

Page 1

EE
Aristo
U8
2
®
Kasutusjuhend
Valid from program version 0.030460 896 089 EE 100802
Page 2

1 OHUTUS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SISSEJUHATUS 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Juhtpaneel Aristo U82 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Klahvid ja nupud 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Asukoht 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 USB ühendus 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.1 Sisestage USB mälu 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Esimene samm - keele valik 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Ekraan 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.1 Ekraanil olevad sümbolid 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 Üldine informatsioon seadistuste kohta 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.1 Numbriväärtuste seadistamine 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.2 Antud alternatiividega seadistamine 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.3 ON/OFF seadistused 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.4 QUIT ja ENTER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MENÜÜD 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Peamenüü 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.1 Konfiguratsiooni menüü 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.2 Tööriistade menüü 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.3 Keevitusandmete seadistamise menüü 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.4 Mõõt 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.5 Keevituse andmemälu menüü 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.6 Kiirreiimi menüü 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MIG/MAG keevitamine 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Seadistused keevitusandmete seadistusmenüüs 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.1 MIG/MAG keevitamine lühikese kaare/pihustuskaarega. 17. . . . . . . . . . . . . . . . . . .
4.1.2 MIG/MAG keevitus koos impulsiga 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.3 MIG/MAG keevitamine SuperPulse-ga, primaarne/sekundaarne, lühike
4.1.4 MIG/MAG keevitus koos QSet-iga 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Seadistuste funktsioonide selgitused 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 SuperPulse 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.1 Traadi ja gaasi kombinatsioonid 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.2 Erinevad impulsimeetodid 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3 Traadi etteandemehhanism 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 QSet 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
kaar/pihustuskaar/impulss 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MMA KEEVITUS 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 MMA keevitus, alalisvool 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 MMA keevitus, vahelduvvool 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Seadistuste funktsioonide selgitused 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 TIG KEEVITUS 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Seadistused keevituse andmemälu menüüs 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.1 Impulsita TIG keevitus, DC 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.2 Impulsiga TIG keevitus, DC 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.3 Impulsita TIG keevitus, AC 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Seadistuste funktsioonide selgitused 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Muude funktsioonide selgitused 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCm
- 2 -
Page 3

7 ÕHKKAARLÕIKAMINE 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Seadistused keevituse andmemälu menüüs 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Funktsioonide selgitused 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 MÄLU HALDAMINE 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Juhtpaneeli töömeetod 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Salvesta 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Võta tagasi 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Kustuta 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Kopeeri 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Redigeeri 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7 Nimeta 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 KONFIGURATSIOONI MENÜÜ 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Koodilukk 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Lukukoodi olek 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Täpsusta/redigeeri lukukoodi 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Kaugjuhtimispult 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.1 Peata tühistamine 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.2 Digitaalse kaugjuhtimisseadme konfiguratsioon. 49. . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.3 Analoogse kaugjuhtimisseadme konfiguratsioon. 50. . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.4 Sisendiskaala 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 MIG/MAG põhiseadistused 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Päästikfunktsioon (2-taktiline/4-taktiline) 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 4-taktiline konfiguratsioon 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Funktsiooniklahvi konfiguratsioon 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Pinge mõõtmine impulsil 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.5 AVC traadi etteandmismehhanism 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.6 "Release pulse" 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 MMA põhiseadistused 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Kiirrežiimi funktsiooniklahvid 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Topeltkäivitamise allikad 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Paneeli kaugjuhtimise võimaldamine 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Automaatsalvestusreiim 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Keevitusandmete vahetamise käivitamine 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Mitmekordsed traadi etteandemehhanismid 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.11 Kvaliteedi funktsioonid 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.12 Hooldus 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.13 Pikkusühik 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.14 Mõõteväärtuse sagedus 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.15 Registrivõti 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCm
- 3 -
Page 4

10 TÖÖRIISTAD 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 Vealogi 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1.1 Seadme kasutusotstarve 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1.2 Veakoodide kirjeldused 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 Eksport/import 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3 Failihaldur 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.1 Kustuta fail/kaust 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.2 Nimeta fail/kaust ümber 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.3 Loo uus kaust 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.4 Kopeeri ja kleebi faile 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.4 Redigeeri seadistuste piiranguid 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.5 Redigeeri mõõtmete piiranguid 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.6 Tootmisstatistika 70. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.7 Kvaliteedi funktsioonid 70. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.7.1 Salvesta kvaliteedi andmed 71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8 Kasutaja poolt määratud sünergilised andmed 72. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8.1 Täpsustage pinge/traadi koordinaadid 72. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8.2 Täpsusta sobiv traadi/gaasikombinatsioon 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8.3 Looge enda traadi/gaasi alternatiiv. 74. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.9 Kalender 75. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.10 Kasutaja kontod 75. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.11 Seadme informatsioon 76. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 VARUOSADE TELLIMINE 77. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MENUUD 78. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TELLIMISNUMBER 87. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
LISASEADMED 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCm
- 4 -
Page 5

EE
1 OHUTUS
TÄHELEPANU! ESAB testib seda seadet üldisel ülesseadmisel. Vastutus
spetsiifilise ülesseadmise ohutuse ja talitluse eest lasub integreerijal.
ESAB seadmete kasutajad on kohustatud tagama, et igaüks, kes töötab seadmetega või nende
läheduses, järgiks kõiki asjakohaseid ohutusreegleid, mis peavad vastama konkreetsele varustusele
kehtestatud nõuetele. Lisaks tavapärastele töökohale kehtestatud eeskirjadele tuleb järgida allpool
esitatud soovitusi.
Kõiki töid peavad teostama hea väljaõppe saanud ja seadmete tööga hästi kursis olevad töötajad.
Seadmete ebaõige kasutamine võib põhjustada ohtlikke olukordi, mille tagajärjel võib viga saada
operaator või seade.
1. Kõik, kes kasutavad keevitusseadmeid, peavad olema kursis:
selle töö
hädaseiskamislülitite asukoha
selle talitluse
asjakohaste ohutusnõuete
keevitamise ja lõikamisega
2. Operaator peab tagama, et:
seadme käivitamisel ei oleks selle tööala piires ühtki kõrvalist isikut,
kaare käivitamisel poleks keegi kaitsevahendita.
3. Töökoht peab:
vastama otstarbele
seal ei tohi olla tuuletõmmet
4. Individuaalsed kaitsevahendid
Soovitame teil alati kanda isikukaitsevahendeid, nagu kaitseprillid, leegikindlad riided,
kaitsekindad. NB! Traadi vahetamisel ärge kaitsekindaid kasutage.
Ärge kandke kergesti haakuvaid esemeid, nagu sallid, käeketid, sõrmused jms, mis võivad
kinni kiiluda või põletushaavu tekitada.
5. Üldised ohutusnõuded
Veenduge, et maanduskaabel on turvaliselt ühendatud.
Kõrgepingeseadmetega seotud töid võib teostada ainult väljaõppinud elektrik.
Sobivad tulekustutusvahendid peavad olema tähistatud selgelt ja paigutatud käepäraselt.
Seadmete määrimist ja hooldust ei tohi viia läbi nende töötamise ajal.
Ärge visake elektriseadmeid ära koos tavajäätmetega!
Järgides Euroopa direktiivi 2002/96/EÜ elektri- ja elektroonikaseadmete jäätmete kohta ja
selle rakendamist siseriikliku õiguse kohaselt, tuleb oma kasutusea ületanud
elektriseadmed koguda eraldi ja viia need keskkonnasõbraliku ringlussevõtuga tegelevale
ettevõttele. Seadme omanikuna peaksite tunnustatud kogumissüsteemide kohta saama
teavet kohalikult esindajalt.
Nimetatud Euroopa direktiivi kohaldamisega aitate kaasa keskkonna ja inimeste tervise
parandamisele!
bi23m
- 5 -
Page 6

EE
2 SISSEJUHATUS
Selleks, et keevitusseadmetest võimalikult palju kasu saada, soovitame teil
käesoleva kasutusjuhendi läbi lugeda.
Üldise informatsiooni saamiseks töötamise kohta, vaadake energiaallika
kasutusjuhendit ja traadi etteandemehhanismi juhendit.
Juhtpaneeli ekraanil olev tekst on saadaval järgmistes keeltes:
inglise, rootsi, soome, norra, taani, saksa, prantsuse, itaalia, hollandi, hispaania,
portugali, ungari, poola, ameerika, t^ehhi ja hiina keeles.
OPOMBA! Funkcije nadzorne plošče se lahko razlikujejo, odvisno od izdelka, na
katerem je plošča vgrajena.
2.1 Juhtpaneel Aristo U8
Juhtpaneel on varustatud kruvidega paigaldustoe ja ingliskeelse kasutusjuhendiga.
Paneelile on paigaldatud 1,2 m kaabel. Lisatarvikutena on kaasas USB mälu ja
pikenduskaabel, vt lk 88.
Teistes keeltes kasutusjuhendeid saab alla laadida koduleheküljelt www.esab.com.
USB mälu koht
Nupp kursori liigutamiseks
Ekraan
Funktsiooniklahvid
Menüü
Sisesta
Nupp seadistatud väärtuste
suurendamiseks või
vähendamiseks ning pinge
seadistamiseks, #
2
Nupp seadistatud väärtuste suurendamiseks või vähendamiseks ning traadi
etteandekiiruse seadistamiseks, *
2.1.1 Klahvid ja nupud
Funktsiooniklahvid (4)
Ekraani all reas oleval viiel klahvil on erinevad
funktsioonid. Need on "pehmed" klahvid st neil
võivad olla erinevad funktsioonid sõltuvalt
sellest, millises menüüs te parajasti töötate.
Nende klahvide hetkefunktsiooni saab näha
ekraani alumisel real olevast tekstist.
Kui funktsioon on aktiivne, näitab seda klahvi
valgeks muutumine:
bi23m
- 6 -
Page 7

EE
Menüü klahv (5)
Menüü klahvi
kasutamine viib teid alati tagasi peamenüüsse:
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION"
TOOLS
FAST
SET MEASURE MEMORY
MODE
Sisestusklahv (6)
Sisestusklahvi kasutamine kinnitab valiku.
Kursorinupp (2)
Vasakpoolse nupu kasutamine viib kursori ekraanil erinevatele ridadele.
Pluss/miinusnupud (7, 8)
Parempoolsed nupud suurendavad või vähendavad seadistuse väärtust. Nuppude
kõrval on sümbol, ruut või tärn . Enamikke arvulisi seadistusi saab teha
kummagi nupuga, ehkki teatud seadistused tuleb teha kindla nupuga.
2.2 Asukoht
Juhtpaneeli tagaküljel on lahtikäiv tugi, mis
võimaldab teil paneeli maha asetada ja ekraani
endiselt püstiasendist vaadata. Tugi toimib ka
paigaldusseadmena, võimaldades juhtpaneeli traadi
etteandemehhanismile riputada.
2.3 USB ühendus
Väliseid USB mälusid saab kasutada programmide
edastamiseks juhtpaneelile ja juhtpaneelilt. Vt rohkem informatsiooni peatükis 10.2.
Juhtpaneelis toodetud failid säilitatakse xml failidena. USB mälu tuleb formaatida
FAT32-ks, et see töötaks.
Tavapärase kasutamise ajal pole ohtu, et "viirused" seadet "nakataksid". Selleks, et
riski täielikult välistada soovitame selle seadmega koos kasutatavat mälu mis tahes
muul eesmärgil mitte kasutada.
Teatud USB mälud ei pruugi selle seadmega töötada. Soovitame kasutada
usaldusväärse tarnija käest saadud USB mälusid. ESAB ei vastuta mis tahes kahju
eest, mille on põhjustanud USB mälu vale kasutamine.
bi23m
- 7 -
Page 8

EE
2.3.1 Sisestage USB mälu
Edasi toimige järgnevalt:
Lülitage vooluallika pealüliti välja.
Avage juhtpaneeli vasakpoolses otsas olev paneel.
Sisestage USB mälu USB konnektorisse.
Sulgege paneel.
Lülitage vooluallika pealüliti sisse.
2.4 Esimene samm - keele valik
Seadme esmakordsel käivitamisel ilmub ekraanile käesolev menüü.
Juhtpaneel on tarnimisel seadistatud inglise keelele. Oma keele valimiseks toimige
järgnevalt.
Peamenüü juurde pääsemiseks vajutage MENU .
MIG/MAG
Vasakpoolset nuppu
kasutades viige kursor
KONFIGURATSIOONI
(CONFIGURATION)
reale
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION "
TOOLS
FAST
SET MEASURE MEMORY
MODE
Vajutage ENTER .
bi23m
- 8 -
Page 9

EE
CONFIGURATION
Viige kursor KEELE
(LANGUAGE) reale.
Juhtpaneelis
kasutatavate keelte
nimekirja kuvamiseks
vajutage ENTER.
LANGUAGE ENGLISH
CODE LOCK
REMOTE CONTROLS
MIG/MAG DEFAULTS
MMA DEFAULTS
FAST MODE SOFT KEYS
DOUBLE START SOURCES OFF
PANEL REMOTE ENABLE OFF
AUTO SAVE MODE OFF
TRIGGER WELDDATA SWITCH
Viige kursor oma keele reale ja vajutage ENTER.
QUIT
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
|
|
|
2.5 Ekraan
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION "
TOOLS
FAST
SET MEASURE MEMORY
Kursor
Juhtpaneeli kursor on esitatud varjutatud väljana teksti ümber ning valitud tekst
muutub valgeks. Kasutusjuhendis on valik esitatud rasvases kirjas tekstiga.
MODE
bi23m
- 9 -
Page 10

EE
Nooled ja kerimisribad
Kui rea taga on rohkem informatsiooni, näidatakse seda teksti taga oleva musta
noolega. Kerimisriba asub ekraani paremal küljel, juhul kui nimekirjas on rohkem
ridu.
Tekstikastid
Ekraani all on viis teksti sisaldavat kasti, mis kirjeldab viie klahvi jooksvat funktsiooni
otse kastide all.
Energia säästureiim
Selleks, et suurendada taustvalgustuse kasutusiga, lülitatakse see kolme minuti
pärast välja kui seda ei kasutata.
2.5.1 Ekraanil olevad sümbolid
A Valitud keevitusandmete seadistus
B Valitud traadi etteandemehhanism
C Esinenud on viga. Vt peatükk 15
D Tagasi kutsutud mäluasendi number
E Parameetri väärtuse
suurendamiseks või vähendamiseks
valige # tähistatud pluss/
miinusnupp.
F Mõõdetud mootorivool
G Parameetri väärtuse
suurendamiseks või vähendamiseks
valige * tähistatud pluss/miinusnupp.
bi23m
H Redigeerimisreiim,
mäluasendiredigeerimine
- 10 -
Page 11

EE
2.6 Üldine informatsioon seadistuste kohta
On olemas kolme peamist tüüpi seadistused:
Numbriväärtuste seadistamine
Antud alternatiividega seadistamine
ON/OFF reiimi seadistamine
2.6.1 Numbriväärtuste seadistamine
Numbriväärtuse seadistamisel kasutatakse antud väärtuse suurendamiseks või
vähendamiseks üht kahest pluss/miinusnupust. Väärtuste numbrit saab muuta ka
kaugjuhtimispuldilt.
2.6.2 Antud alternatiividega seadistamine
Mõned seadistused tehakse alternatiivi valimisel nimekirjast.
Selline nimekiri võib välja näha järgmine:
MIG/MAG
MMA
TIG
GOUGING
Siin on kursor viidud MIG/MAG reale. Vajutades selles asendis ENTER, valitakse
MIG/MAG alternatiiv. Juhul kui soovite selle asemel valida muu alternatiivi, viige
kursor õigele reale vasakpoolse nupuga üles või alla liikudes. Seejärel vajutage
ENTER. Juhul kui soovite nimekirjast ilma valikut tegemata lahkuda, vajutage
KATKESTA (QUIT).
2.6.3 ON/OFF seadistused
Mõningate funktsioonide puhul on võimalik väärtused ON ja OFF seadistada.
Sünergia funktsioon MIG/MAG ja MMA keevitamise ajal on sellise funktsiooni
näiteks. ON või OFF seadistused saab valida alternatiivide nimekirjast nagu eespool
kirjeldatud.
2.6.4 QUIT ja ENTER
Kõige äärmist parempoolset "pehmet" klahvi kasutatakse peamiselt
KATKESTAMISEKS (QUIT), ehkki seda kasutatakse mõnikord ka muude
funktsioonide tarvis.
QUIT vajutamisel liigute tagasi eelmise menüü või ekraani juurde.
Klahvi nimetatakse selles kasutusjuhendis ENTER.
ENTER vajutamisel teostatakse menüü või nimekirja valik.
bi23m
- 11 -
Page 12

EE
3 MENÜÜD
Juhtpaneel kasutab mitmeid erinevaid menüüsid. Menüüdeks on peamenüü,
konfigureerimine, tööriistad, keevitusandmete seadistused, mõõdud, keevituse
andmemälu ja kiirreiimi menüüd. Menüü struktuurid kuvatakse leheküljel 78.
Käivituse ajal kuvatakse hetkeks ka käivitusekraan, mis sisaldab informatsiooni
aktiivse programmiversiooni kohta.
Käivitusekraan
3.1 Peamenüü
PEAMENÜÜS saate
muuta
keevitusprotsessi,
keevitusmeetodit, traadi
tüüpi jne.
Selle menüü juurest
saate edasi liikuda kõigi
teiste alamenüüde
juurde.
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION "
TOOLS
FAST
SET MEASURE MEMORY
MODE
bi23m
- 12 -
Page 13

EE
3.1.1 Konfiguratsiooni menüü
CONFIGURATION
KONFIGURATSIOONI
(CONFIGURATION)
menüüs saate muuta
keelt ja teisi
põhiseadistusi,
mõõtühikuid jne.
LANGUAGE ENGLISH
CODE LOCK
REMOTE CONTROLS
MIG/MAG DEFAULTS
MMA DEFAULTS
FAST MODE SOFT KEYS
DOUBLE START SOURCES OFF
PANEL REMOTE ENABLE OFF
AUTO SAVE MODE OFF
TRIGGER WELD DATA SWITCH
3.1.2 Tööriistade menüü
TOOLS
TÖÖRIISTADE
(TOOLS) menüüs
saate edastada faile,
vaadata kvaliteedi ja
tootmisstatistikat,
vealogisid jne.
ERROR LOG
EXPORT/IMPORT
FILE MANAGER
SETTING LIMIT EDITOR
MEASURE LIMIT EDITOR
PRODUCTION STATISTICS
QUALITY FUNCTIONS
USER DEFINED SYNERGIC DATA
CALENDAR
USER ACCOUNTS
QUIT
QUIT
bi23m
- 13 -
Page 14

