


DE
Aristo
U8
2
®
Betriebsanweisung
Valid from program version 0.030460 896 075 DE 100802

1 SICHERHEIT 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 EINFÜHRUNG 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Bedienkonsole Aristo U82 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Tasten und Wählräder 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Aufstellung 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 USB-Anschluss 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3.1 USB-Speicher anschließen 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Erster Schritt – Sprachauswahl 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Display 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.1 Symbole auf dem Display 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 Allgemeine Hinweise zu Einstellungen 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.1 Einstellung von Zahlenwerten 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.2 Einstellung vorhandener Optionen 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.3 Einstellung von EIN/AUS 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.4 ENDE und ENTER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MENÜS 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Hauptmenü 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.1 Konfigurationsmenü 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.2 Werkzeugmenü 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.3 Schweißdateneinstellungsmenü 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.4 Messmenü 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.5 Schweißdatenspeichermenü 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1.6 Schnellmodusmenü 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MIG/MAG-SCHWEISSEN 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Optionen im Schweißdateneinstellungsmenü 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.1 MIG/MAG-Schweißen mit Kurz-/Sprühbogen 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.2 MIG/MAG-Schweißen mit Puls 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.3 MIG/MAG-Schweißen SuperPulse, primär/sekundär, Kurz-/Sprühbogen/Puls 18.
4.1.4 MIG/MAG-Schweißen mit QSet 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Funktionserklärungen für die Optionen 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 SuperPulse 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.1 Draht- und Gaskombinationen 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.2 Verschiedene Pulsmethoden 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3 Drahtvorschubeinheit 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 QSet 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 E-HAND-SCHWEISSEN 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 E-HAND-Schweißen GS 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 E-HAND-Schweißen WS 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Funktionserklärungen für die Optionen 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 WIG-SCHWEISSEN 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Optionen im Schweißdateneinstellungsmenü 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.1 WIG-Schweißen ohne Puls GS 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.2 WIG-Schweißen mit Puls GS 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1.3 WIG-Schweißen ohne Puls WS 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Funktionserklärungen für die Optionen 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Erklärung weiterer Funktionen 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 FUGENHOBELN 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Optionen im Schweißdateneinstellungsmenü 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Funktionserklärungen 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Änderungen vorbehalten.
TOCg
- 2 -

8 SPEICHERVERWALTUNG 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Funktionsweise der Bedienkonsole 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Speichern 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Aufrufen 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Löschen 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Kopieren 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Ändern 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.7 Benennen 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 KONFIGURATIONSMENÜ 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Sicherheitsfunktion 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Status Zugangsschutz 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Zugangscode eingeben 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Fernregler 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.1 Vergiss Änderung 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.2 Konfiguration für digitalen Fernregler 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.3 Konfiguration für analogen Fernregler 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2.4 Bereich am Eingang 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 MIG/MAG-Grundeinstellungen 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Voreinstellung 2/4-Takt 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 4-Takt Einstellungen 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Funktionen zuweisen 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Pulsspannung messen 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.5 AVC-Vorschubeinheit 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.6 Release pulse 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 E-HAND-Grundeinstellungen 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Schnellmodus Funktionstaste 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Zwei Startsignal Quelle 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Panel + Fernregler aktiv 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Automatisches Speichern 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Trigger Welddata Switch 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Mehrfach Drahtvorschubgeräte 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.11 Dokumentationsfunktion 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.12 Wartung 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.13 Längeneinheit 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.14 Messwertfrequenz 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.15 Register key (Freischaltcode) 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Änderungen vorbehalten.
TOCg
- 3 -

10 WERKZEUGE 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 Fehleraufzeichnung 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1.1 Enheitenbezeichnungen 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1.2 Beschreibung der Fehlercodes 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 Export/Import 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3 Dateimanager 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.1 Datei/Verzeichnis löschen 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.2 Datei-/Verzeichnisnamen ändern 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.3 Neues Verzeichnis erstellen 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.3.4 Dateien kopieren und einfügen 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.4 Editor für Grenzwerteinst. 70. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.5 Editor für Messgrenzwerte 71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.6 Produktionsstatistik 72. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.7 Dokumentationsfunktion 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.7.1 Qualitätsdaten speichern 74. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8 Synergiekennlinie erstellen 75. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.8.1 Spannungs-/Zusatzwerkstoffkoordinaten angeben 76. . . . . . . . . . . . . . . . . . . . . . . . .
10.8.2 Gültige Zusatzwerkstoff-/Gaskombination angeben 77. . . . . . . . . . . . . . . . . . . . . . . .
10.8.3 Eigene Zusatzwerkstoff-/Gasoptionen erstellen 78. . . . . . . . . . . . . . . . . . . . . . . . . . .
10.9 Kalender 79. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.10 Anwender account 79. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.11 Einheiteninfo 80. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 ERSATZTEILBESTELLUNG 80. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MENÜSTRUKTUR 81. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ZUSATZWERKSTOFF- UND GASKOMBINATIONEN 87. . . . . . . . . . . . . . . . . . . . .
BESTELLNUMMER 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ZUBEHÖR 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Änderungen vorbehalten.
TOCg
- 4 -

DE
1 SICHERHEIT
HINWEIS: Die Einheit wurde von ESAB in einem allgemeinen Aufbau getestet. Die
Verantwortung für Sicherheit und Funktion des Anschlusses in der Praxis liegt beim
Installateur.
Der Anwender einer ESAB-Ausrüstung ist für die Sicherheitsmaßnahmen verantwortlich, die
für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet.
Die Sicherheitsmaßnahmen sollen den Anforderungen entsprechen, die an die Ausrüstung
gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor
schriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Ausrüstung gut vertraut ist. Eine falsche Bedienung kann eine
Gefahrensituation herbeiführen, die Personen- und Maschinenschäden verursachen kann.
1. Personal, das mit der Ausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S den Schweiß- und Schneidvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Ausrüstung befindet, wenn diese einge
schaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Verwenden Sie stets die vorgeschriebene persönliche Schutzausrüstung wie z. B.
Schutzbrille, feuersichere Arbeitskleidung, Schutzhandschuhe. Achtung! Tragen Sie
beim Wechsel des Drahts keine Schutzhandschuhe.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Es ist zu kontrollieren, ob die vorgeschriebenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einer Elektrofachkraft vorgenommen
werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und Wartung der Ausrüstung darf nicht während des Betriebs erfolgen.
Werfen Sie Elektrowerkzeuge nicht in den Müll!
Gemäss Europäischer Richtlinie 2002/96/EG über Elektro- und Elektronik- Altgeräte
und Umsetzung in nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt
gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Als
Eigentümer müssen sie sicherstellen, dass sie ihr gebrauchtes Werkzeug zu ihrem
Händler zurückgegeben oder holen sie sich Informationen über ein lokales
autorisiertes Sammel- bzw. Entsorgungssystem ein.
Ein Ignorieren dieser EU Direktive kann zu potentiellen Auswirkungen auf die Umwelt
und ihrer Gesundheit führen!
bi23g
- 5 -

DE
2 EINFÜHRUNG
Damit Sie Ihre Schweißausrüstung optimal nutzen können, empfehlen wir Ihnen die
Lektüre dieser Betriebsanweisung.
Allgemeine Informationen zu Verwendung und Funktionsweise entnehmen Sie der
Betriebsanweisung für Stromquelle bzw. Drahtvorschubeinheit.
Für die Bedienkonsole stehen folgende Menüsprachen zur Verfügung:
Deutsch, Englisch, Schwedisch, Finnisch, Norwegisch, Dänisch, Französisch,
Italienisch, Niederländisch, Spanisch, Portugiesisch, Ungarisch, Polnisch,
amerikanisches Englisch, Tschechisch und Chinesisch.
Hinweis: Je nach Basisprodukt kann es zu Abweichungen bei der Funktionsweise
der Bedienkonsole kommen.
2.1 Bedienkonsole Aristo U8
Die Bedienkonsole wird mit einer Befestigungsplatte samt Schrauben sowie einer
Betriebsanweisung in englischer Sprache geliefert. Ein 1,2-m-Kabel ist an der
Konsole montiert. USB-Speicher und Verlängerungskabel sind als Zubehör
erhältlich, siehe Seite 91.
Betriebsanweisungen in anderen Sprachen können von der Website www.esab.com
heruntergeladen werden.
Anschluss für USB-Speicher
Cursorwählrad
Display
Funktionstasten
Menü
Enter (Eingabetaste)
2
Wählrad zum Erhöhen oder
Verringern von Einstellungswer
ten sowie zum Festlegen der
Spannung, #
Wählrad zum Erhöhen oder Verringern von Einstellungswerten sowie zum
Festlegen der Drahtvorschubgeschwindigkeit, *
2.1.1 Tasten und Wählräder
Funktionstasten (4)
Die Funktion der fünf Tasten unter dem Display ist
kontextabhängig. Es sind so genannte Funktionstasten, deren Bedeutung sich nach dem jeweils
gewählten Menü richtet. Die aktuelle Tastenfunktion
geht aus dem Text in der untersten Displayzeile
hervor.
bi23g
- 6 -

DE
Eine aktive Funktion wird durch eine weiße Taste gekennzeichnet:
Menütaste (5)
Per Menütaste gelangen Sie stets zurück zum Hauptmenü:
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Enter (Eingabetaste; 6)
Mit Enter wird eine Auswahl bestätigt.
Cursorwählrad (2)
Mithilfe des linken Wählrads lässt sich der Cursor zu den einzelnen Displayzeilen
bewegen.
Plus/Minus-Wählrad (7, 8)
Mit den rechten Wählrädern lassen sich Einstellungswerte erhöhen oder verringern.
Neben den Wählrädern erscheint ein Rauten- oder Sternsymbol . Die meisten
Zahleneinstellungen können mit einem beliebigen Wählrad vorgenommen werden.
Für bestimmte Einstellungen ist jedoch ein spezielles Wählrad erforderlich.
2.2 Aufstellung
An der Rückseite der Bedienkonsole befindet sich
eine ausklappbare Stütze, mit deren Hilfe sich die
Einheit mit aufrechtem Display abstellen lässt. Die
Stütze dient ebenfalls als Aufhängevorrichtung. So
kann die Bedienkonsole an die Vorschubeinheit
gehängt werden.
2.3 USB-Anschluss
Um Programme in die Bedienkonsole zu importieren und
aus der Bedienkonsole zu exportieren können externe USB-Speichereinheiten
verwendet werden. Weitere Informationen entnehmen Sie dem Kapitel 10.2.
In der Bedienkonsole erstellte Dateien werden im XML-Format abgelegt. Der
USB-Speicher muss mit dem Dateisystem FAT 32 formatiert werden.
bi23g
- 7 -

DE
Bei einer normalen Nutzung besteht keine Gefahr für einen Virenbefall der
Ausrüstung. Um dieses Risiko vollständig auszuschließen, empfehlen wir, den mit
dieser Ausrüstung eingesetzten Speicher ausschließlich für diesen Zweck zu
verwenden.
Bestimmte USB-Speichereinheiten sind möglicherweise nicht mit der Ausrüstung
kompatibel. Wir empfehlen USB-Speicher von Markenherstellern. ESAB übernimmt
keine Haftung für etwaige Schäden, die aus einer falschen Nutzung von
USB-Speichereinheiten resultieren.
2.3.1 USB-Speicher anschließen
Gehen Sie folgendermaßen vor:
S Stellen Sie den Hauptschalter der Stromquelle aus.
S Öffnen Sie die Klappe an der linken Seite der
Bedienkonsole.
S Verbinden Sie einen USB-Speicher mit dem
USB-Anschluss.
S Schließen Sie die Klappe.
S Stellen Sie den Hauptschalter der Stromquelle ein.
2.4 Erster Schritt – Sprachauswahl
Dieses Menü wird beim ersten Start der Ausrüstung auf dem Display angezeigt.
Im Lieferzustand ist als Bedienkonsolensprache Englisch eingestellt. So wählen Sie
Ihre Sprache aus:
Drücken Sie auf MENÜ , um das Hauptmenü aufzurufen.
MIG/MAG
Bewegen Sie den
Cursor mithilfe des
linken Wählrads zur
Zeile KONFIGURA
TION (CONFIGURA
TION).
bi23g
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION "
TOOLS"
FAST
SET MEASURE MEMORY
- 8 -
MODE

DE
Drücken Sie ENTER .
CONFIGURATION
Bewegen Sie den
Cursor zur Zeile
SPRACHE (LANGUA
GE). Drücken Sie
ENTER, um eine Liste
mit verfügbaren
Sprachen für die
Bedienkonsole
aufzurufen.
LANGUAGE ENGLISH
CODE LOCK"
REMOTE CONTROLS"
MIG/MAG DEFAULTS"
MMA DEFAULTS"
FAST MODE SOFT BUTTONS"
DOUBLE START SOURCES OFF
PANEL REMOTE ENABLE OFF
AUTO SAVE MODE OFF
TRIGGER WELDDATA SWITCH"
Bewegen Sie den Cursor zur Zeile für die
gewünschte Sprache und drücken Sie ENTER.
QUIT
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
|
|
|
2.5 Display
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION "
TOOLS"
FAST
SET MEASURE MEMORY
Cursor
Der Cursor der Bedienkonsole ist als schattiertes Feld um einen Text sichtbar,
wodurch die Farbe für den gewählten Text zu weiß wechselt. Die Markierung wird in
der Betriebsanweisung fettgedruckt dargestellt.
MODE
bi23g
- 9 -

DE
Pfeile und Bildlaufleisten
Wenn im am Anschluss an eine Zeile weitere Informationen vorhanden sind, wird
dies durch einen schwarzen Pfeil neben dem Text signalisiert. Wenn eine Liste
mehrere Zeilen enthält, erscheint rechts im Display eine Bildlaufleiste:
Textfelder
Am unteren Displayrand befinden sich fünf Textfelder, die die jeweilige Funktion für
die fünf darunter befindlichen Tasten beschreiben.
Energiesparmodus
Um die Lebensdauer der Hintergrundbeleuchtung zu erhöhen, erlischt diese, wenn
drei Minuten lang keine Eingabe erfolgt ist.
2.5.1 Symbole auf dem Display
A Gewählter Schweißdatensatz
B Gewählte Vorschubeinheit
C Es ist ein Fehler aufgetreten. Siehe
Kapitel 15.
D Aufgerufene Speicherpositionsnum
mer
E Über das mit # gekennzeichnete
Plus/Minus-Wählrad erhöhen oder
verringern Sie einen Parameterwert.
F Gemessener Motorstrom
G Über das mit * gekennzeichnete
Plus/Minus-Wählrad erhöhen oder
verringern Sie einen Parameterwert.
bi23g
H Bearbeitungsmodus, Ändern der
Speicherposition
- 10 -

DE
2.6 Allgemeine Hinweise zu Einstellungen
In der Hauptsache kommen drei Einstellungstypen zur Anwendung:
S Einstellung von Zahlenwerten
S Einstellung vorhandener Optionen
S Einstellung von EIN/AUS
2.6.1 Einstellung von Zahlenwerten
Zur Einstellung eines Zahlenwerts benutzen Sie eines der beiden Plus/Minus-Wähl
räder, um einen Wert zu erhöhen oder zu verringern. Einige Werte lassen sich
ebenfalls per Fernregler ändern.
2.6.2 Einstellung vorhandener Optionen
Zum Vornehmen bestimmter Einstellungen wird eine Option in einer Liste
ausgewählt.
Diese kann folgendermaßen aussehen:
MIG/MAG
MMA
TIG
GOUGING
Der Cursor befindet sich in diesem Fall in der Zeile MIG/MAG. Wenn Sie in dieser
Ansicht ENTER drücken, wird die Option MIG/MAG ausgewählt. Um stattdessen
eine andere Option auszuwählen, bewegen Sie den Cursor mithilfe des linken
Wählrads auf oder ab zur entsprechenden Zeile. Drücken Sie anschließend ENTER.
Um die Liste zu verlassen, ohne eine Auswahl zu treffen, drücken Sie ENDE (QUIT).
2.6.3 Einstellung von EIN/AUS
Für bestimmte Funktionen können die Werte AUS und EIN eingestellt werden. Ein
Beispiel dafür ist etwa die Synergiefunktion beim MIG/MAG- und E-HAND-Schwei
ßen. Die Einstellungen EIN oder AUS können aus einer Liste mit Optionen (siehe
oben) ausgewählt werden.
2.6.4 ENDE und ENTER
Die rechte Funktionstaste wird meist zum ENDE (QUIT) genutzt, bisweilen ist sie
jedoch mit anderen Funktionen belegt.
S Durch Drücken von ENDE kehren Sie zum vorherigen Menü oder zur vorherigen
Anzeige zurück.
Taste wird in diesem Handbuch als ENTER bezeichnet.
S Durch Drücken von ENTER wird eine ausgewählte Option in einem Menü oder
einer Liste bestätigt bzw. ausgeführt.
bi23g
- 11 -

DE
3 MENÜS
Die Bedienkonsole wird über mehrere Menüs gesteuert. Dazu zählen Haupt-,
Konfigurations-, Werkzeug-, Schweißdateneinstellungs-, Mess-, Schweißdatenspei
cher- und Schnellmodusmenü. Die Menüstrukturen werden ab Seite 81 dargestellt.
Während des Starts erscheint kurz ein Eröffnungsbildschirm mit Informationen zur
aktuellen Programmversion.
Eröffnungsbildschirm
3.1 Hauptmenü
MIG/MAG
Im HAUPTMENÜ
können Schweißverfah
ren, Schweißmethode,
Zusatzwerkstoff usw.
geändert werden.
Von diesem Menü aus
gelangen Sie zu allen
Untermenüs.
3.1.1 Konfigurationsmenü
Im Menü KONFIGURA
TION (CONFIGURA
TION) können Sie eine
Sprache auswählen
sowie verschiedene
Grundeinstellungen,
Längeneinheit u.a.
ändern.
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION"
TOOLS"
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK"
REMOTE CONTROLS"
MIG/MAG DEFAULTS"
MMA DEFAULTS"
FAST MODE SOFT BUTTONS"
DOUBLE START SOURCES OFF
PANEL REMOTE ENABLE OFF
AUTO SAVE MODE OFF
TRIGGER WELDDATA SWITCH"
SET MEASURE MEMORY
FAST
MODE
bi23g
QUIT
- 12 -
DE
3.1.2 Werkzeugmenü
TOOLS
Im Menü WERKZEUGE
(TOOLS) können
Dateien übertragen
sowie Qualitäts- und
Produktionsstatistik,
Fehleraufzeichnung
usw. angezeigt werden
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
USER DEFINED SYNERGIC DATA"
CALENDAR"
USER ACCOUNTS"
3.1.3 Schweißdateneinstellungsmenü
WELD DATA SETTING
Im Menü SCHWEISS
DATENEINSTELLUNG
(WELD DATA
SETTING) können
verschiedene Schweiß
parameter geändert
werden. Das Erschei
nungsbild des Menüs
richtet sich nach dem
gewähltem Schweiß
VOLTAGE 28.2 (+3.5) V
WIRE SPEED 6.0 M/MIN
INDUCTANCE 80%
SYNERGIC MODE ON
START DATA"
STOP DATA"
SETTING LIMITS"
MEASURE LIMITS"
SPOT WELDING"
EDIT DESCRIPTION"
verfahren.
QUIT
Im Beispielmenü wird
ein MIG/MAG-Schwei
ßen mit Kurz-/Sprühbo
gen angezeigt.
bi23g
CRATER
FILL
HOT
START
- 13 -
4-
STROKE QUIT

DE
3.1.4 Messmenü
Im Menü MESSEN
(MEASURE) werden
während des Schweiß
vorgangs die Messwer
te für verschiedene
Schweißparameter
angezeigt.
SHORT/SPRAY. Fe, CO2, 1.2 mm
# 0.0 Volt
0 Amp
* 6.0 m/min
GAS
PURGE
Im Messmenü lässt sich der Wert für unterschiedliche Parameter ändern. Die
verfügbaren Parameter richten sich nach dem gewählten Schweißverfahren.
Einstellbare Parameterwerte werden stets mit # oder * gekennzeichnet.
Die gemessenen Werte bleiben auch nach Abschluss des Schweißvorgangs auf
dem Display erhalten. Andere Menüs können aufgerufen werden, ohne dass die
Messwerte verloren gehen. Wird ein eingestellter Wert geändert, während kein
Schweißvorgang stattfindet, wird der Messwert auf Null geändert, um
Missverständnisse auszuschließen.
HINWEIS:
Beim Schweißen mit Puls können Sie festlegen, ob der Spannungswert als Mitteloder Spitzenwert angezeigt werden soll. Diese Option kann unter MIG/MAG-Grun
deinstellungen festgelegt werden, siehe Kapitel 9.3.
3.1.5 Schweißdatenspeichermenü
WELD DATA MEMORY
Im Menü SCHWEISS
DATENSPEICHER
(WELD DATA
MEMORY) lassen sich
verschiedene einge
stellte Schweißdaten
speichern, abrufen,
löschen und kopieren.
Zum Sichern der
Schweißdatensätze
stehen 255 Speicher
positionen zur
Verfügung.
1 2 3 4 5 6 7 -
WIRE
INCH.
4-
STROKE
REM
2ND
FUNCT
2ND
STORE
Weitere Informationen entnehmen Sie dem Kapitel 8 ”Speicherverwaltung”.
- 14 -
bi23g
FUNCT QUIT

