

Page 1

Aristo®
U82
Betriebsanweisung
0460 896 475 DE 20160203 Valid for: from program version 1.18Q
Page 2
Page 3

INHALT
1 SICHERHEIT......................................................................................................... 6
2 EINFÜHRUNG ...................................................................................................... 8
2.1 Bedienkonsole AristoU82...................................................................................8
2.1.1 Tasten und Drehknöpfe ......................................................................................9
2.2 Aufstellung ...........................................................................................................9
2.3 USB-Anschluss .................................................................................................. 10
2.3.1 Einsetzen des USB-Speichers .........................................................................10
2.4 Erster Schritt– Sprachauswahl ........................................................................10
2.5 Display ................................................................................................................12
2.5.1 Symbole auf dem Display ................................................................................13
2.5.2 Symbol für VRD- und Fehleranzeige ...............................................................13
2.6 Allgemeine Informationen zu Einstellungen ...................................................14
2.6.1 Einstellen von numerischen Werten................................................................. 14
2.6.2 Einstellen mit gegebenen Alternativen............................................................. 14
2.6.3 Einstellen des Modus EIN/AUS........................................................................ 14
2.6.4 ENDE und Eingabetaste .................................................................................. 15
3 MENÜS ............................................................................................................... 16
3.1 Hauptmenü .........................................................................................................16
3.1.1 Konfigurationsmenü ......................................................................................... 17
3.1.2 Werkzeugmenü ................................................................................................17
3.1.3 Menü der Schweißdateneinstellung .................................................................18
3.1.4 Messmenü........................................................................................................ 19
3.1.5 Schweißdatenspeichermenü............................................................................ 20
3.1.6 Schnellmodusmenü.......................................................................................... 20
4 MIG/MAG-SCHWEISSEN...................................................................................21
4.1 Einstellungen im Menü „Schweißdateneinstellung“ ......................................21
4.1.1 MIG/MAG-Schweißen mit Kurz-/Sprühbogen .................................................. 21
4.1.2 MIG/MAG-Schweißen mit Impuls..................................................................... 23
4.1.3 MIG/MAG-Schweißen mit SuperPulse, primär/sekundär,
Kurz-/Sprühbogen/Impuls............................................................................. 24
4.2 Funktionserklärungen für Einstellungen .........................................................26
4.2.1 QSet .................................................................................................................32
4.2.2 Synergiegruppen.............................................................................................. 32
4.3 SuperPulse .........................................................................................................33
4.3.1 Draht- und Gaskombinationen ......................................................................... 33
4.3.2 Verschiedene Impulsmethoden........................................................................ 33
4.3.3 Drahtvorschubeinheit ....................................................................................... 34
5 E-HAND-SCHWEISSEN ..................................................................................... 37
5.1 E-HAND-Schweißen (DC)...................................................................................37
5.2 E-HAND-Schweißen (AC)...................................................................................37
5.3 Funktionserklärungen für die Einstellungen...................................................38
0460 896 475 © ESAB AB 2016
Page 4

INHALT
6 WIG-SCHWEISSEN............................................................................................39
6.1 Einstellungen im Menü „Schweißdateneinstellung“ ......................................39
6.1.1 WIG-Schweißen ohne Impuls (DC).................................................................. 39
6.1.2 WIG-Schweißen mit Impuls (DC) .....................................................................39
6.1.3 WIG-Schweißen ohne Impuls (AC) ..................................................................40
6.2 Funktionserklärungen für die Einstellungen...................................................40
6.3 Erklärungen weiterer Funktionen ..................................................................... 45
7 LICHTBOGEN-DRUCKLUFTFUGENHOBELN..................................................46
7.1 Einstellungen im Menü „Schweißdateneinstellung“ ......................................46
7.2 Funktionserklärungen .......................................................................................46
8 SPEICHERVERWALTUNG ................................................................................. 47
8.1 Funktionsweise der Bedienkonsole .................................................................47
8.2 Speichern............................................................................................................ 48
8.3 Wiederaufrufen................................................................................................... 49
8.4 Löschen ..............................................................................................................50
8.5 Kopieren.............................................................................................................. 50
8.6 Bearbeiten........................................................................................................... 52
8.7 Benennen............................................................................................................ 53
9 KONFIGURATIONSMENÜ ................................................................................. 54
9.1 Zugangsschutz................................................................................................... 54
9.1.1 Sicherheitsstatus.............................................................................................. 55
9.1.2 Eingeben/Bearbeiten des Zugangscodes ........................................................ 55
9.2 Fernsteuerungen................................................................................................ 55
9.2.1 Überspielen vergessen ....................................................................................56
9.2.2 Konfiguration für digitalen Fernregler............................................................... 56
9.2.3 Konfiguration für analogen Fernregler .............................................................56
9.2.4 Messbereich an Eingängen.............................................................................. 57
9.3 MIG/MAG-Standardeinstellungen .....................................................................57
9.3.1 Pistolenauslösermodus (2-Takt/4-Takt) ............................................................58
9.3.2 4-Takt-Konfiguration .........................................................................................59
9.3.3 Funktionstastenkonfiguration ........................................................................... 60
9.3.4 Spannungsmessung bei Impuls .......................................................................62
9.3.5 AVC-Vorschubeinheit ....................................................................................... 62
9.3.6 Impulse auslösen ............................................................................................. 62
9.3.7 Spannungsregler flach statisch ........................................................................62
9.3.8 Verzögerungszeit Kraterfüllung aktiv................................................................62
9.3.9 Schweißstart Lichtbogen Aus Verzögerungszeit.............................................. 62
9.4 E-HAND-Standardwerte .....................................................................................63
9.5 Schnellmodus-Funktionstasten........................................................................ 63
9.6 Zwei Startsignalquellen .....................................................................................64
9.7 Konsolenfernsteuerung aktiviert...................................................................... 64
0460 896 475 © ESAB AB 2016
Page 5

INHALT
9.8 DV-Überwachung ............................................................................................... 64
9.9 Automatisches Speichern .................................................................................64
9.10 Messgrenzwerte Schweißstopp........................................................................ 64
9.11 Brennertasterfunktion .......................................................................................64
9.12 Mehrfach-Drahtvorschubgeräte........................................................................ 66
9.13 Qualitätsfunktionen ...........................................................................................67
9.14 Wartung............................................................................................................... 68
9.15 Längeneinheit..................................................................................................... 68
9.16 Messwertfrequenz.............................................................................................. 68
9.17 Registrierschlüssel ............................................................................................68
10 WERKZEUGE ..................................................................................................... 70
10.1 Fehlerprotokoll ...................................................................................................70
10.1.1 Beschreibung der Fehlercodes ........................................................................ 71
10.2 Exportieren/Importieren ....................................................................................76
10.3 Dateimanager .....................................................................................................76
10.3.1 Datei/Verzeichnis löschen................................................................................ 77
10.3.2 Datei/Verzeichnis umbenennen ....................................................................... 78
10.3.3 Neuen Ordner erstellen.................................................................................... 78
10.3.4 Dateien kopieren und einfügen ........................................................................ 78
10.4 Einstellungsgrenzwerte bearbeiten..................................................................78
10.5 Messgrenzwerte bearbeiten ..............................................................................79
10.6 Produktionsstatistik........................................................................................... 80
10.7 Qualitätsfunktionen ...........................................................................................81
10.7.1 Qualitätsdaten speichern .................................................................................82
10.8 Benutzerdefinierte Synergiedaten.................................................................... 83
10.8.1 Spannungs-/Drahtkoordinaten angeben .......................................................... 83
10.8.2 Gültige Draht-/Gaskombination angeben......................................................... 84
10.8.3 Eigene Draht-/Gasoptionen erstellen ...............................................................85
10.9 Kalender.............................................................................................................. 86
10.10 Anwenderzugang ............................................................................................... 86
10.11 Einheiteninformation ......................................................................................... 87
11 ERSATZTEILBESTELLUNG ..............................................................................89
MENÜSTRUKTUR .....................................................................................................90
DATEN FÜR DRAHT UND GAS................................................................................96
BESTELLNUMMERN ..............................................................................................103
ZUBEHÖR................................................................................................................104
Änderungen ohne vorherige Ankündigung vorbehalten.
0460 896 475 © ESAB AB 2016
Page 6

1 SICHERHEIT
1 SICHERHEIT
HINWEIS!
Die Einheit wird von ESAB in einer allgemeinen Installationsumgebung getestet.
Der Integrator ist verantwortlich für Sicherheit und Funktion der jeweiligen
Installation.
Nutzer von ESAB-Ausrüstung müssen uneingeschränkt sicherstellen, dass alle Personen,
die mit oder in der Nähe der Ausrüstung arbeiten, die geltenden Sicherheitsvorkehrungen
einhalten. Die Sicherheitsvorkehrungen müssen den Vorgaben für diesen Ausrüstungstyp
entsprechen. Neben den standardmäßigen Bestimmungen für den Arbeitsplatz sind die
folgenden Empfehlungen zu beachten.
Alle Arbeiten müssen von ausgebildetem Personal ausgeführt werden, das mit dem Betrieb
der Ausrüstung vertraut ist. Ein unsachgemäßer Betrieb der Ausrüstung kann zu
Gefahrensituationen führen, die Verletzungen beim Bediener sowie Schäden an der
Ausrüstung verursachen können.
1. Alle, die die Ausrüstung nutzen, müssen mit Folgendem vertraut sein:
○ Betrieb,
○ Position der Notausschalter,
○ Funktion,
○ geltende Sicherheitsvorkehrungen,
○ Schweiß- und Schneidvorgänge oder eine andere Verwendung der Ausrüstung.
2. Der Bediener muss Folgendes sicherstellen:
○ Es dürfen sich keine unbefugten Personen im Arbeitsbereich der Ausrüstung
aufhalten, wenn diese in Betrieb genommen wird.
○ Beim Zünden des Lichtbogens oder wenn die Ausrüstung in Betrieb genommen wird,
dürfen sich keine ungeschützten Personen in der Nähe aufhalten.
3. Das Werkstück:
○ muss für den Verwendungszweck geeignet sein,
○ darf keine Defekte aufweisen.
4. Persönliche Sicherheitsausrüstung:
○ Tragen Sie stets die empfohlene persönliche Sicherheitsausrüstung wie Schutzbrille,
feuersichere Kleidung, Schutzhandschuhe.
○ Tragen Sie keine lose sitzende Kleidung oder Schmuckgegenstände wie Schals,
Armbänder, Ringe usw., die eingeklemmt werden oder Verbrennungen verursachen
können.
5. Allgemeine Vorsichtsmaßnahmen
○ Stellen Sie sicher, dass das Rückleiterkabel sicher verbunden ist.
○ Arbeiten an Hochspannungsausrüstung dürfen nur von qualifizierten Elektrikern
ausgeführt werden.
○ Geeignete Feuerlöschausrüstung muss deutlich gekennzeichnet und in unmittelbarer
Nähe verfügbar sein.
○ Schmierung und Wartung dürfen nicht ausgeführt werden, wenn die Ausrüstung in
Betrieb ist.
Vor Installation oder Verwendung müssen Sie die Betriebsanleitung gelesen und
verstanden haben.
SCHÜTZEN SIE SICH UND ANDERE!
0460 896 475
- 6 -
© ESAB AB 2016
Page 7

1 SICHERHEIT
VORSICHT!
Die vorliegenden ANWEISUNGEN wenden sich an erfahrene Bediener. Wenn
Sie nicht vollständig mit den Funktionsprinzipien und der sicheren Handhabung
von Ausrüstung zum Lichtbogenschweißen vertraut sind, raten wir Ihnen
dringend, unsere Broschüre „Vorsichtsmaßnahmen und sichere Handhabung von
Ausrüstung zum Lichtbogenschweißen, Schneiden und Fugenhobeln“
(Originaltitel: „Precautions and Safe Practices for Arc, Cutting and Gouging“),
Formular 52-529, zu lesen. Betrauen Sie keine Personen mit Montage, Betrieb
und Wartung dieser Ausrüstung, die NICHT über die erforderliche Ausbildung
verfügen. Montieren und verwenden Sie diese Ausrüstung erst, nachdem Sie die
vorliegenden Anweisungen vollständig gelesen und verstanden haben. Wenn Sie
die vorliegenden Anweisungen nicht vollständig verstehen, wenden Sie sich bitte
an Ihren Lieferanten, um weitere Informationen zu erhalten. Lesen Sie vor
Montage und Betrieb dieser Ausrüstung unbedingt die Informationen zu den zu
treffenden Sicherheitsvorkehrungen.
HINWEIS!
Entsorgen Sie elektronische Ausrüstung in einer
Recyclinganlage!
Gemäß EU-Richtlinie 2012/19/EG zu Elektro- und
Elektronikgeräte-Abfall sowie ihrer Umsetzung durch
nationale Gesetze muss elektrischer und bzw. oder
elektronischer Abfall in einer Recyclinganlage entsorgt
werden.
Als für diese Ausrüstung zuständige Person müssen Sie
Informationen zu anerkannten Sammelstellen einholen.
Weitere Informationen erhalten Sie von einem
ESAB-Händler in Ihrer Nähe.
0460 896 475
- 7 -
© ESAB AB 2016
Page 8
2 EINFÜHRUNG
2 EINFÜHRUNG
Damit Sie Ihre Schweißausrüstung optimal nutzen können, empfehlen wir Ihnen, diese
Anleitung aufmerksam zu lesen.
Allgemeine Informationen zu Verwendung und Funktionsweise finden Sie in den
Bedienungsanleitungen für die Stromversorgung und die Drahtvorschubeinheit.
Für den im Display angezeigten Text stehen folgende Sprachen zur Verfügung: Englisch,
Schwedisch, Finnisch, Norwegisch, Dänisch, Deutsch, Französisch, Italienisch,
Niederländisch, Spanisch, Portugiesisch, Ungarisch, Polnisch, amerikanisches Englisch,
Tschechisch, Chinesisch und Türkisch.
HINWEIS!
Je nach installiertem Produkt kann sich der Funktionsumfang der Bedienkonsole
unterscheiden.
2.1 Bedienkonsole AristoU82
Die Bedienkonsole wird mit einer Befestigungsklammer mit Schrauben und einer
Bedienungsanleitung in Englisch geliefert. An der Konsole ist ein 1,2m langes Kabel
befestigt. Ein USB-Speicher und ein Verlängerungskabel sind als Zubehör erhältlich, siehe
Kapitel „ZUBEHÖR“ in diesem Handbuch.
Betriebsanleitungen in anderen Sprachen können von der Website www.esab.com
heruntergeladen werden.
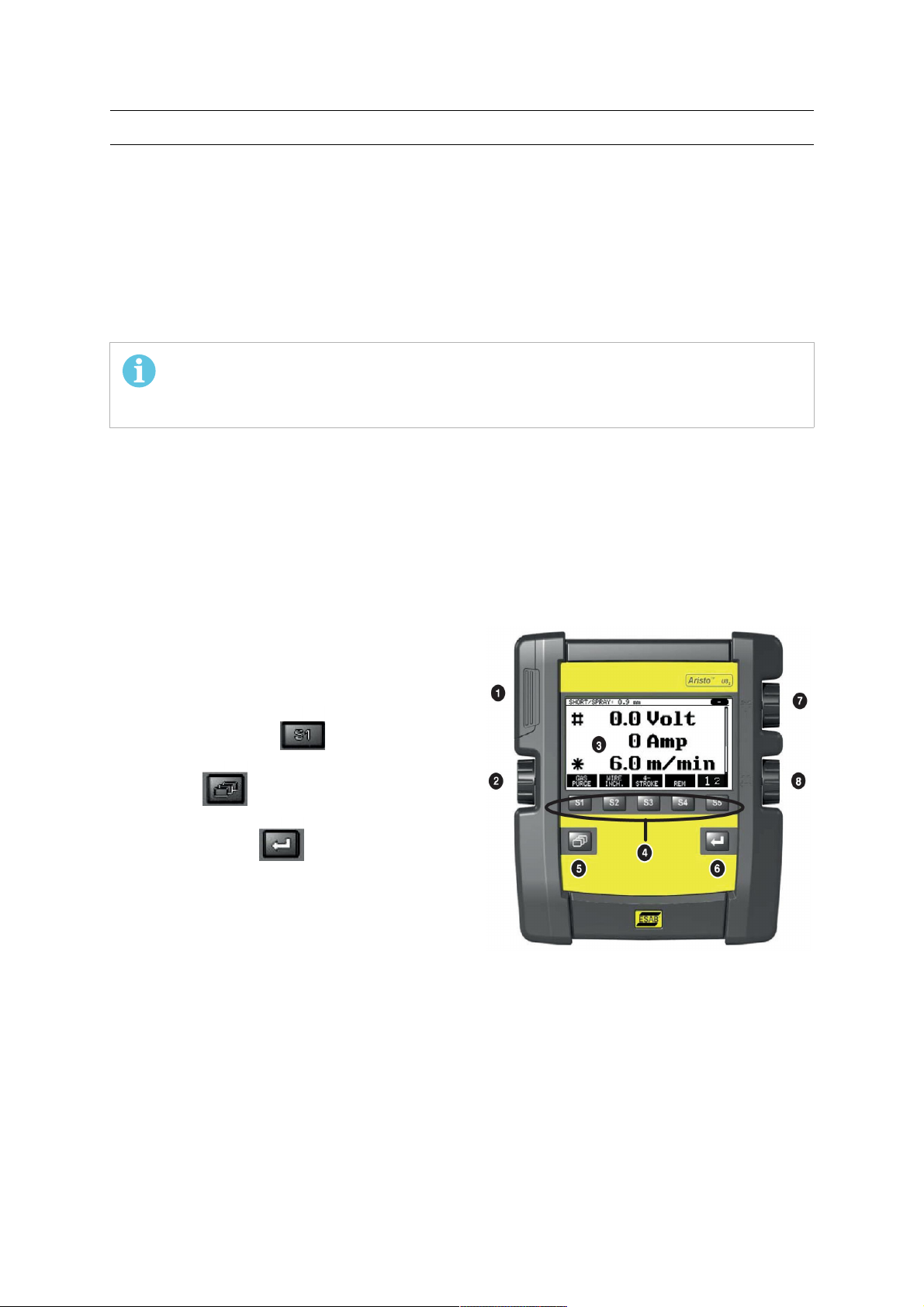
1. Anschluss für USB-Speicher
2. Drehknopf zum Verschieben des Cursors
3. Display
4. Funktionstasten
5. Menü
6. Eingabetaste
7. Drehknopf zum Erhöhen oder Verringern
von Sollwerten sowie zum Festlegen der
Spannung, #
8. Drehknopf zum Erhöhen oder Verringern
von Sollwerten sowie zum Festlegen der
Drahtvorschubgeschwindigkeit,*
0460 896 475
- 8 -
© ESAB AB 2016
Page 9

2 EINFÜHRUNG
2.1.1 Tasten und Drehknöpfe
Funktionstasten (4)
Die fünf Tasten unter dem Display haben unterschiedliche
Funktionen. Hierbei handelt es sich um „Funktionstasten“, denen je
nach dem Menü, in dem man sich befindet, unterschiedliche
Funktionen zugewiesen sind. Die jeweils zutreffende Funktion dieser
Tasten ist aus dem Text in der unteren Zeile auf der Anzeige
ersichtlich.
Wenn die Funktion aktiv ist, wird dies durch eine weiße Taste
gekennzeichnet:
Menütaste (5)
Mit der Menütaste gelangen Sie stets zum Hauptmenü zurück:
Eingabetaste (6)
Mit der Eingabetaste bestätigen Sie eine Auswahl.
Cursordrehknopf (2)
Mithilfe des linken Drehknopfs wird der Cursor zu den einzelnen Displayzeilen bewegt.
Plus/Minus-Drehknöpfe (7, 8)
Die rechten Drehknöpfe erhöhen oder verringern den Wert einer Einstellung. Neben den
Drehknöpfen ist ein Symbol, eine Raute# oder ein Stern*. Die meisten numerischen
Einstellungen können mit einem beliebigen Drehknopf vorgenommen werden; bestimmte
Einstellungen müssen jedoch mit einem bestimmten Drehknopf vorgenommen werden.
2.2 Aufstellung
An der Rückseite der Bedienkonsole befindet
sich eine ausklappbare Stütze, sodass Sie
die Konsole ablegen und das Display
aufrecht stellen können. Die Stütze dient
ebenfalls als Befestigungsvorrichtung,
sodass die Bedienkonsole an die
Drahtvorschubeinheit gehängt werden kann.
0460 896 475
- 9 -
© ESAB AB 2016
Page 10

2 EINFÜHRUNG
2.3 USB-Anschluss
Mit externen USB-Speichern können Programme in die Bedienkonsole und aus der
Bedienkonsole übertragen werden. Weitere Informationen finden Sie im Abschnitt
„Exportieren/ Importieren“.
In der Bedienkonsole erstellte Dateien werden im XML-Format gespeichert. Der
USB-Speicher muss mit dem Dateisystem FAT32 formatiert werden.
Bei einer normalen Nutzung besteht keine Gefahr für einen Virenbefall der Ausrüstung. Zum
völligen Ausschluss dieses Risikos empfehlen wir, den mit dieser Ausrüstung verwendeten
Speicher ausschließlich für diesen Zweck zu verwenden.
Bestimmte USB-Speicher funktionieren möglicherweise nicht mit dieser Ausrüstung. Wir
empfehlen, USB-Speicher eines Markenherstellers zu verwenden. ESAB übernimmt keine
Haftung für etwaige Schäden, die aus einer falschen Nutzung von USB-Speichern
resultieren.
2.3.1 Einsetzen des USB-Speichers
Gehen Sie wie folgt vor:
• Schalten Sie den Hauptschalter der Stromversorgung aus.
• Öffnen Sie die Abdeckung an der linken Seite der
Bedienkonsole.
• Setzen Sie den USB-Speicher in den USB-Anschluss ein.
• Schließen Sie die Abdeckung.
• Schalten Sie den Hauptschalter der Stromversorgung ein.
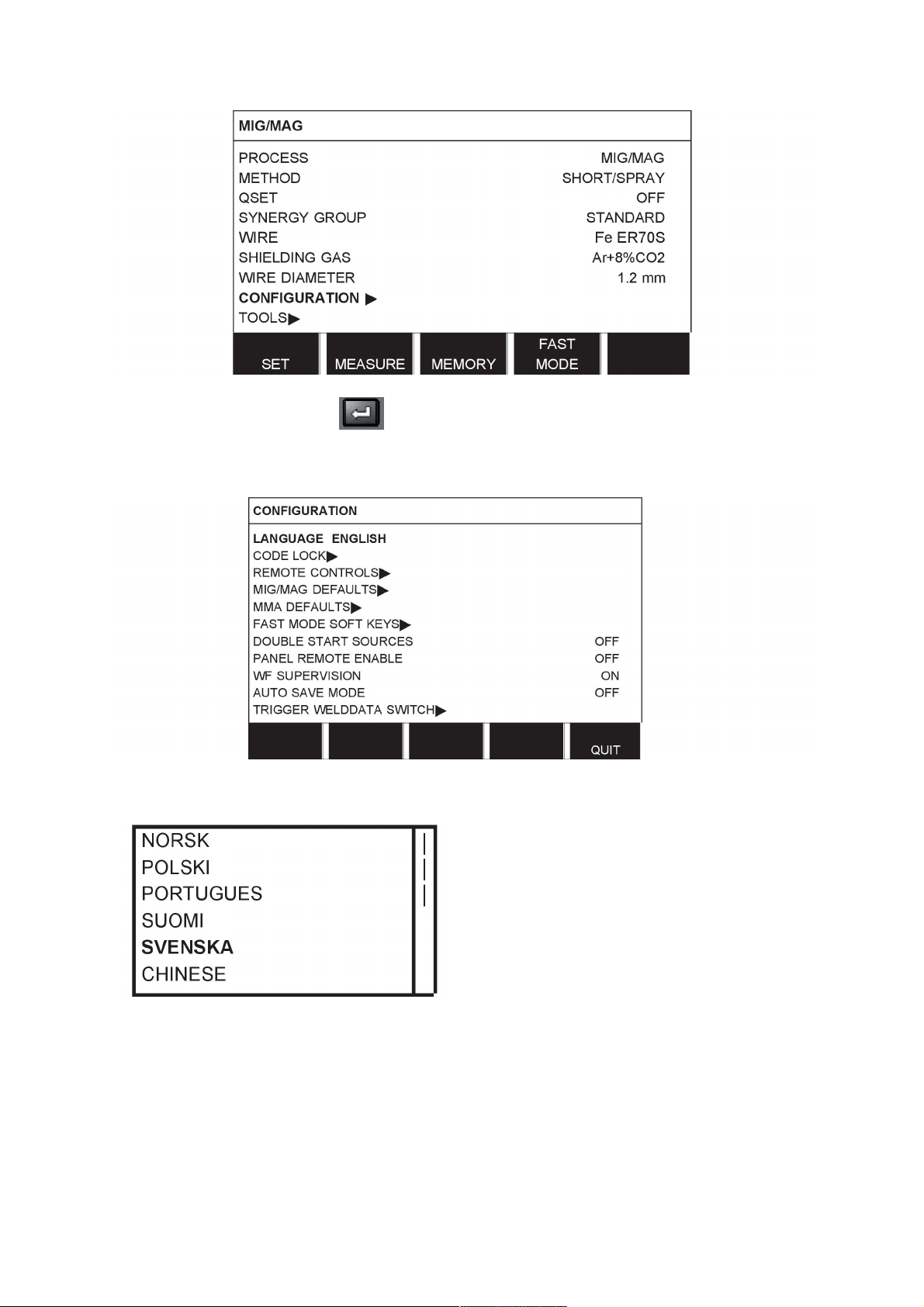
2.4 Erster Schritt– Sprachauswahl
Dieses Menü wird beim ersten Start der Ausrüstung im Display angezeigt.
Bei Lieferung ist als Sprache der Bedienkonsole Englisch eingestellt. So wählen Sie Ihre
Sprache aus:
Drücken Sie die Menütaste , um das Hauptmenü aufzurufen.
Positionieren Sie mit dem linken Drehknopf den Cursor auf der Zeile KONFIGUARTION.
0460 896 475
- 10 -
© ESAB AB 2016
Page 11
2 EINFÜHRUNG
Drücken Sie die Eingabetaste .
Positionieren Sie den Cursor auf der Zeile SPRACHE. Drücken Sie die Eingabetaste, um
eine Liste der Sprachen aufzurufen, die für die Bedienkonsole verfügbar sind.
Positionieren Sie den Cursor auf der Zeile mit der gewünschten Sprache und drücken Sie
die Eingabetaste.
0460 896 475
- 11 -
© ESAB AB 2016
Page 12
2 EINFÜHRUNG
2.5 Display
Der Cursor
Der Cursor der Bedienkonsole wird als schattiertes Feld um einen Text dargestellt, sodass
der ausgewählte Text weiß angezeigt wird. In der Bedienungsanleitung wird die Auswahl fett
dargestellt.
Pfeile und Bildlaufleisten
Wenn im Anschluss an eine Zeile weitere Informationen vorhanden sind, wird dies mit
einem schwarzen Pfeil neben dem Text gekennzeichnet. Wenn eine Liste weitere Zeilen
enthält, wird rechts im Display eine Bildlaufleiste angezeigt:
Textfelder
Am unteren Displayrand befinden sich fünf Textfelder, die die aktuelle Funktion für die fünf
darunter befindlichen Tasten beschreiben.
Energiesparmodus
Für die Erhöhung der Lebensdauer der Hintergrundbeleuchtung erlischt diese nach drei
Minuten ohne Eingabe.
0460 896 475
- 12 -
© ESAB AB 2016
Page 13
2 EINFÜHRUNG
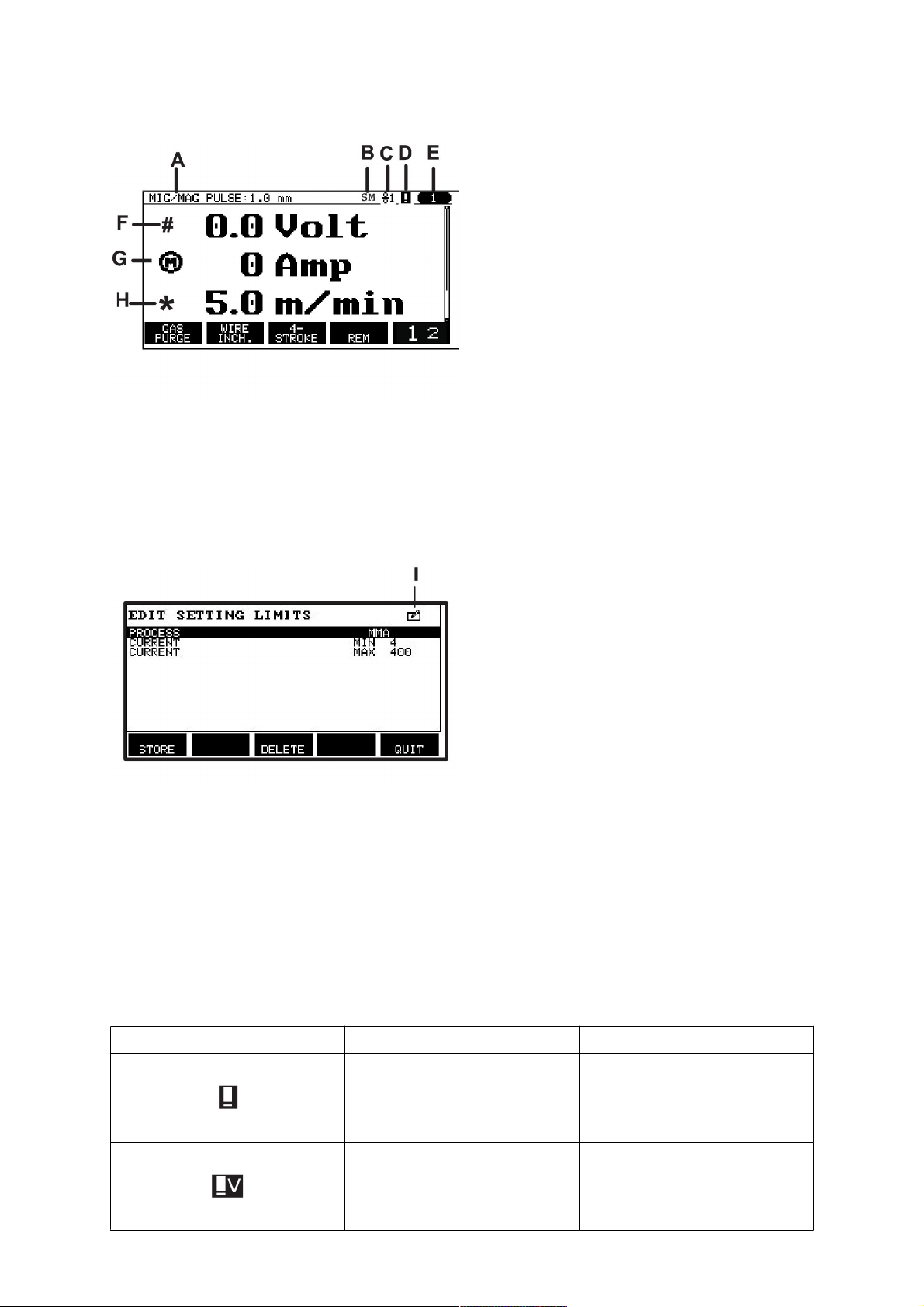
2.5.1 Symbole auf dem Display
A Der ausgewählte Schweißdatensatz
B S = Einstellungsgrenzwert aktiviert
M = Messgrenzwert aktiviert
C Die ausgewählte Drahtvorschubeinheit
D Symbol zur Anzeige von VRD-Status
und möglichen Fehlern, siehe “Symbol
für VRD- und Fehleranzeige”, Seite
13.
E Nummer der aufgerufenen
Speicherposition
F Mit dem mit # gekennzeichneten
Plus/Minus-Drehknopf wird ein
Parameterwert erhöht oder verringert.
G Gemessener Motorstrom
H Mit dem mit * gekennzeichneten
Plus/Minus-Drehknopf wird ein
Parameterwert erhöht oder verringert.
I Bearbeitungsmodus, Bearbeiten der
Speicherposition
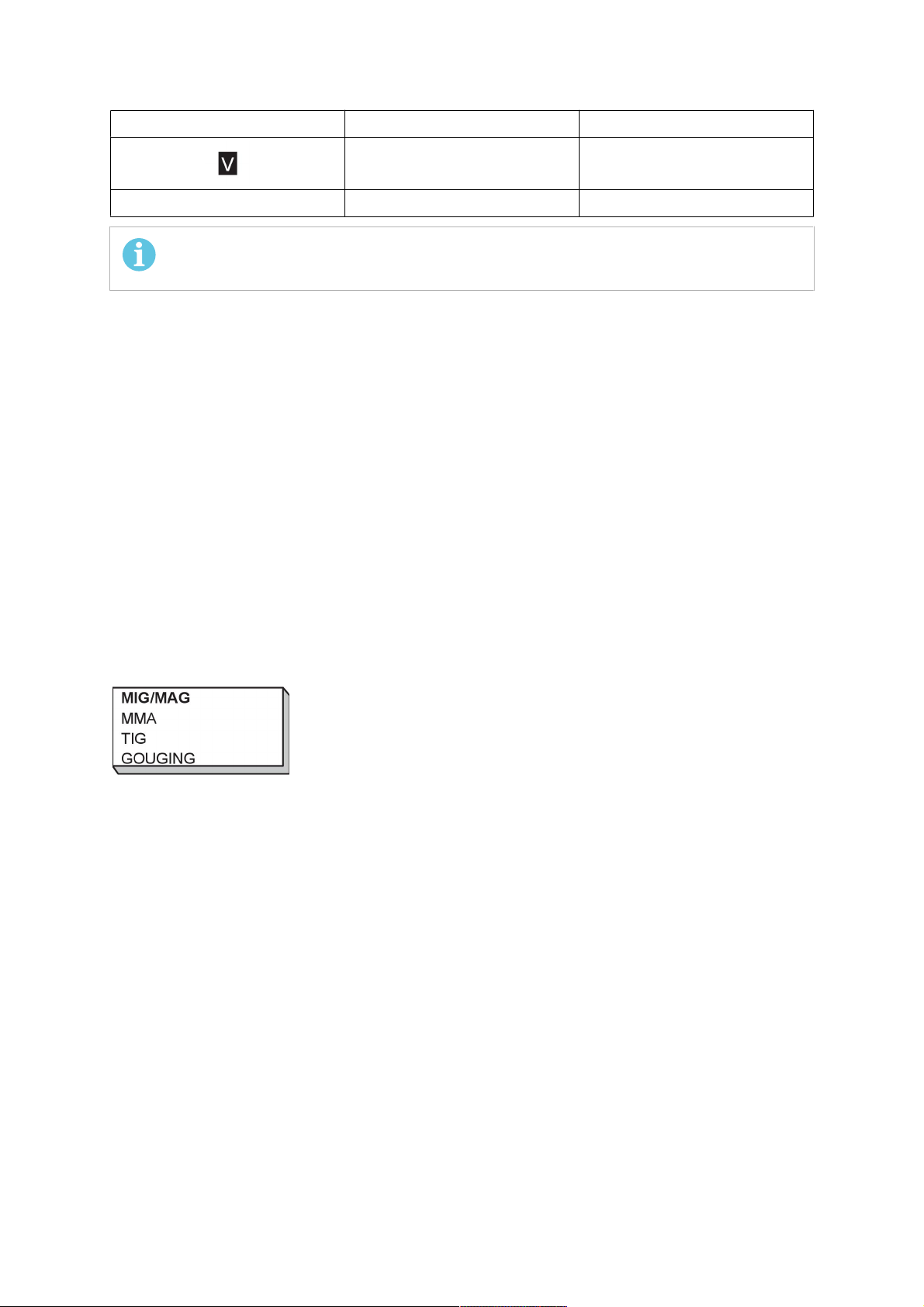
2.5.2 Symbol für VRD- und Fehleranzeige
Dieses Symbol wird für zwei unabhängige Anzeigen verwendet:
• Anzeige des VRD-Status gemäß angeschlossener Stromquelle
• Anzeige aufgetretener Fehler
Per VRD-Funktion wird sichergestellt, dass die Leerlaufspannung maximal 35 V beträgt,
wenn kein Schweißvorgang stattfindet. In der Stromquelle wird die VRD-Funktion blockiert,
wenn das System den Beginn eines Schweißvorgangs erkannt hat. Dasselbe Symbol dient
zur Anzeige einer aktiven oder inaktiven VRD-Funktion, da es angezeigt wird, wenn ein
Fehler aufgetreten ist. Siehe nachstehende Tabelle.
Symbol VRD-Status Fehlerstatus
Ein Fehler ist aufgetreten,
VRD-Funktion inaktiv.
siehe Abschnitt
„Fehlerprotokoll“ im Kapitel
„WERKZEUGE“.
Ein Fehler ist aufgetreten,
VRD-Funktion aktiv.
siehe Abschnitt
„Fehlerprotokoll“ im Kapitel
„WERKZEUGE“.
0460 896 475
- 13 -
© ESAB AB 2016
Page 14
2 EINFÜHRUNG
Symbol VRD-Status Fehlerstatus
VRD-Funktion aktiv. Keine Fehler.
Symbol wird nicht angezeigt. VRD-Funktion inaktiv. Keine Fehler.
HINWEIS!
Die VRD-Funktion ist bei Stromquellen nutzbar, in die sie implementiert ist.
2.6 Allgemeine Informationen zu Einstellungen
Es gibt drei Haupttypen an Einstellungen:
• Einstellen von numerischen Werten
• Einstellen mit gegebenen Alternativen
• Einstellen des Modus EIN/AUS
2.6.1 Einstellen von numerischen Werten
Zum Einstellen eines numerischen Werts verwenden Sie einen der beiden
Plus/Minus-Drehknöpfe zum Erhöhen oder verringern eines gegebenen Wertes. Einige
Werte können auch über die Fernregler geändert werden.
2.6.2 Einstellen mit gegebenen Alternativen
Einige Einstellungen werden durch die Auswahl einer Alternative aus einer Liste
vorgenommen.
Eine solche Liste kann wie folgt aussehen:
Der Cursor befindet sich in diesem Fall in der Zeile MIG/MAG. Wenn Sie in dieser Position
die Eingabetaste drücken, wird die Alternative MIG/MAG ausgewählt. Falls Sie stattdessen
eine andere Alternative auswählen möchten, positionieren Sie den Cursor mithilfe des linken
Drehknopfs auf der entsprechenden Zeile. Drücken Sie anschließend die Eingabetaste.
Zum Verlassen der Liste, ohne eine Auswahl zu treffen, drücken Sie ENDE.
2.6.3 Einstellen des Modus EIN/AUS
Für einige Funktionen können die Werte EIN und AUS eingestellt werden. Ein Beispiel dafür
ist die Synergiefunktion beim MIG/MAG- und E-HAND-Schweißen. Die Einstellungen EIN
oder AUS können aus einer Liste mit Alternativen, wie oben beschrieben, ausgewählt
werden.
0460 896 475
- 14 -
© ESAB AB 2016
Page 15

2 EINFÜHRUNG
2.6.4 ENDE und Eingabetaste
Die Funktionstaste ganz rechts wird vor allen für ENDE verwendet, mitunter ist sie jedoch
mit anderen Funktionen belegt.
• Durch Drücken von ENDE kehren Sie zum vorherigen Menü oder Bildschirm zurück.
Die Taste wird in diesem Handbuch als Eingabetaste bezeichnet.
• Durch Drücken der Eingabetaste wird eine ausgewählte Option in einem Menü oder
einer Liste ausgeführt.
0460 896 475
- 15 -
© ESAB AB 2016
Page 16