EE
3.1.3 Keevitusandmete seadistamise menüü
WELD DATA SETTING
KEEVITUSANDMETE
SEADISTUSE (WELD
DATA SETTING)
menüüs võite muuta
erinevaid keevituse
parameetreid. Menüül
on erinev
väljanägemine sõltuvalt
sellest, milline
keevitusprotsess on
valitud.
Näidises on toodud
MIG/MAG keevitamine
lühikese kaare/
pihustuskaarega.
3.1.4 Mõõt
VOLTAGE 28.2 (+3.5) V
WIRE SPEED 6.0 M/MIN
INDUCTANCE 80%
SYNERGIC MODE ON
START DATA
STOP DATA
SETTING LIMITS
MEASURE LIMITS
SPOT WELDING
EDIT DESCRIPTION
CRATER
FILL
SHORT/SPRAY. Fe, CO2, 1.2 mm
HOT
START
4-
STROKE QUIT
MÕÕDU (MEASURE)
all saate keevitamise
teostamise ajal vaadata
erinevatele
keevitusparameetritele
mõõdetud väärtusi.
# 0.0 Volt
0 Amp
* 6.0 m/min
GAS
PURGE
Teatud parameetrite väärtust saate muuta mõõteekraanil. Keevitusprotsessi
seadistusest sõltub, millised need parameetrid on. Reguleeritavad parameetri
väärtused on alati märgitud # või *.
Mõõdetud väärtused jäävad ekraanile isegi pärast keevituse lõpetamist. Saate
liikuda erinevate menüüde juurde ilma mõõteväärtusi kaotamata. Juhul kui
keevitamise mitteteostamise ajal seadistatud väärtust muudetakse, muudetakse
mõõteväärtus 0-le, et segadust vältida.
NÕUANNE:
Impulsskeevituse ajal saate valida, kas pinge väärtus kuvatakse keskmise
väärtusena või tippväärtusena. Seadistust saab reguleerida MIG/MAG
põhiseadistuste all, vt peatükk 9.3.
WIRE
INCH
4-
STROKE
REM
2ND
FUNCT
bi23m
- 14 -
Page 15

EE
3.1.5 Keevituse andmemälu menüü
WELD DATA MEMORY
KEEVITUSE
ANDMEMÄLU (WELD
DATA MEMORY)
menüüs saate
salvestada, tagasi
kutsuda, kustutada ja
kopeerida erinevaid
seadistatud
keevitusandmeid.
Keevitusandmete
seadistusi saab
salvestada 255
erinevasse
mäluasendisse.
Lisainformatsiooni saamiseks vt peatükki 8 "Mälu haldamine".
3.1.6 Kiirreiimi menüü
1 2 3 4 5 6 7 -
2ND
STORE
FUNCT QUIT
SHORT/SPRAY. Fe, CO2, 1.2 mm 7
KIIRREIIMI (FAST
MODE) menüüs saate
funktsiooniklahve
"siduda" keevituse
andmemälu
asenditega. Need
seadistused
teostatakse
konfiguratsiooni
menüüs. Valitud
mäluasendi number
kuvatakse üleval
parempoolses nurgas.
Rohkem informatsiooni vt peatükk 9.5 "Kiirreiimi funktsiooniklahvid".
# 28.5 Volt
0 Amp
* 6.0 m/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
bi23m
- 15 -
Page 16

EE
4 MIG/MAG keevitamine
Peamenüü Protsess
MIG/MAG-keevitusel sulatatakse pidevalt etteantavat täidistraati, samas kui
keevisvanni kaitseb kaitsegaas.
Impulssi kasutatakse traadilt tilkade ülekandumise mõjutamiseks, et saada isegi
madalate keevitusandmete juures stabiilne ja pritsmeteta keevituskaar.
Tabel lk 84 näitab traadi mõõtmeid, mida saab valida MIG/MAG keevitamiseks koos
LÜHIKESE KAARE/PIHUSTUSKAAREGA.
Tabel lk 84 näitab traadi mõõtmeid, mida saab valida MIG/MAG keevitamiseks koos
IMPULSIGA.
Kui MIG/MAG protsess on valitud, saate valida nelja meetodi vahel, valides
vasakpoolse nupu abil meetodi ja vajutades seejärel ENTER. Valige kas lühike
kaar/pihustuskaar, impulss, superimpulss või QSet ja seejärel vajutage uuesti
ENTER.
bi23m
- 16 -
Page 17

EE
4.1 Seadistused keevitusandmete seadistusmenüüs
4.1.1 MIG/MAG keevitamine lühikese kaare/pihustuskaarega.
Seadistused Seadistusvahemik Sammudena Sünergiast
sõltuv
Pinge 8 -60 V 0,25 V
(kuvatakse ühe
kümnendmurru
abil)
Traadi etteande kiirus** 0,8 -30,0 m/min 0,1 m/min x
Induktiivsus 0 - 100% 1% x x
Stabilisaatori tüüp 1 - 12 1 x Sünergia* OFF või ON - - Gaasi eelvool 0,1 -25 s 0,1 s x
Aeglane käivitamine OFF või ON - x
"Hot start" OFF või ON - x
"Hot start" aeg 0 -10 s 0,1 s x
"Hot start" traadi etteanne Täielik traadi
etteandevahemik
"Touch sense" 0 - 20 A
Pragude täitmine OFF või ON - x
Pragude täitmise aeg 0 -10 s 0,1 s x
Lõplik pragude täitmise traadi
etteanne
Lõplik pragude täitmise pinge 8 -24,7 V x
"Release pulse"*** OFF või ON
Tagasipõlemisaeg 0 -1 s 0,01 s x
Gaasi järelvool 0,1 -25 s 0,1 s x
Piirangu seadistused 1 - 50 - - Mõõtmete piirangud 1 - 50 - - Punktkeevitus OFF või ON - x
Punktkeevituse aeg 0 -25 s 0,1 s x
1,5 m/min praeguse traadi
etteandekiiruse juures
0,1 m/min x
0,1 m/min x
x x
Reguleeri
tav
sünergia
*) Sünergiline liin tarnimisel: tahke traat (Fe), kaitsegaas CO
**)Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist.
***) Reguleeritakse konfiguratsioonimenüüs MIG/MAG põhiseadistuste all.
- 17 -
bi23m
koos 1,2 mm traadiga.
2
Page 18

EE
4.1.2 MIG/MAG keevitus koos impulsiga
Seadistused Seadistusvahemik Sammudena Sünergiast
sõltuv
Pinge 10 -50 V 0,25 V
(kuvatakse ühe
kümnendmurru
abil)
Traadi etteande kiirus* 0,8 -30,0 m/min 0,1 m/min x
Impulssvool** 100-650 A 4 A x
Impulssaeg 1,7 - 25,5 m/s 0,1 m/s x
Impulsi sagedus 16-312 Hz 2 Hz x
Alusvool 4-300 A 1 A x
Tõusev 1 - 9 1 x
Sünergia*** OFF või ON - - Ka 0 - 100% 1% x
Ki 0 - 100% 1% x
Gaasi eelvool 0,1 -25 s 0,1 s x
Aeglane käivitamine OFF või ON - x
"Hot start" OFF või ON - x
"Hot start" aeg 0 -10 s 0,1 s x
"Hotstart" traadi etteanne Täielik traadi
etteandevahemik
"Touch sense" 0 - 20 A
Pragude täitmine
(impulss/mitteimpulss)
Pragude täitmise aeg 0 -10 s 0,1 s x
Lõplik pragude täitmise traadi
etteanne
Lõplik pragude täitmise pinge 8 -33,2 V x
Lõplik impulssvool 100-max A x
Lõplik alusvool 12-50 A x
Lõplik sagedus 20-270 Hz x
"Release pulse"**** OFF või ON
Tagasipõlemisaeg 0 -1 s 0,01 s x
Gaasi järelvool 0,1 -25 s 0,1 s x
Piirangute seadistamine 1 - 50 - - Mõõtmete piirangud 1 - 50 - - Punktkeevitus OFF või ON - x
Punktkeevituse aeg 0 -25 s 0,1 s x
OFF või ON - x
1,5 m/min praeguse traadi
etteandekiiruse juures
0,1 m/min x
0,1 m/min x
x x
Reguleerit
av
sünergia
*)Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist.
**) Minimaalne alusvool ja impulssvool sõltuvad kasutatavast masinatüübist.
***) Sünergiline liin tarnimisel: tahke traat (Fe), kaitsegaas CO
****) Reguleeritakse konfiguratsioonimenüüs MIG/MAG põhiseadistuste all.
- 18 -
bi23m
koos 1,2 mm traadiga.
2
Page 19
EE
4.1.3 MIG/MAG keevitamine SuperPulse-ga, primaarne/sekundaarne, lühike
kaar/pihustuskaar/impulss
Peamenüü Protsess Meetod Faas Meetod
Seadistused Seadistusvahemik Sammudena Sünergiast
sõltuv
Faas Primaarne või sekundaarne - x
Meetod Lühike kaar/pihustuskaar
või impulss
Pinge 10 -50 V 0,25 V
Traadi etteande kiirus* 0,8 -30,0 m/min 0,1 m/min x
Induktiivsus 0 - 100% 1% x x
Impulssvool** 100-650 A 4 A x
Impulssaeg 1,7 - 25,5 m/s 0,1 m/s x
Impulsi sagedus 16-312 Hz 2 Hz x
Alusvool 4-300 A 1 A x
Tõusev 1 - 9 1 x
Ka 0 - 100% 1% x
Ki 0 - 100% 1% x
Stabilisaatori tüüp 1
Sünergia*** OFF või ON - - Faasi keevitusaeg 0 -2,50 s 0,01 s x
Gaasi eelvool 0,1 -25 s 0,1 s x
Aeglane käivitamine OFF või ON - x
"Hot start" OFF või ON - x
"Hot start" aeg 0 -10 s 0,1 s x
"Hot start" traadi etteanne Täielik traadi
etteandevahemik
"Hot start" pinge -14 - +27 V x "Touch sense" 0-20 A x
Pragude täitmine
(impulss/mitteimpulss)
Pragude täitmise aeg 0 -10 s 0,1 s x
Lõplik pragude täitmise traadi
etteanne
Lõplik pragude täitmise pinge 8 -33,2 V x
Lõplik impulssvool 100-max A x
Lõplik alusvool 12-50 A x
Lõplik sagedus 20-270 Hz x
Katkestusimpulss %
Tagasipõlemisaeg 0 -1 s 0,01 s x
Gaasi järelvool 0,1 -25 s 0,1 s x
Piirangute seadistamine 1 - 50 - - -
Mõõtmete piirangud 1 - 50 - - -
OFF või ON - x
1,5 m/min praeguse traadi
etteandekiiruse juures
- x
x x
(kuvatakse ühe
kümnendmurru
abil)
0,1 m/min x
0,1 m/min x
Reguleerit
av
sünergia
bi23m
- 19 -
Page 20

EE
Seadistused Reguleerit
Punktkeevitus OFF või ON - x
Punktkeevituse aeg 0 -25 s 0,1 s x
"Release pulse"**** OFF või ON x
*)Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist.
**) Minimaalne alusvool ja impulssvool sõltuvad kasutatavast masinatüübist.
***) Sünergiline liin tarnimisel: tahke traat (Fe), kaitsegaas CO
****) Reguleeritakse konfiguratsioonimenüüs MIG/MAG põhiseadistuste all.
SammudenaSeadistusvahemik
koos 1,2 mm traadiga.
2
Sünergiast
sõltuv
av
sünergia
4.1.4 MIG/MAG keevitus koos QSet-iga
Peamenüü Protsess Meetod
Seadistused Seadistusvahemik Sammudena
QSet -18 - +18 1
Traadi etteande kiirus* 0,8 -30,0 m/min 0,1 m/min
Induktiivsus 0 - 100% 1
Stabilisaatori tüüp 1 - 12 1
Gaasi eelvool 0,1 -25 s 0,1 s
Aeglane käivitamine OFF või ON Katkestusimpulss 10 - 120% 1%
Tagasipõlemisaeg 0 -1 s 0,01 s
Gaasi järelvool 0,1 -25 s 0,1 s
Piirangute seadistamine 1 - 50 Mõõtmete piirangud 1 - 50 Punktkeevitus OFF või ON Punktkeevituse aeg 0 -25 s 0,1 s
*)Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist.
bi23m
- 20 -
Page 21

EE
4.2 Seadistuste funktsioonide selgitused
Pinge
Kõrgema pinge tulemusel suureneb kaare pikkus ja tekib kuumem ja laiem
keevisvann.
Pinge seadistus erineb sünergiliste ja mittesünergiliste reiimide vahel. Sünergilises
reiimis on pinge seadistatud positiivse või negatiivse korrigeerimisena pinge
sünergilisest liinist. Mittesünergilises reiimis on pinge väärtus seadistatud
absoluutväärtusena.
Pinget seadistatakse mõõtmete, keevitusandmete seadistamise , või kiirreiimi
menüüdes. Juhul kui kasutatakse kaugjuhtimispulti, saab seadistust sealt
reguleerida.
Hitrost podajanja žice
Tu nastavite zahtevano hitrost podajanja žice v metrih na minuto.
Traadi etteandekiirust seadistatakse mõõtmete, keevitusandmete seadistamise , või
kiirreiimi menüüdes. Juhul kui kasutatakse kaugjuhtimispulti, saab seadistust sealt
reguleerida.
Induktanca
Višja induktanca zagotavlja širše območje zvarne taline in manj škropljenja. Pri nižji
induktanci je zvok rezkejši, lok pa je stabilen in bolj zgoščen.
Induktsiooni seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes MIG/MAG keevitamisel lühikese kaare/pihustuskaarega.
Stabilisaatori tüüp
Mõjutab lühiseprotsessi ja keevise kuumust.
Seadistust ei tohi muuta.
Impulssvool
Impulssvoolu korral kahest voolu väärtusest kõrgem.
Impulssvool seadistatakse keevitusandmete seadistusmenüüs koos välja lülitatud
sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Impulssaeg
Aeg, mil impulssvool on impulssperioodil sisse lülitatud.
Impulssvool seadistatakse keevitusandmete seadistusmenüüs koos välja lülitatud
sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
bi23m
- 21 -
Page 22

EE
Impulsi sagedus
Alusvoolu aeg, mis koos impulssvoolu ajaga annab impulssperioodi.
Impulsi sagedus seadistatakse keevitusandmete seadistusmenüüs koos välja
lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Alusvool
Impulssvoolu korral kahest voolu väärtusest madalam.
Alusvool seadistatakse keevitusandmete seadistusmenüüs koos välja lülitatud
sünergia funktsiooniga. Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Vool
Impulssvool
Alusvool Impulss
aeg
MIG/MAG keevitus koos impulsiga
Impulssperioodi aeg
Aeg
Kalle
Kalle (slope) tähendab, et impulssvool suureneb/väheneb aeglaselt seadistatud
väärtuseni. Kalde parameetrit saab seadistada üheksas etapis, kus iga etapp vastab
100-le μs.
Kalle omab tähtsust seoses heliga. Järsk kalle tekitab valjema ja teravama heli. Liiga
õrn kalle võib halvimal juhul kahjustada impulsi võimet tilkade ära lõikamiseks.
Kalle seadistatakse keevitusandmete seadistusmenüüs koos välja lülitatud sünergia
funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Ka
Ka on proportsionaalne element ja vastab stabilisaatori võimendusele. Madal väärtus
tähendab, et pinget ei hoita täpselt püsival tasemel.
Ka seadistatakse keevitusandmete seadistusmenüüs ! sisemise konstandina koos
välja lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Ki
Ki on integratsioonielement, mis püüab pikemas plaanis viga kõrvaldada. Ka siin
annab madal väärtus nõrgema reguleeriva mõju.
Ki seadistatakse keevitusandmete seadistusmenüüs ! sisemise konstandina koos
välja lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
bi23m
- 22 -
Page 23
EE
Sünergia
Iga traaditüübi, läbimõõdu ja gaasisegu kombinatsiooni jaoks on vajalik ainuomane
suhe traadi etteande kiiruse ja pinge (keevituskaare pikkus) vahel, et saada
stabiilselt funktsioneeriv keevituskaar. Pinge (keevituskaare pikkus) vastab
automaatselt eelnevalt valitud sünergilisele liinile, tänu millele on palju kergem
kiiresti õigeid keevitusparameetreid leida. Traadi etteande kiiruse ja muude
parameetrite vaheline seos on tuntud sünergilise liinina.
Traadi ja gaasi kombinatsioone vt tabelitelt lk 84.
Võimalik on tellida erinevaid sünergiliste liinide pakette, kuid need tuleb paigaldada
ESAB'i volitatud teenindustehnikul.
Enda sünergiliste liinide loomiseks vt peatükki 10.8
Sünergia aktiveerimine toimub keevitusandmete seadistusmenüüs.
Faas
Selles funktsioonis tehakse valik primaarse ja sekundaarse vahel.
Kõrged andmed seadistatakse primaarses ja madalad andmed sekundaarses.
Seadistusi kasutatakse määramaks, kas primaarsed või sekundaarsed andmed
peaksid töötlemiseks saadaval olema. Samuti määrab see, milliseid andmeid
mõõtmis- ja kaugjuhtimisreiimis mõjutatakse. Mõõteekraanil näidatud traadi etteande
kiirus näitab valitud faasi kiirust. Siiski põhinevad pinge, vool ja keevituse väljund
mõõtmel mõlema faasi alusel.
Võite primaar- ja sekundaarfaasis valida erineva sünergia.
Primaar- või sekundaarfaas on seadistatud MIG/MAG seadistuses (SET) kui on
valitud SuperPulse ja sünergia on välja lülitatud.
Predtok plina
To nadzoruje čas, v katerem teče zaščitni plin, preden se vzpostavi oblok.
Gaasi eelvool on seadistatud keevitusandmete seadistusmenüüs ! stardiandmete
all.
Počasni zagon
Pri počasnem zagonu se žica podaja s 50 % nastavljene hitrosti podajanja, dokler
ne vzpostavi električnega stika z obdelovancem.
Kuumkäivitusega on see 50% kuumkäivituse ajast.
Aeglane käivitus on seadistatud keevitusandmete seadistusmenüüs !
stardiandmete all.
"Hot start"
"Hot start" suurendab keevitamise alustamisel traadi etteandekiirust ja pinget
reguleeritava aja jooksul. Selle peamiseks eesmärgiks on keevitamist alustades
pakkuda rohkem energiat, mis vähendab kehva sulatamise riski ühenduse alguses.
bi23m
- 23 -
Page 24

