIT
Ja funkcija AIZMIRST PRIORITĀTI (FORGET OVERRIDE) ir ieslēgta (ON), pirms
katras jaunas metināšanas reizes automātiski tiek atsauktI pēdējie biežāk atsauktie
atmiņas dati. Tas paredzēts visu pēdējā metināšanas procedūrā radīto metināšanas
datu iestatījumu dzēšanai.
9.2.2 Digitālās tālvadības ierīces konfigurācija
Bez tālvadības ierīces adaptera
Pievienojot tālvadības ierīci ar CAN kopni, konfigurēšana notiek automātiski izvēlnē
CIPARU VADĪBA (DIGITAL OP).
Ar tālvadības ierīces adapteri
Izmantojot digitālo tālvadības ierīci, norādiet, kādu tālvadības ierīces veidu
izmantojat.
Novietojiet kursoru rindā CIPARU VADĪBA un nospiediet ENTER, lai displejā
parādītu sarakstu, no kura varat izvēlēties alternatīvu.
BINARY CODED
10-PROGR
32 programmu bloks BINĀRI KODĒTS (BINARY CODED)
10 programmu bloks* 10 PROGRAMMU (10-PROGR)
* vai metināšanas pistole ar RS3 programmu izvēli
bi23l
- 50 -
Page 51

LV
9.2.3 Analogās tālvadības ierīces konfigurācija
Bez tālvadības ierīces adaptera
Pievienojot tālvadības ierīci ar CAN kopni, automātiski notiek ANALOG 1 un
ANALOG 2 konfigurēšana. Konfigurāciju nevar mainīt.
Ar tālvadības ierīces adapteri
Izmantojot analogo tālvadības ierīci, kontroles panelī iespējams noteikt, kuru/-s
(maks. 2) potenciometru/-s vēlaties izmantot.
Potenciometrus kontroles panelī apzīmēti kā ANALOG 1 un ANALOG 2, un katrs
saistīts ar iestatītiem parametriem metināšanas procesam, piemēram, stieples
padeves parametri (ANALOG 1) un sprieguma parametri (ANALOG 2) MIG/MAG
metināšanai.
Novietojot kursoru rindā ANALOG 1 un nospiežot
ENTER, displejā parādās saraksts.
NONE
WIRE SPEED
Pēc tam var izvēlēties, vai potenciometru ANALOG 1 izmantot parametram
STIEPLES ĀTRUMS (WIRE SPEED), vai to neizmantot - NAV (NONE).
Atlasiet rindu STIEPLES ĀTRUMS (WIRE SPEED) un nospiediet ENTER.
Novietojot kursoru rindā ANALOG 2 un nospiežot
ENTER, displejā parādās saraksts.
NONE
VOLTAGE
Pēc tam var izvēlēties, vai potenciometru ANALOG 2 izmantot parametram
SPRIEGUMS (VOLTAGE), vai to neizmantot - NAV (NONE).
Atlasiet rindu SPRIEGUMS (VOLTAGE) un nospiediet ENTER.
Visas tālvadības ierīces konfigurācijas attiecas uz jebkuru pievienoto stieples
padeves ierīci.
Ja konfigurācijā noņemat ANALOG 1, tas attiecas uz abām stieples padeves
ierīcēm, ja izmantojat divas ierīces.
9.2.4 Ievades mērogs
Izmantotajam/-iem potenciometram/-iem iespējams iestatīt regulēšanas diapazonu.
To var izdarīt, kontroles panelī ar palielināšanas/samazināšanas grozāmslēdžiem
norādot minimālo vērtību un maksimālo vērtību.
Ņemiet vērā, ka sinerģijas režīmā un režīmā bez sinerģijas iespējams iestatīt
atšķirīgus sprieguma ierobežojumus. Sprieguma iestatījums sinerģijā ir sinerģijas
vērtības novirze (pozitīva vai negatīva). Režīmā bez sinerģijas sprieguma iestatījums
ir absolūta vērtība. Esot sinerģijas režīmā, vērtību kopa attiecas uz sinerģiju. Ja
neesat sinerģijas režīmā, tā ir absolūta vērtība.
Režīmā bez sinerģijas ir arī atšķirīgi sprieguma kontroles ierobežojumi
īsā/smidzināšanas loka metināšanai un metināšanai ar impulsiem.
bi23l
- 51 -
Page 52

LV
Vērtība pēc atiestatīšanas
Sinerģija metināšanai ar īso/smidzināšanas loku un impulsiem min. -10 V maks. 10
V
Bez sinerģijas metināšanai ar īso/smidzināšanas loku min. 8 V maks. 60 V
Bez sinerģijas metināšanai ar impulsiem min. 8 V maks. 50 V
9.3 MIG/MAG noklusējuma iestatījumi
Galvenā izvēlne Konfigurēšanas izvēlne MIG/MAG noklusējuma
iestatījumi
Šajā izvēlnē iespējams iestatīt:
Palaidēja funkcija (2 taktu/4 taktu)
Četrtaktu konfigurācija
Izvēles taustiņu konfigurācija
Sprieguma mērījumi metināšanai ar impulsiem
AVC stieples padeves ierīce
"Release pulse".
9.3.1 Palaidēja funkcija (2 taktu/4 taktu)
2 taktu režīms
Gāzes
priekšplūsma
Funkcijas, izmantojot metināšanas pistoles 2 taktu kontroli
Karst
ais
starts
MetināšanaKrātera
piepildī
šana
Gāzes pēcplūsma
Gāzes priekšplūsma (ja to izmanto) ieslēdzas, tiklīdz tiek nospiests metināšanas
pistoles palaidēja slēdzis (1). Šajā brīdī sākas metināšanas process. Atlaižot
palaidēja slēdzi (2), sākas krātera piepildīšana (ja izvēlēta), un metināšanas strāva
tiek apturēta. Sākas gāzes pēcplūsma (ja izvēlēta).
IETEIKUMS. Nospiežot palaidēja slēdzi vēlreiz, kamēr notiek krātera piepildīšana, tā
turpinās, kamēr slēdzis tiek turēts nospiests (pārtrauktā līnija). Krātera piepildīšanu
var pārtraukt, arī ātri nospiežot un atlaižot palaidēja slēdzi, kamēr notiek krātera
piepildīšana.
2 taktu režīmu aktivizē mērījumu ekrānā, konfigurēšanas izvēlnē vai ar izvēles
taustiņu mērījumu ekrānā.
bi23l
- 52 -
Page 53

LV
4 taktu režīms
4 taktu režīmā ir 3 sākuma un 2 beigu pozīcijas. Šī ir sākuma un beigu 1. pozīcija.
Pēc atiestatīšanas tiek atlasīta 1. pozīcija. Skatiet nodaļu 9.3.2 "Četrtaktu
konfigurācija".
Gāzes
priekšplūsma
Funkcijas, izmantojot metināšanas pistoles 4 taktu kontroli
Karst
ais
starts
MetināšanaKrātera
piepildīša
na
Gāzes pēcplūsma
Gāzes priekšplūsma ieslēdzas, tiklīdz tiek nospiests metināšanas pistoles palaidēja
slēdzis (1). Atlaižot palaidēja slēdzi, tiek sākts metināšanas process. Nospiežot
palaidēja slēdzi vēlreiz (3), tiek sākta krātera piepildīšana (ja izvēlēta), un
metināšanas datu vērtība tiek samazināta. Atlaižot palaidēja slēdzi (4), beidzas
metināšanas process un ieslēdzas gāzes pēcplūsma (ja izvēlēta).
IETEIKUMS. Krātera piepildīšana tiek apturēta, kad tiek atlaists palaidēja slēdzis.
Kamēr slēdzis ir nospiests, krātera piepildīšana turpinās (pārtrauktā līnija).
4 taktu režīmu aktivizē mērījumu ekrānā, konfigurēšanas izvēlnē vai ar izvēles
taustiņu mērījumu ekrānā.
9.3.2 Četrtaktu konfigurācija
Četrtaktu konfigurācijā var izmantot dažādas 4 taktu sākuma un beigu funkcijas.
4 taktu sākuma iestatījumi
Palaidēja vadīta gāzes priekšplūsma, skatīt nodaļu 9.3.1 "4 -taktu režīms"
Laika vadīta gāzes priekšplūsma
Gāzes plūsma
Stieples padeve
Gāzes
priekšplūsma
Metināšana
Nospiediet palaidēja slēdzi (1), sākas gāzes priekšplūsma; pēc iestatītā
priekšplūsmas laika sākas metināšanas process. Atlaidiet palaidēja slēdzi (2).
bi23l
- 53 -
Page 54

LV
Palaidēja vadīts "Hot start"
Gāzes plūsma
Stieples padeve
Gāzes
priekšplūsma
"Hot
start"
Metināšana
Nospiediet palaidēja slēdzi (1); sākas gāzes priekšplūsma un "Hot start" darbojas,
kamēr nav atlaists slēdzis (2).
4 taktu beigu iestatījumi
Laika vadīta krātera piepildīšana ar iespējamu pagarinājumu, skatiet nodaļu
9.3.1 "4 taktu režīms"
Palaidēja vadītas krātera piepildīšanas laiks
Gāzes plūsma
Stieples padeve
Metināšana -----Krātera
piepildīšana-----
Nospiediet palaidēja slēdzi (3); sākas un beidzas krātera piepildīšana. Palaidēja
slēdzi atlaižot (4) krātera piepildīšanas laikā (krātera piepildīšanas laiks saīsinās),
metināšana tiek pārtraukta.
9.3.3 Izvēles taustiņu konfigurācija
Kontroles paneļa izvēles taustiņi ir raksturoti iepriekš. Izmantojot MIG/MAG
metināšanu, lietotājs var iestatīt šo taustiņu funkcijas, izvēloties no noteiktu opciju
saraksta. Ir septiņi izvēles taustiņi, kam var piešķirt funkciju.
Iespējams izvēlēties kādu no šīm opcijām:
neviena;
gāzes izpūšana;
pakāpeniska stieples izvilkšana;
2 taktu/4 taktu režīms;
krātera piepildīšana IESLĒGTA/IZSLĒGTA;
palēnināta startēšana IESLĒGTA/IZSLĒGTA;
"Hot start" IESLĒGTS/IZSLĒGTS;
metināšanas datu pārslēgšana ar pistoli.
bi23l
- 54 -
Page 55

