

Page 1

Aristo®
U82
Instrukcja obsługi
0460 896 601 PL 20190904
Valid for: from program version 1.30A
Page 2

Page 3

SPIS TREŚCI
1
BEZPIECZEŃSTWO.................................................................................... 6
2
WPROWADZENIE ....................................................................................... 8
2.1 Panel sterowania Aristo U82 ................................................................. 8
2.1.1 Klawisze i pokrętła................................................................................ 9
2.2 Lokalizacja .............................................................................................. 10
2.3 Gniazdo USB........................................................................................... 10
2.3.1 Aktualizacja programu za pomocą pamięci USB ................................. 10
2.3.2 Przesyłanie plików za pomocą pamięci USB ....................................... 11
2.4 Pierwszy krok - wybór języka ................................................................ 11
2.5 Ekran ....................................................................................................... 12
2.5.1 Symbole na wyświetlaczu .................................................................... 13
2.5.2 Ikona urządzenia redukującego napięcie (VRD) i sygnalizacja błędu.. 14
2.6 Informacje ogólne na temat ustawień .................................................. 14
2.6.1 Ustawianie wartości numerycznych ..................................................... 14
2.6.2 Ustawienie o określonych opcjach ....................................................... 15
2.6.3 Ustawienia WŁ./WYŁ............................................................................ 15
2.6.4 KONIEC (QUIT) i ENTER..................................................................... 15
3
MENU........................................................................................................... 16
3.1 Menu główne........................................................................................... 16
3.1.1 Menu Konfiguracja ............................................................................... 16
3.1.2 Menu Narzędzia ................................................................................... 17
3.1.3 Menu Ustawianie parametrów spawania.............................................. 17
3.1.4 Naprawa ............................................................................................... 18
3.1.5 Pamięć danych spawania..................................................................... 19
3.1.6 Menu Tryb szybki ................................................................................. 19
4
SPAWANIE MIG/MAG.................................................................................. 20
4.1 Ustawienia w menu ustawiania danych spawania .............................. 20
4.1.1 Spawanie MIG/MAG łukiem zwarciowym/natryskowym....................... 20
4.1.2 Spawanie MIG/MAG z pulsem ............................................................. 22
4.1.3 Spawanie MIG/MAG w trybie SuperPulse, pierwotne/wtórne, łuk
zwarciowy/natryskowy/z pulsem ..........................................................
4.2 Objaśnienia funkcji dot. ustawień......................................................... 27
4.2.1 Funkcja QSet........................................................................................ 32
24
4.2.2 Grupa synergii ...................................................................................... 33
4.3 SuperPulse.............................................................................................. 34
4.3.1 Kombinacje drutu i gazu....................................................................... 34
4.3.2 Różne metody pulsacji ......................................................................... 34
4.3.3 Podajnik drutu ...................................................................................... 35
5
SPAWANIE MMA ......................................................................................... 38
5.1 MMA......................................................................................................... 38
5.2 Objaśnienia funkcji dot. ustawień......................................................... 38
0460 896 601 © ESAB AB 2019
Page 4