EE
Sünergia - "Hot start"
Traadi etteandekiirust on võimalik suurendada teatud perioodi ajal võrreldes
olemasoleva traadi etteandekiirusega, et anda keevituse alustamisel rohkem
energiat ja tagada läbivus. Kiirus seatakse võrreldes algse traadi etteandekiirusega.
Aeg algab kaare süütamisega ja selle pikkuseks on seadistatud kuumkäivituse aeg.
Sünergia pikendab traadi etteandekiirust 2 m/min.
Mittesünergia - "Hot start"
Pinge väärtust saab seadistada valides mittesünergilise režiimi.
Mittesünergilise ja impulsskeevituse ajal saab seadistada pinge väärtust,
impulssvoolu, alusvoolu ja sagedust.
NB!: Kuumkäivituse traadi etteandele ja kuumkäivituse pingele on võimalik
seadistada negatiivseid väärtusi. Seda võib kasutada koos kõrgete
keevitusandmetega keevituse sujuvaks alustamiseks esialgu keevitusandmeid
tõstes.
Kuumkäivitus aktiveeritakse mõõteekraanil või keevitusandmete seadistusmenüüs !
käivitusandmete all.
Touch sense
Süsteem tuvastab, millal traat töödetailiga kokku puutub.
Touch sense seadistatakse keevitusandmete seadistamise menüüs !
käivitusandmete all.
Kehtib üksnes robotkeevitusel.
Pragude täitmine
Pragude täitmisel vähendatakse kontrollitult keevisvanni kuumust ja suurust,
võimalusel keevituse lõpetamisel. Tänu sellele on lihtsam vältida pooride, termilise
pragunemise ja kraatrite teket keevisliites.
Impulsskeevitamise reiimis on võimalik valida impulsiga ja ilma impulsita pragude
täitmise vahel.Ilma impulsita pragude täitmine on kiirem protsess. Impulsiga pragude
täitmine võtab natuke kauem aega, kuid annab pritsmeteta pragude täitmise, kui
kasutatakse vastavaid väärtuseid.
Sünergia - pragude täitmine
Sünergilises reiimis seadistatakse pragude täitmise aeg ja lõplik traadi etteandekiirus
nii impulsiga kui ilma impulsita pragude täitmisel. Pinge ja impulsi parameetrid
langevad sünergia abil lõplike väärtusteni.
Mittesünergia - pragude täitmine
Mittesünergilises reiimis saab seadistusi muuta, et saada pragude täitmise lõpus
muu kaare pikkus. Ühtlasi saab seadistada pragude täitmise lõppväärtuse jaoks
lõpliku aja.
Lõplikku pinget saab seadistada ilma impulsita pragude täitmise jaoks. Lõplikku
pinget, lõplikku impulssvoolu, lõplikku alusvoolu ja lõplikku sagedust saab seadistada
impulsiga pragude täitmisele.
Lõplikud parameetrite väärtused peavad alati olema võrdsed või madalamad kui
pideva keevituse jaoks seadistatud väärtused. Juhul kui pideva keevituse seadistusi
langetatakse allapoole seadistatud lõplikke väärtusi, langetavad need ka lõplikke
väärtusi. Lõplikud parameetrite väärtused ei suurene uuesti juhul kui pideva
keevitamise seadistusi suurendatakse.
bi23m
- 24 -
Page 25

EE
Näide:
Teie lõplik traadi etteandekiirus on 4 m/min ja te langetate traadi etteandekiiruse 3,5
m/min. Lõplik traadi etteandekiirus langetatakse samuti 3,5 m/min. Lõplik traadi
etteandekiirus jääb 3,5 m/min isegi siis, kui traadi etteandekiirust taas
suurendatakse.
Pragude täitmine aktiveeritakse mõõteekraanil või keevitusandmete
seadistusmenüüs ! peatamisandmete all.
Katkestusimpulss
Katkestusimpulss on impulss, mida rakendatakse tagamaks, et traadile ei moodustu
kuuli kui keevitamine peatub.
Kehtib lühikese kaare/pihustuskaarega ja lühikese impulsiga MIG/MAG-keevituse
puhul. Impulsskeevitusel sünkroniseeritakse lõpetamine lõppimpulsiga, mida saab
seadistada vahemikus 20 - 200%.
Katkestusimpulss seadistatakse keevitusandmete seadistusmenüüs !
peatamisandmete all.
Čas odgorevanja
Čas odgorevanja je čas, ki preteče od trenutka, ko se žica začne ustavljati, do
trenutka, ko vir energije izklopi varilno napetost. Če je ta čas prekratek, bo po
koncu varjenja preostanek žice daljši, zato se lahko hitreje ujame v strjujoči se
zvarni talini. Če je ta čas predolg, bo preostanek žice krajši, kar pomeni, da lahko
oblok udari nazaj v kontaktno točko.
Tagasipõlemisaeg on seadistatud keevitusandmete seadistusmenüüs !
peatamisandmete all.
"Release pulse"
Juhul kui traat jääb töödetaili kinni, tuvastatakse see süsteemi poolt. Väljastatakse
vooluimpulss, mis vabastab traadi pinna küljest.
See kehtib eriti mehhaniseeritud ja robotkeevitusel, ehkki seda saab kasutada ka
käsitsi keevitamise ajal. Esineb pärast lõpetatud tagasipõlemisaega.
Seadistust saab reguleerida konfiguratsioonimenüüst ! MIG/MAG põhiseadistused.
Tok plina po koncu
To nadzoruje čas, v katerem teče zaščitni plin, potem se izklopi oblok.
Gaasi järelvool on seadistatud keevitusandmete seadistusmenüüs !
peatamisandmete all.
Seadistuste ja mõõtmete piirangud
Piirangute all valitakse piirangu arv. Seadistusi vaata peatükk 10.4 "Redigeeri
seadistuste piiranguid" ja peatükk 10.5 "Redigeeri mõõtmete piiranguid".
Piirangud aktiveeritakse keevitusandmete seadistusmenüüs.
bi23m
- 25 -
Page 26

EE
Punktkeevitus
Punktkeevitust kasutatakse siis, kui soovite õhukesi plaate punktkeevituse abil
ühendada.
TÄHELEPANU! Keevitusaega pole võimalik päästiklüliti vabastamisel lühendada.
Punktkeevitus aktiveeritakse ja selle aeg seadistatakse keevitusandmete
seadistusmenüüs.
QSet
QSet funktsiooni kasutatakse keevitusparameetrite seadistamise lihtsustamiseks.
Lisainformatsiooni saamiseks vt peatükki 4.4.
QSet väärtus seadistatakse keevitusandmete seadistusmenüüs MIG/MAG
protsessile ja QSET meetodile.
4.3 SuperPulse
Peamenüü Protsess Meetod
SuperPulse meetodit kasutatakse keevisvanni ja tahenemisprotsessi paremaks
kontrollimiseks. Keevisvannil on aega osaliselt taheneda iga impulsi vahel.
SuperPulse kasutamise eelised:
Vähenenud tundlikkus servavahe varieerumisele
Parem kontroll keevisvanni üle positsioonkeevituse ajal
Parem kontroll läbivuse ja läbivusprofiili üle
Vähenenud tundlikkus ebaühtlasele kuumuse juhtimisele
SuperPulse võib näha kahe MIG/MAG seadistuse vahelise programmeeritud
üleminekuna. Aja intervallid määratakse primaar- ja sekundaarfaasi aja seadistuste
abil.
Keevitamine algab alati primaarfaasis. Kui valitakse kuumkäivitus, kasutatakse
primaarandmeid kuumkäivituse aja jooksul lisaks primaarandmete faasiajale.
Pragude täitmine põhineb alati sekundaarandmetel. Kui primaarfaasi aja jooksul on
aktiveeritud peatamiskäsk, lülitub protsess koheselt ümber sekundaarandmetele.
Keevituse lõpetamine põhineb sekundaarandmetel.
4.3.1 Traadi ja gaasi kombinatsioonid
Traadi ja gaasi kombinatsioone vt tabelitest lk 84.
bi23m
- 26 -
Page 27

EE
4.3.2 Erinevad impulsimeetodid
Allpool näete, milliseid impulsimeetodeid saab kasutada, olenevalt keevitatava plaadi
paksusest.
Kuumus
C
Pihustamine primaarfaasis
ja impulss sekundaarfaasis
B
Impulss primaarfaasis ja
impulss sekundaarfaasis
A
Impulss primaarfaasis ja
lühike kaar sekundaarfaasis
Plaadi mõõtmed
4.3.3 Traadi etteandemehhanism
Kasutage SuperPulse keevitamise ajal üksnes traadi etteandemehhanismi Feed
3004.
Ettevaatusabinõud
SuperPulse't kasutades on traadi etteandemehhanismil arvestatav koormus. Selleks,
et traadi etteandemehhanismi funktsionaalset ohutust mitte ohtu seada, järgige
järgmisel joonisel olevaid piirangu väärtusi.
Erinevus traadi etteandekiiruses
n m/min
Tsükli aeg (s)
Joonised 15 m/min ja 20 m/min kohta on seotud primaarse traadi etteandekiirusega.
Tsükli aeg on primaarse ja sekundaarse faasiaja summa.
bi23m
- 27 -
Page 28

EE
Primaarse ja sekundaarse traadi etteandekiiruse vaheline erinevus ei tohi ületada
joonistel täpsustatud kiirust primaarsele traadi etteandekiirusele.
Näide: Juhul kui tsükli aeg on 0,25 ja primaarne traadi etteandekiirus on 15 m/min, ei
tohi primaarse ja sekundaarse traadi etteandekiiruse vahe ületada
6 m/min
Keevitamise näide A
Käesolevas näites keevitame 10 mm plaati koos 1,2 mm alumiiniumtraadiga ja
argooni kaitsegaasiga
Tehke juhtpaneelil järgmised seadistused:
Protsess Superpulse Superpulse
Faas Primaarne Sekundaarne
Meetod Lühike kaar/
pihustuskaar
Traadi tüüp AlMg AlMg
Kaitsegaas Ar Ar
Traadi mõõtmed 1,2 mm 1,2 mm
Pinge (+ 1,0V) (+ 3,0V)
Traadi etteande kiirus 15,0 m/min 11,0 m/min
Faasi aeg 0,1 s 0,1 s
Impulss
Primaarne ja sekundaarne faasiaeg on 0,1 s + 0,1 s = 0,2 s.
Erinevus traadi etteandekiiruses on 15,0 m/min - 11,0 m/min = 4 m/min.
Keevitamise näide B
Käesolevas näites keevitame 6 mm plaati 1,2 mm alumiiniumtraadiga ja argooni
kaitsegaasiga
Tehke juhtpaneelil järgmised seadistused:
Protsess Superpulse Superpulse
Faas Primary Secondary
Meetod Impulss Impulss
Traadi tüüp AlMg AlMg
Kaitsegaas Ar Ar
Traadi mõõtmed 1,2 mm 1,2 mm
Pinge (+ 1,0 V) (+ 2,0 V)
Traadi etteande kiirus 12,5 m/min 9,0 m/min
Faasi aeg 0,15 s 0,15 s
Primaarne ja sekundaarne faasiaeg on 0,15 s +0,15 s = 0,3 s
Erinevus traadi etteandekiiruses on 12,5 m/min - 9,0 m/min = 3,5 m/min.
bi23m
- 28 -
Page 29

EE
4.4 QSet
Peamenüü Protsess Meetod
QSet'i kasutatakse keevituse parameetrite seadistamise lihtsustamiseks.
Pluss/miinusnuppude kasutamisel suurendatakse või vähendatakse kaare pikkust
-18 kuni + 18 sammu.
LÜHIKE KAAR
Keevitamise alustamisel esmakordselt teatud tüüpi traadiga/gaasiga, määrab QSet
automaatselt kõik vajalikud keevituse parameetrid. Pärast seda salvestab QSet kõik
andmed, mis on vajalikud hea keevituse saamiseks. Pinge kohandub seejärel
automaatselt vastavalt traadi etteande kiiruse muudatustele.
PIHUSTUS
Pihustuskaarele lähenedes tuleb QSet väärtust suurendada. Puhta pihustuskaarega
keevitades lülitage QSet funktsioon välja. Kõik seadistused pärinevad QSet'ilt,
erandiks on pinge, mis tuleb seadistada.
Soovitus: Kõigi õigete andmete saamiseks tehke esmakordne keevitus (6 sekundit)
QSet funktsiooniga, kasutades katsekeha.
5 MMA KEEVITUS
Peamenüü Protsess
MMA keevitust võib nimetada ka kaetud elektroodide keevituseks. Keevituskaare
tekkimine sulatab elektroodid ja selle kate moodustab kaitseräbu.
Tabel lk 86 näitab elektroodi mõõtmeid, mida saab valida MMA keevitamiseks.
5.1 MMA keevitus, alalisvool
Seadistused Seadistusvahemik Sammudena Sünergiast
sõltuv
Vool* 16-650 A 1 A x
Keevituskaare surve 0 - 100% 1% x
Min voolutegur 0 - 100% 1% x
Stabilisaatori tüüp 0 - 1 x
Sünergia OFF või ON - - "Hot start" OFF või ON - x
"Hot start" kestus 1 - 30 1 x
"Hot start" ulatus % - x
Seadistuste piirangud 0 - 50 1 - Mõõtmete piirangud 0 - 50 1 - -
Reguleerit
av
sünergia
*) Maksimaalvool oleneb sellest, millist masinatüüpi kasutatakse.
bi23m
- 29 -
Page 30

EE
5.2 MMA keevitus, vahelduvvool
Seadistused Seadistusvahemik Sammudena Sünergiast
sõltuv
Vool* 16-650 A 1 A x
Keevituskaare surve 0 - 100% 1% x
Min voolutegur 0 - 100% 1% x
Stabilisaatori tüüp 0 - 1 x
Sünergia OFF või ON - - "Hot start" OFF või ON - x
"Hot start" kestus 1 - 30 x
"Hot start" ulatus % - x
Seadistuste piirangud 0 - 50 1 - Mõõtmete piirangud 0 - 50 1 - -
*) Maksimaalvool oleneb sellest, millist masinatüüpi kasutatakse.
Reguleerit
av
sünergia
5.3 Seadistuste funktsioonide selgitused
DC, Enosmerni tok
Višji tok povzroči širšo kopel zvarne taline in boljšo penetracijo v obdelovanec.
Voolu seadistatakse mõõtmete, keevitusandmete seadistamise , või kiirreiimi
menüüdes.
Sila obloka
Sila obloka je pomembna pri nastavljanju spremembe toka v odgovor na
spremembo dolžine obloka. Manjša vrednost omogoča mirnejši oblok z manj
škropljenja.
Keevituskaare surve seadistatakse keevitusandmete seadistusmenüüs kui sünergia
funktsioon on inaktiveeritud.
Min voolutegur
Min vooluteguri seadistust rakendatakse siis, kui kasutatakse teatud spetsiifilisi
elektroode.
Seadistust ei tohi muuta.
Stabilisaatori tüüp
Mõjutab lühiseprotsessi ja keevise kuumust.
Seadistust ei tohi muuta.
Sünergia
Sünergia MMA keevitamisel tähendab, et vooluallikas optimeerib automaatselt
elektrooditüübi omadusi ja valitud mõõtmeid.
Sünergia MMA keevitamisel aktiveeritakse keevitusandmete seadistusmenüüs.
bi23m
- 30 -
Page 31

EE
Vroči zagon
Vroči zagon poveča tok varjenja za nastavljiv čas na začetku varjenja in tako
zmanjša tveganje slabega zlitja na začetku zvara.
MMA kuumkäivitus aktiveeritakse keevitusandmete seadistusmenüüs.
Seadistuste ja mõõtmete piirangud
Piirangute all valitakse piirangu arv. Seadistusi vaata peatükk 10.4 "Redigeeri
seadistuste piiranguid" ja peatükk 10.5 "Redigeeri mõõtmete piiranguid".
Piirangud aktiveeritakse keevitusandmete seadistamise menüüs.
6 TIG KEEVITUS
Peamenüü Protsess
Varjenje TIG
Pri varjenju TIG se tali material obdelovanca z oblokom, ki ga vzpostavi elektroda
iz tungstena, ki se sama ne tali. Zvarno talino in elektrodo ščiti zaščitni plin.
Pulzni tok
Pulziranje se uporablja za izboljšan nadzor nad zvarno talino in strjevanja.
Frekvenca pulzov je nastavljena tako nizko, da se lahko zvarna talina vsaj delno
strdi med pulzi. Za nastavitev pulzov so potrebni štirje parametri: tok pulza, čas
pulza, tok pulza in tok ozadja.
6.1 Seadistused keevituse andmemälu menüüs
6.1.1 Impulsita TIG keevitus, DC
Seadistused Seadistusvahemik Sammudena
HF/LiftArc HF või Liftarc 2/4-taktiline 2-taktiline või 4-taktiline reiim Vool* 4-500 A 1 A
Tõusva kalde aeg 0 -25 s 0,1 s
Langeva kalde aeg 0 -25 s 0,1 s
Gaasi eelvool 0 -25 s 0,1 s
Gaasi järelvool 0 -25 s 0,1 s
Seadistuste piirangud 0 - 50 1
Mõõtmete piirangud 0 - 50 1
*) Maksimaalvool oleneb sellest, millist masinatüüpi kasutatakse.
bi23m
- 31 -
Page 32

EE
6.1.2 Impulsiga TIG keevitus, DC
Seadistused Seadistusvahemik Sammudena
HF/LiftArc HF või Liftarc 2/4-taktiline 2-taktiline või 4-taktiline reiim Impulssvool* 4-500 A 1 A
Alusvool 4-500 A 1 A
Impulssaeg 0,001 -5 s 0,001 s
Alusaeg 0,001 -5 s 0,001 s
Tõusva kalde aeg 0 -25 s 0,1 s
Langeva kalde aeg 0 -25 s 0,1 s
Gaasi eelvool 0 -25 s 0,1 s
Gaasi järelvool 0 -25 s 0,1 s
Seadistuste piirangud 0 - 50 1
Mõõtmete piirangud 0 - 50 1
*) Maksimaalvool oleneb sellest, millist masinatüüpi kasutatakse.
6.1.3 Impulsita TIG keevitus, AC
Seadistused Seadistusvahemik Sammudena
HF/LiftArc HF või Liftarc 2/4-taktiline 2-taktiline või 4-taktiline reiim Vool* 4-500 A 1 A
Tõusva kalde aeg 0 -25 s 0,1 s
Langeva kalde aeg 0 -25 s 0,1 s
Gaasi eelvool 0 -25 s 0,1 s
Gaasi järelvool 0 -25 s 0,1 s
Eelsoojendamine 0 - 100 1
Sagedus Hz ?
Tasakaal % 1%
Korrigeerimine A
Seadistuste piirangud 0 - 50 1
Mõõtmete piirangud 0 - 50 1
*) Maksimaalvool oleneb sellest, millist masinatüüpi kasutatakse.
bi23m
- 32 -
Page 33