DE
3.1.6 Schnellmodusmenü
SHORT/SPRAY. Fe, CO2, 1.2 mm 7
Im Menü SCHNELL
MODUS (FAST MODE)
können Sie Funktions
tasten mit Schweißda
tenspeicherplätzen
verknüpfen. Die
Konfiguration wird im
Einstellungsmenü
vorgenommen. Die
Zahl der gewählten
Speicherposition
erscheint rechts oben.
# 28.5 Volt
* 6.0 m/min
0 Amp
WELD
DATA 1
Weitere Informationen entnehmen Sie dem Kapitel 9.5 ”Schnellmodus
Funktionstaste”.
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
4 MIG/MAG-SCHWEISSEN
Hauptmenü ³ Verfahren
Beim MIG/MAG-Schweißen schmilzt ein Lichtbogen einen kontinuierlich
vorgeschobenen Draht. Die Schmelze wird mit Hilfe eines Schutzgases geschützt.
Die Option Puls wird eingesetzt, um die Tropfenübertragung vom Lichtbogen selbst
bei niedrigen Schweißdaten stabil und spritzfrei zu gestalten.
In der Tabelle auf Seite 87 werden die Drahtdurchmesser aufgeführt, die für das
MIG/MAG-Schweißen mit der Verfahrensvariante KURZ/SPRÜH zur Auswahl
stehen.
In der Tabelle auf Seite 87 werden die Drahtdurchmesser aufgeführt, die für das
MIG/MAG-Schweißen mit der Verfahrensvariante PULS zur Auswahl stehen.
Bei Auswahl des Verfahrens MIG/MAG sind vier Verfahrensvarianten verfügbar.
Markieren Sie dazu mit dem linken Wählrad Verfahrensvariante und drücken Sie
ENTER. Zur Auswahl stehen: KURZ/SPRÜH, PULS, SUPERPULSE und QSET.
Drücken Sie zum Bestätigen erneut ENTER.
bi23g
- 15 -

DE
4.1 Optionen im Schweißdateneinstellungsmenü
4.1.1 MIG/MAG-Schweißen mit Kurz-/Sprühbogen
Einstellungen Einstellbereich Einstellungs
stufe
Spannung 8-60 V 0,25 V (Anzeige
mit einer Stelle)
Drahtvorschubgeschwindig
keit**
Drossel 0-100% 1% x x
Reglertyp 1-12 1 x Synergie* AUS oder EIN - - Gasvorströmung 0,1-25 s 0,1 s x
Kriechstart AUS oder EIN - x
Hot start AUS oder EIN - x
Hot start-Zeit 0-10 s 0,1 s x
Hot start-Drahtvorschub Gesamter Drahtvorschubbereich 0,1 m/min x
”Touch sense” 0-20 A
Kraterfüllen AUS oder EIN - x
Kraterfülldauer 0-10 s 0,1 s x
Endwert Kraterfüll-Drahtvor
schubgeschwindigkeit
Endwert Kraterfüllspannung 8-24,7 V x
”Release pulse”*** AUS oder EIN
Drahtrückbrandzeit 0-1 s 0,01 s x
Gasnachströmung 0,1-25 s 0,1 s x
Einstellungsgrenzwerte 1-50 - - Messgrenzwerte 1-50 - - Punktschweißen AUS oder EIN - x
Punktschweißdauer 0-25 s 0,1 s x
0,8-30,0 m/min 0,1 m/min x
1,5 m/min bis aktuelle
Drahtvorschubgeschwindigkeit
0,1 m/min x
Syner
gieabhän
gig
x x
Im Syner
giemodus
einstell
bar
*) Werkseitige Einstellung der Synergiekennlinie: Volldraht (Fe), Schutzgas CO
**) Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab.
***) Wird im Konfigurationsmenü unter MIG/MAG-Grundeinstellungen festgelegt.
- 16 -
bi23g
mit 1,2-mm-Draht.
2

DE
4.1.2 MIG/MAG-Schweißen mit Puls
Einstellungen Einstellbereich Einstellungs
stufe
Spannung 10-50 V 0,25 V (Anzeige
mit einer Stelle)
Drahtvorschubgeschwindig
keit*
Pulsstrom** 100-650 A 4 A x
Pulszeit 1,7-25,5 ms 0,1 ms x
Pulsfrequenz 16-312 Hz 2 Hz x
Grundstrom 4-300 A 1 A x
Slope 1-9 1 x
Synergie*** AUS oder EIN - - Ka 0-100% 1% x
Ki 0-100% 1% x
Gasvorströmung 0,1-25 s 0,1 s x
Kriechstart AUS oder EIN - x
Hot start AUS oder EIN - x
Hot start-Zeit 0-10 s 0,1 s x
Hot start-Drahtvorschub Gesamter Drahtvorschubbereich 0,1 m/min x
”Touch sense” 0-20 A
Kraterfüllen
(mit/ohne Puls)
Kraterfülldauer 0-10 s 0,1 s x
Endwert Kraterfüll-Drahtvor
schubgeschwindigkeit
Endwert Kraterfüllspannung 8-33,2 V x
Endwert Pulsstrom 100-max. A x
Endwert Grundstrom 12-50 A x
Endwert Frequenz 20-270 Hz x
”Release pulse”**** AUS oder EIN
Drahtrückbrandzeit 0-1 s 0,01 s x
Gasnachströmung 0,1-25 s 0,1 s x
Einstellungsgrenzwerte 1-50 - - Messgrenzwerte 1-50 - - Punktschweißen AUS oder EIN - x
Punktschweißdauer 0-25 s 0,1 s x
0,8-30,0 m/min 0,1 m/min x
AUS oder EIN - x
1,5 m/min bis aktuelle
Drahtvorschubgeschwindigkeit
0,1 m/min x
Syner
gieabhän
gig
x x
Im Syner
giemodus
einstell
bar
*) Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab.
**) Minimaler Hintergrund- und Pulsstrom hängen vom verwendeten Maschinentyp ab.
***) Werkseitige Einstellung der Synergiekennlinie: Volldraht (Fe), Schutzgas CO
****) Wird im Konfigurationsmenü unter MIG/MAG-Grundeinstellungen festgelegt.
- 17 -
bi23g
mit 1,2-mm-Draht.
2
DE
4.1.3 MIG/MAG-Schweißen SuperPulse, primär/sekundär,
Kurz-/Sprühbogen/Puls
Hauptmenü ³ Verfahren ³ Verfahrensvariante ³ Phase ³ Verfahrensvariante
Einstellungen Einstellbereich Einstellungs
stufe
Phase Primär oder Sekundär - x
Verfahrensvariante Kurz-/Sprühbogen
oder Puls
Spannung 10-50 V 0,25 V (Anzeige
Drahtvorschubgeschwindig
keit*
Drossel 0-100% 1% x x
Pulsstrom** 100-650 A 4 A x
Pulszeit 1,7-25,5 ms 0,1 ms x
Pulsfrequenz 16-312 Hz 2 Hz x
Grundstrom 4-300 A 1 A x
Slope 1-9 1 x
Ka 0-100% 1% x
Ki 0-100% 1% x
Reglertyp 1
Synergie*** AUS oder EIN - - Phasenschweißzeit 0-2,50 s 0,01 s x
Gasvorströmung 0,1-25 s 0,1 s x
Kriechstart AUS oder EIN - x
Hot start AUS oder EIN - x
Hot start-Zeit 0-10 s 0,1 s x
Hot start-Drahtvorschub Gesamter Drahtvorschubbereich 0,1 m/min x
Hot start Spannung -14 bis +27 V x ”Touch sense” 0-20 A x
Kraterfüllen
(mit/ohne Puls)
Kraterfülldauer 0-10 s 0,1 s x
Endwert Kraterfüll-Drahtvor
schubgeschwindigkeit
Endwert Kraterfüllspannung 8-33,2 V x
Endwert Pulsstrom 100-max. A x
Endwert Grundstrom 12-50 A x
Endwert Frequenz 20-270 Hz x
Puls am Prozessende %
Drahtrückbrandzeit 0-1 s 0,01 s x
Gasnachströmung 0,1-25 s 0,1 s x
Einstellungsgrenzwerte 1-50 - - Messgrenzwerte 1-50 - - Punktschweißen AUS oder EIN - x
0,8-30,0 m/min 0,1 m/min x
AUS oder EIN - x
1,5 m/min bis aktuelle
Drahtvorschubgeschwindigkeit
- x
mit einer Stelle)
0,1 m/min x
Syner
gieabhän
gig
x x
Im Syner
giemodus
einstell
bar
bi23g
- 18 -

DE
Einstellungen Im Syner
Punktschweißdauer 0-25 s 0,1 s x
”Release pulse”**** AUS oder EIN x
*) Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab.
**) Minimaler Hintergrund- und Pulsstrom hängen vom verwendeten Maschinentyp ab.
***) Werkseitige Einstellung der Synergiekennlinie: Volldraht (Fe), Schutzgas CO
****) Wird im Konfigurationsmenü unter MIG/MAG-Grundeinstellungen festgelegt.
Einstellbereich
Einstellungs
stufe
Syner
gieabhän
gig
mit 1,2-mm-Draht.
2
giemodus
einstell
bar
4.1.4 MIG/MAG-Schweißen mit QSet
Hauptmenü ³ Verfahren ³ Verfahrensvariante
Einstellungen Einstellbereich Einstellungs
stufe
QSet -18 bis +18 1
Drahtvorschubgeschwindig
keit*
Drossel 0-100% 1
Reglertyp 1 - 12 1
Gasvorströmung 0,1-25 s 0,1 s
Kriechstart AUS oder EIN Puls am Prozessende 10 - 120% 1%
Drahtrückbrandzeit 0-1 s 0,01 s
Gasnachströmung 0,1-25 s 0,1 s
Einstellungsgrenzwerte 1-50 Messgrenzwerte 1-50 Punktschweißen AUS oder EIN Punktschweißdauer 0-25 s 0,1 s
0,8-30,0 m/min 0,1 m/min
*) Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab.
bi23g
- 19 -

DE
4.2 Funktionserklärungen für die Optionen
Spannung
Eine höhere Spannung vergrößert die Lichtbogenlänge und sorgt für einen
wärmeren und breiteren Schweißstrang.
Die Spannungseinstellung kann mit oder ohne Synergie vorgenommen werden. Im
Synergiemodus wird die Spannung als positive oder negative Abweichung von ihrer
Synergiekennlinie eingestellt. Ansonsten zählt als Spannungswert ein absoluter
Wert.
Die Spannungseinstellung wird im Mess-, Schweißdateneinstellungs- oder
Schnelleinstellungsmenü ausgeführt. Bei Nutzung eines Fernreglers kann die
Einstellung über diese vorgenommen werden.
Drahtvorschubgeschwindigkeit
Als Drahtvorschubgeschwindigkeit wird die Vorschubgeschwindigkeit (m/min) für
den Draht bezeichnet.
Die Einstellung der Drahtvorschubgeschwindigkeit wird im Mess-, Schweißdatenein
stellungs- oder Schnelleinstellungsmenü ausgeführt. Bei Nutzung eines Fernreglers
kann die Einstellung über diese vorgenommen werden.
Drossel
Eine höhere Drosselung verbreitert die Schweißnaht und verringert die Spritzmen
ge. Eine geringere Drosselung erzeugt ein stärkeres Geräusch sowie einen stabi
len und konzentrierten Lichtbogen.
Die Drosseleinstellung wird im Schweißdateneinstellungsmenü vorgenommen.
Gilt nur für das MIG/MAG-Schweißen mit Kurz-/Sprühbogen.
Reglertyp
Beeinflusst Kurzschlussverlauf und Wärme beim Schweißvorgang.
Diese Einstellung sollte nicht geändert werden.
Pulsstrom
Der höhere von zwei Stromwerten beim Pulsstrom.
Die Pulsstromeinstellung wird im Schweißdateneinstellungsmenü bei deaktivierter
Synergiefunktion ausgeführt.
Gilt nur für das MIG/MAG-Schweißen mit Puls.
Pulszeit
Zeit, die der Pulsstrom während einer Pulsperiode eingeschaltet ist.
Die Pulsstromeinstellung wird im Schweißdateneinstellungsmenü bei deaktivierter
Synergiefunktion ausgeführt.
Gilt nur für das MIG/MAG-Schweißen mit Puls.
bi23g
- 20 -
DE
Pulsfrequenz
Zeitvorgabe für den Grundstrom, die gemeinsam mit der Pulsstromzeit eine
Pulsperiode ausmacht.
Die Pulsfrequenzeinstellung wird im Schweißdateneinstellungsmenü bei deaktivierter
Synergiefunktion ausgeführt.
Gilt nur für das MIG/MAG-Schweißen mit Puls.
Grundstrom
Der niedrigere von zwei Stromwerten beim Pulsstrom.
Die Grundstromeinstellung wird im Schweißdateneinstellungsmenü bei deaktivierter
Synergiefunktion ausgeführt. Gilt nur für das MIG/MAG-Schweißen mit Puls.
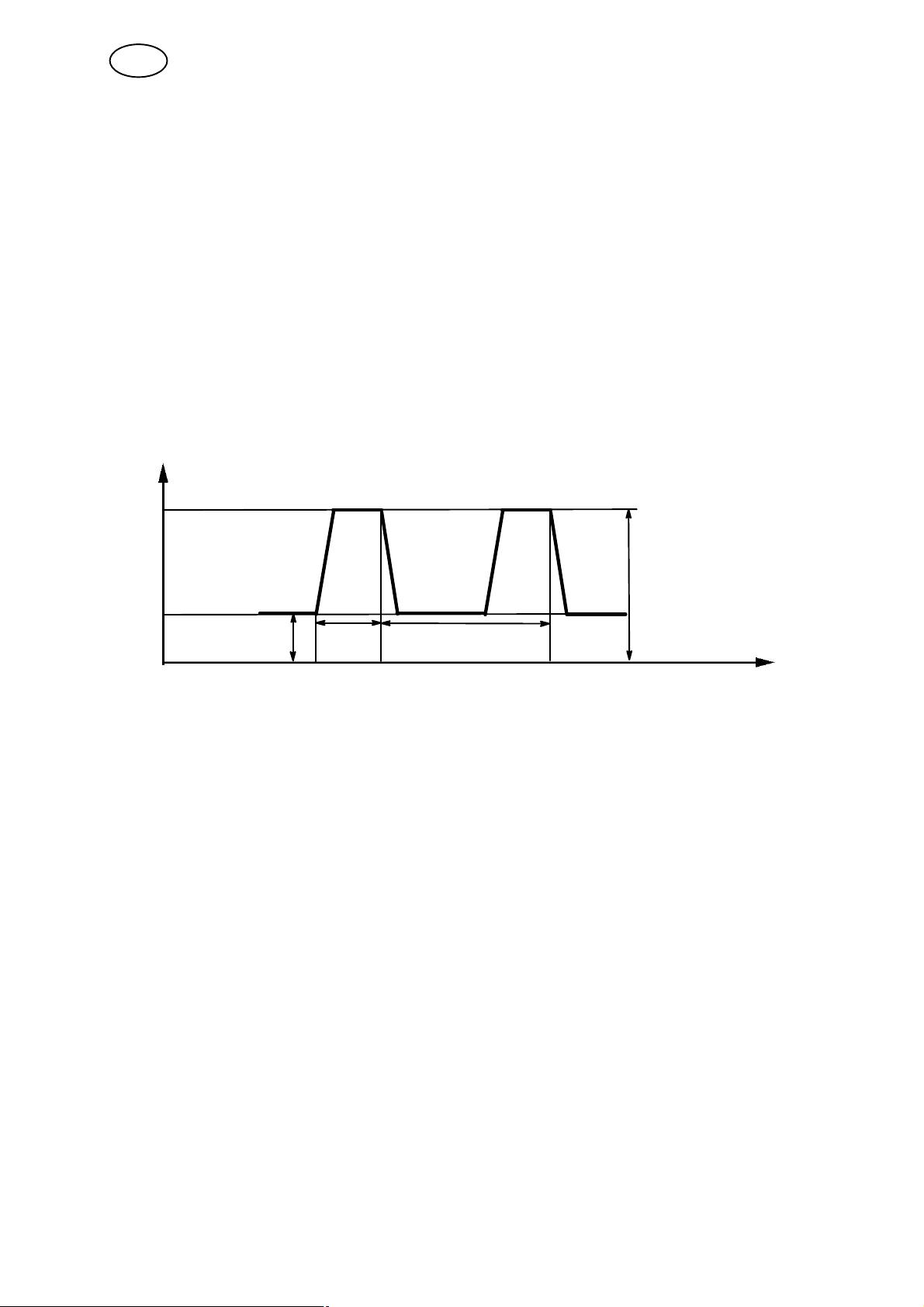
Strom
Pulsstrom
Grundstrom Puls
zeit
MIG/MAG-Schweißen mit Puls
Pulsperiodendauer
Zeit
Slope
Bei Slope (Anstieg) steigt bzw. sinkt der Pulsstrom allmählich bis zum eingestellten
Wert. Der Parameter Slope ist in neun Stufen einstellbar, wobei jede Stufe 100 μs
entspricht.
Der Anstieg wirkt sich auf das Geräusch aus. Ein steiler Anstieg bewirkt ein lauteres
und schärferes Geräusch. Ein zu schwacher Anstieg kann im ungünstigsten Fall
dazu führen, dass der Puls den Tropfen nicht ablösen kann.
Die Einstellung von Slope wird im Schweißdateneinstellungsmenü bei deaktivierter
Synergiefunktion ausgeführt.
Gilt nur für das MIG/MAG-Schweißen mit Puls.
Ka
Ka ist der proportionale Teil und entspricht der Reglerverstärkung. Durch einen
niedrigen Wert wird die Spannung nicht gleichermaßen exakt beibehalten.
Die Ka-Einstellung wird im Schweißdateneinstellungsmenü ! interne Konstanten bei
deaktivierter Synergiefunktion ausgeführt.
Gilt nur für das MIG/MAG-Schweißen mit Puls.
bi23g
- 21 -

DE
Ki
Ki ist der integrierende Teil, der auf längere Sicht eine Fehlerbehebung anstrebt.
Auch hier bewirkt ein niedriger Wert einen schwächeren Reglereffekt.
Die Ka-Einstellung wird im Schweißdateneinstellungsmenü ! interne Konstanten bei
deaktivierter Synergiefunktion ausgeführt.
Gilt nur für das MIG/MAG-Schweißen mit Puls.
Synergie
Jede Kombination aus Zusatzwerkstoff, Drahtdurchmesser und Gasmischung
erfordert ein besonderes Verhältnis zwischen Drahtvorschubgeschwindigkeit und
Spannung (Lichtbogenlänge), damit ein stabiler Lichtbogen erzeugt werden kann.
Die Spannung (Lichtbogenlänge) richtet sich automatisch nach der vorprogrammier
ten Synergiekennlinie, die ausgewählt wurde. Dadurch wird die Einstellung der
korrekten Schweißparameter enorm erleichtert. Das Verhältnis zwischen
Drahtvorschubgeschwindigkeit und den anderen Parametern wird als
Synergiekennlinie bezeichnet.
Draht- und Gaskombinationen gehen aus den Tabellen auf Seite 87 hervor.
Andere Synergieliniensets können ebenfalls bestellt werden. Ihre Installation muss
jedoch von einem speziell geschulten ESAB-Servicetechniker ausgeführt werden.
Hinweise zur Erstellung eigener Synergiekennlinien entnehmen Sie Kapitel 10.8.
Die Option Synergie wird im Schweißdateneinstellungsmenü aktiviert.
Phase
Bei dieser Funktion wird zwischen primär und sekundär ausgewählt.
In der Primärphase werden hohe und in der Sekundärphase niedrige Daten
angegeben.
Die Einstellungen werden genutzt, um zu bestimmen, ob Primär- oder
Sekundärdaten für eine Bearbeitung zur Verfügung stehen sollen. Die Einstellungen
entscheiden ebenfalls darüber, welche Daten per Mess- und Fernmodus geändert
werden. Die im Messmenü angezeigte Drahtvorschubgeschwindigkeit gibt Auskunft
über die Geschwindigkeit in der gewählten Phase. Spannung, Strom und
Schweißleistung basieren hingegen auf einer Messung in beiden Phasen.
In Primär- und Sekundärphase können unterschiedliche Synergiekennlinien gewählt
werden.
Die Einstellung der Primär- oder Sekundärphase wird unter MIG/MAG-Einstellung
(SET) vorgenommen, wenn SuperPulse aktiviert und Synergie deaktiviert ist.
Gasvorströmung
Mithilfe der Gasvorströmung wird angegeben, wie viel Zeit zwischen dem Ausströ
men des Schutzgases und dem Entzünden des Lichtbogens vergehen soll.
Die Gasvorströmung wird im Schweißdateneinstellungsmenü ! Startwerte
eingestellt.
bi23g
- 22 -

DE
Anschleichen
Beim Anschleichen wird der Draht mit 50% der eingestellten Geschwindigkeit vor
geschoben, bis ein elektrischer Kontakt mit dem Werkstück hergestellt wird.
Bei Hot start sind es 50% der Hot start-Zeit.
Der Kriechstart wird im Schweißdateneinstellungsmenü ! Startwerte eingestellt.
Hot start
Per Hot start werden Drahtvorschubgeschwindigkeit und Spannung in einem
vorgegebenen Zeitraum zu Beginn des Schweißverlaufs gesteigert. Damit wird in
erster Linie mehr Energie beim Schweißstart erzeugt, wodurch sich das Risiko für
Bindefehler am Anfang der Schweißnaht verringert.
Synergie – Hot start
Um beim Schweißstart mehr Energie bereitzustellen und ein Eindringen zu
gewährleisten, kann für eine bestimmte Zeit die Drahtvorschubgeschwindigkeit im
Vergleich zum aktuellen Wert erhöht werden. Die höhere Geschwindigkeit wird dabei
im Verhältnis zum normalen Geschwindigkeitswert angegeben. Der Zeitraum
beginnt, wenn der Lichtbogen gezündet wird. Er dauert so lange wie die eingestellte
Hot start-Zeit. Per Synergie wird die Drahtvorschubgeschwindigkeit um 2 m/min
gesteigert.
Synergie deaktiviert –Hot start
Beim Schweißen ohne Synergie ist die Spannung einstellbar.
Beim Schweißen ohne Synergie und mit Puls sind Spannung, Pulsstrom,
Hintergrundstrom und Frequenz einstellbar.
HINWEIS: Für Hot start-Drahtvorschub und Hot start-Spannung können negative
Werte angegeben werden. Diese Einstellung kann etwa bei hohen Schweißdaten
vorgenommen werden, um den Schweißstart durch ein anfängliches Anheben der
Schweißdaten gleichmäßig zu gestalten.
Die Hot start-Aktivierung wird im Mess- oder Schweißdateneinstellungsmenü !
Startwerte ausgeführt.
”Touch sense”
Das System erkennt, wenn zwischen Draht und Werkstück ein Kontakt besteht.
Die Touch Sense-Einstellung wird im Schweißdateneinstellungsmenü ! Startwerte
vorgenommen.
Gilt nur für das Roboterschweißen.
bi23g
- 23 -