SPIS TREŚCI
6
SPAWANIE TIG............................................................................................ 40
6.1 Ustawienia w menu ustawiania danych spawania .............................. 40
6.1.1 Spawanie TIG bez pulsowania............................................................. 40
6.1.2 Spawanie TIG z pulsowaniem.............................................................. 41
6.2 Objaśnienia funkcji dot. ustawień......................................................... 42
7
ŻŁOBIENIE ŁUKOWE ................................................................................. 46
7.1 Ustawienia w menu ustawiania danych spawania .............................. 46
7.2 Objaśnienia funkcji ................................................................................ 46
8
ZARZĄDZANIE PAMIĘCIĄ.......................................................................... 47
8.1 Metoda pracy panelu sterowania.......................................................... 47
8.2 Zapisz ...................................................................................................... 47
8.3 Pobierz..................................................................................................... 48
8.4 Usuń......................................................................................................... 49
8.5 Kopiuj ...................................................................................................... 50
8.6 Edytuj....................................................................................................... 51
8.7 Nazwa ...................................................................................................... 52
9
KONFIGURACJA ........................................................................................ 54
9.1 Blokada ................................................................................................... 54
9.1.1 Stan blokady......................................................................................... 54
9.1.2 Ustal/zmień hasło blokady.................................................................... 55
9.2 Zdalne sterowanie .................................................................................. 55
9.2.1 Zastąp automatycznie .......................................................................... 56
9.2.2 Konfiguracja cyfrowej przystawki zdalnego sterowania ....................... 56
9.2.3 Konfiguracja analogowej przystawki zdalnego sterowania .................. 56
9.2.4 Skala na wejściach ............................................................................... 57
9.3 MIG/MAG - domyślne ............................................................................. 57
9.3.1 Tryb spustu uchwytu (2/4-taktowe)....................................................... 58
9.3.2 Konfiguracja sterowania 4-taktowego .................................................. 59
9.3.3 Konfiguracja klawiszy funkcyjnych ....................................................... 60
9.3.4 Pomiar napięcia podczas pulsacji ........................................................ 61
9.3.5 Podajnik AVC........................................................................................ 61
9.3.6 Release pulse....................................................................................... 61
9.3.7 Stałe napięcie statyczne regulatora ..................................................... 61
9.3.8 Czas opóźnienia wypełnienia krateru................................................... 61
9.3.9 Czas opóźnienia wyłączenia łuku rozpoczynającego spawanie .......... 61
9.3.10 Wyświetlanie szacunkowego prądu...................................................... 62
9.4 Ustawienia domyślne MMA ................................................................... 63
9.5 Klawisze funkcyjne trybu szybkiego .................................................... 63
9.6 Dwa źródła sygnału startowego............................................................ 63
9.7 Panel i zdalne sterowanie WŁ. .............................................................. 63
9.8 Kontrola WF ............................................................................................ 64
0460 896 601 © ESAB AB 2019
Page 5