3 MENÜS
3 MENÜS
Die Bedienkonsole nutzt mehrere verschiedene Menüs. Dazu zählen das Hauptmenü,
Konfigurationsmenü, Werkzeugmenü, Schweißdateneinstellungsmenü, Messmenü,
Schweißdatenspeichermenü und Schnellmodusmenüs. Die Menüstrukturen sind im Anhang
„MENÜSTRUKTUR“ am Ende dieses Handbuchs dargestellt. Während des Starts wird kurz
ein Startbildschirm mit Informationen zur aktuellen Programmversion angezeigt.
Startbildschirm
3.1 Hauptmenü
Im HAUPTMENÜ können Sie Schweißverfahren, Schweißmethode, Drahttyp usw. ändern.
Von diesem Menü aus gelangen Sie zu allen weiteren Untermenüs.
0460 896 475
- 16 -
© ESAB AB 2016
Page 17

3 MENÜS
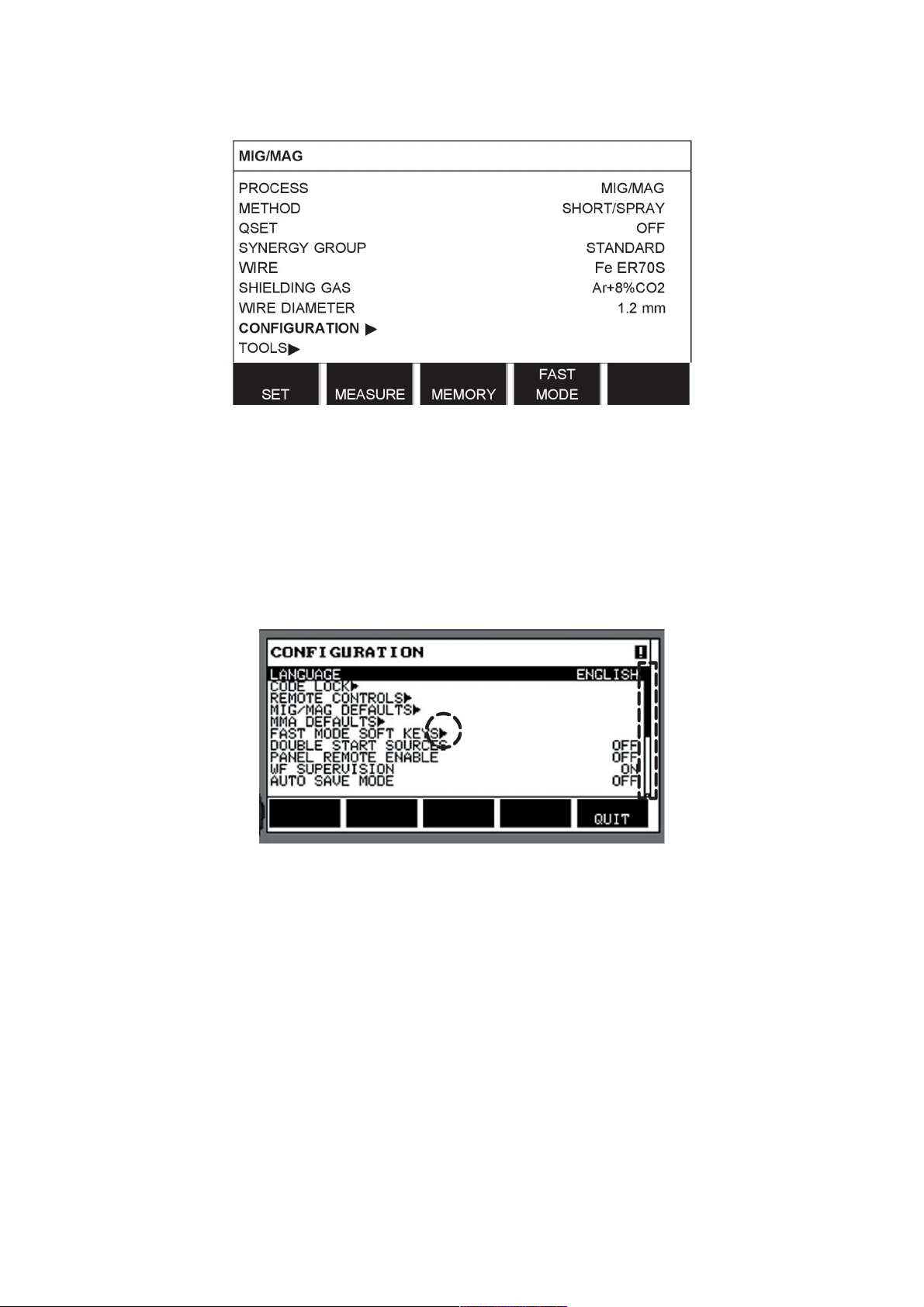
3.1.1 Konfigurationsmenü
Im Menü KONFIGURATION können Sie die Menüsprache sowie weitere
Grundeinstellungen, Maßeinheiten usw. ändern.
3.1.2 Werkzeugmenü
Im ADMINISTRATORMENÜ können Sie Dateien übertragen sowie Qualitäts- und
Produktionsstatistiken, Fehlerprotokolle usw. anzeigen
0460 896 475
- 17 -
© ESAB AB 2016
Page 18
3 MENÜS
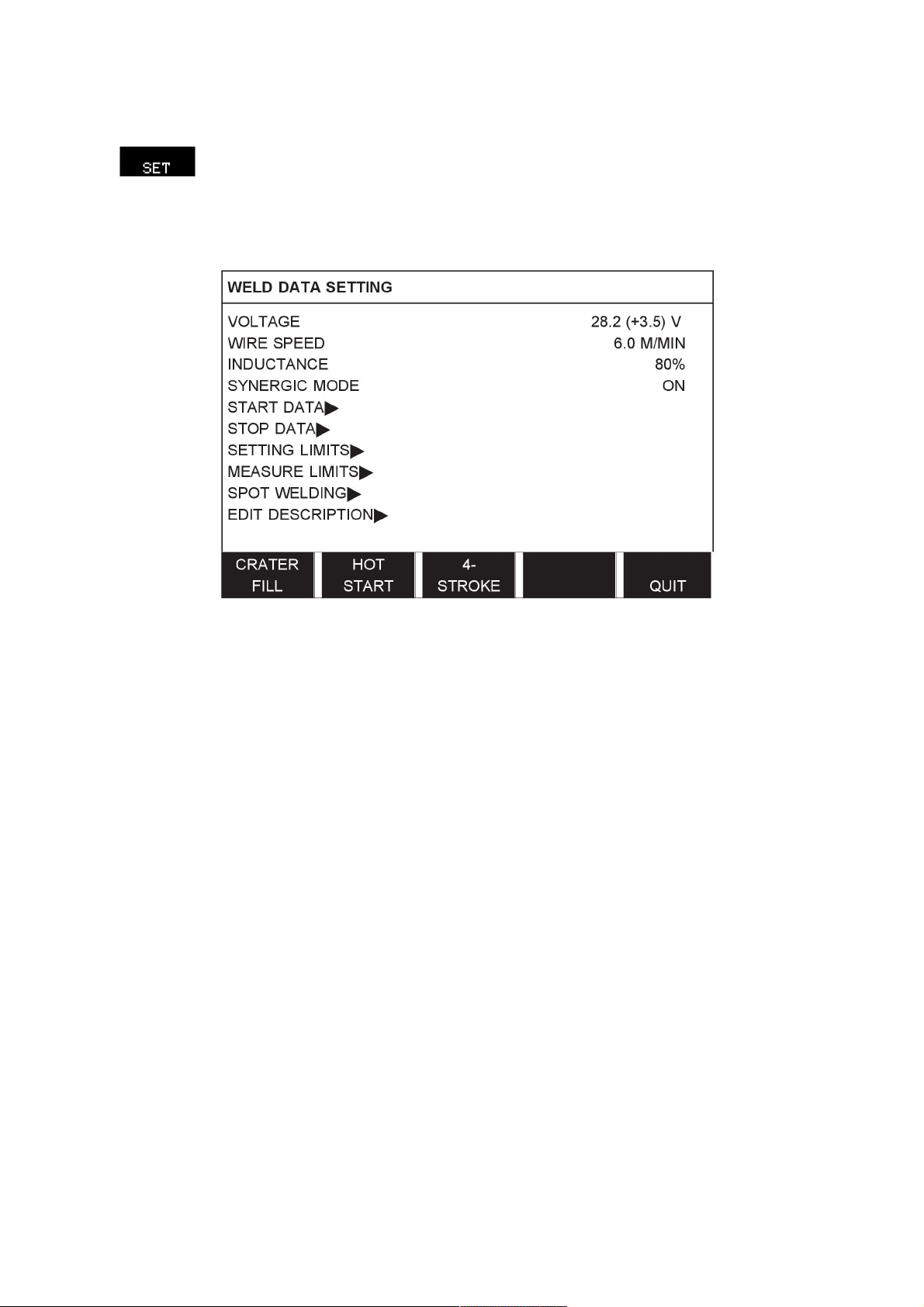
3.1.3 Menü der Schweißdateneinstellung
Im Menü SCHWEISSDATENEINSTELLUNG können Sie verschiedene Schweißparameter
ändern. Das Aussehen des Menüs hängt von dem ausgewählten Schweißverfahren ab. Im
Beispiel wird ein MIG/MAG-Schweißen mit Kurz-/Sprühbogen angezeigt.
0460 896 475
- 18 -
© ESAB AB 2016
Page 19

3 MENÜS
3.1.4 Messmenü
Im Menü MESSEN können Sie während des Schweißens Messwerte für verschiedene
Schweißparameter anzeigen.
Auf dem Messbildschirm können Sie den Wert bestimmter Parameter ändern. Welche
Parameter das sind, hängt von dem eingestellten Schweißprozess ab. Die einstellbaren
Parameterwerte werden stets mit # oder * gekennzeichnet.
Die gemessenen Werte werden auch nach Abschluss des Schweißvorgangs auf dem
Display angezeigt. Sie können in andere Menüs wechseln, ohne dass die Messwerte
verloren gehen. Wird der Sollwert geändert, während kein Schweißvorgang stattfindet, wird
der Messwert auf Null gesetzt, um Missverständnisse auszuschließen.
TIPP: Beim Impulsschweißen können Sie auswählen, ob der Spannungswert als Mitteloder Spitzenwert angezeigt werden soll. Diese Einstellung kann unter den
MIG/MAG-Standardeinstellungen angepasst werden, siehe Kapitel
„MIG/MAG-Standardeinstellungen“.
0460 896 475
- 19 -
© ESAB AB 2016
Page 20
3 MENÜS
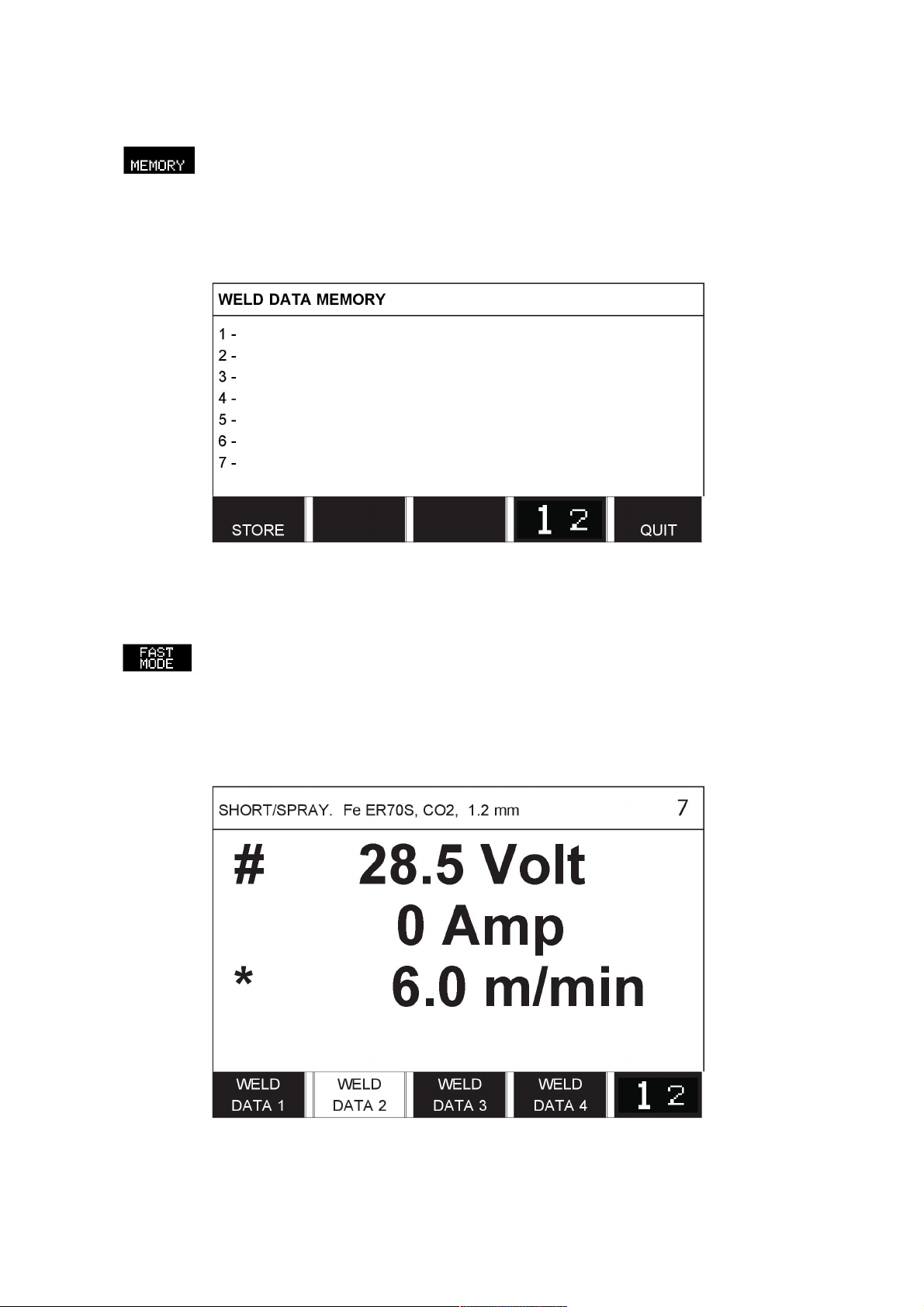
3.1.5 Schweißdatenspeichermenü
Im Menü SCHWEISSDATENSPEICHER können Sie zahlreiche Soll-Schweißdaten
speichern, aufrufen, löschen und kopieren. Die Schweißdatensätze können in
255verschiedenen Speicherpositionen gespeichert werden.
Weitere Informationen entnehmen Sie dem Kapitel "SPEICHERVERWALTUNG".
3.1.6 Schnellmodusmenü
Im Menü SCHNELLMODUS können Sie Funktionstasten mit Speicherplätzen für
Schweißdaten “verknüpfen”. Diese Einstellungen werden im Konfigurationsmenü
vorgenommen. Die Zahl der gewählten Speicherposition wird auf dem Bildschirm rechts
oben angezeigt.
Weitere Informationen finden Sie im Abschnitt „Schnellmodus-Funktionstasten“.
0460 896 475
- 20 -
© ESAB AB 2016
Page 21
4 MIG/MAG-SCHWEISSEN
4 MIG/MAG-SCHWEISSEN
Hauptmenü → Verfahren
Beim MIG/MAG-Schweißen wird ein konstant vorgeschobener Fülldraht geschmolzen, wobei
der Krater von Schutzgas umgeben wird.
Mit den Impulsen wird die Übertragung der Tropfen vom Lichtbogen so beeinflusst, dass
diese auch mit wenigen Schweißdaten stabil und spritzerfrei sind.
Weitere Informationen zu Drahtdurchmessern, die für das MIG/MAG-Schweißen mit
KURZ/SPRÜH und mit IMPULS verwendet werden können, finden Sie im Anhang „DATEN
FÜR DRAHT UND GAS“ am Ende dieses Handbuches.
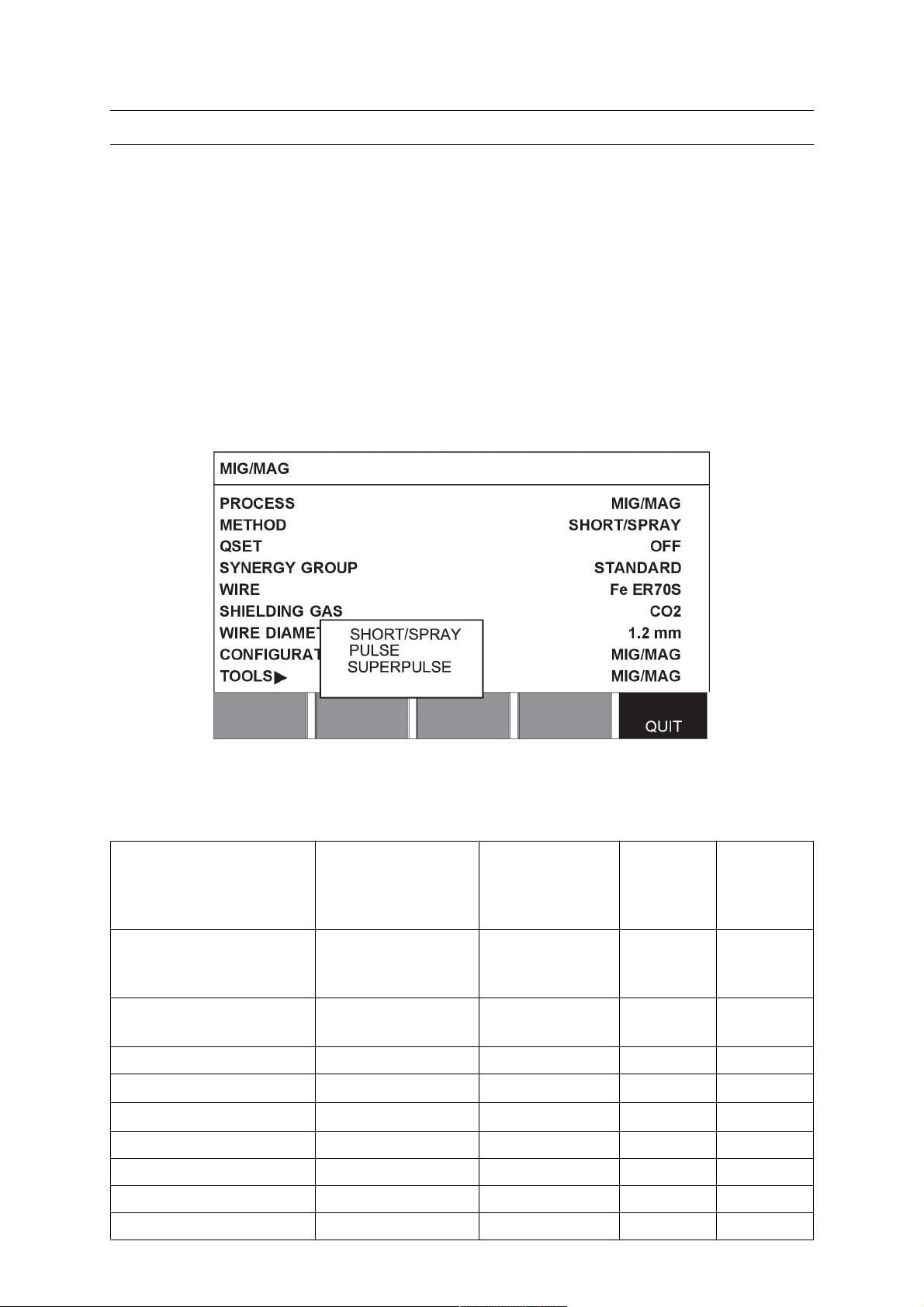
Bei Auswahl des MIG/MAG-Schweißverfahrens können Sie zwischen vier Methoden
auswählen, indem Sie mit den linken Drehknopf die Methode auswählen und anschließend
die Eingabetaste drücken. Wählen Sie zwischen den Optionen Kurz/Sprühbogen, Impuls
oder Superpuls und drücken Sie erneut die Eingabetaste.
4.1 Einstellungen im Menü „Schweißdateneinstellung“
4.1.1 MIG/MAG-Schweißen mit Kurz-/Sprühbogen
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
Spannung 8–60V 0,25V (Anzeige
mit einer
Dezimalstelle)
Drahtvorschubgeschwindi
1)
gkeit
0,8 - 30,0 m/min 0,1 m/min x
Drosselung 0–100% 1% x x
Reglertyp
Synergie
2)
3)
1–12, 17 1 x –
AUS oder EIN – – –
Gasvorströmung 0,1-25s 0,1 s x
Kriechstart AUS oder EIN – x
„Hotstart“ AUS oder EIN – x
„Hotstart“-Zeit 0-10s 0,1 s x
x x
0460 896 475
- 21 -
© ESAB AB 2016
Page 22
4 MIG/MAG-SCHWEISSEN
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
„Hotstart“-Drahtvorschub Gesamter
0,1 m/min x
Drahtvorschubberei
ch
„Tastsinn“
5)
10–16A (0–16A)
Softstart AUS oder EIN – x
Kraterfüllung AUS oder EIN – x
Kraterfülldauer 0-10s 0,1 s x
Drahtvorschub endgültige
Kraterfüllung
1,5m/min bei
aktueller
0,1 m/min x
Drahtvorschubgesch
windigkeit
Spannung endgültige
8–24,7V x
Kraterfüllung
„Impulse auslösen“
6)
AUS oder EIN
Rückbrandzeit 0–1s 0,01 s x
SCT
7)
AUS oder EIN – x
Gasnachströmung 0,1-25s 0,1 s x
Einstellungsgrenzen 1–50 – – –
Messgrenzen 1–50 – – –
Punktschweißen
8)
AUS oder EIN – x
Punktschweißzeit 0-25s 0,1 s x
1)
Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab.
2)
Der Reglertyp17 eignet sich nur für die Stromquelle Mig 4004i Pulse in der Version mit
460V.
3)
Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab. Werkseitige
Einstellung der Synergiekennlinie: Volldraht (FeER70S), Schutzgas CO2 mit Draht 1,2mm.
5)
0-16A gilt für die Spannungsversorgungen der Baureihe5000.
6)
Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab. Die Einstellung
erfolgt im Konfigurationsmenü über die MIG/MAG-Standardeinstellungen.
7)
Wenn SCT eingeschaltet ist, wird für die Rückbrandzeit ein Wert von 0,02s festgelegt.
Wenn SCT ausgeschaltet ist, wird der gespeicherte Wert für die Rückbrandzeit verwendet.
8)
Punktschweißen kann nicht aktiviert werden (EIN), wenn der Pistolenauslösermodus auf
4-Takt gestellt ist.
0460 896 475
- 22 -
© ESAB AB 2016
Page 23

4 MIG/MAG-SCHWEISSEN
4.1.2 MIG/MAG-Schweißen mit Impuls
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
Spannung 10–50V 0,25V (Anzeige
x x
mit einer
Dezimalstelle)
Drahtvorschubgeschwindi
1)
gkeit
Impulsstrom
2)
0,8 - 30,0 m/min 0,1 m/min x
100–650A 4 A x
Impulszeit 1,7–25,5ms 0,1ms x
Impulsfrequenz 16–312Hz 2 Hz x
Hintergrundstrom 4–300A 1 A x
Anstieg und Absenkung 1–9 1 x
Synergie
3)
AUS oder EIN – –
Ka 0–100% 1% x
Ki 0–100% 1% x
Gasvorströmung 0,1-25s 0,1 s x
Kriechstart AUS oder EIN – x
„Tastsinn“
5)
10–16A (0–16A)
Softstart AUS oder EIN – x
„Hotstart“ AUS oder EIN – x
„Hotstart“-Zeit 0-10s 0,1 s x
„Hotstart“-Drahtvorschub Gesamter
0,1 m/min x
Drahtvorschubberei
ch
„Tastsinn“ 10–16A
Kraterfüllung (mit/ohne
AUS oder EIN – x
Impuls)
Kraterfülldauer 0-10s 0,1 s x
Drahtvorschub endgültige
Kraterfüllung
1,5m/min bei
aktueller
0,1 m/min x
Drahtvorschubgesch
windigkeit
Spannung endgültige
8–33,2V x
Kraterfüllung
Endgültiger Impulsstrom 100–max.A x
Endgültiger
12–50V x
Hintergrundstrom
Endgültige Frequenz 20–270Hz x
„Impulse auslösen“
6)
AUS oder EIN
Rückbrandzeit 0–1s 0,01 s x
0460 896 475
- 23 -
© ESAB AB 2016
Page 24
4 MIG/MAG-SCHWEISSEN
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
Abschluss Endimpuls oder
7)
SCT
– x
Gasnachströmung 0,1-25s 0,1 s x
Einstellungsgrenzen 1–50 – – –
Messgrenzen 1–50 – – –
Punktschweißen
8)
AUS oder EIN – x
Punktschweißzeit 0-25s 0,1 s x
1)
Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab.
2)
Minimaler Grund- und Impulsstrom hängen vom verwendeten Maschinentyp ab.
3)
Werkseitige Einstellung der Synergiekennlinie: Volldraht (FeER70S), Schutzgas CO2 mit
Draht 1,2mm.
5)
0–16A gilt für die Spannungsversorgungen der Baureihe5000.
6)
Wird im Konfigurationsmenü der MIG/MAG-Standardeinstellungen angepasst.
7)
Wenn SCT eingeschaltet ist, wird für die Rückbrandzeit ein Wert von 0,02s festgelegt.
Wenn SCT ausgeschaltet ist, wird der gespeicherte Wert für die Rückbrandzeit verwendet.
8)
Punktschweißen kann nicht aktiviert werden (EIN), wenn der Pistolenauslösermodus auf
4-Takt gestellt ist.
4.1.3 MIG/MAG-Schweißen mit SuperPulse, primär/sekundär, Kurz-/Sprühbogen/Impuls
Hauptmenü→ Verfahren→ Verfahrensvariante→ Superpuls-Phase→
Verfahrensvariante
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
Phase Primär oder
sekundär
Verfahren Kurz-/Sprühbogen
oder Impuls
Spannung 10–50V 0,25V (Anzeige
Drahtvorschubgeschwindi
1)
gkeit
0,8 - 30,0 m/min 0,1 m/min x
Drosselung 0–100% 1% x x
Impulsstrom
2)
100–650A 4 A x
– x
– x
x x
mit
1Dezimalstelle)
Impulszeit 1,7–25,5ms 0,1ms x
Impulsfrequenz 16–312Hz 2 Hz x
Hintergrundstrom 4–300A 1 A x
0460 896 475
- 24 -
© ESAB AB 2016
Page 25

4 MIG/MAG-SCHWEISSEN
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
Anstieg und Absenkung 1–9 1 x
Ka 0–100% 1% x
Ki 0–100% 1% x
Reglertyp 1
Synergie
3)
AUS oder EIN – – –
Phasenschweißzeit 0,10–2,50s 0,01 s x
Gasvorströmung 0,1-25s 0,1 s x
Kriechstart AUS oder EIN – x
Softstart AUS oder EIN – x
„Hotstart“ AUS oder EIN – x
„Hotstart“-Zeit 0-10s 0,1 s x
„Hotstart“-Drahtvorschub Gesamter
0,1 m/min x
Drahtvorschubberei
ch
„Hotstart“-Spannung -14 bis +27V –
„Tastsinn“
5)
Kraterfüllung (mit/ohne
10–16A (0–16A) x
AUS oder EIN – x
Impuls)
Kraterfülldauer 0-10s 0,1 s x
Drahtvorschub endgültige
Kraterfüllung
1,5m/min bei
aktueller
0,1 m/min x
Drahtvorschubgesch
windigkeit
Spannung endgültige
8–33,2V x
Kraterfüllung
Endgültiger Impulsstrom 100–max.A x
Endgültiger
12–50V x
Hintergrundstrom
Endgültige Frequenz 20–270Hz x
Abschaltimpuls %
Rückbrandzeit 0–1s 0,01 s x
Abschluss Endimpuls oder
– x
SCT
Gasnachströmung 0,1-25s 0,1 s x
Einstellungsgrenzen 1–50 – – –
Messgrenzen 1–50 – – –
Punktschweißen AUS oder EIN – x
Punktschweißzeit 0-25s 0,1 s x
„Impulse auslösen“
1)
Der Einstellbereich hängt von der verwendeten Drahtvorschubeinheit ab.
0460 896 475
6)
AUS oder EIN x
- 25 -
© ESAB AB 2016
Page 26
4 MIG/MAG-SCHWEISSEN
2)
Minimaler Grund- und Impulsstrom hängen vom verwendeten Maschinentyp ab.
3)
Werkseitige Einstellung der Synergiekennlinie: Volldraht (FeER70S), Schutzgas CO2 mit
Draht 1,2mm.
5)
0–16A gilt für die Spannungsversorgungen der Baureihe5000.
6)
Wird im Konfigurationsmenü der MIG/MAG-Grundeinstellungen angepasst.
4.2 Funktionserklärungen für Einstellungen
Spannung
Eine höhere Spannung steigert die Lichtbogenlänge und erzeugt einen heißeren sowie
breiteren Krater.
Die Spannungseinstellung unterscheidet sich zwischen mit oder ohne Synergiemodi. Im
Synergiemodus wird die Spannung als positive oder negative Abweichung von der
Synergiekennlinie der Spannung eingestellt. Im Nicht-Synergiemodus wird der
Spannungswert als ein absoluter Wert eingestellt.
Die Spannung wird im Messmenü bzw. Menü der Schweißdateneinstellung oder
Schnelleinstellung festgelegt. Bei Verwendung eines Fernreglers kann die Einstellung über
diese vorgenommen werden.
Drahtvorschubgeschwindigkeit
Hiermit wird die erforderliche Vorschubgeschwindigkeit für den Fülldraht in
m/min festgelegt.
Die Drahtvorschubgeschwindigkeit wird im Messmenü bzw. Menü der
Schweißdateneinstellung oder Schnelleinstellung festgelegt. Bei Verwendung eines
Fernreglers kann die Einstellung über diese vorgenommen werden.
Drosselung
Eine höhere Drosselung führt zu einem breiteren Krater und weniger
Schweißspritzern. Eine niedrigere Drosselung bewirkt einen schärferen Klang,
jedoch einen stabileren und konzentrierteren Lichtbogen.
Die Drosselung wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Kurz-/Sprühbogen.
Reglertyp
Beeinflusst Kurzschlussverlauf und Wärme beim Schweißvorgang.
Diese Einstellung darf nicht geändert werden.
Impulsstrom
Der höhere der zwei Stromwerte beim gepulsten Strom.
Der gepulste Strom wird im Menü der Schweißdateneinstellung bei deaktivierter
Synergiefunktion festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Impuls.
Impulszeit
Die Zeit, die der Impulsstrom während einer Impulsperiode eingeschaltet ist.
Der gepulste Strom wird im Menü der Schweißdateneinstellung bei deaktivierter
Synergiefunktion festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Impuls.
0460 896 475
- 26 -
© ESAB AB 2016
Page 27
4 MIG/MAG-SCHWEISSEN
Impulsfrequenz
Zeit für den Grundstrom, die gemeinsam mit der Impulsstromzeit eine Impulssequenz
ausmacht.
Die Impulsfrequenz wird im Menü der Schweißdateneinstellung bei deaktivierter
Synergiefunktion festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Impuls.
Hintergrundstrom
Der niedrigere der zwei Stromwerte beim gepulsten Strom.
Der Grundstrom wird im Menü der Schweißdateneinstellung bei deaktivierter
Synergiefunktion festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Impuls.
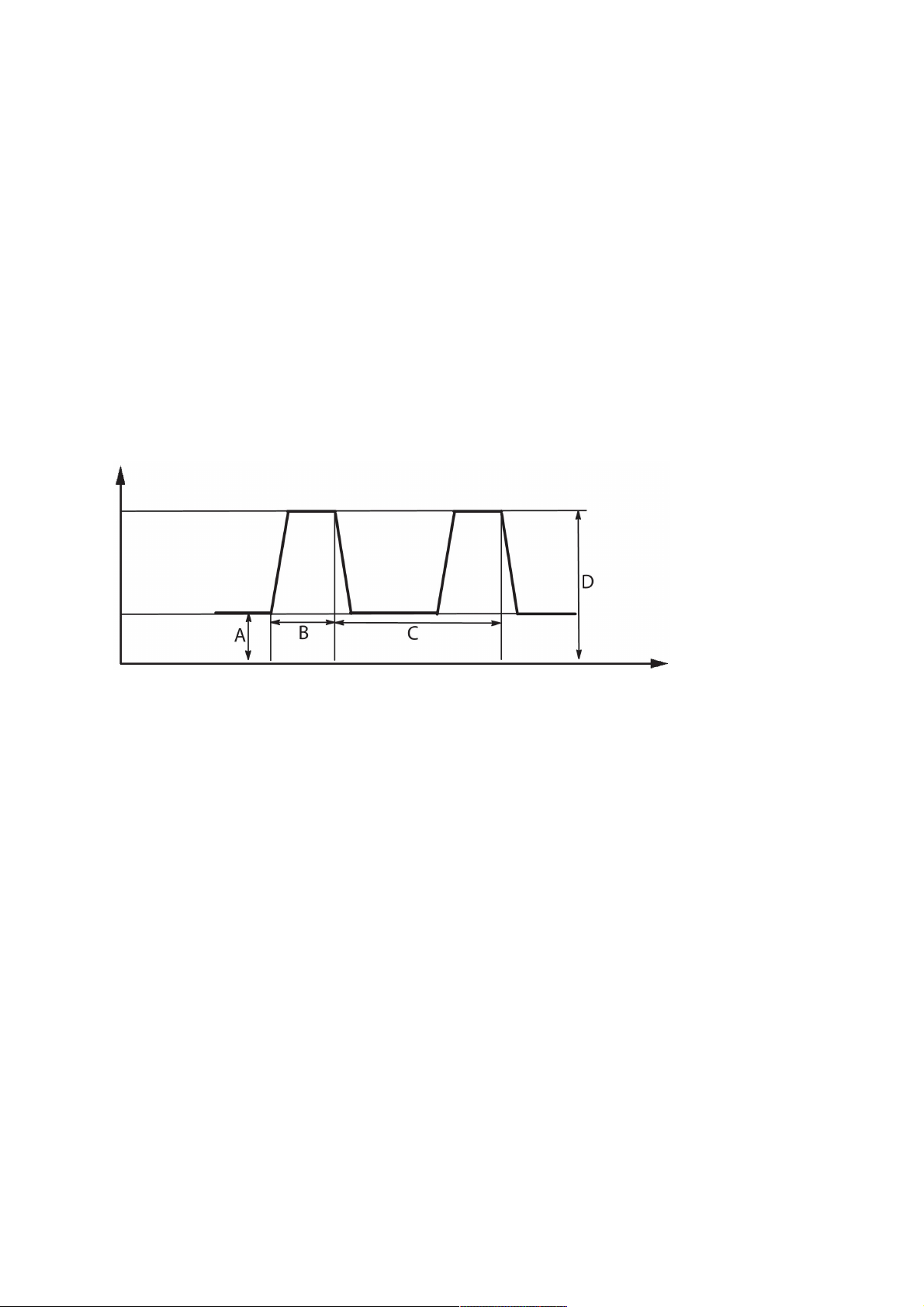
Strom
Zeit
MIG/MAG-Schweißen mit Impuls
A = Grundstrom
B = Impulszeit
C = Impulsperiodendauer
D = Impulsstrom
Anstieg und Absenkung
„Anstieg“ bedeutet, dass der Impulsstrom allmählich bis zum Sollwert ansteigt bzw. absinkt .
Der Parameter „Anstieg“ ist in neun Stufen einstellbar, wobei jede Stufe 100µs entspricht.
Der Anstieg wirkt sich auf das Geräusch aus. Ein steiler Anstieg bewirkt ein lauteres und
schärferes Geräusch. Ein zu schwacher Anstieg kann im ungünstigsten Fall dazu führen,
dass der Impuls den Tropfen nicht ablösen kann.
Der Anstieg wird im Menü der Schweißdateneinstellung bei deaktivierter Synergiefunktion
festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Impuls.
0460 896 475
- 27 -
© ESAB AB 2016
Page 28

4 MIG/MAG-SCHWEISSEN
Ka
Ka ist der proportionale Teil und entspricht der Reglerverstärkung. Ein niedriger Wert
bedeutet, dass die Spannung nicht exakt auf einem konstanten Niveau gehalten wird.
Ka wird im Menü Schweißdateneinstellung→ interne Konstanten bei deaktivierter
Synergiefunktion festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Impuls.
Ki
Ki ist der integrierende Teil, der auf längere Sicht eine Fehlerbehebung anstrebt. Auch hier
bewirkt ein niedriger Wert einen schwächeren Reglereffekt.
Ki wird im Menü Schweißdateneinstellung→ interne Konstanten bei deaktivierter
Synergiefunktion festgelegt.
Gilt nur für das MIG/MAG-Schweißen mit Impuls.
Synergie
Jede Kombination von Drahtart, Drahtdurchmesser und Gasmischung erfordert ein
besonderes Verhältnis zwischen Drahtvorschubgeschwindigkeit und Spannung
(Lichtbogenlänge), damit ein stabiler, funktionssicherer Lichtbogen erzeugt wird. Die
Spannung (Lichtbogenlänge) richtet sich automatisch nach der vorprogrammierten
Synergiekennlinie, die Sie ausgewählt haben, wodurch die Einstellung der korrekten
Schweißparameter sehr erleichtert wird. Die Verknüpfung zwischen
Drahtvorschubgeschwindigkeit und den anderen Parametern wird als Synergiekennlinie
bezeichnet.
Weitere Informationen zu Draht- und Gas-Kombinationen finden Sie im Anhang „DATEN
FÜR DRAHT UND GAS“ am Ende dieses Handbuchs.
Andere Synergiekennliniensätze können ebenfalls bestellt werden; diese müssen jedoch
von einem speziell geschulten ESAB-Servicetechniker ausgeführt werden.
Weitere Informationen zum Erstellen eigener Synergiekennlinien finden Sie im Abschnitt
„Benutzerdefinierte Synergiedaten“.
Die Aktivierung der Synergie erfolgt im Menü der Schweißdateneinstellung
Phase
Bei dieser Funktion wird zwischen primär und sekundär ausgewählt.
In der Primärphase werden hohe und in der Sekundärphase niedrige Daten angegeben.
Mithilfe der Einstellungen wird bestimmt, ob Primär- oder Sekundärdaten für eine
Bearbeitung zur Verfügung stehen sollen. Die Einstellungen bestimmen ebenfalls, welche
Daten per Mess- und Fernmodus geändert werden. Die im Messbildschirm angezeigte
Drahtvorschubgeschwindigkeit zeigt die Geschwindigkeit in der gewählten Phase.
Spannung, Strom und Schweißleistung basieren hingegen auf einer Messung in beiden
Phasen.
Sie können in Primär- und Sekundärphase unterschiedliche Synergiekennlinien wählen.
Primär- oder Sekundärphase unter in MIG/MAG SET festgelegt, wenn Superpulse aktiviert
und Synergie deaktiviert ist.
0460 896 475
- 28 -
© ESAB AB 2016
Page 29
4 MIG/MAG-SCHWEISSEN
Gasvorströmung
Hiermit wird die Zeit festgelegt, in der vor dem Zünden des Lichtbogens
Schutzgas strömt.
Die Gasvorströmung wird im Menü Schweißdateneinstellung→ Startwerte festgelegt.
Kriechstart
Bei einem Kriechstart erfolgt ein Drahtvorschub mit 50% der festgelegten
Geschwindigkeit, bis ein elektrischer Kontakt zwischen Draht und Werkstück
hergestellt wird.
Beim Hotstart sind es 50% der Hotstartzeit.
Der Kriechstart wird im Menü Schweißdateneinstellung→ Startwerte festgelegt.
Softstart
Softstart bedeutet, dass bei Kurzschluss des Schweißdrahts mit dem Werkstück der
Drahtvorschub stoppt. Die Vorschubeinheit beginnt, den Schweißdraht zurückzuziehen, bis
der Kurzschluss mit dem Werkstück unterbrochen wird und der Lichtbogen leuchtet. Die
Vorschubeinheit startet anschließend, den Schweißdraht in der richtigen Richtung
vorzuschieben, und der Schweißstart wird ausgeführt.
Der Softstart wird im Menü Schweißdateneinstellung→ Startwerte festgelegt.
Gilt für das Schweißen mit Vorschubeinheiten, die das Einziehen des Schweißdrahtes
unterstützen.
„Hotstart“
„Hotstart“ erhöht die Drahtvorschubgeschwindigkeit und die Spannung über eine einstellbare
Zeit zu Beginn des Schweißvorgangs. Damit wird vor allem mehr Energie beim Schweißstart
erzeugt, wodurch sich das Risiko für Bindefehler am Anfang der Schweißnaht verringert.
Synergie– Hotstart
Für die Bereitstellung von mehr Energie beim Schweißstart und der Gewährleistung der
Durchdringung kann für eine bestimmte Zeit die Drahtvorschubgeschwindigkeit im Vergleich
zum aktuellen Wert erhöht werden. Die Geschwindigkeit wird relativ zur normalen
Drahtvorschubgeschwindigkeit festgelegt. Der Zeitraum beginnt, wenn der Lichtbogen
gezündet wird, und endet nach Ablauf der eingestellten Hotstart-Zeit. Per Synergie wird die
Drahtvorschubgeschwindigkeit um 2m/min erhöht.
Nicht-Synergie– Hotstart
Falls Nicht-Synergie ausgewählt wurde, kann die Spannung festgelegt werden.
Bei Nicht-Synergie und Impuls können Spannung, Impulsstrom, Grundstrom und Frequenz
festgelegt werden.
HINWEIS!
Für Hotstart-Drahtvorschub und Hotstart-Spannung können negative Werte
festgelegt werden. Diese Einstellung kann etwa bei hohen Schweißdaten
verwendet werden, um den Schweißstart durch ein anfängliches Anheben der
Schweißdaten gleichmäßig zu gestalten.
Der Hotstart wird im Messbildschirm oder Menü Schweißdateneinstellung→ Startwerte
aktiviert.
0460 896 475
- 29 -
© ESAB AB 2016
Page 30