DE
Kraterfüllen
Durch das Kraterfüllen können Wärme und Größe des Schweißbads beim
Schweißende kontrolliert gesenkt werden. So lassen sich Poren, Risse und
Kraterbildung an der Schweißnaht leichter vermeiden.
Beim Schweißen mit Puls ist es möglich, zwischen einem Kraterfüllen mit oder ohne
Puls zu wählen. Ein Kraterfüllen ohne Puls lässt sich am schnellsten ausführen. Ein
Kraterfüllen mit Puls nimmt mehr Zeit in Anspruch, sorgt jedoch bei Auswahl
geeigneter Werte für eine spritzfreie Kraterfüllung.
Synergie – Kraterfüllen
Im Synergiemodus sind Kraterfülldauer und Endwert der Drahtvorschubgeschwindig
keit für das Kraterfüllen mit und ohne Puls eingestellt. Spannung und Pulsparameter
werden mithilfe der Synergie auf ihre Endwerte abgesenkt.
Synergie deaktiviert – Kraterfüllen
Beim Schweißen ohne Synergie können die Einstellungen geändert werden, um zum
Ende des Kraterfüllens eine andere Lichtbogenlänge zu erhalten. Außerdem kann
eine Endzeit für die Kraterfüllung vorgegeben werden.
Beim Kraterfüllen ohne Puls ist der Endwert für die Spannung einstellbar. Beim
Kraterfüllen mit Puls ist der Endwert für Spannung, Pulsstrom, Grundstrom und
Frequenz einstellbar.
Die Endwerte für die Parameter müssen stets genauso groß oder höher als die
eingestellten Werte für das kontinuierliche Schweißen sein. Werden die
Einstellungen für das kontinuierliche Schweißen unter die vorgegebenen Endwerte
gesenkt, sinken damit auch die Endwerte. Die Endwerte für die Parameter werden
nicht automatisch wieder erhöht, wenn die Einstellungen für das kontinuierliche
Schweißen angehoben werden.
Beispiel:
Als Endwert für die Drahtvorschubgeschwindigkeit gelten 4 m/min und die
Drahtvorschubgeschwindigkeit wird auf 3,5 m/min gesenkt. Dadurch wird der
Endwert für die Drahtvorschubgeschwindigkeit ebenfalls auf 3,5 m/min verringert.
Der Endwert für die Drahtvorschubgeschwindigkeit bleibt bei 3,5 m/min, selbst wenn
die Drahtvorschubgeschwindigkeit erneut angehoben wird.
Die Aktivierung der Kraterfülldauer wird im Mess- oder Schweißdateneinstellungs
menü ! Stoppwerte ausgeführt.
Puls am Prozessende
Der Puls am Prozessende wird angefügt, damit sich beim Schweißende keine Kugel
am Draht bildet.
Gilt für das MIG/MAG-Schweißen mit Kurz-/Sprühbogen und kurzem Puls. Beim
Schweißen mit Puls wird das Schweißende mit einem Puls (Abschlusspuls)
synchronisiert. Dieser ist im Bereich 20-200% einstellbar.
Die Einstellung des Pulses am Prozessende wird im Schweißdateneinstellungsmenü
! Stoppwerte eingestellt.
bi23g
- 24 -

DE
Drahtrückbrandzeit
Als Drahtrückbrandzeit wird die Zeitspanne bezeichnet, die zwischen dem Brems
beginn des Drahts und dem Abschalten des Schweißstroms durch die Stromquelle
liegt. Eine zu kurze Drahtrückbrandzeit führt zu einem langen Drahtvorsprung nach
abgeschlossenem Schweißvorgang. Dabei besteht das Risiko, dass der Draht an
der Schmelze festfriert. Eine lange Drahtrückbrandzeit führt zu einem kürzeren
Vorsprung. Dadurch erhöht sich das Risiko, dass der Lichtbogen im Kontaktmund
stück brennt.
Die Drahtrückbrandzeit wird im Schweißdateneinstellungsmenü ! Stoppwerte
eingestellt.
”Release pulse”
Das System erkennt, ob der Draht am Werkstück haftet. In diesem Fall wird ein
Strompuls ausgegeben, der den Draht von der Unterlage löst.
Diese Funktion eignet sich insbesondere für das mechanisierte Schweißen und
Roboterschweißen, kann jedoch ebenfalls beim manuellen Schweißen eingesetzt
werden. Die Funktion wird nach abgelaufener Drahtrückbrandzeit aktiviert.
Die Einstellung wird im Konfigurationsmenü ! MIG/MAG-Grundeinstellungen
festgelegt.
Gasnachströmung
Mithilfe der Gasnachströmung wird angegeben, wie lange Schutzgas nach Aus
schalten des Lichtbogens ausströmen soll.
Die Gasnachströmung wird im Schweißdateneinstellungsmenü ! Stoppwerte
eingestellt.
Einstellungs- und Messgrenzwerte
Unter Grenzen wird eine Grenzwertnummer ausgewählt. Hinweise zur Einstellung
entnehmen Sie dem Kapitel 10.4 ”Grenzwerteinstellungen bearbeiten” und 10.5
”Messwerteinstellungen bearbeiten.
Die Grenzwerte werden im Schweißdateneinstellungsmenü aktiviert.
Punktschweißen
Das Punktschweißen wird verwendet, um dünne Bleche miteinander zu verbinden.
Hinweis: Es ist nicht möglich, die Schweißdauer durch Loslassen des
Pistolenkontakts zu verkürzen.
Aktivierung des Punktschweißens und Einstellung der Punktschweißdauer werden
im Schweißdateneinstellungsmenü vorgenommen.
QSet
Per QSet lassen sich Schweißparameter leichter einstellen. Weitere Informationen
entnehmen Sie dem Kapitel 4.4.
Die Einstellung des QSet-Werts wird im Schweißdateneinstellungsmenü für das
MIG/MAG-Verfahren und die Verfahrensmethode QSET vorgenommen.
bi23g
- 25 -

DE
4.3 SuperPulse
Hauptmenü ³ Verfahren ³ Verfahrensvariante
Mit der Verfahrensvariante SuperPulse lassen sich Schmelzbad und
Erstarrungsverlauf besser kontrollieren. Das Schmelzbad erstarrt teilweise zwischen
jedem Puls.
SuperPulse bietet folgende Vorzüge:
S Geringere Empfindlichkeit gegenüber Spaltänderungen
S Bessere Kontrolle des Schmelzbads beim Positionsschweißen
S Verbesserte Kontrolle von Eindringung und Eindringungsprofil
S Verringerte Empfindlichkeit bei ungleichmäßiger Wärmeableitung
SuperPulse kann als programmierter Wechsel zwischen zwei MIG/MAG-Einstellun
gen betrachtet werden. Die Zeitintervalle werden durch die primäre bzw. sekundäre
Phasenzeiteinstellung festgelegt.
Der Schweißvorgang beginnt stets mit der Primärphase. Bei Auswahl von Hot start
werden die Primärdaten sowie die Phasenzeit für die Primärdaten während der Hot
start-Zeit genutzt. Eine Kraterfüllung basiert stets auf Sekundärdaten. Wird während
der Primärphasenzeit ein Stoppbefehl ausgegeben, springt der Prozess direkt zu
den Sekundärdaten. Das Schweißende basiert auf Sekundärdaten.
4.3.1 Draht- und Gaskombinationen
Draht- und Gaskombinationen gehen aus den Tabellen auf Seite 87 hervor.
4.3.2 Verschiedene Pulsmethoden
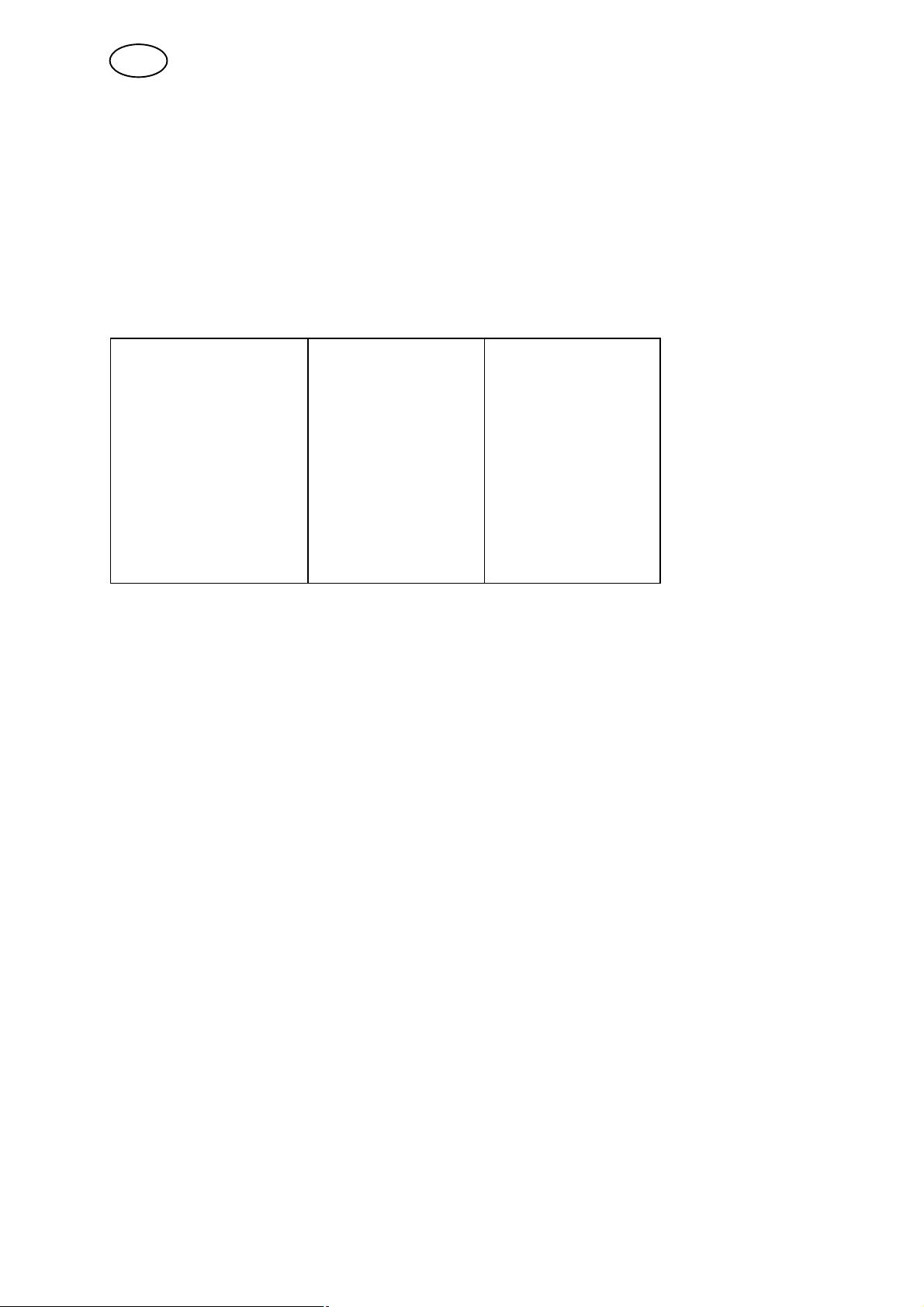
Im Folgenden wird deutlich, welche Pulsmethode je nach zu schweißender
Blechdicke genutzt werden kann.
Wärme
C
Sprühbogen in Primärphase
und Puls in Sekundärphase
B
Puls in Primärphase und
Puls in Sekundärphase
A
Puls in Primärphase und
Kurzbogen in Sekundärpha
se
Blechdicke
4.3.3 Drahtvorschubeinheit
Verwenden Sie bei SuperPulse-Schweißen ausschließlich Drahtvorschubeinheit
Feed 3004.
bi23g
- 26 -

DE
Vorsichtsmaßnahmen:
Bei der Nutzung von SuperPulse wird die Drahtvorschubeinheit stark belastet. Damit
ihre Betriebssicherheit nicht gefährdet wird, halten Sie die Grenzwerte im folgenden
Diagramm ein.
Unterschied in der Drahtvorschubgeschwindigkeit
n m/min
Zyklusdauer (s)
Die Kurven für 15 m/min bzw. 20 m/min gelten für die primäre Drahtvorschubge
schwindigkeit. Als Zyklusdauer gilt die Summe aus primärer und sekundärer
Phasenzeit.
Der Unterschied zwischen primärer und sekundärer Drahtvorschubgeschwindigkeit
darf nicht die Geschwindigkeit überschreiten, die durch die Kurven für die primäre
Drahtvorschubgeschwindigkeit angegeben wird.
Beispiel: Wenn die Zyklusdauer 0,25 s und die primäre Drahtvorschubgeschwindig
keit 15 m/min beträgt, darf der Unterschied zwischen primärer und sekundärer
Drahtvorschubgeschwindigkeit nicht 6 m/min überschreiten.
Schweißbeispiel A
In diesem Beispiel wird ein 10-mm-Blech mit einem 1,2-mm-Aluminiumdraht und
dem Schutzgas Argon geschweißt.
Nehmen Sie per Bedienkonsole folgende Einstellungen vor:
Verfahren SuperPulse SuperPulse
Phase Primär Sekundär
Verfahrensvariante Kurz/Sprüh Puls
Zusatzwerkstoff Al Mg Al Mg
Schutzgas Ar Ar
Drahtdurchmesser 1,2 mm 1,2 mm
Spannung (+1,0 V) (+3,0 V)
Drahtvorschubge
schwindigkeit
Phasenzeit 0,1 s 0,1 s
15,0 m/min 11,0 m/min
bi23g
- 27 -
DE
Primäre und sekundäre Phasenzeit: 0,1 s + 0,1 s = 0,2 s.
Der Unterschied für die Drahtvorschubgeschwindigkeit beträgt 15,0 m/min - 11,0
m/min = 4 m/min.
Schweißbeispiel B
In diesem Beispiel wird ein 6-mm-Blech mit einem 1,2-mm-Aluminiumdraht und
dem Schutzgas Argon geschweißt.
Nehmen Sie per Bedienkonsole folgende Einstellungen vor:
Verfahren SuperPulse SuperPulse
Phase Primär Sekundär
Verfahrensvariante Puls Puls
Zusatzwerkstoff Al Mg Al Mg
Schutzgas Ar Ar
Drahtdurchmesser 1,2 mm 1,2 mm
Spannung (+1,0 V) (+2,0 V)
Drahtvorschubge
schwindigkeit
Phasenzeit 0,15 s 0,15 s
12,5 m/min 9,0 m/min
Primäre und sekundäre Phasenzeit: 0,15 s + 0,15 s =0,3 s.
Der Unterschied für die Drahtvorschubgeschwindigkeit beträgt 12,5 m/min - 9,0
m/min = 3,5 m/min.
4.4 QSet
Hauptmenü ³ Verfahren ³ Verfahrensvariante
Per QSet lassen sich Schweißparameter leichter einstellen. Mithilfe der
Plus/Minus-Wählräder wird die Lichtbogenlänge schrittweise von -18 bis + 18 erhöht
oder verringert.
KURZBOGEN
Beim ersten Schweißstart mit einem neuen Draht- bzw. Gastyp legt QSet
automatisch alle erforderlichen Schweißparameter fest. Danach sind in QSet alle
Daten für einen optimalen Schweißvorgang gespeichert. Bei einer Änderung der
Drahtvorschubgeschwindigkeit wird die Spannung automatisch angeglichen.
SPRÜHBOGEN
Bei der Annäherung an einen Sprühbogenbereich muss der Wert für QSet erhöht
werden. Deaktivieren Sie die QSet-Funktion beim Schweißen mit einem
Sprühbogen. Es werden alle QSet-Einstellungen übernommen. Nur die Spannung
muss noch festgelegt werden.
Empfohlene Vorgehensweise: Führen Sie den ersten Schweißvorgang (6 s) mit
QSet auf einem Teststück aus, um alle korrekten Daten automatisch ermitteln zu
lassen.
bi23g
- 28 -

DE
5 E-HAND-SCHWEISSEN
Hauptmenü ³ Verfahren
Das E-HAND-Schweißen wird ebenfalls als Schweißen mit umhüllten Elektroden
bezeichnet. Wenn der Lichtbogen gezündet wird, schmilzt die Elektrode, wodurch die
Umhüllung eine schützende Schicht bildet.
In der Tabelle auf Seite 89 werden die Elektrodendurchmesser aufgeführt, die für
das E-HAND-Schweißen zur Auswahl stehen.
5.1 E-HAND-Schweißen GS
Einstellungen Einstellbereich Einstellungs
stufe
Strom* 16-650 A 1 A x
Arc Force 0-100% 1% x
Min. Stromfaktor 0-100% 1% x
Reglertyp 0-1 x
Synergie AUS oder EIN - - Hot start AUS oder EIN - x
Hot start-Dauer 1-30 1 x
Hot start-Amplitude % - x
Einstellungsgren
zwerte
Messgrenzwerte 0-50 1 - -
*) Der Maximalstrom hängt vom verwendeten Maschinentyp ab.
0-50 1 - -
Syner
gieabhän
gig
Im Syner
giemodus
einstell
bar
bi23g
- 29 -

DE
5.2 E-HAND-Schweißen WS
Einstellungen Einstellbereich Einstellungs
stufe
Strom* 16-650 A 1 A x
Arc Force 0-100% 1% x
Min. Stromfaktor 0-100% 1% x
Reglertyp 0-1 x
Synergie AUS oder EIN - - Hot start AUS oder EIN - x
Hot start-Dauer 1-30 x
Hot start-Amplitude % - x
Einstellungsgren
zwerte
Messgrenzwerte 0-50 1 - -
*) Der Maximalstrom hängt vom verwendeten Maschinentyp ab.
0-50 1 - -
Syner
gieabhän
gig
Im Syner
giemodus
einstell
bar
5.3 Funktionserklärungen für die Optionen
DC, Gleichstrom
Durch einen höheren Strom wird ein breiteres und tieferes Eindringen in das Werk
stück erreicht.
Die Stromeinstellung wird im Mess-, Schweißdateneinstellungs-, oder
Schnelleinstellungsmenü ausgeführt.
Stromnachregelung ”Arc Force”
Per Stromnachregelung ”Arc Force” wird gesteuert, wie sich der Strom bei einer
Änderung der Bogenlänge ändert. Ein niedrigerer Wert sorgt für einen ruhigeren
Lichtbogen mit geringerer Spritzmenge.
Die Arc Force-Einstellung (Stromnachregelung) wird im Schweißdateneinstellungs
menü bei deaktivierter Synergiefunktion ausgeführt.
Min. Stromfaktor
Diese Option wird beim Einsatz bestimmter Elektroden verwendet.
Diese Einstellung sollte nicht geändert werden.
Reglertyp
Beeinflusst Kurzschlussverlauf und Wärme beim Schweißvorgang.
Diese Einstellung sollte nicht geändert werden.
bi23g
- 30 -

DE
Synergie
Bei einer Nutzung von Synergie für das E-HAND-Schweißen optimiert die
Schweißstromquelle automatisch die Eigenschaften für den gewählten Elektrodentyp
und -durchmesser.
Die Synergie für das E-Hand-Schweißen wird im Schweißdateneinstellungsmenü
aktiviert.
Hotstart
Beim Hotstart wird für einen einstellbaren Zeitraum zu Beginn des Schweißvor
gangs der Schweißstrom erhöht. Dadurch verringert sich das Risiko für Bindefehler
am Anfang der Schweißnaht.
Die Option “Hot start“ für E-HAND wird im Schweißdateneinstellungsmenü aktiviert.
Einstellungs- und Messgrenzwerte
Unter Grenzen wird eine Grenzwertnummer ausgewählt. Hinweise zur Einstellung
entnehmen Sie dem Kapitel 10.4 ”Grenzwerteinstellungen bearbeiten” und 10.5
”Messwerteinstellungen bearbeiten.
Die Grenzwerte werden im Schweißdateneinstellungsmenü aktiviert.
bi23g
- 31 -
DE
6 WIG-SCHWEISSEN
Hauptmenü ³ Verfahren
WIG-Schweißen
Beim WIG-Schweißen schmilzt ein Lichtbogen das Werkstück mithilfe einer nichts
chmelzenden Wolframelektrode. Schmelze und Wolframelektrode werden per
Schutzgas geschützt.
Pulsstrom
Ein Puls wird eingesetzt, um Schmelzbad und Erstarrungsverlauf zu kontrollieren.
Die Pulsfrequenz wird so langsam festgelegt, dass die Schmelze zwischen jedem
Puls zumindest teilweise erstarren kann. Für die Pulseinstellung werden vier Para
meter benötigt: Pulsstrom, Pulszeit, Hintergrundstrom und Hintergrundzeit.
6.1 Optionen im Schweißdateneinstellungsmenü
6.1.1 WIG-Schweißen ohne Puls GS
Einstellungen Einstellbereich Einstellungs
stufe
HF/LiftArct HF oder LiftArc 2/4-Takt 2-Takt oder 4-Takt Strom* 4-500 A 1 A
”Slope up”-Zeit 0-25 s 0,1 s
”Slope down”-Zeit 0-25 s 0,1 s
Gasvorströmung 0-25 s 0,1 s
Gasnachströmung 0-25 s 0,1 s
Einstellungsgrenzwerte 0-50 1
Messgrenzwerte 0-50 1
*) Der Maximalstrom hängt vom verwendeten Maschinentyp ab.
bi23g
- 32 -