SPIS TREŚCI
9.9 Tryb auto. zapisu .................................................................................... 64
9.10 Limity pomiarowe zatrzymania spawania ............................................ 64
9.11 Zaloguj się, aby rozpocząć spawanie................................................... 64
9.12 Wybór danych spustem uchwytu ......................................................... 65
9.13 Wiele podajników drutu ......................................................................... 66
9.13.1 Konfiguracja wielu podajników drutu .................................................... 66
9.13.2 Koncepcja pamięci danych spawania dla zdalnego sterowania M1
10P .......................................................................................................
9.14 Funkcje dokumentacyjne ...................................................................... 67
9.14.1 Zapisywanie rejestracji funkcji dokumentacyjnych ............................... 68
9.15 Konserwacja ........................................................................................... 68
9.16 Jednostka długości ................................................................................ 69
9.17 Częstotliwość wartości pomiarowej ..................................................... 69
9.18 Kod dostępu............................................................................................ 69
9.19 Reg. czasowy podśw. wyśw. ................................................................. 70
10
NARZĘDZIA................................................................................................. 71
10.1 Dziennik błędów ..................................................................................... 71
10.1.1 Objaśnienia kodów błędów................................................................... 72
10.2 Eksport / Import ...................................................................................... 76
10.3 Menedżer plików..................................................................................... 77
10.3.1 Usuwanie pliku/ folderu ........................................................................ 78
10.3.2 Zmiana nazwy pliku/ folderu................................................................. 78
10.3.3 Tworzenie nowego folderu ................................................................... 79
10.3.4 Kopiowanie i wklejanie plików .............................................................. 79
67
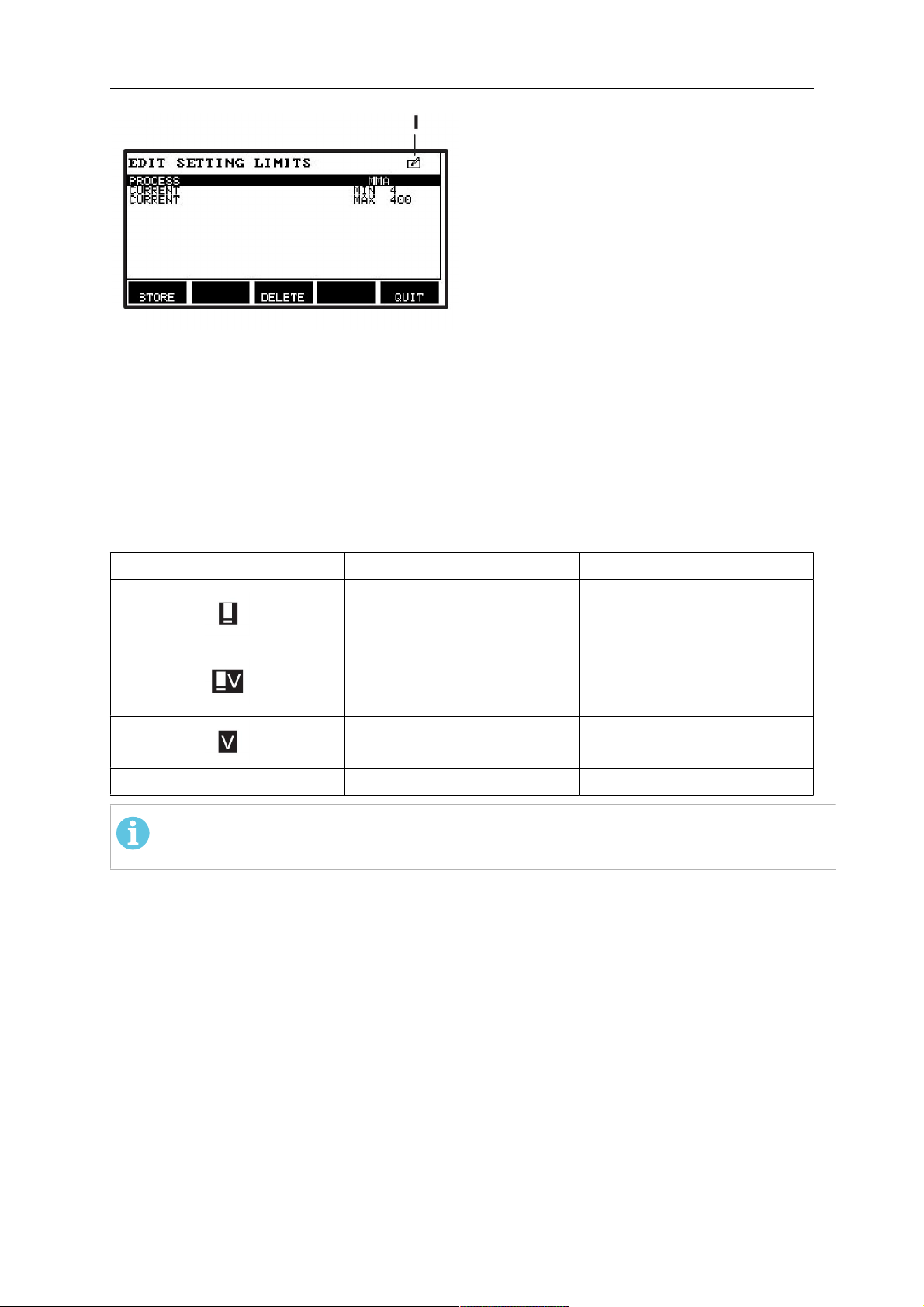
10.4 EDYTOR LIMITÓW NASTAW.................................................................. 79
10.5 Edytor limitów pomiarów....................................................................... 80
10.6 Statystyka produkcji .............................................................................. 81
10.7 Funkcje dokumentacyjne ...................................................................... 82
10.8 Dane synergiczne użytkownika ............................................................ 83
10.8.1 Określ współrzędne napięcia/ drutu ..................................................... 83
10.8.2 Określanie prawidłowej kombinacji drutu/ gazu ................................... 84
10.8.3 Tworzenie własnej opcji drutu/ gazu..................................................... 85
10.9 Kalendarz ................................................................................................ 86
10.10 Konta użytkowników .............................................................................. 87
10.11 Informacje o urządzeniu ........................................................................ 88
11
ZAMAWIANIE CZĘŚCI ZAMIENNYCH ....................................................... 89
PARAMETRY DRUTU I GAZU ............................................................................ 90
NUMERY ZAMÓWIENIOWE ............................................................................... 96
AKCESORIA........................................................................................................ 97
Dane techniczne mogą ulec zmianie bez uprzedzenia.
0460 896 601 © ESAB AB 2019
Page 6