4 MIG/MAG-SCHWEISSEN
„Tastsinn“
Das System erkennt, wenn der Draht mit dem Werkstück in Kontakt kommt.
Der „Tastsinn“ (Touch Sense) wird im Menü Schweißdateneinstellung→ Startwerte
festgelegt.
Gilt nur für das Roboterschweißen.
Kraterfüllung
Durch das Kraterfüllen können Wärme und Größe des Schweißbads zum Schweißende
kontrolliert gesenkt werden. So lassen sich Poren, Risse und Kraterbildung an der
Schweißnaht leichter vermeiden.
Beim Impulsschweißen ist es möglich, zwischen einem Kraterfüllen mit oder ohne Impuls zu
wählen. Ein Kraterfüllen ohne Impuls ist das schnellste Verfahren. Gepulstes Kraterfüllen
dauert etwas länger, sorgt jedoch bei Auswahl geeigneter Werte für eine spritzerfreie
Kraterfüllung.
Synergie– Kraterfüllen
Im Synergiemodus werden die Kraterfülldauer und die endgültige
Drahtvorschubgeschwindigkeit für das Kraterfüllen mit und ohne Impuls festgelegt. Die
Spannung und Impulsparameter werden mithilfe der Synergie auf ihre Endwerte abgesenkt.
Nicht-Synergie– Kraterfüllen
Beim Schweißen ohne Synergie können die Einstellungen geändert werden, um zum Ende
der Kraterfüllung eine andere Lichtbogenlänge zu erhalten. Eine Endzeit für den Endwert
des Kraterfüllens kann auch festgelegt werden.
Beim nicht gepulsten Kraterfüllen kann die endgültige Spannung eingestellt werden. Beim
gepulsten Kraterfüllen können die Endwerte für Spannung, Impulsstrom, Grundstrom und
Frequenz festgelegt werden.
Die Endparameterwerte müssen stets gleich oder kleiner als die Sollwerte für das
kontinuierliche Schweißen sein. Werden die Einstellungen für das kontinuierliche Schweißen
unter die Soll-Endwerte gesenkt, sinken damit auch die Endwerte. Die Endparameterwerte
werden nicht wieder erhöht, wenn die Einstellungen für das kontinuierliche Schweißen erhöht
werden.
Beispiel:
Sie haben 4m/min als Endwert der Drahtvorschubgeschwindigkeit und verringern die
Drahtvorschubgeschwindigkeit auf 3,5m/min. Dadurch wird der Endwert der
Drahtvorschubgeschwindigkeit ebenfalls auf 3,5m/min verringert. Der Endwert der
Drahtvorschubgeschwindigkeit bleibt bei 3,5m/min, auch wenn die
Drahtvorschubgeschwindigkeit wieder erhöht wird.
Das Kraterfüllen wird im Messbildschirm oder Menü Schweißdateneinstellung→ Startwerte
aktiviert.
Abschneidimpuls
Der Impuls am Prozessende ist ein Impuls, der angewendet wird, um sicherzustellen, dass
sich beim Beenden des Schweißens keine Kugel am Draht bildet.
Gilt für das MIG/MAG-Schweißen mit Kurz-/Sprühbogen und kurze Impulse. Beim
Schweißen mit Impuls wird der Abschluss mit einem Impuls synchronisiert, dem
Abschlussimpuls, der zwischen 20 und 200% festgelegt werden kann.
Der Impuls am Prozessende wird im Menü Schweißdateneinstellung→ Stoppwerte
festgelegt.
0460 896 475
- 30 -
© ESAB AB 2016
Page 31
4 MIG/MAG-SCHWEISSEN
Rückbrandzeit
Die Rückbrandzeit ist eine Verzögerung zwischen der Drahtabbremsung und
dem Unterbrechen der Schweißspannung durch die Stromquelle. Eine zu kurze
Rückbrandzeit führt dazu, dass nach dem Schweißende zu viel Draht
hervorsteht. Dadurch besteht das Risiko, dass der Draht im erstarrenden Krater
steckenbleibt. Eine zu lange Rückbrandzeit bewirkt, dass weniger Draht
hervorsteht. Dadurch besteht das Risiko, dass der Lichtbogen erneut auf die
Kontaktspitze übergreift.
Die Drahtrückbrandzeit wird im Menü Schweißdateneinstellung→ Stoppwerte festgelegt.
Abschluss
Wählen Sie hier entweder Endpuls oder SCT (Kurzschlussabschluss). SCT ist eine
Funktion, die kleine, wiederholte Kurzschlüsse am Ende des Schweißvorgangs vermittelt,
bis der Drahtvorschub völlig gestoppt ist und der Kontakt mit dem Werkstück unterbrochen
wurde.
Der Abschluss wird im Menü Schweißdateneinstellung→ Stoppwerte festgelegt.
Gilt für das Schweißen mit Vorschubeinheiten, die das Einziehen des Schweißdrahtes
unterstützen.
Impulse auslösen
Das System erkennt einen im Werkstück feststeckenden Draht. Ein Stromimpuls wird
ausgesendet, um den Draht von der Oberfläche zu lösen.
Gilt für das MIG/MAG-Schweißen mit Kurz-/Sprühbogen und kurze Impulse. Beim
Schweißen mit Impuls wird der Abschluss mit einem Impuls synchronisiert, dem
Abschlussimpuls, der zwischen 20 und 200% festgelegt werden kann.
Die Einstellung wird im Konfigurationsmenü→ MIG/MAG-Standardeinstellungen angepasst.
Gasnachströmung
Hiermit wird die Zeit festgelegt, in der nach dem Löschen des Lichtbogens
Schutzgas strömt.
Die Gasnachströmung wird im Menü Schweißdateneinstellung→ Stoppwerte festgelegt.
Einstellungs- und Messgrenzwerte
Unter Grenzen wird eine Grenzwertnummer ausgewählt. Weitere Informationen zu den
Einstellungen finden Sie in den Abschnitten „Bearbeiten von Einstellungsgrenzwerten“ und
„Bearbeiten von Messgrenzwerten“.
Grenzwerte werden im Menü der Schweißdateneinstellung aktiviert.
Punktschweißen
Das Punktschweißen wird verwendet, wenn Sie dünne Bleche miteinander verbinden
möchten.
HINWEIS!
Es ist nicht möglich, die Schweißdauer durch Loslassen des Tasters zu
verkürzen.
Die Aktivierung des Punktschweißens und Einstellung der Punktschweißdauer werden im
Menü der Schweißdateneinstellung vorgenommen.
0460 896 475
- 31 -
© ESAB AB 2016
Page 32

4 MIG/MAG-SCHWEISSEN
4.2.1 QSet
Mit QSet wird die Einstellung von Schweißparametern vereinfacht. Mithilfe der
Plus/Minus-Drehknöpfe wird die Lichtbogenlänge schrittweise von -18 bis + 18 erhöht oder
verringert.
KURZLICHTBOGEN
Beim erstmaligen Schweißen mit einem neuen Draht-/Gastyp legt QSet automatisch alle
erforderlichen Schweißparameter fest. Danach speichert QSet all diese Daten, um ein
optimales Schweißergebnis zu erzielen. Die Spannung passt sich automatisch an die
Änderungen der Drahtvorschubgeschwindigkeit an.
SPRÜHBOGEN
Bei Annäherung an den Sprühlichtbogenbereich muss der Wert für QSet erhöht werden.
Deaktivieren Sie die QSet-Funktion beim Schweißen mit einem reinen Sprühlichtbogen. Alle
Einstellungen werden von QSet übernommen, nur die Spannung muss eingestellt werden.
Empfehlung: Führen Sie den ersten Schweißvorgang (6s) mit QSet an einem
Testwerkstück aus, um die korrekten Daten zu erhalten.
Der QSet-Wert wird im Menü der Schweißdateneinstellung für das MIG/MAG-Verfahren und
die Kurz-/Sprüh-Methode festgelegt.
4.2.2 Synergiegruppen
Beim mechanisierten Schweißen kann zwischen drei Synergiegruppen gewählt werden:
• STANDARD
• ROBOTER
• SA
Das Verhältnis zwischen Schweißgeschwindigkeit und Plattendicke für die
verschiedenen Synergiegruppen:
Plattendicke
A = STANDARD-Kennlinie
B = ROBOTER-Kennlinie
C = SAT-Kennlinie
0460 896 475
- 32 -
Schweißgeschwindigkeit
© ESAB AB 2016
Page 33

4 MIG/MAG-SCHWEISSEN
Die Synergiegruppe ROBOTER wird beim Roboterschweißen oder anderen mechanisierten
Schweißvorgängen verwendet. Dies ist für höhere Übergangsgeschwindigkeiten als bei
Standardlinien geeignet.
SAT bedeutet Swift Arc Transfer, etwa Schnell-Lichtbogenübergang. Diese Synergiegruppe
ist für hohe Übergangsgeschwindigkeiten mit extremen Winkeln und für Plattendicken von
2–3mm geeignet.
Weitere Informationen zu Draht- und Gas-Kombinationen für SAT finden Sie im Anhang
„DATEN FÜR DRAHT UND GAS“ am Ende dieses Handbuchs.
Die Synergiegruppe wird im Menü der Schweißdateneinstellung für das
MIG/MAG-Verfahren und festgelegt.
4.3 SuperPulse
Hauptmenü→ Verfahren→ Verfahrensvariante
Das SuperPulse-Verfahren wird zur verbesserten Regelung des Schmelzebades und
Erstarrungsprozesses verwendet. Der Krater hat Zeit, um zwischen jedem Impuls partiell zu
erstarren.
Vorteile der Verwendung von SuperPulse:
• Geringere Empfindlichkeit gegenüber Spaltänderungen
• Bessere Regelung des Schmelzebads beim Positionsschweißen
• Bessere Regelung von Durchdringung und Durchdringungsprofil
• Verringerte Empfindlichkeit bei ungleichmäßiger Wärmeableitung
SuperPulse kann als programmierter Wechsel zwischen zwei MIG/MAG-Einstellungen
angesehen werden. Die Zeitintervalle werden durch die primäre und sekundäre
Phasenzeiteinstellung festgelegt.
Der Schweißvorgang beginnt stets mit der Primärphase. Bei Auswahl von Hotstart werden
die Primärdaten sowie die Phasenzeit für die Primärdaten während der Hotstart-Zeit
verwendet. Eine Kraterfüllung basiert stets auf Sekundärdaten. Wird während der
Primärphasenzeit ein Stoppbefehl ausgegeben, springt der Prozess direkt zu den
Sekundärdaten. Der Schweißabschluss basiert auf Sekundärdaten.
4.3.1 Draht- und Gaskombinationen
Weitere Informationen zu Draht- und Gas-Kombinationen finden Sie im Anhang „DATEN
FÜR DRAHT UND GAS“ am Ende dieses Handbuchs.
4.3.2 Verschiedene Impulsmethoden
Im Folgenden können Sie sehen, welche Impulsmethode je nach zu verschweißender
Blechdicke verwendet werden kann.
0460 896 475
- 33 -
© ESAB AB 2016
Page 34
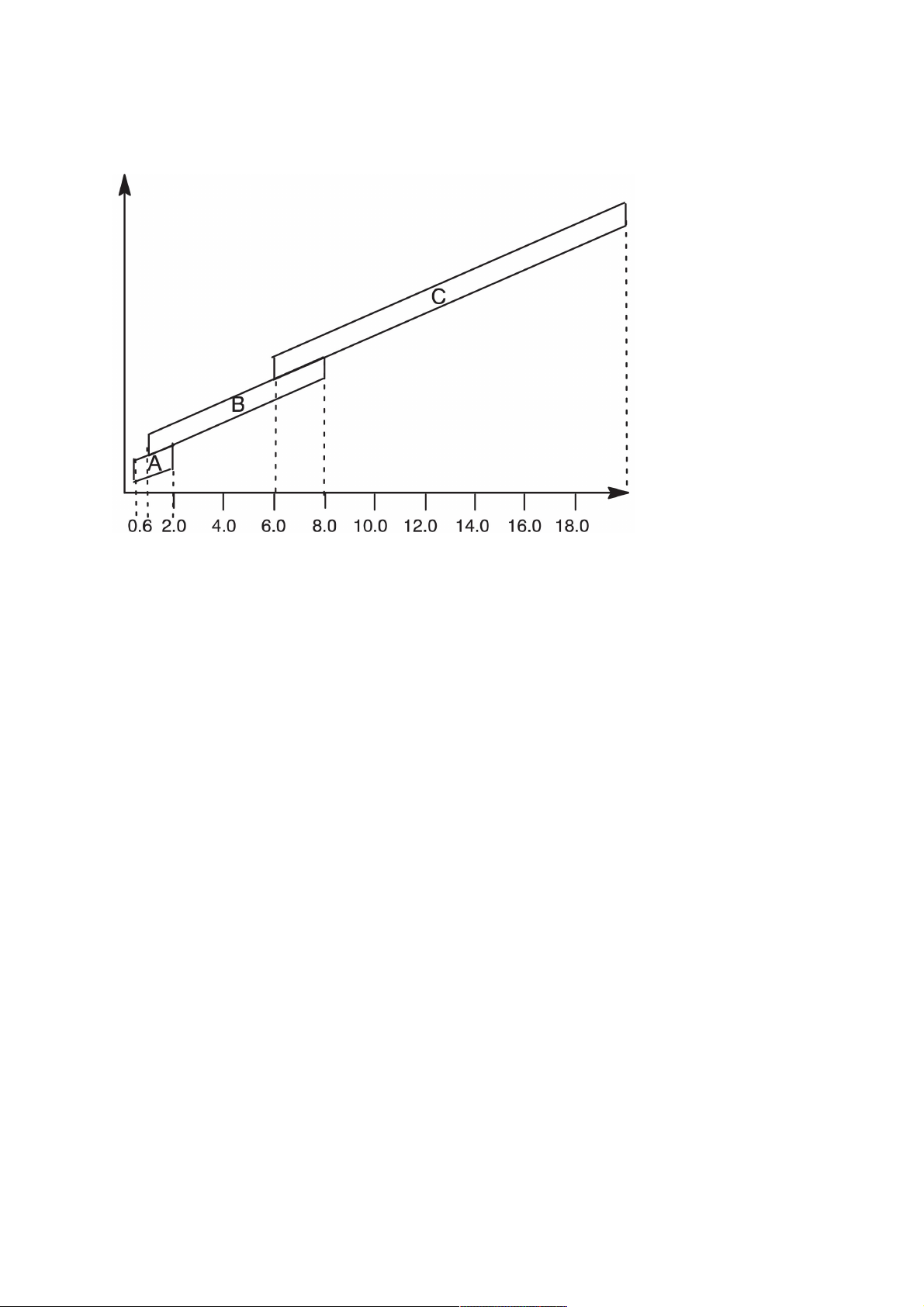
4 MIG/MAG-SCHWEISSEN
Wärme
Blechdicke
A = Impuls in Primärphase und Kurzlichtbogen in Sekundärphase
B = Impuls in Primärphase und Impuls in Sekundärphase
C = Sprühen in Primärphase und Impuls in Sekundärphase
4.3.3 Drahtvorschubeinheit
Verwenden Sie für das SuperPulse-Schweißen ausschließlich die Drahtvorschubeinheit
Feed3004.
Vorsichtsmaßnahmen!
Bei SuperPulse wird die Drahtvorschubeinheit erheblich belastet. Halten Sie die im
folgenden Diagramm angegebenen Grenzwerte ein, damit die Betriebssicherheit der
Drahtvorschubeinheit nicht gefährdet wird.
0460 896 475
- 34 -
© ESAB AB 2016
Page 35
4 MIG/MAG-SCHWEISSEN
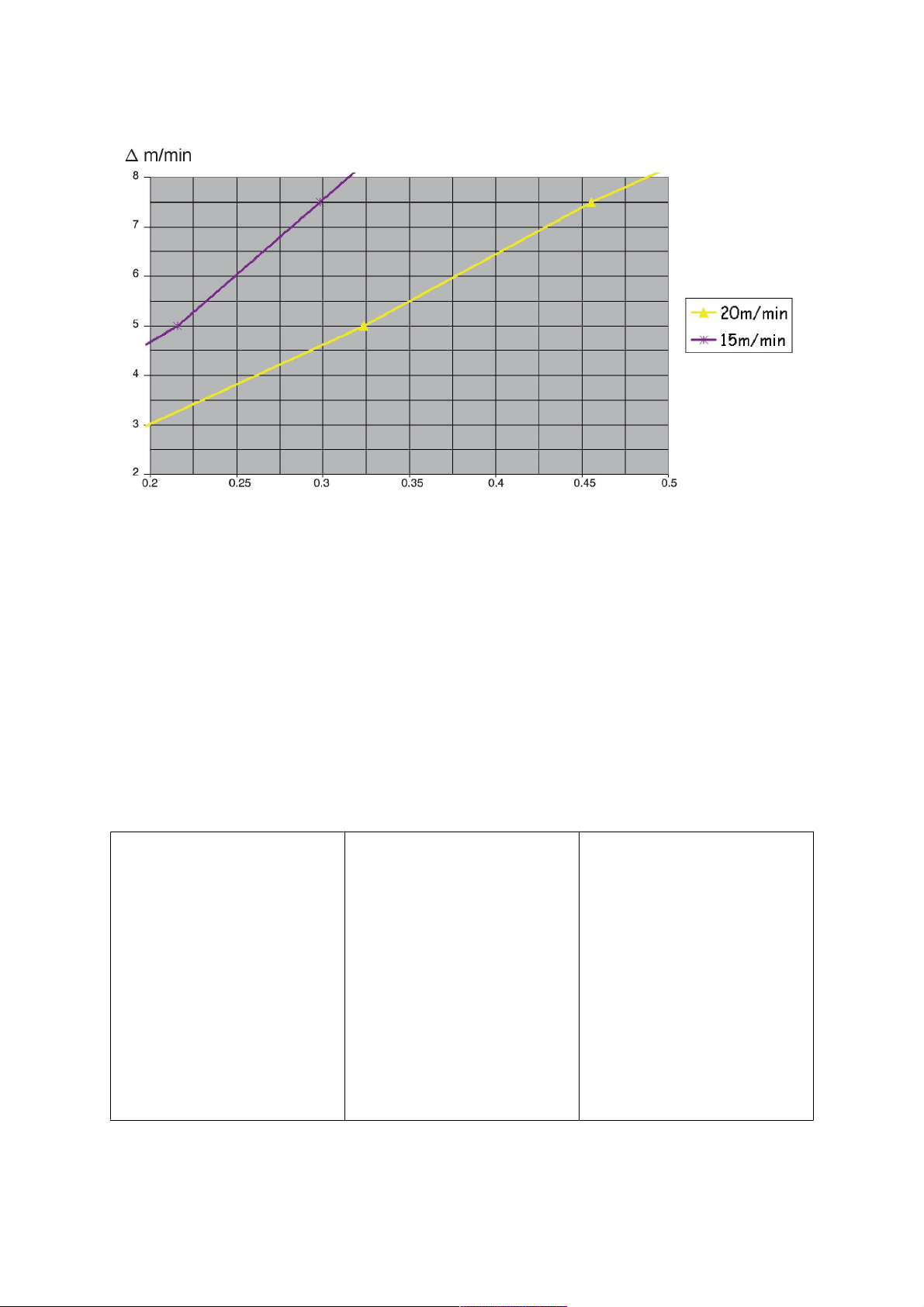
Differenz in der Drahtvorschubgeschwindigkeit
Die Kurven für 15m/min bzw. 20m/min gelten für die primäre
Drahtvorschubgeschwindigkeit. Die Zykluszeit ist die Summe der Zeit für Primär- und
Sekundärphase.
Die Differenz zwischen primärer und sekundärer Drahtvorschubgeschwindigkeit darf die
Geschwindigkeit nicht überschreiten, die durch die Kurven für die primäre
Drahtvorschubgeschwindigkeit angegeben wird.
Beispiel: Wenn die Zykluszeit 0,25s und die primäre Drahtvorschubgeschwindigkeit
15m/min betragen, darf die Differenz zwischen primärer und sekundärer
Drahtvorschubgeschwindigkeit 6m/min nicht überschreiten.
Schweißbeispiel A
In diesem Beispiel wird ein 10-mm-Blech mit einem 1,2-mm-Aluminiumdraht und dem
Schutzgas Argon geschweißt.
Nehmen Sie über die Bedienkonsole die folgenden Einstellungen vor:
Verfahren
Phase
Verfahren
Draht
Schutzgas
Drahtdurchmesser
Spannung
SuperPulse
Primär
Kurz-/Sprühlichtbogen
AlMgER5356
Ar
1,2 mm
(+1,0V)
SuperPulse
Sekundär
Impuls
AlMgER5356
Ar
1,2 mm
(+3,0 V)
Drahtvorschubgeschwindig
keit
15,0 m/min
0,1 s
11,0 m/min
0,1 s
Phasenzeit
Die Summe der Zeit für Primär- und Sekundärphase beträgt 0,1s + 0,1s = 0,2s.
Die Differenz in der Drahtvorschubgeschwindigkeit beträgt 15,0m/min- 11,0m/min =
4m/min.
0460 896 475
- 35 -
© ESAB AB 2016
Page 36

4 MIG/MAG-SCHWEISSEN
Schweißbeispiel B
In diesem Beispiel wird ein 6-mm-Blech mit einem 1,2-mm-Aluminiumdraht und dem
Schutzgas Argon geschweißt.
Nehmen Sie über die Bedienkonsole die folgenden Einstellungen vor:
Verfahren
Phase
Verfahren
Draht
Schutzgas
Drahtdurchmesser
Spannung
Drahtvorschubgeschwindig
keit
SuperPulse
Primär
Impuls
AlMgER5356
Ar
1,2 mm
(+1,0V)
12,5 m/min
0,15 s
SuperPulse
Sekundär
Impuls
AlMgER5356
Ar
1,2 mm
(+2,0 V)
9,0 m/min
0,15 s
Phasenzeit
Die Summe der Zeit für Primär- und Sekundärphase beträgt 0,15s + 0,15s = 0,3s.
Die Differenz in der Drahtvorschubgeschwindigkeit beträgt 12,5 m/min- 9,0 m/min = 3,5
m/min.
0460 896 475
- 36 -
© ESAB AB 2016
Page 37
5 E-HAND-SCHWEISSEN
5 E-HAND-SCHWEISSEN
Hauptmenü → Verfahren
Das MMA-Schweißen kann mit dem Schweißen mit beschichteten Elektroden verglichen
werden. Schlagen des Lichtbogens schmilzt die Elektrode und ihre Beschichtung bildet eine
schützende Schlacke.
Weitere Informationen zu den verwendbaren Elektrodendurchmesssern E-HAND-Schweißen
finden Sie im Anhang „DATEN FÜR DRAHT UND GAS“ am Ende dieses Handbuchs.
5.1 E-HAND-Schweißen (DC)
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
1)
Strom
Lichtbogen 0–100% 1% x
Min. Stromfaktor 0–100% 1% x
16 - 650 A 1 A x
Reglertyp 0–1 x
Synergie AUS oder EIN - - Hotstart AUS oder EIN - x
Hotstart-Dauer 1-30 1 x
Hotstart-Amplitude % – x
Einstellungsgrenzen 0–50 1 - Messgrenzen 0–50 1 - -
1)
Der Maximalstrom hängt vom verwendeten Maschinentyp ab.
5.2 E-HAND-Schweißen (AC)
Einstellungen Einstellbereich In Schritten von Synergiea
bhängigImSynergiem
odus
einstellbar
1)
Strom
Lichtbogen 0–100% 1% x
Min. Stromfaktor 0–100% 1% x
Reglertyp 0–1 x
16 - 650 A 1 A x
Synergie AUS oder EIN - - Hotstart AUS oder EIN - x
Hotstart-Dauer 1-30 x
Hotstart-Amplitude % – x
Einstellungsgrenzen 0–50 1 - Messgrenzen 0–50 1 - -
1)
Der Maximalstrom hängt vom verwendeten Maschinentypen ab.
0460 896 475
- 37 -
© ESAB AB 2016
Page 38

5 E-HAND-SCHWEISSEN
5.3 Funktionserklärungen für die Einstellungen
GS, Gleichstrom
Ein höherer Strom erzeugt einen breiteren Krater sowie einen besseren
Einbrand im Werkstück.
Der Strom wird im Messbildschirm oder in den Menüs für Schweißdateneinstellung oder
Schnelleinstellung festgelegt.
Arc Force
Per Arc Force wird bestimmt, wie der Strom auf Veränderungen der
Lichtbogenlänge reagiert. Ein niedrigerer Wert führt zu einem ruhigeren
Lichtbogen mit weniger Schweißspritzern.
Die Arc Force (Stromnachregelung) wird im Menü der Schweißdateneinstellung bei
deaktivierter Synergiefunktion festgelegt.
Min. Stromfaktor
Die Einstellung des min. Stromfaktors wird bei Verwendung bestimmter Elektroden
angegeben.
Diese Einstellung darf nicht geändert werden.
Reglertyp
Beeinflusst Kurzschlussverlauf und Wärme beim Schweißvorgang.
Diese Einstellung darf nicht geändert werden.
Synergie
Synergie für das E-Hand-Schweißen bedeutet, dass die Schweißstromquelle automatisch
die Eigenschaften für den gewählten Elektrodentyp und -durchmesser optimiert.
Synergie für das E-Hand-Schweißen wird im Menü der Schweißdateneinstellung aktiviert.
Hotstart
Per Hotstart wird zu Beginn des Schweißvorgangs für eine einstellbare
Zeitdauer der Schweißstrom erhöht. So wird das Risiko für eine unzureichende
Verschmelzung am Anfang der Schweißnaht gesenkt.
Hotstart für das E-Hand-Schweißen wird im Menü der Schweißdateneinstellung aktiviert.
Einstellungs- und Messgrenzwerte
Unter Grenzen wird eine Grenzwertnummer ausgewählt. Weitere Informationen zu den
Einstellungen finden Sie in Kapitel „Werkzeuge“, in den Abschnitten „Bearbeiten von
Einstellungsgrenzwerten“ und „Bearbeiten von Messgrenzwerten“.
Grenzwerte werden im Menü der Schweißdateneinstellung aktiviert.
0460 896 475
- 38 -
© ESAB AB 2016
Page 39
6 WIG-SCHWEISSEN
6 WIG-SCHWEISSEN
Hauptmenü → Verfahren
WIG-Schweißen
Beim WIG-Schweißen wird das Metall des Werkstücks geschmolzen. Dazu wird
der Lichtbogen von einer Wolframelektrode genutzt, die nicht selber schmilzt.
Krater und Elektrode werden von Schutzgas umgeben.
Pulsstrom
Das Pulsieren wird zur verbesserten Steuerung von Krater und
Erstarrungsprozess verwendet. Die Pulsfrequenz wird so niedrig festgelegt,
dass der Krater Zeit hat, zwischen jedem Puls zumindest teilweise zu erstarren.
Für das Festlegen des Pulsierens sind vier Parameter erforderlich: Pulsstrom,
Pulszeit, Hintergrundstrom und Hintergrundzeit.
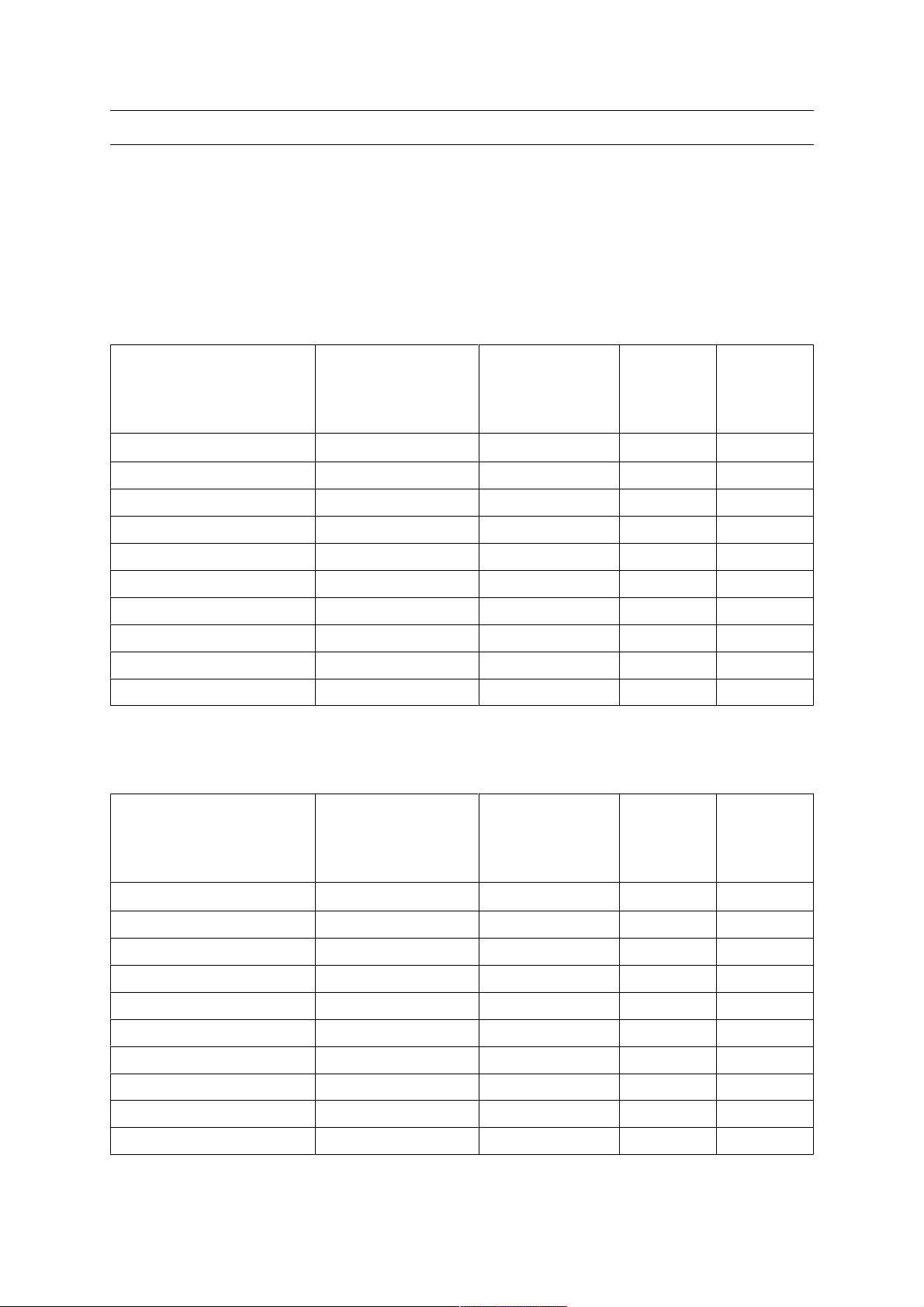
6.1 Einstellungen im Menü „Schweißdateneinstellung“
6.1.1 WIG-Schweißen ohne Impuls (DC)
Einstellungen Einstellbereich In Schritten von
HF/LiftArc™ HF oder LiftArc™ –
Live-WIG-Start
2/4-Takt
Strom
2)
1)
Stromanstiegszeit
Stromabsenkzeit
Gasvorströmung
Gasnachströmung
1)
2)
2)
2)
2)
HF-Automatikstartimpuls
HF-Startimpuls
2)
2)
- 2- oder 4-Takt 4 - 500 A 1 A
0 - 25 s 0,1 s
0 - 25 s 0,1 s
0 - 25 s 0,1 s
0 - 25 s 0,1 s
AUS oder EIN 4 - 500 A 1 A
Einstellungsgrenzen 0–50 1
Messgrenzen 0–50 1
1)
In Abhängigkeit vom verwendeten Maschinentyp.
2)
Nicht gültig oder sichtbar bei „Live-WIG-Start“.
6.1.2 WIG-Schweißen mit Impuls (DC)
Einstellungen Einstellbereich In Schritten von
HF/LiftArc™ HF oder LiftArc™ –
2/4-Takt 2- oder 4-Takt -
Impulsstrom
1)
4 - 500 A 1 A
Hintergrundstrom 4 - 500 A 1 A
Impulszeit 0,001-5 s 0,001 s
Grundzeit 0,001-5 s 0,001 s
Stromanstiegszeit 0–25 s 0,1 s
0460 896 475
- 39 -
© ESAB AB 2016
Page 40
6 WIG-SCHWEISSEN
Einstellungen Einstellbereich In Schritten von
Stromabsenkzeit 0–25 s 0,1 s
Gasvorströmung 0 - 25 s 0,1 s
Gasnachströmung 0 - 25 s 0,1 s
HF-Automatikstartimpuls AUS oder EIN HF-Startimpuls 4-500 A 1 A
Einstellungsgrenzen 0–50 1
Messgrenzen 0–50 1
1)
Der Maximalstrom hängt vom verwendeten Maschinentypen ab.
6.1.3 WIG-Schweißen ohne Impuls (AC)
Einstellungen Einstellbereich In Schritten von
HF/LiftArc™ HF oder LiftArc™ –
2/4-Takt 2- oder 4-Takt -
Strom
1)
4 - 500 A 1 A
Stromanstiegszeit 0–25 s 0,1 s
Stromabsenkzeit 0–25 s 0,1 s
Gasvorströmung 0 - 25 s 0,1 s
Gasnachströmung 0 - 25 s 0,1 s
Vorwärmen 0-100 1
Frequenz Hz ?
Balance % 1%
Offset A
Einstellungsgrenzen 0–50 1
Messgrenzen 0–50 1
1)
Der Maximalstrom hängt vom verwendeten Maschinentypen ab.
6.2 Funktionserklärungen für die Einstellungen
HF-Start
Die Funktion HF-Start zündet den Lichtbogen über einen Funken von der
Elektrode zum Werkstück, während sich die Elektrode an das Werkstück
annähert.
0460 896 475
- 40 -
© ESAB AB 2016
Page 41