LV
Displeja ekrānā ir divas slejas: viena funkcijai un viena taustiņa numuram.
SOFT KEYS SETUP
Function Soft key
NONE
GAS PURGE 1
WIRE INCHING 2
TRIGGER MODE (2/4) 3
CRATER FILL ON/OFF 4
CREEP START ON/OFF 5
HOT START ON/OFF 6
TRIGGER SWITCH 7
GAS
PURGE
WIRE
INCH
4-
STROKE
2ND
FUNCT QUIT
Uz paneļa ir pieci izvēles taustiņi. Nospiežot taustiņu 2. FUNKCIJA (2ND FUNCT),
iespējams iegūt vēl piecus izvēles taustiņus.
Piešķirot funkcijas šiem taustiņiem, tie ir šādi numurēti no kreisās puses:
1 2 3
4 5 6 7
2ND
FUNCT
QUIT
2ND
FUNCT
Lai izvēles taustiņam piešķirtu jaunu funkciju, rīkojieties šādi.
Novietojiet kursoru funkcijas rindā NAV (NONE) un nospiediet izvēles taustiņu ar
funkciju, kam jāmaina taustiņa numurs.
Atkārtojiet šo procedūru taustiņam ar taustiņa numuru, ko vēlaties izmantot.
Novietojiet kursoru tās funkcijas rindā, kam vēlaties piešķirt jaunu taustiņa
numuru, un nospiediet izvēles taustiņu, kam vēlaties piešķirt šo funkciju.
Tāpat var piešķirt jaunas funkcijas pārējiem taustiņiem - savienojot vienu funkciju
kreisās puses slejā ar taustiņa numuru labās puses slejā.
9.3.4 Sprieguma mērījumi metināšanai ar impulsiem
Ir šādas sprieguma mērījumu metožu opcijas, metinot ar impulsiem.
Maksimālā vērtība impulsu spriegumam - PULSE.
Spriegumu mēra tikai impulsu sērijas laikā, filtrējot pirms sprieguma vērtības
parādīšanas displejā.
Sprieguma vidējā vērtība - AVERAGE (AVERAGE).
Spriegumu mēra nepārtraukti, filtrējot pirms sprieguma vērtības parādīšanas.
Displejā redzamās vērtības izmanto kā ievades datus iekšējām un ārējām
kvalitātes funkcijām.
bi23l
- 55 -
Page 56
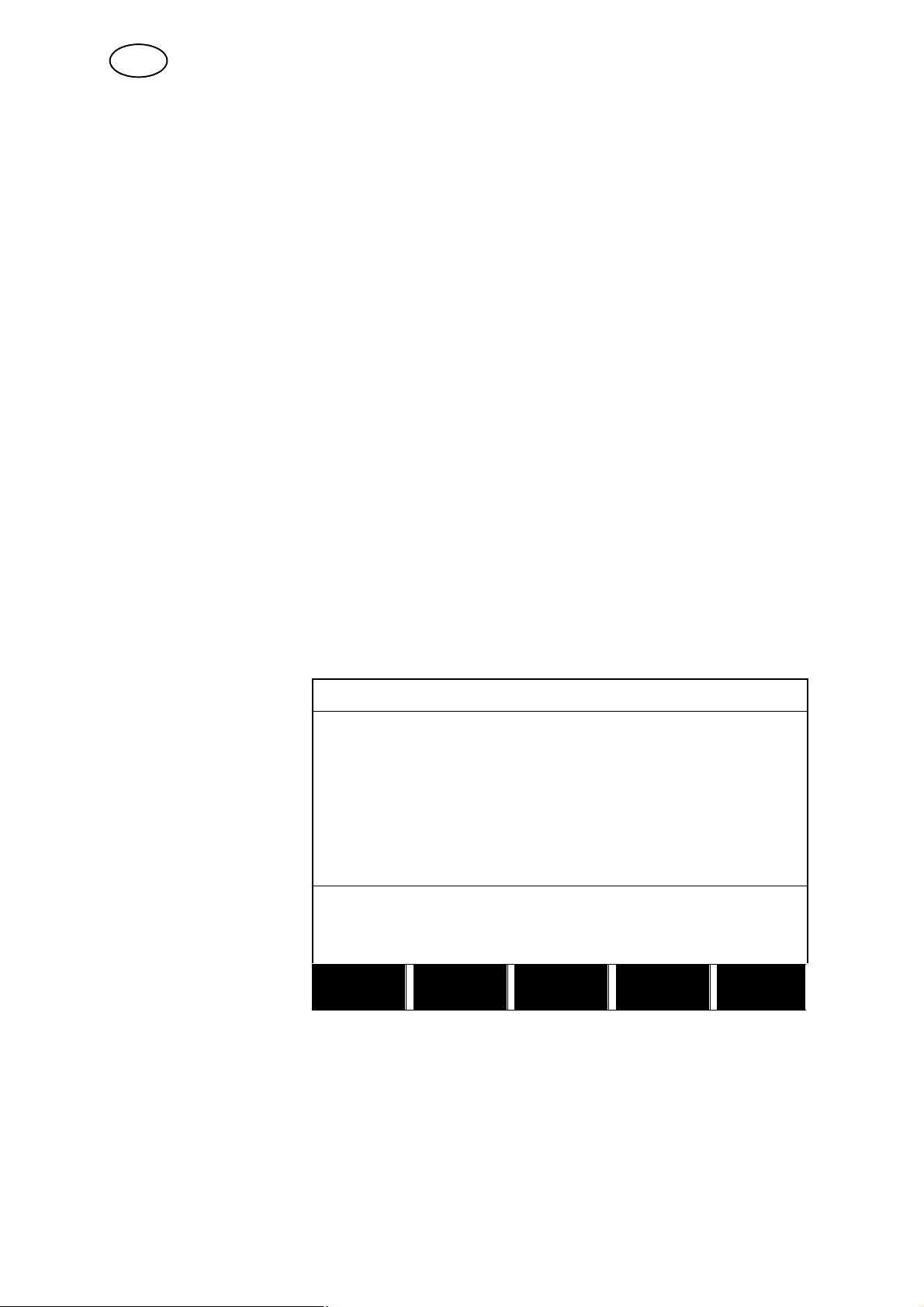
LV
9.3.5 AVC stieples padeves ierīce
Pēc AVC stieples padeves ierīces pievienošanas (ARC VOLTAGE CONTROL)
dodieties uz izvēlni KONFIGURĒŠANAS pie MIG/MAG PAMATIESTATĪJUMIEM.
AVC stieples padeves ierīces rindā nospiediet ENTER un atlasiet IESLĒGTS (ON).
Aprīkojums tiek automātiski konfigurēts, lai atbilstu AVC stieples padeves ierīcei.
9.3.6 "Release pulse"
Ja stieple iestrēgst sagatavē, sistēma to konstatē un nosūta strāvas impulsu, kas
stiepli atbrīvo no virsmas.
Lai ieslēgtu šo funkciju, sarakstā zem MIG/MAG PAMATIESTATĪJUMIEM atlasiet
RELEASE PULSE, pēc tam nospiediet ENTER un atlasiet IESLĒGTS (ON).
9.4 MMA noklusējuma iestatījumi
Galvenā izvēlne Konfigurēšanas izvēlne MMA noklusējuma iestatījumi
Punktmetināšana
Punktmetināšanu var izmantot, metinot ar nerūsējošiem elektrodiem. Funkcija
iesaista alternatīvu lokizlādi un nodzišanu, lai iegūtu labāku kontroli pār karstuma
padevi. Lai nodzēstu loku, elektrodu tikai nedaudz jāpaceļ.
Šeit iespējams atlasīt IESLĒGTS (ON) vai IZSLĒGTS (OFF).
9.5 Ātrā režīma izvēles taustiņi
Ātrā režīma izvēlnē redzami izvēles taustiņi no WELD DATA 1 līdz WELD DATA 4.
Tos konfigurē šādi.
FAST MODE SOFT KEYS
Novietojiet kursoru
IZVĒLES TAUSTIŅA
NUMURA (soft key
number)) rindā.
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON
Fe, C=2, 1.2 mm
+ 3.5 VOLT, 7.6 M/MIN
STORE
DELETE QUIT
Taustiņi no kreisās uz labo pusi ir numurēti no 1 līdz 4. Atlasiet vajadzīgo taustiņu un
norādiet tā numuru, izmantojot palielināšanas/samazināšanas grozāmslēdžus.
Pēc tam ar kreisās puses grozāmslēdzi pārvietojieties uz nākamo rindu SAISTĪTIE
METINĀŠANAS DATI (ASSOCIATED WELD DATA). Šeit iespējams pārlūkot
metināšanas datu kopas, kas saglabātas metināšanas datu atmiņā. Atlasiet
vajadzīgo metināšanas datu numuru, izmantojot palielināšanas/samazināšanas
grozāmslēdžus. Nospiediet SAGLABĀT (STORE), lai saglabātu. Lai dzēstu
saglabāto kopu, nospiediet DZĒST (DELETE).
bi23l
- 56 -
Page 57