DE
6.1.2 WIG-Schweißen mit Puls GS
Einstellungen Einstellbereich Einstellungs
stufe
HF/LiftArct HF oder LiftArc 2/4-Takt 2-Takt oder 4-Takt Pulsstrom* 4-500 A 1 A
Grundstrom 4-500 A 1 A
Pulszeit 0,001-5 s 0,001 s
Grundstromzeit 0,001-5 s 0,001 s
”Slope up”-Zeit 0-25 s 0,1 s
”Slope down”-Zeit 0-25 s 0,1 s
Gasvorströmung 0-25 s 0,1 s
Gasnachströmung 0-25 s 0,1 s
Einstellungsgrenzwerte 0-50 1
Messgrenzwerte 0-50 1
*) Der Maximalstrom hängt vom verwendeten Maschinentyp ab.
6.1.3 WIG-Schweißen ohne Puls WS
Einstellungen Einstellbereich Einstellungs
stufe
HF/LiftArct HF oder LiftArc 2/4-Takt 2-Takt oder 4-Takt Strom* 4-500 A 1 A
”Slope up”-Zeit 0-25 s 0,1 s
”Slope down”-Zeit 0-25 s 0,1 s
Gasvorströmung 0-25 s 0,1 s
Gasnachströmung 0-25 s 0,1 s
Vorwärmung 0-100 1
Frequenz Hz ?
Balance % 1%
Offset A
Einstellungsgrenzwerte 0-50 1
Messgrenzwerte 0-50 1
*) Der Maximalstrom hängt vom verwendeten Maschinentyp ab.
bi23g
- 33 -

DE
6.2 Funktionserklärungen für die Optionen
HF
Bei der Hochfrequenzzündung wird der Lichtbogen von einem überspringenden
Funken gezündet, während sich die Elektrode in einem bestimmten Abstand zum
Werkstück befindet.
Die Option HF wird im Hauptmenü ! Zündung aktiviert.
LiftArct
Bei der LiftArct-Zündung wird der Lichtbogen gezündet, indem ein Kontakt zwi
schen Elektrode und Werkstück hergestellt und die Elektrode anschließend wieder
angehoben wird.
LiftArct-Zündung. In Schritt 1 wird eine Verbindung zwischen Elektrode und Werkstück hergestellt.
Beim Betätigen des Kontakts in Schritt 2 setzt ein niedriger Stromfluss ein. Der Lichtbogen wird in
Schritt 3 gezündet, indem der Schweißer die Elektrode vom Arbeitsstück abhebt. Daraufhin steigt
der Strom automatisch auf den eingestellten Wert.
LiftArct wird im Hauptmenü ³ Zündung aktiviert.
2-Takt
Gasvorströmung Slope
up
Funktionen bei 2-Takt-Bedienung des Brennerkontakts
Slope down Gasnachströ
mung
Im 2-Takt-Modus startet eine eventuelle Gasvorströmung, wenn der Kontakt des
WIG-Brenners betätigt (1) und der Lichtbogen gezündet wird. Im Anschluss daran
steigt der Strom auf den eingestellten Wert (evtl. mit Slope up). Durch Loslassen des
Kontakts (2) sinkt der Strom wieder (evtl. mit Slope down) und der Lichtbogen
erlischt. Daraufhin folgt eine eventuelle Gasnachströmung.
2-Takt wird im Hauptmenü ³ Voreinstellungsmodus oder im Messmenü aktiviert.
bi23g
- 34 -

DE
4-Takt
Gasvorströmung Slope
up
Funktionen bei 4-Takt-Bedienung des Brennerkontakts
Slope down Gasnachströ
mung
Im 4-Takt-Modus startet eine eventuelle Gasvorströmung, wenn der Kontakt betätigt
wird (1). Nach Ablauf der Gasvorströmzeit steigt der Druck auf Steuerniveau (einige
Ampere) und der Lichtbogen wird entzündet. Wenn der Kontakt losgelassen wird (2),
steigt der Strom auf den eingestellten Wert (evtl. mit Slope up). Wenn der Kontakt
nochmals gedrückt wird (3), sinkt der Strom erneut auf Steuerniveau (evtl. mit Slope
down). Durch erneutes Loslassen des Kontakts (4) erlischt der Lichtbogen und eine
eventuelle Gasnachströmung setzt ein.
4-Takt wird im Hauptmenü ³ Voreinstellungsmodus oder im Messmenü aktiviert.
Strom
Durch einen höheren Strom wird ein breiteres und tieferes Eindringen in das
Werkstück erreicht.
Die Stromeinstellung wird im Mess-, Schweißdateneinstellungs-, oder
Schnelleinstellungsmenü ausgeführt.
Gilt nur für das WIG-Schweißen mit konstantem Strom.
Pulsstrom
Der höhere von zwei Stromwerten beim Pulsstrom. Beim Schweißen mit Puls werden
ebenfalls Slope up und Slope down gepulst.
Die Option Pulsstrom wird im Schweißdateneinstellungsmenü konfiguriert.
Gilt nur für das WIG-Schweißen mit Puls.
Grundstrom
Der niedrigere von zwei Stromwerten beim Pulsstrom.
Die Option Grundstrom wird im Schweißdateneinstellungsmenü konfiguriert.
Gilt nur für das WIG-Schweißen mit Puls.
Pulszeit
Zeit, die der Pulsstrom während einer Pulsperiode eingeschaltet ist.
Die Option Pulszeit wird im Schweißdateneinstellungsmenü konfiguriert.
Gilt nur für das WIG-Schweißen mit Puls.
bi23g
- 35 -

DE
Grundstromzeit
Zeitvorgabe für den Grundstrom, die gemeinsam mit der Pulsstromzeit eine
Pulsperiode ausmacht.
Die Option Grundstromzeit wird im Schweißdateneinstellungsmenü konfiguriert.
Gilt nur für das WIG-Schweißen mit Puls.
Strom
Grundstromzeit
Pulsstrom
Grundstrom Pulszeit
Zeit
WIG-Schweißen mit Puls
Stromanstieg “Slope up “
Beim Stromanstieg steigt der Strom beim Zünden des WIG-Lichtbogens allmählich
auf den eingestellten Wert. Dadurch wird eine schonendere Erwärmung der Elek
trode erzielt und der Schweißer ist in der Lage, die Elektrode vor Erreichen des
vorgegebenen Schweißstroms auszurichten.
Die Option Slope up wird im Schweißdateneinstellungsmenü konfiguriert.
Stromabsenkung “Slope down”
Beim WIG-Schweißen wird die Stromabsenkung verwendet, um Kraterrisse zum
Abschluss des Schweißvorgangs zu verhindern. Dabei nimmt der Strom im Rah
men einer vorgegebenen Zeitspanne allmählich ab.
Die Option Slope down wird im Schweißdateneinstellungsmenü konfiguriert.
Gasvorströmung
Mithilfe der Gasvorströmung wird angegeben, wie viel Zeit zwischen dem Ausströ
men des Schutzgases und dem Entzünden des Lichtbogens vergehen soll.
Die Option Gasvorströmung wird im Schweißdateneinstellungsmenü konfiguriert.
Gasnachströmung
Mithilfe der Gasnachströmung wird angegeben, wie lange Schutzgas nach Aus
schalten des Lichtbogens ausströmen soll.
Die Option Gasnachströmung wird im Schweißdateneinstellungsmenü konfiguriert.
bi23g
- 36 -

DE
Vorwärmung
Wolframelektrode
Ø Farbe Typ Ar Ar + 30% He
1,6 Grün WP - -
1,6 Grün WP 30 35
1,6 Gold WL15 20 20
1,6 Gold WL15 30 35
2,4 Grün WP 45 -
2,4 Grün WP 55 60
2,4 Gold WL15 40 40
2,4 Gold WL15 45 50
3,2 Grün WP 55 -
3,2 Grün WP 65 65
3,2 Gold WL15 60 60
Einstellwert
Schutzgas
3,2 Gold WL15 70 70
4,0 Grün WP 70 75
4,0 Grün WP 80 85
4,0 Gold WL15 65 65
4,0 Gold WL15 70 75
WP = Reine Wolframelektrode WL15 = Lanthanlegierte Wolframelektrode
Die Option Elektrodenvorwärmung wird im Schweißdateneinstellungsmenü
konfiguriert.
Gilt nur für das WIG-Schweißen mit WS.
Frequenz
Eine niedrigere Frequenz (Wechselstromfrequenz) überträgt mehr Wärme zum
Werkstück und sorgt für einen breiteren Schweißstrang.
Eine höhere Frequenz bewirkt einen schmaleren Lichtbogen mit höherer Strom
nachregelung (schmalerer Schweißstrang).
Die Option Gasnachströmung wird im Schweißdateneinstellungsmenü konfiguriert.
Gilt nur für das WIG-Schweißen mit WS.
bi23g
- 37 -

DE
Balance
Einstellung der Balance zwischen positiver (+) und negativer (-) Elektrodenhalbpe
riode beim Wechselstromschweißen (AC).
Ein niedrigerer Balancewert sorgt für mehr Wärme an der Elektrode und eine ver
besserte Oxydauflösung am Werkstück.
Ein höherer Balancewert sorgt für mehr Wärme am Werkstück und ein stärkeres
Eindringen.
Die Option Balance wird im Schweißdateneinstellungsmenü konfiguriert.
Gilt nur für das WIG-Schweißen mit WS.
Offset
Mit dieser Funktion wird der Nullwert angehoben oder gesenkt.
Durch einen angehobenen Nullwert wird das Werkstück wärmer und es lässt sich ein
besseres Eindringen erzielen.
Durch einen gesenkten Nullwert wird die Elektrode wärmer und es findet ein
geringeres Eindringen statt.
Die Option Offset wird im Schweißdateneinstellungsmenü konfiguriert.
Gilt nur für das WIG-Schweißen mit WS.
6.3 Erklärung weiterer Funktionen
Gasspülung
Die Gasspülung wird beim Messen des Gasflusses oder zum Reinigen der Gas
schläuche von eventuell vorhandener Luft oder Feuchtigkeit vor Beginn des
Schweißens eingesetzt. Die Gasspülung dauert so lange an, wie die Taste ge
drückt wird. Die Funktion wird ohne Aktivierung von Spannung oder Drahtvorschub
ausgeführt.
Die Option Gastest wird im Messmenü aktiviert.
bi23g
- 38 -

DE
7 FUGENHOBELN
Hauptmenü ³ Verfahren
Beim Fugenhobeln kommt eine spezielle Elektrode zum Einsatz, die aus einem
kupferumhüllten Kohlestab besteht.
Zwischen Kohlestab und Werkstück bildet sich ein Lichtbogen, der das Material
schmilzt. Luft wird zugeführt, um das geschmolzene Material wegzublasen.
Beim Fugenhobeln stehen folgende Elektrodendurchmesser zur Auswahl: 4,0; 5,0;
6,0; 8,0; 10 und 13 mm.
Das Fugenhobeln wird für Stromquellen unter 400 A nicht empfohlen.
7.1 Optionen im Schweißdateneinstellungsmenü
Einstellungen Einstellbereich Einstel
lungsstu
fe
Spannung 8-60 V 1 V x x
Synergie* AUS oder EIN - - Drossel 0-100% x
Reglertyp 1-12 1 x
*) Werkseitige Einstellung der Synergiekennlinie: 5,0-mm-Elektrode (Kohlestab).
Syner
gieabhän
gig
Im Syner
giemodus
einstell
bar
7.2 Funktionserklärungen
Spannung
Durch eine höhere Spannung wird ein breiteres und tieferes Eindringen in das
Werkstück erreicht.
Die Spannungseinstellung wird im Mess-, Schweißdateneinstellungs- oder
Schnelleinstellungsmenü ausgeführt.
Drossel
HINWEIS: Diese Einstellung sollte nicht geändert werden.
Reglertyp
Beeinflusst Kurzschlussverlauf und Wärme beim Schweißvorgang.
Diese Einstellung sollte nicht geändert werden.
bi23g
- 39 -

DE
8 SPEICHERVERWALTUNG
8.1 Funktionsweise der Bedienkonsole
Die Bedienkonsole setzt sich aus zwei Komponenten zusammen: Arbeitsspeicher
und Schweißdatenspeicher.
Speichern
Arbeitsspeicher Schweißdatenspeicher
Aufrufen
Im Arbeitsspeicher wird ein kompletter Satz mit Schweißdateneinstellungen erstellt,
der im Schweißdatenspeicher abgelegt werden kann.
Schweißverfahren werden stets durch den Inhalt des Arbeitsspeichers gesteuert.
Daher ist es ebenfalls möglich, eine Schweißdatenkonfiguration vom Schweißdatenin den Arbeitsspeicher zu übertragen.
Beachten Sie, dass der Arbeitsspeicher stets die zuletzt eingegebenen
Schweißdateneinstellungen enthält. Dabei kann es sich um Daten handeln, die aus
dem Schweißdatenspeicher abgerufen oder individuell geändert wurden. Der
Arbeitsspeicher wird demnach niemals geleert oder zurückgesetzt.
Hauptmenü ³ Speicher ³ Schweißdatenspeicher
MIG/MAG
PROCESS MIG/MAG
METHOD SHORT/SPRAY
WIRE TYPE Fe
SHIELDING GAS Ar+8%CO2
WIRE DIAMETER 1.2 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
In der Bedienkonsole können bis zu 255 Schweißdatensätze abgelegt werden.
Jedem Datensatz wird eine Zahl von 1 bis 255 zugewiesen.
Datensätze können ebenfalls gelöscht und kopiert oder aus dem Arbeitsspeicher
aufgerufen werden.
Das folgende Beispiel veranschaulicht, wie Datensätze gespeichert, aufgerufen,
kopiert und gelöscht werden.
bi23g
- 40 -

DE
8.2 Speichern
Bei einem leeren Schweißdatenspeicher erscheint folgende Anzeige auf dem
Display.
WELD DATA MEMORY
Nun soll ein Schweißda
tensatz gespeichert
werden. Ihm soll
Speicherposition 5
zugewiesen werden.
Drücken Sie SPEICH.
(STORE).
angezeigt. Drehen Sie an
einem der Drehknöpfe bis
Position 5 angezeigt wird.
Drücken Sie auf
SPEICHERN (STORE).
Position 1 wird
STORE
QUIT
WELD DATA MEMORY
Markieren Sie mit
5 -
einem der Wählräder
Zeile 5. Drücken Sie
SPEICH. (STORE).
STORE
Folgende Anzeige erscheint auf dem Display.
WELD DATA MEMORY
Der eingestellte
5 - (TIG)
Schweißdatensatz
wurde in Zeile 5
abgelegt.
QUIT
TIG HF-START
100 AMP
STORE RECALL
DELETE
2ND
FUNCT QUIT
Ganz unten auf dem Display werden Teile des Inhalts von Datensatz 5 angezeigt.
bi23g
- 41 -

DE
8.3 Aufrufen
Nun soll ein gespeicherter Datensatz aufgerufen werden.
WELD DATA MEMORY
Markieren Sie mit
einem der Wählräder
eine Zeile. Drücken Sie
WIEDERAUFRUFEN
(RECALL).
Drücken Sie JA (YES),
um das Aufrufen von
Datensatz 5 zu
bestätigen.
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
NO YES
Dieses Symbol im Messmenü zeigt die aufgerufene Speicherpositionsnummer
an.
bi23g
- 42 -

DE
8.4 Löschen
Im Speichermenü können Sie einen oder mehrere Datensätze löschen.
Nun soll der Datensatz gelöscht werden, den wir zuvor gespeichert haben.
WELD DATA MEMORY
Markieren Sie den
Datensatz. Drücken Sie
LÖSCHEN (DELETE).
Drücken Sie JA (YES),
um den Löschvorgang
bestätigen.
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
Mit der Taste NEIN (NO) gelangen Sie zurück zum Speichermenü.
- 43 -
bi23g
NO YES
DE
8.5 Kopieren
So kopieren Sie den Inhalt eines Schweißdatensatzes in eine neue Speicherposition:
WELD DATA MEMORY
Markieren Sie die zu
kopierende Speicher
position und drücken
Sie ANDERE FUNKT.
(2ND FUNCT).
Drücken Sie KOPIE
REN (COPY).
5 - (TIG)
STORE RECALL
WELD DATA MEMORY
5 - (TIG)
TIG HF-START
100 AMP
DELETE
2ND
FUNCT QUIT
TIG HF-START
100 AMP
COPY
EDIT
2ND
FUNCT QUIT
Nun soll der Inhalt von Speicherposition 5 in Position 50 kopiert werden.
Bewegen Sie den Cursor mit einem Wählrad zur gewählten Speicherposition, in
diesem Fall Position 50.
bi23g
- 44 -
DE
WELD DATA MEMORY
Drücken Sie JA (YES).
50 -
COPY
DATA SET 5 TO POSITION: 50
Damit wurde Schweißdatensatz 5 in Speicherposition 50 kopiert.
Mit ENDE (QUIT) kehren Sie zum Speichermenü zurück.
8.6 Ändern
So ändern Sie den Inhalt eines Schweißdatensatzes:
NO YES
Markieren Sie die zu
ändernde Speicherpo
sition und drücken Sie
ANDERE FUNKT.
(2ND FUNCT).
Drücken Sie anschlie
ßend BEARB. (EDIT).
WELD DATA MEMORY
5 - (TIG)
COPY
TIG HF-START
100 AMP
EDIT
2ND
FUNCT QUIT
bi23g
- 45 -

DE
Es erscheint ein Teil des Hauptmenüs sowie das Symbol , das den
Bearbeitungsmodus kennzeichnet.
TIG
Markieren Sie die zu
ändernde Einstellung
und drücken Sie
ENTER. Wählen Sie
einen Eintrag aus der
Liste aus und drücken
Sie ENTER.
Drücken Sie EINST.
(SET), um SCHWEISS
DATENEINSTELLUNG
(WELD DATA
SETTING) aufzurufen.
Markieren Sie die zu
ändernden Werte und
passen Sie diese per
Plus/Minus-Wählrad
an. Beenden Sie den
Vorgang mit ENDE
(QUIT).
START METHOD HF-START
GUN TRIGGER MODE 4-STROKE
TIG HF-START
100 AMP
SET
WELD DATA SETTING
CURRENT 100 A
SLOPE UP TIME 0.0 S
SLOPE DOWN TIME 2.0 S
GAS PREFLOW 0.5 S
GAS POSTFLOW 5.0 S
SETTING LIMITS MEASURE LIMITS -
EDIT DESCRIPTION ....
QUIT
GAS
PURGE
4-
STROKE
REM QUIT
Die Einstellungen für Schweißdatensatz 5 wurden geändert und gespeichert.
bi23g
- 46 -

DE
8.7 Benennen
So weisen Sie einem gespeicherten Schweißdatensatz einen Namen zu:
WELD DATA MEMORY
Markieren Sie die zu
benennende Speicher
position und drücken
Sie ANDERE FUNKT.
(2ND FUNCT).
Drücken Sie anschlie
ßend BEARB. (EDIT).
Drücken Sie EINST.
(SET), um SCHWEISS
DATENEINSTELLUNG
(WELD DATA
SETTING) aufzurufen.
Markieren Sie EDIT
DESCRIPTION (EDIT
DESCRIPTION).
Drücken Sie .
5 - (TIG)
TIG HF-START
100 AMP
COPY
WELD DATA SETTING
CURRENT 100 A
SLOPE UP TIME 0.0 S
SLOPE DOWN TIME 2.0 S
GAS PREFLOW 0.5 S
GAS POSTFLOW 5.0 S
SETTING LIMITS MEASURE LIMITS -
EDIT DESCRIPTION ....
EDIT
2ND
FUNCT QUIT
GAS
PURGE
4-
STROKE
REM QUIT
Hier kann eine Tastatur aufgerufen werden, die sich wie folgt bedienen lässt:
S Bewegen Sie den Cursor mithilfe des
linken Wählrads und der Pfeiltasten
zum gewünschten Tastaturzeichen.
Drücken Sie ENTER. Auf diese
Weise können Sie eine komplette
Zeichenfolge mit maximal 40 Zeichen
eingeben.
S Drücken Sie zum Speichern FERTIG
(DONE). Der selbst vergebene Name
erscheint nun in der Liste.
bi23g
- 47 -

DE
9 KONFIGURATIONSMENÜ
Hauptmenü ³ Konfigurationsmenü
Dieses Menü enthält folgende Untermenüs:
S Sprache, siehe Kapitel „Erster Schritt – Sprachauswahl“ 2.4
S Sicherheitsfunktion, siehe Kapitel 9.1
S Fernregler, siehe Kapitel 9.2
S MIG/MAG-Grundeinstellungen, siehe Kapitel 9.3
S E-HAND-Grundeinstellungen, siehe Kapitel 9.4
S Schnellmodus Funktionstaste, siehe Kapitel 9.5
S Zwei Startsignal Quelle, siehe Kapitel 9.6
S Panel + Fernregler aktiv, siehe Kapitel 9.7
S Automatisches Speichern, siehe Kapitel 9.8
S Trigger Welddata Switch, siehe Kapitel 9.2
S Mehrfach Drahtvorschubgeräte, siehe Kapitel 9.10
S Dokumentationsfunktion, siehe Kapitel 9.2
S Service, siehe Kapitel 9.12
S Längeneinheit, siehe Kapitel 9.13
S Messwertfrequenz, siehe Kapitel 9.14
9.1 Sicherheitsfunktion
Hauptmenü ³ Konfigurationsmenü ³ Sicherheitsfunktion
Wenn Sie sich bei aktivierter Sicherheitsfunktion im Messmenü, Fernmodus oder
Schnelleinstellungsmenü befinden, ist ein Passwort erforderlich, um das jeweilige
Menü verlassen zu können.
CODE LOCK
LOCK STATUS OFF
SET/CHANGE LOCK CODE
QUIT
Die Sicherheitsfunktion wird im Konfigurationsmenü aktiviert.
bi23g
- 48 -