6 WIG-SCHWEISSEN
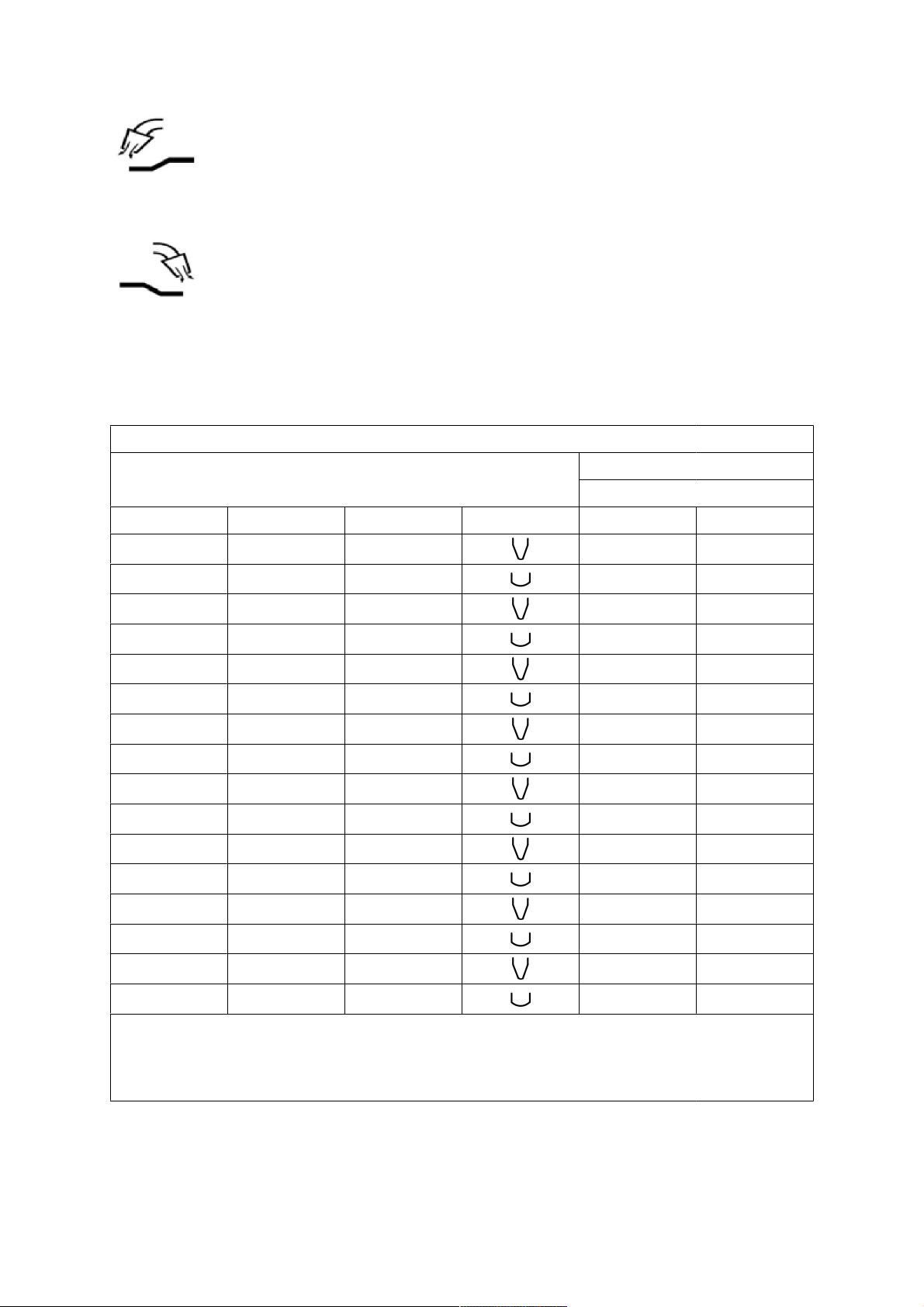
LiftArc™
Die Funktion LiftArc™ zündet den Lichtbogen, wenn die Elektrode in Kontakt mit
dem Werkstück gebracht und danach von ihm abgehoben wird.
Zünden des Lichtbogens mit der Funktion LiftArc™:
1. Die Elektrode berührt das Werkstück.
2. Der Auslöser wird betätigt und ein niedriger Strom beginnt zu fließen.
3. Der Schweißer hebt die Elektrode vom Werkstück ab: Der Lichtbogen wird gezündet
und der Strom steigt automatisch bis zum Vorgabewert an.
LiftArc™ wird im Hauptmenü→ Startmethode aktiviert.
Live-WIG-Start
Beim "Live-WIG-Start" wird der Lichtbogen gezündet, wenn die Wolframelektrode in Kontakt
mit dem Werkstück gebracht und danach von ihm abgehoben wird.
– Die Funktion "Live-WIG-Start" wird im Verfahrensmenü aktiviert.
0460 896 475
- 41 -
© ESAB AB 2016
Page 42
6 WIG-SCHWEISSEN
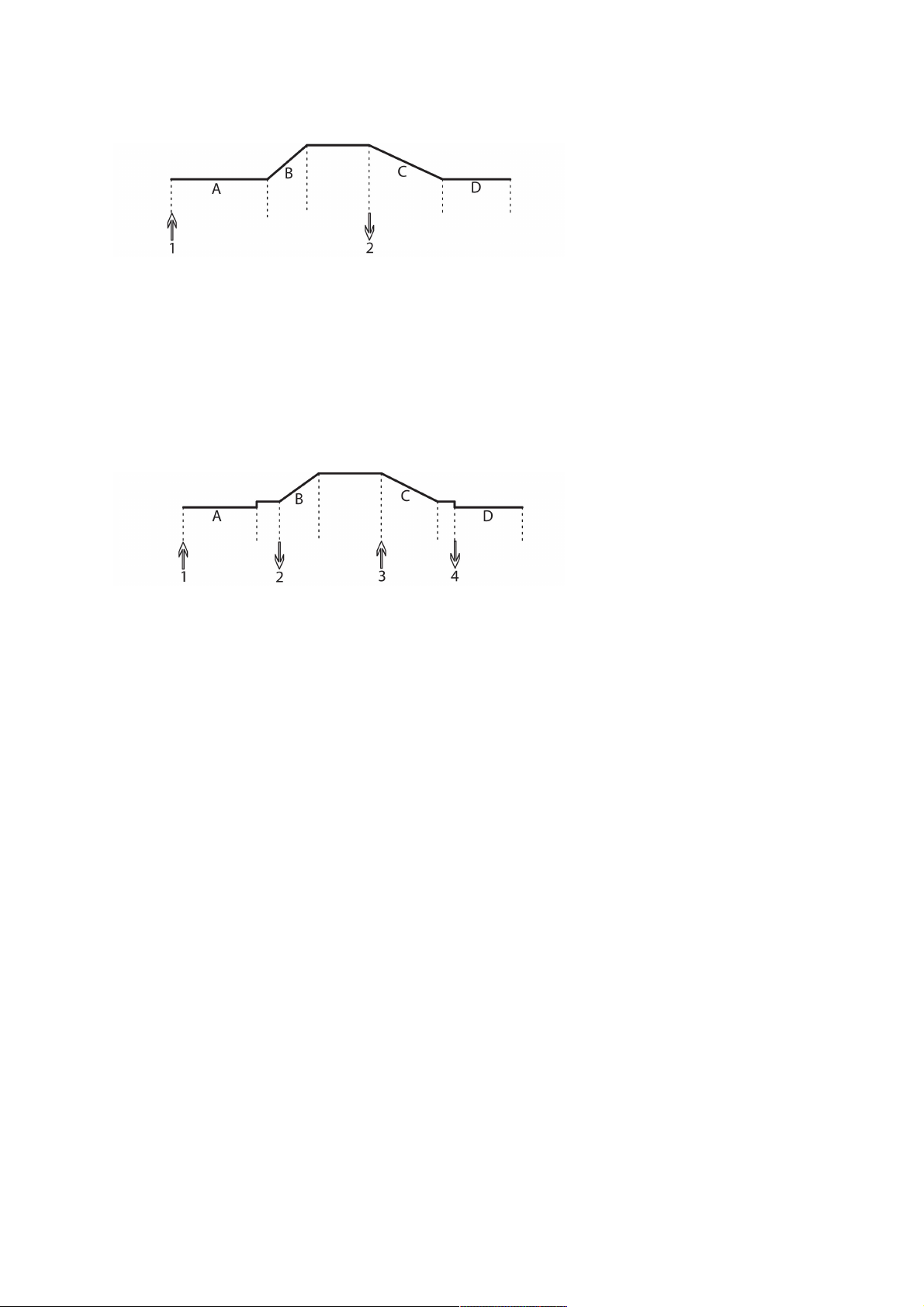
2-Takt
A = Gasvorströmung
B = Stromanstieg
C = Stromabsenkung
D = Gasnachströmung
Funktionen des Schweißbrenners bei 2-Takt-Bedienung
Im 2-Takt-Modus startet (falls vorhanden) eine Gasvorströmung, wenn der Auslöser (1) des
WIG-Brenners betätigt und der Lichtbogen gezündet wird. Der Strom steigt auf den
eingestellten Wert (gesteuert von der Stromanstiegsfunktion, falls verwendet) Durch
Loslassen des Auslösers (2) sinkt der Strom wieder (mit eventueller Absenkung) und der
Lichtbogen erlischt. Falls verwendet, erfolgt eine Gasnachströmung.
2-Takt wird im Hauptmenü → Auslösermodus oder im Messbildschirm aktiviert.
4-Takt
A = Gasvorströmung
B = Stromanstieg
C = Stromabsenkung
D = Gasnachströmung
Funktionen des Schweißbrenners bei 4-Takt-Bedienung
Im 4-Takt-Modus startet (falls vorhanden) eine Gasvorströmung, wenn der Auslöser (1)
betätigt wird. Nach Ablauf der Gasvorströmzeit steigt der Druck auf Steuerniveau (einige
Ampere) und der Lichtbogen wird gezündet. Wenn der Auslöser (2) losgelassen wird, steigt
der Strom auf den eingestellten Wert (mit eventuellem Anstieg). Am Ende des
Schweißvorgangs drückt der Bediener den Auslöseschalter(3) erneut. Dadurch verringert
sich wieder das Stromsteuerniveau (mit Absenken, falls verwendet). Durch erneutes
Loslassen des Schalters(4) wird der Lichtbogen gelöscht und eine Gasnachströmung
startet.
4-Takt wird im Hauptmenü → Auslösermodus oder im Messbildschirm aktiviert.
Strom
Ein höherer Strom erzeugt einen breiteren Krater sowie einen besseren Einbrand im
Werkstück.
Der Strom wird im Messbildschirm oder in den Menüs für Schweißdateneinstellung oder
Schnelleinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit konstantem Strom.
Impulsstrom
Der höhere der zwei Stromwerte beim gepulsten Strom. Beim Schweißen mit Impuls werden
ebenfalls Stromanstieg und Stromabsenkung gepulst.
Der Impulsstrom wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Impuls.
0460 896 475
- 42 -
© ESAB AB 2016
Page 43
6 WIG-SCHWEISSEN
Hintergrundstrom
Der niedrigere der zwei Stromwerte beim gepulsten Strom.
Der Grundstrom wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Impuls.
Impulszeit
Die Zeit, die der Impulsstrom während einer Impulsperiode eingeschaltet ist.
Die Impulszeit wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Impuls.
Grundzeit
Zeit für den Grundstrom, die gemeinsam mit der Impulsstromzeit eine Impulssequenz
ausmacht.
Die Grundzeit wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Impuls.
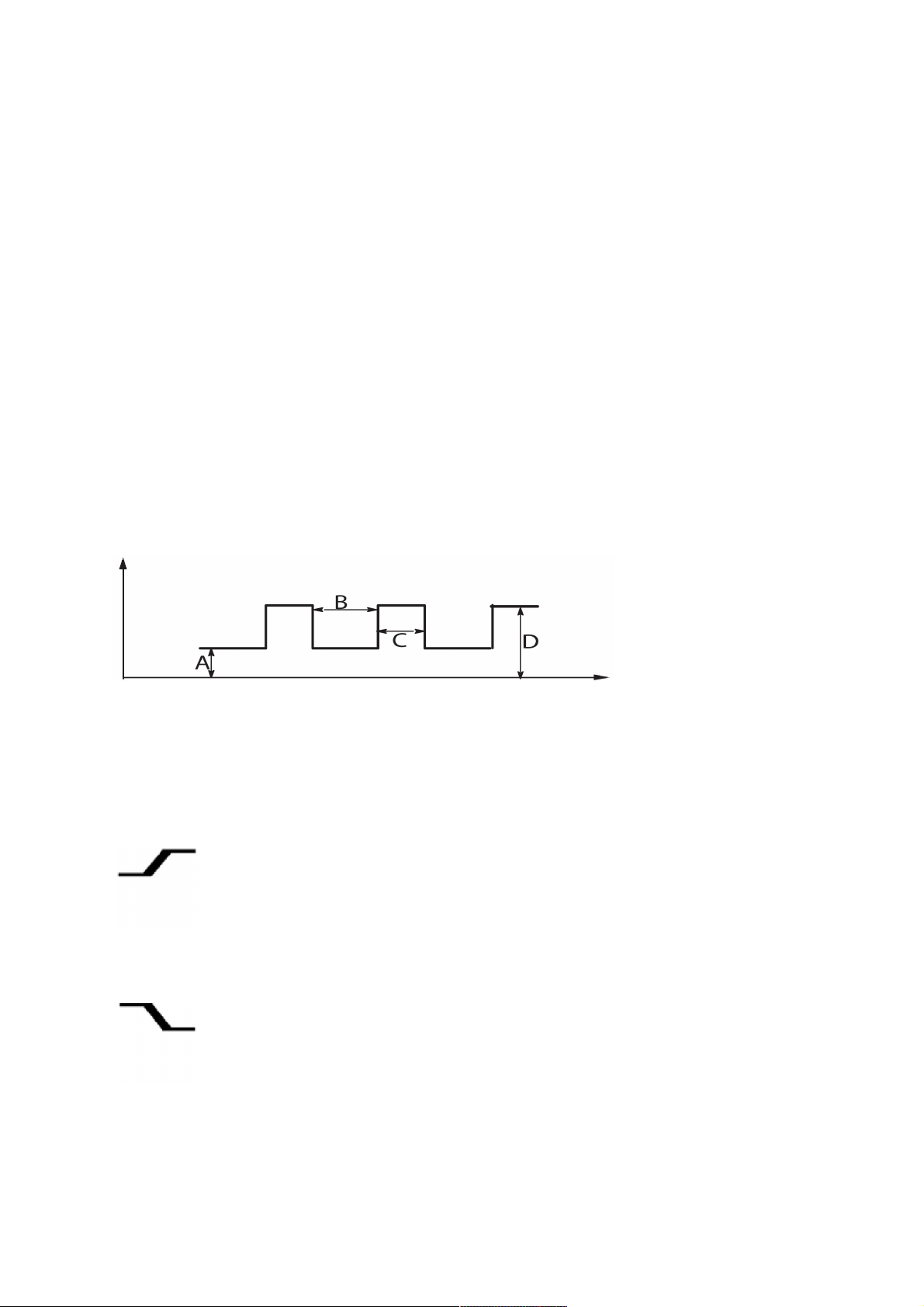
Strom
WIG-Schweißen mit Impuls
A = Grundstrom
B = Grundzeit
C = Impulszeit
D = Impulsstrom
Up-Slope
Bei der Up-Slope-Funktion steigt der Strom beim Zünden des WIG-Lichtbogens
allmählich bis zum Vorgabewert an. Dadurch wird die Elektrode vorsichtiger
erhitzt und der Schweißer ist in der Lage, die Elektrode korrekt zu platzieren,
bevor der Schweißstrom erreicht wurde.
Der Anstieg wird im Menü der Schweißdateneinstellung festgelegt.
Zeit
Down-Slope
Beim WIG-Schweißen wird die Down-Slope-Funktion genutzt. Hierbei sinkt der
Strom allmählich innerhalb einer vorgegebenen Zeitspanne, um nach
Beendigung eines Schweißvorgangs eine Krater- und bzw. oder Rissbildung zu
verhindern.
Das Absenken wird im Menü der Schweißdateneinstellung festgelegt.
0460 896 475
- 43 -
© ESAB AB 2016
Page 44
6 WIG-SCHWEISSEN
Gasvorströmung
Hiermit wird die Zeit festgelegt, in der vor dem Zünden des Lichtbogens
Schutzgas strömt.
Die Gasvorströmung wird im Menü der Schweißdateneinstellung festgelegt.
Gasnachströmung
Hiermit wird die Zeit festgelegt, in der nach dem Löschen des Lichtbogens
Schutzgas strömt.
Die Gasnachströmung wird im Menü der Schweißdateneinstellung festgelegt.
Automatischer Startimpuls
Mit dieser Funktion wird schnell ein stabiler Lichtbogen erreicht.
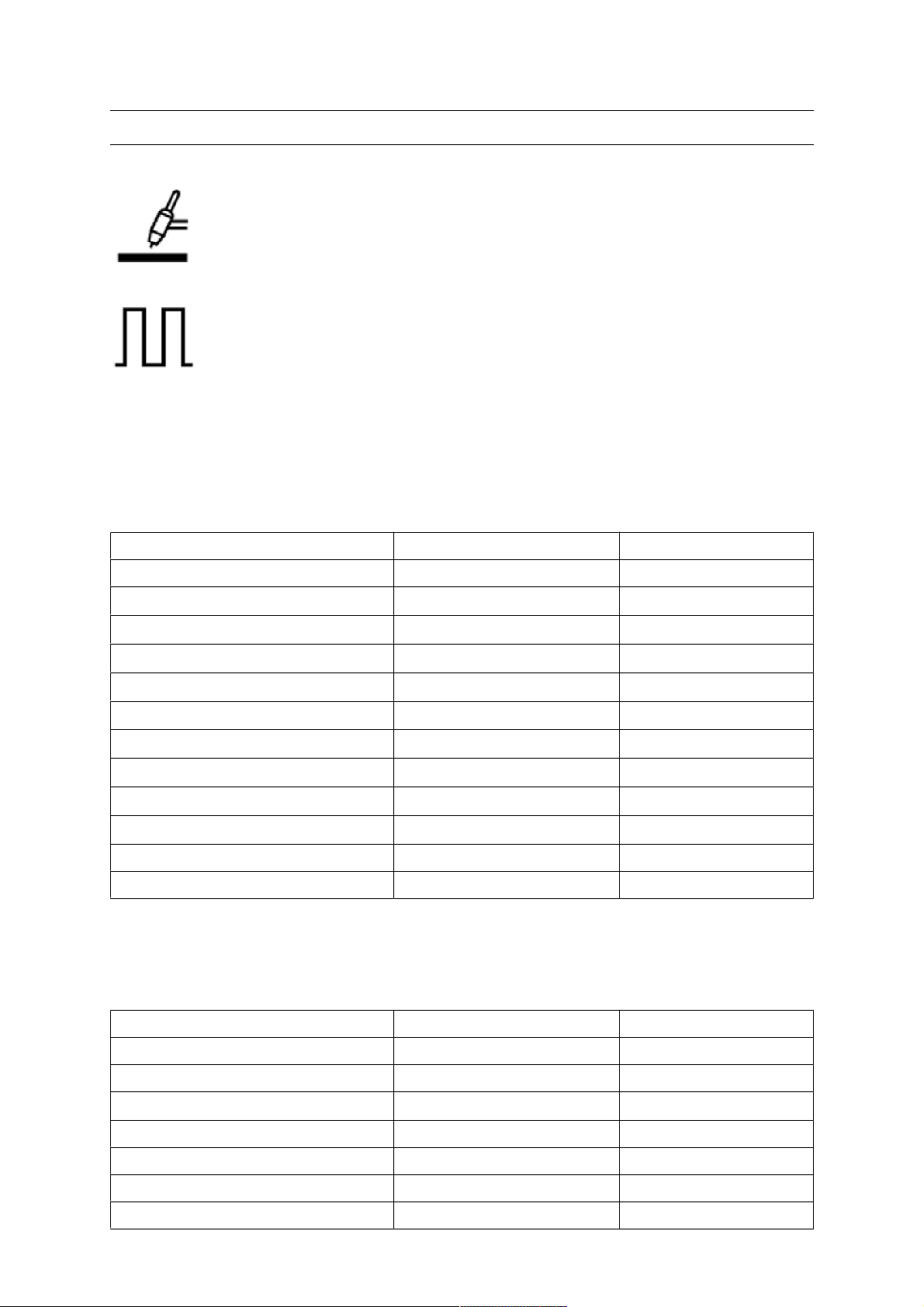
Vorwärmen
Wolframelektrode Einstellwert
Schutzgas
Ø Farbe Typ Ar Ar + 30% He
1,6 Grün WP – -
1,6 Grün WP 30 35
1,6 Golden WL15 20 20
1,6 Golden WL15 30 35
2,4 Grün WP 45 -
2,4 Grün WP 55 60
2,4 Golden WL15 40 40
2,4 Golden WL15 45 50
3,2 Grün WP 55 -
3,2 Grün WP 65 65
3,2 Golden WL15 60 60
3,2 Golden WL15 70 70
4,0 Grün WP 70 75
4,0 Grün WP 80 85
4,0 Golden WL15 65 65
4,0 Golden WL15 70 75
WP = reine Wolframelektrode; WL15 = lanthanlegierte Wolframelektrode.
Das Elektrodenvorwärmen wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Wechselstrom.
0460 896 475
- 44 -
© ESAB AB 2016
Page 45
6 WIG-SCHWEISSEN
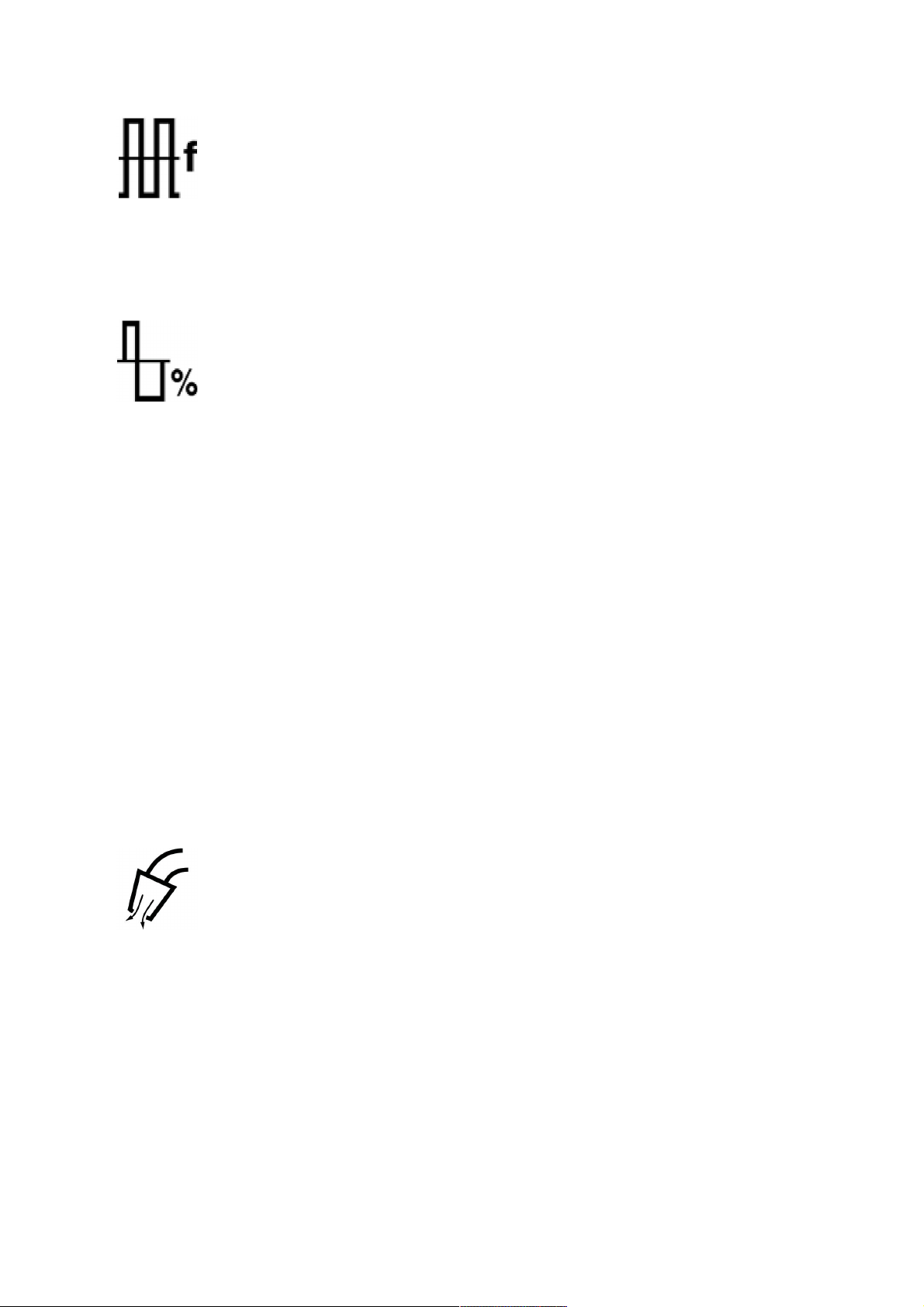
Frequenz
Eine niedrigere Frequenz (Wechselstrom) leitet mehr Hitze zum Werkstück und
erzeugt einen breiteren Krater.
Eine höhere Frequenz erzeugt einen schmaleren Lichtbogen mit höherer Arc
Force (schmalerer Krater).
Die Frequenz wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Wechselstrom.
Balance
Einstellung der Balance zwischen Plus- (+) und Minuselektrode (-) beim
Wechselstromschweißen (WS).
Ein niedrigerer Balancewert erzeugt mehr Hitze an der Elektrode, was eine
höhere Oxidauflösung im Werkstück bewirkt.
Ein höherer Balancewert erzeugt mehr Hitze am Werkstück sowie einen
besseren Einbrand.
Die Balance wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Wechselstrom.
Offset
Mit dieser Funktion wird der Nullwert angehoben oder gesenkt.
Durch einen angehobenen Nullwert wird das Werkstück wärmer und erreicht ein besseres
Eindringen.
Durch einen gesenkten Nullwert wird die Elektrode wärmer und das Werkstück erreicht ein
geringeres Eindringen.
Das Offset wird im Menü der Schweißdateneinstellung festgelegt.
Gilt nur für das WIG-Schweißen mit Wechselstrom.
6.3 Erklärungen weiterer Funktionen
Gasspülung
Die Gasspülung wird beim Messen des Gasflusses verwendet oder wenn vor
dem Schweißstart Luft oder Feuchtigkeit aus den Gasschläuchen entfernt wird.
Eine Gasspülung findet so lange statt, wie die Taste gedrückt wird. Bei einer
Gasspülung sind weder Spannung noch Drahtvorschub aktiv.
Das Gasspülen wird im Messbildschirm aktiviert.
0460 896 475
- 45 -
© ESAB AB 2016
Page 46
7 LICHTBOGEN-DRUCKLUFTFUGENHOBELN
7 LICHTBOGEN-DRUCKLUFTFUGENHOBELN
Hauptmenü → Verfahren
Beim Lichtbogen-Druckluftfugen wird eine spezielle Elektrode verwendet, die aus einem
Kohlestab mit einer Schutzhülle aus Kupfer besteht.
Zwischen Kohlestab und Werkstück bildet sich ein Lichtbogen, der das Material schmilzt.
Druckluft wird zugeführt, sodass das geschmolzene Material weggeblasen wird.
Beim Lichtbogen-Druckluftfugenhobeln stehen folgende Elektrodendurchmesser zur
Auswahl: 4,0; 5,0; 6,0; 8,0 und 10mm.
Das Lichtbogen-Druckluftfugenhobeln wird für Stromquellen unter 400A nicht empfohlen.
7.1 Einstellungen im Menü „Schweißdateneinstellung“
Einstellungen Einstellbereich In Schritten von SynergieabhängigIm
Synergiemodus
einstellbar
Spannung 8–60V 1 V x x
Synergie
1)
AUS oder EIN - - -
Drosselung 0–100% x
Reglertyp 1–12 1 x
1)
Werkseitige Einstellung der Synergiekennlinie: 5,0-mm-Elektrode (Kohlestab).
7.2 Funktionserklärungen
Spannung
Durch eine höhere Spannung wird ein breiteres Schmelzbad mit einem besseren Eindringen
in das Werkstück erreicht.
Die Spannung wird im Messbildschirm oder in den Menüs für Schweißdateneinstellung oder
Schnelleinstellung festgelegt.
Drosselung
HINWEIS!
Diese Einstellung darf nicht geändert werden.
Reglertyp
Beeinflusst Kurzschlussverlauf und Wärme beim Schweißvorgang.
Diese Einstellung darf nicht geändert werden.
0460 896 475
- 46 -
© ESAB AB 2016
Page 47
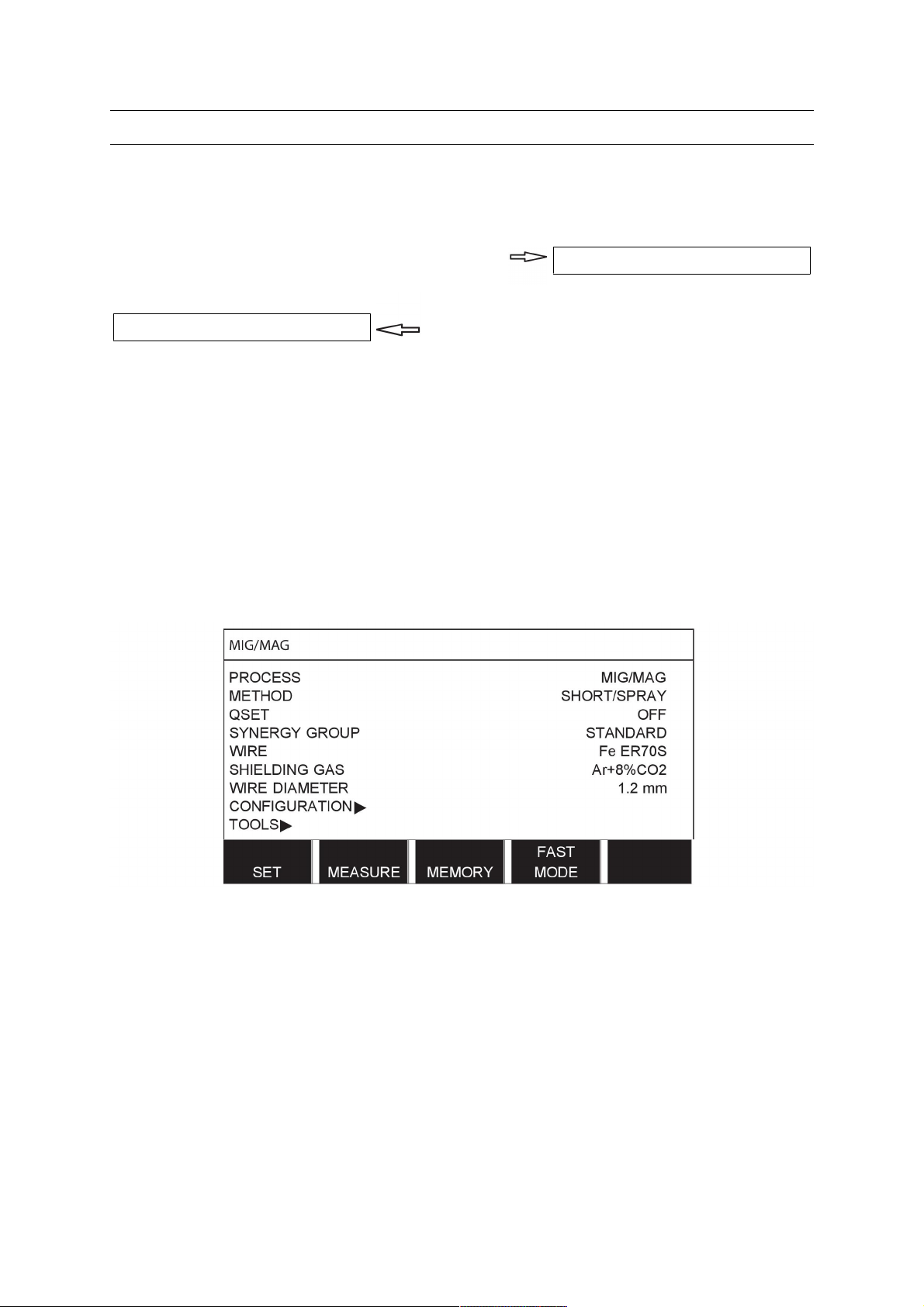
8 SPEICHERVERWALTUNG
8 SPEICHERVERWALTUNG
8.1 Funktionsweise der Bedienkonsole
Die Bedienkonsole umfasst im Wesentlichen zwei Einheiten: Arbeitsspeicher und
Schweißdatenspeicher.
Speichern
Arbeitsspeicher
Im Arbeitsspeicher wird ein kompletter Satz mit Schweißdateneinstellungen erstellt, der im
Schweißdatenspeicher abgelegt werden kann.
Während des Schweißens regelt stets der Inhalt des Arbeitsspeichers den Vorgang. Daher
ist es ebenfalls möglich, einen Schweißdatensatz aus dem Schweißdatenspeicher in den
Arbeitsspeicher aufzurufen.
Beachten Sie, dass der Arbeitsspeicher stets die zuletzt eingegebenen
Schweißdateneinstellungen enthält. Dabei kann es sich um Einstellungen handeln, die aus
dem Schweißdatenspeicher aufgerufen oder individuell geändert wurden. Der
Arbeitsspeicher wird demnach niemals geleert oder zurückgesetzt.
Hauptmenü → Memory→ Schweißdatenspeicher
Aufrufen
Schweißdatenspeicher
In der Bedienkonsole können bis zu 255 Schweißdatensätze abgelegt werden. Jeder
Datensatz erhält eine Nummer zwischen 1 und 255.
Sie können Datensätze auch löschen und kopieren oder einen Schweißdatensatz in den
Arbeitsspeicher aufrufen.
Im Folgenden veranschaulichen Beispiele, wie Datensätze gespeichert, aufgerufen, kopiert
und gelöscht werden.
0460 896 475
- 47 -
© ESAB AB 2016
Page 48

8 SPEICHERVERWALTUNG
8.2 Speichern
Bei einem leeren Schweißdatenspeicher wird folgender Bildschirm im Display angezeigt.
Wir werden nun einen Schweißdatensatz speichern. Ihm soll Speicherposition5 zugewiesen
werden. Drücken Sie SPEICHERN. Position1 wird angezeigt. Drehen Sie einer der
Drehknöpfe bis Sie Position5 erreichen. Drücken Sie SPEICHERN.
Wählen Sie mit einem der Drehknöpfe Zeile fünf. Drücken Sie SPEICHERN.
Folgender Bildschirm wird im Display angezeigt.
Ganz unten im Display werden Teile des Inhalts von Datensatz5 angezeigt.
0460 896 475
- 48 -
© ESAB AB 2016
Page 49

8 SPEICHERVERWALTUNG
8.3 Wiederaufrufen
Wir möchten einen gespeicherter Datensatz wiederaufrufen.
Wählen Sie mit einem der Drehknöpfe die Zeile. Drücken Sie WIEDERAUFRUFEN.
Drücken Sie JA, um das Aufrufen von Datensatz5 zu bestätigen.
Das Symbol oben rechts im Messbildschirm zeigt die aufgerufene Speicherpositionsnummer
an.
0460 896 475
- 49 -
© ESAB AB 2016
Page 50
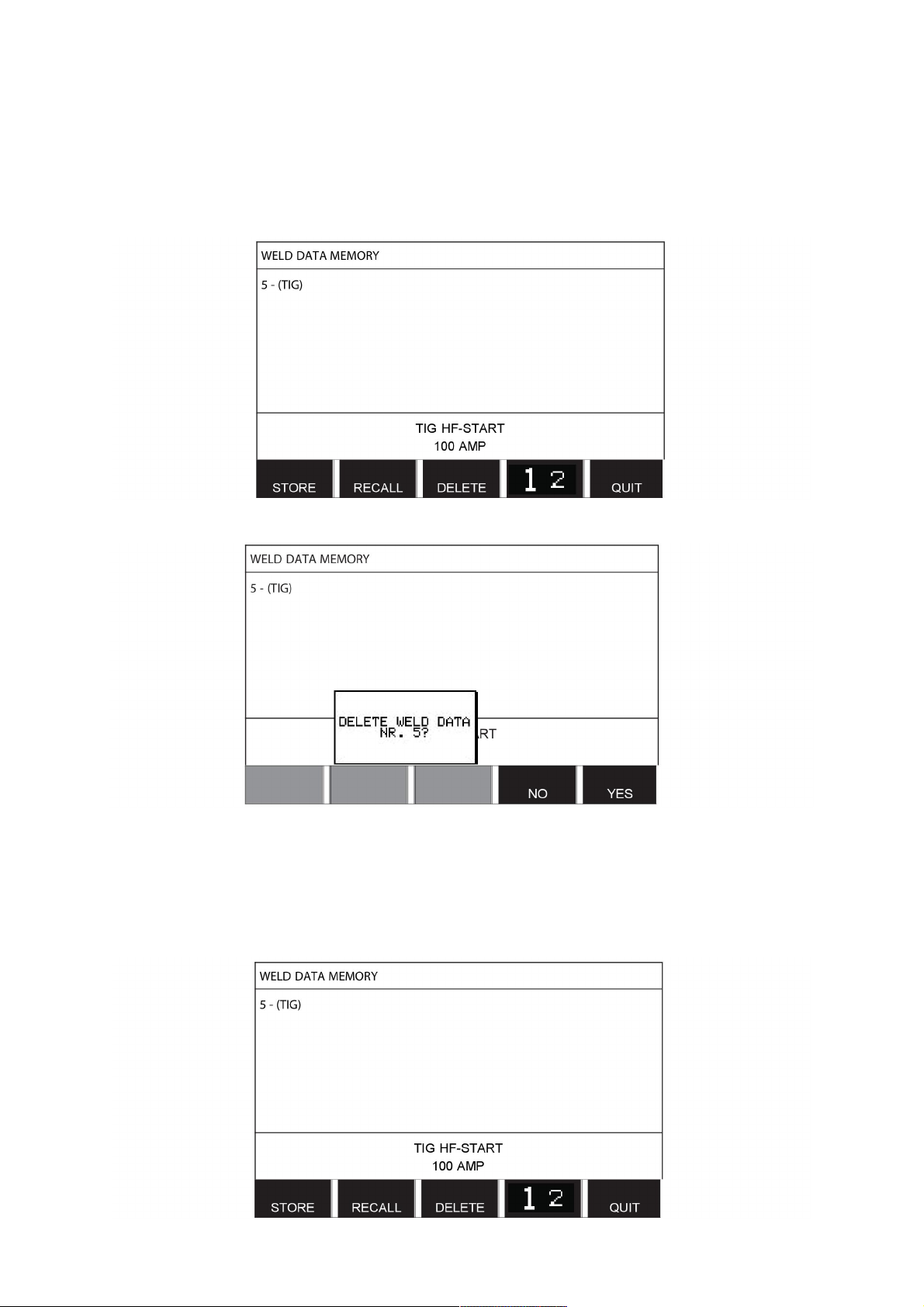
8 SPEICHERVERWALTUNG
8.4 Löschen
Im Speichermenü können Sie einen oder mehrere Datensätze löschen.
Wir werden den Datensatz löschen, den wir zuvor gespeichert haben.
Wählen Sie den Datensatz. Drücken Sie LÖSCHEN.
Drücken Sie JA, um den Löschvorgang zu bestätigen.
Mit NEIN kehren Sie zum Speichermenü zurück.
8.5 Kopieren
So kopieren Sie den Inhalt eines Schweißdatensatzes in eine neue Speicherposition:
Wählen Sie die zu kopierende Speicherposition, und drücken Sie „1 2“ (2. FUNKTION).
0460 896 475
- 50 -
© ESAB AB 2016
Page 51

8 SPEICHERVERWALTUNG
Drücken Sie KOPIEREN
Wir möchten nun den Inhalt von Speicherposition 5 in Position50 kopieren.
Gehen Sie mit einem der Drehknöpfe zur gewählten Speicherposition, in diesem Fall
Position50.
Drücken Sie JA.
Damit wurde Schweißdatensatz5 in Speicherposition50 kopiert.
Mit ENDE kehren Sie zum Speichermenü zurück.
0460 896 475
- 51 -
© ESAB AB 2016
Page 52
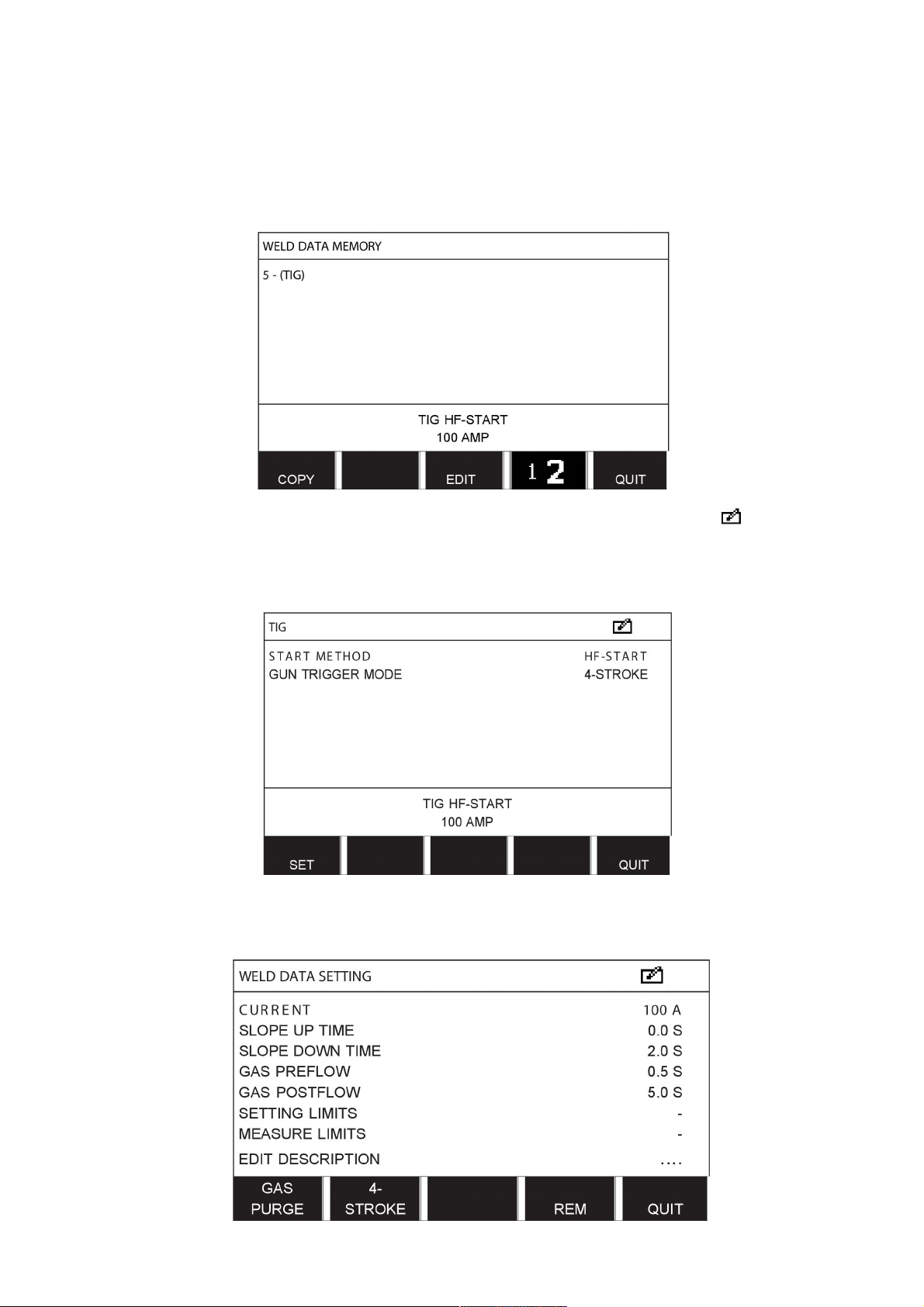
8 SPEICHERVERWALTUNG
8.6 Bearbeiten
So bearbeiten Sie den Inhalt eines Schweißdatensatzes:
Wählen Sie die zu bearbeitende Speicherposition, und drücken Sie „1 2“ (2. FUNKTION).
Drücken Sie anschließend EDITIEREN.
Ein Teil des Hauptmenüs wird angezeigt, außerdem zeigt das Menü das Symbol , das
kennzeichnet, dass Sie sich im Bearbeitungsmodus befinden.
Wählen Sie die zu bearbeitende Einstellung und drücken Sie die Eingabetaste. Wählen Sie
aus der Liste aus und drücken Sie erneut die Eingabetaste.
Drücken Sie EINST. um den Bildschirm SCHWEISSDATENEINSTELLUNG aufzurufen.
Wählen Sie die zu bearbeitenden Werte und passen Sie diese mit den
Plus/Minus-Drehknöpfen an. Beenden Sie mit ENDE.
0460 896 475
- 52 -
© ESAB AB 2016
Page 53