1 BEZPIECZEŃSTWO
1 BEZPIECZEŃSTWO
UWAGA!
Urządzenie jest testowane przez firmę ESAB w ogólnej konfiguracji.
Odpowiedzialność za bezpieczeństwo i działanie określonych konfiguracji spoczywa
na integratorze.
Użytkownicy urządzeń firmy ESAB ponoszą odpowiedzialność za stosowanie odpowiednich
środków ostrożności przez osoby używające lub znajdujące się w pobliżu tych urządzeń.
Środki ostrożności muszą spełniać wymagania stawiane tego rodzaju urządzeniom
spawalniczym. Poza standardowymi przepisami dotyczącymi miejsca pracy należy
przestrzegać następujących zaleceń.
Wszelkie prace powinny być wykonywane przez przeszkolony personel, dobrze znający
zasady działania urządzenia. Nieprawidłowa obsługa urządzenia może prowadzić do sytuacji
niebezpiecznych, a w rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa urządzenia, powinien znać:
○ zasady jego obsługi
○ lokalizację wyłączników awaryjnych
○ jego działanie
○ odpowiednie środki ostrożności
○ zasady spawania i cięcia lub innego typu eksploatacji urządzenia
2. Operator powinien dopilnować, aby:
○ w momencie uruchamiania urządzenia w jego pobliżu nie było żadnych osób
nieupoważnionych
○ w chwili zajarzania łuku lub rozpoczęcia prac przy użyciu urządzenia wszystkie
osoby były odpowiednio zabezpieczone
3. Miejsce pracy powinno być:
○ odpowiednie do określonego celu
○ wolne od przeciągów
4. Sprzęt ochrony osobistej:
○ Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary
ochronne, odzież ognioodporna, rękawice ochronne
○ Nie należy nosić żadnych luźnych elementów odzieży, takich jak szaliki,
bransolety, pierścionki itp., które mogłyby o coś zahaczyć lub spowodować
poparzenie
5. Ogólne środki ostrożności:
○ Upewnić się, że przewód masowy jest podłączony prawidłowo
○ Prace na urządzeniach wysokiego napięcia mogą być wykonywane wyłącznie
przez wykwalifikowanego elektryka
○ Odpowiedni sprzęt gaśniczy musi być wyraźnie oznaczony i znajdować się w
pobliżu.
○ W trakcie pracy urządzenia nie wolno przeprowadzać jego smarowania ani
konserwacji
Przed przystąpieniem do montażu lub eksploatacji należy przeczytać ze zrozumieniem
instrukcję obsługi.
CHROŃ SIEBIE I INNYCH!
0460 896 601
- 6 -
© ESAB AB 2019
Page 7

1 BEZPIECZEŃSTWO
PRZESTROGA!
Niniejsze INSTRUKCJE są przeznaczone dla doświadczonych operatorów Osoby,
które nie znają zasad pracy i bezpieczeństwa obowiązujących podczas obsługi
sprzętu do spawania łukowego, powinny zapoznać się z broszurą „Środki ostrożności
i zasady bezpieczeństwa podczas spawania łukowego, cięcia i żłobienia”, formularz
52-529. NIE należy zezwalać nieprzeszkolonym osobom na montowanie, obsługę lub
serwisowanie tego sprzętu. Sprzęt ten należy montować lub obsługiwać WYŁĄCZNIE
po przeczytaniu ze zrozumieniem niniejszych instrukcji. Jeśli te instrukcje nie są w
pełni zrozumiałe, należy skontaktować się z dostawcą sprzętu. Przed montażem lub
obsługą tego sprzętu należy zapoznać się z rozdziałem „Środki ostrożności”.
UWAGA!
Zużyty sprzęt elektroniczny należy przekazać do
zakładu utylizacji odpadów!
Zgodnie z dyrektywą europejską 2012/19/WE w sprawie
zużytego sprzętu elektrycznego i elektronicznego
(WEEE) oraz jej zastosowaniem w świetle prawa
krajowego, wyeksploatowane urządzenia elektryczne
i/lub elektroniczne należy przekazywać do zakładu
utylizacji odpadów.
Jako osoba odpowiedzialna za sprzęt, operator ma
obowiązek uzyskać informacje o odpowiednich
punktach zbiórki odpadów.
Dodatkowych informacji udzieli lokalny dealer firmy
ESAB.
0460 896 601
- 7 -
© ESAB AB 2019
Page 8