EE
6.2 Seadistuste funktsioonide selgitused
HF
Funkcija HF vzpostavi oblok tako, da sproži iskro od elektrode do obdelovanca
takrat, ko se elektroda približa obdelovancu.
HF aktiveeritakse peamenüüs ! käivitusmeetodi all.
LiftArct
Funkcija Lift Arc vzpostavi oblok, kadar se elektroda dotakne obdelovanca in se
potem dvigne stran.
Vzpostavljanje obloka s funkcijo LiftArct. Korak 1: z elektrodo se dotaknite obdelovanca. Korak 2:
ko pritisnete sprožilno stikalo, začne teči nizek tok. Korak 3: varilec dvigne elektrodo stran od
obdelovanca: vzpostavi se oblok in tok samodejno naraste na nastavljeno vrednost.
LiftArc aktiveeritakse peamenüüs ³ käivitusmeetodi all.
2-taktiline reiim
Gaasi eelvool Tõusev
kalle
(Slope
up)
Funktsioonid keevituspõleti 2-taktilise juhtimise kasutamisel.
Langev kalle
(Slope down)
Gaasi
järelvool
2-taktilises juhtimisreiimis käivitab TIG põleti käivituslüliti (1) vajutamine gaasi
eelvoolu (kui seda kasutatakse) ja tekib keevituskaar. Vool tõuseb seadistatud
väärtuseni (vastavalt tõusva kalde (slope up) funktsiooni kontrollimisele, kui see
töötab). Käivituslüliti (2) vabastamisel vool väheneb (või algab langeva kalde (slope
down) funktsioon, kui see töötab) ja keevituskaar kustub. Järgneb gaasi järelvool, kui
see töötab.
2-taktiline reiim aktiveeritakse peamenüüs ³ käivitusreiimis või mõõteekraanil.
bi23m
- 33 -
Page 34

EE
4-taktiline reiim
Gaasi eelvool Tõusev
kalle
(Slope
up)
Funktsioonid keevituspõleti 4-taktilise juhtimise kasutamisel.
Langev kalle
(Slope down)
Gaasi
järelvool
4-taktilises juhtimisreiimis käivitab käivituslüliti (1) vajutamine gaasi eelvoolu (kui
kasutatakse). Gaasi eelvoolu aja lõpus tõuseb vool seadistatud juhtvooluni (paar
amprit) ja tekib keevituskaar. Vabastades käivituslüliti (2), tõuseb vool seadistatud
väärtuseni (koos tõusva kaldega (slope up), kui seda kasutatakse). Keevituse lõpus
tuleb keevitajal uuesti käivituslülitit (3) vajutada, misjärel vool taas juhtvooluni langeb
(koos langeva kaldega (slope down), kui seda kasutatakse). Käivituslüliti uuesti (4)
vabastamisel keevituskaar kustub ja algab gaasi järelvool.
4-taktiline reiim aktiveeritakse peamenüüs ³ käivitusreiimis või mõõteekraanil.
Vool
Kõrgem vool tekitab laiema keevitusvanni ning parema läbivuse töödetailis.
Voolu seadistatakse mõõtmete, keevitusandmete seadistamise , või
kiirreiimi menüüdes.
Kehtib üksnes TIG keevitamisel püsiva vooluga.
Impulssvool
Impulssvoolu korral kahest voolu väärtusest kõrgem. Impulsskeevitamisel on tõusev ja
langev kalle samuti impulsiga.
Impulssvool seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes TIG keevitamisel koos impulsiga.
Alusvool
Impulssvoolu korral kahest voolu väärtusest madalam.
Alusvool seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes TIG keevitamisel koos impulsiga.
Impulssaeg
Aeg, mil impulssvool on impulssperioodil sisse lülitatud.
Impulssaeg seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes TIG keevitamisel koos impulsiga.
bi23m
- 34 -
Page 35

EE
Alusaeg
Alusvoolu aeg, mis koos impulssvoolu ajaga annab impulssperioodi.
Alusaeg seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes TIG keevitamisel koos impulsiga.
Vool
Alusaeg
Impulssvool
Alusvool Impulssaeg
Aeg
Impulsiga TIG keevitus.
Dvigovanje “Slope up"
Funkcija za dvigovanje pomeni to, da začne tok naraščati proti nastavljeni
vrednosti, ko se vzpostavi oblok TIG. To omogoča "nežnejše" gretje elektrode in
omogoči varilcu, da pravilno postavi elektrodo, preden varilni tok doseže polno
vrednost.
Tõusev kalle seadistatakse keevitusandmete seadistusmenüüs.
Spuščanje “Slope down"
TIG uporablja spuščanje, pri katerem tok "počasi" nadzorovano pada, tako da pri
zaključku varjenja ne nastanejo kraterji in/ali razpoke.
Langev kalle seadistatakse keevitusandmete seadistusmenüüs.
Predtok plina
To nadzoruje čas, v katerem teče zaščitni plin, preden se vzpostavi oblok.
Gaasi eelvool seadistatakse keevitusandmete seadistusmenüüs.
Tok plina po koncu
To nadzoruje čas, v katerem teče zaščitni plin, potem se izklopi oblok.
Gaasi järelvool seadistatakse keevitusandmete seadistusmenüüs.
bi23m
- 35 -
Page 36

EE
Eelsoojendamine
Volframelektrood
¨ Värv Tüüp Ar Ar + 30%He
1.6 Roheline WP - -
1.6 Roheline WP 30 35
1.6 Kuldne WL15 20 20
1.6 Kuldne WL15 30 35
2.4 Roheline WP 45 -
2.4 Roheline WP 55 60
2.4 Kuldne WL15 40 40
2.4 Kuldne WL15 45 50
3.2 Roheline WP 55 -
3.2 Roheline WP 65 65
3.2 Kuldne WL15 60 60
Seadistusväärtus
Kaitsegaas
3.2 Kuldne WL15 70 70
4.0 Roheline WP 70 75
4.0 Roheline WP 80 85
4.0 Kuldne WL15 65 65
4.0 Kuldne WL15 70 75
WP = puhas volframelektrood WL15 = lantaaniga legeeritud volframelektrood
Elektroodi eelsoojendamist seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes TIG keevitamisel koos AC-ga.
Frekvenca
Nižja frekvenca (izmeničnega toka) prenaša več toplote v obdelovanec in povzroča
širšo kopel zvarne taline.
Pri višji frekvenci je oblok ožji, sila obloka pa večja (ožja kopel zvarne taline).
Gaasi järelvool seadistatakse keevitusandmete seadistusmenüüs.
Kehtib üksnes TIG keevitamisel koos AC-ga.
bi23m
- 36 -
Page 37

EE
Uravnovešenje
Zagotavljanje uravnovešenja med polom in periodo pozitivne (+) elektrode in
negativne (-) elektrode pri varjenju z izmeničnim tokom (AC).
Nižja vrednost uravnovešenja bolj segreva elektrodo in bolje prebija oksid na
obdelovancu.
Višja vrednost uravnovešenja bolj segreva obdelovanec in zagotavlja boljšo
penetracijo.
Tasakaal seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes TIG keevitamisel koos AC-ga.
Korrigeerimine
Selle funktsiooni kasutamisel 0-taset tõstetakse või langetatakse.
Tõstetud 0-tasemega muutub töödetail kuumemaks ja saavutab parema läbivuse.
Langetatud 0-tasemega muutub elektrood kuumemaks ja töödetail saavutab
kehvema läbivuse.
Korrigeerimist seadistatakse keevitusandmete seadistamise menüüs.
Kehtib üksnes TIG keevitamisel koos AC-ga.
6.3 Muude funktsioonide selgitused
Spiranje s plinom
Spiranje s plinom se uporablja pri merjenju pretoka plina ali za odstranitev
preostankov vlage iz plinskih cevi pred začetkom varjenja. Spiranje s plinom teče,
dokler je pritisnjen gumb, in zanj ni potrebna napetost ali podajanje žice.
Gaasikaitse aktiveeritakse mõõteekraanilt.
bi23m
- 37 -
Page 38
EE
7 ÕHKKAARLÕIKAMINE
Peamenüü Protsess
Õhkkaarlõikamisel kasutatakse spetsiaalset elektroodi, mis koosneb süsinikvardast
koos vaskkattega.
Kaar tekib süsinikvarda ja töödetaili vahele, mis sulatab materjali. Sulanud materjali
ära puhumiseks kasutatakse õhku.
Õhkkaarlõikamiseks saab valida järgmiste mõõtmetega elektroodid: 4,0, 5,0, 6,0,
8,0, 10 ja 13 mm.
Õhkkaarlõikamist ei soovitata alla 400 A vooluallikate puhul.
7.1 Seadistused keevituse andmemälu menüüs
Seadistused Seadistusvahemik Sammudena Sünergiast
sõltuv
Pinge 8 -60 V 1 V x x
Sünergia* OFF või ON - - Induktiivsus 0 - 100% x
Stabilisaatori tüüp 1 - 12 1 x
*) Sünergiline liin tarnimisel: 5,0 mm elektrood (süsinikvarras)
Reguleeritav
sünergia
7.2 Funktsioonide selgitused
Pinge
Kõrgem vool tekitab laiema keevisvanni ning parema läbivuse töödetailis.
Pinget seadistatakse mõõteekraani, keevitusandmete seadistamise või kiirreiimi
menüüdes.
Induktiivsus
NB! Seadistust ei tohi muuta.
Stabilisaatori tüüp
Mõjutab lühiseprotsessi ja keevise kuumust.
Seadistust ei tohi muuta.
bi23m
- 38 -
Page 39

EE
8 MÄLU HALDAMINE
8.1 Juhtpaneeli töömeetod
Juhtpaneel koosneb kahest seadmest: töömälu ja keevitamise andmemälu.
Salvesta
Töömälu Keevitamise andmemälu
Võta tagasi
Töömälus luuakse terviklik keevitusandmete seadistuste komplekt, mida saab
salvestada keevitusandmete mälus.
Keevitamise ajal kontrollib protsessi alati töömälu sisu. Seega saab alati
keevitusandmete seadistusi keevitusandmete mälust töömälusse tagasi võtta.
Pange tähele, et töömälu sisaldab alati viimati seadistatud keevitusandmete
seadistusi. Neid saab keevitusandmete mälust või individuaalselt muudetud
seadistustest tagasi võtta. Teisisõnu pole töömälu kunagi tühi või "lähtestatud".
Peamenüü Mälu Keevitusandmete mälu
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION"
TOOLS
FAST
SET MEASURE MEMORY
MODE
Juhtpaneeli on võimalik salvestada kuni 255 keevitusandmete komplekti. Igale
komplektile antakse number 1-255.
Samuti võite andmekomplekte kustutada ja kopeerida ning tagasi võtta
keevitusandmete komplekti töömälusse.
Allpool on toodud näited, kuidas salvestada, tagasi võtta, kopeerida ja kustutada.
bi23m
- 39 -
Page 40

EE
8.2 Salvesta
Juhul kui keevituse andmemälu on tühi, ilmub ekraanile järgmine kujutis.
WELD DATA MEMORY
Nüüd salvestame
keevitusandmete
komplekti. Sellele
antakse mäluasend 5.
Vajutage SALVESTA
(STORE). Kuvatakse
mälukoht 1. Keerake
üht seadete nuppudest,
kuni jõuate mälukohani
5. Vajutage STORE
(SALVESTA).
STORE
QUIT
WELD DATA MEMORY
Valige ühte nuppu
5 -
kasutades rida viis.
Vajutage SALVESTA
(STORE).
STORE
Ekraanile ilmub järgmine kujutis.
WELD DATA MEMORY
Teie poolt sisestatud
5 - (TIG)
keevitusandmete
komplekt on nüüd
salvestatud reas 5.
QUIT
TIG HF-START
100 AMP
STORE RECALL
DELETE
2ND
FUNCT QUIT
Osa number 5 all oleva andmekomplekti sisust esitatakse ekraani allääres.
bi23m
- 40 -
Page 41

EE
8.3 Võta tagasi
Salvestatud andmekomplekti tagasi kutsumine:
WELD DATA MEMORY
Valige rida, kasutades
üht nuppudest.
Vajutage KUTSU
TAGASI (RECALL).
Vajutage JAH (YES)
kinnitamaks, et soovite
andmekomplekti nr 5
tagasi võtta.
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
NO YES
See ikoon mõõteekraanil näitab, millise numbriga
mäluasend on tagasi võetud.
bi23m
- 41 -
Page 42

EE
8.4 Kustuta
Mälumenüüst on võimalik kustutada üks või rohkem andmekomplekt.
Kustutame varasemas näites salvestatud andmekomplekti.
WELD DATA MEMORY
Valige andmekomplekt.
Vajutage KUSTUTA
(DELETE).
Vajutage JAH (YES)
kinnitamaks, et soovite
kustutada.
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
Mälumenüüsse naasmiseks vajutage EI (NO) klahvi.
- 42 -
bi23m
NO YES
Page 43

EE
8.5 Kopeeri
Keevitusandmete komplekti kopeerimiseks uude mäluasendisse toimige järgnevalt:
WELD DATA MEMORY
Valige mäluasend,
mida soovite kopeerida
ja vajutage 2. FUNKTS.
(2ND FUNCT).
Vajutage KOPEERI
(COPY).
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
COPY
EDIT
2ND
FUNCT QUIT
Nüüd kopeerime mäluasendi 5 sisu asendisse 50.
Kasutage üht nuppudest valitud mäluasendi juurde liikumiseks, käesoleval juhul
asend 50.
bi23m
- 43 -
Page 44

EE
WELD DATA MEMORY
Vajutage JAH (YES).
50 -
COPY
DATA SET 5 TO POSITION: 50
NO YES
Keevitusandmed nr 5 on nüüd kopeeritud mäluasendisse 50.
Mälumenüüsse naasmiseks vajutage KATKESTA (QUIT).
8.6 Redigeeri
Keevitusandmete komplekti sisu redigeerimiseks toimige järgnevalt:
Valige mäluasend,
mida soovite
redigeerida ja vajutage
2. FUNKTS. (2ND
FUNCT). Seejärel
vajutage REDIGEERI
(EDIT).
WELD DATA MEMORY
5 - (TIG)
COPY
TIG HF-START
100 AMP
EDIT
2ND
FUNCT QUIT
bi23m
- 44 -
Page 45

EE
Kuvatakse osa peamenüüst ja menüü näitab sümbolit , mis tähendab, et olete
redigeerimisrežiimis.
TIG
Valige seadistus, mida
soovite redigeerida ja
vajutage ENTER.
Valige nimekirjast ja
vajutage uuesti
ENTER.
KEEVITUSANDMETE
SEADISTUSTE (WELD
DATA SETTINGS)
juurde liikumiseks
vajutage SEADISTA
(SET). Valige
väärtused, mida soovite
redigeerida ja
reguleerige pluss/
miinusnuppude abil.
Lõpetage vajutades
KATKESTA (QUIT).
START METHOD HF-START
GUN TRIGGER MODE 4-STROKE
TIG HF-START
100 AMP
SET
WELD DATA SETTING
CURRENT 100 A
SLOPE UP TIME 0.0 S
SLOPE DOWN TIME 2.0 S
GAS PREFLOW 0.5 S
GAS POSTFLOW 5.0 S
SETTING LIMITS MEASURE LIMITS -
EDIT DESCRIPTION ....
QUIT
GAS
PURGE
4-
STROKE
REM QUIT
Keevitusandmete nr 5 seadistus on nüüd redigeeritud ja salvestatud.
bi23m
- 45 -
Page 46

EE
8.7 Nimeta
Selleks, et salvestatud keevitusandmete komplektile oma nimi anda, toimige
järgnevalt:
WELD DATA MEMORY
Valige mäluasend,
mida soovite nimetada
ja vajutage 2. FUNKTS.
(2ND FUNCT). Seejärel
vajutage REDIGEERI
(EDIT).
KEEVITUSANDMETE
SEADISTUSTE (WELD
DATA SETTINGS)
juurde liikumiseks
vajutage SEADISTA
(SET). Valige
REDIGEERI
NIMETUST (EDIT
DESCRIPTION)
5 - (TIG)
TIG HF-START
100 AMP
COPY
WELD DATA SETTING
CURRENT 100 A
SLOPE UP TIME 0.0 S
SLOPE DOWN TIME 2.0 S
GAS PREFLOW 0.5 S
GAS POSTFLOW 5.0 S
SETTING LIMITS MEASURE LIMITS -
EDIT DESCRIPTION ....
EDIT
2ND
FUNCT QUIT
Vajutage ENTER.
GAS
PURGE
4-
STROKE
REM QUIT
Siin on teil juurdepääs klaviatuurile, mida kasutatakse järgnevalt:
Viige kursor soovitud
klaviatuuriklahvile, kasutades
vasakpoolset nuppu ja nooleklahve.
Vajutage ENTER. Selliselt sisestage
terviklik täherida maksimaalselt 40
tähega.
Salvestamiseks vajutage VALMIS
(DONE). Teie poolt nimetatud
alternatiivi on nüüd nimekirjas näha.
bi23m
- 46 -
Page 47

EE
9 KONFIGURATSIOONI MENÜÜ
Peamenüü Konfiguratsioonimenüü
See menüü sisaldab järgmisi alamenüüsid:
Keel, vt peatükk "Esimene samm - keele valik" 2.4.
Koodilukk, vt peatükk 9.1
Kaugjuhtimispult, vt peatükk 9.2
MIG/MAG põhiseadistused, vt peatükk 9.3
MMA põhiseadistused, vt peatükk 9.4
Kiirreiimi funktsiooniklahvid, vt peatükk 9.5
Topeltkäivituse signaal, vt peatükk 9.6
Aktiivpaneel kaugjuhtimisreiimis, vt peatükk 9.7
Automaatne keevitusandmete salvestamine, vt peatükk 9.8
Keevitusandmete vahetamine koos püstoliga, vt peatükk 9.2.
Mitmekordsed traadi etteandemehhanismid, vt peatükk 9.10.
Kvaliteedi funktsioonid, vt peatükk 9.2
Teenindus, vt peatükk 9.12
Mõõtühik, vt peatükk 9.13
Sageduse mõõteväärtused, vt peatükk 9.14
9.1 Koodilukk
Peamenüü Konfiguratsioonimenüü Koodilukk
Kui lukufunktsioon on aktiveeritud ja te olete mõõte-, kaugjuhtimis- või kiirreiimis, on
neist menüüdest lahkumiseks vaja salasõna (lukukoodi).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
Koodilukk aktiveeritakse konfiguratsioonimenüüs.
- 47 -
bi23m
QUIT
Page 48