8 SPEICHERVERWALTUNG
Die Einstellung für Schweißdatensatz5 wurde nun bearbeitet und gespeichert.
8.7 Benennen
So weisen Sie einem gespeicherten Schweißdatensatz einen Namen zu:
Wählen Sie die zu benennende Speicherposition, und drücken Sie „1 2“ (2. FUNKTION).
Drücken Sie anschließend EDITIEREN.
Drücken Sie EINST. um den Bildschirm SCHWEISSDATENEINSTELLUNG aufzurufen.
Wählen Sie BESCHREIBUNG EDITIEREN. Drücken Sie die Eingabetaste.
Hier können Sie auf eine Tastatur zugreifen, die wie folgt bedient wird:
• Bewegen Sie den Cursor mithilfe des linken Drehknopfes und der Pfeiltasten zum
gewünschten Tastaturzeichen. Drücken Sie die Eingabetaste. Auf diese Weise können
Sie eine komplette Zeichenfolge mit maximal 40Zeichen eingeben.
• Drücken Sie zum Speichern FERTIG. Der selbst vergebene Name wird nun in der Liste
angezeigt.
0460 896 475
- 53 -
© ESAB AB 2016
Page 54

9 KONFIGURATIONSMENÜ
9 KONFIGURATIONSMENÜ
Hauptmenü → Konfigurationsmenü
Dieses Menü enthält die folgenden Untermenüs:
• Sprache: siehe Abschnitt „Erster Schritt– Sprachauswahl“ in Kapitel „EINFÜHRUNG“.
• Sicherheitscode
• Fernsteuerung
• MIG/MAG-Standardeinstellungen
• E-HAND-Grundeinstellungen
• Schnellmodus-Funktionstasten
• Konsolenfernsteuerung aktiviert
• DV-Überwachung
• Automatisches Speichern
• Brennertasterfunktion
• Mehrere Drahtvorschubgeräte
• Qualitätsfunktionen
• Wartung
• Längeneinheit
• Messwertfrequenz
• Updatemenü
9.1 Zugangsschutz
Hauptmenü → Konfigurationsmenü → Sicherheitsfunktion
Wenn Sie sich bei aktiviertem Sicherheitscode im Messmenü, Fernmodus oder
Schnellmodusmenü befinden, ist ein Passwort erforderlich, um das jeweilige Menü verlassen
zu können.
Der Sicherheitscode wird im Konfigurationsmenü aktiviert.
0460 896 475
- 54 -
© ESAB AB 2016
Page 55
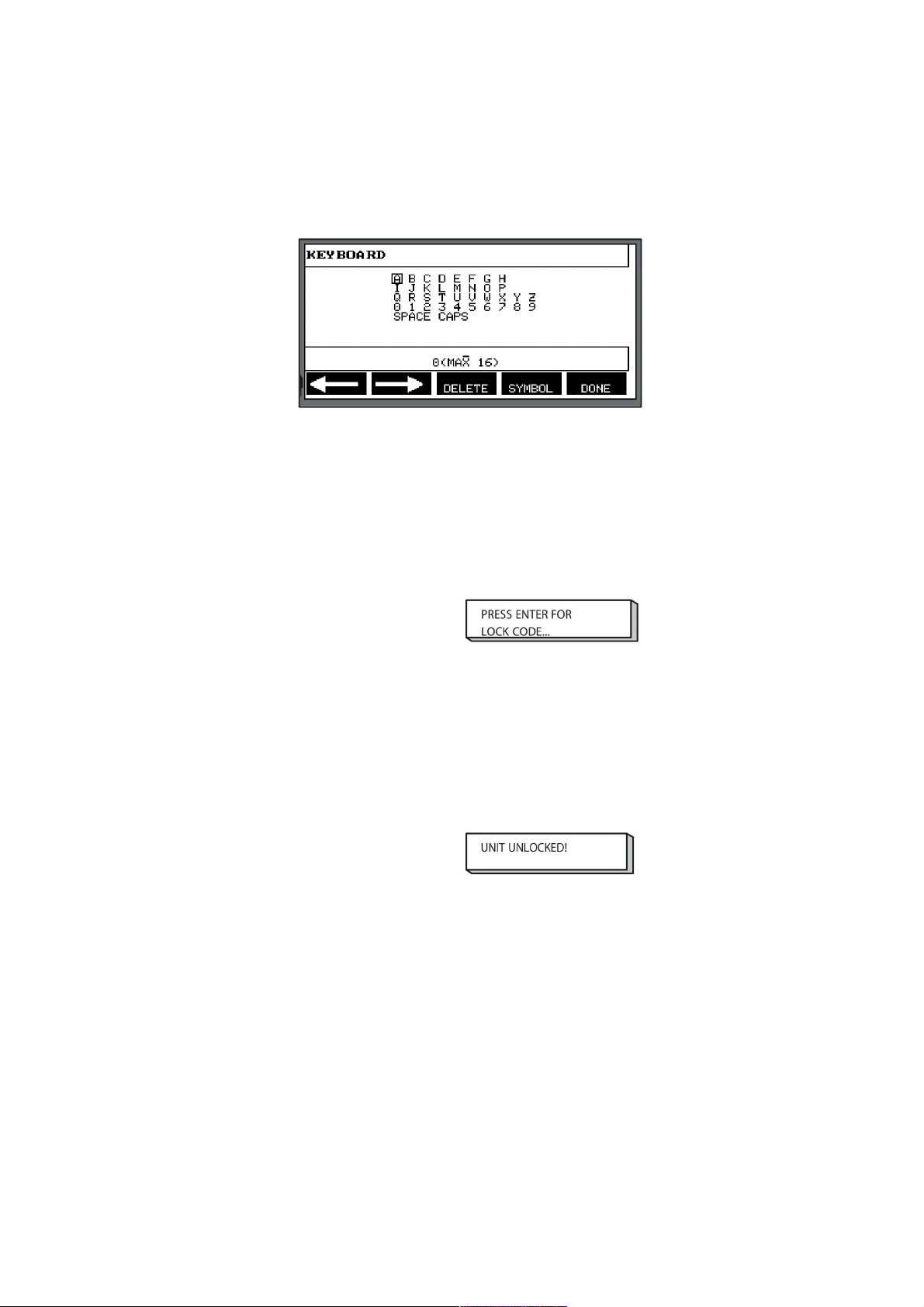
9 KONFIGURATIONSMENÜ
9.1.1 Sicherheitsstatus
Im Sicherheitsstatus können Sie die Sicherheitsfunktion aktivieren/deaktivieren, ohne bei
einer Deaktivierung das vorhandene Passwort zu löschen. Wenn kein Zugangscode
gespeichert ist und Sie versuchen, den Zugangsschutz zu aktivieren, wird die Tastatur zur
Eingabe eines neuen Zugangscodes angezeigt.
So verlassen Sie den Sicherheitsstatus:
Wenn Sie sich im Messbildschirm oder Schnellmodusmenü befinden und der Zugangsschutz
deaktiviert ist, können Sie diese Menüs ungehindert verlassen, indem Sie ENDE oder
MENÜ drücken, um zum Hauptmenü zu gelangen.
Wenn Sie bei aktiviertem Zugangsschutz die Funktion beenden, FERN verlassen wollen
oder die Funktionstaste „1 2“ (2. FUNKTION) drücken, wird der nachstehend abgebildete
Bildschirm angezeigt, der den Benutzer über den Zugangsschutz informiert.
FÜR ZUGANGSCODE EINGABETASTE
DRÜCKEN…
Hier können Sie ENDE wählen, um den Vorgang rückgängig zu machen und zum vorherigen
Menü zurückzukehren. Durch Drücken der Eingabetaste gelangen Sie zur Eingabe des
Zugangscodes.
Sie gelangen anschließend zu dem Menü mit der Tastatur, in dem Sie den Code eingeben
können. Drücken Sie nach jedem Zeichen die Eingabetaste, und bestätigen Sie den Code
mit FERTIG.
Das folgende Textfeld wird angezeigt:
EINHEIT ENTRIEGELT!
Falls der Code nicht stimmt, wird eine Fehlermeldung angezeigt. Sie haben die Möglichkeit,
den Code erneut einzugeben oder zum ursprünglichen Menü (d.h. zum Messbildschirm oder
zum Schnellmodusmenü) zurückzukehren.
Wenn der Code stimmt, werden alle Sperren für andere Menüs aufgehoben, auch wenn der
Zugangsschutz weiterhin aktiv ist. Dies bedeutet, dass Sie den Messbildschirm oder das
Schnellmodusmenü vorübergehend verlassen können, ohne beim erneuten Aufrufen dieser
Menüs den Sicherheitsstatus zu ändern.
9.1.2 Eingeben/Bearbeiten des Zugangscodes
Im Menü „Zugangscode eingeben/bearbeiten“ können Sie ein vorhandenes Passwort ändern
oder ein neues eingeben. Ein Zugangscode darf aus maximal 16Zeichen, wahlweise
Buchstaben oder Ziffern, bestehen.
9.2 Fernsteuerungen
Hauptmenü → Konfigurationsmenü → Fernregler
0460 896 475
- 55 -
© ESAB AB 2016
Page 56
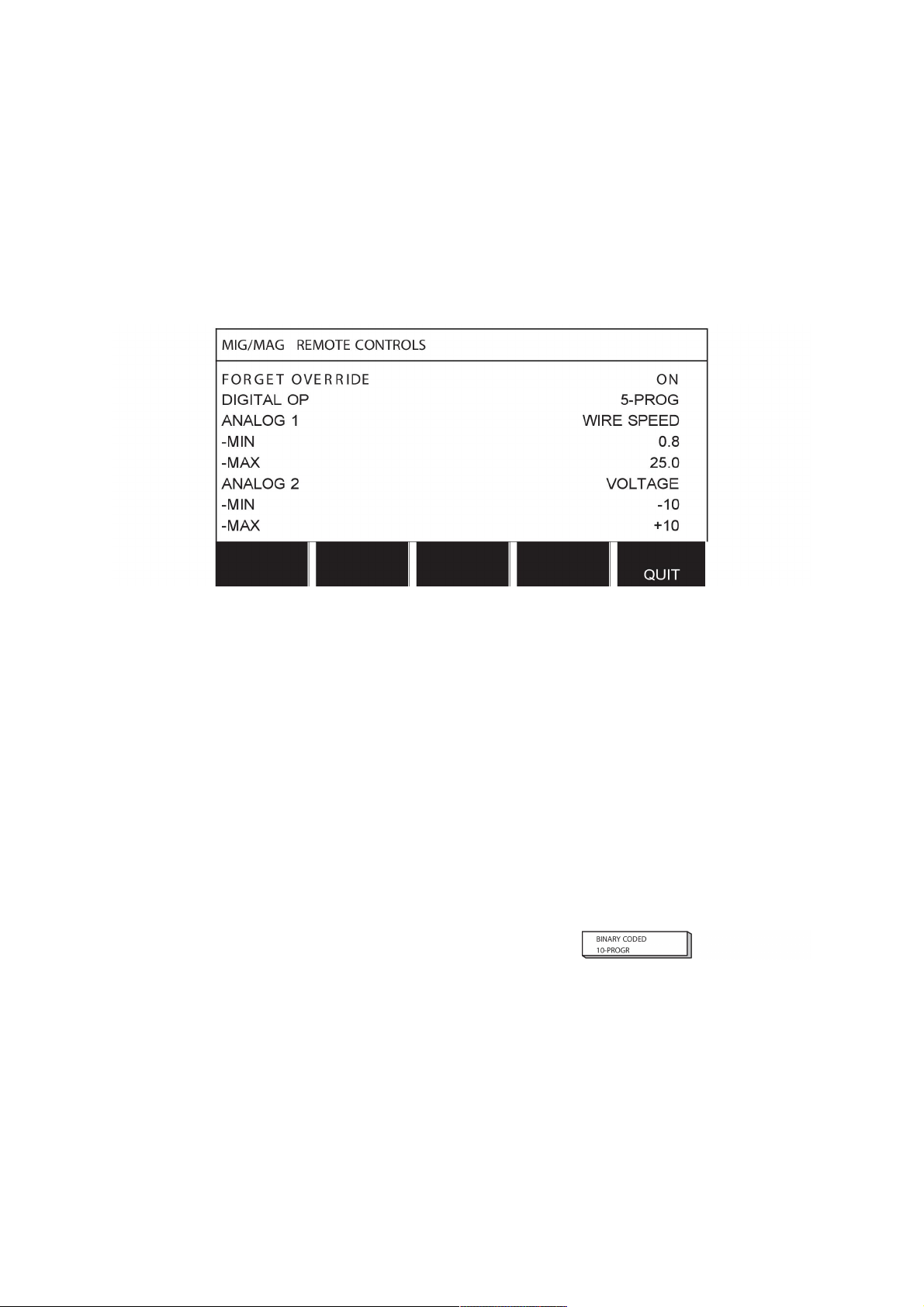
9 KONFIGURATIONSMENÜ
Fernregler, die nicht per CAN-Bus angeschlossen sind, müssen über einen
Fernregleradapter angeschlossen werden. Die SuperPulse-Methode wird von dieser
Funktion nicht unterstützt.
Aktivieren Sie nach dem Anschließen den Fernregler im Messbildschirm mit der
Funktionstaste FERN.
9.2.1 Überspielen vergessen
Positionieren Sie den Cursor auf der Zeile FERNREGLER. Drücken Sie die Eingabetaste,
um eine Liste mit Optionen aufzurufen.
Bei aktivierter Option VERGISS ÄNDERUNG wird der zuletzt aufgerufene Speicher
automatisch erneut aufgerufen, bevor ein neuer Schweißvorgang startet. Dadurch werden
die Ergebnisse aller Schweißdateneinstellungen gelöscht, die während des letzten
Schweißvorgangs erzeugt wurden.
9.2.2 Konfiguration für digitalen Fernregler
Ohne Fernregleradapter
Wird ein CAN-basierter Fernregler angeschlossen, erfolgt die Konfiguration automatisch,
DIGITALE ANSTEUERUNG.
Mit Fernregleradapter
Geben Sie bei Verwendung eines digitalen Fernreglers den verwendeten Fernreglertyp an.
Positionieren Sie den Cursor auf der Zeile DIGITALE ANSTEUERUNG, und drücken Sie die
Eingabetaste, um die Liste zu öffnen, aus der Sie eine Alternative auswählen können.
BINÄR KODIERT • Einheit mit
32Programmen
10-PROGR • Einheit mit
10Programmen*
* oder Schweißpistole mit RS3-Programmwahl
9.2.3 Konfiguration für analogen Fernregler
Ohne Fernregleradapter
Beim Anschließen eines CAN-basierten Fernreglers erfolgt die Konfiguration von
ANALOG1 und ANALOG2 automatisch. Die Konfiguration kann nicht geändert werden.
0460 896 475
- 56 -
© ESAB AB 2016
Page 57
9 KONFIGURATIONSMENÜ
Mit Fernregleradapter
Bei Verwendung eines analogen Fernreglers können Sie in der Bedienkonsole angeben,
welche(s) Potentiometer (maximal 2) verwendet werden soll(en).
Die Potentiometer werden in der Bedienkonsole ANALOG1 und ANALOG2 genannt und
beziehen sich auf ihre eigenen Sollparameter für das Schweißverfahren, z.B.
Drahtvorschubparameter (ANALOG1) und Spannungsparameter (ANALOG2) mit
MIG/MAG.
Wenn Sie den Cursor in die Zeile ANALOG1
bewegen und die Eingabetaste drücken, wird
eine Liste geöffnet.
Sie können nun auswählen, ob das Potentiometer ANALOG1 für den DRAHTVORSCHUB
oder gar nicht verwendet werden soll.
Wählen Sie DRAHTVORSCHUB, und drücken Sie die Eingabetaste.
Wenn Sie den Cursor in die Zeile ANALOG2
bewegen und die Eingabetaste drücken, wird
eine Liste geöffnet.
Sie können nun auswählen, ob das Potentiometer ANALOG2 für die SPANNUNG oder gar
nicht verwendet werden soll.
Wählen Sie SPANNUNG, und drücken Sie die Eingabetaste.
Alle Konfigurationen für den Fernregler gelten für alle angeschlossenen
Drahtvorschubeinheiten. Wenn Sie ANALOG1 aus der Konfiguration entfernen, gilt dies für
beide Drahtvorschubeinheiten, sofern zwei Drahtvorschubeinheiten verwendet werden.
9.2.4 Messbereich an Eingängen
Sie können den Regelbereich für die verwendeten Potentiometer festlegen. Geben Sie dazu
mithilfe der Plus/Minus-Drehknöpfe an der Bedienkonsole einen Minimal- und einen
Maximalwert an.
Beachten Sie, dass Sie verschiedene Spannungsgrenzen für das Schweißen mit bzw. ohne
Synergie einstellen können. Die Spannungseinstellung beim Schweißen mit Synergie stellt
eine Abweichung (plus oder minus) vom Synergiewert dar. Beim Schweißen ohne Synergie
ist der Spannungswert ein absoluter Wert. Im Synergiemodus gilt der eingestellte Wert für
das Schweißen mit Synergie. Befinden Sie sich nicht im Synergiemodus, gilt diese Eingabe
als Absolutwert.
Außerdem gibt es unterschiedliche Spannungsregelungsgrenzen für
Kurz-/Sprühbogenschweißen und Impuls beim Schweißen ohne Synergie.
Wert nach Reset
Kurz-/Sprühlichtbogen mit Synergie und
Impuls
min. -10V max. 10V
Kurz-/Sprühlichtbogen ohne Synergie min. 8 V max. 60 V
Ohne Synergie-Impuls min. 8 V max. 50 V
9.3 MIG/MAG-Standardeinstellungen
Hauptmenü → Konfigurationsmenü → MIG/MAG-Standardeinstellungen
In diesem Menü können Sie folgende Einstellungen vornehmen:
0460 896 475
- 57 -
© ESAB AB 2016
Page 58
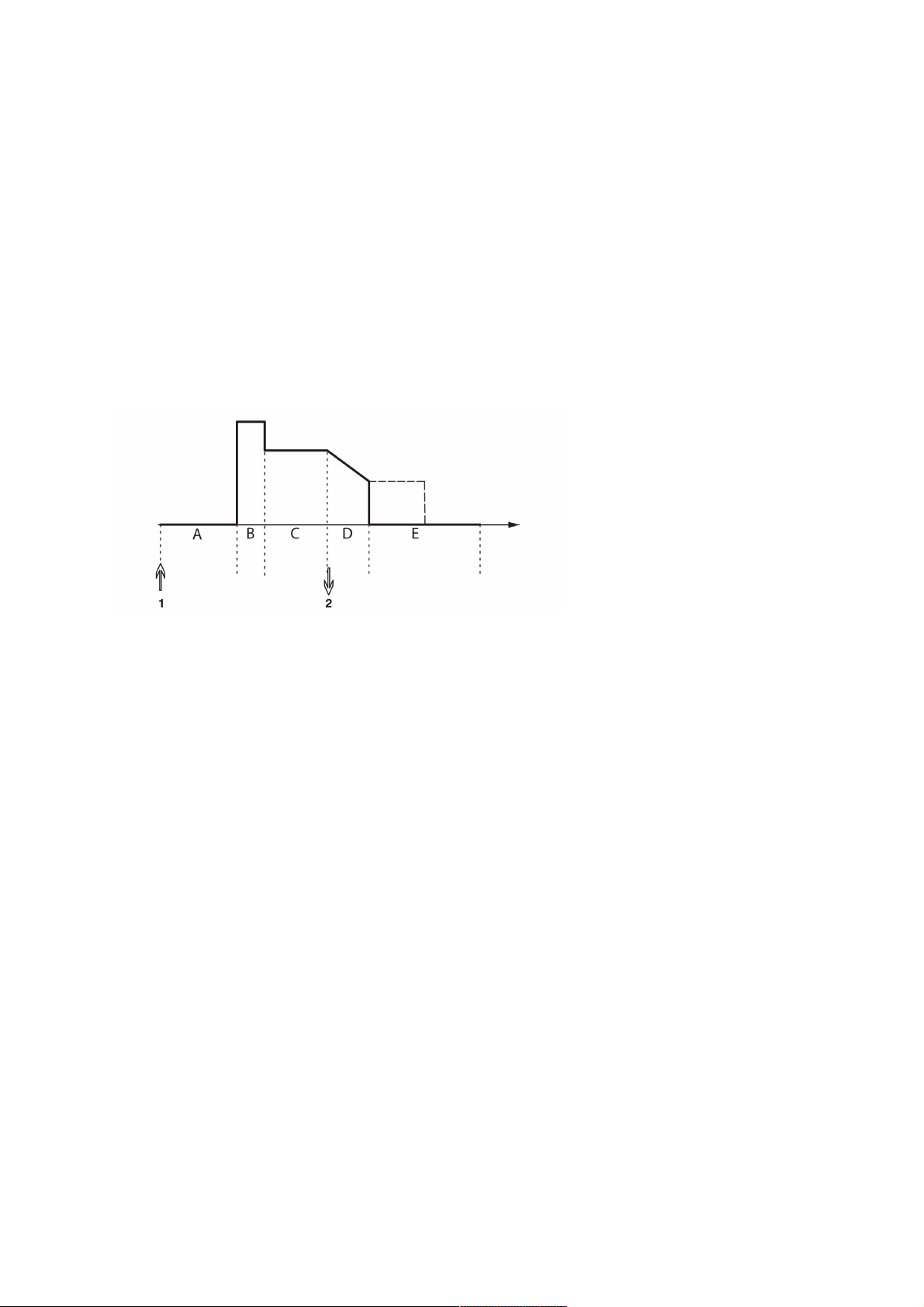
9 KONFIGURATIONSMENÜ
• Brennerauslösermodus (2-Takt/4-Takt)
• 4-Takt-Konfiguration
• Funktionstastenkonfiguration
• Spannungsmessung bei Impuls
• AVC-Vorschubeinheit
• „Drahtfreibrand auslösen“
• Spannungsregler flach statisch
• Verz.-Zeit Kraterfüllung aktiv
• Schweissstart Lichtb. Aus Verz.-Zt.
9.3.1 Pistolenauslösermodus (2-Takt/4-Takt)
2-Takt
A = Gasvorströmung
B = Hotstart
C = Schweißen
D = Kraterfüllen
E = Gasnachströmung
Funktionen des Schweißbrenners bei 2-Takt-Regelung
Die Gasvorströmung (falls verwendet) startet, wenn der Auslöserschalter der Schweißpistole
betätigt wird(1). Danach startet der Schweißvorgang. Wird der Auslöserschalter
losgelassen(2), startet das Kraterfüllen (falls verwendet), und der Schweißstrom wird
gestoppt. Die Gasnachströmung (falls ausgewählt) startet.
HINWEIS: Durch erneutes Betätigen des Auslöserschalters während der Kraterfüllung wird
das Kraterfüllen fortgesetzt, solange der Schalter gedrückt gehalten wird (gestrichelte Linie).
Das Kraterfüllen kann auch abgebrochen werden, indem der Auslöser währenddessen
schnell erneut gedrückt und losgelassen wird.
2-Takt wird im Messbildschirm, Konfigurationsmenü oder mit einer Funktionstaste im
Messbildschirm aktiviert.
0460 896 475
- 58 -
© ESAB AB 2016
Page 59
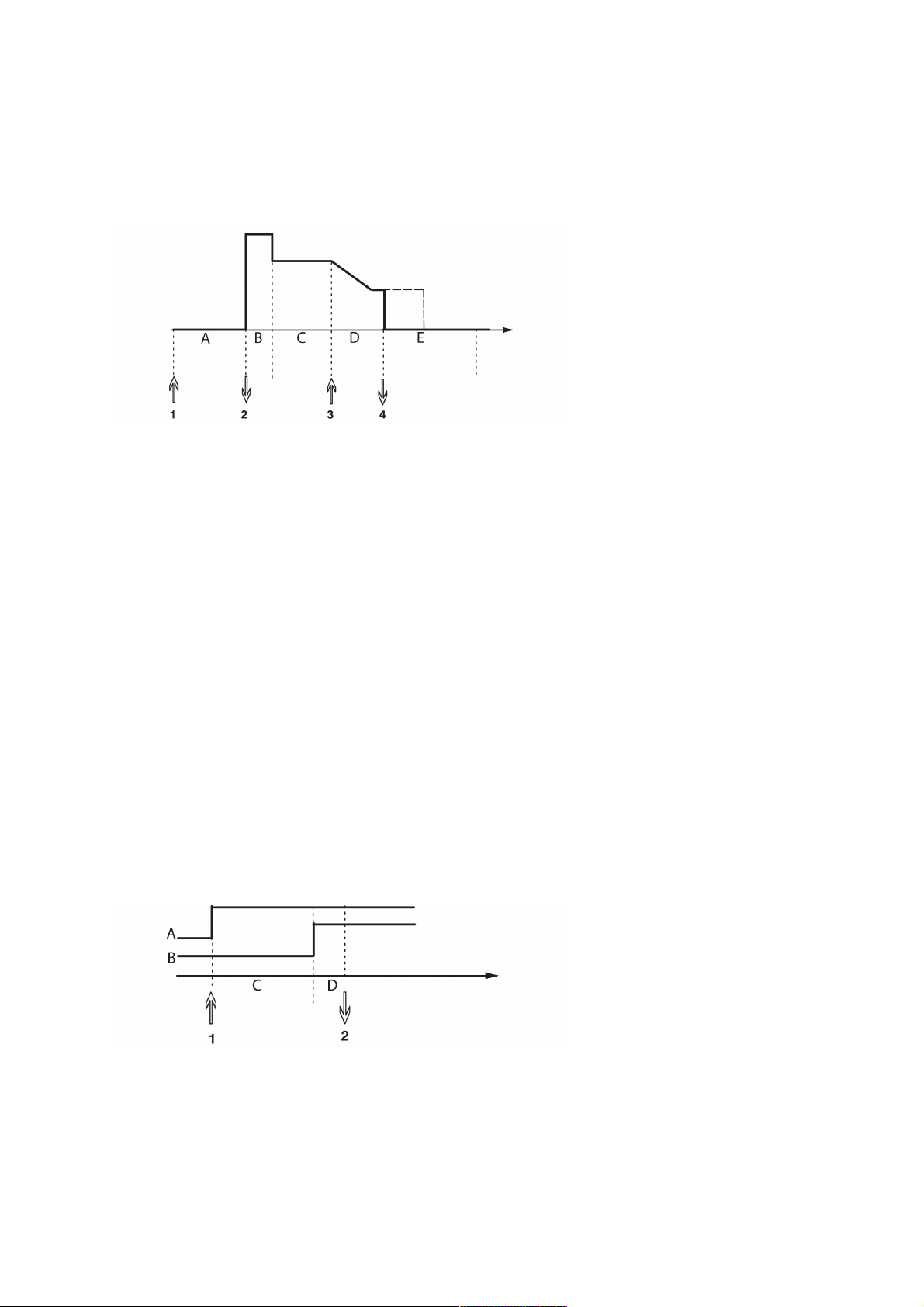
9 KONFIGURATIONSMENÜ
4-Takt
Für den 4-Takt-Betrieb gibt es 3Start- und 2Stopppositionen. Dies ist Start- und
Stoppposition1. Beim Zurücksetzen ist Position1 ausgewählt. Siehe Abschnitt
„4-Takt-Konfiguration“.
A = Gasvorströmung
B = Hotstart
C = Schweißen
D = Kraterfüllen
E = Gasnachströmung
Funktionen des Schweißbrenners bei 4-Takt-Regelung
Gasvorströmung startet, wenn der Auslöserschalter der Schweißpistole betätigt wird(1).
Wenn der Auslöserschalter losgelassen wird, startet der Schweißvorgang. Durch erneutes
Betätigen des Auslöserschalters(3) werden die Kraterfüllung (falls ausgewählt) gestartet
und die Schweißdaten auf einen niedrigeren Wert verringert. Durch Loslassen des
Auslöserschalters (4) stoppt der Schweißvorgang komplett, und die Gasnachströmung (falls
ausgewählt) startet.
HINWEIS: Die Kraterfüllung wird beendet, wenn der Auslöser losgelassen wird. Durch
Gedrückthalten des Auslösers wird das Kraterfüllen fortgesetzt (gestrichelte Linie).
4-Takt wird im Messbildschirm, Konfigurationsmenü oder mit einer Funktionstaste im
Messbildschirm aktiviert. Der Pistolenauslösermodus (4-Takt) kann nicht ausgewählt
werden, wenn Punktschweißen aktiviert ist (EIN).
9.3.2 4-Takt-Konfiguration
In der 4-Takt-Konfiguration können verschiedene Funktionen für 4-Takt-Start und -Stopp
festgelegt werden.
4-Takt-Starteinstellung
• Auslösergesteuerte Gasvorströmung, siehe Abschnitt „4-Takt“
• Zeitgesteuerte Gasvorströmung
A = Gasströmung
B = Drahtvorschub
C = Gasvorströmung
D = Schweißen
Drücken Sie den Auslöserschalter(1), und die Gasvorströmung startet; nach der
eingestellten Gasvorströmungsdauer beginnt der Schweißvorgang. Lassen Sie den
Auslöserschalter los(2).
• Auslösergesteuerter Hotstart
0460 896 475
- 59 -
© ESAB AB 2016
Page 60
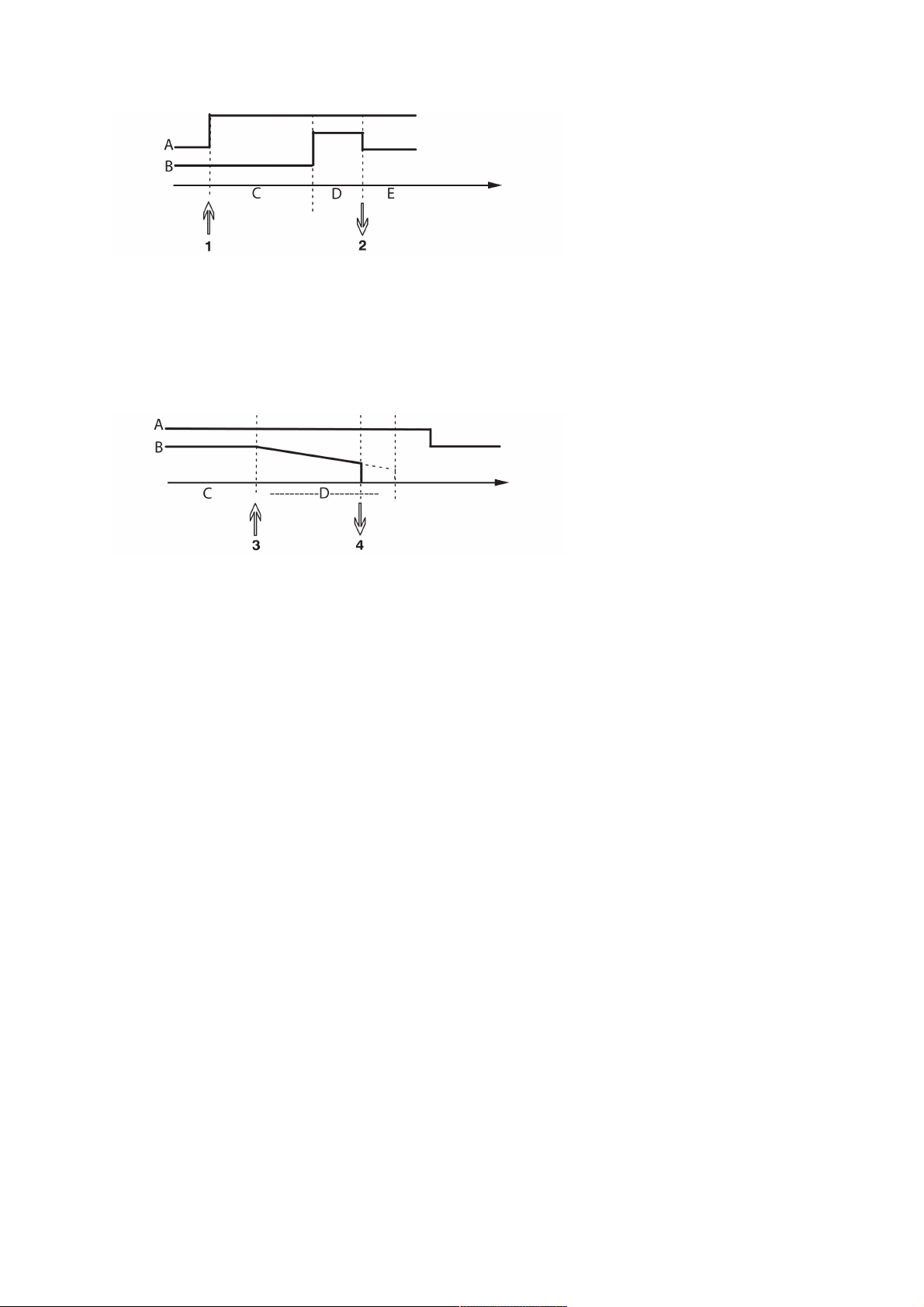
9 KONFIGURATIONSMENÜ
A = Gasströmung
B = Drahtvorschub
C = Gasvorströmung
D = Hotstart
E = Schweißen
Drücken Sie den Auslöserschalter(1); die Gasvorströmung startet, und der Hotstart ist aktiv,
bis der Schalter wieder losgelassen wird (2).
4-Takt-Stoppeinstellung
• Zeitgesteuertes Kraterfüllen mit möglicher Verlängerung; siehe Abschnitt „4-Takt“
• Auslösergesteuerte Kraterfülldauer
A = Gasströmung
B = Drahtvorschub
C = Schweißen
D = Kraterfüllen
Drücken Sie den Auslöserschalter(3); das Kraterfüllen beginnt und endet. Wird der
Auslöserschalter (4) innerhalb der Kraterfülldauer losgelassen (Verkürzung der
Kraterfülldauer), wird der Schweißvorgang unterbrochen.
9.3.3 Funktionstastenkonfiguration
Die Funktionstasten an der Bedienkonsole wurden bereits erläutert. Beim
MIG/MAG-Schweißen kann der Bediener die Funktionen für diese Tasten selbst festlegen,
indem er diese aus einer Liste mit vorgegebenen Optionen auswählt. Es gibt sieben
Funktionstasten, denen je eine Funktion zugeordnet werden kann.
Folgende Optionen können ausgewählt werden:
• Keine
• Gasspülung
• Draht einfädeln
• 2-Takt/4-Takt
• Kraterfüllen EIN/AUS
• Kriechstart EIN/AUS
• Hotstart EIN/AUS
• Schweißdatenschalter mit Brenner
0460 896 475
- 60 -
© ESAB AB 2016
Page 61
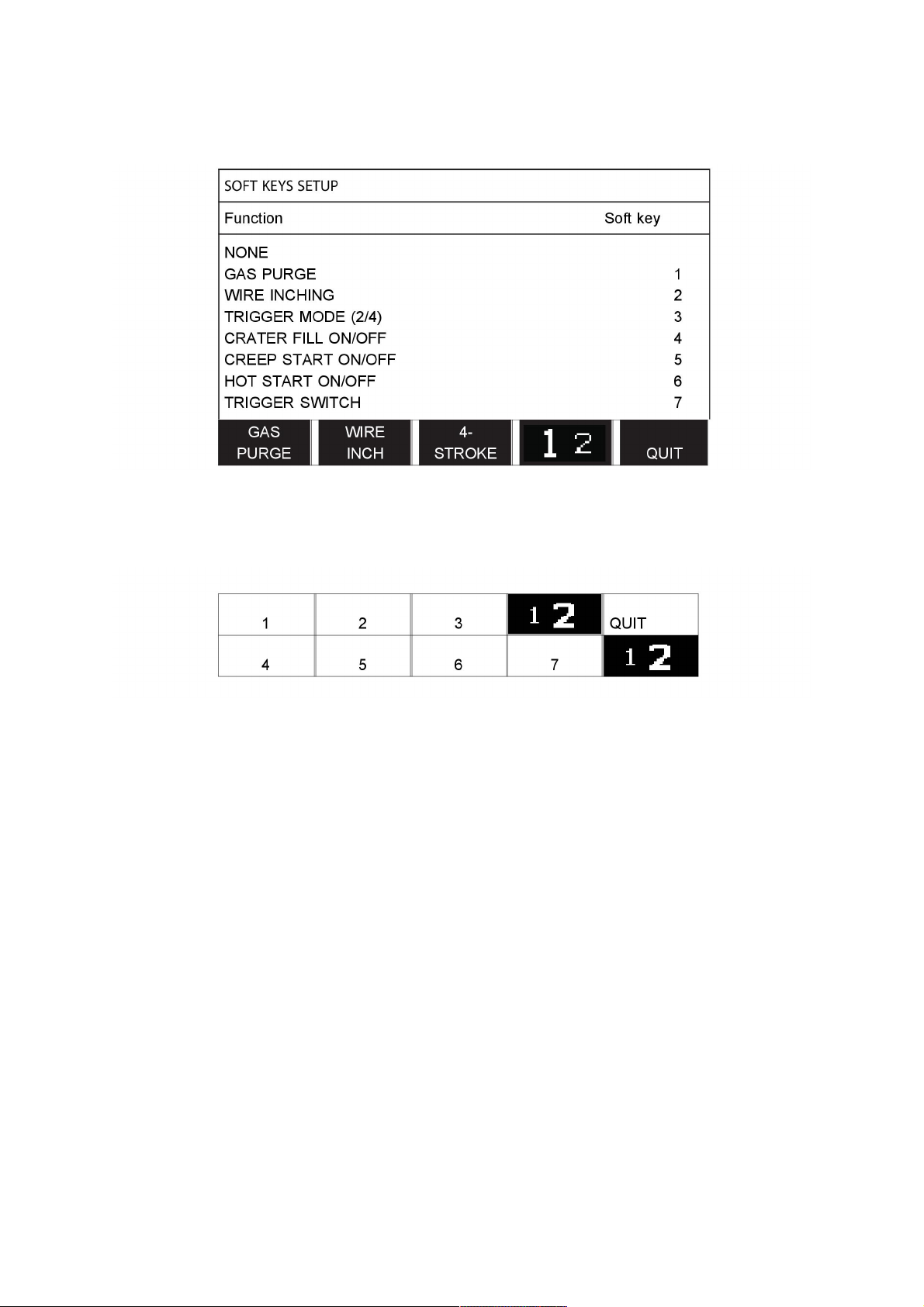
9 KONFIGURATIONSMENÜ
Der Bildschirm besteht aus zwei Spalten: eine für die Funktion und eine für die
Tastennummer.
Die Konsole hat fünf Funktionstasten. Durch Drücken der Taste „1 2.“ (2. FUNKTION) stehen
Ihnen weitere fünf Funktionstasten zur Verfügung.
Wenn Sie diesen Tasten Funktionen zuweisen, werden diese von links wie folgt nummeriert:
So weisen Sie einer Funktionstaste eine neue Funktion zu:
• Positionieren Sie den Cursor auf der Funktionszeile mit der Funktion KEINE, und
drücken Sie die Funktionstaste mit der Funktion, für welche die Tastennummer geändert
werden soll.
• Wiederholen Sie diese Vorgehensweise mit der Taste, die die gewünschte
Tastennummer hat.
• Positionieren Sie den Cursor an der Funktionszeile, der Sie eine neue Tastennummer
geben möchten, und drücken Sie die Funktionstaste, die mit der Funktion belegt werden
soll.
Sie können den anderen Tasten auf dieselbe Weise neue Funktionen zuweisen, indem Sie
eine der Funktionen in der linken Spalte eine Tastennummer in der rechten Spalte
zuweisen.
0460 896 475
- 61 -
© ESAB AB 2016
Page 62