DE
9.1.1 Status Zugangsschutz
Im Zugangsschutzmodus kann die Sicherheitsfunktion aktiviert/deaktiviert werden,
ohne dass bei einer Deaktivierung das vorhandene Passwort geändert werden
muss. Wenn kein Zugangscode gespeichert ist und Sie versuchen, die
Sicherheitsfunktion zu aktivieren, erscheint die Tastatur zur Eingabe eines neuen
Zugangscodes.
Zugangsschutz verlassen
Wenn Sie sich im Mess- oder Schnelleinstellungsmenü befinden und die
Sicherheitsfunktion deaktiviert ist, können Sie die Menüs ungehindert verlassen,
indem Sie die ENDE- (QUIT) oder MENÜ-Taste drücken und somit das Hauptmenü
aufrufen.
Wenn Sie versuchen, das Menü bei aktiviertem Zugangsschutz zu verlassen,
erscheint folgende Anzeige, die vor der Sicherheitsfunktion warnt.
FÜR ZUGANGSCODE ENTER DRÜCKEN
PRESS ENTER TO
LOCK CODE...
Durch Drücken von ENDE (QUIT) gelangen Sie zurück zum vorherigen Menü. Durch
Drücken von ENTER gelangen Sie zur Passworteingabe.
Hier steht Ihnen eine Tastatur zur Verfügung, mit der Sie den Zugangscode
eintragen können. Drücken Sie nach jeder Eingabe ENTER und bestätigen Sie den
Code mit FERTIG (DONE).
Daraufhin erscheint folgendes Textfeld:
EINHEIT ENTRIEGELT!
UNIT UNLOCKED!
Bei Eingabe eines falschen Codes erscheint eine Fehlermeldung, die die
Möglichkeiten bietet, den Versuch zu wiederholen oder zum ursprünglichen Menü
zurückzukehren (also zum Mess- oder Schnelleinstellungsmenü).
Bei korrektem Code werden alle Sperren für andere Menüs aufgehoben. Die
Sicherheitsfunktion ist jedoch weiterhin aktiviert. Dadurch kann der Benutzer das
Mess- oder Schnelleinstellungsmenü vorübergehend verlassen, ohne beim erneuten
Aufrufen der Menüs den Zustand der Sicherheitsfunktion zu ändern.
9.1.2 Zugangscode eingeben
Unter ZUGANGSCODE EINGEBEN können Sie einen vorhandenen Zugangscode
ändern oder einen neuen eintragen. Ein Zugangscode kann bis zu 16 beliebige
Buchstaben oder Zahlen enthalten.
bi23g
- 49 -
DE
9.2 Fernregler
Hauptmenü ³ Konfigurationsmenü ³ Fernregler
Fernregler, die nicht per CAN-Bus verbunden sind, müssen über einen
Fernregleradapter angeschlossen werden. Die Verfahrensvariante SuperPulse wird
von dieser Funktion nicht unterstützt.
Aktivieren Sie nach dem Anschließen den Fernregler im Messmenü mit der Taste
FERN.
9.2.1 Vergiss Änderung
MIG/MAG REMOTE CONTROLS
Bewegen Sie den
Cursor zur Zeile
SPRACHE FERNREG
LER (REMOTE
CONTROLS). Drücken
Sie ENTER, um eine
Liste mit Optionen
aufzurufen.
FORGET OVERRIDE ON
DIGITAL OP 5-PROG
ANALOG 1 WIRE SPEED
-MIN 0.8
-MAX 25.0
ANALOG 2 VOLTAGE
-MIN -10
-MAX +10
QUIT
Wenn die Funktion VERGISS ÄNDERUNG (FORGET OVERRIDE) auf EIN (ON)
gestellt ist, wird vor jedem neuen Schweißstart automatisch der letzte
Speicherzustand aufgerufen. Dadurch werden alle vorgenommenen Schweißdate
neinstellungen während des letzten Schweißvorgangs ignoriert.
9.2.2 Konfiguration für digitalen Fernregler
Ohne Fernregleradapter
Bei Anschluss eines CAN-basierten Fernreglers erfolgt eine automatische
Konfiguration für DIGITALE ANSTEUERUNG (DIGITAL OP).
Mit Fernregleradapter
Geben Sie bei Verwendung eines digitalen Fernreglers den genutzten Fernreglertyp
an.
Wenn Sie den Cursor in die Zeile DIGITALE ANSTEUERUNG bewegen und ENTER
drücken, erscheint eine Liste mit wählbaren Optionen.
BINARY CODED
10-PROGR
S Einheit mit 32 Programmen BINÄR (BINARY CODED)
S Einheit mit 10 Programmen * 10-PROG (10-PROGR)
* oder Schweißpistole mit RS3-Programmwahl
bi23g
- 50 -

DE
9.2.3 Konfiguration für analogen Fernregler
Ohne Fernregleradapter
Bei Anschluss eines CAN-basierten Fernreglers erfolgt eine automatische
Konfiguration für ANALOG 1 und ANALOG 2. Die Konfiguration kann nicht geändert
werden.
Mit Fernregleradapter
Bei Verwendung eines analogen Fernreglers können Sie in der Bedienkonsole
angeben, welches oder welche (maximal 2) Potenziometer verwendet werden
soll(en).
Die Potenziometer werden in der Bedienkonsole mit ANALOG 1 und ANALOG 2
bezeichnet und verweisen auf den jeweiligen Parameter im Schweißprozess, z.B.
Spannung (ANALOG 1) und Drahtvorschub (ANALOG 2) beim MIG/MAG-Schwei
ßen.
Wenn Sie den Cursor in die Zeile ANALOG 1 bewegen
und ENTER drücken, erscheint eine Liste.
NONE
WIRE SPEED
Sie können festlegen, ob das Potenziometer ANALOG 1 genutzt werden soll.
Wählen Sie dazu DRAHTVORSCHUB (WIRE SPEED) aus. Andernfalls wählen Sie
KEIN (NONE) aus.
Wählen Sie die Zeile DRAHTVORSCHUB (WIRE SPEED) aus und drücken Sie
ENTER.
Wenn Sie den Cursor in die Zeile ANALOG 2 bewegen
und ENTER drücken, erscheint eine Liste.
NONE
VOLTAGE
Sie können festlegen, ob das Potenziometer ANALOG 2 genutzt werden soll.
Wählen Sie dazu SPANNUNG (VOLTAGE) aus. Andernfalls wählen Sie KEIN
(NONE) aus.
Wählen Sie die Zeile SPANNUNG (VOLTAGE) aus und drücken Sie ENTER.
Die gesamte Fernreglerkonfiguration gilt für alle eventuell angeschlossenen
Drahtvorschubeinheiten. Eine Deaktivierung von ANALOG 1 gilt für beide
Drahtvorschubeinheiten, wenn doppelte Drahtvorschubeinheiten zum Einsatz
kommen.
9.2.4 Bereich am Eingang
Es lässt sich der Regelbereich für das oder die verwendeten Potenziometer
vorgeben. Geben Sie dazu mithilfe der Plus/Minus-Wählräder an der Bedienkonsole
einen Minimal- und Maximalwert an.
Beachten Sie, dass Sie verschiedene Spannungsgrenzen für das Schweißen mit
bzw. ohne Synergie einstellen können. Die Spannungseinstellung beim Schweißen
mit Synergie stellt eine Abweichung (plus oder minus) vom Synergiewert dar. Beim
Schweißen ohne Synergie gilt der Spannungswert als absoluter Wert. Der
eingestellte Wert gilt für das Schweißen mit Synergie, wenn Sie sich im
Synergiemodus befinden. Befinden Sie sich nicht im Synergiemodus, gilt Ihre
bi23g
- 51 -

DE
Eingabe als Absolutwert.
Daneben existieren ebenfalls unterschiedliche Spannungsregelungsgrenzen für
Kurz-/Sprühbogen und Puls beim Schweißen ohne Synergie.
Wert nach Reset
Mit Synergie: Kurz/Sprüh und Puls min. -10 V max. 10 V
Ohne Synergie: Kurz/Sprüh min. 8 V max. 60 V
Ohne Synergie: Puls min. 8 V max. 50 V
9.3 MIG/MAG-Grundeinstellungen
Hauptmenü ³ Konfigurationsmenü ³ MIG/MAG-Grundeinstellungen
In diesem Menü sind folgende Einstellungen möglich:
S Voreinstellung 2/4-Takt
S 4-Takt Einstellungen
S Funktionen zuweisen
S Pulsspannung messen
S AVC-Vorschubeinheit
S ”Release pulse”
9.3.1 Voreinstellung 2/4-Takt
2-Takt
Gasvorströ
mung
Funktionen bei 2-Takt-Bedienung des Pistolenkontakts
Hot
start
Schwei
ßen
Krater
füllung
Gasnachströmung
Im 2-Takt-Modus startet eine eventuelle Gasvorströmung, wenn der Pistolenkontakt
betätigt wird (1). Daraufhin beginnt das Schweißverfahren. Durch Loslassen des
Kontakts (2) findet eine eventuelle Kraterfüllung statt. Der Schweißvorgang wird
abgebrochen und eine eventuelle Gasnachströmung setzt ein.
Hinweis: Durch erneutes Betätigen des Pistolenkontakts während der Kraterfüllung
lässt sich der Schweißvorgang mit den Enddaten der Kraterfüllung um eine beliebige
Zeitdauer verlängern (gestrichelte Linie). Die Kraterfüllung kann ebenfalls
abgebrochen werden, indem der Kontakt schnell erneut gedrückt und während der
laufenden Kraterfüllung losgelassen wird.
2-Takt wird im Mess- oder Konfigurationsmenü bzw. per Funktionstaste im
Messmenü aktiviert.
bi23g
- 52 -

DE
4-Takt
Für den 4-Takt-Betrieb existieren drei Start- und zwei Stoppmodi. Hier kommen
Start- und Stoppmodus 1 zur Anwendung. Bei einem Reset wird Modus 1
ausgewählt. Siehe Kapitel 9.3.2 ”4-Takt Einstellungen”.
Gasvorströ
mung
Funktionen bei 4-Takt-Bedienung des Pistolenkontakts
Hot
start
Schwei
ßen
Kraterfül
lung
Gasnachströmung
Im 4-Takt-Modus startet die Gasvorströmung, wenn der Pistolenkontakt betätigt
wird (1). Wenn der Pistolenkontakt losgelassen wird (2), startet das Schweißverfah
ren. Durch erneutes Drücken des Kontakts (3) wird eine eventuelle Kraterfüllung
ausgelöst. Die Schweißdaten werden auf einen geringeren Wert abgesenkt. Durch
Loslassen des Pistolenkontakts (4) wird das Schweißen abgebrochen und eine
eventuelle Gasnachströmung setzt ein.
Hinweis: Die Kraterfüllung wird beendet, wenn der Pistolenkontakt losgelassen wird.
Wenn der Kontakt stattdessen über eine längere Zeit gedrückt wird, wird der
Schweißvorgang mit den Enddaten der Kraterfüllung fortgesetzt (gestrichelte Linie).
4-Takt wird im Mess- oder Konfigurationsmenü bzw. per Funktionstaste im
Messmenü aktiviert.
9.3.2 4-Takt Einstellungen
Mit den 4-Takt Einstellungen können unterschiedliche Funktionen für 4-Takt-Start
und -Stopp festgelegt werden.
Startmodus
S Kontaktgesteuerte (auslösergesteuerte) Gasvorströmung, siehe Kapitel 9.3.1
”4-Takt”
S Zeitgesteuerte Gasvorströmung
Gasfluss
Drahtvorschub
Gasvorströmung Schweißen
bi23g
- 53 -

DE
Drücken Sie den Pistolenkontakt (1). Daraufhin startet die Gasvorströmung und nach
der eingestellten Gasvorströmungsdauer beginnt das Schweißverfahren. Lassen Sie
den Pistolenkontakt (2) los.
S Kontaktgesteuerter (auslösergesteuerter) Hot start
Gasfluss
Drahtvorschub
Gasvorströmung Hot start Schweißen
Drücken Sie den Pistolenkontakt (1). Daraufhin startet die Gasvorströmung und „Hot
start“ ist aktiv, bis der Kontakt wieder losgelassen wird (2).
Stoppmodus
S Zeitgesteuertes Kraterfüllen mit möglicher Verlängerung, siehe Kapitel 9.3.1
”4-Takt”
S Kontaktgesteuerte Kraterfülldauer
Gasfluss
Drahtvorschub
Schweißen -----Kraterfüllen----
Drücken Sie den Pistolenkontakt (3). Daraufhin beginnt das Kraterfüllen bis zu
seinem Ablauf. Wird der Pistolenkontakt (4) innerhalb der Kraterfülldauer
losgelassen (Verkürzung der Kraterfülldauer), wird der Schweißvorgang
abgebrochen.
9.3.3 Funktionen zuweisen
Die Funktionstasten an der Bedienkonsole wurden bereits erwähnt. Beim
MIG/MAG-Schweißen kann der Bediener die Funktionen für diese Tasten selbst
festlegen. Dafür steht ihm eine Liste mit vorgegebenen Optionen zur Auswahl.
Insgesamt sieben Funktionstasten kann eine Funktion zugeordnet werden.
bi23g
- 54 -

DE
Folgende Optionen sind verfügbar:
S Keine
S Gastest
S Kaltdrahtvorschub
S 2-Takt/4-Takt
S Kraterfüllen EIN/AUS
S Kriechstart EIN/AUS
S Hot start EIN/AUS
S Trigger Welddata Switch
Das Display enthält zwei Spalten: eine für die Funktion und eine für die
Tastennummer.
SOFT KEYS SETUP
Function ; Soft key
NONE
GAS PURGE 1
WIRE INCHING 2
TRIGGER MODE (2/4) 3
CRATER FILL ON/OFF 4
CREEP START ON/OFF 5
HOT START ON/OFF 6
TRIGGER SWITCH 7
GAS
PURGE
WIRE
INCH.
4-
STROKE
2ND
FUNCT QUIT
Die Bedienkonsole besitzt fünf Funktionstasten. Durch Drücken der Taste ANDERE
FUNKT. (2ND FUNCT) stehen weitere fünf Funktionstasten zur Verfügung.
Beim Zuweisen der Tastenfunktionen werden die Tasten von links aus gesehen wie
folgt nummeriert:
1 2 3
4 5 6 7
2ND
FUNCT
QUIT
2ND
FUNCT
So belegen Sie eine Funktionstaste mit einer neuen Funktion:
S Führen Sie den Cursor mit der Option KEINE (NONE) über den Funktionsbe
reich und drücken Sie die Taste mit der Funktion, die neu belegt werden soll.
S Gehen Sie wie oben beschrieben auch bei der neuen Taste vor, der die Nummer
zugewiesen werden soll.
S Führen Sie den Cursor über den Funktionsbereich, dem die neue
Tastennummer zugeordnet werden soll und drücken Sie die Taste, die mit der
Funktion belegt werden soll.
Den anderen Tasten kann auf dieselbe Weise eine neue Funktion zugewiesen
werden. Ordnen Sie dazu einfach einer Funktion in der linken Spalte eine
Tastennummer in der rechten Spalte zu.
bi23g
- 55 -

DE
9.3.4 Pulsspannung messen
Unter Pulsspannung messen stehen folgende Optionen zur Auswahl:
S Spitzenwert der Pulsspannung PULS
Die Spannung wird nur bei Puls gemessen und gefiltert, bevor der
Spannungswert auf dem Display erscheint.
S Spannungsmittelwert MITTELWERT
Die Spannung wird kontinuierlich gemessen und gefiltert, bevor der
Spannungswert auf dem Display erscheint.
Die Messwerte auf dem Display werden als Quelldaten für interne und externe
Dokumentationsfunktionen herangezogen.
9.3.5 AVC-Vorschubeinheit
Nach Anschluss einer AVC-Vorschubeinheit (ARC VOLTAGE CONTROL) rufen Sie
das Menü KONFIGURATION und MIG/MAG-GRUNDEINSTELLUNGEN auf.
Drücken Sie in der Zeile für AVC-Vorschubeinheit ENTER und wählen Sie EIN aus.
Dadurch wird die Ausrüstungskonfiguration automatisch an eine AVC-Vorschubein
heit angepasst.
9.3.6 Release pulse
Wenn der Draht am Werkstück haftet, wird dies vom System erkannt. In diesem Fall
wird ein Strompuls ausgegeben, der den Draht von der Unterlage löst.
Um diese Funktion zu aktivieren, markieren Sie RELEASE PULSE in der Liste unter
MIG/MAG-GRUNDEINSTELLUNGEN, drücken ENTER und wählen EIN aus.
9.4 E-HAND-Grundeinstellungen
Hauptmenü ³ Konfigurationsmenü ³ E-HAND-Grundeinstellungen
Heftschweißen
Das Heftschweißen kann beim Schweißen mit rostfreien Elektroden genutzt wer
den. Bei dieser Funktion wird der Lichtbogen wechselweise gezündet und gelöscht,
um die Wärmezufuhr besser kontrollieren zu können. Um den Lichtbogen zu lö
schen, muss die Elektrode nur leicht angehoben werden.
Hier sind die Optionen EIN oder AUS verfügbar.
bi23g
- 56 -

DE
9.5 Schnellmodus Funktionstaste
Die Funktionstasten SCHWEISSDATEN 1-4 erscheinen im Schnelleinstellungsmenü.
Die Konfiguration läuft folgendermaßen ab:
FAST MODE SOFT KEYS
Bewegen Sie den
Cursor zur Zeile mit der
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
FUNKTIONSTASTEN
NUMMER (SOFT KEY
NUMBER).
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON
Fe, C=2, 1.2 mm
+ 3.5 VOLT, 7.6M/MIN
STORE
DELETE QUIT
Die Tasten sind von links nach rechts mit 1-4 beschriftet. Um die gewünschte Taste
auszuwählen, geben Sie deren Nummer mithilfe der Plus/Minus-Wählräder an.
Bewegen Sie anschließend den Cursor mit dem linken Wählrad zur nächsten Zeile
DATENSATZ ZUWEISEN (ASSOCIATED WELD DATA). Hier können Sie unter den
Schweißdatensätzen wählen, die im Speicher abgelegt sind. Wählen Sie die
gewünschte Schweißdatensatznummer mithilfe der Plus/Minus-Wählräder aus.
Drücken Sie zum Sichern SPEICH. (STORE). Drücken Sie zum Entfernen des
gespeicherten Datensatzes LÖSCHEN (DELETE).
9.6 Zwei Startsignal Quelle
Wenn Sie diese Option auf EIN setzen, können Sie einen MIG/MAG-Schweißvor
gang vom Starteingang der Drahtvorschubeinheit sowie vom WIG-Starteingang der
Stromquelle aus starten (und umgekehrt). Wenn ein Schweißvorgang jedoch per
Startsignaleingang startet, muss er auch über denselben Eingang beendet werden.
9.7 Panel + Fernregler aktiv
Hauptmenü ³ Konfigurationsmenü ³ Panel + Fernregler aktiv
Normalerweise können mit den Tasten keine Einstellungen vorgenommen werden,
wenn sich die Bedienkonsole im Fernreglermodus befindet. Wenn die Option PANEL
+ FERNREGLER AKTIV ausgewählt wurde (EIN), können Strom/Drahtvorschub oder
Spannung per Bedienkonsole und Fernregler eingestellt werden.
Wenn die Option PANEL + FERNREGLER AKTIV in Kombination mit Grenzwerten
genutzt wird, kann die Maschinennutzung auf einen vorgegebenen Einstellbereich
beschränkt werden. Dies gilt für folgende Einstellungen: Drahtvorschub und
Spannung für MIG/MAG-Schweißvorgänge, Stromeinstellung für E-HAND- und
WIG-Schweißvorgänge sowie Pulsstrom beim WIG-Schweißen mit Puls.
bi23g
- 57 -
DE
9.8 Automatisches Speichern
Hauptmenü ³ Konfigurationsmenü ³ Automatisches Speichern
Wenn ein Schweißdatensatz von einer Speicherposition abgerufen wurde und die
Einstellungen modifiziert wurden, erfolgt eine automatische Speicherung dieser
Änderungen, wenn ein neuer Schweißdatensatz aus dem Speicher aufgerufen wird.
Durch manuelles Ablegen von Schweißdaten an einer Speicherposition wird die
nächste automatische Speicherung gesperrt.
Die Speicherposition, an der der Schweißdatensatz abgelegt ist, erscheint in der
rechten oberen Ecke des Messmenüs.
9.9 Trigger Welddata Switch
Hauptmenü ³ Konfigurationsmenü ³ Trigger Welddata Switch
Über diese Funktion können mithilfe eines Doppelklicks am Schweißpistolenkontakt
unterschiedliche voreingestellte Schweißdatenvarianten ausgewählt werden.
Der Wechsel erfolgt zwischen den gewählten Speicherpositionen (max. 5). (Siehe
Kapitel 8 ”Speicherverwaltung”.)
AUS (OFF) – Kein Wechsel zwischen Schweißdaten.
LIBO AUS (ARC OFF) – Der Bediener kann während des Schweißens nicht
zwischen den Speicherpositionen wechseln.
LIBO AN (ON) – Der Bediener kann jederzeit zwischen den Speicherpositionen
wechseln.
Schweißdatenwechsel aktivieren
TRIGGER WELDDATA SWITCH
Bewegen Sie den
Cursor zur Zeile mit der
TRIGGER WEDDATA SWITCH OFF
ADD/DELETE WELDDATA 5
Option TRIGGER
WELDDATA SWITCH
SELECTED WELDDATA
(TRIGGER WELDDA
TA SWITCH) und
drücken Sie ENTER.
Wählen Sie AUS, LIBO
AUS oder LIBO AN.
Drücken Sie ENTER.
bi23g
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON
Fe, CO2, 1.2 mm
+ 3.5 VOLT, 7.6M/MIN
- 58 -
QUIT