EE
9.1.1 Lukukoodi olek
Lukukoodi oleku all saate luku funktsiooni aktiveerida/inaktiveerida ilma
olemasolevat lukukoodi kustutamata, juhul kui te funktsiooni inaktiveerite. Juhul kui
ühtegi lukukoodi pole salvestatud ja te proovite koodilukku aktiveerida, kuvatakse
uue lukukoodi sisestamiseks klaviatuur.
Lukuolekust väljumine.
Juhul kui olete mõõte- või kiirreiimi menüüs ja koodilukk on inaktiveeritud, saate
nendest menüüdest lahkuda ilma piiranguteta, vajutades KATKESTA (QUIT) või
MENÜÜ selleks, et menüüsse pääseda.
Juhul kui see on aktiveeritudja te proovite lahkuda, ilmub järgmine ekraan, et
kasutajat lukukaitse kohta hoiatada.
LUKUKOODI JAOKS VAJUTAGE ENTER...
PRESS ENTER FOR
LOCK CODE...
Katkestamiseks ja eelmisesse menüüsse naasmiseks võite valida KATKESTA
(QUIT) või minna edasi, vajutades lukukoodi sisestamiseks ENTER.
Seejärel liigute klaviatuuri kasutades menüü juurde, kus saate koodi sisestada.
Pärast igat märki vajutage ENTER ja kinnitage kood, vajutades VALMIS (DONE).
Ilmub järgmine tekstikast:
SEADE LUKUSTAMATA!
UNIT UNLOCKED!
Juhul kui kood pole õige, kuvatakse veateade, mis pakub uuesti proovimise
võimalust või naasmist algsesse menüüsse, st mõõteekraanile või kiirreiimi
menüüsse.
Juhul kui kood on õige, eemaldatakse kõik teiste menüüde blokeeringud, ehkki
koodilukk jääb aktiivseks. See tähendab, et võite mõõteekraanilt ja kiirreiimist
ajutiselt lahkuda, säilitades siiski lukustaatuse kui nendesse menüüdesse naasete.
9.1.2 Täpsusta/redigeeri lukukoodi
Täpsusta/redigeeri lukukoodi all saate olemasolevat lukukoodi redigeerida või
sisestada uue. Lukukood võib koosneda maksimaalselt 16 valikulisest tähest või
numbrist.
bi23m
- 48 -
Page 49

EE
9.2 Kaugjuhtimispult
Peamenüü Konfiguratsioonimenüü Kaugjuhtimisseade
CAN elektrivõrgu sõlme mitteühendatud kaugjuhtimisseadmed peavad olema
ühendatud kaugjuhtimisadapteri kaudu. See funktsioon ei toeta SuperPulse
meetodit.
Pärast ühendamist aktiveerige kaugjuhtimisseade mõõteekraanil funktsiooniklahviga
KAUGJUHTIMINE (REMOTE).
9.2.1 Peata tühistamine
MIG/MAG REMOTE CONTROLS
Viige kursor
KAUGJUHTIMISSEAD
ME (REMOTE
CONTROLS) reale.
Alternatiivide nimekirja
kuvamiseks vajutage
ENTER.
FORGET OVERRIDE ON
DIGITAL OP 5-PROG
ANALOG 1 WIRE SPEED
-MIN 0.8
-MAX 25.0
ANALOG 2 VOLTAGE
-MIN -10
-MAX +10
QUIT
Kui PEATA TÜHISTAMINE (FORGET OVERRIDE) on sisselülitatud (ON) asendis,
kutsutakse enne igat uut keevituse alustamist viimati tagasi kutsutud mälu
automaatselt tagasi. Sellega tühistatakse kõige hilisema keevitusprotseduuri ajal
saadud kõik keevitusandmete seadistuste tulemused.
9.2.2 Digitaalse kaugjuhtimisseadme konfiguratsioon.
Ilma kaugjuhtimisseadme adapterita
CAN-põhise kaugjuhtimisseadme ühendamisel toimub konfiguratsioon automaatselt,
DIGITAALNE OP (DIGITAL OP).
Kaugjuhtimisseadme adapteriga
Digitaalse kaugjuhtimisseadme kasutamisel täpsustage, millist kaugjuhtimisseadme
tüüpi kasutatakse.
Viige kursor DIGITAL OP reale ja vajutage ENTER kuvamaks nimekirja, millest saate
alternatiivi valida.
BINARY CODED
10-PROGR
32-programmiga seade BINAARSETE KOODIDEGA (BINARY CODED)
10-programmiga seade * 10-PROGR
* või keevituspüstol RS3 programmivalikuga
bi23m
- 49 -
Page 50
EE
9.2.3 Analoogse kaugjuhtimisseadme konfiguratsioon.
Ilma kaugjuhtimisseadme adapterita
CAN-põhise kaugjuhtimisseadme ühendamisel toimub konfiguratsioon ANALOG 1 ja
ANALOG 2 automaatselt. Konfiguratsiooni ei saa muuta.
Kaugjuhtimisseadme adapteriga
Juhul kui kasutate analoogset kaugjuhtimisseadet, saate juhtpaneelil täpsustada,
millist (max 2) potentsiomeetrit tahate kasutada.
Potentsiomeetreid kutsutakse juhtpaneelil ANALOG 1 ja ANALOG 2, mis viitavad
nende enda seadistatud keevitusprotsessi parameetritele nt traadi etteande
parameeter (ANALOG 1) ja pinge parameeter (ANALOG 2) koos MIG/MAG-iga.
Juhul kui viite kursori ANALOG 1 reale ja vajutate
ENTER, kuvatakse nimekiri.
NONE
WIRE SPEED
Nüüd saate valida, kas TRAADI KIIRUSEL (WIRE SPEED) kasutatakse
potentsiomeetrit ANALOG 1 või juhul kui seda ei kasutata, siis MITTE (NONE).
Valige TRAADI KIIRUSE (WIRE SPEED) rida ja vajutage ENTER.
Juhul kui viite kursori ANALOG 2 reale ja vajutate
ENTER, kuvatakse nimekiri.
NONE
VOLTAGE
Nüüd saate valida, kas PINGEL (VOLTAGE) kasutatakse potentsiomeetrit ANALOG
2 või juhul kui seda ei kasutata, siis MITTE (NONE).
Valige PINGE (VOLTAGE) rida ja vajutage ENTER.
Kaugjuhtimisseadme kogu konfiguratsioon kehtib mis tahes ühendatud traadi
etteandemehhanismidele.
Juhul kui te eemaldate ANALOG 1 konfiguratsioonist, kehtib see mõlemale traadi
etteandemehhanismile, kui te kasutate kaksikmehhanismi.
9.2.4 Sisendiskaala
Kasutatavale potentsiomeetrile saate seadistada kontrollvahemiku. Seda tehakse
juhtpaneelis miinimum- ja maksimumväärtuse määratlemisega pluss/
miinusnuppudega.
Pange tähele, et sünergilises ja mittesünergilises reiimis saate seadistada erinevaid
pinge piiranguid. Pinge seadistus sünergias on kõrvalekalle (pluss või miinus)
sünergilisest väärtusest. Mittesünergilises reiimis on pinge väärtus seadistatud
absoluutväärtusena. Seadistatud väärtus kehtib sünergiale kui asute sünergilises
reiimis. Juhul kui te pole sünergilises reiimis, on see absoluutväärtus.
Lühikese kaare/pihustuskaarega keevitamisel ja impulsskeevitusel mittesünergilises
reiimis on samuti erinevad pinge kontrollimise piirangud.
Väärtus pärast lähtestamist
Sünergiline lühike kaar/pihustuskaar ja impulss min -10 V max 10 V
Mittesünergiline lühike kaar/pihustuskaar min 8 V max 60 V
Mittesünergiline impulss min 8 V max 50 V
bi23m
- 50 -
Page 51
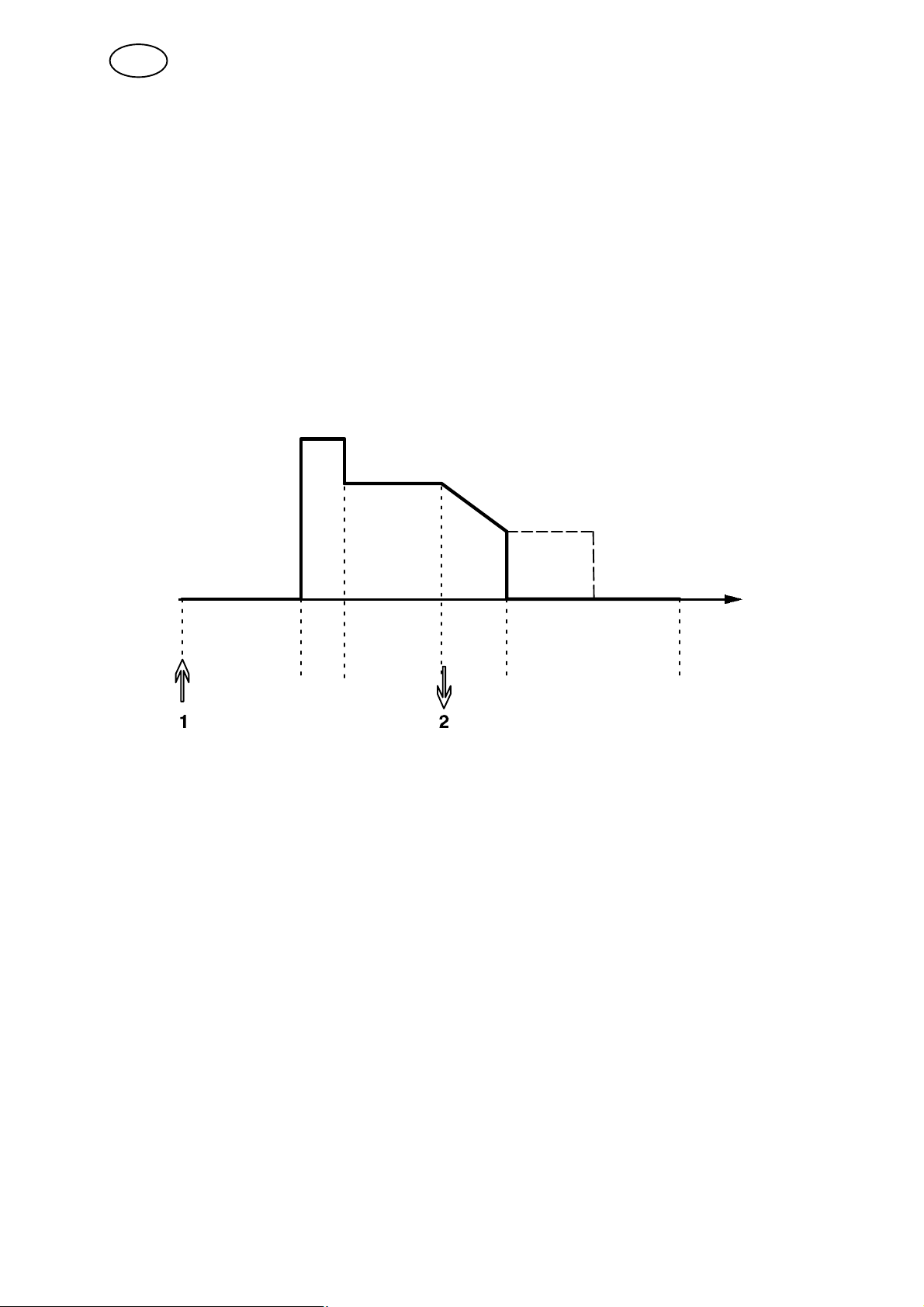
EE
9.3 MIG/MAG põhiseadistused
Põhimenüü Konfiguratsioonimenüü MIG/MAG põhiseadistused
Selles menüüs saate seadistada:
Päästikfunktsioon (2-taktiline/4-taktiline)
4-taktiline konfiguratsioon
Funktsiooniklahvi konfiguratsioon
Pinge mõõtmine impulsil
AVC traadi etteandmismehhanism
"Release pulse"
9.3.1 Päästikfunktsioon (2-taktiline/4-taktiline)
2-taktiline
Gaasi eelvool Kuu
m
käivit
us
Funktsioonid keevituspüstoli 2-taktilise juhtimise kasutamisel.
KeevitaminePragud
e
täitmin
e
Gaasi järelvool
Gaasi eelvool käivitub (kasutuse korral) keevituspüstoli päästiklüliti (1) vajutamisel.
Seejärel käivitub keevitusprotsess. Päästiklüliti vabastamisel (2) algab pragude
täitmine (valiku korral) ja keevitusvool peatatakse. Algab gaasi järelvool (valiku
korral).
NÕUANNE: Päästiklüliti uuesti vajutamisel pragude täitmise ajal jätkub pragude
täitmine niikaua, kuni lülitit all hoitakse (punktiirjoon). Pragude täitmist on võimalik ka
katkestada kui pragude täitmise ajal käivituslülitit kiiresti vajutada ja seejärel
vabastada.
2-taktiline aktiveeritakse mõõteekraanil, konfiguratsioonimenüüs või pehme klahviga
mõõteekraanil.
bi23m
- 51 -
Page 52

EE
4-taktiline reiim
4-taktilises reiimis on 3 käivitus- ja 2 peatusasendit. See on käivitus- ja peatusasend
1. Lähtestamisel valitakse asend 1. Vt peatükk 9.3.2 "4-taktilise konfiguratsioon".
Gaasi eelvool Kuu
m
käivit
us
Funktsioonid keevituspüstoli 4-taktilise juhtimise kasutamisel.
KeevitaminePragude
täitmine
Gaasi järelvool
Gaasi eelvool käivitub keevituspüstoli päästiklüliti (1) vajutamisel. Käivituslüliti
vabastamisel algab keevitusprotsess. Käivituslüliti (3) uuesti vajutamisel algab
pragude täitmine (valiku korral) ja keevitusandmed vähenevad madalama
väärtuseni. Käivituslüliti vabastamisel (4) lakkab keevitamine ja käivitub gaasi
järelvool (valiku korral).
NÕUANNE: Pragude täitmine peatub käivituslüliti vabastamisel. Pragude täitmine
jätkub (punktiirjoon) kui käivituslülitit vastupidiselt all hoitakse.
4-taktiline aktiveeritakse mõõteekraanil, konfiguratsioonimenüüs või pehme klahviga
mõõteekraanil.
9.3.2 4-taktiline konfiguratsioon
4-taktilises konfiguratsioonis võivad esile kerkida erinevad 4-taktilise reiimi käivitusja peatamisfunktsioonid.
4-taktiline käivitusseadistus
Päästiklülitiga juhitud gaasi eelvool, vt peatükk 9.3.1 "4-taktiline"
Ajaga juhitud gaasi eelvool
Gaasivool
Traadi etteanne
Gaasi eelvool Keevitamine
Vajutage päästiklüliti (1) sisse, algab gaasi eelvool; pärast gaasi eelvoolu aega
käivitub keevitusprotsess. Vabastage päästiklüliti (2).
bi23m
- 52 -
Page 53

EE
Päästiklülitiga juhitud kuumkäivitus
Gaasivool
Traadi etteanne
Gaasi eelvool Kuumkäi
vitus
Keevitamine
Vajutage päästiklüliti (1) sisse; algab gaasi eelvool ja kuumkäivitus kestab kuni lüliti
vabastamiseni (2).
4-taktiline peatamisseadistus
Ajaga juhitud pragude täitmine koos võimaliku pikendusega, vt peatükk 9.3.1
"4-taktiline"
Päästiklülitiga juhitud pragude täitmise aeg
Gaasivool
Traadi etteanne
Keevitamine -----Pragude täitmine----
Vajutage päästiklüliti (3) sisse; pragude täitmine algab ja lõpeb. Juhul kui päästiklüliti
vabastatakse (4) pragude täitmise aja jooksul (pragude täitmise aega lühendatakse),
siis keevitus katkestatakse.
9.3.3 Funktsiooniklahvi konfiguratsioon
Eelnevalt oleme kirjeldanud juhtpaneeli "pehmeid" klahve. MIG/MAG keevitusel on
kasutajal võimalik nende klahvide funktsiooni seadistada, valides seadistatud
valikute nimekirjast. Funktsiooni saab määrata seitsmele pehmele klahvile.
Valikus on järgmised variandid:
Puudub
Gaasikaitse
Traadi nihutamine
2-taktiline/4-taktiline reiim
Pragude täitmine ON/OFF
Aeglane käivitus ON/OFF
Kuumkäivitus ON/OFF
Keevitusandmete vahetamine koos püstoliga
bi23m
- 53 -
Page 54

EE
Ekraanil on kaks tulpa: üks neist funktsiooni ja teine klahvinumbri jaoks
SOFT KEYS SETUP
Function Soft key
NONE
GAS PURGE 1
WIRE INCHING 2
TRIGGER MODE (2/4) 3
CRATER FILL ON/OFF 4
CREEP START ON/OFF 5
HOT START ON/OFF 6
TRIGGER SWITCH 7
GAS
PURGE
WIRE
INCH
4-
STROKE
2ND
FUNCT QUIT
Paneelil on viis funktsiooniklahvi. Vajutades 2. FUNKTS (2ND FUNCT) klahvi, saate
veel viis funktsiooniklahvi.
Nendele klahvidele funktsioone määrates nummerdatakse need vasakult järgnevalt:
1 2 3
4 5 6 7
2ND
FUNCT
QUIT
2ND
FUNCT
Funktsiooniklahvile uue funktsiooni määramiseks toimige järgnevalt:
Viige kursor funktsioonireale funktsiooniga PUUDUB (NONE) ja vajutage pehmet
klahvi funktsiooniga, et muuta klahvi numbrit.
Korrake seda protseduuri klahviga, millel on kasutusse võetav klahvi number.
Viige kursor funktsioonireale, millele soovite määrata uue klahvi numbri ja
vajutage funktsiooniklahvi, millele soovite funktsiooni anda.
Teistele klahvidele saate samal moel uusi funktsioone määrata, ühendades ühe
vasakpoolses tulbas oleva funktsiooni parempoolses tulbas oleva klahvi numbriga.
9.3.4 Pinge mõõtmine impulsil
Pinge meetodite valikud impulsil on järgmised:
Tippväärtus impulsspingel, PULSE
Pinget mõõdetakse üksnes impulsiaja jooksul ja filtreeritakse enne kui pinge
väärtus ekraanile kuvatakse.
Pinge keskmine väärtus, AVERAGE
Pinget mõõdetakse pidevalt ja filtreeritakse enne väärtuse kuvamist.
Mõõteväärtuseid, mis kuvatakse ekraanile, kasutatakse sisendandmetena
seesmiste ja välimiste kvaliteedifunktsioonide puhul.
bi23m
- 54 -
Page 55