9 KONFIGURATIONSMENÜ
9.3.4 Spannungsmessung bei Impuls
Folgende Optionen für Impuls-Spannungsmethoden stehen zur Verfügung:
• Spitzenwert für Impulsspannung IMPULS: Die Spannung wird während des
Impulsabschnitts gemessen und gefiltert, bevor der Spannungswert auf der Anzeige
dargestellt wird.
• Spannungsmittelwert MITTELWERT
Die Spannung wird kontinuierlich gemessen und gefiltert, bevor der Spannungswert auf dem
Display angezeigt wird.
Die Messwerte auf dem Display werden als Eingangsdaten für interne und externe
Qualitätsfunktionen verwendet.
9.3.5 AVC-Vorschubeinheit
Wenn Sie eine AVC-Drahtvorschubeinheit (ARC VOLTAGE CONTROL) angeschlossen
haben, öffnen Sie unter MIG/MAG-GRUNDEINSTELLUNGEN das Menü KONFIGURATION.
Drücken Sie die Eingabetaste an der AVC-Drahtvorschubeinheit, und wählen Sie EIN. Die
Ausrüstung wird anschließend automatisch für die AVC-Drahtvorschubeinheit neu
konfiguriert.
9.3.6 Impulse auslösen
Das System erkennt einen im Werkstück feststeckenden Draht. Ein Stromimpuls wird
ausgesendet, um den Draht von der Oberfläche zu lösen.
Zum Aktiveren dieser Funktion wählen Sie in der Liste unter
MIG/MAG-GRUNDEINSTELLUNGEN die Option IMPULSE AUSLÖSEN. Drücken Sie
anschließend die Eingabetaste, und wählen Sie EIN.
9.3.7 Spannungsregler flach statisch
SPANNUNGSREGLER FLACH STATISCH sollte normalerweise aktiviert (eingeschaltet)
sein.
Diese Funktion wird für kundenspezifische Lösungen genutzt.
9.3.8 Verzögerungszeit Kraterfüllung aktiv
VERZ.-ZEIT KRATERFÜLLUNG AKTIV ist eine Verzögerungszeit, die nach dem Beginn des
Schweißvorgangs verstreichen muss, damit die Funktion KRATERFÜLLUNG aktiviert
werden kann, wenn die Kraterfüllung eingeschaltet ist.
Der Standartwert für VERZ.-ZEIT KRATERFÜLLUNG AKTIV lautet 1,0s.
9.3.9 Schweißstart Lichtbogen Aus Verzögerungszeit
Über diese Verzögerungszeit wird eine Zeitspanne definiert, die mit dem Schweißbeginn
startet und bei (Schweißbeginn + SCHWEISSSTART LICHTB. AUS VERZ.-ZT.) endet.
Kommt es während der definierten Zeitspanne mehrmals zu Ereignissen vom Typ Lichtbo.
ein und Lichtbo. aus, so werden Ereignisse vom Typ Lichtbo. aus nicht weitergeleitet,
wenn das letzte Ereignis vor dem Ende der definierten Zeitspanne ein Ereignis vom Typ
Lichtbo. ein war.
Kommt es während der definierten Zeitspanne mehrmals zu Ereignissen vom Typ Lichtbo.
ein und Lichtbo. aus, und ist das letzte Ereignis vor dem Ende der definierten Zeitspanne
ein Ereignis vom Typ Lichtbo. aus, so wird dieses Ereignis vom Typ Lichtbo. aus nach dem
Ende der definierten Zeitspanne weitergeleitet.
0460 896 475
- 62 -
© ESAB AB 2016
Page 63
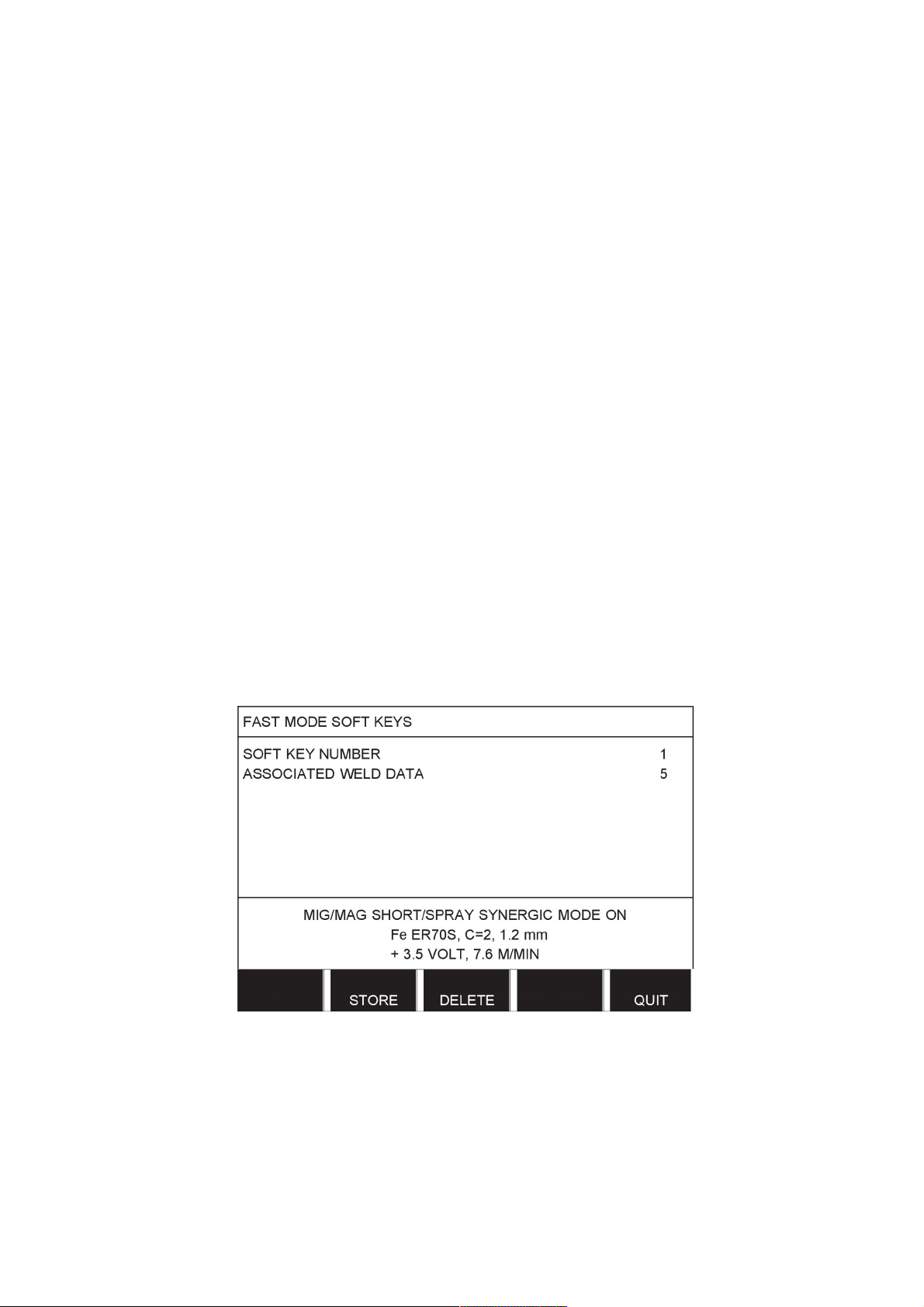
9 KONFIGURATIONSMENÜ
Nur das erste Ereignis vom Typ Lichtbo. ein, das während der definierten Zeitspanne
auftritt, wird weitergeleitet.
Beispiel: Treten die Ereignisse der folgenden Typen und in der Reihenfolge Lichtbo. ein,
Lichtbo. aus und Lichtbo. ein während der definierten Zeitspanne auf, so wird nur das
erste Ereignis vom Typ Lichtbo. ein von der Stromquelle zur angeschlossenen Ausrüstung
weitergeleitet. Das Ereignis vom Typ Lichtbo. aus wird zunächst in der Stromquelle
verzögert, dann jedoch gelöscht, sobald das letzte Ereignis vom Typ Lichtbo. ein
empfangen wird.
Der Standardwert für SCHWEISSSTART LICHTB. AUS VERZ.-ZT. lautet 0,00s.
Diese Funktion wird für kundenspezifische Lösungen genutzt.
9.4 E-HAND-Standardwerte
Hauptmenü → Konfigurationsmenü → E-HAND-Standardeinstellungen
Tropfenschweißen
Das Tropfenschweißen kann beim Schweißen mit Edelstahlelektroden genutzt werden. Die
Funktion umfasst das abwechselnde Zünden und Löschen des Lichtbogens für eine
optimierte Regelung der Wärmezufuhr. Zum Löschen des Lichtbogens muss die Elektrode
nur leicht angehoben werden.
Hier können Sie EIN oder AUS auswählen.
9.5 Schnellmodus-Funktionstasten
Im Schnellmodusmenü werden die Funktionstasten SCHWEISSDATEN 1 bis
SCHWEISSDATEN 4 angezeigt. Diese sind wie folgt konfiguriert:
Positionieren Sie den Cursor auf der Zeile FUNKTIONSTASTE NR.
Die Tasten sind von links nach rechts mit 1–4 nummeriert. Wählen Sie die gewünschte Taste,
indem Sie deren Nummer mit Hilfe der Plus/Minus-Drehknöpfe auswählen.
Gehen Sie anschließend mit den linken Drehknopf zur nächsten Zeile DATENSATZ
ZUWEISEN. Hier können Sie die Schweißdatensätze durchblättern, die im
Schweißdatenspeicher abgelegt sind. Wählen Sie die gewünschte
Schweißdatensatznummer mit Hilfe der Plus/Minus-Drehknöpfe aus. Drücken Sie zum
Sichern SPEICHERN. Zum Löschen eines gespeicherten Datensatzes drücken Sie
LÖSCHEN.
0460 896 475
- 63 -
© ESAB AB 2016
Page 64

9 KONFIGURATIONSMENÜ
9.6 Zwei Startsignalquellen
Wenn diese Option aktiviert (EIN) ist, können Sie einen MIG/MAG-Schweißvorgang vom
Starteingang der Drahtvorschubeinheit sowie vom WIG-Starteingang der Stromquelle aus
starten (und umgekehrt). Wenn das Schweißen über ein Startsignaleingang startet, muss es
auch über denselben Eingang beendet werden.
9.7 Konsolenfernsteuerung aktiviert
Hauptmenü → Konfigurationsmenü → Panel und Fernregler aktiv
Normalerweise können Sie über die Tasten keine Einstellungen vornehmen, wenn sich die
Konsole im Fernreglermodus befindet. Wenn die Option PANEEL U. FERNREGLER AKTIV
aktiviert (EIN) wurde, können der Strom/Drahtvorschub oder die Spannung über
Bedienkonsole und Fernregler eingestellt werden.
Wenn die Option PANEEL U. FERNREGLER AKTIV in Kombination mit Grenzwerten
verwendet wird, kann die Maschinennutzung auf einen vorgegebenen Einstellbereich
beschränkt werden. Dies gilt für die folgenden Einstellungen: Drahtvorschub und Spannung
für MIG/MAG-Schweißen, Stromeinstellung für E-HAND- und WIG-Schweißen sowie
Impulsstrom beim gepulsten WIG-Schweißen.
9.8 DV-Überwachung
Hauptmenü → Konfigurationsmenü → Drahtvorschubüberwachung
Die Funktion DV-ÜBERWACHUNG sollte normalerweise aktiviert sein (EIN). Diese Funktion
wird für kundenspezifische Lösungen genutzt.
9.9 Automatisches Speichern
Hauptmenü → Konfigurationsmenü → Automatisches Speichern
Wenn ein Schweißdatensatz von einer Speicherposition im Schweißdatenspeicher
aufgerufen wurde und Sie die Einstellungen ändern, werden die Änderungen automatisch in
der Speicherposition gespeichert, wenn Sie einen neuen Schweißdatensatz aus dem
Speicher aufrufen.
Durch manuelles Speichern von Schweißdaten in einer Speicherposition wird die nächste
automatische Speicherung deaktiviert.
Die Speicherposition, an der der Schweißdatensatz abgelegt wird, wird in der rechten oberen
Ecke des Messbildschirms angezeigt.
9.10 Messgrenzwerte Schweißstopp
Hauptmenü → Konfigurationsmenü → Messgrenzwert Schweißstopp
Über diese Funktion wird das Verhalten bei Auftreten eines Messgrenzwert-Fehlers geregelt.
Bei aktivierter Funktion Messgrenzwert Schweißstopp (EIN) und Auftreten eines
Messgrenzwert-Fehlers wird die Schweißung sofort unterbrochen.
Die Standardeinstellung dieser Funktion ist AUS.
9.11 Brennertasterfunktion
Hauptmenü → Konfigurationsmenü → Brennertasterfunktion
Mithilfe dieser Funktion kann zwischen verschiedenen voreingestellten Schweißdatensätzen
umgeschaltet werden, indem der Auslöser am Schweißbrenner schnell betätigt wird (drücken
und sofort loslassen). Dabei kann zwischen Einfach- und Doppelbetätigung gewählt werden.
0460 896 475
- 64 -
© ESAB AB 2016
Page 65
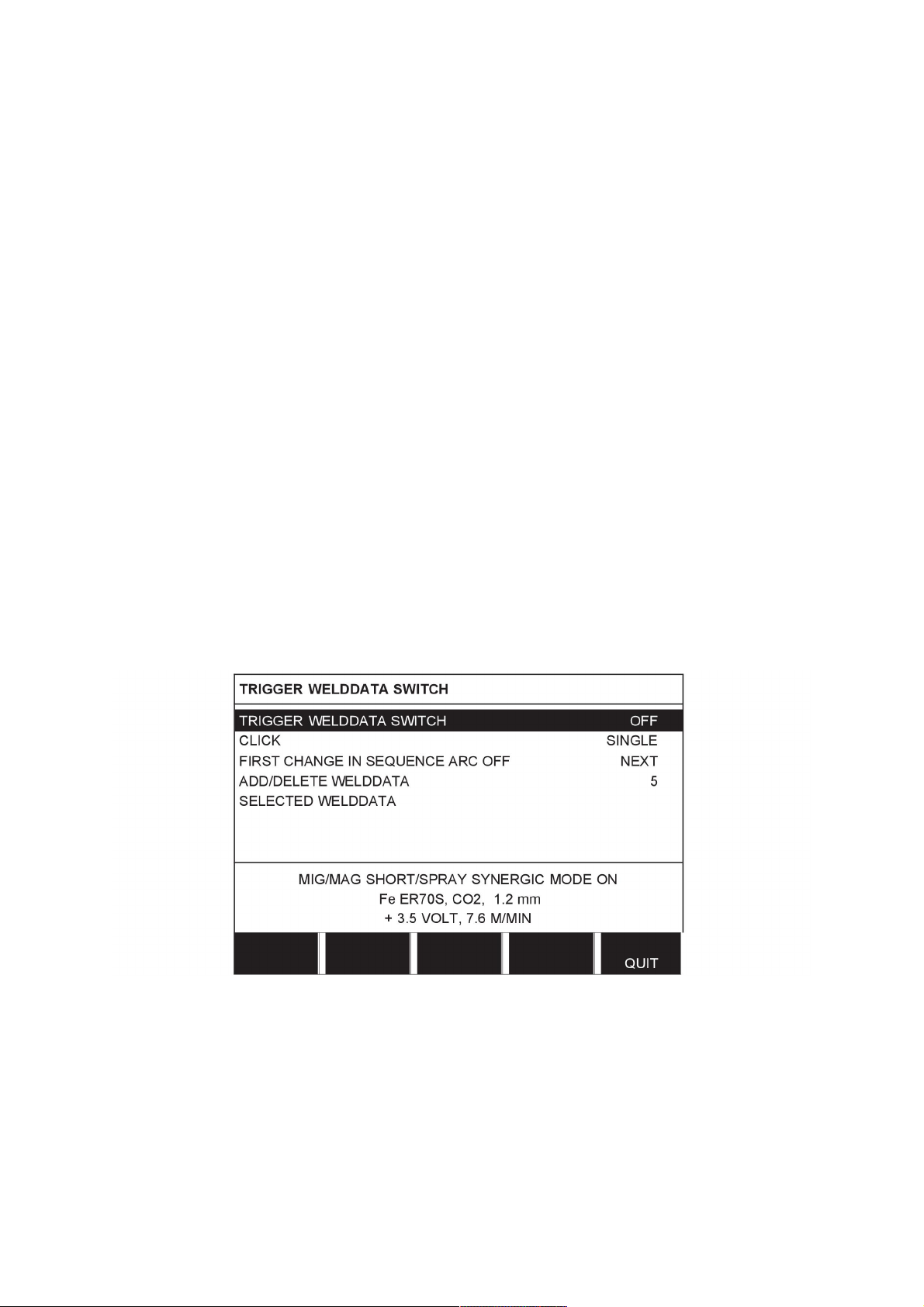
9 KONFIGURATIONSMENÜ
Einfachbetätigung= eine schnelle Betätigung. Doppelbetätigung= zwei schnelle
Betätigungen.
ERSTE ÄNDERUNG IN SEQUENZ LICHTBOGEN AUS kann auf WEITER (NEXT) oder
START eingestellt werden.
WEITER (NEXT): EINE UMSCHALTUNG ZWISCHEN AUSLÖSERDATEN (A TRIGGER
DATA SWITCH)– springen zum nächsten Speicher in der Folge.
START: EINE UMSCHALTUNG ZWISCHEN AUSLÖSERDATEN (A TRIGGER DATA
SWITCH)– Springt während LICHTBO. AUS zum ersten Speicher in der Folge, sofern nach
der letzten Auslöserumschaltung 4Sekunden vergangen sind.
EINE UMSCHALTUNG ZWISCHEN AUSLÖSERDATEN (A TRIGGER DATA SWITCH)
innerhalb von 4Sekunden nach der letzten Auslöserumschaltung springt zum nächsten
Speicher in der Folge.
Sie können zwischen maximal 5ausgewählten Speicherpositionen wechseln, siehe Kapitel
„SPEICHERVERWALTUNG“.
AUS – kein Wechsel zwischen Schweißdaten.
LICHTBO. AUS – Der Benutzer kann während des Schweißens die Speicherposition nicht
wechseln.
EIN – Der Benutzer kann die Speicherposition immer wechseln.
Aktivieren des Schweißdatenwechsels
Positionieren Sie den Cursor auf der Zeile BRENNERTASTERFUNKTION, und drücken Sie
die Eingabetaste. Wählen Sie AUS, LICHTBO. AUS oder EIN. Drücken Sie die
Eingabetaste.
Auswählen der Schweißdaten aus dem Speicher
Positionieren Sie den Cursor auf der Zeile HINZUF./LÖSCHEN SCHWEISSD.
0460 896 475
- 65 -
© ESAB AB 2016
Page 66
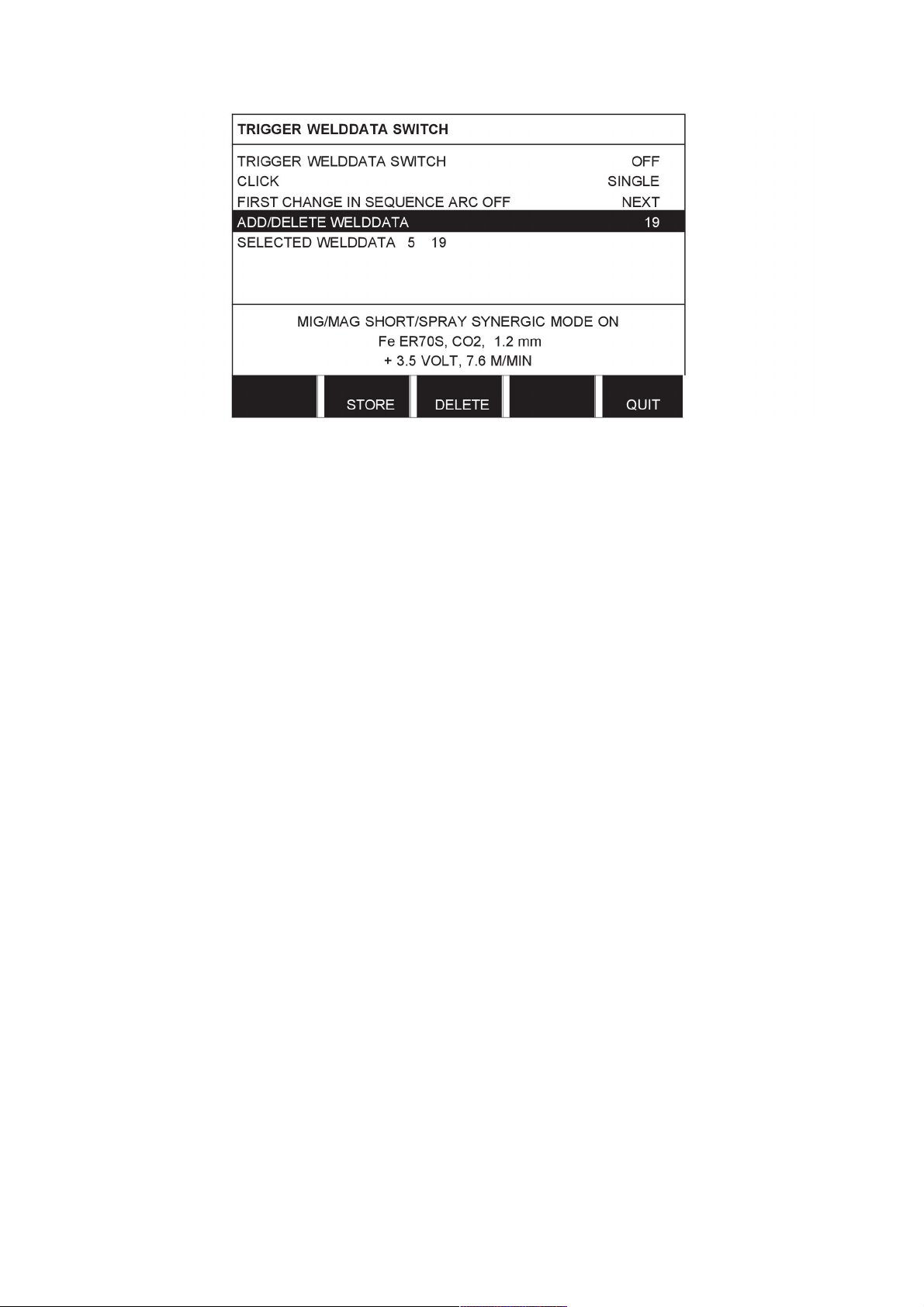
9 KONFIGURATIONSMENÜ
Wählen Sie mithilfe der Plus/Minus-Drehknöpfe die Nummern für die Speicher, in denen
aktuelle Schweißdaten gespeichert sind, und drücken Sie anschließend SPEICHERN.
Die Zeile AUSGEWÄHLTE SCHWEISSDATEN zeigt, welche Schweißdaten Sie ausgewählt
haben und in welcher Reihenfolge sie auftreten (von links nach rechts). Der
Schweißdatensatz für die zuletzt gewählte Position wird im Display unter dem Strich
angezeigt.
Zum Löschen der Schweißdaten befolgen Sie die obige Vorgehensweise, drücken jedoch die
Taste LÖSCHEN.
9.12 Mehrfach-Drahtvorschubgeräte
Hauptmenü → Konfigurationsmenü → Mehrere Drahtvorschubgeräte
Beim Anschließen verschiedener Drahtvorschubgeräte (max.4) müssen Sie
Drahtvorschubgeräte ohne Schweißdaten verwenden, d.h. mit einer leeren Konsole.
Alle an den Kunden gelieferten Drahtvorschubgeräte haben die Kennnummer1.
Beim Anschluss mehrerer Drahtvorschubeinheiten müssen Sie zuerst die ID-Nummer
(Knotenadresse) einer Vorschubeinheit ändern.
So ändern Sie die ID-Nummer:
• Schließen Sie die erste Drahtvorschubeinheit an und rufen Sie das Menü MEHRERE
DRAHTVORSCHUBGERÄTE aus.
• Drücken Sie den Auslöserschalter und lassen Sie ihn los, um die Vorschubeinheit zu
aktivieren.
• Lesen Sie anschließend in der ersten Zeile die ID der Drahtvorschubeinheit ab (beim
ersten Ablesen sollte dies 1 sein). Wählen Sie anschließend eine neue ID zwischen 2
und 4.
Positionieren Sie den Cursor auf der Zeile NEUE ID NUMMER AUSWÄHLEN. Legen Sie die
gewünschte Nummer zwischen 1 und 4 fest, indem Sie die Plus/Minus-Drehknöpfe drehen.
Drücken Sie die Eingabetaste.
0460 896 475
- 66 -
© ESAB AB 2016
Page 67

9 KONFIGURATIONSMENÜ
In der obersten Zeile ändert sich die ID-Nummer in den eingestellten Wert.
• Schließen Sie die nächste Drahtvorschubeinheit an.
• Drücken Sie den Auslöserschalter und lassen Sie ihn los, um diese Vorschubeinheit zu
aktivieren. Sie können sehen, dass die Vorschubeinheit ID-Nummer 1 hat.
Die Konfiguration ist nun abgeschlossen und Sie können die Ausrüstung wie gewohnt
verwenden. Auf dieselbe Weise können Sie vier Vorschubeinheiten konfigurieren und
betreiben. Bei der Verwendung mehrerer Drahtvorschubeinheiten kommt es nicht darauf an,
bestimmte ID-Nummern zuzuweisen, sondern jeder Einheit eine andere Nummer
zuzuordnen, um eine Unterscheidung zu ermöglichen.
Achten Sie darauf, dass nicht zwei Drahtvorschubeinheiten dieselbe ID erhalten. Sollte dies
passieren, korrigieren Sie die Situation, indem Sie eine der Einheiten abtrennen und
anschließend die obige Vorgehensweise von vorn beginnen. Sie können stets das Menü
MEHRERE DRAHTVORSCHUBGERÄTE aufrufen und die ID-Nummer der
angeschlossenen Vorschubeinheiten überprüfen, in dem Sie den Auslöserschalter drücken.
In der Zeile ID NUMMER DRAHTVORSCHUBGERÄTE können Sie die ID-Nummer aller
angeschlossenen Drahtvorschubeinheiten sehen.
9.13 Qualitätsfunktionen
Hauptmenü → Konfigurationsmenü → Dokumentationsfunktion
Unter den Dokumentationsfunktionen im Konfigurationsmenü werden die Bedingungen für
die Protokollierung ausgeführter Schweißvorgänge festgelegt.
Wählen Sie die Zeile und drücken Sie die Eingabetaste. Bei Aktivierung (EIN) wird jeder
Schweißvorgang als Textdatei mit der Dateierweiterung .aqd und einer Datei für jeden Tag
gespeichert. Die folgenden Informationen werden eingetragen:
0460 896 475
- 67 -
© ESAB AB 2016
Page 68

9 KONFIGURATIONSMENÜ
• Zeit des Schweißstarts
• Dauer des Schweißvorgangs
• Maximaler, minimaler und mittlerer Strom während des Schweißvorgangs
• Maximale, minimale und mittlere Spannung während des Schweißvorgangs
• Maximale, minimale und mittlere Leistung während des Schweißvorgangs
Weitere Informationen zur Dokumentationsfunktion finden Sie im Abschnitt
„Dokumentationsfunktionen“.
9.14 Wartung
Hauptmenü → Konfigurationsmenü → Wartung
In diesem Menü legen Sie fest, wie oft die Kontaktdüse gewechselt werden soll. Geben Sie
an, nach wie vielen Schweißstarts die Kontaktdüse gewechselt werden soll; wählen Sie dazu
die Zeile KONTAKTDÜSEN WECHSELINTERVALL und drücken Sie die Eingabetaste.
Passen Sie die Werte mit den Plus/Minus-Drehknöpfen an. Nach Ablauf des Intervalls wird
im Fehlerprotokoll Fehlercode 54 angezeigt. Dies setzen Sie durch drücken der
Funktionstaste ZURÜCKSETZEN zurück.
Wenn VERBLEIBENDE BEITRIEBSZEIT statt der Startanzahl ausgewählt wird, wenden Sie
sich an einen autorisierten ESAB-Servicetechniker.
9.15 Längeneinheit
Hauptmenü → Konfigurationsmenü → Längeneinheit
Hier wird die Längeneinheit ausgewählt, metrisch oder Zoll:
9.16 Messwertfrequenz
Hauptmenü → Konfigurationsmenü → Messwertfrequenz
Hier wird die Frequenz des Messwertes festgelegt, indem Sie mit Hilfe eines der
Plus/Minus-Drehknöpfe ein Wert zwischen 1 und 10Hz auswählen. Die Messwertfrequenz
betrifft nur Messdaten in Qualitätsdatenberechnungen.
9.17 Registrierschlüssel
Konfigurationsmenü → Updatemenü
0460 896 475
- 68 -
© ESAB AB 2016
Page 69
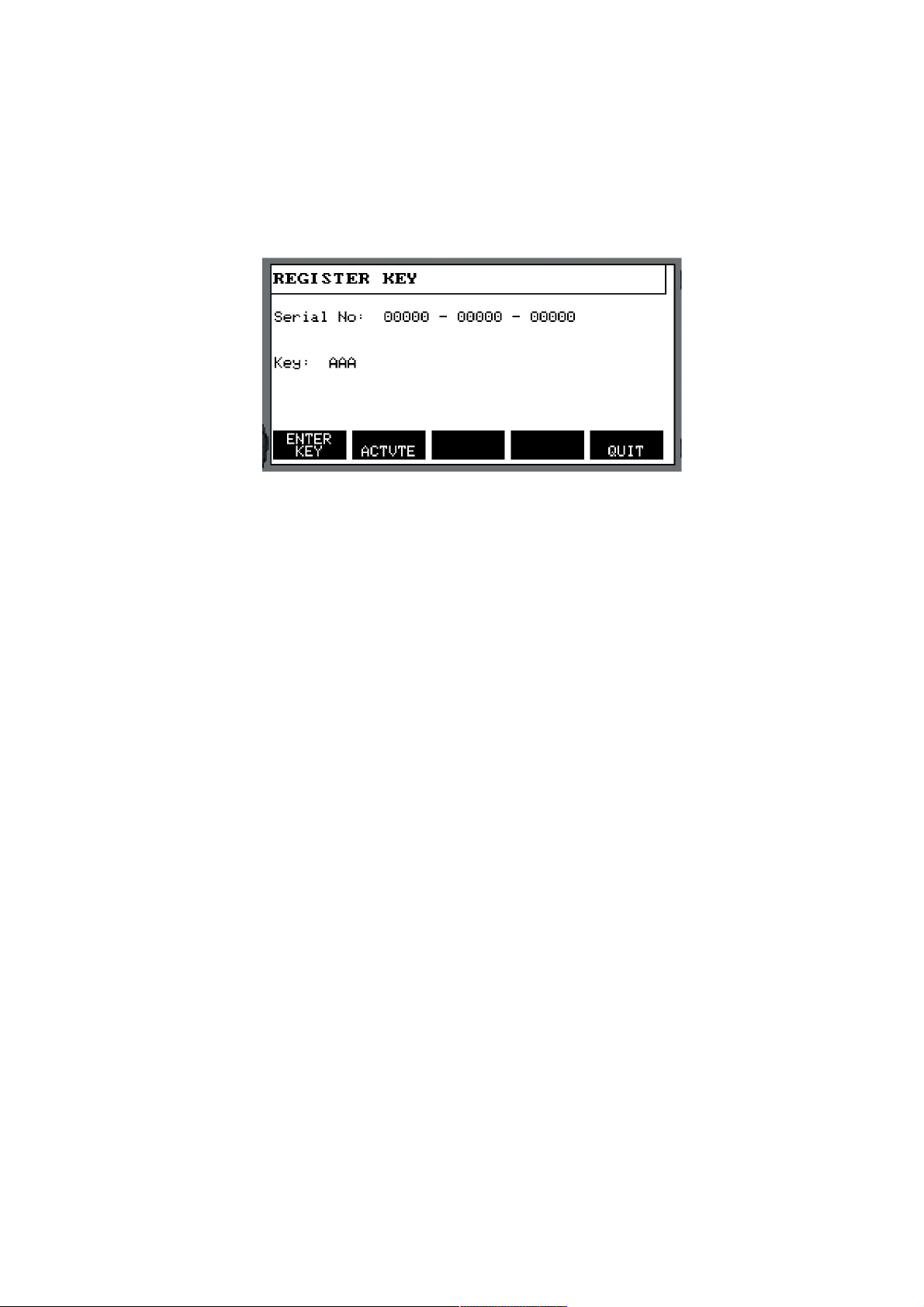
9 KONFIGURATIONSMENÜ
Mit der Funktion UPDATEMENÜ können Sie bestimmte Funktionen entsperren, die in der
Grundversion der Bedienkonsole nicht enthalten sind. Weitere Informationen zu diesen
Funktionen finden Sie im Kapitel „Menüstruktur“ im Abschnitt „MIG/MAG“.
Für den Zugang zu diese Funktionen müssen Sie sich an ESAB wenden. Wenn Sie die
Seriennummer der Einheit angeben, erhalten Sie einen Schlüsselcode, den Sie im Menü
UPDATEMENÜ eingeben müssen.
Drücken Sie SCHLÜSSEL EINGEBEN und tippen Sie den Schlüsselcode über die im
Display angezeigte Tastatur ein. Bewegen Sie den Cursor mithilfe des linken Drehknopfes
und der Pfeiltasten zum gewünschten Tastaturzeichen. Drücken Sie die Eingabetaste.
Drücken Sie nach Eingabe der Zeichenkette FERTIG.
Zum Aktivieren des Schlüsselcodes drücke Sie AKTIV. Eine Mitteilung wird angezeigt:
SCHLÜSSEL AKTIVIERT. Falls die Registrierung nicht erfolgreich war, wird folgende
Mitteilung angezeigt: FALSCHER SCHLÜSSEL. Prüfen Sie den Schlüsselcode und
versuchen Sie es erneut.
0460 896 475
- 69 -
© ESAB AB 2016
Page 70
10 WERKZEUGE
10 WERKZEUGE
Hauptmenü → Administratormenü
Dieses Menü enthält die folgenden Untermenüs:
• Ereignisaufzeichnung
• Export/Import
• Dateimanager
• Einstellungsgrenzwerte bearbeiten
• Messwerteinstellungen bearbeiten
• Produktionsstatistik
• Qualitätsfunktionen
• Synergiekennlinie erstellen
• Kalender
• Anwenderzugang
• Einheiteninformation
10.1 Fehlerprotokoll
Hauptmenü → Administratormenü → Ereignisaufzeichnung
Fehlercodes geben Auskunft darüber, dass ein Fehler während des Schweißens aufgetreten
ist. Der Code wird im Display mit einem Popup-Menü angezeigt. Rechts oben im Display
wird ein Ausrufungszeichen angezeigt.
HINWEIS!
Das Ausrufungszeichen erlischt, sobald Sie das Menü der
Ereignisaufzeichnung öffnen.
Alle Fehler, die während der Nutzung der Schweißausrüstung aufgetreten sind, werden als
Fehlermeldungen in der Ereignisaufzeichnung protokolliert. Bis zu 99 Fehlermeldungen
können gespeichert werden. Ist die Ereignisaufzeichnung voll, wenn beispielsweise 99
Fehlermeldungen gespeichert wurden, wird beim Auftreten des nächsten Fehlers
automatisch die älteste Meldung gelöscht.
0460 896 475
- 70 -
© ESAB AB 2016
Page 71
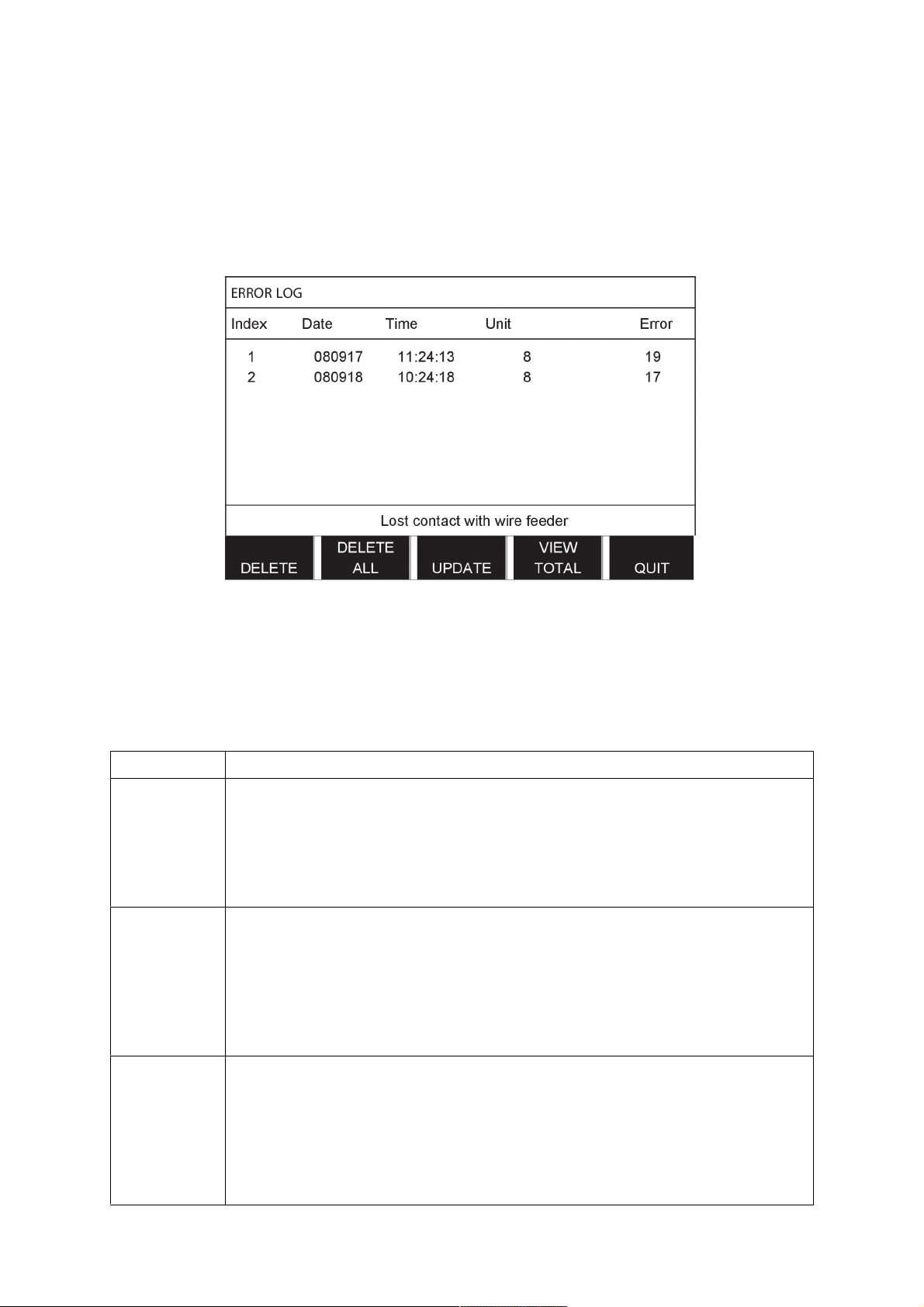
10 WERKZEUGE
Die folgenden Informationen werden in der Ereignisaufzeichnung gespeichert:
• Fehlernummer
• Datum, an dem der Fehler aufgetreten ist
• Uhrzeit, an der der Fehler aufgetreten ist
• Einheit, an der der Fehler aufgetreten ist
• Ereigniscode des Fehlers
Einheiten
1 = Kühlaggregat 4 = Fernregler
2 = Stromquelle 5 = AC-Einheit
3 = Drahtvorschubeinheit 8 = Bedienkonsole
10.1.1 Beschreibung der Fehlercodes
Fehlercode Beschreibung
1 Programmspeicherfehler (EPROM)
Im Programmspeicher liegt ein Fehler vor.
Dieser Fehler deaktiviert keine Funktionen.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin
besteht, wenden Sie sich an einen Servicetechniker.
2 RAM-Fehler des Mikroprozessors
Der Mikroprozessor kann an einem bestimmten Speicherplatz im internen
Speicher keinen Schreib- bzw. Lesevorgang ausführen.
Dieser Fehler deaktiviert keine Funktionen.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin
besteht, wenden Sie sich an einen Servicetechniker.
3 Fehler im externen RAM
Der Mikroprozessor kann an einem bestimmten Speicherplatz im externen
Speicher keinen Schreib- bzw. Lesevorgang ausführen.
Dieser Fehler deaktiviert keine Funktionen.
Maßnahme: Starten Sie die Maschine neu. Wenn der Fehler weiterhin
besteht, wenden Sie sich an einen Servicetechniker.
0460 896 475
- 71 -
© ESAB AB 2016
Page 72
10 WERKZEUGE
Fehlercode Beschreibung
4 Spannungsabfall bei 5-V-Versorgungsspannung
Die Versorgungsspannung ist zu niedrig.
Der aktuelle Schweißvorgang ist angehalten und kann nicht neugestartet
werden.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an
einen Servicetechniker.
5 GS-Mittelspannung außerhalb der Grenzwerte
Die Spannung ist zu hoch oder zu niedrig. Eine zu hohe Spannung kann
durch starke Übersteuerungen im Netz oder ein zu schwaches Stromnetz
(hohe Netzdrosselung oder Verlust einer Phase) hervorgerufen werden.
Die Stromquelle wird angehalten und ein Neustart blockiert.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an
einen Servicetechniker.
6 Hohe Temperatur
Der Überhitzungsschutz wurde ausgelöst.
Der aktuelle Schweißvorgang wird angehalten und kann erst nach einem
Zurücksetzen des Schutzes neu gestartet werden.
Maßnahme: Vergewissern Sie sich, dass die Ein- bzw. Auslässe für Kühlluft
weder blockiert noch verschmutzt sind. Kontrollieren Sie ebenfalls die
Einschaltdauer, um eine Überlastung der Ausrüstung auszuschließen.
7 Primärstrom hoch
Die Stromquelle zieht zu viel Strom von der versorgenden
Gleichspannungsquelle. Die Stromquelle wird gestoppt und kann nicht mehr
gestartet werden.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, lassen Sie einen
Servicetechniker kommen.
8 Stromversorgung1. Niedrige Batteriespannung
Die Batterie auf der Leiterplatte in der Steuerungseinheit W82muss ersetzt
werden. Wird sie nicht ersetzt, geht der gesamte Inhalt des
batteriegesicherten Speichers beim Ausschalten verloren.
Maßnahme: Wenden Sie sich an einen speziell geschulten
ESAB-Servicetechniker.
9 Stromversorgung2
Fehlercode aus externer Quelle
Maßnahme: Überprüfen Sie Das Handbuch für die angeschlossenen
Einheiten.
10 Stromversorgung3
Fehlercode aus externer Quelle
Maßnahme: Überprüfen Sie Das Handbuch für die angeschlossenen
Einheiten.
0460 896 475
- 72 -
© ESAB AB 2016
Page 73
10 WERKZEUGE
Fehlercode Beschreibung
11 Stromservo/ Drahtvorschubgeschwindigkeitsservo
Fehlercode aus externer Quelle
Maßnahme: Überprüfen Sie Das Handbuch für die angeschlossenen
Einheiten.
12 Kommunikationsfehler (Warnung)
Die Auslastung des CAN-Systembusses ist vorübergehend zu hoch.
Möglicher Kontaktverlust zwischen Bedienkonsole und
Stromquelle/Drahtvorschubeinheit.
Maßnahme: Prüfen Sie die Ausrüstung und stellen Sie sicher, dass nur eine
Drahtvorschubeinheit oder eine Fernsteuerungseinheit angeschlossen ist.
Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
14 Kommunikationsfehler
Der CAN-Systembus ist durch Überlastung vorübergehend außer Betrieb.
Der aktuelle Schweißvorgang ist angehalten.
Maßnahme: Prüfen Sie die Ausrüstung und stellen Sie sicher, dass nur eine
Drahtvorschubeinheit oder eine Fernsteuerungseinheit angeschlossen ist.
Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an
einen Servicetechniker.
15 Meldungsverlust
Der Mikroprozessor kann die eingehenden Meldungen nicht schnell genug
verarbeiten. Dadurch ist ein Informationsverlust aufgetreten.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an
einen Servicetechniker.
16 Hohe Leerlaufspannung
Die Leelaufspannung war zu hoch.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an
einen Servicetechniker.
17 Kontaktverlust mit anderer Einheit
Die aktuellen Aktivitäten werden gestoppt, und der Start eines
Schweißvorgangs wird verhindert.
Die Ursache dieses Fehlers kann eine Unterbrechung der Verbindung (z.B.
im CAN-Kabel) zwischen der Schweißdateneinheit und einer anderen Einheit
sein. Welche Einheit betroffen ist, wird im Fehlerprotokoll angezeigt.
Maßnahme: Überprüfen Sie das CAN-Kabel. Wenn der Fehler weiterhin
besteht, lassen Sie einen Servicetechniker kommen.
19 Speicherfehler im batteriebetriebenen RAM-Datenspeicher
Es liegt keine Batteriespannung vor.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Die Bedienkonsole wird zurückgesetzt. Die Einstellungen
erfolgen in englischer Sprache unter Verwendung von MIG/MAG,
SHORT/SPRAY, Fe, CO2, 1.2mm. Besteht der Fehler weiterhin, ziehen Sie
bitte einen Servicetechniker hinzu.
0460 896 475
- 73 -
© ESAB AB 2016
Page 74