LV
9.6 Dubultie startēšanas avoti
Ja šī opcija ir aktivizēta (ON), MIG/MAG metināšanu iespējams sākt ar stieples
padeves ierīces startēšanas ievadi un ar barošanas avota TIG startēšanas ievadi, kā
arī otrādi. Sākot metināšanu ar startēšanas signāla ievadi, tā jāaptur ar to pašu
avotu.
9.7 Paneļa tālvadības aktivizēšana
Galvenā izvēlne Konfigurēšanas izvēlne Paneļa tālvadības aktivizēšana
Parasti nav iespējams veikt iestatījumus, izmantojot spiedpogas, ja panelis ir
tālvadības režīmā. Kad PANEĻA TĀLVADĪBAS IESPĒJOŠANA ir IESLĒGTA (ON),
strāvu/stieples padevi vai spriegumu var iestatīt, izmantojot kontroles paneli un
tālvadības ierīci.
Ja PANEĻA TĀLVADĪBAS IESPĒJOŠANU izmanto kopā ar ierobežojumiem,
iekārtas lietošanu var ierobežot līdz atsevišķam iestatījumu diapazonam. Tas
attiecas uz šādiem iestatījumiem: stieples padeve un spriegums MIG/MAG
metināšanai, strāvas iestatījumi MMA un TIG metināšanai, impulsu strāva TIG ar
impulsiem.
9.8 Automātiskas saglabāšanas režīms
Galvenā izvēlne Konfigurēšanas izvēlne Automātiskas saglabāšanas
režīms
Kad metināšanas datu kopas ir atsaukta no atmiņas pozīcijas metināšanas datu
atmiņā un tiek veiktas izmaiņas iestatījumos, izmaiņas automātiski saglabājas
atmiņas pozīcijā, kad no atmiņas tiek atsaukta jauna metināšanas datu kopa.
Ja metināšanas datus manuāli saglabā atmiņas pozīcijā, nākamā automātiskā
saglabāšana tiek deaktivizēta.
Atmiņas pozīcija, kurā ir saglabāta metināšanas datu kopa, ir redzama mērījumu
ekrāna augšējā labajā stūrī.
9.9 Metināšanas datu pārslēgšana ar palaidēju
Galvenā izvēlne Konfigurēšanas izvēlne Metināšanas datu pārslēgšana
ar palaidēju
Šī funkcija ļauj mainīt dažādas iepriekš noteiktas metināšanas datu alternatīvas,
divreiz nospiežot metināšanas pistoles palaidēju.
Iespējams mainīt maks. 5 atlasītas atmiņas pozīcijas. (Skatiet nodaļu 8 "Atmiņas
pārvaldība".)
IZSLĒGTS (OFF) - nav iespējams nomainīt metināšanas datus.
LOKS IZSLĒGTS (ARC OFF) - lietotājs nevar nomainīt atmiņas pozīcijas
metināšanas laikā.
IESLĒGTS (ON) - lietotājs vienmēr var nomainīt atmiņas pozīcijas.
bi23l
- 57 -
Page 58

LV
Metināšanas datu pārslēgšanas aktivizēšana
TRIGGER WELD DATA SWITCH
Novietojiet kursoru
rindā METINĀŠANAS
TRIGGER WELD DATA SWITCH OFF
ADD/DELETE WELD DATA 5
DATU PĀRSLĒGŠANA
AR PALAIDĒJU
SELECTED WELD DATA
(TRIGGER WELD
DATA SWITCH) un
nospiediet ENTER.
Atlasiet IZSLĒGTS
(OFF), LOKS
IZSLĒGTS (ARC OFF)
vai IESLĒGTS (ON).
Nospiediet ENTER.
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON
Metināšanas datu izvēle no atmiņas
Fe, CO2, 1.2 mm
+ 3.5 VOLT, 7.6 M/MIN
QUIT
TRIGGER WELD DATA SWITCH
Novietojiet kursoru
rindā PIEVIENOT/
TRIGGER WELD DATA SWITCH OFF
ADD/DELETE WELD DATA 19
DZĒST
METINĀŠANAS
SELECTED WELD DATA 5 19
DATUS (ADD/DELETE
WELD DATA).
MIG/MAG SHORT/SPRAY SYNERGIC MODE OFF
Fe, CO2, 1.2 mm
+ 6 VOLT, 9 M/MIN
STORE
DELETE QUIT
Izmantojot palielināšanas/samazināšanas grozāmslēdžus, atlasiet to atmiņu
numurus, kur saglabāti pašreizējie metināšanas dati, un nospiediet SAGLABĀT
(STORE).
Rindā ATLASĪTIE METINĀŠANAS DATI (SELECTED WELD DATA) redzams, kuri
metināšanas dati ir atlasīti un kādā kārtībā tie redzami no kreisās uz labo pusi.
Displejā zem līnijas ir redzama pēdējās atlasītās pozīcijas metināšanas datu kopa.
Lai noņemtu metināšanas datus, veiciet tās pašas darbības, kā noteikts iepriekš,
taču beigās nospiediet taustiņu DZĒST (DELETE).
bi23l
- 58 -
Page 59

LV
9.10 Vairākas stieples padeves ierīces
Galvenā izvēlne Konfigurēšanas izvēlne Vairākas stieples padeves
ierīces
Pievienojot vairākas stieples padeves ierīces (maks. 4), stieples padeves ierīces
jāizmanto bez metināšanas datu ierīces, t. i., ar tukšu paneli.
Visām stieples padeves ierīcēm, kas piegādātas klientam, ir 1. identifikācijas
numurs.
Pievienojot vairākas stieples padeves ierīces, vispirms ir jānomaina vienas stieples
padeves ierīces identifikācijas numurs (mezgla adrese).
Lai nomainītu ID numuru, rīkojieties šādi.
Pievienojiet pirmo stieples padeves ierīci, dodieties uz izvēlni VAIRĀKAS
STIEPLES PADEVES IERĪCES (MULTIPLE WIRE FEEDERS).
Nospiediet un atlaidiet palaidēja slēdzi, lai aktivizētu stieples padeves ierīci.
Pēc tam pirmajā rindā nolasiet, kāds ir stieples padeves ierīces ID numurs
(pirmajā reizē jābūt 1). Pēc tam izvēlieties jaunu ID numuru no 2 līdz 4.
MULTIPLE WIRE FEEDERS
Novietojiet kursoru
rindā ATLASĪT JAUNU
CURRENT ID NUMBER -
SELECT A NEW ID NUMBER 1
ID NUMURU (SELECT
A NEW ID NUMBER).
CONNECTED WIRE FEEDERS ID:
Atlasiet vajadzīgo
numuru no 1 līdz 4,
izmantojot
palielināšanas/
samazinā-šanas
grozāmslēdžus.
Nospiediet ENTER.
QUIT
Augšējā rindā ID numura skaitlis mainīsies uz vajadzīgo numuru.
Pievienojiet nākamo stieples padeves ierīci.
Nospiediet un atlaidiet palaidēja slēdzi, lai aktivizētu šo stieples padeves ierīci.
Tagad redzams, ka ierīces ID numurs ir 1.
Konfigurēšana ir pabeigta, un varat sākt lietot aprīkojumu kā parasti. Tādā pašā
veidā iespējams konfigurēt un izmantot četras stieples padeves ierīces. Izmantojot
vairākas stieples padeves ierīces, svarīgs ir nevis ierīcei piešķirtais ID numurs, bet
gan tas, ka katrai ierīcei tiek piešķirts atšķirīgs numurs, lai tās varētu atšķirt.
Uzmanieties, lai nepiešķirtu vienādu ID numuru divām stieples padeves ierīcēm. Ja
tā notiek, labojiet situāciju, atvienojot vienu no ierīcēm un vēlreiz no sākuma veicot
iepriekš aprakstīto procedūru. Vienmēr varat doties uz izvēlni "VAIRĀKAS
bi23l
- 59 -
Page 60

LV
STIEPLES PADEVES IERĪCES" un pārbaudīt pievienoto stieples padeves ierīču ID
numurus, nospiežot palaidēja slēdzi.
Rindā PIEVIENOTO STIEPLES PADEVES IERĪČU ID (CONNECTED WIRE
FEEDERS ID) redzami visu pievienoto stieples padeves ierīču ID numuri.
9.11 Kvalitātes funkcijas
Galvenā izvēlne Konfigurēšanas izvēlne Kvalitātes funkcijas
Nosacījumus metināšanas pabeigšanas reģistrēšanai iespējams iestatīt pie
Kvalitātes funkcijām izvēlnē Konfigurēšana.
Atlasiet rindu un nospiediet ENTER. Ja ir atlasīts IESLĒGTS (ON), katra
metināšanas reize tiks saglabāta kā teksta fails ar paplašinājumu .aqd - katru dienu
jauns fails. Tajā reģistrēta šāda informācija:
metināšanas sākuma laiks;
metināšanas ilgums;
maksimālais, minimālais un vidējais strāvas stiprums metināšanas laikā;
maksimālais, minimālais un vidējais spriegums metināšanas laikā;
maksimālā, minimālā un vidējā jauda metināšanas laikā.
Vairāk informācijas par kvalitātes funkciju skatiet 10.7. nodaļā.
9.12 Apkope
Galvenā izvēlne Konfigurēšanas izvēlne Apkope
Šajā izvēlnē iespējams iestatīt, cik bieži jāmaina metināšanas uzgalis. Norādiet sākto
metināšanu skaitu, pēc kurām jāmaina uzgalis - atlasiet rindu METINĀŠANAS
UZGAĻA MAIŅAS INTERVĀLS (CONTACT TIP CHANGE INTERVAL) un nospiediet
ENTER. Pēc tam, izmantojot palielināšanas/samazināšanas grozāmslēdžus, iestatiet
vērtību. Kad intervāls beidzies, kļūdu žurnālā parādās 54. kļūdas kods. Atiestatiet,
nospiežot izvēles taustiņu ATIESTATĪT (RESET).
Ja sākto metināšanas reižu skaita vietā atlasa parametru KOPĒJAIS
EKSPLUATĀCIJAS LAIKA IEROBEŽOJUMS (TOTAL RUNNING TIME LIMIT),
jāsazinās ar pilnvarotu ESAB apkopes tehniķi.
bi23l
- 60 -
Page 61

LV
SERVICE
CONTACT TIP CHANGE INTERVAL 0 Welds
WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
TOTAL RUNNING TIME 0d00:00:00
RESET
9.13 Garuma mērvienība
Galvenā izvēlne Konfigurēšanas izvēlne Garuma mērvienība
Šeit iespējams atlasīt mērvienību - metrisko vai collas:
QUIT
METRIC
INCH
9.14 Mērvienības vērtības frekvence
Galvenā izvēlne Konfigurēšanas izvēlne Mērvienības vērtības frekvence
Šeit iespējams iestatīt mērvienības vērtības frekvenci no 1 līdz 10 Hz, izmantojot
palielināšanas/samazināšanas grozāmslēdžus.
9.15 Atslēgas reģistrēšana
Galvenā izvēlne Konfigurēšanas izvēlne Atslēgas reģistrēšana
Ar funkciju ATSLĒGAS REĢISTRĒŠANA (REGISTER KEY) iespējams atbloķēt
atsevišķas funkcijas, kas nav iekļautas kontroles paneļa pamatversijā. Informāciju
par šīm funkcijām skatiet 79. lappusē.
Lai piekļūtu šīm funkcijām, jāsazinās ar ESAB. Norādot ierīces sērijas numuru,
saņemsiet atslēgas kodu, kas jāievada izvēlnē ATSLĒGAS REĢISTRĒŠANA
(REGISTER KEY).
Nospiediet IEVADĪT ATSLĒGU (ENTER KEY) un ar tastatūru, kas parādās displejā,
ierakstiet atslēgas kodu. Novietojiet kursoru uz vajadzīgās tastatūras rakstzīmes,
bi23l
- 61 -
Page 62