EE
9.3.5 AVC traadi etteandmismehhanism
Kui olete ühendanud AVC traadi etteandemehhanismi (ARC VOLTAGE CONTROL),
minge KONFIGURATSIOONIMENÜÜSSE MIG/MAG PÕHISEADISTUSTE juurde.
Vajutage AVC traadi etteandemehhanismi real ENTER ja valige ON. Seade
konfigureeritakse siis automaatselt uuesti, et see sobiks AVC traadi
etteandemehhanismiga.
9.3.6 "Release pulse"
Juhul kui traat jääb töödetaili kinni, tuvastatakse see süsteemi poolt. Väljastatakse
vooluimpulss, mis vabastab traadi pinna küljest.
Selle funktsiooni saamiseks valige MIG/MAG PÕHISEADISTUSTE alt VABASTA
IMPULSS, seejärel vajutage ENTER ja valige ON.
9.4 MMA põhiseadistused
Põhimenüü Konfiguratsioonimenüü MMA põhiseadistused
Kapljičasto varjenje
Kapljičasto varjenje se uporablja pri varjenju z nerjavnimi elektrodami. Ta tehnika
vključuje izmenično vzpostavljanje in ugašanje obloka, tako da se doseže boljša
regulacija dovoda toplote. Elektrodo je treba samo rahlo dvigniti, da se oblok
ugasne.
Siin võite valida ON või OFF.
9.5 Kiirrežiimi funktsiooniklahvid
Funktsiooniklahvid WELD DATA 1 kuni WELD DATA 4 kuvatakse kiirreiimi menüüs.
Need on konfigureeritud järgnevalt:
FAST MODE SOFT KEYS
Viige kursor
FUNKTSIOONIKLAHVI
NUMBRI (SOFT KEY
NUMBER) reale.
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON
Fe, C=2, 1.2 mm
+ 3.5 VOLT, 7.6 M/MIN
STORE
DELETE QUIT
Klahvid on nummerdatud vasakult paremale 1-4. Valige soovitud klahv, täpsustades
selle numbri pluss/miinusnupu abiga.
bi23m
- 55 -
Page 56

EE
Seejärel liikuge vasakpoolse nupuga allapoole järgmisele reale SEOTUD
KEEVITUSANDMED (ASSOCIATED WELD DATA). Siin saate sirvida
keevitusandmete komplekte, mis on salvestatud keevitusandmete mälusse. Valige
soovitud keevitusandmete number, kasutades pluss/miinusnuppe. Vajutage
SALVESTA (STORE). Salvestatud komplekti kustutamiseks vajutage KUSTUTA
(DELETE).
9.6 Topeltkäivitamise allikad
Kui see valik on aktiveeritud (ON), saate MIG/MAG keevitust alustada nii traadi
etteandemehhanismi käivitussisendist kui ka vooluallika TIG käivitussisendist ja
vastupidi. Kui keevitust alustatakse käivitussignaali sisendist, tuleb see samast
sisendist ka lõpetada.
9.7 Paneeli kaugjuhtimise võimaldamine
Peamenüü Konfiguratsioonimenüü Paneeli kaugjuhtimise võimaldamine
Tavaliselt ei saa nupplülitite abil seadistusi teha kui paneel on kaugjuhtimisreiimis.
Kui PANEELI KAUGJUHTIMISE VÕIMALDAMINE on sisselülitatud, saab juhtpaneeli
ja kaugjuhtimisseadet kasutades aktiivset voolu/traadi etteannet või pinget
seadistada.
Kui PANEELI KAUGJUHTIMISE VÕIMALDAMIST kasutatakse koos piirangutega,
saab masina kasutust piirata teatud seadistusvahemikus. See kehtib järgmistele
seadistustele: traadi etteanne ja pinge MIG/MAG keevitamisel, voolu seadistus MMA
ja TIG keevitamisel, impulssvool koos impulsiga TIG'iga.
9.8 Automaatsalvestusreiim
Peamenüü Konfiguratsioonimenüü Automaatsalvestusreiim
Kui keevitusandmete komplekt on keevitusandmete mäluasendist tagasi kutsutud ja
te muudate seadistusi, salvestatakse muudatused automaatselt mäluasendisse kui
uue andmekomplekti mälust tagasi kutsute.
Keevitusandmete käsitsi salvestamine mäluasendisse tühistab järgmise
automaatsalvestuse.
Mäluasend, millesse keevitusandmed salvestatakse, kuvatakse mõõteekraani
ülemises paremas nurgas.
9.9 Keevitusandmete vahetamise käivitamine
Peamenüü Konfiguratsioonimenüü Keevitusandmete vahetamise
käivitamine
See funktsioon võimaldab vahetada erinevate eelnevalt seadistatud
keevitusandmete alternatiivide vahel, vajutades kaks korda keevituspüstoli
päästikule.
Vahetada saab maksimaalselt 5 valitud mäluasendi vahel. (Vt peatükk 8 "Mälu
haldamine")
OFF - keevitusandmeid ei saa vahetada.
bi23m
- 56 -
Page 57

EE
ARC OFF - kasutaja ei saa keevitamise ajal mäluasendeid vahetada.
ON - kasutaja saab alati mäluasendeid vahetada.
Keevitusandmete vahetamise aktiveerimine
TRIGGER WELD DATA SWITCH
Viige kursor
KEEVITUSANDMETE
TRIGGER WELD DATA SWITCH OFF
ADD/DELETE WELD DATA 5
VAHETUSE
KÄIVITAMINE
SELECTED WELD DATA
(TRIGGER WELD
DATA SWITCH) reale
ja vajutage ENTER.
Valige OFF, ARC OFF
või ON. Vajutage
ENTER.
Keevitusandmete valik mälust
TRIGGER WELD DATA SWITCH
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON
Fe, CO2, 1.2 mm
+ 3.5 VOLT, 7.6 M/MIN
QUIT
Viige kursor LISA/
KUSTUTA
TRIGGER WELD DATA SWITCH OFF
ADD/DELETE WELD DATA 19
KEEVITUSANDMEID
(ADD/DELETE WELD
SELECTED WELD DATA 5 19
DATA) reale.
MIG/MAG SHORT/SPRAY SYNERGIC MODE OFF
Fe, CO2, 1.2 mm
+ 6 VOLT, 9 M/MIN
STORE
DELETE QUIT
Valige mälude numbrid, kuhu on salvestatud praegused keevitusandmed, kasutades
pluss/miinusnuppe ja vajutage seejärel SALVESTA (STORE).
VALITUD KEEVITUSANDMETE (SELECTED WELD DATA) rida näitab, millised
keevitusandmed on valitud ja millises järjekorras need esinevad vasakult paremale.
Kõige viimati valitud asendi keevitusandmete komplekt kuvatakse ekraanil joone all.
Keevitusandmete eemaldamiseks järgige sama protseduuri nagu eespool, kuid
vajutage KUSTUTA (DELETE) klahvi.
bi23m
- 57 -
Page 58

EE
9.10 Mitmekordsed traadi etteandemehhanismid
Peamenüü Konfiguratsioonimenüü Mitmekordsed traadi
etteandemehhanismid
Mitmekordsete traadi etteandemehhanismide (max 4) ühendamisel, peate traadi
etteandemehhanisme kasutama ilma keevitusandmete seadmeta st tühja paneeliga..
Kõik traadi etteandemehhanismid, mis kliendile tarnitakse, on tuvastusnumbriga 1.
Esimene asi, mida peate erinevate traadi etteandemehhanismide ühendamisel
tegema, on ühe traadi etteandemehhanismi tuvastusnumbri (sõlmeaadressi)
muutmine.
ID numbri vahetamiseks toimige järgmiselt:
Ühendage esimene traadi etteandemehhanism, minge MITMEKORDSETE
TRAADI ETTEANDEMEHHANISMIDE (MULTIPLE WIRE FEEDERS) menüüsse.
Traadi etteandemehhanismi aktiveerimiseks vajutage ja vabastage päästiklüliti.
Seejärel lugege esimeselt realt, milline on traadi etteandemehhanismi ID number
(esimene kord peaks olema 1). Seejärel valige uus ID number 2 ja 4 vahel.
MULTIPLE WIRE FEEDERS
Viige kursor VALI UUS
ID NUMBER (SELECT
CURRENT ID NUMBER -
SELECT A NEW ID NUMBER 1
A NEW ID NUMBER)
reale. Seadke soovitud
CONNECTED WIRE FEEDERS ID:
number 1 ja 4 vahel,
liikudes pluss/
miinusnuppudega.
Vajutage ENTER.
QUIT
Ülemisel real muutub ID numbri arv soovitud arvuks.
Ühendage järgmine traadi etteandeseade.
Selle traadi etteandemehhanismi aktiveerimiseks vajutage ja vabastage
päästiklüliti. Nüüd näete, et seadme ID number on 1.
Konfiguratsioon on nüüd lõppenud ja võite alustada seadme tavapärast kasutamist.
Samal viisil on võimalik konfigureerida ja käivitada nelja traadi etteandemehhanismi.
Oluline asi mitme traadi etteandemehhanismi kasutamisel pole see, mis ID number
neile on antud, vaid see, et neile on antud erinevad numbrid selleks, et neid oleks
võimalik eristada.
Vaadake, et te kahele traadi etteandemehhanismile sama ID'd ei anna. Kui see
peaks juhtuma, parandage olukord ühe seadme lahti ühendamise teel ja seejärel
alustades uuesti eelmainitud protseduuri algusest peale. Nüüd võite minna
"MULTIPLE WIRE FEEDERS" menüüsse ja kontrollida ühendatud traadi
etteandemehhanismide ID numbrit päästiklülitile vajutades.
ÜHENDATUD TRAADI ETTEANDEMEHHANISMIDE ID (CONNECTED WIRE
FEEDERS ID) real näete kõigi ühendatud traadi etteandemehhanismide ID numbrit.
bi23m
- 58 -
Page 59

EE
9.11 Kvaliteedi funktsioonid
Peamenüü Konfiguratsioonimenüü Kvaliteedi funktsioonid
Lõpetatud keevituste registreerimise tingimused on sätestatud
Konfiguratsioonimenüüs Kvaliteedi funktsioonide all.
Valige rida ja vajutage ENTER. Kui valitakse ON, salvestatakse iga keevitus
tekstifailina koos laiendiga .aqd iga päev uue failiga. Siin registreeritakse järgmine
informatsioon:
Keevituse alustamise aeg
Keevituse kestus
Maksimaalne, minimaalne ja keskmine vool keevituse ajal
Maksimaalne, minimaalne ja keskmine pinge keevituse ajal
Maksimaalne, minimaalne ja keskmine väljund keevituse ajal
Kvaliteedi funktsiooni kohta loe rohkem peatükist 10.7.
9.12 Hooldus
Peamenüü Konfiguratsioonimenüü Hooldus
Selles menüüs saate seadistada, kui tihti kontaktotsa vahetatakse. Täpsustage
keevituste alustamiste arv, pärast mida tuleb ots välja vahetada, valides
KONTAKTOTSA VAHETUSE INTERVALL (CONTACT TIP CHANGE INTERVAL)
rea ja vajutades ENTER. Seejärel reguleerige pluss/miinusnuppudega, kuni jõuate
oma väärtuseni. Kui teenindusintervall on möödunud, kuvatakse veateade 54.
Lähtestage RESET funktsiooniklahvi vajutamisega.
Juhul kui käivituste arvu asemel valitakse teeninduspiiranguna KOGU TÖÖAJA
LIMIIT (TOTAL RUNNING TIME LIMIT), tuleb ühendust võtta volitatud ESAB'i
teenindustehnikuga.
MAINTENANCE
bi23m
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
- 59 -
QUIT
Page 60

EE
9.13 Pikkusühik
Peamenüü Konfiguratsioonimenüü Pikkusühik
Siin valitakse mõõtühik, kas meetrites või tollides:
METRIC
INCH
9.14 Mõõteväärtuse sagedus
Peamenüü Konfiguratsioonimenüü Mõõteväärtuse sagedus
Siin seadistatakse mõõteväärtuse sagedus, liikudes väärtuse juurde 1-10 Hz ja
kasutades pluss/miinusnuppe.
9.15 Registrivõti
Peamenüü Konfiguratsioonimenüü Registrivõti
REGISTRIVÕTME (REGISTER KEY) funktsiooniga saate teatud funktsioone lahti
lukustada, mis pole lisatud juhtpaneeli põhiversiooni. Informatsiooni saamiseks
nende funktsioonide kohta, vt lk 78.
Neile funktsioonidele juurde pääsemiseks peate ESAB'iga ühendust võtma. Näidates
seadme seerianumbrit, saate lukukoodi, mis tuleb sisestada menüüsse
REGISTREERI VÕTI (REGISTER KEY).
Vajuta SISESTA VÕTI (ENTER KEY) ja kirjutage klaviatuuri abiga võtmekood, mis
ilmub ekraanile. Viige kursor soovitud klaviatuuriklahvile, kasutades vasakpoolset
nuppu ja nooleklahve. Vajutage ENTER. Kui täherida on sisestatud, vajutage
VALMIS (DONE).
Võtme aktiveerimiseks vajutage AKTIVEERI (ACTIVATE). Kuvatakse teade: VÕTI
AKTIVEERITUD (KEY ACTIVATED). Juhul kui registreerimine ebaõnnestus,
kuvatakse teade: VALE VÕTI (INCORRECT KEY). Seejärel kontrollige lukukoodi ja
proovige uuesti.
bi23m
- 60 -
Page 61

EE
10 TÖÖRIISTAD
Peamenüü Tööriistad
See menüü sisaldab järgmisi alamenüüsid:
Vealogi, vt peatükk 10.1
Eksport/import, vt peatükk 10.2.
Failihaldur, vt peatükk 10.3.
Redigeeri piiranguseadeid, vt peatükk 10.4.
Redigeeri mõõteväärtuste seadeid, vt peatükk 10.5.
Tootmisstatistika, vt peatükk 10.6.
Kvaliteedi funktsioonid, vt peatükk 10.7
Kliendiomased sünergilised liinid, vt peatükk 10.8.
Kalender, vt peatükk 10.9
Kasutaja kontod, vt peatükk 10.10.
Seadme informatsioon, vt peatükk 10.11
10.1 Vealogi
Peamenüü Tööriistad Vealogi
Veakoodidega näidatakse, et keevitusprotsessis on tekkinud viga. Seda
täpsustatakse ekraanil popup menüü abil. Ekraani ülemisse parempoolsesse nurka
ilmub hüüumärk .
NB! kaob ekraanilt niipea kui lähete vealogi menüüsse.
Kõik keevitusseadmete kasutamise ajal tekkinud vead dokumenteeritakse vealogis
veateatena. Salvestada saab kuni 99 veateadet. Juhul kui vealogi saab täis, st kui
salvestatud on 99 veateadet, kustutatakse vanim sõnum järgmise vea tekkimisel
automaatselt.
bi23m
- 61 -
Page 62

EE
Vealogi menüüst saab lugeda järgmist informatsiooni:
Veanumber
Vea tekkimise kuupäev
Vea tekkimise aeg
Seade, kus viga on tekkinud
Vea haldamise kood
ERROR LOG
Index Date Time Unit Error
1 080917 11:24:13 8 19
2 080918 10:24:18 8 17
Lost contact with wire feeder
DELETE
DELETE
ALL
UPDATE
VIEW
TOTAL QUIT
10.1.1 Seadme kasutusotstarve
1 = jahutusseade 4 = kaugjuhtimispult
2 = vooluallikas 5 = AC seade
3 = traadi etteandeseade 8 = juhtpaneel
10.1.2 Veakoodide kirjeldused
Veakoodid, mida kasutaja ise saab parandada on näidatud allpool. Muu koodi
ilmnemisel võtke ühendust teenindustehnikuga.
VeakoodKirjeldus
1 Programmi mälu viga (EPROM)
Programmi mälu on kahjustatud.
Viga ei lülita ühtegi funktsiooni välja.
Tegevus: Käivitage uuesti masin. Vea püsimisel kutsuge teenindustehnik.
2 Mikroprotsessor RAM-i viga
Mikroprotsessor ei saa lugeda/kirjutada sisemisse mällu.
Viga ei lülita ühtegi funktsiooni välja.
Tegevus: Käivitage uuesti masin. Vea püsimisel kutsuge teenindustehnik.
3 Välise RAM-i viga
Mikroprotsessor ei saa lugeda/kirjutada välimisse mällu.
Viga ei lülita ühtegi funktsiooni välja.
Tegevus: Käivitage uuesti masin. Vea püsimisel kutsuge teenindustehnik.
bi23m
- 62 -
Page 63

EE
VeakoodKirjeldus
4 5 V toiteallikas madal
Toiteallikapinge on liiga madal.
Keevitusprotsess on peatunud ja taaskäivitus on takistatud.
Tegevus:Seadme lähtestamiseks lülitage see vooluvõrgust välja. Vea püsimisel kutsuge
teenindustehnik.
5 Keskmine alalisvoolu pinge on väljaspool piiri
Pinge on liiga kõrge või liiga madal. Liiga kõrge pinge võib tekkida toitevõrgu või liiga nõrga
toiteallika tõsiste siirete tõttu (kõrge vooluvõrgu induktiivsus või faas puudub).
Toiteallikas on peatunud ja taaskäivitus on takistatud.
Tegevus: seadme lähtestamiseks lülitage toitepistik välja. Vea püsimisel kutsuge
teenindustehnik.
6 Kõrge temperatuur
Termilise ülekoormuse lõpetamine on välja lülitunud.
Käimasolev keevitusprotsess on seiskunud ja seda ei ole võimalik taaskäivitada kuni
katkesti on lähtestatud.
Tegevus: Kontrollige, et jahutavate õhuvoolude sisse- ja väljalaskeavad ei oleks
tõkestatud ega tolmust ummistunud. Selleks, et veenduda, ega seadet ei ole üle
koormatud, kontrollige kas koormatavust kasutatakse.
7 Kõrge primaarvool
Vooluallikas võtab seda varustavalt alalisvoolupingelt liiga palju voolu.
Toiteallikas on peatunud ja taaskäivitus on takistatud.
Tegevus: seadme lähtestamiseks lülitage toitepistik välja. Vea püsimisel kutsuge
teenindustehnik.
12 Teabeedastuse häire (hoiatus)
Süsteemi CAN elektrivõrgu sõlme koormus on ajutiselt liiga kõrge.
Toiteallikas/ traadi etteandemehhanism on kaotanud sideme juhtpaneeliga.
Tegevus: Kontrollige, et kogu varustus oleks korralikult ühendatud.
Vea püsimisel kutsuge teenindustehnik.
14 Teabeedastuse viga
Süsteemi CAN elektrivõrgu sõlm on ajutiselt lakanud töötamast liiga kõrge koormuse tõttu.
Keevitusprotsess peatub.
Tegevus: Kontrollige, et kogu varustus oleks korralikult ühendatud. Seadme
lähtestamiseks lülitage vooluvõrk välja. Vea püsimisel kutsuge teenindustehnik.
15 Sõnumid kadunud
Mikroprotsessor ei saa sissetulevaid teateid piisavalt kiiresti töödelda, mille tulemuseks on
informatsiooni kadumine.
Tegevus: seadme lähtestamiseks lülitage vooluvõrk välja. Vea püsimisel kutsuge
teenindustehnik.
17 Ühendus teise seadmega kadunud
Käimasolevad tegevused peatatakse ja taaskäivitus on takistatud.
Vea võis põhjustada keevitusandmete seadme ja muu seadme vahelise ühenduse avatud
ahel (nt CAN kaablis). Vastav seade kuvatakse vealogis.
Tegevus: kontrollige CAN juhtmeid. Vea püsimisel kutsuge teenindustehnik.
19 Mäluviga akul töötavas RAM andmemälus.
Aku on kaotanud pinge
Tegevus: seadme lähtestamiseks lülitage toitepistik välja. Juhtpaneel lähtestatakse.
Seadistused on inglise keeles koos MIG/MAG, LÜHIKE/PIHUSTUS, Fe, CO2, 1,2 mm.
Vea püsimisel kutsuge teenindustehnik.
bi23m
- 63 -
Page 64