10 WERKZEUGE
Fehlercode Beschreibung
22 Überlauf im Sendepuffer
Die Bedienkonsole kann Informationen an andere Einheiten nicht mit
ausreichend hoher Geschwindigkeit senden.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen.
23 Überlauf im Empfangspuffer
Die Bedienkonsole kann Informationen von anderen Einheiten nicht mit
ausreichend hoher Geschwindigkeit verarbeiten.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen.
25 Schweißdatenformat nicht kompatibel
Es wurde versucht, die Schweißdaten auf einen USB-Speicher zu speichern.
Der USB-Speicher hat ein anderes Datenformat als der
Schweißdatenspeicher.
Maßnahme: Verwenden Sie einen anderen USB-Speicher.
26 Programmfehler
Der Prozessor wurde an der Ausführung seiner normalen Funktionen im
Programm gehindert.
Das Programm wird automatisch neu gestartet. Der aktuelle
Schweißvorgang wird angehalten. Dieser Fehler deaktiviert keine
Funktionen.
Maßnahme: Prüfen Sie das Verhalten des Schweißprogramms während des
Schweißens. Wenn sich der Fehler wiederholt, wenden Sie sich an einen
Servicetechniker.
27 Draht aufgebraucht / Hardware Trap-Fehler
Fehlercode aus externer Quelle
Maßnahme: Überprüfen Sie Das Handbuch für die angeschlossenen
Einheiten.
28 Programmdatenverlust
Programmausführung funktioniert nicht.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, lassen Sie einen
Servicetechniker kommen.
29 Kein Kühlwasserfluss
Fehlercode aus externer Quelle
Dieser Fehler wird aktiviert, wenn 10Sekunden nach dem Aufwecken aus
dem Standby-Modus kein ausreichender Kühlwasserfluss festgestellt wird.
Maßnahme: Überprüfen Sie Das Handbuch für die angeschlossenen
Einheiten.
30 Regler-Zeitfehlerlevel überschritten
Die Reglerzeit war zu lang (nur in MIG/MAG).
0460 896 475
- 74 -
© ESAB AB 2016
Page 75

10 WERKZEUGE
Fehlercode Beschreibung
32 Kein Gasfluss
Fehlercode aus externer Quelle
Maßnahme: Überprüfen Sie Das Handbuch für die angeschlossenen
Einheiten.
40 Inkompatible Einheiten
Es ist eine falsche Drahtvorschubeinheit angeschlossen. Der Start wird
verhindert.
Maßnahme: Schließen Sie die richtige Drahtvorschubeinheit an.
54 Serviceintervall abgelaufen
Das Serviceintervall für den Wechsel der Kontaktdüse ist abgelaufen.
Maßnahme: Ersetzen Sie die Kontaktdüse.
60 Kommunikationsfehler
Der systeminterne CAN-Bus ist durch Überlastung vorübergehend außer
Betrieb. Der laufende Schweißvorgang wird angehalten.
Maßnahme: Stellen Sie sicher, dass die Ausrüstung ordnungsgemäß
angeschlossen ist. Schalten Sie die Netzspannungsversorgung aus, um die
Einheit zurückzusetzen. Wenn der Fehler weiterhin besteht, lassen Sie einen
Servicetechniker kommen.
64 Reglertyp-Ladefehler
Ein nicht unterstützter Reglertyp wird von der U82zur Stromquelle gesendet,
sobald das System hochgefahren wird oder Informationen aus dem Speicher
abgerufen werden.
Maßnahme: Ändern Sie den Reglertypen.
70 Grenzwert für Strommessung überschritten
Die Grenzwerte für die Strommessung wurden überschritten.
Maßnahme: Kontrollieren Sie, ob der Stromgrenzwert korrekt eingestellt ist.
Prüfen Sie außerdem die Qualität der Schweißnaht.
71 Grenzwert für Spannungsmessung überschritten
Die Grenzwerte für die Spannungsmessung wurden überschritten.
Maßnahme: Kontrollieren Sie, ob der Spannungsgrenzwert korrekt
eingestellt ist. Prüfen Sie außerdem die Qualität der Schweißnaht.
72 Grenzwert für Leistungsmessung überschritten
Die Grenzwerte für die Leistungsmessung wurden überschritten.
Maßnahme: Kontrollieren Sie, ob der Leistungsgrenzwert korrekt eingestellt
ist. Prüfen Sie außerdem die Qualität der Schweißnaht.
73 Grenzwert für WF-Strommessung überschritten
Die Grenzwerte für die WF-Strommessung wurden überschritten.
Maßnahme: Kontrollieren Sie, ob der WF-Stromgrenzwert korrekt eingestellt
ist. Prüfen Sie außerdem die Qualität der Schweißnaht.
75 Warnung Synergiekennlinie neu berechnet
Die Synergiekennlinie wird neu berechnet.
Maßnahme: Drücken Sie die Eingabetaste, um die neu berechneten Daten
zu übernehmen.
0460 896 475
- 75 -
© ESAB AB 2016
Page 76

10 WERKZEUGE
10.2 Exportieren/Importieren
Hauptmenü → Administratormenü → Export/Import
Im Menü „Export/Import“ können Informationen mit Hilfe eines USB-Speichers von der und
zur Bedienkonsole übertragen werden.
Die folgenden Informationen können übertragen werden:
• Schweißdatensätze Export/Import
• Systemeinstellungen Export/Import
• Einstellungsgrenzen Export/Import
• Messgrenzen Export/Import
• Ereignisaufzeichnung Export
• Protokoll für
Export
Qualitätsfunktion
• Produktionsstatistik Export
• Synergiekennlinien Export/Import
• Grundeinstellungen Export/Import
Schließen Sie den USB-Speicher an. Erläuterungen zum Anschließen eines USB-Speichers
finden Sie im Abschnitt „USB-Anschluss“. Wählen Sie die Zeile mit den zu übertragenden
Informationen. Drücken Sie EXPORT oder IMPORT, je nachdem, ob Sie die Informationen
exportieren oder importieren möchten.
10.3 Dateimanager
Hauptmenü → Administratormenü → Dateimanager
Im Dateimanager können Sie auch die Informationen auf einem USB-Speicher (C:\)
verwalten. Im Dateimanager können Sie Schweiß- und Qualitätsdaten manuell löschen und
kopieren.
Wenn der USB-Speicher angeschlossen wird, zeigt das Display den Grundordner des
Speichers, falls kein Ordner ausgewählt wurde.
Die Bedienkonsole speichert den letzten Zugriff des Dateimanagers, sodass Sie zur gleichen
Speicherposition in der Dateistruktur zurückkehren.
0460 896 475
- 76 -
© ESAB AB 2016
Page 77
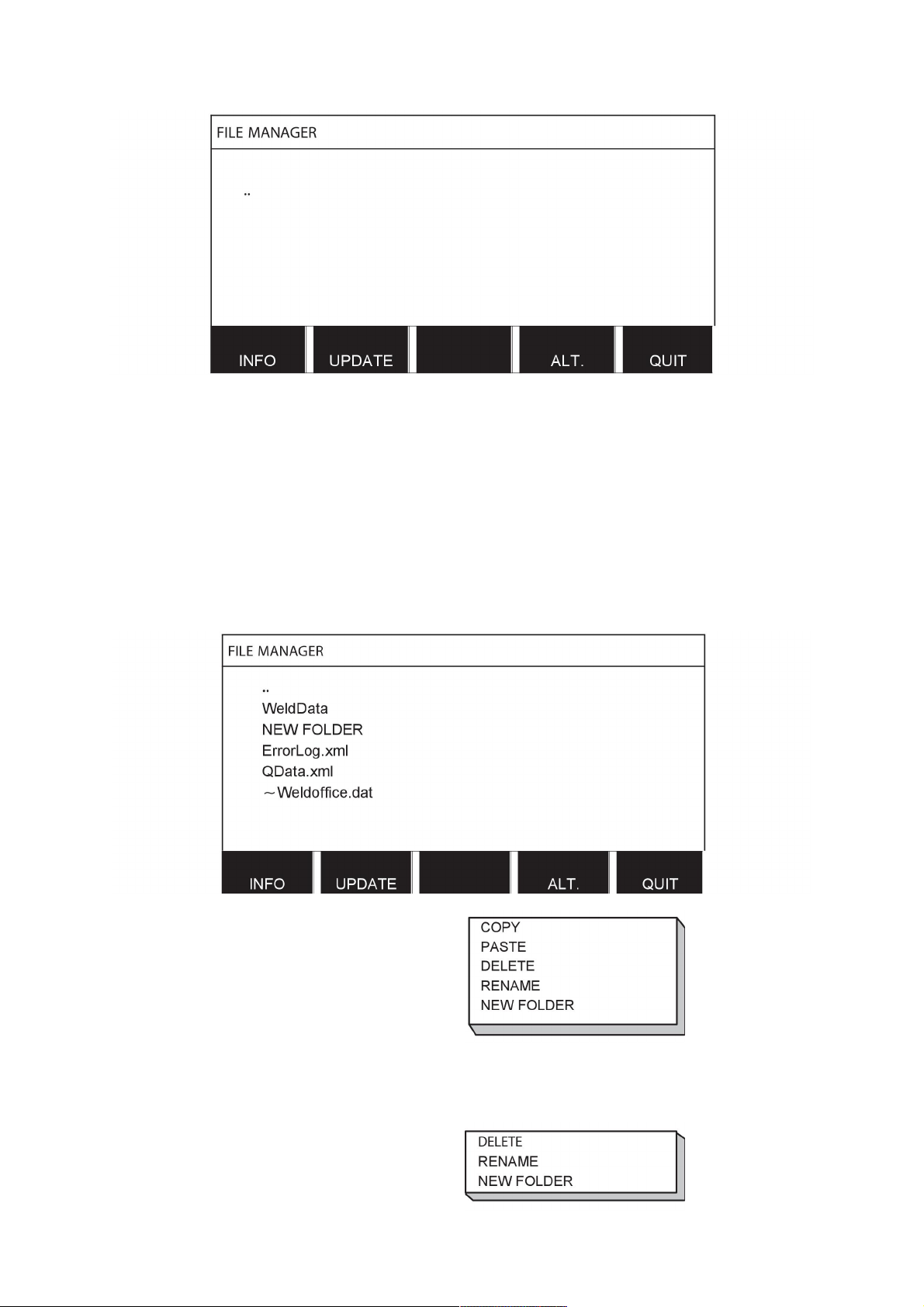
10 WERKZEUGE
Angaben zur verbleibenden Kapazität des jeweiligen Speichers rufen Sie über die Funktion
INFO ab.
Durch Drücken von UPDATE werden die Informationen aktualisiert.
Drücken Sie ALT., wenn Sie eine Datei löschen, einen Namen ändern, einen neuen Ordner
anlegen, kopieren oder einfügen möchten. Eine Liste wird angezeigt, aus der Sie auswählen
können. Wenn (..) oder ein Verzeichnis ausgewählt wird, können Sie lediglich ein neues
Verzeichnis erstellen oder eine bereits kopierte Datei einfügen. Wenn Sie eine Datei
ausgewählt haben, werden die Optionen UMBENENNEN, KOPIEREN und EINFÜGEN
ergänzt, sofern Sie zuvor eine Datei kopiert haben.
Wählen Sie einen Ordner oder eine Datei und drücken Sie ALT.
Diese Liste wird angezeigt, wenn Sie ALT
gedrückt haben.
10.3.1 Datei/Verzeichnis löschen
Wählen Sie die zu löschende Datei oder den zu löschenden Ordner, und drücken Sie ALT.
Wählen Sie LÖSCHEN, und drücken Sie die
Eingabetaste.
0460 896 475
- 77 -
© ESAB AB 2016
Page 78
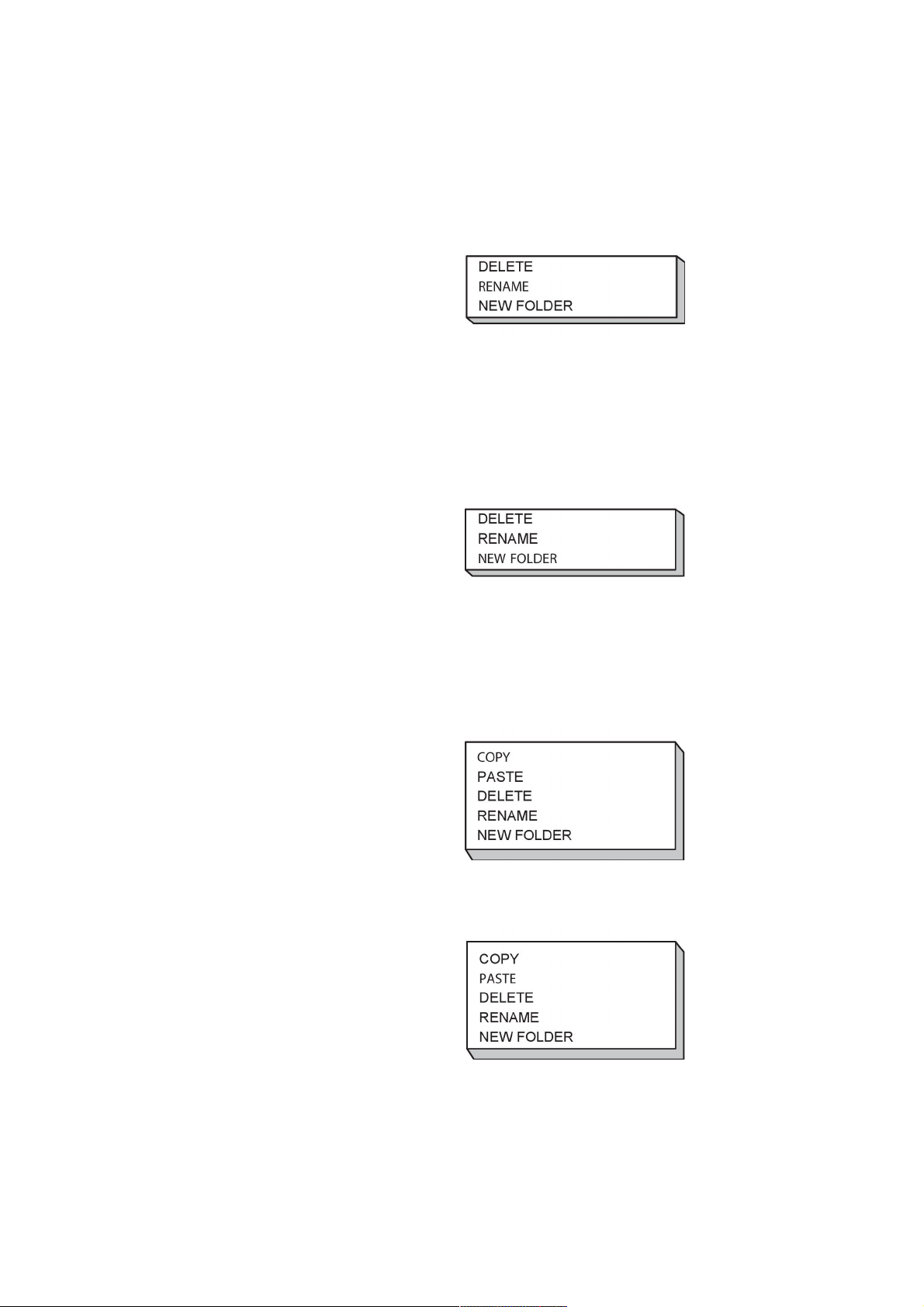
10 WERKZEUGE
Die Datei bzw. der Ordner wird gelöscht. Zum Löschen eines Ordners muss dieser leer sein,
d.h. löschen Sie zuerst die Dateien, die sich in dem Ordner befinden.
10.3.2 Datei/Verzeichnis umbenennen
Wählen Sie die umzubenennende Datei oder den umzubenennenden Ordner, und drücken
Sie ALT.
Wählen Sie UMBENENNEN, und drücken
Sie die Eingabetaste.
Im Display wird eine Tastatur angezeigt. Ändern Sie mit dem linken Drehknopf die Zeile, und
bewegen Sie mit den Pfeiltasten den Cursor nach links und rechts. Wählen Sie das
gewünschte Zeichen bzw. die auszuführende Funktion, und drücken Sie die Eingabetaste.
10.3.3 Neuen Ordner erstellen
Wählen Sie, wo der neue Ordner angelegt werden soll, und drücken Sie ALT.
Markieren Sie NEUES VERZEICHNIS, und
drücken Sie die Eingabetaste.
Im Display wird eine Tastatur angezeigt. Ändern Sie mit dem linken Drehknopf die Zeile, und
bewegen Sie mit den Pfeiltasten den Cursor nach links und rechts. Wählen Sie das
gewünschte Zeichen bzw. die auszuführende Funktion, und drücken Sie die Eingabetaste.
10.3.4 Dateien kopieren und einfügen
Wählen Sie die zu kopierende Datei, und drücken Sie ALT.
Wählen Sie KOPIEREN, und drücken Sie die
Eingabetaste.
Positionieren Sie den Cursor in dem Ordner, in den die Datei kopiert werden soll, und
drücken Sie ALT.
Wählen Sie EINFÜGEN, und drücken Sie die
Eingabetaste.
Die Kopie wird als Kopie mit dem ursprünglichen Namen gespeichert, z.B. „Copy of
WeldData.awd“.
10.4 Einstellungsgrenzwerte bearbeiten
Hauptmenü → Administratormenü → Einstellungsgrenzwerte bearbeiten
In diesem Menü können Sie eigene Maximal- und Minimalwerte für verschiedene
Schweißverfahrensvarianten festlegen. Die Grenzwerte können nicht über bzw. unter den
0460 896 475
- 78 -
© ESAB AB 2016
Page 79
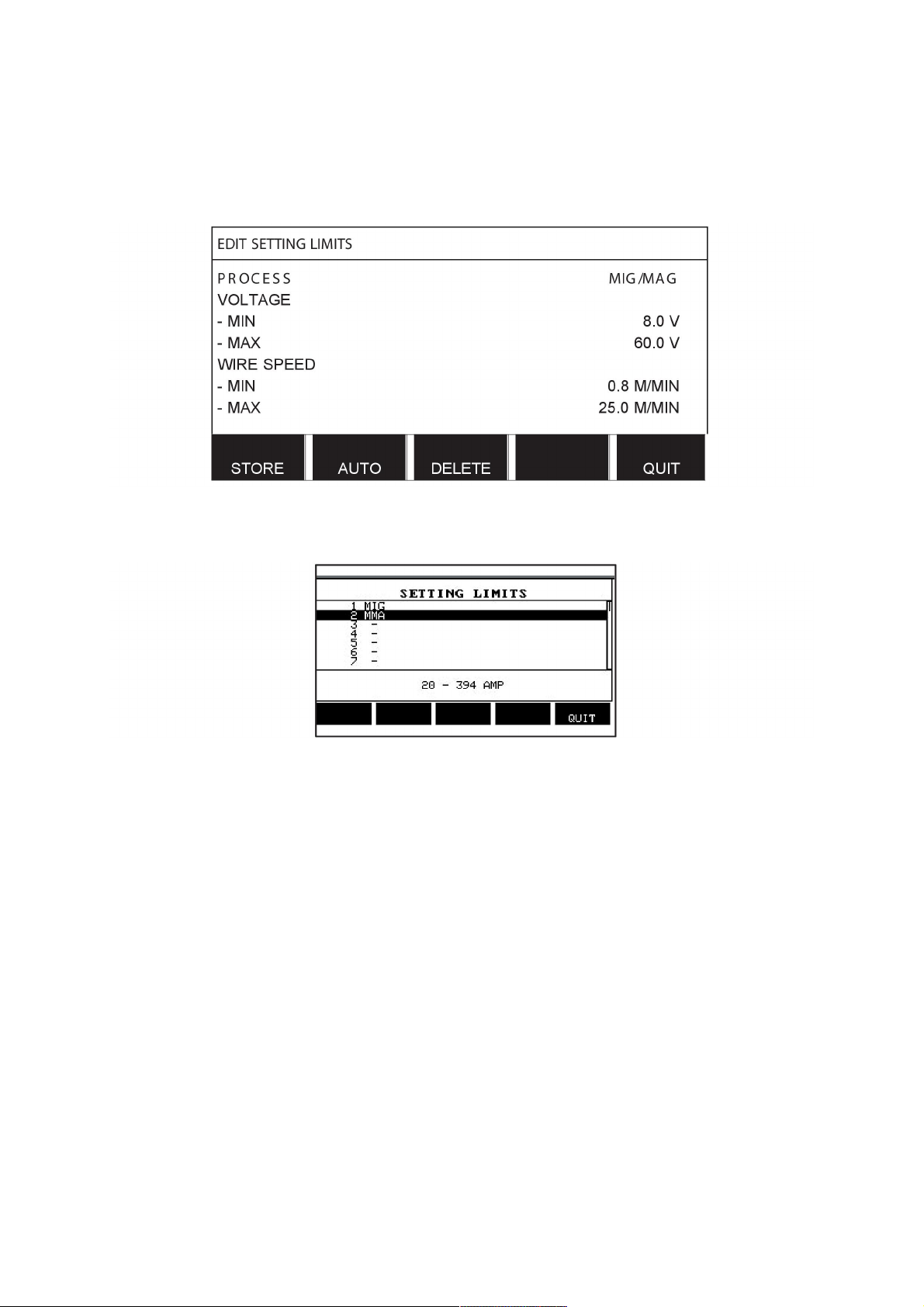
10 WERKZEUGE
Nennwerten für die Stromquelle liegen. Es stehen 50 Speicherplätze zur Verfügung. Wählen
Sie die Zeile für einen leeren Speicherplatz und drücken Sie die Eingabetaste. Wählen Sie
ein Verfahren (MIG/MAG, E-Hand, WIG) und drücken Sie die Eingabetaste. Für MIG/MAG
können Sie die Maximal- und Minimalwerte für Spannung und Drahtvorschubgeschwindigkeit
auswählen.
Für E-HAND und WIG können Sie die Maximal- und Minimalwerte für Strom ändern.
Drücken Sie nach dem Anpassen der Werte SPEICHERN. Wählen Sie bei der Frage, ob der
Grenzwert an der gewählten Speicherposition gesichert werden soll, NEIN oder JA. Die
Werte für die Speicherposition werden unter dem unteren Strich angezeigt. In diesem Fall
wurde in Speicherposition2 für die E-HAND-Grenzwerte 20 bis 394A gespeichert.
Im Modus AUTO werden die Grenzwerte automatisch entsprechend der für das
Schweißverfahren festgelegten Grenzwerte festgelegt.
Wählen Sie bei der Frage, ob die Einstellungsgrenzen automatisch eingestellt werden sollen,
NEIN oder JA und anschließend SPEICHERN, wenn die Einstellung beibehalten werden soll.
10.5 Messgrenzwerte bearbeiten
Hauptmenü→ Administratormenü→ Messgrenzwerte bearbeiten
In diesem Menü können Sie eigene Messwerte für verschiedene
Schweißverfahrensvarianten festlegen. Es stehen 50Speicherplätze zur Verfügung. Wählen
Sie die Zeile für einen leeren Speicherplatz, und drücken Sie die Eingabetaste. Rufen Sie
das Verfahren durch Drücken der Eingabetaste auf. Wählen Sie anschließend aus der
angezeigten Liste ein Schweißverfahren aus, und drücken Sie dann erneut die Eingabetaste.
Die folgenden Werte können ausgewählt werden:
Für MIG/MAG
0460 896 475
- 79 -
© ESAB AB 2016
Page 80

10 WERKZEUGE
• Spannung: Zeit (0–10s), min., max., min. Mittelwert (min. average), max. Mittelwert (max.
average)
• Stromstärke: Zeit (0–10s), min., max., min. Mittelwert (min. average), max. Mittelwert
(max. average)
• Leistung: min., max., min. Mittelwert (min. average), max. Mittelwert (max. average)
• Stromstärke Drahtvorschubeinheit: min., max., min. Mittelwert (min. average), max.
Mittelwert (max. average)
Hinweis: Zur Vorbeugung von Vorschubproblemen, vor allem beim Roboterschweißen,
empfehlen wir die Angabe eines Maximalwerts für den Motorstrom der Vorschubeinheit. Ein
hoher Motorstrom weist auf Vorschubprobleme hin. Zur Ermittlung des korrekten
Maximalwerts empfehlen wir, den Motorstrom einen Monat lang bei Schweißarbeiten zu
beobachten. Dann ist ein geeigneter Maximalwert gegeben.
Für E-HAND und WIG
• Spannung: Zeit (0–10s), min., max., min. Mittelwert (min. average), max. Mittelwert (max.
average)
• Stromstärke: Zeit (0–10s), min., max., min. Mittelwert (min. average), max. Mittelwert
(max. average)
• Leistung: min., max., min. Mittelwert (min. average), max. Mittelwert (max. average)
Legen Sie mit einem der rechten Drehknöpfe den gewünschten Wert fest, und drücken Sie
SPEICHERN.
In dem Dialogfeld werden Sie gefragt, ob Sie die gewählte Speicherposition sichern wollen.
Drücken Sie JA, um den Wert zu speichern. Die Werte für die Speicherposition werden
unter dem unteren Strich angezeigt.
Im Modus AUTO werden die Grenzwerte automatisch anhand der zuletzt verwendeten
Messwerte festgelegt.
Beantworten Sie die Frage, ob die Messwerte automatisch eingestellt werden sollen, mit
NEIN oder JA. Drücken Sie danach SPEICHERN, wenn die Einstellung beibehalten werden
soll.
10.6 Produktionsstatistik
Hauptmenü → Administratormenü → Produktionsstatistik
Die Produktionsstatistik zeichnet die Gesamtlichtbogenzeit, Gesamtmaterialmenge und
Anzahl der Schweißvorgänge seit dem letzten Reset auf. Außerdem werden Lichtbogenzeit
und Materialmenge für den letzten Schweißvorgang erfasst. Zu Informationszwecken wird
0460 896 475
- 80 -
© ESAB AB 2016
Page 81

10 WERKZEUGE
das berechnete geschmolzene Drahtmaterial per Längeneinheit seit dem letzten Reset
angezeigt.
Die Anzahl der Schweißvorgänge wird nicht erhöht, wenn die Lichtbogenzeit unter
1Sekunde liegt. Daher wird auch der Materialverbrauch für derart kurze Schweißvorgänge
nicht angezeigt. Materialverbrauch und Zeit werden jedoch in der Protokollierung der
Gesamtwerte erfasst.
Wenn Sie RESET drücken, werden alle Zähler zurückgesetzt. Datum und Uhrzeit geben den
letzten Reset an.
Wenn Sie die Zähler nicht manuell zurücksetzen, werden die Zähler beim Erreichen ihres
Maximalwerts automatisch auf Null gestellt.
Maximalwerte der Zähler
Zeit 999Stunden, 59Minuten, 59Sekunden
Gewicht 13.350.000g
Anzahl 65535
Bei der Verwendung kundenspezifischer Synergiekennlinien wird der Materialverbrauch nicht
gezählt.
10.7 Qualitätsfunktionen
Hauptmenü → Administratormenü → Dokumentationsfunktion
Dokumentationsfunktionen protokollieren mehrere aufschlussreiche Schweißdaten für
einzelne Schweißvorgänge.
Zu diesen Funktionen zählen:
• Zeit des Schweißstarts
• Dauer des Schweißvorgangs
• Maximaler, minimaler und mittlerer Strom während des Schweißvorgangs
• Maximale, minimale und mittlere Spannung während des Schweißvorgangs
• Maximale, minimale und mittlere Leistung während des Schweißvorgangs
Für die Berechnung der erforderlichen Energie wird der ausgewählte Schweißvorgang
hervorgehoben. Durchsuchen Sie mit dem oberen rechten Drehknopf (#) die
Schweißvorgänge und passen Sie mit dem unteren Drehknopf (*) die Schweißnahtlänge an.
Drücken Sie UPDATE und die Schweißeinheit berechnet die für den ausgewählten
Schweißvorgang erforderliche Energie.
0460 896 475
- 81 -
© ESAB AB 2016
Page 82
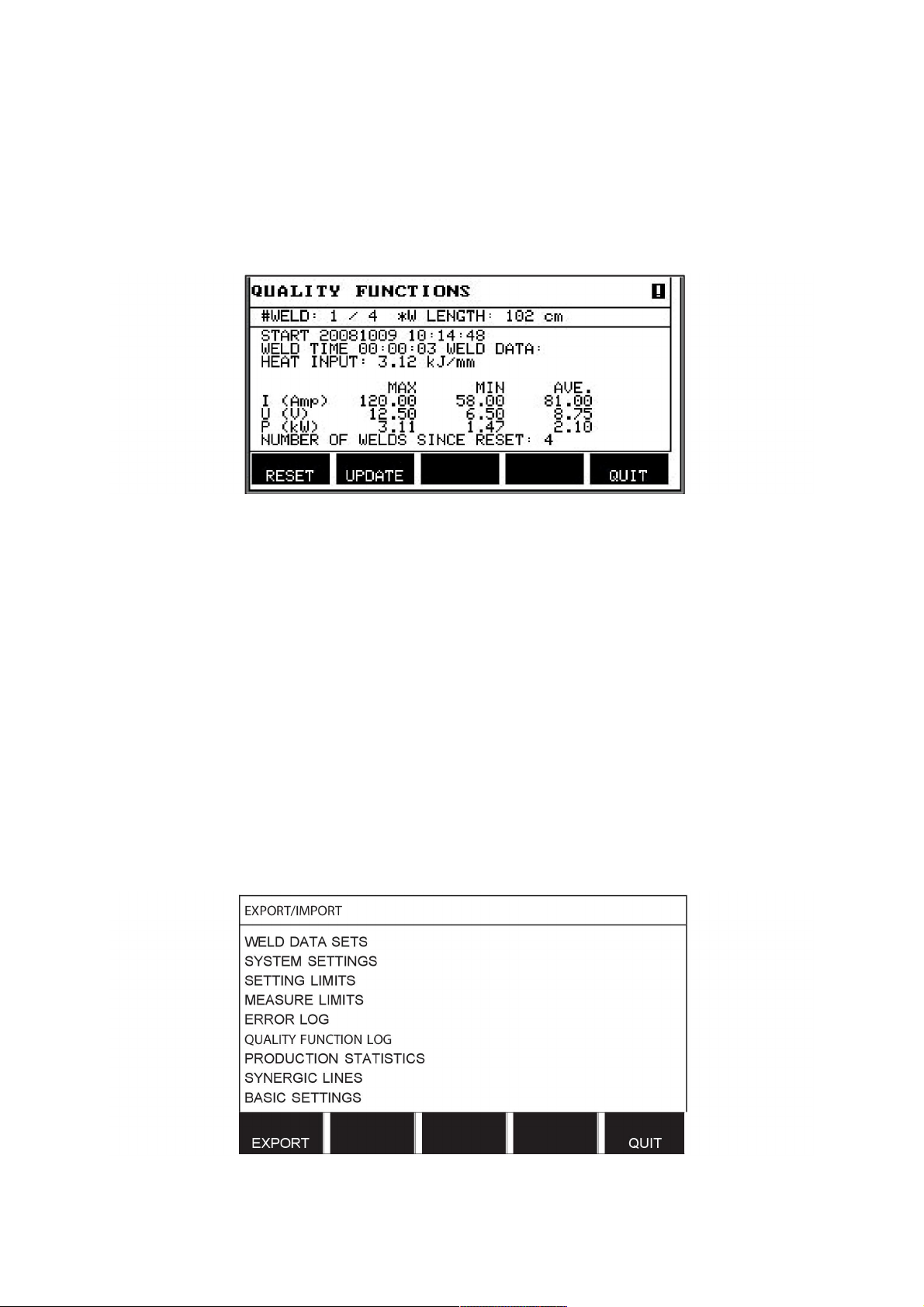
10 WERKZEUGE
In der untersten Zeile wird die Anzahl der Schweißvorgänge seit dem letzten Reset
angezeigt. Informationen über bis zu 100Schweißvorgänge können gespeichert werden. Bei
mehr als 100Schweißvorgängen werden die ersten Einträge überschrieben. Ein
Schweißvorgang muss länger als 1Sekunden dauern, um erfasst zu werden.
Der zuletzt erfasste Schweißvorgang wird im Display angezeigt; Sie können aber auch
andere erfasste Vorgänge durchblättern. Wenn Sie RESET drücken, werden alle Protokolle
gelöscht.
Beschreibung des Schweißdatenschemas
Jedem Schweißdatenschema kann eine kurze Beschreibung zugewiesen werden. Im Menü
EINST. unter der Option BESCHREIBUNG EDITIEREN kann für das aktuell aufgerufene
Schweißdatenschema über die integrierte Tastatur eine Beschreibung mit max. 40Zeichen
eingegeben werden. Die aktuelle Beschreibung kann auch geändert oder gelöscht werden.
Wenn das aufgerufene Schema über eine Beschreibung verfügt, wird diese in den
Menübildschirmen MEMORY, MESSEN und FERN anstatt der sonst angezeigten
Schweißdatenparameter angezeigt.
10.7.1 Qualitätsdaten speichern
Hauptmenü → Administratormenü → Export/Import
In der Bedienkonsole erstellte Dateien werden im XML-Format gespeichert. Der
USB-Speicher muss im Dateisystem FAT formatiert werden. Die Bedienkonsole kann mit der
ESAB-Software WeldPoint (separat bestellbar) verwendet werden.
Schließen Sie einen USB-Speicher an die Bedienkonsole an, siehe Kapitel „Dateimanager“.
Wählen Sie PROTOKOLL FÜR QUALITÄTSFUNKTION, und drücken Sie EXPORT.
Alle in der Bedienkonsole abgelegten Qualitätsdatensätze (Informationen zu den letzten
100Schweißvorgängen) sind nun auf dem USB-Speicher gespeichert.
0460 896 475
- 82 -
© ESAB AB 2016
Page 83
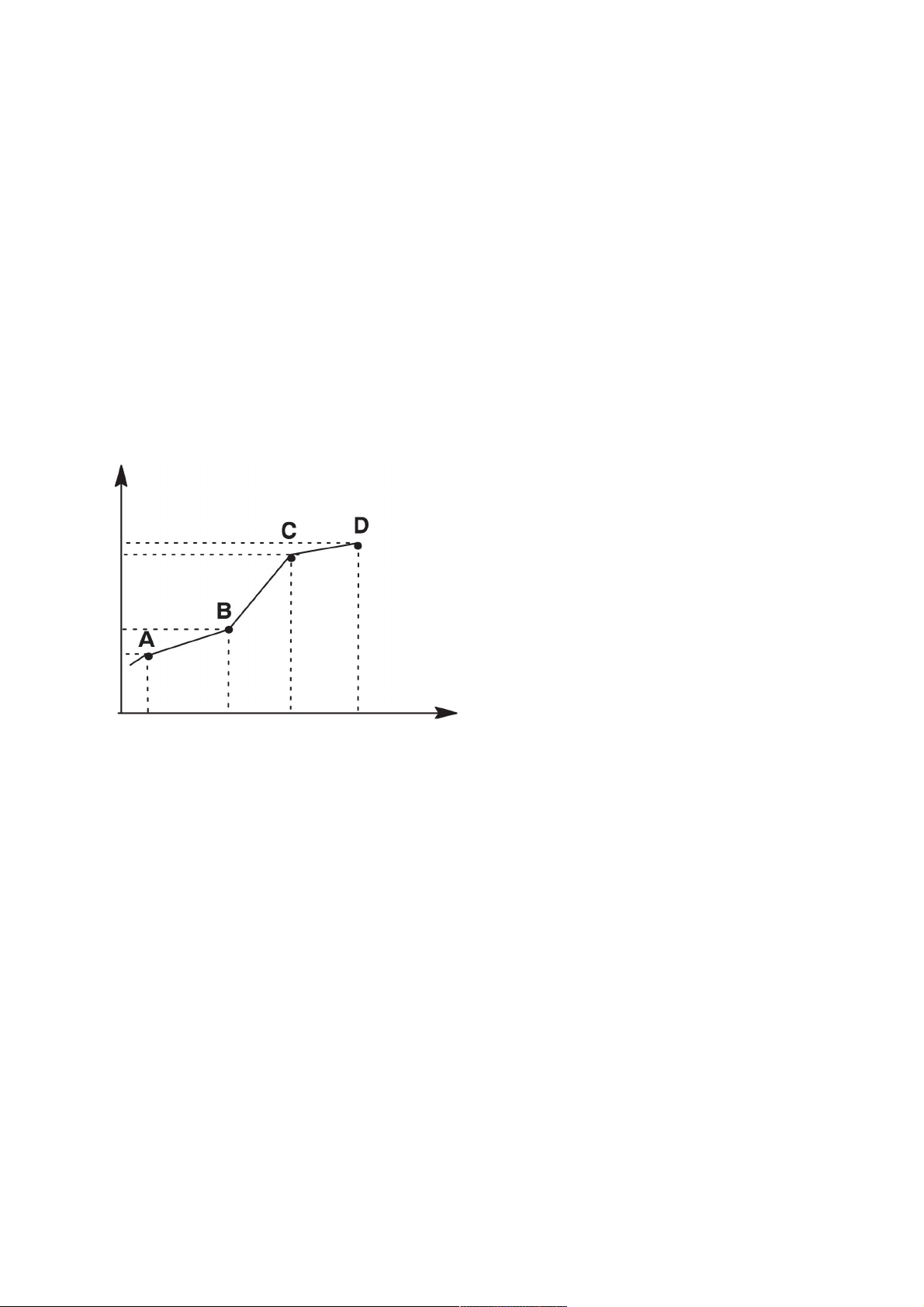
10 WERKZEUGE
Die Datei befindet sich in einem Ordner mit der Bezeichnung „QData“. QData wird beim
Anschließen eines USB-Speichers automatisch erstellt.
Weitere Informationen zur Dokumentationsfunktion finden Sie im Abschnitt
„Dokumentationsfunktionen“.
10.8 Benutzerdefinierte Synergiedaten
Hauptmenü→ Administratormenü → Synergiekennlinie erstellen
Sie können eigene Synergiekennlinien für Drahtvorschubgeschwindigkeit und Spannung
erstellen. Maximal zehn benutzerdefinierte Synergiekennlinien können gespeichert werden.
Die Erstellung einer neuen Synergiekennlinie erfolgt in zwei Schritten:
• Definieren Sie die neue Synergiekennlinie, indem Sie mehrere Koordinaten für Spannung
und Drahtvorschubgeschwindigkeit angeben, siehe Punkte A–D auf der folgenden
Abbildung:
Spannung
Drahtvorschub
• Geben Sie die Draht-/Gaskombination an, die für die Synergiekennlinie gelten soll.
10.8.1 Spannungs-/Drahtkoordinaten angeben
Zum Erstellen einer Synergiekennlinie für die Kurz-/Sprühbogenmethode sind vier
Koordinaten erforderlich, für die Impulsmethode werden zwei Koordinaten benötigt. Diese
Koordinaten müssen unter eigenen Schweißdatennummern im Schweißdatenspeicher
gespeichert werden.
Kurz-/Sprühlichtbogen
• Rufen Sie das Hauptmenü auf, und wählen Sie die MIG/MAG-Methode KURZ/SPRÜH
aus.
• Geben Sie die gewünschten Werte für Spannung und Drahtvorschubgeschwindigkeit für
die erste Koordinate ein.
• Rufen Sie das Menü SPEICHER auf, und speichern Sie die erste Koordinate unter einer
beliebigen Nummer.
Die vier Koordinaten für eine Kurz-/Sprühbogen-Kennlinie können unter beliebigen
Nummern gespeichert werden. Werkseitig sind sie unter den Nummern 96, 97, 98 und 99
gespeichert.
Eine höhere Schweißdatennummer muss höhere Werte für Spannung und
Drahtvorschubgeschwindigkeit als die vorhergehende Schweißdatennummer enthalten.
Die Schweißparameter „Drosselung“ und „Reglertyp“ müssen denselben Wert in allen
vier Schweißdatennummern aufweisen.
0460 896 475
- 83 -
© ESAB AB 2016
Page 84