DE
Schweißdaten aus dem Speicher auswählen
TRIGGER WELDDATA SWITCH
Bewegen Sie den
Cursor zur Zeile
TRIGGER WEDDATA SWITCH OFF
ADD/DELETE WELDDATA 19
ADD/DELETE
WELDDATA (ADD/DE
SELECTED WELDDATA 5 19
LETE WELDDATA).
MIG/MAG SHORT/SPRAY SYNERGIC MODE OFF
Fe, CO2, 1.2 mm
+ 6 VOLT, 9 M/MIN
STORE
DELETE QUIT
Wählen Sie mit den Plus/Minus-Wählrädern die Speichernummern, an denen die
aktuellen Schweißdaten abgelegt sind. Drücken Sie anschließend SPEICH.
(STORE).
In der Zeile SELECTED WELDDATA (SELECTED WELDDATA) steht, welche
Schweißdaten gewählt wurden und in welcher Reihenfolge sie vorliegen (von links
nach rechts). Der Schweißdatensatz für die zuletzt gewählte Position erscheint unter
dem Strich im Display.
Um Schweißdaten zu entfernen, gehen Sie wie oben beschrieben vor, drücken nun
jedoch LÖSCHEN (DELETE).
9.10 Mehrfach Drahtvorschubgeräte
Hauptmenü ³ Konfigurationsmenü ³ Mehrfach Drahtvorschubgeräte
Beim Anschluss mehrerer Drahtvorschubeinheiten (max. 4) sind Einheiten ohne
Schweißdateneinheit, also mit leerer Bedienkonsole zu verwenden.
Alle an den Kunden gelieferten Vorschubeinheiten besitzen die ID-Nummer 1.
Beim Anschluss mehrerer Drahtvorschubeinheiten muss zuerst die ID-Nummer
(Knotenadresse) einer Vorschubeinheit geändert werden.
So ändern Sie die ID-Nummer:
S Schließen Sie die erste Drahtvorschubeinheit an und rufen Sie das Menü
MEHRFACH DRAHTVORSCHUBGERÄTE (MULTIPLE WIRE FEEDERS) auf.
S Drücken Sie den Pistolenkontakt und lassen Sie ihn los, um die Vorschubeinheit
zu aktivieren.
S Lesen Sie anschließend in der ersten Zeile ab, welche ID-Nummer die
Vorschubeinheit besitzt (sie sollte beim erstenmal 1 lauten). Legen Sie daraufhin
eine ID-Nummer zwischen 2 und 4 fest.
bi23g
- 59 -

DE
MULTIPLE WIRE FEEDERS
Bewegen Sie den
Cursor zur Zeile NEUE
CURRENT ID NUMBER -
SELECT A NEW ID NUMBER 1
ID# AUSWÄHLEN
(SELECT A NEW ID
CONNECTED WIRE FEEDERS ID:
NUMBER). Geben Sie
die gewünschte
Nummer (1-4) mithilfe
der Plus/Minus-Wählrä
der ein. Drücken Sie
ENTER.
QUIT
In der obersten Zeile ändert sich dadurch die ID-Nummer in den eingestellten Wert.
S Schließen Sie die nächste Drahtvorschubeinheit an.
S Drücken Sie den Pistolenkontakt und lassen Sie ihn los, um diese
Drahtvorschubeinheit zu aktivieren. Jetzt wird angezeigt, dass die
Vorschubeinheit ID-Nummer 1 besitzt.
Damit ist die Konfiguration abgeschlossen und Sie können die Ausrüstung wie
gewohnt benutzen. Auf dieselbe Weise lassen sich vier Vorschubeinheiten
konfigurieren und betreiben. Bei der Verwendung mehrerer Drahtvorschubeinheiten
kommt es nicht darauf an, bestimmte ID-Nummern zuzuweisen, sondern jeder
Einheit eine andere Nummer zuzuordnen, um eine Unterscheidung zu ermöglichen.
Achten Sie darauf, dass nicht zwei Drahtvorschubeinheiten dieselbe ID erhalten.
Sollte dies dennoch der Fall sein, nehmen Sie eine Drahtvorschubeinheit ab und
wiederholen Sie den oben beschriebenen Vorgang. Sie können stets das Menü
”MEHRFACH DRAHTVORSCHUBGERÄTE” aufrufen und die ID-Nummer der
angeschlossenen Vorschubeinheiten überprüfen, in dem Sie den Pistolenkontakt
betätigen.
In der Zeile ID# DRAHTVORSCHUBGERÄTE (CONNECTED WIRE FEEDERS ID)
erscheint die ID-Nummer aller angeschlossenen Drahtvorschubeinheiten.
bi23g
- 60 -

DE
9.11 Dokumentationsfunktion
Hauptmenü ³ Konfigurationsmenü ³ Dokumentationsfunktion
Unter Dokumentationsfunktion im Konfigurationsmenü werden die Bedingungen für
die Protokollierung ausgeführter Schweißvorgänge eingestellt.
Markieren Sie die Zeile und drücken Sie ENTER. Bei Auswahl von EIN (ON) wird
jeder Schweißvorgang als Textdatei mit der Erweiterung .aqd gespeichert. Pro Tag
wird eine neue Datei angelegt. Folgendes wird erfasst:
S Schweißstartzeit
S Dauer des Schweißvorgangs
S Maximaler, minimaler und mittlerer Strom während des Schweißvorgangs
S Maximale, minimale und mittlere Spannung während des Schweißvorgangs
S Maximale, minimale und mittlere Leistung während des Schweißvorgangs
Weitere Informationen zur Dokumentationsfunktion entnehmen Sie dem Kapitel 10.7.
9.12 Wartung
Hauptmenü ³ Konfigurationsmenü ³ Wartung
In diesem Menü legen Sie fest, wie oft die Kontaktdüse gewechselt werden soll.
Geben Sie an, nach wie vielen Schweißstarts ein Wechsel erfolgen soll, indem Sie
die Zeile KONTAKTSP.-WECHSELINTERVALL (CONTACT TIP CHANGE
INTERVAL) markieren und ENTER drücken. Stellen Sie danach den gewünschten
Wert mit den Plus/Minus-Wählrädern ein. Nach Ablauf des Serviceintervalls
erscheint Fehlercode 54 im Fehlerprotokoll. Drücken Sie zum Zurücksetzen RESET
(RESET).
Wenn VERBLEIBENDE GESAMTBETR.ZEIT (TOTAL RUNNING TIME LIMIT)
anstelle von Startanzahl als Servicegrenzwert ausgewählt wird, wenden Sie sich an
einen autorisierten ESAB-Servicetechniker.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
bi23g
RESET
- 61 -
QUIT

DE
9.13 Längeneinheit
Hauptmenü ³ Konfigurationsmenü ³ Längeneinheit
Hier wird die Längeneinheit ausgewählt, metrisch oder Zoll:
METRIC
INCH
9.14 Messwertfrequenz
Hauptmenü ³ Konfigurationsmenü ³ Messwertfrequenz
Hier legen Sie die Messwertfrequenz fest, indem Sie mit den Plus/Minus-Wählrädern
einen Wert im Bereich 1-10 Hz eingeben.
9.15 Register key (Freischaltcode)
Hauptmenü ³ Konfigurationsmenü ³ Register key (Freischaltcode)
Mit der Funktion REGISTER KEY (REGISTER KEY) schalten Sie bestimmte
Funktionen frei, die nicht in der Grundausführung der Bedienkonsole enthalten sind.
Informationen zu diesen Funktionen finden Sie auf Seite 81.
Um die Funktionen freizuschalten, wenden Sie sich an ESAB. Geben Sie die
Seriennummer der Einheit an. Daraufhin erhalten Sie einen Freischaltcode, der in
der Bedienkonsole unter REGISTER KEY (REGISTER KEY) einzugeben ist.
Drücken Sie ENTER KEY (ENTER KEY) und tragen Sie den Freischaltcode mithilfe
der Displaytastatur ein. Bewegen Sie den Cursor mithilfe des linken Wählrads und
der Pfeiltasten zum gewünschten Zeichen. Drücken Sie ENTER. Drücken Sie nach
Eingabe der Zeichenfolge FERTIG (DONE).
Drücken Sie zum Aktivieren des Codes ACTVTE (ACTVTE). Daraufhin erscheint
eine Meldung: KEY ACTIVATED (KEY ACTIVATED). Bei fehlgeschlagener
Registrierung erscheint folgende Meldung: INCORRECT KEY (INCORRECT KEY).
Überprüfen Sie den Code und wiederholen Sie die Eingabe.
bi23g
- 62 -

DE
10 WERKZEUGE
Hauptmenü ³ Werkzeuge
Dieses Menü enthält folgende Untermenüs:
S Fehleraufzeichnung, siehe Kapitel 10.1
S Export/Import, siehe Kapitel 10.2
S Dateimanager, siehe Kapitel 10.3
S Editor für Grenzwerteinst., siehe Kapitel 10.4
S Editor für Messgrenzwerte, siehe Kapitel 10.5
S Produktionsstatistik, siehe Kapitel 10.6
S Dokumentationsfunktion, siehe Kapitel 10.7
S Synergiekennlinie erstellen, siehe Kapitel 10.8
S Kalender, siehe Kapitel 10.9.
S Anwender Account , siehe Kapitel 10.10
S Einheiteninfo, siehe Kapitel 10.11
10.1 Fehleraufzeichnung
Hauptmenü ³ Werkzeuge ³ Fehleraufzeichnung
Fehlercodes geben Auskunft darüber, ob ein Fehler beim Schweißvorgang
aufgetreten ist. Der Code erscheint in einem Popup-Menü im Display. Im rechten
oberen Displaybereich wird ein Ausrufezeichen eingeblendet.
HINWEIS: Das Symbol wird durch Aufrufen des Fehleraufzeichnungsmenüs
ausgeblendet.
Alle Fehler, die bei der Nutzung der Schweißausrüstung aufgetreten sind, werden
als Fehlermeldungen in der Fehleraufzeichnung protokolliert. Es können bis zu 99
Fehlermeldungen gespeichert werden. Ist die Fehleraufzeichnung voll (wurden also
99 Fehlermeldungen gespeichert), wird beim Auftreten des nächsten Fehlers
automatisch die älteste Meldung gelöscht.
bi23g
- 63 -

DE
Die Fehleraufzeichnung enthält folgende Informationen:
S Fehlernummer
S Datum
S Uhrzeit
S Betroffene Einheit
S Fehlercode
ERROR LOG
Index Date Time Unit Error
1 080917 11:24:13 8 19
2 080918 10:24:18 8 17
Lost contact with wire feeder
DELETE
DELETE
ALL
UPDATE
VIEW
TOTAL QUIT
10.1.1 Enheitenbezeichnungen
1 = Kühlaggregat 4 = Fernregler
2 = Stromquelle 5 = WS-Einheit
3 = Drahtvorschubeinheit 8 = Bedienkonsole
10.1.2 Beschreibung der Fehlercodes
Im Folgenden werden Fehlercodes beschrieben, bei denen der Benutzer selbst tätig
werden kann. Wenn ein anderer Code erscheint, wenden Sie sich an einen
Servicetechniker.
Fehler Beschreibung
1 Programmspeicherfehler (EPROM)
Der Programmspeicher ist beschädigt.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin besteht, wenden
Sie sich an einen Servicetechniker.
2 Fehler im RAM des Mikroprozessors
Der Mikroprozessor kann im internen Speicher keinen Lese- bzw. Schreibvorgang
ausführen.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin besteht, wenden
Sie sich an einen Servicetechniker.
bi23g
- 64 -

DE
Fehler Beschreibung
3 Fehler im externen RAM
Der Mikroprozessor kann im externen Speicher keinen Lese- bzw. Schreibvorgang
ausführen.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin besteht, wenden
Sie sich an einen Servicetechniker.
4 Spannungsabfall bei der 5-V-Versorgungsspannung
Die Versorgungsspannung ist zu niedrig.
Das laufende Schweißverfahren wird angehalten und ein Neustart blockiert.
Maßnahme:Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, wenden Sie sich an einen Servicetechniker.
5 Mittelspannung überschreitet den Grenzwert
Die Spannung ist zu hoch oder zu niedrig. Eine zu hohe Spannung kann durch starke
Übersteuerungen im Netz oder ein zu schwaches Netz (hohe Netzdrosselung oder Verlust
einer Phase) hervorgerufen werden.
Die Stromquelle wird angehalten und ein Neustart blockiert.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, wenden Sie sich an einen Servicetechniker.
6 Temperatur zu hoch
Der Thermostat wurde aktiviert.
Das laufende Schweißverfahren wird angehalten. Ein erneuter Start ist erst möglich,
nachdem der Thermostat wieder zurückgesetzt wurde.
Maßnahme: Vergewissern Sie sich, dass der Ein- bzw. Auslass für Kühlluft nicht blockiert
oder verschmutzt ist. Kontrollieren Sie ebenfalls den Arbeitszyklus. Die Nennwerte dürfen
nicht überschritten werden.
7 Primärstrom zu hoch
Die Stromquelle nutzt zu viel Strom von der Gleichspannungsquelle.
Die Stromquelle wird angehalten und ein Neustart blockiert.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, wenden Sie sich an einen Servicetechniker.
12 Kommunikationsfehler (Warnung)
Die Auslastung des CAN-Systembusses ist vorübergehend zu hoch.
Möglicher Kontaktverlust zwischen Bedienkonsole und Stromquelle/Vorschubeinheit.
Maßnahme: Kontrollieren Sie die Ausrüstung. Alle Anschlüsse müssen korrekt
vorgenommen worden sein.
Wenn der Fehler weiterhin besteht, setzen Sie sich mit dem Wartungspersonal in
Verbindung.
14 Kommunikationsfehler
Der CAN-Systembus ist durch Überlastung vorübergehend außer Betrieb.
Der laufende Schweißvorgang wird angehalten.
Maßnahme: Kontrollieren Sie die Ausrüstung. Alle Anschlüsse müssen korrekt
vorgenommen worden sein. Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn
der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker.
15 Meldungsverlust
Der Mikroprozessor kann die eingehenden Meldungen nicht schnell genug bearbeiten.
Dadurch ist ein Informationsverlust aufgetreten.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, wenden Sie sich an einen Servicetechniker.
bi23g
- 65 -

DE
Fehler Beschreibung
17 Verbindung mit anderer Einheit unterbrochen
Laufende Vorgänge werden angehalten und ein Schweißstart wird verhindert.
Als Fehlerursache kommt eine Verbindungsunterberechung (z.B. im CAN-Kabel) zwischen
Schweißdateneinheit und einer anderen Einheit in Frage. Die betreffende Einheit wird im
Fehlerprotokoll aufgeführt.
Maßnahme: Überprüfen Sie das CAN-Kabel. Wenn der Fehler weiterhin besteht, wenden
Sie sich an einen Servicetechniker.
19 Speicherfehler im batteriegespeisten RAM-Datenspeicher
Es liegt keine Batteriespannung vor.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Nehmen Sie einen
Reset der Bedienkonsole vor. Die Einstellungen werden auf Englisch; MIG/MAG;
KURZ/SPRÜH; Baustahl; CO2; 1,2 mm zurückgesetzt.
Wenn der Fehler weiterhin besteht, setzen Sie sich mit dem Wartungspersonal in
Verbindung.
22 Überlauf im Sendepuffer
Die Bedienkonsole kann Informationen an andere Einheiten nicht in ausreichend hoher
Geschwindigkeit senden.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr.
23 Überlauf im Empfangspuffer
Die Bedienkonsole kann Informationen von anderen Einheiten nicht in ausreichend hoher
Geschwindigkeit verarbeiten.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr.
25 Schweißdatenformat nicht kompatibel
Es wurde versucht, Schweißdaten auf einem USB-Speicher abzulegen. Der USB-Speicher
besitzt ein anderes Datenformat als der Schweißdatenspeicher.
Maßnahme: Verwenden Sie einen anderen USB-Speicher.
26 Programmfehler
Der Prozessor wurde an der Ausführung seiner normalen Funktionen im Programm
gehindert.
Das Programm wird automatisch neu gestartet. Der laufende Schweißvorgang wird
angehalten. Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Kontrollieren Sie das Schweißprogramm während des Schweißens. Wenn
sich der Fehler wiederholt, setzen Sie sich mit dem Wartungspersonal in Verbindung.
27 Draht aufgebraucht (Vorschubeinheit)
Es befindet sich kein Draht in der Drahtvorschubeinheit. Das laufende Schweißverfahren
wird angehalten und ein Schweißstart blockiert.
Maßnahme: Bestücken Sie die Einheit mit Draht.
28 Programmdatenverlust
Die Programmausführung funktioniert nicht.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, wenden Sie sich an einen Servicetechniker.
40 Inkompatible Einheiten
Die falsche Drahtvorschubeinheit ist angeschlossen. Der Start wird blockiert.
Maßnahme: Schließen Sie die korrekte Drahtvorschubeinheit an.
54 Serviceintervall abgelaufen
Das Serviceintervall für den Wechsel der Kontaktdüse ist abgelaufen.
Maßnahme: Wechseln Sie die Kontaktdüse.
bi23g
- 66 -

DE
Fehler Beschreibung
60 Kommunikationsfehler
Der interne CAN-Systembus ist durch Überlastung vorübergehend außer Betrieb. Der
laufende Schweißvorgang wird angehalten.
Maßnahme: Kontrollieren Sie die Ausrüstung. Alle Anschlüsse müssen korrekt
vorgenommen worden sein. Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn
der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker.
64 Messwertgrenze überschritten
Die Grenzen der Messwerte wurden überschritten.
Maßnahme: Stellen Sie sicher, dass die Grenzwerte korrekt eingestellt wurden und die
Qualität der Schweißnaht einwandfrei ist.
10.2 Export/Import
Hauptmenü ³ Werkzeuge ³ Export/Import
Mithilfe des Menüs Export/Import lassen sich per USB-Speicher Informationen von
der und zur Bedienkonsole übertragen.
Folgende Informationen können übertragen werden:
S Schweißdatensätze Export/Import
S Systemeinstellungen ”
S Einstellungsgrenzwerte “
S Messgrenzwerte ”
S Fehleraufzeichnung Export
S Protokoll für Qualitätsfunktion ”
S Produktionsstatistik ”
S Synergiekennlinien Export/Import
S Grunddaten ”
Schließen Sie einen USB-Speicher an. Wie Sie einen USB-Speicher anschließen,
entnehmen Sie Kapitel 2.3. Markieren Sie die Zeile mit den zu übertragenden
Informationen. Drücken Sie EXPORT (EXPORT) oder IMPORT (IMPORT) – je
nachdem, ob Informationen ex- oder importiert werden sollen.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
SYNERGIC LINES
BASIC SETTINGS
bi23g
EXPORT IMPORT
- 67 -
QUIT

DE
10.3 Dateimanager
Hauptmenü ³ Werkzeuge ³ Dateimanager
Der Dateimanager ermöglicht die Verwaltung von Daten auf einem USB-Speicher
(C:\). Per Dateimanager können Schweiß- und Qualitätsdaten manuell gelöscht und
kopiert werden.
Bei angeschlossenem USB-Speicher zeigt das Display das Stammverzeichnis an,
sofern zuvor kein anderes Verzeichnis gewählt wurde.
Die Bedienkonsole speichert den letzten Zustand des Dateimanagers. Dadurch kann
die Arbeit an derselben Position in der Dateistruktur wieder aufgenommen werden.
FILE MANAGER
..
INFO UPDATE
ALT. QUIT
S Um Angaben zur verbleibenden Kapazität des Speichers abzurufen, wird die
Funktion INFO verwendet.
S Durch Drücken von AKTUAL. (UPDATE) wird die Anzeige der Informationen
aktualisiert.
S Drücken Sie ALT., um Dateien zu löschen, Namen zu ändern, neue
Verzeichnisse zu erstellen, Dateien zu kopieren oder einzufügen. Es erscheint
eine Auswahlliste. Wenn (..) oder ein Verzeichnis markiert ist, können Sie
lediglich ein neues Verzeichnis erstellen oder eine bereits kopierte Datei
einfügen. Wenn Sie eine Datei markiert haben, erscheinen die Optionen
UMBENENNEN (RENAME), KOPIEREN (COPY) und EINFÜGEN (PASTE),
sofern zuvor eine Datei kopiert wurde.
FILE MANAGER
Markieren Sie ein
Verzeichnis oder eine
Datei und drücken Sie
ALT.
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
bi23g
INFO UPDATE
- 68 -
ALT. QUIT

DE
Diese Liste erscheint durch Drücken von ALT.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
10.3.1 Datei/Verzeichnis löschen
Markieren Sie die zu löschende Datei oder das zu löschende Verzeichnis und
drücken Sie ALT.
Markieren Sie LÖSCHEN (DELETE) und drücken Sie
ENTER.
DELETE
RENAME
NEW FOLDER
Die Datei bzw. das Verzeichnis wurde somit gelöscht. Um ein Verzeichnis löschen
zu können, muss dieses leer sein. Löschen Sie daher zuerst die Dateien, die sich im
Verzeichnis befinden.
10.3.2 Datei-/Verzeichnisnamen ändern
Markieren Sie die Datei oder das Verzeichnis, das umbenannt werden soll und
drücken Sie ALT.
Markieren Sie UMBENENNEN (RENAME) und
drücken Sie ENTER.
DELETE
RENAME
NEW FOLDER
Daraufhin erscheint eine Tastatur auf dem Display. Wechseln Sie mit dem linken
Wählrad die Zeile und bewegen Sie den Cursor mit den Pfeiltasten nach links und
rechts. Markieren Sie das gewünschte Zeichen bzw. die auszuführende Funktion
und drücken Sie ENTER.
10.3.3 Neues Verzeichnis erstellen
Markieren Sie die Zielposition für das neue Verzeichnis und drücken Sie ALT.
Markieren Sie NEUES VERZEICHNIS (NEW
FOLDER) und drücken Sie ENTER.
DELETE
RENAME
NEW FOLDER
Daraufhin erscheint eine Tastatur auf dem Display. Wechseln Sie mit dem linken
Wählrad die Zeile und bewegen Sie den Cursor mit den Pfeiltasten nach links und
rechts. Markieren Sie das gewünschte Zeichen bzw. die auszuführende Funktion
und drücken Sie ENTER.
10.3.4 Dateien kopieren und einfügen
Markieren Sie die zu kopierende Datei und drücken Sie ALT.
Markieren Sie KOPIEREN (COPY) und drücken Sie
ENTER.
- 69 -
bi23g
COPY
PASTE
DELETE
RENAME
NEW FOLDER