EE
VeakoodKirjeldus
22 Saatja puhvri ületäitumine
Juhtpaneel ei suuda teistesse seadetesse piisavalt kiiresti informatsiooni saata.
Tegevus: seadme lähtestamiseks lülitage toitepistik välja.
23 Vastuvõtja puhvri ületäitumine
Juhtpaneel ei suuda teistest seadetest saabuvat informatsiooni piisavalt kiiresti töödelda.
Tegevus: seadme lähtestamiseks lülitage toitepistik välja.
25 Mitteühilduv keevitusandmete formaat
Proovige keevitusandmeid USB mällu salvestada. USB mälul on teistsugune andmete
formaat kui keevitusandmete mälul.
Tegevus: Kasutage teistsugust USB mälu.
26 Programmiviga
Midagi takistab protsessoril täitmast oma tavapäraseid ülesandeid programmis.
Programm taaskäivitub automaatselt. Keevitusprotsess peatub. Viga ei lülita ühtegi
funktsiooni välja.
Tegevus: Vaadake keevitusprogrammide kasutus keevituse ajal üle. Vea kordumisel
kutsuge teenindustehnik.
28 Programmi andmed on kadunud
Programmi teostamine ei tööta.
Tegevus: seadme lähtestamiseks lülitage toitepistik välja. Vea püsimisel kutsuge
teenindustehnik.
29 Jahutusvesi ei voola
Voolu kuvarilüliti on välja lülitatud.
Keevitusprotsess on peatunud ja taaskäivitus on takistatud.
Tegevus: Kontrollige jahutusvedeliku ringlust ja pumpa.
40 Mitteühilduvad seadmed
Ühendatud on vale traadi etteandeseade. Käivitamine on takistatud.
Tegevus: Ühendage õige traadi etteandeseade.
54 Teeninduse intervall on möödas
Kontaktotsa vahetamise teenindusintervall on möödas.
Tegevus: Vahetage kontaktots välja
60 Teabeedastuse viga
Süsteemi sisemine CAN elektrivõrgu sõlm on ajutiselt lakanud töötamast liiga kõrge
koormuse tõttu. Keevitusprotsess peatub.
Tegevus: Kontrollige, et kogu varustus oleks korralikult ühendatud. Seadme
lähtestamiseks lülitage vooluvõrk välja. Vea püsimisel kutsuge teenindustehnik.
64 Mõõteväärtuste piirang on ületatud
Mõteväärtused on oma piirangud ületanud.
Tegevus: Kontrollige liidese kvaliteeti ja seda, et piirang oleks õigesti seadistatud.
bi23m
- 64 -
Page 65

EE
10.2 Eksport/import
Peamenüü Tööriistad Eksport/import
Eksport/import menüüs saab juhtpaneelilt ja juhtpaneelile USB mälu kaudu
informatsiooni edastada.
Edastada saab järgmist informatsiooni:
Keevituse andmekomplektid Eksport/import
Süsteemi seadistused "
Seadistuste piirangud "
Mõõtmete piirangud "
Vealogi Eksport
Kvaliteedi funktsioonilogi "
Tootmisstatistika "
Sünergilised liinid Eksport/import
Põhiseadistused "
Sisesta USB mälu. Kirjelduse saamiseks USB mälu sisestamise kohta vt peatükk2.3
. Valige edastatava informatsiooniga rida. Vajutage EKSPORT (EKSPORT) või
IMPORT (IMPORT) olenevalt sellest, kas informatsioon eksporditakse või
imporditakse.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
SYNERGIC LINES
BASIC SETTINGS
EXPORT IMPORT
QUIT
10.3 Failihaldur
Peamenüü Tööriistad Failihaldur
Failihalduris saate informatsiooni töödelda USB mälus (C:\). Tänu failihaldurile on
võimalik keevitusandmeid ja kvaliteedi andmeid käsitsi kustutada ja kopeerida.
USB mälu sisestamisel kuvatakse ekraanil mälu põhikaust, juhul kui kausta pole veel
valitud.
Juhtpaneel mäletab, kus te viimati failihaldurit kasutades olite ja seega naasete
tagasi pöördudes samasse kohta failistruktuuris.
bi23m
- 65 -
Page 66

EE
FILE MANAGER
..
INFO UPDATE
Tuvastamaks palju salvestusruumi mällu jääb, kasutage INFO (INFO) funktsiooni.
Uuendage informatsiooni, vajutades UUENDA (UPDATE).
Juhul kui soovite kustutada, nime muuta, uut kausta luua, kopeerida või kleepida,
vajutage ALT. Seejärel ilmub nimekiri, kust saate valida. Juhul kui valitakse (...) või
kaust, saate luua uue kausta või kleepida üksnes sellesse faili, mille olete eelnevalt
kopeerinud. Juhul kui olete valinud faili, lisatakse NIMETA ÜMBER (RENAME),
KOPEERI (COPY) VÕI KLEEBI (PASTE) valikud, juhul kui olete eelnevalt faili
kopeerinud.
ALT. QUIT
FILE MANAGER
Valige kaust või fail ja
vajutage ALT.
See nimekiri kuvatakse siis, kui olete vajutanud ALT.
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
COPY
PASTE
DELETE
RENAME
NEW FOLDER
10.3.1 Kustuta fail/kaust
Valige fail või kaust, mida soovite kustutada ja vajutage ALT.
ALT. QUIT
Valige KUSTUTA (DELETE) ja vajutage ENTER.
- 66 -
bi23m
DELETE
RENAME
NEW FOLDER
Page 67

EE
Fail/kaust on nüüd eemaldatud. Kausta kustutamiseks peab see tühi olema, st
kõigepealt kustutage kaustas olevad failid.
10.3.2 Nimeta fail/kaust ümber
Valige fail või kaust, mida soovite ümber nimetada ja vajutage ALT.
Valige NIMETA ÜMBER (RENAME) ja vajutage
ENTER.
DELETE
RENAME
NEW FOLDER
Ekraanile ilmub klaviatuur. Rea vahetamiseks kasutage vasakpoolset nuppu ning
paremale ja vasakule liikumiseks nooleklahve. Valige kasutatav märk/funktsioon ja
vajutage ENTER.
10.3.3 Loo uus kaust
Valige, kus uus kaust peaks asuma ja vajutage ALT.
Valige UUS KAUST (NEW FOLDER) ja vajutage
ENTER.
DELETE
RENAME
NEW FOLDER
Ekraanile ilmub klaviatuur. Rea vahetamiseks kasutage vasakpoolset nuppu ning
paremale ja vasakule liikumiseks nooleklahve. Valige kasutatav märk/funktsioon ja
vajutage ENTER.
10.3.4 Kopeeri ja kleebi faile
Valige fail, mida soovite kopeerida ja vajutage ALT.
Valige KOPEERI (COPY) ja vajutage ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Viige kursor kausta, kus kopeeritav fail peaks asuma ja vajutage ALT.
Valige KLEEBI (PASTE) ja vajutage ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Koopia salvestatakse nimega koopia (Copy) pluss algne nimi nt Copy of
WeldData.awd.
bi23m
- 67 -
Page 68

EE
10.4 Redigeeri seadistuste piiranguid
Peamenüü Tööriist Redigeeri seadistuste piiranguid
Selles menüüs saate seadistada enda maksimaalsed ja minimaalsed väärtused
erinevatele keevitusmeetoditele. Piirangud ei saa olla allpool või ülevalpool väärtusi,
mille jaoks vooluallikas on mõõdistatud. Olemas on 50 salvestuskohta. Valige tühja
salvestuskoha rida ja vajutage ENTER. Valige protsess (MIG/MAG, MMA, TIG) ja
vajutage ENTER. MIG/MAG jaoks saab valida pinge ja traadi etteandekiiruse
maksimaalsed ja minimaalsed väärtused.
EDIT SETTING LIMITS
PROCESS MIG/MAG
VOLTAGE
- MIN 8.0 V
- MAX 60.0 V
WIRE SPEED
- MIN 0.8 M/MIN
- MAX 25.0 M/MIN
STORE AUTO
DELETE QUIT
MMA ja TIG puhul saab muuta voolu maksimaalseid ja minimaalseid väärtusi.
Kui väärtused on reguleeritud, vajutage SALVESTA (STORE). Kui teilt küsitakse, kas
piirangu väärtus salvestatakse valitud salvestuskohta, vajutage EI (NO) või JAH
(YES). Salvestuskoha väärtusi saab näha allpool joone all. Käesoleval juhul on MMA
piiranguväärtuste salvestuskoht 2 20-394 A.
AUTO-ga (AUTO) seadistatakse piirangud automaatselt vastavalt igale
keevitusmeetodile seadistatud piirangutele.
Kui teilt küsitakse, kas soovite seadistuspiiranguid automaatselt salvestada, vajutage
EI (NO) või JAH (YES) ja seejärel SALVESTA (STORE), juhul kui soovite seadistusi
salvestada.
10.5 Redigeeri mõõtmete piiranguid
Peamenüü Tööriistad Redigeeri mõõtmete piiranguid
Selles menüüs saate seadistada enda mõõtmete väärtused erinevatele
keevitusmeetoditele. Olemas on 50 salvestuskohta. Valige tühja salvestuskoha rida
ja vajutage ENTER. Valige protsess, vajutades ENTER. Seejärel valige kuvatud
nimekirjast keevitusprotsess ja vajutage uuesti ENTER.
bi23m
- 68 -
Page 69

EE
Valida saab järgmisi väärtusi:
MIG/MAG puhul
pinge: min, max, min keskmine, max keskmine
vool: min, max, min keskmine, max keskmine
väljund: min, max, min keskmine, max keskmine
traadi etteandemehhanismi vool: min, max, min keskmine, max keskmine
Nõuanne: etteandega seotud probleemide vältimiseks, iseäranis robotkeevituse puhul,
on soovitatav seadistada etteandemehhanismi mootori vool maksimaalsele väärtusele.
Mootori liigvool viitab etteandega seotud probleemidele. Õige maksimaalse väärtuse
seadistamiseks on soovitatav jälgida mootori voolu keevitamise ajal ühe kuu vältel.
Seejärel seadistage sobiv maksimaalne väärtus.
MMA ja TIG puhul
pinge: min, max, min keskmine, max keskmine
vool: min, max, min keskmine, max keskmine
väljund: min, max, min keskmine, max keskmine
Seadistage ühega parempoolsetest nuppudest soovitud väärtus ja vajutage
SALVESTA (STORE).
Dialoogikastis küsitakse teilt, kas soovite valitud salvestuskoha salvestada. Väärtuse
salvestamiseks vajutage JAH (YES). Salvestuskoha väärtusi saab näha allpool
joone all.
MEASURE LIMITS
1 - MIG
2 - TIG
3 4 5 6 7 -
24.0 - 34.0 VOLT, 90 - 120 AMP
2000 - 3000 Kw
QUIT
AUTO-ga (AUTO) seadistatakse piirangud automaatselt vastavalt viimati kasutatud
mõõteväärtustele.
Kui teilt küsitakse, kas soovite mõõtmete piiranguid automaatselt salvestada,
vajutage EI (NO) või JAH (YES) ja seejärel SALVESTA (STORE), juhul kui soovite
seadistusi salvestada.
bi23m
- 69 -
Page 70

EE
10.6 Tootmisstatistika
Peamenüü Tööriistad Tootmisstatistika
Tootmisstatistika jälgib kogu kaare aega, materjali koguhulka ja keevituste arvu
alates viimasest lähtestamisest. Samuti jälgitakse kaare aega ja viimasel keevitusel
kasutatud materjali hulka. Teabe eesmärgil kuvatakse ka arvutatud sulatatud
traadimaterjal pikkuseühiku kohta ja millal toimus viimane lähtestamine.
Keevituste arv ei suurene juhul kui keevituskaare aeg on olnud lühem kui 1 sekund.
Sellel põhjusel ei kuvata sellist tüüpi lühikesel keevitusel kasutatud materjali hulka.
Sellest hoolimata lisatakse materjali tarbimine ja aeg kogu materjali tarbimise ja aja
hulka.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARC TIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 0g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
LÄHTESTA (RESET) vajutamisel lähtestatakse kõik loendurid. Kuupäev ja aeg
näitavad kõige viimast lähtestust.
Juhul kui te loendureid ei lähtesta, tehakse seda automaatselt kui üks neist on
jõudnud maksimumväärtuseni.
Loendurite maksimumväärtused
Aeg 999 tundi, 59 minutit, 59 sekundit
Kaal 13350000 grammi
Kogus 65535
QUIT
Materjali tarbimise arvestust ei toimu kliendispetsiifiliste sünergialiinide kasutamisel.
10.7 Kvaliteedi funktsioonid
Peamenüü Tööriistad Kvaliteedi funktsioonid
Kvaliteedi funktsioonid jälgivad üksikute keevituste erinevaid huvitavaid
keevitusandmeid.
bi23m
- 70 -
Page 71

EE
Need funktsioonid on:
Keevituse alustamise aeg.
Keevituse kestus.
Maksimaalne, minimaalne ja keskmine vool keevituse ajal.
Maksimaalne, minimaalne ja keskmine pinge keevituse ajal.
Maksimaalne, minimaalne ja keskmine väljund keevituse ajal.
Kuumuse sisendi arvutamiseks tuuakse esile valitud keevitus. Keevituste sirvimiseks
kasutage ülemist parempoolset nuppu (#) ja liidese pikkuse reguleerimiseks
kasutage alumist nuppu (*). Vajutage UUENDA (UPDATE) ja keevitusseade arvutab
valitud keevituse kuumuse sisendi.
Keevituste arv alates viimasest lähtestusest kuvatakse allpool oleval real.
Informatsiooni saab salvestada maksimaalselt 100 keevituse kohta. Rohkem kui 100
keevituse puhul kirjutatakse esimene üle. Keevitamine peab kestma kauem kui üks
sekund, et see registreeritaks.
Kõige viimati salvestatud keevitus kuvatakse ekraanil, ehkki on võimalik sirvida ka
teiste salvestatud keevituste vahel. Kõik logid kustutatakse kui vajutate LÄHTESTA
(RESET).
Keevitusandmete graafiku kirjeldus
Igal keevitusandmete graafikul võib olla lühike kirjeldus. SEADISTA (SET) ja
REDIGEERI KIRJELDUST (EDIT DESCRIPTION) menüüde all saab kuvatud
keevitusandmete graafikule anda integreeritud klaviatuuri abil maksimaalselt 40
tähemärgist koosneva kirjelduse. Olemasolevat kirjeldust saab ka muuta või
kustutada.
Juhul kui soovitud graafikul on kirjeldus olemas, näidatakse seda MÄLU (MEMORY),
MÕÕDE (MEASURE) ja KAUGJUHTIMINE (REMOTE) menüüde ekraanidel
keevitusandmete parameetrite asemel, mida muidu kuvatakse.
10.7.1 Salvesta kvaliteedi andmed
Peamenüü Tööriistad Eksport/import
Juhtpaneelis toodetud failid säilitatakse xml failidena. USB mälu tuleb formaatida
FAT-ks, et see töötaks. Juhtpaneeli võib kasutada koos ESAB'i WeldPoint
tarkvaraga, mis tellitakse eraldi.
Sisesta USB mälu juhtpaneeli, vt peatükk 10.3 "Failihaldur".
bi23m
- 71 -
Page 72

EE
EXPORT/IMPORT
Vali KVALITEEDI
FUNKTSIOONI LOGI
(QUALITY FUNCTION
LOG), vajutage
EKSPORT (EXPORT).
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
SYNERGIC LINES
BASIC SETTINGS
EXPORT
QUIT
Juhtpaneeli salvestatud kvaliteediandmete kogukomplekt (informatsioon umbes 100
viimase keevituse kohta) on nüüd USB mällu salvestatud.
Fail asub kaustas, mida kutsutakse QData. QData luuakse USB mälu sisestamisel
automaatselt.
10.8 Kasutaja poolt määratud sünergilised andmed
Peamenüü ! Tööriistad ! Kasutaja poolt määratud sünergilised andmed
Traadi etteandekiiruse ja pinge suhtes on võimalik luua oma sünergilised liinid.
Salvestada saab maksimaalselt kümme sellist sünergilist liini.
Uus sünergiline liin luuakse kahes etapis:
1. Määratlege uus sünergiline liin, täpsustades pinge/traadi kiiruse koordinaatide
arvu, vt punktid A-D allpool oleval joonisel:
Pinge
Traadi etteanne
2. Täpsustage traadi/gaasi kombinatsioon, millele sünergiline liin kehtib.
10.8.1 Täpsustage pinge/traadi koordinaadid
lühikese kaare/pihustuskaare meetodi jaoks sünergilise liini loomiseks on vaja
nelja koordinaati; impulsi meetodi jaoks kahte koordinaati. Need koordinaadid tuleb
seejärel salvestada keevitusandmete mälus eraldi keevitusandmete numbrite alla.
bi23m
- 72 -
Page 73

EE
Lühike kaar/pihustuskaar
Kuvage peamenüü ja valige MIG/MAG meetod LÜHIKE/PIHUSTUS.
Sisestage soovitud pinge ja traadi etteandekiiruse väärtused esimese
koordinaadi jaoks.
Kuvage MÄLU (MEMORY) menüü ja salvestage esimene koordinaat mis tahes
numbri alla.
Lühikese kaare/pihustuskaare liini neli koordinaati saab salvestada mis tahes
numbritena. Tehasest tarnimisel on need salvestatud numbritega 96, 97, 98
ja 99.
Kõrgem keevitusandmete number peaks sisaldama suuremaid pinge ja
traadi etteandekiiruse väärtusi kui lähim eelmine keevitusandmete number.
Keevitusparameetrite induktsioonil ja stabilisaatori tüübil peab olema sama
väärtuskõigis neljas keevitusandmete numbris.
Määratlege vajalik koordinaatide number ja seejärel liikuge edasi peatüki juurde
10.8.2 "Täpsusta sobiv traadi/gaasikombinatsioon".
Impulss
Kuvage peamenüü ja valige MIG/MAG meetod IMPULSS.
Sisestage soovitud pinge ja traadi etteandekiiruse väärtused esimese
koordinaadi jaoks.
Kuvage MÄLU (MEMORY) menüü ja salvestage esimene koordinaat mis tahes
numbri alla.
Kõrgem keevitusandmete number peaks sisaldama suuremaid pinge ja
traadi etteandekiiruse, impulsi sageduse, impulsi amplituudi ja alusvoolu
väärtusi kui lähim eelmine keevitusandmete number.
Keevitusparameetrite impulsi ajal, Ka'l, Ki'l ja "kaldel" peab olema sama
väärtus mõlemas keevitusandmete numbris.
Määratlege vajalik koordinaatide number ja seejärel liikuge edasi peatüki juurde
10.8.2 "Täpsusta sobiv traadi/gaasikombinatsioon".
10.8.2 Täpsusta sobiv traadi/gaasikombinatsioon
MAKE CUSTOMISED SYNERGIC LINES
Viige kursor TRAADI
TÜÜP (WIRE TYPE)
reale ja vajutage
ENTER.
bi23m
WIRE TYPE Fe
SHIELDING GAS CO2
WIRE DIAMETER 0.6 mm
SYNERGIC DESIGN SCHEDULE 1 96
SYNERGIC DESIGN SCHEDULE 2 97
SYNERGIC DESIGN SCHEDULE 3 98
SYNERGIC DESIGN SCHEDULE 4 99
STORE DELETE
- 73 -
QUIT
Page 74