LV
izmantojot kreisās puses grozāmslēdzi un bulttaustiņus. Nospiediet ENTER. Kad
rakstzīmju virkne ir ievadīta, nospiediet PABEIGT (DONE).
Lai aktivizētu atslēgu, nospiediet AKTIVIZĒT (ACTVTE). Parādīsies paziņojums:
ATSLĒGA AKTIVIZĒTA (KEY ACTIVATED). Ja reģistrācija ir neveiksmīga, redzams
ziņojums: NEPAREIZA ATSLĒGA (INCORRECT KEY). Pārbaudiet atslēgas kodu un
mēģiniet vēlreiz.
10 INSTRUMENTI
Galvenā izvēlne Instrumenti
Šajā izvēlnē ir šādas apakšizvēlnes.
Kļūdu žurnāls, sk. 10.1. nodaļu.
Eksportēšana/importēšana, sk. 10.2. nodaļu.
Failu pārvaldnieks, sk. 10.3. nodaļu.
Iestatījumu ierobežojumu rediģēšana; skatiet 10.4. nodaļu.
Mērījumu vērtību iestatījumu rediģēšana, sk. 10.5. nodaļu.
Ražošanas statistika, sk. 10.6. nodaļu.
Kvalitātes funkcijas, sk. 10.7. nodaļu.
Lietotāja definētie sinerģijas dati, skatiet 10.8. nodaļu.
Kalendārs, sk. 10.9. nodaļu.
Lietotāja konti, sk. 10.10. nodaļu.
Ierīces informācija, sk. 10.11. nodaļu.
10.1 Kļūdu žurnāls
Galvenā izvēlne Instrumenti Kļūdu žurnāls
Kļūmju pārvaldības kodus izmanto, lai norādītu, ka metināšanas procesā radusies
kļūme. To norāda displejā, izmantojot uznirstošo izvēlni. Displeja augšējā labā stūrī
parādās izsaukuma zīme .
Piezīme! Zīme displejā vairs nav redzama, tiklīdz dodaties uz kļūdu žurnāla
izvēlni.
Visas kļūdas, kas rodas metināšanas aprīkojuma izmantošanas laikā, tiek reģistrētas
kļūdu žurnālā kā kļūdu paziņojumi. Var saglabāt ne vairāk kā 99 kļūdu paziņojumus.
Ja kļūdu žurnāls ir pilns, t. i., ir saglabāti 99 kļūdu paziņojumi, vecāko paziņojumu
automātiski izdzēš, kad rodas nākamā kļūme.
bi23l
- 62 -
Page 63

LV
Kļūdu žurnāla izvēlnē redzama šāda informācija:
kļūdas numurs;
datums, kurā kļūda radusies;
laiks, cikos kļūda radusies;
ierīce, kurā kļūda radusies;
kļūdas pārvaldības kods.
ERROR LOG
Index Date Time Unit Error
1 080917 11:24:13 8 19
2 080918 10:24:18 8 17
Lost contact with wire feeder
DELETE
DELETE
ALL
UPDATE
VIEW
TOTAL QUIT
10.1.1 Ierīces
1 = dzesēšanas ierīce 4 = tālvadības ierīce
2 = barošanas avots 5 = maiņstrāvas ierīce
3 = stieples padeves
8 = kontroles panelis
ierīce
10.1.2 Kļūdas kodu apraksti
Kļūmju, kuras lietotājs var novērst pats, pārvaldības kodi parādīti šeit. Ja parādās
cits kods, sazinieties ar apkopes tehniķi.
Kļūdas
kods
Apraksts
1 Programmas atmiņas kļūda, izdzēšamā pārprogrammējamā lasāmatmiņa (EPROM)
Programmas atmiņa ir bojāta.
Kļūda neatspējo nevienu funkciju.
Darbība: izslēdziet un no jauna ieslēdziet iekārtu. Ja kļūda netiek novērsta, vērsieties pie
apkopes tehniķa.
2 Mikroprocesora RAM kļūda
Mikroprocesors nespēj nolasīt no iekšējās atmiņas vai tajā ierakstīt.
Kļūda neatspējo nevienu funkciju.
Darbība: izslēdziet un no jauna ieslēdziet iekārtu. Ja kļūda netiek novērsta, vērsieties pie
apkopes tehniķa.
3 Ārējā RAM kļūda
Mikroprocesors nespēj nolasīt no ārējās atmiņas vai tajā ierakstīt.
Kļūda neatspējo nevienu funkciju.
Darbība: izslēdziet un no jauna ieslēdziet iekārtu. Ja kļūda netiek novērsta, vērsieties pie
apkopes tehniķa.
bi23l
- 63 -
Page 64

LV
Kļūdas
kods
12 Sakaru kļūda (brīdinājums)
14 Sakaru kļūda
15 Zaudēti ziņojumi
17 Zudis kontakts ar otru ierīci
19 Atmiņas kļūda datu atmiņas RAM, ko darbina baterija
Apraksts
4 5 V barošana pārāk maza
Barošanas spriegums ir pārāk mazs.
Pašreizējais metināšanas process tiek apturēts, un startēšana nav iespējama.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
5 Vidējais līdzstrāvas spriegums ārpus robežvērtības
Spriegums ir pārāk augsts vai pārāk zems. Pārāk augstu spriegumu var izraisīt nopietni
pārtraukumi tīkla strāvas padevē vai pārāk vāja strāvas padeve (augsta elektrības
induktivitāte vai fāzes zudums).
Barošanas avots tiek apturēts, un to nav iespējams ieslēgt.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
6 Augsta temperatūra
Noticis termiskās pārslodzes pārrāvums.
Pašreizējais metināšanas process ir apturēts, un to nevar atsākt, kamēr netiek atiestatīts
termiskās pārslodzes atslēgšanas mehānisms.
Darbība: pārbaudiet, vai dzesēšanas gaisa ieplūde vai izplūde nav bloķēta vai aizsērējusi.
Pārbaudiet izmantoto noslodzes ciklu, lai pārliecinātos, vai aprīkojums nav pārslogots.
7 Augsta primārā tinuma strāva
Barošanas avots izmanto pārāk daudz strāvas no līdzstrāvas sprieguma, kas to piegādā.
Barošanas avots tiek apturēts, un to nav iespējams ieslēgt.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
Sistēmas CAN kopnei īslaicīgi ir pārāk liela slodze.
Barošanas avotam/stieples padeves ierīcei nav kontakta ar kontroles paneli.
Darbība: pārbaudiet, vai viss aprīkojums ir pieslēgts pareizi.
Ja kļūda netiek novērsta, vērsieties pie apkopes tehniķa.
Sistēmas CAN kopne ir īslaicīgi pārstājusi darboties, jo ir pārāk liela slodze.
Pašreizējais metināšanas process ir apturēts.
Darbība: pārbaudiet, vai viss aprīkojums ir pieslēgts pareizi. Izslēdziet tīkla strāvas
padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta, vērsieties pie apkopes tehniķa.
Mikroprocesors nespēj pietiekami ātri apstrādāt ienākošos ziņojumus, un informācija ir
zaudēta.
Darbība: Izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūme netiek novērsta,
vērsieties pie apkopes tehniķa.
Pašreizējās darbības ir apturētas, un metināšanas sākšana ir aizkavēta.
Šī kļūda rodas, ja ir pārtraukts savienojums (piem., CAN kopnes kabelī) starp metināšanas
datu ierīci un citu ierīci. Attiecīgā ierīce redzama kļūdu žurnālā.
Darbība: pārbaudiet CAN kopnes kabeļus. Ja kļūda netiek novērsta, vērsieties pie
apkopes tehniķa.
Baterijai zudis spriegums
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Kontroles panelis ir atiestatīts.
Iestatījumi ir angļu valodā, ar MIG/MAG, SHORT/SPRAY, Fe, CO2, 1,2 mm.
Ja kļūda netiek novērsta, vērsieties pie apkopes tehniķa.
bi23l
- 64 -
Page 65

LV
Kļūdas
kods
22 Raidītāja bufera pārpilde
23 Uztvērēja bufera pārpilde
25 Nesaderīgs metināšanas datu formāts
26 Programmas kļūda
28 Zaudēti programmas dati
40 Nesaderīgas ierīces
54 Beidzies apkopes intervāls
60 Sakaru kļūda
64 Sasniegta mērījumu robežvērtība
Apraksts
Kontroles panelis nespēj pietiekami ātri pārraidīt informāciju citām ierīcēm.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci.
Kontroles panelis nespēj pietiekami ātri pārstrādāt informāciju no citām ierīcēm.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci.
Mēģinājums saglabāt metināšanas datus USB atmiņā. USB atmiņai ir cits datu formāts
nekā metināšanas datu atmiņai.
Darbība: izmantojiet citu USB atmiņu.
Kaut kas procesoram traucē veikt parastos uzdevumus programmā.
Programma automātiski restartējas. Pašreizējais metināšanas process ir apturēts. Šī
kļūme neatspējo nevienu funkciju.
Darbība: metināšanas laikā pārskatiet metināšanas programmu darbību. Ja kļūda
atkārtojas, vērsieties pie apkopes tehniķa.
Netiek veikta programmu izpilde.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
Pievienota nepareiza stieples padeves ierīce. Startēšana nav iespējama.
Darbība: pievienojiet pareizo stieples padeves ierīci.
Beidzies metināšanas uzgaļa apkopes intervāls.
Darbība: nomainiet metināšanas uzgali
Sistēmas iekšējā CAN kopne ir īslaicīgi pārstājusi darboties, jo ir pārāk liela slodze.
Pašreizējais metināšanas process ir apturēts.
Darbība: pārbaudiet, vai viss aprīkojums ir pieslēgts pareizi. Izslēdziet tīkla strāvas
padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta, vērsieties pie apkopes tehniķa.
Mērījumu vērtības ir pārsniegušas ierobežojumus.
Darbība: pārbaudiet, vai ierobežojums iestatīts pareizi, kā arī pārbaudiet šuves kvalitāti.
bi23l
- 65 -
Page 66