DE
Platzieren Sie den Cursor im gewünschten Zielverzeichnis für die kopierte Datei und
drücken Sie ALT.
Markieren Sie EINFÜGEN (PASTE) und drücken Sie
ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Die Dateikopie wird unter dem Namen Copy of [ursprünglicher Name] gespeichert,
z.B. Copy of WeldData.awd.
10.4 Editor für Grenzwerteinst.
Hauptmenü ³ Werkzeuge ³ Editor für Grenzwerteinst.
In diesem Menü werden eigene Maximal- und Minimalwerte für verschiedene
Schweißverfahrensvarianten festgelegt. Die Grenzwerte können nicht über bzw.
unter den Nennwerten für die Stromquelle liegen. Es stehen 50 Speicherplätze zur
Verfügung. Markieren Sie die Zeile für einen leeren Speicherplatz und drücken Sie
ENTER. Wählen Sie ein Verfahren (MIG/MAG, E-HAND, WIG) aus und drücken Sie
ENTER. Bei MIG/MAG können die Maximal- und Minimalwerte für Spannung und
Drahtvorschubgeschwindigkeit gewählt werden.
EDIT SETTING LIMITS
PROCESS MIG/MAG
VOLTAGE
- MIN 8.0 V
- MAX 60.0 V
WIRE SPEED
- MIN 0.8 M/MIN
- MAX 25.0 M/MIN
STORE AUTO
DELETE QUIT
Bei E-HAND und WIG können die Maximal- und Minimalwerte für Strom geändert
werden.
Drücken Sie nach dem Anpassen der Werte SPEICH. (STORE). Beantworten Sie
die Frage, ob der Grenzwert an der gewählten Speicherposition gesichert werden
soll, mit NEIN (NO) oder JA (YES). Die Werte für die Speicherposition werden unter
bi23g
- 70 -

DE
dem unteren Strich aufgeführt. In diesem Fall weist Speicherposition 2 für E-HAND
die Grenzwerte 20 und 394 A auf.
Mit AUTO werden die Grenzwerte automatisch anhand der Vorgaben für die
jeweilige Schweißverfahrensvariante eingestellt.
Beantworten Sie die Frage, ob die Grenzwerte automatisch eingestellt werden
sollen, mit NEIN (NO) oder JA (YES). Drücken Sie danach SPEICH. (STORE), wenn
die Einstellung beibehalten werden soll.
10.5 Editor für Messgrenzwerte
Hauptmenü ³ Werkzeuge ³ Editor für Messgrenzwerte
In diesem Menü werden eigene Messwerte für verschiedene Schweißverfahrensva
rianten festgelegt. Es stehen 50 Speicherplätze zur Verfügung. Markieren Sie die
Zeile für einen leeren Speicherplatz und drücken Sie ENTER. Zur Verfahrensaus
wahl drücken Sie ENTER. Wählen Sie anschließend ein Schweißverfahren aus der
Liste aus und drücken Sie erneut ENTER.
Folgende Werte stehen zur Auswahl:
Für MIG/MAG
S Spannung: min, max, min average (min. Mittelwert), max average (max.
Mittelwert)
S Strom: min, max, min average (min. Mittelwert), max average (max. Mittelwert)
S Leistung: min, max, min average (min. Mittelwert), max average (max.
Mittelwert)
S Vorschubeinheit Strom: min, max, min average (min. Mittelwert), max average
(max. Mittelwert)
Hinweis: Um Vorschubproblemen vorzubeugen – besonders beim Roboterschweißen
– wird die Angabe eines Maximalwerts für den Motorstrom der Vorschubeinheit empfoh
len. Ein hoher Motorstrom weist dabei auf Vorschubprobleme hin. Zur Ermittlung des
korrektes Maximalwerts empfehlen wir, den Motorstrom einen Monat lang bei Schweiß
arbeiten zu beobachten. Anschließend sollte ein geeigneter Maximalwert angegeben
werden.
Für E-HAND und WIG
S Spannung: min, max, min average (min. Mittelwert), max average (max.
Mittelwert)
S Strom: min, max, min average (min. Mittelwert), max average (max. Mittelwert)
S Leistung: min, max, min average (min. Mittelwert), max average (max.
Mittelwert)
Stellen Sie mit einem der rechten Wählräder den gewünschten Wert ein und drücken
Sie SPEICH. (STORE).
bi23g
- 71 -

DE
Im Dialogfeld werden Sie gefragt, ob Sie die gewählte Speicherposition sichern
wollen. Drücken Sie JA (YES), um den Wert zu sichern. Die Werte für die
Speicherposition werden unter dem unteren Strich aufgeführt.
MEASURE LIMITS
1 - MIG
2 - TIG
3 4 5 6 7 -
24.0 - 34.0 VOLT, 90 - 120 AMP
2000 - 3000 Kw
QUIT
Mit AUTO werden die Grenzwerte automatisch anhand der zuletzt verwendeten
Messwerte eingestellt.
Beantworten Sie die Frage, ob die Messwerte automatisch eingestellt werden sollen,
mit NEIN (NO) oder JA (YES). Drücken Sie danach SPEICH. (STORE), wenn die
Einstellung beibehalten werden soll.
10.6 Produktionsstatistik
Hauptmenü ³ Werkzeuge ³ Produktionsstatistik
Per Produktionsstatistik wird die Gesamtlichtbogenzeit, Gesamtmaterialmenge und
Anzahl der Schweißvorgänge seit dem letzten Reset protokolliert. Außerdem werden
Lichtbogenzeit und Materialmenge für den letzten Schweißvorgang erfasst. Zu
Informationszwecken wird das berechnete geschmolzene Zusatzwerkstoffmaterial
per Längeneinheit seit dem letzten Reset angezeigt.
Die Anzahl der Schweißvorgänge steigt nur, wenn die Lichtbogenzeit über 1 s liegt.
Daher wird auch nicht der Materialverbrauch für derart kurze Schweißvorgänge
angezeigt. Materialverbrauch und Zeit werden jedoch in der Protokollierung der
Gesamtwerte erfasst.
bi23g
- 72 -

DE
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 0g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Durch Drücken von RESET (RESET) werden alle Zähler zurückgesetzt. Der letzte
Reset wird mit Datum und Uhrzeit angezeigt.
Wenn kein manueller Zähler-Reset erfolgt, werden die Zähler beim Erreichen ihres
Maximalwerts automatisch auf Null gestellt.
Maximalwerte der Zähler
Zeit 999 h, 59 min, 59 s
Gewicht 13350000 g
Anzahl 65535 Stück
Bei der Nutzung kundenspezifischer Synergiekennlinien wird der Materialverbrauch
nicht berechnet.
10.7 Dokumentationsfunktion
Hauptmenü ³ Werkzeuge ³ Dokumentationsfunktion
Mit Dokumentationsfunktionen lassen sich mehrere aufschlussreiche Schweißdaten
für einzelne Schweißvorgänge protokollieren.
Zu diesen Funktionen zählen:
S Schweißstartzeit
S Dauer des Schweißvorgangs
S Maximaler, minimaler und mittlerer Strom während des Schweißvorgangs
S Maximale, minimale und mittlere Spannung während des Schweißvorgangs
S Maximale, minimale und mittlere Leistung während des Schweißvorgangs
Um die erforderliche Energie zu berechnen, markieren Sie den gewählten
Schweißvorgang. Wechseln Sie mit dem oberen rechten Wählrad (#) zwischen den
Schweißvorgängen und justieren Sie die Schweißnahtlänge mit dem unteren
Wählrad (*). Durch Drücken von AKTUAL. (UPDATE) errechnet die Schweißeinheit
die erforderliche Energie für den gewählten Schweißvorgang.
bi23g
- 73 -

DE
In der untersten Zeile wird die Anzahl der Schweißvorgänge seit dem letzten Reset
angezeigt. Es lassen sich maximal Informationen zu 100 Schweißvorgängen
speichern. Bei mehr als 100 Schweißvorgängen werden die ersten Einträge
überschrieben. Ein Schweißvorgang muss länger als 1 s dauern, um erfasst werden
zu können.
Der zuletzt erfasste Schweißvorgang erscheint auf dem Display. Ein Blättern
zwischen anderen erfassten Vorgängen ist ebenfalls möglich. Durch Drücken von
RESET (RESET) werden alle Protokolle gelöscht.
Beschreibung des Schweißdatenschemas
Jedem Schweißdatenschema kann eine kurze Beschreibung zugewiesen werden.
Unter dem Menü EINST. (SET) und EDIT DESCRIPTION (EDIT DESCRIPTION)
kann dem zuletzt aufgerufenen Schweißdatenschema mithilfe der integrierten
Tastatur eine Beschreibung mit maximal 40 Zeichen zugewiesen werden. Hier kann
außerdem die vorhandene Beschreibung geändert oder gelöscht werden.
Wenn das aufgerufene Schema über eine Beschreibung verfügt, erscheint diese im
Menü SPEICHER (MEMORY), MESSEN (MEASURE) und FERN (REMOTE)
anstelle der ansonsten angezeigten Schweißdatenparameter.
10.7.1 Qualitätsdaten speichern
Hauptmenü ³ Werkzeuge ³ Qualitätsdaten speichern
In der Bedienkonsole erstellte Dateien werden im XML-Format abgelegt. Der
USB-Speicher muss mit dem Dateisystem FAT formatiert werden. Die
Bedienkonsole kann mit der ESAB-Software WeldPoint (separat bestellbar)
eingesetzt werden.
Verbinden Sie einen USB-Speicher mit der Bedienkonsole, siehe Kapitel 10.3
„Dateimanger“.
bi23g
- 74 -

DE
EXPORT/IMPORT
Markieren Sie
PROTOKOLL FÜR
QUALITÄTSFUNK
TION (QUALITY
FUNCTION LOG) und
drücken Sie EXPORT
(EXPORT).
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
SYNERGIC LINES
BASIC SETTINGS
EXPORT
QUIT
Alle in der Bedienkonsole abgelegten Qualitätsdatensätze (Informationen zu den
letzten 100 Schweißvorgängen) sind nun auf dem USB-Speicher abgelegt.
Die Datei liegt in einem Verzeichnis mit der Bezeichnung QData. QData wird beim
Anschließen eines USB-Speichers automatisch erstellt.
10.8 Synergiekennlinie erstellen
Hauptmenü ! Werkzeuge ! Synergiekennlinie erstellen
Sie können eigene Synergiekennlinien für Drahtvorschubgeschwindigkeit und
Spannung erstellen. Maximal zehn benutzerdefinierte Synergiekennlinien können
gespeichert werden.
Die Erstellung einer eigenen Synergiekennlinie erfolgt in zwei Schritten:
1. Zum Definieren der neuen Synergiekennlinie geben Sie mehrere Koordinaten für
Spannung und Drahtvorschubgeschwindigkeit an, siehe Punkte A-D auf der
folgenden Abbildung:
Spannung
Drahtvorschub
2. Legen Sie fest, für welche Zusatzwerkstoff-/Gaskombination die Synergiekennli
nie gelten soll.
bi23g
- 75 -

DE
10.8.1 Spannungs-/Zusatzwerkstoffkoordinaten angeben
Um eine Synergiekennlinie für die Verfahrensvariante Kurz-/Sprühbogen zu
erstellen, sind vier Koordinaten erforderlich. Für die Verfahrensvariante Puls werden
zwei Koordinaten benötigt. Diese Koordinaten müssen unter einer eigenen
Schweißdatennummer im Schweißdatenspeicher abgelegt werden.
Kurz-/Sprühbogen
S Rufen Sie das Hauptmenü auf und wählen Sie MIG/MAG sowie KURZ/SPRÜH
aus.
S Geben Sie den gewünschten Spannungs- und Drahtvorschubgeschwindigkeits
wert für die erste Koordinate ein.
S Rufen Sie das Speichermenü (MEMORY) auf und legen Sie die erste Koordinate
unter einer beliebigen Nummer ab.
S Die vier Koordinaten für eine Kurz-/Sprühbogenkennlinie können unter
beliebigen Nummern gespeichert werden. Werkseitig sind sie unter den
Nummern 96, 97, 98 und 99 gespeichert.
Eine höhere Schweißdatennummer muss höhere Werte für Spannung und
Drahtvorschubgeschwindigkeit als die vorherige Schweißdatennummer
enthalten.
Die Schweißparameter Drossel und Reglertyp müssen denselben Wert in
allen vier Schweißdatennummern aufweisen.
S Definieren Sie die benötigte Koordinatenanzahl und wechseln Sie zum Kapitel
10.8.2 ”Gültige Zusatzwerkstoff-/Gaskombination angeben”.
Puls
S Rufen Sie das Hauptmenü auf und wählen Sie MIG/MAG sowie PULS aus.
S Geben Sie den gewünschten Spannungs- und Drahtvorschubgeschwindigkeits
wert für die erste Koordinate ein.
S Rufen Sie das Speichermenü auf und legen Sie die erste Koordinate unter einer
beliebigen Nummer ab.
S Eine höhere Schweißdatennummer muss höhere Werte für Spannung,
Drahtvorschubgeschwindigkeit, Pulsfrequenz, Pulsamplitude und
Grundstrom als die vorherige Schweißdatennummer enthalten.
Die Schweißparameter Pulszeit, Ka, Ki und ”Slope” müssen denselben Wert
in beiden Schweißdatennummern aufweisen.
S Definieren Sie die benötigte Koordinatenanzahl und wechseln Sie zum Kapitel
10.8.2 ”Gültige Zusatzwerkstoff-/Gaskombination angeben”.
bi23g
- 76 -

DE
10.8.2 Gültige Zusatzwerkstoff-/Gaskombination angeben
MAKE CUSTOMISED SYNERGIC LINES
Bewegen Sie den
Cursor zur Zeile
ZUSATZWERKSTOFF
(WIRE TYPE) und
drücken Sie ENTER.
WIRE TYPE Fe
SHIELDING GAS CO2
WIRE DIAMETER 0.6 mm
SYNERGIC DESIGN SCHEDULE 1 96
SYNERGIC DESIGN SCHEDULE 2 97
SYNERGIC DESIGN SCHEDULE 3 98
SYNERGIC DESIGN SCHEDULE 4 99
STORE DELETE
Wählen Sie eine Option aus der Liste aus und
drücken Sie ENTER.
Wählen Sie auf dieselbe Weise ein SCHUTZGAS
(SHIELDING GAS) aus und drücken Sie ENTER.
QUIT
Fe
Ss 18%Cr 8%Ni
Ss duplex
Al Mg
Al Si
Metal cored Fe
CO2
Ar 18%CO2
Ar2%O2
Ar
He
ArHeO2
|
|
|
|
|
|
Wählen Sie auf dieselbe Weise einen
DRAHTDURCHMESSER (WIRE DIAMETER) aus
und drücken Sie ENTER.
0.6 mm
0.8 mm
1.0 mm
1.2 mm
1.4 mm
1.6 mm
Markieren Sie die Zeile SYNERGIEABLAUFPLAN 1 (SYNERGIC DESIGN
SCHEDULE 1) und drücken Sie SPEICH. (STORE).
Damit ist der Vorgang abgeschlossen und eine Synergiekennlinie wurde erstellt.
Hinweis: Für jede Pulsmethode ist eine entsprechende Kurz-/Sprühbogensynergie
erforderlich.
Beim Erstellen einer neuen Synergiekennlinie für eine Pulsmethode erscheint daher
stets eine Warnmeldung, wenn keine entsprechende Kennlinie für die
Kurz-/Sprühbogenmethode angelegt wurde. Die Meldung lautet: WARNUNG!
Entsprechende Syn.kennlinie für Kurz/Sprühlichtbogen fehlt.
bi23g
- 77 -
|
|
|
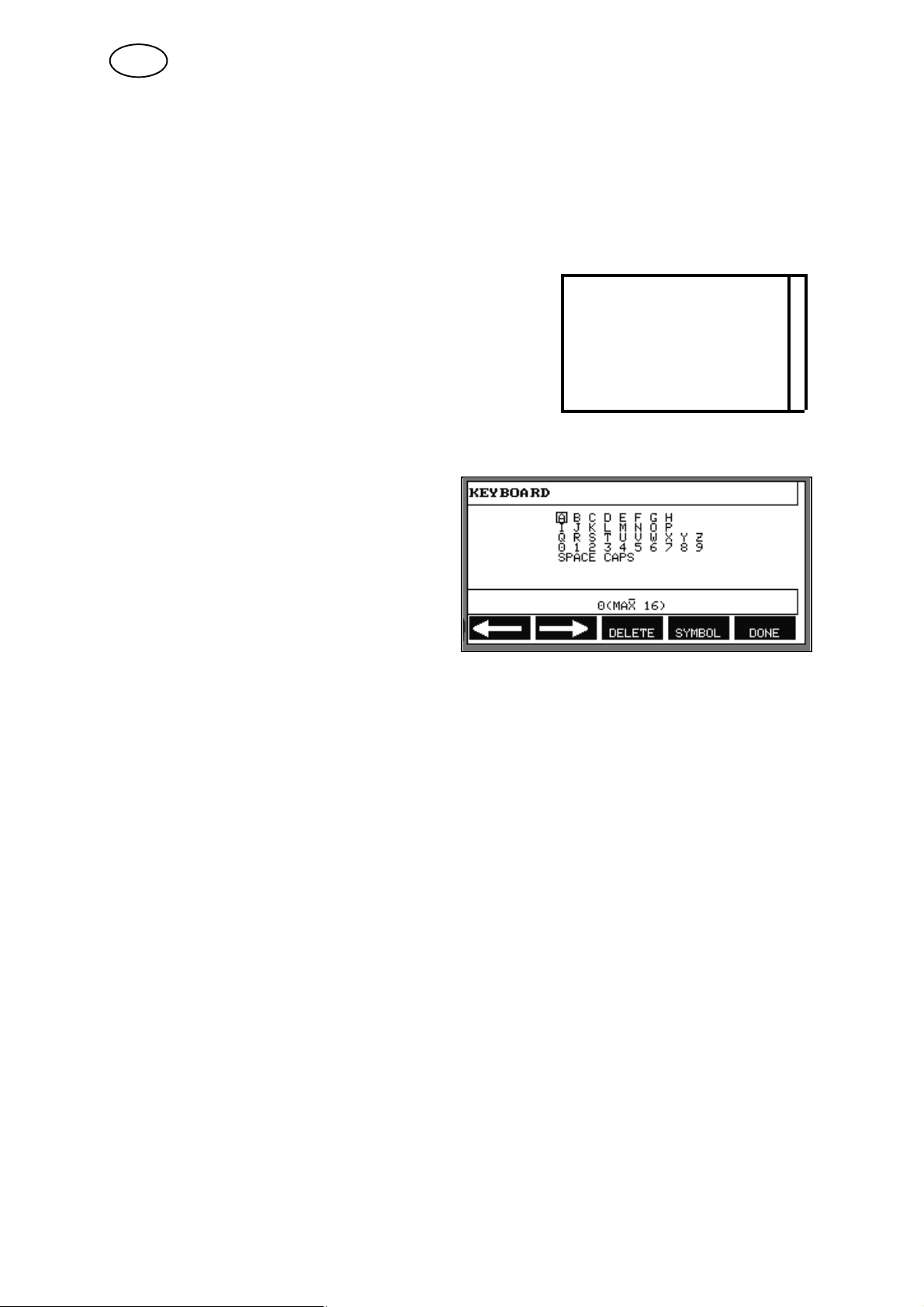
DE
10.8.3 Eigene Zusatzwerkstoff-/Gasoptionen erstellen
Die Listen mit Zusatzwerkstoff-/Gasoptionen können um bis zu zehn eigene Einträge
erweitert werden. Ganz unten in jeder Liste befindet sich eine Leerzeile (---).
Bewegen Sie den Cursor in diese Zeile und drücken Sie ENTER, um eine
Displaytastatur aufzurufen. Mit ihrer Hilfe können Sie benutzerdefinierte Optionen
eintragen.
Markieren Sie die Zeile --- und drücken Sie ENTER.
Ar15%CO2
Ar8%O2
Ar30%He
Ar30%He2%H2
Ar30%HeO5%CO2
---
So verwenden Sie die Displaytastatur der Bedienkonsole:
S Bewegen Sie den Cursor mithilfe des
linken Wählrads und der Pfeiltasten
zum gewünschten Tastaturzeichen.
Drücken Sie ENTER. Auf diese
Weise können Sie eine komplette
Zeichenfolge mit maximal 16 Zeichen
eingeben.
S Drücken Sie FERTIG (DONE). Der
selbst vergebene Name erscheint in
der Liste.
So löschen Sie eine benutzerdefinierte Option:
|
|
|
S Markieren Sie die eigene Zusatzwerkstoff-/Gasoption in der aktuellen Liste.
S Drücken Sie LÖSCHEN (DELETE).
Hinweis: Eine benutzerdefinierte Zusatzwerkstoff-/Gasoption kann nicht gelöscht
werden, wenn sie zu einem Schweißdatensatz gehört, der sich momentan im
Arbeitsspeicher befindet.
bi23g
- 78 -