EE
Valige nimekirjas kuvatav alternatiiv ja vajutage
ENTER.
Samal viisil valige KAITSEGAAS (SHIELDING GAS)
ja vajutage ENTER.
Samal viisil valige TRAADI MÕÕTMED (WIRE
DIAMETER) ja vajutage ENTER.
Fe
Ss 18%Cr 8%Ni
Ss duplex
Al Mg
Al Si
Metal cored Fe
CO2
Ar 18%CO2
Ar2%O2
Ar
He
ArHeO2
0.6 mm
0.8 mm
1.0 mm
1.2 mm
1.4 mm
1.6 mm
|
|
|
|
|
|
|
|
|
Valige SÜNERGILISE PROJEKTEERIMISE GRAAFIK 1 (SYNERGIC DESIGN
SCHEDULE 1) rida ja vajutage SALVESTA (STORE).
Tegevus on nüüd lõpetatud - sünergiline liin on määratletud.
TÄHELEPANU! Iga impulsiastme jaoks on vaja vastavat lühikese kaare/
pihustuskaare sünergiat.
Impulsimeetodi jaoks uut sünergilist liini luues saate alati hoiatusteate, mis ütleb, et
vastavat liini pole lühikese kaare/pihustuskaare meetodi jaoks loodud. Teatel on
kirjas: HOIATUS! Vastav sünergiline liin lühikese kaare/pihustuskaare jaoks puudub.
10.8.3 Looge enda traadi/gaasi alternatiiv.
Traadi/gaasi alternatiivide nimekirju saab pikendada kuni kümne endapoolse
alternatiiviga. Iga nimekirja lõpus on tühi rida (---). Viies kursori sellele reale ja
vajutades ENTER, saate juurdepääsu klaviatuurile, mis võimaldab teil enda
alternatiive sisestada.
Valige rida --- ja vajutage ENTER.
Ar15%CO2
Ar8%O2
Ar30%He
Ar30%He2%H2
Ar30%HeO5%CO2
---
|
|
|
bi23m
- 74 -
Page 75

EE
Juhtpaneeli klaviatuuri kasutatakse järgmiselt:
Viige kursor soovitud
klaviatuuriklahvile, kasutades
vasakpoolset nuppu ja nooleklahve.
Vajutage ENTER. Selliselt sisestage
terviklik täherida maksimaalselt 16
tähega.
Vajutage VALMIS (DONE). Teie poolt
nimetatud alternatiiv on nüüd
nimekirjas näha.
Kustutage nimetatud alternatiiv järgmiselt:
Valige asjakohasest nimekirjast enda traadi/gaasi alternatiiv.
Vajutage KUSTUTA (DELETE).
TÄHELEPANU! Nimetatud traadi/gaasi alternatiivi ei saa kustutada juhul kui see on
lisatud keevitusandmete komplekti, mis on hetkel töömälus.
10.9 Kalender
Peamenüü ! Tööriistad ! Kalender
Siin seadistatakse kuupäev ja aeg.
Valige seadistatav rida: aasta, kuu, päev, tund,
minutid ja sekundid. Seadistage ühte
parempoolset nuppu kasutades õige väärtus.
Vajutage SEADISTA (SET).
10.10 Kasutaja kontod
Peamenüü ! Tööriistad ! Kasutaja kontod
Sageli on eriti kvaliteedi vaatenurgast oluline, et volitamata osapooled ei saaks
vooluallikat kasutada.
Selles menüüs registreeritakse kasutajanimi, konto
tase ja salasõna.
Valige KASUTAJANIMI (USER NAME) ja vajutage
ENTER. Liikuge allapoole tühjale reale ja vajutage
ENTER. Sisestage klaviatuuril vasakpoolset
nuppu, vasak- ja parempoolseid nooli kasutades
uus kasutajanimi ja vajutage ENTER. Ruumi on 16
kasutaja kontole. Kvaliteediandmete failides on näha, millised kasutajad on teatud
keevitust teostanud.
bi23m
- 75 -
Page 76

EE
ACCOUNT LEVEL-i alt (KASUTAJAKONTO TASE) valige järgmiste seast:
Administraator
piiramatu ligipääs (saab lisada uusi kasutajaid)
Vanemkasutaja
ligipääs kõigele, v.a:
koodilukk
mitmekordsed traadi etteandemehhanismid
kalender
kasutajakontod
Tavakasutaja
ligipääs järgmistele funktsioonidele Mõõt menüüs
KASUTAJA SALASÕNA (USER PASSWORD) reale sisestage klaviatuuri abil
salasõna. Kui vooluallikas on sisse lülitatud ja juhtpaneel aktiveeritud, palutakse teil
ekraanil oma salasõna sisestada.
Kui te ei soovi seda funktsiooni kasutada ja tahate, et vooluallikas ja juhtpaneel oleks
kõigi kasutajate jaoks lahti lukustatud, valige KASUTAJA KONTOD VÄLJAS (USER
ACCOUNTS OFF).
10.11 Seadme informatsioon
Peamenüü ! Tööriistad ! Seadme informatsioon
Selles menüüs näete järgmist informatsiooni:
Masina ID
Sõlme ID
2 = vooluallikas
3 = traadi etteanne
8 = juhtpaneel
Tarkvara versioon
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00 A
5 3 1.18A
bi23m
WELD DATA UNIT
QUIT
- 76 -
Page 77

EE
11 VARUOSADE TELLIMINE
U82 on projekteeritud ja testitud vastavalt rahvusvahelistele ja Euroopa standarditele
60974-1 ja 60974-10 . Teenindus- või remonditöid teostanud tehnohooldeosakond
peab tagama, et toode jätkuvalt vastaks ülaltoodud standarditele.
Varuosi saate tellida lähima ESAB'i toodete edasimüüja juurest. Tutvuge käesoleva
trükise viimase leheküljega.
bi23m
- 77 -
Page 78

U8
2
Menuud
NO TAG78
MIG/MAG
Process
Method
Phase - Method
Wire type
Short/Spray
Pulse Superpulse Qset
Voltage
Wire speed
Inductance
Control type
Synergic Mode
Start data
- gas preflow
- creep start
- hot start
- touch sense
Stop data
- crater fill
- pinch off pulse
- burn back time
- gas postflow
Setting limits
Measure limits
Spot welding
Edit description
Voltage
Wire speed
Pulse current
Pulse time
Pulse frequency
Background current
Slope
Synergic Mode
Internal constants
-Ka
-Ki
Start data
- gas preflow
- creep start
- hot start
- touch sense
Stop data
- crater fill
- burn back time
Voltage
Wire speed
Pulse current
Pulse time
Pulse frequency
Background current
Slope
Inductance
Control type
Synergic Mode
Phase weldtime
Internal constants
-Ka
-Ki
Start data
- gas preflow
- creep start
- hot start
- touch sense
- gas postflow
Setting limits
Measure limits
Spot welding
Edit description
Shielding gas
Wire diameter
Configuration
Tools
Stop data
- crater fill
- pinch off pulse
- burn back time
- gas postflow
Setting limits
Spot welding
Edit description
QSet
Wire speed
Inductance
Control type
Start data
-gas preflow
-creep start
Stop data
-pinch off pulse
-burn back time
-gas post flow
Setting limits
Measure limites
Spot welding
Edit description
78
Edition 100802
Page 79

U8
2
MMA
Process
Method
Electrode type
Electrode diameter
Configuration
Tools
MMA DC
Current
Arc Force
Min current factor
Control type
Synergic mode
Hot start
Setting limits
Measure limits
Edit description
MMA AC *
Current
Arc force
Min current factor
Control type
Synergic mode
Hot start
- hot start duration
- hot start amplitude
Setting limits
Measure limits
Edit description
* Not imple
mented yet
79
Edition 100802
Page 80

U8
2
TIG
Constant I
TIG
Pulsed I
TIG
TIG
Constant
AC*
Process
Method
Start method
Gun trigger mode
Configuration
Tools
* Not imple
mented yet
TIG
Pulsed AC*
Current
Slope up time
Slope down time
Gas preflow
Gas postflow
Setting limits
Measure limits
Edit description
Current
Background current
Pulse time
Background time
Slope up time
Slope down time
Gas preflow
Gas postflow
Setting limits
Measure limits
Edit description
Current
Slope up time
Slope down time
Gas preflow
Gas post flow
Preheating
Frequency
Balance
Offset
Setting limits
Measure limits
Edit description
Current
Slope up time
Slope down time
Gas preflow
Gas post flow
Preheating
Frequency
Balance
Offset
Pulse periods
Background current
Background periods
Background balance
Background frequency
Background offset
Setting limits
Measure limits
Edit description
80
Edition 100802
Page 81

U8
2
Voltage
Synergic mode
Inductance
Control type
Edit description
GOUGING
Process
Electrode diameter
Configuration
Tools
81
Edition 100802
Page 82

U8
2
CONFIGURATION - TOOLS
MIG/MAG
MMA
TIG
GOUGING
Configuration Tools
Language
Code lock
Remote controls
MIG/MAG defaults
-gun trigger mode
-4-stroke configuration
-soft keys configuration
-volt.measure in pulsed
-AVC feeder
-release pulse
MMA defaults
-droplet welding
Fast mode soft buttons
Double start sources
Panel remote enable
Auto save mode
Trigger welddata switch
Multiple wire feeders
Quality functions
Maintenance
Unit of length
Measure value frequency
Register key
Error category config
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
-synergic lines
-basic settings
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
User defined synergic data
Calendar
User accounts
Unit information
Process
Method
Wire Type
Shielding Gas
Wire diameter
Configuration
Tools
82
Edition 100802
Page 83

U8
2
Functional differences
NO TAG
Functions U8
Basic U82 Plus
2
Super Pulse No Yes
Limit editor Yes Yes
File manager No Yes
Auto save mode No Yes
Release pulse Yes Yes
Synergic lines Basic package = 92 lines Complete no of available lines
User defined synergic data No Yes
Production statistics No Yes
83
Edition 100802
Page 84

U82 Basic - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas
Low alloy or unalloyed wire
(Fe)
Stainless solid wire (Ss) Ar + 2%O
Magnesium-alloyed
CO
2
Ar + 18% CO
Ar + 8% CO
Ar + 23% CO
Ar + 2% CO
2
2
2
2
2
Ar 1.0 1.2 1.6*
aluminium wire (AlMg)
Silicon-alloyed aluminium wire
(AlSi)
Metal powder cored wire (Fe) Ar + 18% CO
Rutile flux cored wire (Fe) Ar + 18% CO
Basic flux cored wire (Fe) CO
Metal powder cored stainless
wire (Ss)
Ar
Ar + 50% He
Ar+ 8% CO
2
2
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
2
2
Ar + 18% CO
Ar + 2% CO
2
2
2
2
2
Silicon bronze (CuSi3) Ar
Ar + 1%O
2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Wire diameter (mm)
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2 1.6*
1.0 1.2 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2
1.2
1.2
1.2
1.0 1.2
1.0 1.2
U82 Basic - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter (mm)
Low alloy or unalloyed wire
(Fe)
Stainless wire (Ss) Ar + 2%O
Magnesium-alloyed
aluminium wire (AlMg)
Silicon-alloyed aluminium
wire (AlSi)
Metal powder cored wire
(Fe)
Metal powder cored
stainless wire (Ss)
Silicon bronze (CuSi3) Ar
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Ar + 18% CO
Ar + 8% CO
Ar + 2% CO
2
2
2
2
Ar 1.0 1.2 1.6*
Ar
Ar + 50% He
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
Ar + 2% CO
Ar + 8% CO
Ar + 1% O
2
2
2
2
2
2
1.0 1.2 1.6*
1.0 1.2 1. 6*
0,8 1.0 1.2 1.6*
0,8 1.0 1.2 1.6*
1,0 1.2 1.6*
1.0 1.2 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
1.0 1.2
84
Page 85

U82 Plus - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas
Low alloy or unalloyed wire
(Fe)
Stainless solid wire (Ss) Ar + 2%O
Stainless duplex wire
(Ss Duplex)
Magnesium-alloyed
CO
2
Ar + 18% CO
Ar + 2% O
Ar + 5%O
Ar + 8% CO
Ar + 23% CO
Ar + 15% CO
Ar +16% CO
Ar + 25% CO
Ar + 2% CO
Ar + 5% O
Ar + 30%He + 1%O
Ar + 2% CO
Ar + 3%CO2 + 1%H
Ar + 32%He + 3%CO
Ar + 2% O
Ar + 30%He +1%O
2
2
+ 5% CO
2
2
2
+ 5%O
2
2
2
2
2
2
2
2
2
2
2
2
2
2
+ 1% H
2
Ar 0.9 1.0 1.2 1.6*
aluminium wire (AlMg)
Silicon-alloyed aluminium wire
(AlSi)
Metal powder cored wire (Fe) Ar + 18% CO
Rutile flux cored wire
(Fe)
Basic flux cored wire
(Fe)
Ar
Ar + 50% He
Ar+ 8% CO
CO
2
2
Ar + 18% CO
CO
2
Ar + 18% CO
2
2
2
SELF-SHIELDING
Stainless flux cored wire
(Ss)
Ar + 18% CO
Ar+ 8% CO
2
2
SELF-SHIELDING
Duplex rutile flux
Ar + 18% CO
2
cored wire (Ss)
Metal powder cored stainless
wire (Ss)
Ar + 8% CO
Ar + 2% O
2
2
Ar + 18% CO
Ar + 2% CO
2
2
Nickel base Ar + 50% He 0.9
Silicon bronze (CuSi3) Ar + 1%O
2
Ar
Copper and aluminum wire
(CuAl8)
Ar
Ar + 1%O
2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Wire diameter (mm)
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
1.0
1.0
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.6*
1.2
1.2
1.6* 2.4*
1.2
1.2
1.2
1.2
1.2
1.0 1.2
1.0 1.2
1.0 1.2
1.0 1.2
85
Page 86

U82 Plus - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter (mm)
Low alloy or unalloyed wire
(Fe)
Stainless wire (Ss) Ar + 2%O
Stainless duplex wire
(Ss Duplex)
Magnesium-alloyed
aluminium wire (AlMg)
Silicon-alloyed aluminium
wire (AlSi)
Metal powder cored wire
(Fe)
Metal powder cored
stainless wire (Ss)
Nickel base Ar
Silicon bronze (CuSi3) Ar + 1% O
Stainless wire (13964) Ar + 8%O
Copper and aluminum wire
(CuAl8)
Ar + 18% CO
Ar + 2% O
Ar + 2% CO
Ar + 5%O
Ar + 8% CO
Ar + 23% CO
Ar +16% CO
Ar + 25% CO
Ar + 5%O
2
2
2
+ 5% CO
2
2
2
2
2
2
2
Ar + 30%He + 1%O
Ar + 2% CO
2
Ar + 3% CO2 + 1%H
Ar + 32%He + 3%CO
Ar + 30%He + 1%O
Ar + 2%O
2
Ar
Ar + 50%He
Ar
Ar + 50% He
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
Ar + 2% CO
Ar + 8% CO
2
2
2
2
2
Ar + 50% He
Ar + 30% He + 2%H
Ar + 30% He + 0.5%CO
2
Ar
2
Ar
Ar + 1%O
2
2
2
2
+ 1% H
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1. 6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1. 6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.9
1.0 1.2
0,8 0.9 1.0 1.2 1.6*
0.8 0,9 1.0 1.2 1.6*
0,8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6
0.8 0.9 1.0 1.2 1.6
2
1.0
1.0
0.8 0.9 1.0 1.2 1.6*
1.2
0,9 1,0 1.2 1.6*
0.9 1.0 1.2 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
0.9 1.0 1.2
1.0
2
1.0
1.0 1.2
1.0 1.2
1.0LOW 1.0HIGH
1.0 1.2
1.0 1.2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
MMA welding
Electrode type Electrode diameter (mm)
Basic
Rutile
Cellulose
1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0*
1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0* 7.0*
2.5 3.2
*) Only for Mig 4000i, 4001i, 5000i
Carbon, arc air
Electrode diameters (mm) 4.0 5.0 6.0 8.0 10.0 13.0
86
Page 87

U8
2
Tellimisnumber
Ordering no. Denomination
0460 820 880 Control panel Aristo U82 *
0460 820 881 Control panel Aristo U82 Plus *
0460 820 882 Control panel Aristo U82 Plus I/O *
0460 896 070 Instruction manual SE
0460 896 071 Instruction manual DK
0460 896 072 Instruction manual NO
0460 896 073 Instruction manual FI
0460 896 074 Instruction manual GB
0460 896 075 Instruction manual DE
0460 896 076 Instruction manual FR
0460 896 077 Instruction manual NL
0460 896 078 Instruction manual ES
0460 896 079 Instruction manual IT
0460 896 080 Instruction manual PT
0460 896 081 Instruction manual GR
0460 896 082 Instruction manual PL
0460 896 083 Instruction manual HU
0460 896 084 Instruction manual CZ
0460 896 085 Instruction manual SK
0460 896 086 Instruction manual RU
0460 896 087 Instruction manual US
0460 896 089 Instruction manual EE
0460 896 090 Instruction manual LV
0460 896 091 Instruction manual SI
0460 896 092 Instruction manual LT
0460 896 093 Instruction manual CN
0459 839 037 Spare parts list
* For functional differences, see page 83
The instruction manuals are available on the Internet at www.esab.com.
87
Edition 100802
Page 88

U8
2
Lisaseadmed
Extension cable (connectors included)
7.5 m 12-poles . . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 877 891
Adapter set 230 V AC / 12 V DC, for control
box . . .
(for training with the control box disconnected
from the machine).
USB Memory stick Gb 2 0462 062 001
0457 043 880
88
R0460 896/E100802/P90
Page 89

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 89 -
Page 90

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...