LV
10.2 Eksportēšana/importēšana
Galvenā izvēlne Instrumenti Eksportēšana/importēšana
Izmantojot USB atmiņu, izvēlnē Eksportēšana/importēšana iespējams pārsūtīt
informāciju uz kontroles paneli un no tā.
Iespējams pārsūtīt šādu informāciju:
Metināšanas datu kopas Eksportēt/importēt
Sistēmas iestatījumi Eksportēt/importēt
Iestatījumu ierobežojumi Eksportēt/importēt
Mērījumu ierobežojumi Eksportēt/importēt
Kļūdu žurnāls Eksportēt
Kvalitātes funkciju žurnāls Eksportēt
Ražošanas statistika Eksportēt
Sinerģijas līnijas Eksportēt/importēt
Pamatiestatījumi Eksportēt/importēt
Ievietojiet USB atmiņu. Skatiet 2.3. nodaļu, kurā aprakstīts, kā ievietot USB atmiņu.
Atlasiet rindu ar informāciju, kas jāpārsūta. Nospiediet EKSPORTĒT (EXPORT) vai
IMPORTĒT (IMPORT) - atkarībā no tā, vai informāciju vēlaties eksportēt vai
importēt.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
SYNERGIC LINES
BASIC SETTINGS
EXPORT IMPORT
QUIT
bi23l
- 66 -
Page 67

LV
10.3 Failu pārvaldnieks
Galvenā izvēlne Instrumenti Failu pārvaldnieks
Failu pārvaldniekā iespējams apstrādāt informāciju gan USB atmiņā, gan cietajā
diskā. Failu pārvaldnieks ļauj manuāli dzēst un kopēt metināšanas datus un
kvalitātes datus.
Pēc USB atmiņas ievietošanas displejā redzama atmiņas galvenā mape, ja vēl nav
atlasīta cita mape.
Kontroles panelis atceras mapi, kurā strādājāt, kad pēdējo reizi izmantojāt failu
pārvaldnieku, tāpēc, kad atgriezīsities, nonāksit tajā pašā failu struktūras vietā.
FILE MANAGER
..
INFO UPDATE
ALT. QUIT
Lai pārbaudītu, cik daudz vietas saglabāšanai ir atmiņā, izmantojiet funkciju
INFORMĀCIJA (INFO).
Atjauniniet informāciju, nospiežot ATJAUNINĀT (UPDATE).
Ja vēlaties dzēst, mainīt nosaukumu, izveidot jaunu mapi, kopēt vai ielīmēt,
nospiediet ALT. (ALT.) Redzams saraksts, no kura iespējams izvēlēties. Ja atlasīsit
(..) vai mapi, iespējams tikai izveidot jaunu mapi vai ielīmēt failu, ko iepriekš
nokopējāt. Ja atlasīsit failu, tiks pievienotas opcijas PĀRDĒVĒT (RENAME), KOPĒT
(COPY) vai IELĪMĒT (PASTE), ja iepriekš nokopējāt failu.
FILE MANAGER
Atlasiet mapi vai failu
un nospiediet ALT.
(ALT.)
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
bi23l
INFO UPDATE
- 67 -
ALT. QUIT
Page 68

LV
Blakus redzamais saraksts parādās, nospiežot ALT.
(ALT.)
COPY
PASTE
DELETE
RENAME
NEW FOLDER
10.3.1 Faila/mapes dzēšana
Atlasiet failu vai mapi, ko vēlaties dzēst, un nospiediet ALT. (ALT.)
Atlasiet DZĒST (DELETE) un nospiediet ENTER.
DELETE
RENAME
NEW FOLDER
Fails/mape ir noņemta. Lai izdzēstu mapi, tai jābūt tukšai; tas nozīmē, ka vispirms
jāizdzēš visi faili mapē.
10.3.2 Faila/mapes pārdēvēšana
Atlasiet failu vai mapi, ko vēlaties pārdēvēt, un nospiediet ALT.
Atlasiet PĀRDĒVĒT (RENAME) un nospiediet ENTER.
DELETE
RENAME
NEW FOLDER
Displejā būs redzama tastatūra. Izmantojiet kreisās puses grozāmslēdzi, lai mainītu
rindu, un bulttaustiņus, lai virzītos pa kreisi un pa labi. Atlasiet rakstzīmi/funkciju, ko
vēlaties izmantot un nospiediet ENTER.
10.3.3 Jaunas mapes izveidošana
Atlasiet jaunās mapes atrašanās vietu un nospiediet ALT. (ALT. ).
Atlasiet JAUNA MAPE (NEW FOLDER) un nospiediet
ENTER.
DELETE
RENAME
NEW FOLDER
Displejā būs redzama tastatūra. Izmantojiet kreisās puses grozāmslēdzi, lai mainītu
rindu, un bulttaustiņus, lai virzītos pa kreisi un pa labi. Atlasiet rakstzīmi/funkciju, ko
vēlaties izmantot un nospiediet ENTER.
10.3.4 Failu kopēšana un ielīmēšana
Atlasiet failu, ko vēlaties kopēt, un nospiediet ALT. (ALT.).
Atlasiet KOPĒT (COPY) un nospiediet ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Novietojiet kursoru mapē, kurā jānovieto kopētais fails, un nospiediet ALT. (ALT.).
bi23l
- 68 -
Page 69

LV
Atlasiet IELĪMĒT (PASTE) un nospiediet ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Kopiju tiks saglabāta ar nosaukumu "Copy of", kam pievienots oriģinālais
nosaukums, piemēram, Copy of WeldData.awd.
10.4 Iestatījumu ierobežojumu rediģēšana
Galvenā izvēlne Instrumenti Iestatījumu ierobežojumu rediģēšana
Šajā izvēlnē iespējams iestatīt savas maksimālas un minimālās vērtības dažādām
metināšanas metodēm. Ierobežojumi nedrīkst būt lielāki vai mazāki nekā vērtības,
kurām paredzēta barošanas avota jauda. Ir 50 saglabāšanas vietas. Atlasiet rindu,
kurā atrodas tukša saglabāšanas vieta, un nospiediet ENTER. Atlasiet procesu
(MIG/MAG, MMA, TIG) un nospiediet ENTER. MIG/MAG metināšanai iespējams
atlasīt maks. un min. vērtības spriegumam un stieples padeves ātrumam.
EDIT SETTING LIMITS
PROCESS MIG/MAG
VOLTAGE
- MIN 8.0 V
- MAX 60.0 V
WIRE SPEED
- MIN 0.8 M/MIN
- MAX 25.0 M/MIN
STORE AUTO
DELETE QUIT
MMA un TIG metināšanai iespējams mainīt maks. un min. strāvas vērtības.
Pēc vērtību noregulēšanas nospiediet SAGLABĀT (STORE). Atbildiet uz jautājumu,
vai robežvērtības saglabāt atlasītajā saglabāšanas vietā, nospiežot NĒ (NO) vai JĀ
(YES). Saglabāšanas vietas vērtības var redzēt zem līnijas ekrāna apakšdaļā. Šajā
gadījumā 2. saglabāšanas vietā robežvērtības MMA metināšanai ir 20 - 394 A.
Atlasot AUTOMĀTISKI (AUTO), robežvērtības tiek iestatītas automātiski saskaņā ar
ierobežojumiem, kas noteikti katrai metināšanas metodei.
bi23l
- 69 -
Page 70

LV
Atbildot uz jautājumu, vai šos iestatījumu ierobežojumus iestatīt automātiski,
nospiediet NĒ (NO) vai JĀ (YES) un pēc tam nospiediet SAGLABĀT (STORE), ja
iestatījumus saglabāsit.
10.5 Mērījumu ierobežojumu rediģēšana
Galvenā izvēlne Instrumenti Mērījumu ierobežojumu rediģēšana
Šajā izvēlnē iespējams iestatīt savas mērījumu vērtības dažādām metināšanas
metodēm. Ir 50 saglabāšanas vietas. Atlasiet rindu, kurā atrodas tukša
saglabāšanas vieta, un nospiediet ENTER. Atlasiet procesu, nospiežot ENTER. Pēc
tam no redzamā saraksta atlasiet metināšanas procesu un vēlreiz nospiediet
ENTER.
Iespējams atlasīt šādas vērtības.
MIG/MAG metināšana:
spriegums: min., maks., min. vidējā, maks. vidējā;
strāva: min., maks., min. vidējā, maks. vidējā;
jauda: min., maks., min. vidējā, maks. vidējā;
stieples padeves ierīces strāva: min., maks., min. vidējā, maks. vidējā;
Ieteikums: Lai novērstu padeves problēmas, īpaši robotizētās metināšanas laikā,
ieteicams iestatīt padeves ierīces motora strāvas maksimālo vērtību. Liela motora
strāva norāda padeves problēmas. Lai iestatītu pareizo maksimālo vērtību, ieteicams
fiksēt motora strāvu mēneša laikā veicot metināšanas darbu. Pēc tam varat iestatīt
maksimālo vērtību.
MMA un TIG metināšana:
spriegums: min., maks., min. vidējā, maks. vidējā;
strāva: min., maks., min. vidējā, maks. vidējā;
jauda: min., maks., min. vidējā, maks. vidējā;
Iestatiet vēlamo vērtību ar vienu no labās puses grozāmslēdžiem un nospiediet
SAGLABĀT (STORE).
Dialoga lodziņā parādās jautājums, vai vēlaties saglabāt atlasīto saglabāšanas vietu.
Nospiediet JĀ (YES), lai saglabātu vērtību. Saglabāšanas vietas vērtības var redzēt
zem līnijas ekrāna apakšdaļā.
MEASURE LIMITS
1 - MIG
2 - TIG
3 4 5 6 7 -
bi23l
24.0 - 34.0 VOLT, 90 - 120 AMP
2000 - 3000 Kw
QUIT
- 70 -
Page 71