10 WERKZEUGE
• Definieren Sie die Anzahl der benötigten Koordinaten, und fahren Sie mit dem Abschnitt
„Gültige Draht-/Gaskombination angeben“ fort.
Impuls
• Rufen Sie das Hauptmenü auf, und wählen Sie die MIG/MAG-Methode PULSIEREND
aus.
• Geben Sie die gewünschten Werte für Spannung und Drahtvorschubgeschwindigkeit für
die erste Koordinate ein.
• Rufen Sie das Menü SPEICHER auf, und speichern Sie die erste Koordinate unter einer
beliebigen Nummer.
Eine höhere Schweißdatennummer muss höhere Werte für Spannung,
Drahtvorschubgeschwindigkeit, Impulsfrequenz und Grundstrom als die vorhergehende
Schweißdatennummer enthalten.
Die Schweißparameter „Impulszeit“, „Ka“, „Ki“ und „Anstieg und Absenkung“ müssen in
beiden Schweißdatennummern denselben Wert haben.
• Definieren Sie die Anzahl der benötigten Koordinaten, und fahren Sie mit dem Abschnitt
„Gültige Draht-/Gaskombination angeben“ fort.
10.8.2 Gültige Draht-/Gaskombination angeben
Bewegen Sie den Cursor zur Zeile DRAHT, und drücken Sie die Eingabetaste.
0460 896 475
- 84 -
© ESAB AB 2016
Page 85

10 WERKZEUGE
Wählen Sie aus der Liste eine Option aus,
und drücken Sie die Eingabetaste.
Wählen Sie auf dieselbe Weise die Option
SCHUTZGAS aus, und drücken Sie die
Eingabetaste.
Wählen Sie auf dieselbe Weise die Option
DRAHTDURCHMESSER aus, und drücken
Sie die Eingabetaste.
Wählen Sie die Zeile SYNERGIEPARAMETERSATZ1, und drücken Sie SPEICHERN.
Der Vorgang ist nun abgeschlossen, und eine Synergiekennlinie wurde erstellt.
HINWEIS!
Für jede Impulsmethode wird eine entsprechende Kurz-/Sprühbogensynergie
benötigt.
Wenn Sie eine neue Synergiekennlinie für eine Impulsmethode erstellen, erhalten Sie daher
immer eine Warnmeldung, wenn keine entsprechende Kennlinie für die
Kurz-/Sprühbogenmethode angelegt wurde. Die Meldung lautet: WARNUNG! Entsprechende
Synergiekennlinie für Kurz-/Sprühlichtbogen fehlt.
10.8.3 Eigene Draht-/Gasoptionen erstellen
Die Listen mit Draht-/Gasoptionen können um bis zu zehn eigene Einträge erweitert werden.
Ganz unten in jeder Liste befindet sich eine Leerzeile (---). Positionieren Sie den Cursor auf
dieser Zeile, drücken Sie die Eingabetaste, und Sie erhalten Zugang zu einer Tastatur, über
die Sie Ihre eigenen Optionen eingeben können.
Wählen Sie die Zeile an, und drücken Sie die
Eingabetaste.
0460 896 475
- 85 -
© ESAB AB 2016
Page 86
10 WERKZEUGE
Die Tastatur der Bedienkonsole wird wie
folgt verwendet:
• Bewegen Sie den Cursor mithilfe des
linken Drehknopfes und der Pfeiltasten
zum gewünschten Tastaturzeichen.
Drücken Sie die Eingabetaste. Auf diese
Weise können Sie eine komplette
Zeichenfolge mit maximal 16Zeichen
eingeben.
• Drücken Sie FERTIG. Der von Ihnen
vergebene Name wird in der Liste
angezeigt.
So löschen Sie eine benutzerdefinierte Option:
• Wählen Sie in der Liste Ihre eigene Draht-/Gasoption aus.
• Drücken Sie LÖSCHEN.
HINWEIS!
Eine benutzerdefinierte Draht-/Gasoption kann nicht gelöscht werden, wenn sie
zu einem Schweißdatensatz gehört, der sich momentan im Arbeitsspeicher
befindet.
10.9 Kalender
Hauptmenü → Administratormenü → Kalender
Hier werden Datum und Uhrzeit eingestellt.
Wählen Sie die einzustellende Zeile: Jahr,
Monat, Tag, Stunde, Minuten und Sekunden.
Stellen Sie mit einem der rechten Drehknöpfe
den korrekten Wert ein. Drücken Sie EINST.
10.10 Anwenderzugang
Hauptmenü → Administratormenü → Anwenderzugang
Bisweilen ist es aus Qualitätsperspektive entscheidend, dass die Stromquelle nicht von
Unbefugten verwendet werden kann.
In diesem Menü werden Anwendername, Berechtigung und Passwort erfasst.
0460 896 475
- 86 -
© ESAB AB 2016
Page 87

10 WERKZEUGE
Wählen Sie ANWENDERNAME und drücken
Sie die Eingabetaste. Bewegen Sie den
Cursor auf eine leere Zeile und drücken Sie
die Eingabetaste. Geben Sie über die
Tastatur und mit Hilfe des linken Drehknopfes
und der Links-/Rechtspfeile einen neuen
Anwendernamen ein. Drücken Sie die
Eingabetaste. Es können bis zu
16Anwenderzugänge angelegt werden. Aus
den Qualitätsdatendateien geht hervor,
welche Anwender einen bestimmten
Schweißvorgang ausgeführt haben.
Unter ZUGANGSEBENE ist folgende Auswahl möglich:
• Administrator: voller Zugang (kann neue Anwender hinzufügen)
• Einrichter: kann auf alle Funktionen zugreifen, außer:
○ Sicherheitsfunktion
○ Mehrfach Drahtvorschubgeräte
○ Kalender
○ Anwenderzugang
• Anwender: kann auf das Messmenü zugreifen
In der Zeile ANWENDERPASSWORT geben Sie über die Tastatur ein Passwort ein. Wenn
die Stromquelle eingeschaltet und die Bedienkonsole aktiviert wird, werden Sie im Display
zur Eingabe Ihres Passwortes aufgefordert.
Wenn Sie diese Funktion nicht verwendet möchten, sondern die Stromquelle und die
Bedienkonsole für alle Anwender zugänglich sein sollen, wählen Sie ANWENDERZUGANG
AUS aus.
Benutzer wechseln
Wenn die Option ANWENDERZUGANG
aktiviert ist (EIN), erscheint dieses Menü. Mit
seiner Hilfe können Benutzer gewechselt
werden. Geben Sie das Passwort für einen
Benutzer ein, um sich anzumelden, oder
kehren Sie mit ENDE zum
Administratormenü zurück.
10.11 Einheiteninformation
Hauptmenü → Werkzeuge → Einheiteninfo
In diesem Menü sehen Sie die folgenden Informationen:
• Maschinen-ID
• Knoten-ID
2 = Stromquelle
3 = Drahtvorschub
8 = Bedienkonsole
• Softwareversion
0460 896 475
- 87 -
© ESAB AB 2016
Page 88

10 WERKZEUGE
0460 896 475
- 88 -
© ESAB AB 2016
Page 89
11 ERSATZTEILBESTELLUNG
11 ERSATZTEILBESTELLUNG
VORSICHT!
Reparaturen und elektrische Arbeiten sind von einem autorisierten
Servicetechniker auszuführen. Verwenden Sie nur Originalersatzteile und
Originalverschleißteile.
U82wurde gemäß internationalen und europäischen Standards EN60974-1 und 60974-10
konstruiert und getestet. Das Serviceunternehmen, das Service- oder Reparaturarbeiten
ausgeführt hat, muss sicherstellen, dass das Produkt auch weiterhin dem genannten
Standard entspricht.
Ersatzteile können über den nächstgelegenen ESAB-Händler bestellt werden, siehe
Rückseite dieses Dokuments. Geben Sie bei einer Bestellung Produkttyp, Seriennummer,
Bezeichnung und Ersatzteilnummer gemäß Ersatzteilliste an. Dadurch wird der Versand
einfacher und sicherer gestaltet.
0460 896 475
- 89 -
© ESAB AB 2016
Page 90
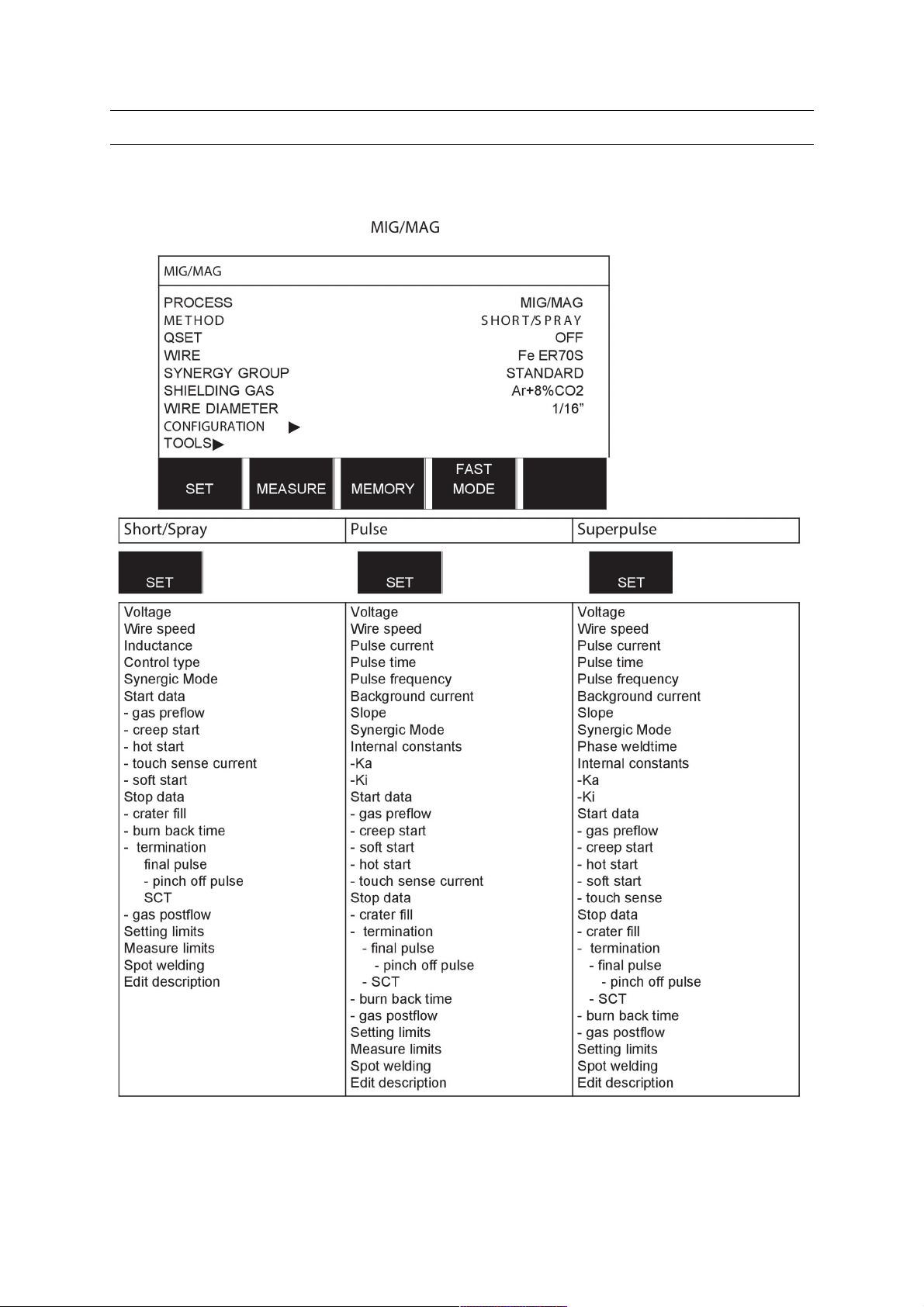
MENÜSTRUKTUR
MENÜSTRUKTUR
0460 896 475
- 90 -
© ESAB AB 2016
Page 91

MENÜSTRUKTUR
0460 896 475
- 91 -
© ESAB AB 2016
Page 92
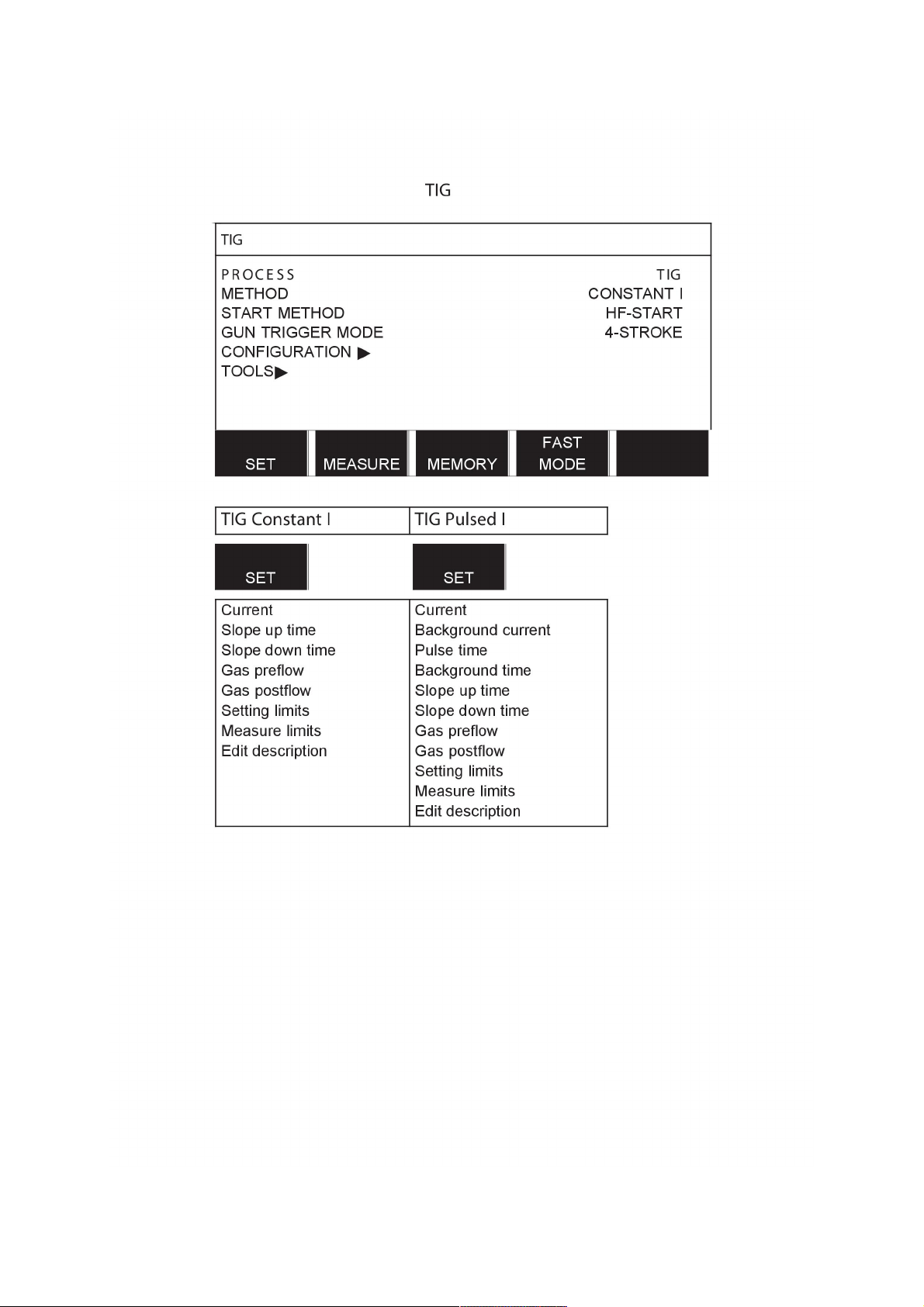
MENÜSTRUKTUR
0460 896 475
- 92 -
© ESAB AB 2016
Page 93
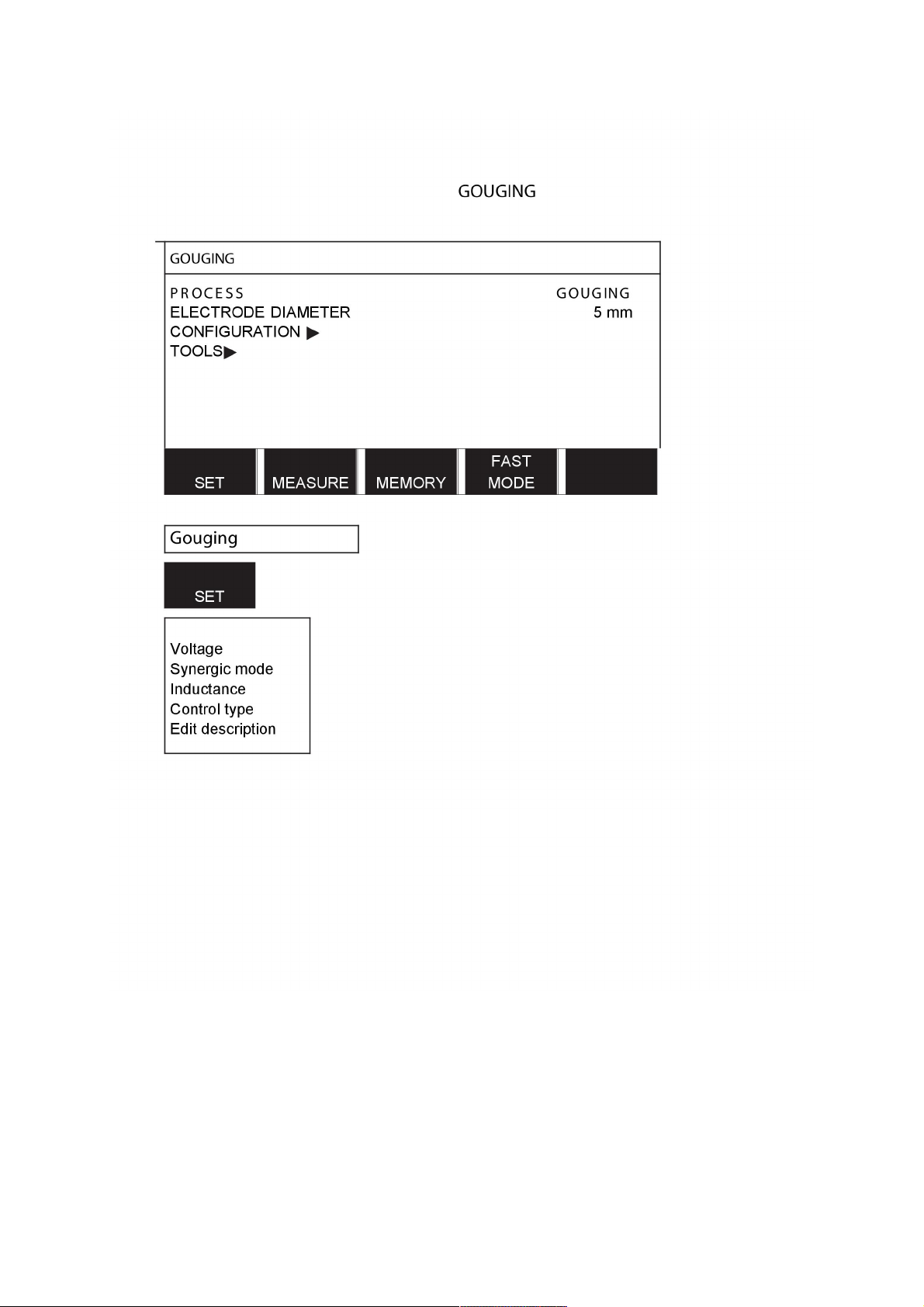
MENÜSTRUKTUR
0460 896 475
- 93 -
© ESAB AB 2016
Page 94
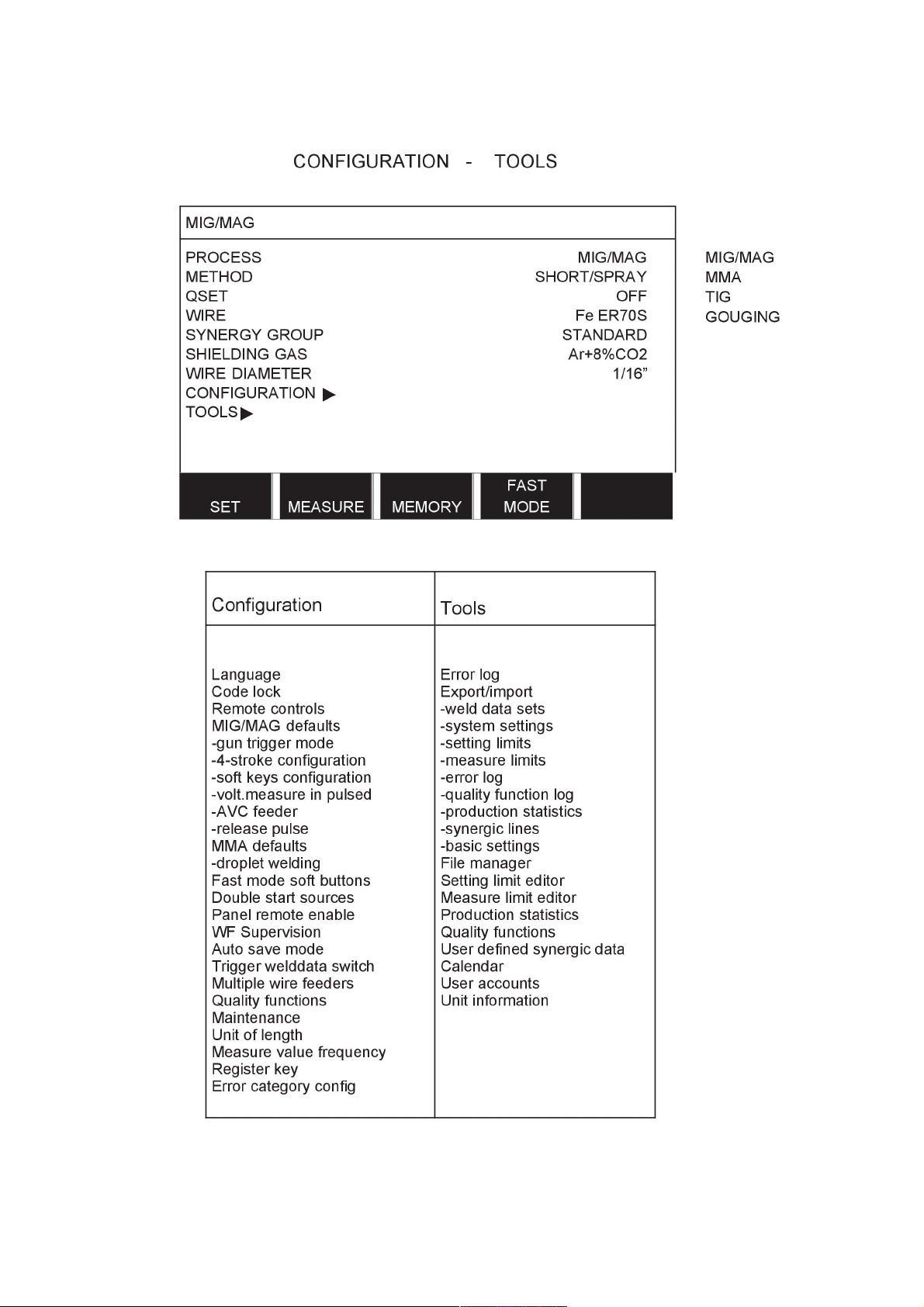
MENÜSTRUKTUR
0460 896 475
- 94 -
© ESAB AB 2016
Page 95

MENÜSTRUKTUR
Funktionale Unterschiede
Functions U82Basic U82Plus
Super Pulse No Yes
Limit editor Yes Yes
File manager No Yes
Auto save mode No Yes
Release pulse Yes Yes
Synergic lines Basic package = 111 lines Complete no of available lines
User defined synergic data No Yes
Production statistics No Yes
0460 896 475
- 95 -
© ESAB AB 2016
Page 96

DATEN FÜR DRAHT UND GAS
DATEN FÜR DRAHT UND GAS
U82Basic - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire (Fe ER70S) CO
2
Ar + 18% CO
Ar + 8% CO
Ar + 23% CO
Stainless solid wire (Ss ER316LSi) Ar + 2% CO
Ar + 2% O
2
2
2
0,8 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
2
0,8 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
2
0,8 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
Magnesium-alloyed aluminium wire (AlMg ER5356) Ar 1,0 1,2 1,6*
Silicon-alloyed aluminium wire (AlSi ER4043) Ar
Ar + 50% He
Metal powder cored wire (Fe E70 MCW) Ar + 18% CO
Ar + 8% CO
Rutile flux cored wire (Fe E70 RFCW) Ar + 18% CO
Basic flux cored wire (Fe E70 BFCW) CO
2
Ar + 18% CO
Metal powder cored stainless wire (Ss MCW) Ar + 8% CO
2
2
2
2
2
1,0 1,2 1,6*
1,0 1,2 1,6*
1,2 1,4* 1,6*
1,2 1,4* 1,6*
1,2 1,4* 1,6*
1,2 1,4* 1,6*
1,2 1,4* 1,6*
1,2
Ar + 2% O
Ar + 18% CO
Ar + 2% CO
Silicon bronze (ERCuSi-A) Ar
Ar + 1% O
2
2
2
1,2
1,2
2
1,2
1,0 1,2
1,0 1,2
*) Only for Mig 4000i, 4001i, 4002c, 4004i Pulse, 5000i, 5002c, 6502c
U82Basic - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter
Low-alloy or non-alloy wire (Fe ER70S) Ar + 18% CO
Ar + 8% CO
Stainless wire (Ss ER316LSi) Ar + 2% O
2
Ar + 2% CO
Stainless solid wire (Ss ER308LSi) Ar + 2% CO
Stainless solid wire (Ss ER309LSi) Ar + 2% CO
Stainless solid wire (Ss 309 MoL) Ar + 2% CO
2
2
2
2
2
2
1,0 1,2 1,6*
1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,9 1,0 1,2 1,6
1,0 1,2
1,0 1,2
Stainless duplex wire (Duplex ER2209) Ar + 30% He + 1% O21,2
0460 896 475
- 96 -
© ESAB AB 2016
Page 97

DATEN FÜR DRAHT UND GAS
Wire type Shielding gas Wire diameter
Magnesium-alloyed aluminium wire (AlMg ER5356) Ar 1,0 1,2 1,6*
Magnesium-alloyed aluminium wire (AlMg ER5183) Ar 1,6
Silicon-alloyed aluminium wire (AlSi ER4043) Ar
Ar + 50% He
1,0 1,2 1,6*
1,0 1,2 1,6*
Silicon-alloyed aluminium wire (AlSi ER4043) Ar + 30% He 0,9 1,0 1,2
Silicon-alloyed aluminium wire (AlSi ER4047) Ar 1,2 1,6
Silicon bronze (ERCuSi-A) Ar
Ar + 1% CO
2
1,0 1,2
1,0 1,2
Aluminium solid wire (Al99,5 ER1100) Ar 1,2
Metal powder-filled cored wire (Fe E70 MCW) Ar + 8% CO
Ar + 18% CO
Metal powder cored Stainless wire (Ss MCW) Ar + 2% O
Ar + 2% CO
Ar + 8% CO
2
2
2
2
2
1,2 1,4 1,6
1,2 1,4 1,6
1,2
1,2
1,2
*) Only for Mig 4000i, 4001i, 4002c, 4004i Pulse, 5000i, 5002c, 6502c
U82 Plus - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
CO
2
0,8 0,9 1,0 1,2 1,6*
(FeER70S)
Ar + 18% CO
Ar + 2% O
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 15% CO2+ 5% O
Ar + 16% CO
Ar + 25% CO
Ar + 2% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
Ar + 30% He + 1% O
2
2
2
2
2
2
2
2
2
2
2
2
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
1,0 1,2
0,8 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0460 896 475
Ar + 2% CO
Ar + 3% CO2+ 1% H
2
2
Ar + 32% He + 3% CO2+ 1% H
- 97 -
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
2
© ESAB AB 2016
Page 98
DATEN FÜR DRAHT UND GAS
Wire type Shielding gas Wire diameter
Stainless solid wire (Ss ER307Si) Ar +2%O
2
Ar +2%CO
Stainless duplex wire
Ar + 2% O
2
(DuplexER2209)
Ar + 30% He + 1% O
Magnesium-alloyed aluminium wire
Ar 0,9 1,0 1,2 1,6*
(AlMgER5356)
Silicon-alloyed aluminium wire
(AlSiER4043)
Metal powder cored wire
Ar
Ar + 50% He
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Rutile flux cored wire
CO
2
(FeE70RFCW)
Ar + 18% CO
Basic flux cored wire
CO
2
(FeE70BFCW)
Ar + 18% CO
SELF-SHIELDING
Stainless flux cored wire (Ss RFCW) Ar + 18% CO
1,0 1,2
2
0,8 1,0 1,2
1,0
2
1,0
0,9 1,0 1,2 1,6*
0,9 1,0 1,2 1,6*
2
2
2
2
2
1,0 1,2 1,4* 1,6*
1,0 1,2 1,4* 1,6*
1,2 1,4* 1,6*
1,2 1,4* 1,6*
1,0 1,2 1,4* 1,6*
1,0 1,2 1,4* 1,6*
1,2 1,6*
1,2
Duplex rutile flux cored wire
Ar + 8% CO
2
SELF-SHIELDING
Ar + 18% CO
2
1,2
1,6* 2,4*
1,2
(E2209FCAW)
Metal powder cored stainless wire
Ar + 8% CO
2
1,2
(Ss MCW)
Ar + 2% O
2
Ar + 18% CO
Ar + 2% CO
2
2
1,2
1,2
1,2
ERNiCrMo Ar + 50% He 0,9
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
Copper and aluminium wire
(ERCuAl-A1)
Rutile flux cored wire
Ar
Ar + 1% O
CO
2
2
2
1,0 1,2
1,0 1,2
1,0 1,2
1,0 1,2
1,2
(FeRCWDual-S)
*) Only for Mig 4000i, 4001i, 4002c, 4004i Pulse, 5000i, 5002c, 6502c
0460 896 475
- 98 -
© ESAB AB 2016
Page 99

DATEN FÜR DRAHT UND GAS
U82 Plus - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
Ar + 18% CO
(FeER70S)
Ar + 2% O
2
Ar + 2% CO
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 16% CO
Ar + 25% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
2
2
Ar 30% He + O
Ar + 2% O
2
Ar + 3% CO2+ 1% H
Ar + 32% He + 3% CO2+ 1% H
Stainless solid wire (Ss ER308LSi) Ar + 2% CO
Stainless solid wire (Ss ER308LSi) Ar + 2% O
2
Stainless solid wire (Ss ER309LSi) Ar + 2% CO
Stainless solid wire (Ss 309 MoL) Ar + 2% CO
Stainless solid wire (Ss ER307Si) Ar +2%O
2
2
2
2
2
2
2
2
2
2
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,8 1,0 1,2 1,6*
0,9
1,0 1,2
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6*
0,8 0,9 1,0 1,2 1,6
0,8 0,9 1,0 1,2 1,6
2
0,9 1,0 1,2 1,6
0,9
2
2
2
1,0 1,2
1,0 1,2
1,0 1,2
Stainless duplex wire
(DuplexER2209)
Magnesium-alloyed aluminium wire
(AlMg ER5356)
Magnesium-alloyed aluminium wire
(AlMg ER5356)
Magnesium-alloyed aluminium wire
(AlMg ER5183)
Silicon-alloyed aluminium wire
(AlSiER4043)
Silicon-alloyed aluminium wire
(AlSiER4043)
Silicon-alloyed aluminium wire
(AlSiER4047)
Ar +2%CO
2
Ar + 30% He + 1% O
Ar + 2% O
2
Ar
Ar + 50% He
2
1,0 1,2
1,0 1,2
1,0
0,8 0,9 1,0 1,2 1,6*
1,2
Ar + 30% He 1,2
Ar 1,6
Ar
Ar + 50% He
0,9 1,0 1,2 1,6*
0,9 1,0 1,2 1,6*
Ar + 30% He 0.9 1.0 1.2
Ar 1,2 1,6
0460 896 475
- 99 -
© ESAB AB 2016
Page 100
DATEN FÜR DRAHT UND GAS
Wire type Shielding gas Wire diameter
Metal powder cored wire
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Metal powder cored stainless wire
Ar + 2% O
(Ss MCW)
Ar + 2% CO
Ar + 8% CO
ERNiCrMo Ar
Ar + 50% He
Ar + 30% He + 2% H
Ar + 30% He + 0.5% CO
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
Stainless wire (1.3964) Ar + 8% O
Copper and aluminium wire
(ERCuAl-A1)
Aluminium solid wire
Ar
Ar + 1% O
Ar 1,2
(Al99,5ER1100)
2
2
2
2
2
1,0 1,2 1,4* 1,6*
1,0 1,2 1,4* 1,6*
1,2
1,2
1,2
1,0 1,2
0,9 1,0 1,2
2
2
2
1,0
1,0
1,0 1,2
1,0 1,2
2
1,0 niedrig 1,0 hoch
1,0 1,2
2
1,0 1,2
*) Only for Mig 4000i, 4001i, 4002c, 4004i Pulse, 5000i, 5002c, 6502c
MMA welding
Electrode type Electrode diameter
Basic 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6* 6,0*
Rutile 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6* 6,0* 7,0*
Cellulose 2,5 3,2
*) Only for Mig 4000i, 4001i, 5000i
Carbon, arc air
Electrode diameters (mm): 4.0 5.0 6.0 10.0 13.0
U82Plus - MIG/MAG - ROBOT synergy group - with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter (mm)
AlMg ER5356 Ar 1,2 1,6
AlSi ER4043 Ar 1,2 1,6
ERCuSi-A Ar 0,8 1,0
ERCuAl-A1 Ar 1,0
ERCuSi-A Ar + 1% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
0460 896 475
2
2
2
- 100 -
0,8 1,0
0,8 0,9 1,0 1,2
0,8 0,9 1,0 1,2
© ESAB AB 2016
 Loading...
Loading...