DE
10.9 Kalender
Hauptmenü ! Werkzeuge ! Kalender
Hier werden Datum und Uhrzeit eingestellt.
Markieren Sie die einzustellende Zeile: Jahr,
Monat, Tag, Stunde, Minuten oder Sekunden.
Stellen Sie mit einem der rechten Wählräder den
korrekten Wert ein. Drücken Sie EINST. (SET).
10.10 Anwender account
Hauptmenü ! Werkzeuge ! Anwender account
In bestimmten Fällen ist es aus Qualitätsperspektive entscheidend, dass die
Stromquelle nicht von Unbefugten genutzt werden kann.
In diesem Menü werden Benutzername,
Berechtigung und Passwort erfasst.
Markieren Sie ANWENDER (USER NAME) und
drücken Sie ENTER. Bewegen Sie den Cursor zu
einer leeren Zeile und drücken Sie ENTER. Geben
Sie per Tastatur einen neuen Benutzernamen ein.
Benutzen Sie dazu das linke Wählrad, Rechts- und
Linkspfeil sowie ENTER. Es können bis zu 16 Benutzerkonten angelegt werden. Aus
den Qualitätsdatendateien geht hervor, welche Benutzer einen bestimmten
Schweißvorgang ausgeführt haben.
Auf der Zeile ZUGANGSNIVEAU (ACCOUNT LEVEL) wählt man zwischen:
S Administrator
alles ist offen (neue Anwender können hinzugefügt werden)
S Senioranwender
man erreicht alle Funktionen außer
S Sicherheitsfunktion
S Mehrfach Drahtvorschubgeräte
S Kalender
S Anwenderniveau
S Normalanwender
Zugang zum Messmenü
In der Zeile ANWENDERPASSWORT (USER PASSWORD) geben Sie per Tastatur
ein Passwort ein. Wenn die Stromquelle eingeschaltet und die Bedienkonsole
aktiviert wird, erscheint auf dem Display eine Aufforderung zur Passworteingabe.
Wenn diese Funktion nicht verwendet und Stromquelle sowie Bedienkonsole für alle
Benutzer zugänglich sein sollen, wählen Sie ANWENDERKONTEN AUS (USER
ACCOUNTS OFF) aus.
bi23g
- 79 -

DE
10.11 Einheiteninfo
Hauptmenü ! Werkzeuge ! Einheiteninfo
Dieses Menü enthält folgende Informationen:
S Maschinen-ID
S Knoten-ID
2 = Stromquelle
3 = Drahtvorschub
8 = Bedienkonsole
S Softwareversion
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00 A
5 3 1.18A
WELD DATA UNIT
11 ERSATZTEILBESTELLUNG
U82 ist lt. dem internationalen und europäische Standards 60974-1 und 60974-10 kon
struiert und überprüft. Es liegt in der Verantwortung der Abteilung, die Service- und
Reparaturarbeiten ausführt, sich zu vergewissern, daß das Produkt nach der Arbeit
von dem oben angegebenen Standard nicht abweicht.
QUIT
Ersatzteile bestellen Sie bei einem ESAB-Vertreter in Ihrer Nähe (siehe letzte Seite).
bi23g
- 80 -

U8
2
Menüstruktur
NO TAG81
MIG/MAG
Process
Method
Phase - Method
Wire type
Short/Spray
Pulse Superpulse Qset
Voltage
Wire speed
Inductance
Control type
Synergic Mode
Start data
- gas preflow
- creep start
- hot start
- touch sense
Stop data
- crater fill
- pinch off pulse
- burn back time
- gas postflow
Setting limits
Measure limits
Spot welding
Edit description
Voltage
Wire speed
Pulse current
Pulse time
Pulse frequency
Background current
Slope
Synergic Mode
Internal constants
-Ka
-Ki
Start data
- gas preflow
- creep start
- hot start
- touch sense
Stop data
- crater fill
- burn back time
Voltage
Wire speed
Pulse current
Pulse time
Pulse frequency
Background current
Slope
Inductance
Control type
Synergic Mode
Phase weldtime
Internal constants
-Ka
-Ki
Start data
- gas preflow
- creep start
- hot start
- touch sense
- gas postflow
Setting limits
Measure limits
Spot welding
Edit description
Shielding gas
Wire diameter
Configuration
Tools
Stop data
- crater fill
- pinch off pulse
- burn back time
- gas postflow
Setting limits
Spot welding
Edit description
QSet
Wire speed
Inductance
Control type
Start data
-gas preflow
-creep start
Stop data
-pinch off pulse
-burn back time
-gas post flow
Setting limits
Measure limites
Spot welding
Edit description
81
Edition 100802

U8
2
MMA
Process
Method
Electrode type
Electrode diameter
Configuration
Tools
MMA DC
Current
Arc Force
Min current factor
Control type
Synergic mode
Hot start
Setting limits
Measure limits
Edit description
MMA AC *
Current
Arc force
Min current factor
Control type
Synergic mode
Hot start
- hot start duration
- hot start amplitude
Setting limits
Measure limits
Edit description
* Not imple
mented yet
82
Edition 100802
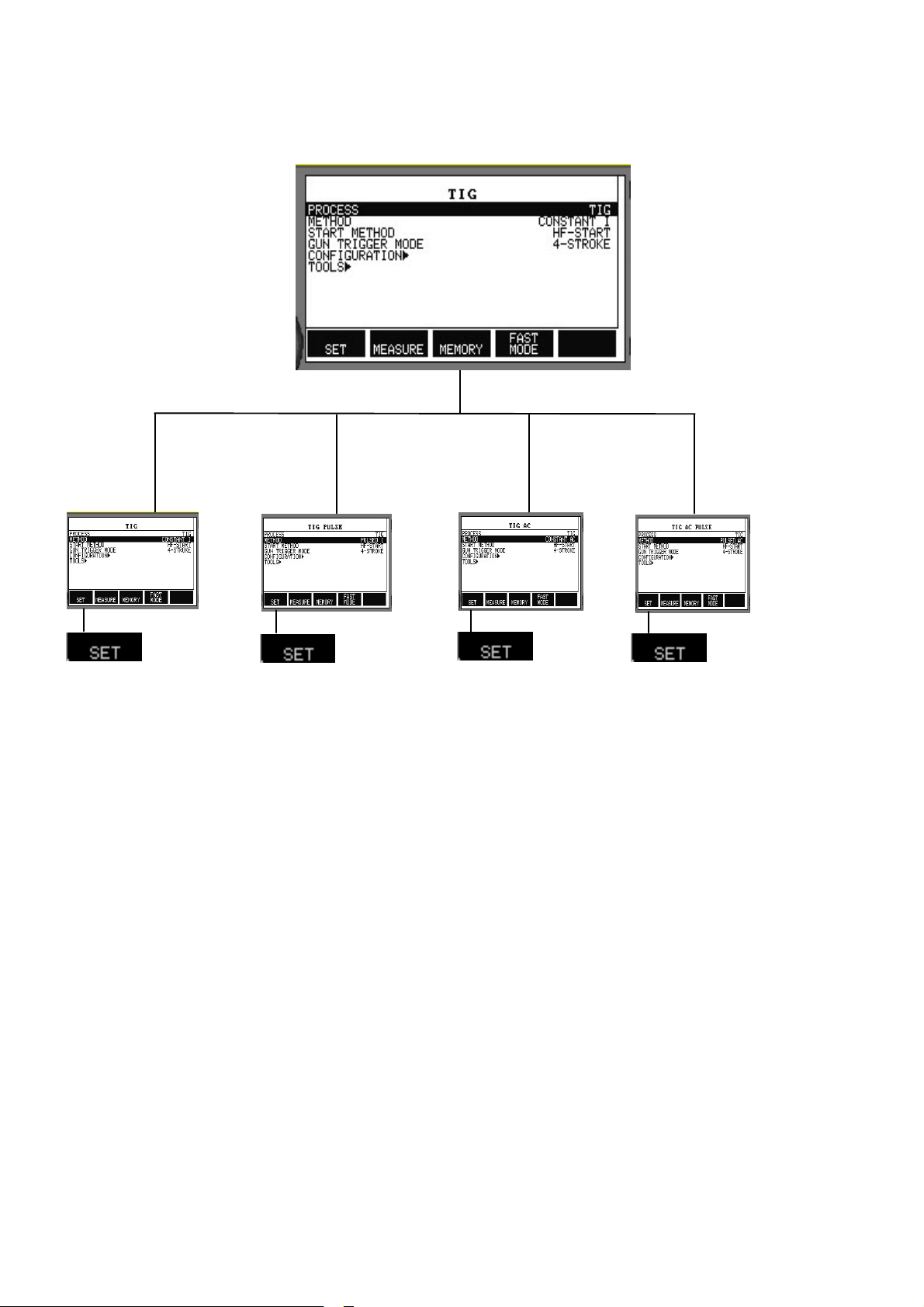
U8
2
TIG
Constant I
TIG
Pulsed I
TIG
TIG
Constant
AC*
Process
Method
Start method
Gun trigger mode
Configuration
Tools
* Not imple
mented yet
TIG
Pulsed AC*
Current
Slope up time
Slope down time
Gas preflow
Gas postflow
Setting limits
Measure limits
Edit description
Current
Background current
Pulse time
Background time
Slope up time
Slope down time
Gas preflow
Gas postflow
Setting limits
Measure limits
Edit description
Current
Slope up time
Slope down time
Gas preflow
Gas post flow
Preheating
Frequency
Balance
Offset
Setting limits
Measure limits
Edit description
Current
Slope up time
Slope down time
Gas preflow
Gas post flow
Preheating
Frequency
Balance
Offset
Pulse periods
Background current
Background periods
Background balance
Background frequency
Background offset
Setting limits
Measure limits
Edit description
83
Edition 100802
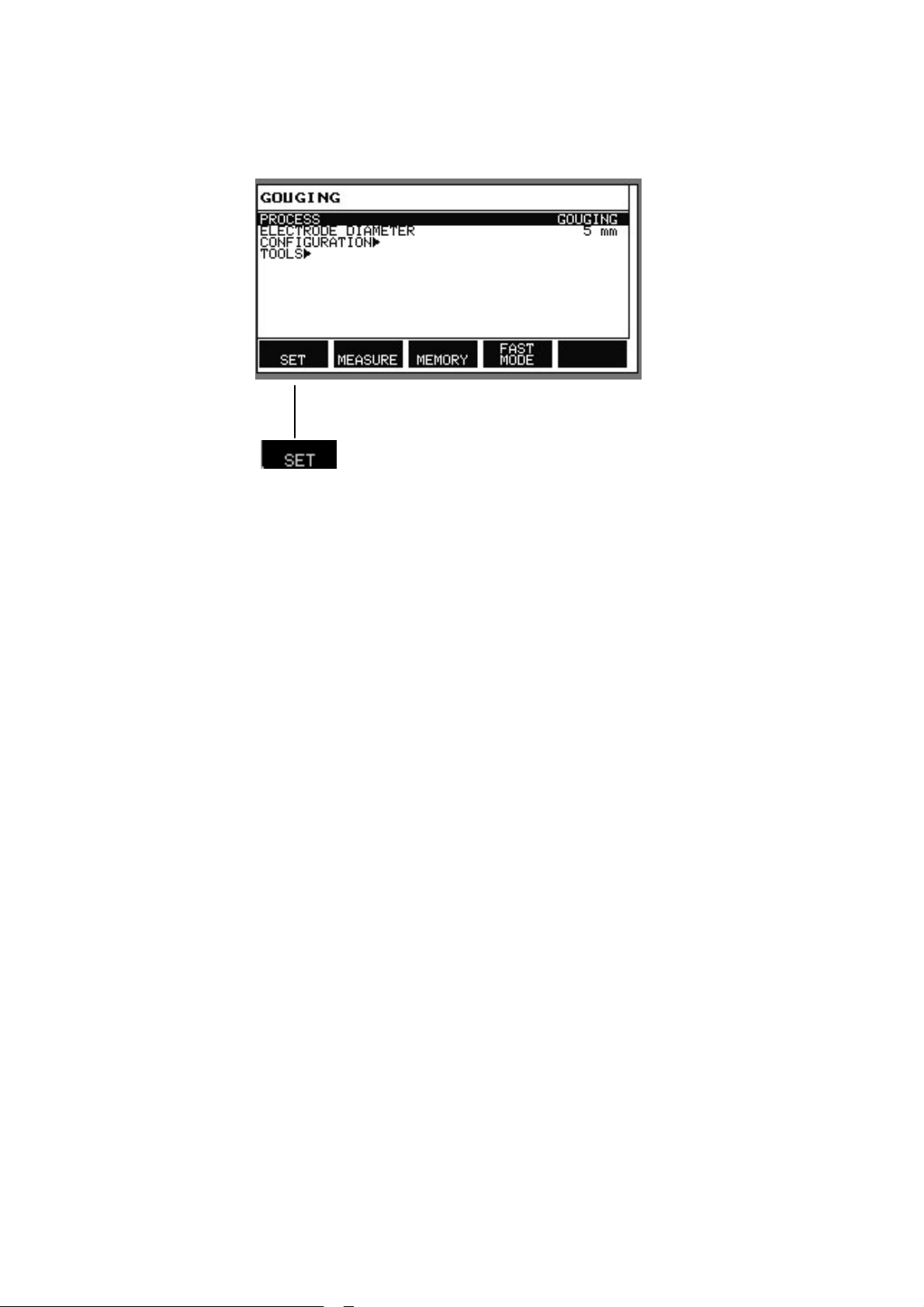
U8
2
Voltage
Synergic mode
Inductance
Control type
Edit description
GOUGING
Process
Electrode diameter
Configuration
Tools
84
Edition 100802

U8
2
CONFIGURATION - TOOLS
MIG/MAG
MMA
TIG
GOUGING
Configuration Tools
Language
Code lock
Remote controls
MIG/MAG defaults
-gun trigger mode
-4-stroke configuration
-soft keys configuration
-volt.measure in pulsed
-AVC feeder
-release pulse
MMA defaults
-droplet welding
Fast mode soft buttons
Double start sources
Panel remote enable
Auto save mode
Trigger welddata switch
Multiple wire feeders
Quality functions
Maintenance
Unit of length
Measure value frequency
Register key
Error category config
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
-synergic lines
-basic settings
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
User defined synergic data
Calendar
User accounts
Unit information
Process
Method
Wire Type
Shielding Gas
Wire diameter
Configuration
Tools
85
Edition 100802
U8
2
Functional differences
NO TAG
Functions U8
Basic U82 Plus
2
Super Pulse No Yes
Limit editor Yes Yes
File manager No Yes
Auto save mode No Yes
Release pulse Yes Yes
Synergic lines Basic package = 92 lines Complete no of available lines
User defined synergic data No Yes
Production statistics No Yes
86
Edition 100802

Zusatzwerkstoff- und Gaskombinationen
U82 Basic - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas
Low alloy or unalloyed wire
(Fe)
Stainless solid wire (Ss) Ar + 2%O
Magnesium-alloyed
CO
2
Ar + 18% CO
Ar + 8% CO
Ar + 23% CO
Ar + 2% CO
2
2
2
2
2
Ar 1.0 1.2 1.6*
aluminium wire (AlMg)
Silicon-alloyed aluminium wire
(AlSi)
Metal powder cored wire (Fe) Ar + 18% CO
Rutile flux cored wire (Fe) Ar + 18% CO
Basic flux cored wire (Fe) CO
Metal powder cored stainless
wire (Ss)
Ar
Ar + 50% He
Ar+ 8% CO
2
2
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
2
Ar + 18% CO
Ar + 2% CO
2
2
2
2
2
2
Silicon bronze (CuSi3) Ar
Ar + 1%O
2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Wire diameter (mm)
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2 1.6*
1.0 1.2 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2
1.2
1.2
1.2
1.0 1.2
1.0 1.2
U82 Basic - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter (mm)
Low alloy or unalloyed wire
(Fe)
Stainless wire (Ss) Ar + 2%O
Magnesium-alloyed
aluminium wire (AlMg)
Silicon-alloyed aluminium
wire (AlSi)
Metal powder cored wire
(Fe)
Metal powder cored
stainless wire (Ss)
Silicon bronze (CuSi3) Ar
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Ar + 18% CO
Ar + 8% CO
Ar + 2% CO
2
2
2
2
Ar 1.0 1.2 1.6*
Ar
Ar + 50% He
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
Ar + 2% CO
Ar + 8% CO
Ar + 1% O
2
2
2
2
2
2
1.0 1.2 1.6*
1.0 1.2 1. 6*
0,8 1.0 1.2 1.6*
0,8 1.0 1.2 1.6*
1,0 1.2 1.6*
1.0 1.2 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
1.0 1.2
87

U82 Plus - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas
Low alloy or unalloyed wire
(Fe)
Stainless solid wire (Ss) Ar + 2%O
Stainless duplex wire
(Ss Duplex)
Magnesium-alloyed
CO
2
Ar + 18% CO
Ar + 2% O
Ar + 5%O
Ar + 8% CO
Ar + 23% CO
Ar + 15% CO
Ar +16% CO
Ar + 25% CO
Ar + 2% CO
Ar + 5% O
Ar + 30%He + 1%O
Ar + 2% CO
Ar + 3%CO2 + 1%H
Ar + 32%He + 3%CO
Ar + 2% O
Ar + 30%He +1%O
2
2
+ 5% CO
2
2
2
+ 5%O
2
2
2
2
2
2
2
2
2
2
2
2
2
2
+ 1% H
2
Ar 0.9 1.0 1.2 1.6*
aluminium wire (AlMg)
Silicon-alloyed aluminium wire
(AlSi)
Metal powder cored wire (Fe) Ar + 18% CO
Rutile flux cored wire
(Fe)
Basic flux cored wire
(Fe)
Ar
Ar + 50% He
Ar+ 8% CO
CO
2
2
Ar + 18% CO
CO
2
Ar + 18% CO
2
2
2
SELF-SHIELDING
Stainless flux cored wire
(Ss)
Ar + 18% CO
Ar+ 8% CO
2
2
SELF-SHIELDING
Duplex rutile flux
Ar + 18% CO
2
cored wire (Ss)
Metal powder cored stainless
wire (Ss)
Ar + 8% CO
Ar + 2% O
2
Ar + 18% CO
Ar + 2% CO
2
2
2
Nickel base Ar + 50% He 0.9
Silicon bronze (CuSi3) Ar + 1%O
2
Ar
Copper and aluminum wire
(CuAl8)
Ar
Ar + 1%O
2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
Wire diameter (mm)
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
1.0
1.0
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.6*
1.2
1.2
1.6* 2.4*
1.2
1.2
1.2
1.2
1.2
1.0 1.2
1.0 1.2
1.0 1.2
1.0 1.2
88

U82 Plus - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter (mm)
Low alloy or unalloyed wire
(Fe)
Stainless wire (Ss) Ar + 2%O
Stainless duplex wire
(Ss Duplex)
Magnesium-alloyed
aluminium wire (AlMg)
Silicon-alloyed aluminium
wire (AlSi)
Metal powder cored wire
(Fe)
Metal powder cored
stainless wire (Ss)
Nickel base Ar
Silicon bronze (CuSi3) Ar + 1% O
Stainless wire (13964) Ar + 8%O
Copper and aluminum wire
(CuAl8)
Ar + 18% CO
Ar + 2% O
Ar + 2% CO
Ar + 5%O
Ar + 8% CO
Ar + 23% CO
Ar +16% CO
Ar + 25% CO
Ar + 5%O
2
2
2
+ 5% CO
2
2
2
2
2
2
2
Ar + 30%He + 1%O
Ar + 2% CO
2
Ar + 3% CO2 + 1%H
Ar + 32%He + 3%CO
Ar + 30%He + 1%O
Ar + 2%O
2
Ar
Ar + 50%He
Ar
Ar + 50% He
Ar + 18% CO
Ar + 8% CO
Ar + 2% O
Ar + 2% CO
Ar + 8% CO
2
2
2
2
2
Ar + 50% He
Ar + 30% He + 2%H
Ar + 30% He + 0.5%CO
2
Ar
2
Ar
Ar + 1%O
2
2
2
2
+ 1% H
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1. 6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1. 6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.9
1.0 1.2
0,8 0.9 1.0 1.2 1.6*
0.8 0,9 1.0 1.2 1.6*
0,8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6
0.8 0.9 1.0 1.2 1.6
2
1.0
1.0
0.8 0.9 1.0 1.2 1.6*
1.2
0,9 1,0 1.2 1.6*
0.9 1.0 1.2 1.6*
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
0.9 1.0 1.2
1.0
2
1.0
1.0 1.2
1.0 1.2
1.0LOW 1.0HIGH
1.0 1.2
1.0 1.2
*) Only for Mig 4000i, 4001i, 4002c, 5000i, 5002c, 6502c
MMA welding
Electrode type Electrode diameter (mm)
Basic
Rutile
Cellulose
1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0*
1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0* 7.0*
2.5 3.2
*) Only for Mig 4000i, 4001i, 5000i
Carbon, arc air
Electrode diameters (mm) 4.0 5.0 6.0 8.0 10.0 13.0
89

U8
2
Bestellnummer
Ordering no. Denomination
0460 820 880 Control panel Aristot U82 *
0460 820 881 Control panel Aristot U82 Plus *
0460 820 882 Control panel Aristot U82 Plus I/O *
0460 896 070 Instruction manual SE
0460 896 071 Instruction manual DK
0460 896 072 Instruction manual NO
0460 896 073 Instruction manual FI
0460 896 074 Instruction manual GB
0460 896 075 Instruction manual DE
0460 896 076 Instruction manual FR
0460 896 077 Instruction manual NL
0460 896 078 Instruction manual ES
0460 896 079 Instruction manual IT
0460 896 080 Instruction manual PT
0460 896 081 Instruction manual GR
0460 896 082 Instruction manual PL
0460 896 083 Instruction manual HU
0460 896 084 Instruction manual CZ
0460 896 085 Instruction manual SK
0460 896 086 Instruction manual RU
0460 896 087 Instruction manual US
0460 896 089 Instruction manual EE
0460 896 090 Instruction manual LV
0460 896 091 Instruction manual SI
0460 896 092 Instruction manual LT
0460 896 093 Instruction manual CN
0459 839 037 Spare parts list
* For functional differences, see page 86
The instruction manuals are available on the Internet at www.esab.com.
90
Edition 100802

U8
2
Zubehör
Extension cable (connectors included)
7.5 m 12-poles . . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 877 891
Adapter set 230 V AC / 12 V DC, for control
box . . .
(for training with the control box disconnected
from the machine).
USB Memory stick Gb 2 0462 062 001
0457 043 880
91
R0460 896/E100802/P92
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...