LV
Atlasot AUTOMĀTISKI (AUTO), robežvērtības tiek iestatītas automātiski saskaņā ar
pēdējām izmantotajām mērījumu vērtībām.
Atbildot uz jautājumu, vai mērījumu vērtības iestatīt automātiski, nospiediet NĒ (NO)
vai JĀ (YES) un pēc tam nospiediet SAGLABĀT (STORE), ja iestatījumus saglabāsit.
10.6 Ražošanas statistika
Galvenā izvēlne Instrumenti Ražošanas statistika
Ražošanas statistikā ir reģistrēts loka kopējais laiks, materiāla kopējais daudzums
un metināšanu skaits kopš pēdējās atiestatīšanas reizes. Tajā arī reģistrēts pēdējās
metināšanas reizes loka laiks un izmantotā materiāla daudzums. Informācijai ir
attēlots arī izkausētā stieples materiāla aprēķinātais garums uz vienu garuma
mērvienību, kā arī redzams, kad notikusi pēdējā atiestatīšana.
Metināšanas reižu skaits nepalielinās, ja loka laiks ir bijis īsāks par 1 sekundi. Tādēļ
nav redzams šādā īsas metināšanas reizē iztērētais materiāla daudzums. Tomēr
materiāla patēriņš un laiks ir iekļauti kopējā materiāla patēriņā un kopējā laikā.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARC TIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 0g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Nospiežot ATIESTATĪT (RESET), notiek visu skaitītāju atiestatīšana. Pēdējai
atiestatīšanas reizei ir norādīts datums un laiks.
Ja neveiksiet skaitītāju atiestatīšanu, tie tiks atiestatīti automātiski, kad kāds no tiem
sasniegs maksimālo vērtību.
Skaitītāju maksimālās vērtības
Laiks 999 stundas, 59 minūtes, 59 sekundes
Svars 13 350 000 grami
Daudzums 65 535
Izmantojot lietotājam specifiskas sinerģijas līnijas, materiālu patēriņš netiek ņemts vērā.
10.7 Kvalitātes funkcijas
Galvenā izvēlne Instrumenti Kvalitātes funkcijas
Kvalitātes funkcijās tiek reģistrēti dažādi nepieciešami metināšanas dati atsevišķām
metināšanas reizēm.
bi23l
- 71 -
Page 72

LV
Šīs funkcijas ir:
metināšanas sākuma laiks;
metināšanas ilgums;
maksimālais, minimālais un vidējais strāvas stiprums metināšanas laikā;
maksimālais, minimālais un vidējais spriegums metināšanas laikā;
maksimālā, minimālā un vidējā jauda metināšanas laikā.
Lai aprēķinātu siltuma ievadi, atlasītā metināšanas reize ir izcelta. Ar augšējo labās
puses grozāmslēdzi (#) izvēlieties metināšanas reizi un ar apakšējo grozāmslēdzi (*)
noregulējiet šuves garumu. Nospiediet ATJAUNINĀT (UPDATE), un metināšanas
ierīce aprēķinās siltuma ievadi atlasītajai metināšanas reizei.
Apakšējā rindā redzams metināšanas reižu skaits kopš pēdējās atiestatīšanas. Var
uzglabāt informāciju par maks. 100 metināšanas reizēm. Ja ir vairāk par 100
metināšanas reizēm, pirmā tiek pārrakstīta. Lai metināšanas reizi reģistrētu, tai jābūt
garākai par 1 sekundi.
Displejā ir redzama pēdējā metināšanas reize, lai gan iespējams pārlūkot arī citas
reģistrētās metināšanas reizes. Visi žurnāli tiek dzēsti, ja nospiežat ATIESTATĪT
(RESET).
Metināšanas datu grafika apraksts
Katram metināšanas datu grafikam var sniegt īsu aprakstu. Izvēlnē IESTATĪT (SET)
un REDIĢĒT APRAKSTU (EDIT DESCRIPTION) pieprasītajam metināšanas datu
grafikam ar integrēto tastatūru var izveidot aprakstu ar maks. 40 rakstzīmēm. Var arī
mainīt vai dzēst esošo aprakstu.
Ja pieprasītajam grafikam ir apraksts, tas ir redzams izvēļņu ATMIŅA (MEMORY),
MĒRĪJUMI (MEASURE) un TĀLVADĪBA (REMOTE) ekrānos metināšanas datu
parametru vietā, ko iespējams redzēt, ja apraksta nav.
10.7.1 Kvalitātes datu saglabāšana
Galvenā izvēlne Instrumenti Eksportēšana/importēšana
Kontroles panelī izveidotie faili tiek saglabāti kā xml faili. Lai USB atmiņa darbotos, tā
jāformatē kā FAT. Kontroles paneli var izmantot kopā ar ESAB programmatūru
WeldPoint, kas jāpasūta atsevišķi.
Ievietojiet USB atmiņu kontroles panelī, sk. nodaļu 10.3 "Failu pārvaldnieks".
bi23l
- 72 -
Page 73

LV
EXPORT/IMPORT
Atlasiet izvēlni
KVALITĀTES
FUNKCIJU ŽURNĀLS
(QUALITY FUNCTION
LOG), nospiediet
EKSPORTĒT
(EXPORT).
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
SYNERGIC LINES
BASIC SETTINGS
EXPORT
QUIT
Visu kvalitātes datu kopa (informācija par pēdējām 100 metināšanas reizēm), kas ir
saglabāta kontroles panelī, tagad ir saglabāta USB atmiņā.
Fails atrodas mapē, ko sauc QData. Mape QData tiek izveidota automātiski, kad
ievietojat USB atmiņu.
10.8 Lietotāja noteiktie sinerģijas dati
Galvenā izvēlne ! Instrumenti ! Lietotāja noteiktie sinerģijas dati
Iespējams izveidot savas sinerģijas līnijas, kurās norādīts stieples padeves ātrums
un spriegums. Iespējams saglabāt ne vairāk par desmit sinerģijas līnijām.
Jaunu sinerģijas līniju izveido divos posmos:
1. Izveidojiet jaunu sinerģijas līniju, norādot vairākas sprieguma/stieples ātruma
koordinātas, skatīt A-D punktus šajā attēlā:
Spriegums
Stieples padeve
2. Norādiet stieples/gāzes kombināciju, kam izmantosit sinerģijas līniju.
10.8.1 Sprieguma/stieples koordinātu norādīšana
Lai izveidotu sinerģijas līniju īsā/smidzināšanas loka metodei, nepieciešamas
četras koordinātas; impulsu metodei nepieciešamas divas koordinātas. Šīs
koordinātas pēc tam jāsaglabā metināšanas datu atmiņā ar atšķirīgiem metināšanas
datu numuriem.
bi23l
- 73 -
Page 74

LV
Īsais/smidzināšanas loks
Atveriet galveno izvēlni un atlasiet MIG/MAG metināšanas metodi ar
ĪSO/SMIDZINĀŠANAS LOKU.
Ievadiet sprieguma un stieples padeves ātruma vērtības pirmajai koordinātai.
Atveriet izvēlni ATMIŅA (MEMORY) un saglabājiet pirmo koordinātu ar jebkuru
numuru.
Visas četras īsā/smidzināšanas loka līnijas koordinātas var saglabāt ar jebkuru
numuru. Rūpnīcas iestatījumos tās ir saglabātas ar numuriem 96, 97, 98 un
99.
Nākamajam metināšanas datu numuram jāpiešķir augstākas sprieguma un
strāvas padeves ātruma vērtības nekā iepriekšējam metināšanas datu
numuram.
Visos četros metināšanas datu numuros induktivitātes un regulatora tipa
metināšanas parametru vērtībām jābūt vienādām.
Norādiet nepieciešamos koordinātu numurus un turpiniet ar nodaļu 10.8.2
"Derīgas stieples/gāzes kombinācijas norādīšana".
Metināšana ar impulsiem
Atveriet galveno izvēlni un atlasiet MIG/MAG metināšanas metodi AR
IMPULSIEM.
Ievadiet sprieguma un stieples padeves ātruma vērtības pirmajai koordinātai.
Atveriet izvēlni ATMIŅA (MEMORY) un saglabājiet pirmo koordinātu ar jebkuru
numuru.
Nākamajam metināšanas datu numuram jāpiešķir augstākas sprieguma, stieples
padeves ātruma, impulsa frekvences, impulsa amplitūdas un fona strāvas
vērtības nekā iepriekšējam metināšanas datu numuram.
Abos metināšanas datu numuros impulsa laika, Ka, Ki un "slope"
metināšanas parametru vērtībām jābūt vienādām.
Norādiet nepieciešamos koordinātu numurus un turpiniet ar nodaļu 10.8.2
"Derīgas stieples/gāzes kombinācijas norādīšana".
10.8.2 Derīgas stieples/gāzes kombinācijas norādīšana
MAKE CUSTOMISED SYNERGIC LINES
Novietojiet kursoru
rindā STIEPLES TIPS
(WIRE TYPE) un
nospiediet ENTER.
bi23l
WIRE TYPE Fe
SHIELDING GAS CO2
WIRE DIMENSION 0.6 mm
SYNERGIC DESIGN SCHEDULE 1 96
SYNERGIC DESIGN SCHEDULE 2 97
SYNERGIC DESIGN SCHEDULE 3 98
SYNERGIC DESIGN SCHEDULE 4 99
STORE DELETE
- 74 -
QUIT
Page 75

LV
Atlasiet sarakstā redzamo alternatīvu un nospiediet
ENTER.
Tāpat atlasiet alternatīvu izvēlnē EKRANĒJOŠĀ
GĀZE (SHIELDING GAS) un nospiediet ENTER.
Tāpat atlasiet alternatīvu izvēlnē STIEPLES
DIAMETRS (WIRE DIAMETRS) un nospiediet
ENTER.
Fe
Ss 18%Cr 8%Ni
Ss duplex
Al Mg
Al Si
Metal cored Fe
CO2
Ar 18%CO2
Ar2%O2
Ar
He
ArHeO2
0.6 mm
0.8 mm
1.0 mm
1.2 mm
1.4 mm
1.6 mm
|
|
|
|
|
|
|
|
|
Atlasiet rindu 1. SINERĢIJAS PROJEKTA GRAFIKS (SYNERGIC DESIGN
SCHEDULE 1) un nospiediet SAGLABĀT (STORE).
Darbība ir pabeigta − sinerģijas līnija ir noteikta.
PIEZĪME. Katram metināšanas ar impulsiem gadījumam ir nepieciešama atbilstoša
īsā-/smidzināšanas loka sinerģija.
Kad sākat veidot jaunu sinerģijas līniju impulsu metodei, vienmēr saņemsiet
brīdinājuma paziņojumu par to, ka īsā-/smidzināšanas loka metodei nav izveidota
atbilstoša līnija. Paziņojuma teksts: BRĪDINĀJUMS! Nav atbilstošas sinerģijas līnijas
īsā-/smidzināšanas loka metodei.
10.8.3 Savas stieples/gāzes alternatīvas izveidošana
Stieples/gāzes alternatīvu sarakstam var pievienot līdz desmit izveidotām
alternatīvām. Katra saraksta beigās ir tukša līnija (---). Novietojot kursoru šajā rindā
un nospiežot ENTER, iespējams iegūt piekļuvi tastatūrai, ar kuru ievadīt savas
alternatīvas.
Atlasiet rindu --- un nospiediet ENTER.
Ar15%CO2
Ar8%O2
Ar30%He
Ar30%He2%H2
Ar30%HeO5%CO2
---
|
|
|
bi23l
- 75 -
Page 76

LV
Kontroles paneļa tastatūru izmanto šādi:
Novietojiet kursoru uz vēlamās
tastatūras rakstzīmes, izmantojot
kreisās puses grozāmslēdzi un
bulttaustiņus. Nospiediet ENTER.
Šādi var ievadīt pilnu rakstzīmju virkni
ar maks. 16 rakstzīmēm.
Nospiediet PABEIGT (DONE).
Izveidotās alternatīvas nosaukumu
var redzēt sarakstā.
Nosaukto alternatīvu izdzēsiet šādi:
No attiecīgā saraksta atlasiet savu stieples/gāzes alternatīvu.
Nospiediet DZĒST (DELETE).
PIEZĪME. Nosaukto stieples/gāzes alternatīvu nevar dzēst, ja tā iekļauta
metināšanas datu kopā, kas pašreiz atrodas darba atmiņā.
10.9 Kalendārs
Galvenā izvēlne ! Instrumenti ! Kalendārs
Šeit var iestatīt datumu un laiku.
Atlasiet rindu, ko vēlaties iestatīt: gads, mēnesis,
diena, stunda, minūtes un sekundes. Iestatiet
pareizo vērtību, izmantojot labās puses
grozāmslēdzi. Nospiediet IESTATĪT (SET).
10.10 Lietotāja konti
Galvenā izvēlne ! Instrumenti ! Lietotāja konti
Ņemot vērā kvalitātes aspektu, dažkārt ir ļoti svarīgi, lai barošanas avotu
neizmantotu nesankcionēti.
Šajā izvēlnē reģistrē vārdu, konta līmeni un paroli.
Atlasiet LIETOTĀJA VĀRDU (USER NAME) un
nospiediet ENTER. Pārvietojieties uz tukšu rindu
un nospiediet ENTER. Izmantojot kreisās puses
grozāmslēdzi, kā arī bultiņas pa labi un pa kreisi,
ar tastatūru ierakstiet jaunu lietotāja vārdu un
nospiediet ENTER. Atmiņā ir vieta 16 lietotāju
kontiem. Kvalitātes datu failos būs redzams, kurš lietotājs ir veicis konkrēto
metināšanu.
bi23l
- 76 -
Page 77

LV
Izvēlnē ACCOUNT LEVEL (KONTA LĪMENIS) izvēlieties:
Administrator (Administrators)
pilna piekļuve (var pievienot jaunus lietotājus)
Senior user (Vecākais lietotājs)
var piekļūt visam, izņemot:
Bloķēšana ar kodu
Vairākas stieples padeves ierīces
Kalendārs
lietotāja konti
Normal user (Parasts lietotājs)
var piekļūt Ierīces Mērījumu
Rindā LIETOTĀJA PAROLE (USER PASSWORD), izmantojot tastatūru, ierakstiet
paroli. Pēc barošanas avota ieslēgšanas un kontroles paneļa aktivizēšanas displejā
būs redzams pieprasījums ievadīt paroli.
Ja nevēlaties iestatīt šo funkciju, bet vēlaties, lai barošanas avots un kontroles
panelis būtu pieejams visiem lietotājiem, atlasiet LIETOTĀJA KONTI IZSLĒGTI
(USER ACCOUNTS OFF).
10.11 Ierīces informācija
Galvenā izvēlne ! Instrumenti ! Ierīces informācija
Šajā izvēlnē iespējams apskatīt šādu informāciju:
Iekārtas ID
Mezgla ID:
2 = barošanas avots
3 = stieples padeve
8 = kontroles panelis
Programmatūras versija
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00 A
5 3 1.18A
bi23l
WELD DATA UNIT
QUIT
- 77 -
Page 78

LV
11 REZERVES DAĻU PASŪTĪŠANA
U82 ir projektēts un testēts atbilstoši starptautiskajiem un Eiropas standartiem
60974-1 un 60974-10. Servisa centram, kas veicis apkopi vai remontu, jānodrošina,
lai ražojums joprojām atbilstu minētajam standartam.
Rezerves daļas var pasūtīt no tuvākā ESAB preču izplatītāja - sk. šīs publikācijas
pēdējo lappusi.
bi23l
- 78 -
Page 79
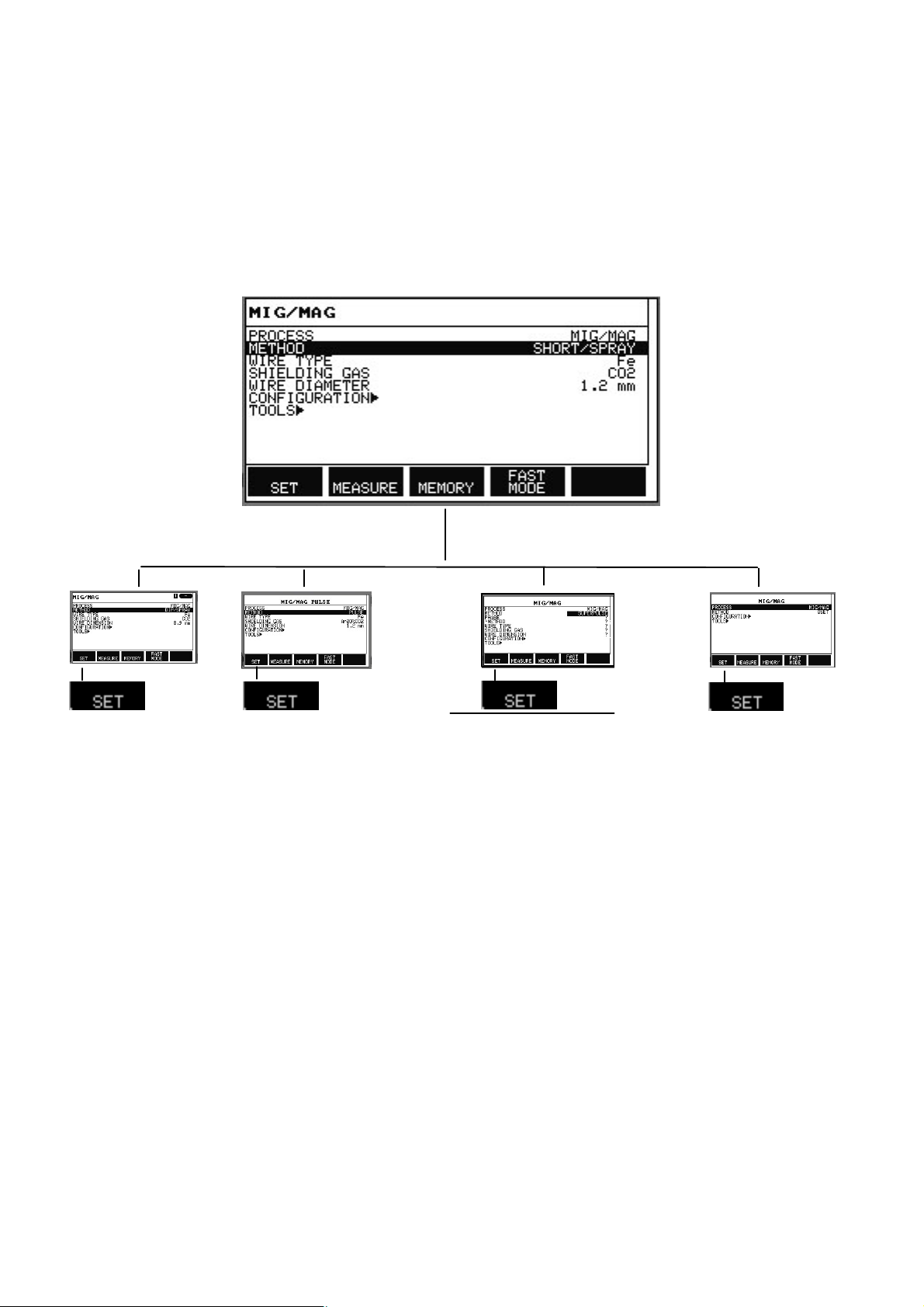
U8
2
Izvēlnes
NO TAG79
MIG/MAG
Process
Method
Phase - Method
Wire type
Short/Spray
Pulse Superpulse Qset
Voltage
Wire speed
Inductance
Control type
Synergic Mode
Start data
- gas preflow
- creep start
- hot start
- touch sense
Stop data
- crater fill
- pinch off pulse
- burn back time
- gas postflow
Setting limits
Measure limits
Spot welding
Edit description
Voltage
Wire speed
Pulse current
Pulse time
Pulse frequency
Background current
Slope
Synergic Mode
Internal constants
-Ka
-Ki
Start data
- gas preflow
- creep start
- hot start
- touch sense
Stop data
- crater fill
- burn back time
Voltage
Wire speed
Pulse current
Pulse time
Pulse frequency
Background current
Slope
Inductance
Control type
Synergic Mode
Phase weldtime
Internal constants
-Ka
-Ki
Start data
- gas preflow
- creep start
- hot start
- touch sense
- gas postflow
Setting limits
Measure limits
Spot welding
Edit description
Shielding gas
Wire diameter
Configuration
Tools
Stop data
- crater fill
- pinch off pulse
- burn back time
- gas postflow
Setting limits
Spot welding
Edit description
QSet
Wire speed
Inductance
Control type
Start data
-gas preflow
-creep start
Stop data
-pinch off pulse
-burn back time
-gas post flow
Setting limits
Measure limites
Spot welding
Edit description
79
Edition 100802
Page 80

U8
2
MMA
Process
Method
Electrode type
Electrode diameter
Configuration
Tools
MMA DC
Current
Arc Force
Min current factor
Control type
Synergic mode
Hot start
Setting limits
Measure limits
Edit description
MMA AC *
Current
Arc force
Min current factor
Control type
Synergic mode
Hot start
- hot start duration
- hot start amplitude
Setting limits
Measure limits
Edit description
* Not imple
mented yet
80
Edition 100802
Page 81

U8
2
TIG
Constant I
TIG
Pulsed I
TIG
TIG
Constant
AC*
Process
Method
Start method
Gun trigger mode
Configuration
Tools
* Not imple
mented yet
TIG
Pulsed AC*
Current
Slope up time
Slope down time
Gas preflow
Gas postflow
Setting limits
Measure limits
Edit description
Current
Background current
Pulse time
Background time
Slope up time
Slope down time
Gas preflow
Gas postflow
Setting limits
Measure limits
Edit description
Current
Slope up time
Slope down time
Gas preflow
Gas post flow
Preheating
Frequency
Balance
Offset
Setting limits
Measure limits
Edit description
Current
Slope up time
Slope down time
Gas preflow
Gas post flow
Preheating
Frequency
Balance
Offset
Pulse periods
Background current
Background periods
Background balance
Background frequency
Background offset
Setting limits
Measure limits
Edit description
81
Edition 100802
Page 82

U8
2
Voltage
Synergic mode
Inductance
Control type
Edit description
GOUGING
Process
Electrode diameter
Configuration
Tools
82
Edition 100802
Page 83

U8
2
CONFIGURATION - TOOLS
MIG/MAG
MMA
TIG
GOUGING
Configuration Tools
Language
Code lock
Remote controls
MIG/MAG defaults
-gun trigger mode
-4-stroke configuration
-soft keys configuration
-volt.measure in pulsed
-AVC feeder
-release pulse
MMA defaults
-droplet welding
Fast mode soft buttons
Double start sources
Panel remote enable
Auto save mode
Trigger welddata switch
Multiple wire feeders
Quality functions
Maintenance
Unit of length
Measure value frequency
Register key
Error category config
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
-synergic lines
-basic settings
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
User defined synergic data
Calendar
User accounts
Unit information
Process
Method
Wire Type
Shielding Gas
Wire diameter
Configuration
Tools
83
Edition 100802
Page 84

U8
2
Functional differences
NO TAG
Functions U8
Basic U82 Plus
2
Super Pulse No Yes
Limit editor Yes Yes
File manager No Yes
Auto save mode No Yes
Release pulse Yes Yes
Synergic lines Basic package = 92 lines Complete no of available lines
User defined synergic data No Yes
Production statistics No Yes
84
Edition 100802
Page 85

U82 Basic - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas
Low alloy or unalloyed wire
(Fe)
Stainless solid wire (Ss) Ar + 2%O
Magnesium-alloyed
CO
2
Ar + 18% CO
Ar + 8% CO
Ar + 23% CO
Ar + 2% CO
2
2
2
2
2
Ar 1.0 1.2 1.6*
aluminium wire (AlMg)
Silicon-alloyed aluminium wire
(AlSi)
Metal powder cored wire (Fe) Ar + 18% CO
Rutile flux cored wire (Fe) Ar + 18% CO
Basic flux cored wire (Fe) CO
Metal powder cored stainless
wire (Ss)
Ar
Ar + 50% He
Ar+ 8% CO
2
2
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
2
2
Ar + 18% CO
Ar + 2% CO
2
2
2
2
2
Silicon bronze (CuSi3) Ar
Ar + 1%O
2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Wire diameter (mm)
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2 1.6*
1.0 1.2 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2
1.2
1.2
1.2
1.0 1.2
1.0 1.2
U82 Basic - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter (mm)
Low alloy or unalloyed wire
(Fe)
Stainless wire (Ss) Ar + 2%O
Magnesium-alloyed
aluminium wire (AlMg)
Silicon-alloyed aluminium
wire (AlSi)
Metal powder cored wire
(Fe)
Metal powder cored
stainless wire (Ss)
Silicon bronze (CuSi3) Ar
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Ar + 18% CO
Ar + 8% CO
Ar + 2% CO
2
2
2
2
Ar 1.0 1.2 1.6*
Ar
Ar + 50% He
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
Ar + 2% CO
Ar + 8% CO
Ar + 1% O
2
2
2
2
2
2
1.0 1.2 1.6*
1.0 1.2 1. 6*
0,8 1.0 1.2 1.6*
0,8 1.0 1.2 1.6*
1,0 1.2 1.6*
1.0 1.2 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
1.0 1.2
85
Page 86

U82 Plus - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas
Low alloy or unalloyed wire
(Fe)
Stainless solid wire (Ss) Ar + 2%O
Stainless duplex wire
(Ss Duplex)
Magnesium-alloyed
CO
2
Ar + 18% CO
Ar + 2% O
Ar + 5%O
Ar + 8% CO
Ar + 23% CO
Ar + 15% CO
Ar +16% CO
Ar + 25% CO
Ar + 2% CO
Ar + 5% O
Ar + 30%He + 1%O
Ar + 2% CO
Ar + 3%CO2 + 1%H
Ar + 32%He + 3%CO
Ar + 2% O
Ar + 30%He +1%O
2
2
+ 5% CO
2
2
2
+ 5%O
2
2
2
2
2
2
2
2
2
2
2
2
2
2
+ 1% H
2
Ar 0.9 1.0 1.2 1.6*
aluminium wire (AlMg)
Silicon-alloyed aluminium wire
(AlSi)
Metal powder cored wire (Fe) Ar + 18% CO
Rutile flux cored wire
(Fe)
Basic flux cored wire
(Fe)
Ar
Ar + 50% He
Ar+ 8% CO
CO
2
2
Ar + 18% CO
CO
2
Ar + 18% CO
2
2
2
SELF-SHIELDING
Stainless flux cored wire
(Ss)
Ar + 18% CO
Ar+ 8% CO
2
2
SELF-SHIELDING
Duplex rutile flux
Ar + 18% CO
2
cored wire (Ss)
Metal powder cored stainless
wire (Ss)
Ar + 8% CO
Ar + 2% O
2
2
Ar + 18% CO
Ar + 2% CO
2
2
Nickel base Ar + 50% He 0.9
Silicon bronze (CuSi3) Ar + 1%O
2
Ar
Copper and aluminum wire
(CuAl8)
Ar
Ar + 1%O
2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Wire diameter (mm)
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
1.0
1.0
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.6*
1.2
1.2
1.6* 2.4*
1.2
1.2
1.2
1.2
1.2
1.0 1.2
1.0 1.2
1.0 1.2
1.0 1.2
86
Page 87

U82 Plus - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter (mm)
Low alloy or unalloyed wire
(Fe)
Stainless wire (Ss) Ar + 2%O
Stainless duplex wire
(Ss Duplex)
Magnesium-alloyed
aluminium wire (AlMg)
Silicon-alloyed aluminium
wire (AlSi)
Metal powder cored wire
(Fe)
Metal powder cored
stainless wire (Ss)
Nickel base Ar
Silicon bronze (CuSi3) Ar + 1% O
Stainless wire (13964) Ar + 8%O
Copper and aluminum wire
(CuAl8)
Ar + 18% CO
Ar + 2% O
Ar + 2% CO
Ar + 5%O
Ar + 8% CO
Ar + 23% CO
Ar +16% CO
Ar + 25% CO
Ar + 5%O
2
2
2
+ 5% CO
2
2
2
2
2
2
2
Ar + 30%He + 1%O
Ar + 2% CO
2
Ar + 3% CO2 + 1%H
Ar + 32%He + 3%CO
Ar + 30%He + 1%O
Ar + 2%O
2
Ar
Ar + 50%He
Ar
Ar + 50% He
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
Ar + 2% CO
Ar + 8% CO
2
2
2
2
2
Ar + 50% He
Ar + 30% He + 2%H
Ar + 30% He + 0.5%CO
2
Ar
2
Ar
Ar + 1%O
2
2
2
2
+ 1% H
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1. 6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1. 6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.9
1.0 1.2
0,8 0.9 1.0 1.2 1.6*
0.8 0,9 1.0 1.2 1.6*
0,8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6
0.8 0.9 1.0 1.2 1.6
2
1.0
1.0
0.8 0.9 1.0 1.2 1.6*
1.2
0,9 1,0 1.2 1.6*
0.9 1.0 1.2 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
0.9 1.0 1.2
1.0
2
1.0
1.0 1.2
1.0 1.2
1.0LOW 1.0HIGH
1.0 1.2
1.0 1.2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
MMA welding
Electrode type Electrode diameter (mm)
Basic
Rutile
Cellulose
1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0*
1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0* 7.0*
2.5 3.2
*) Only for Mig 4000i, 4001i, 5000i
Carbon, arc air
Electrode diameters (mm) 4.0 5.0 6.0 8.0 10.0 13.0
87
Page 88

U8
2
Pasūtīšanas numurs
Ordering no. Denomination
0460 820 880 Control panel Aristo U82 *
0460 820 881 Control panel Aristo U82 Plus *
0460 820 882 Control panel Aristo U82 Plus I/O *
0460 896 070 Instruction manual SE
0460 896 071 Instruction manual DK
0460 896 072 Instruction manual NO
0460 896 073 Instruction manual FI
0460 896 074 Instruction manual GB
0460 896 075 Instruction manual DE
0460 896 076 Instruction manual FR
0460 896 077 Instruction manual NL
0460 896 078 Instruction manual ES
0460 896 079 Instruction manual IT
0460 896 080 Instruction manual PT
0460 896 081 Instruction manual GR
0460 896 082 Instruction manual PL
0460 896 083 Instruction manual HU
0460 896 084 Instruction manual CZ
0460 896 085 Instruction manual SK
0460 896 086 Instruction manual RU
0460 896 087 Instruction manual US
0460 896 089 Instruction manual EE
0460 896 090 Instruction manual LV
0460 896 091 Instruction manual SI
0460 896 092 Instruction manual LT
0460 896 093 Instruction manual CN
0459 839 037 Spare parts list
* For functional differences, see page 84
The instruction manuals are available on the Internet at www.esab.com.
88
Edition 100802
Page 89
U8
2
Piederumi
Extension cable (connectors included)
7.5 m 12-poles . . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 877 891
Adapter set 230 V AC / 12 V DC, for control
box . . .
(for training with the control box disconnected
from the machine).
USB Memory stick Gb 2 0462 062 001
0457 043 880
89
R0460 896/E100802/P90
Page 90

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...