2 WPROWADZENIE
2 WPROWADZENIE
Aby osiągnąć maksymalne korzyści z posiadanego sprzętu spawalniczego zalecamy
przeczytanie niniejszej instrukcji obsługi.
Informacje ogólne na temat obsługi znajdują się w instrukcjach obsługi źródła prądu i
podajnika drutu.
Tekst wyświetlany na wyświetlaczu dostępny jest w następujących językach: Angielski,
szwedzki, fiński, duński, niemiecki, francuski, włoski, holenderski, hiszpański, portugalski,
węgierski, polski, czeski, norweski, amerykański angielski, chiński, rosyjski i turecki.
Gdy panel sterowania jest podłączony do źródła zasilania, niektóre funkcje opisane w
instrukcji mogą nie być dostępne. Menu i funkcje panelu sterowania są dostosowane do
podłączonego źródła zasilania.
UWAGA!
Funkcjonalność panelu może się różnić w zależności od produktu, w którym został
zainstalowany.
2.1 Panel sterowania Aristo U82
Panel sterowania jest dostarczany z uchwytem montażowym i śrubami oraz instrukcją
obsługi w języku angielskim. Na panelu zamontowano kabel o długości 1,2 m. Jako
akcesoria dostępna jest pamięć USB oraz kabel przedłużający. Dodatkowe informacje
można znaleźć w rozdziale „AKCESORIA”.
Instrukcje obsługi w innych językach można pobrać z witryny internetowej: www.esab.com
1. Miejsce na pamięć USB
2. Pokrętło do przesuwania kursora
3. Wyświetlacz
4. Klawisze funkcyjne
5. Klawisz Menu
6. Klawisz Enter
7. Pokrętło z symbolem # do zwiększania lub
zmniejszania wartości nastaw. Wartość
wyświetlana na ekranie jest również
oznaczona symbolem #.
8. Pokrętło z symbolem * do zwiększania lub
zmniejszania wartości nastaw. Wartość
wyświetlana na ekranie jest również
oznaczona symbolem *.
0460 896 601
- 8 -
© ESAB AB 2019
Page 9

2 WPROWADZENIE
2.1.1 Klawisze i pokrętła
Klawisze funkcyjne (4)
Pięć klawiszy w rzędzie pod wyświetlaczem posiada zmienne
funkcje. Są to klawisze funkcyjne, które można przypisać do różnych
funkcji w zależności od aktualnie otwartego menu. Bieżąca funkcja
danego klawisza jest widoczna w dolnym wierszu wyświetlacza.
Kiedy dana funkcja jest aktywna, informuje o tym białe tło opisu
klawisza:
Klawisz Menu (5)
Naciśnięcie klawisza menu zawsze spowoduje powrót do głównego menu:
MIG/MAG
METODA SPAWANIA
TYP ŁUKU
QSET
MATERIAŁ SPAWANY/TYP DRUTU
GAZ OSŁONOWY
ŚREDNICA DRUTU
ZWARCIE/NATRYSK
MIG/MAG
WYŁ
Fe ER70S
Ar+8%CO2
1,2 mm
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
Klawisz Enter (6)
Naciśnięcie klawisza Enter potwierdza wybór.
Pokrętło kursora (2)
Za pomocą lewego pokrętła można przesuwać kursor między różnymi wierszami na
wyświetlaczu.
Pokrętła plus/ minus (7, 8)
Prawe pokrętła służą do zwiększania lub zmniejszania wartości ustawienia. Obok pokręteł
znajduje się symbol: krzyżyk # lub gwiazdka *. Większość ustawień numerycznych można
regulować dowolnym pokrętłem, choć niektóre muszą być regulowane za pomocą
określonego pokrętła.
0460 896 601
- 9 -
© ESAB AB 2019
Page 10

2 WPROWADZENIE
2.2 Lokalizacja
Na odwrocie panelu sterowania znajduje się
rozkładana podpórka, która umożliwia
opuszczenie panelu i dalszą obserwację
wyświetlacza w pozycji pionowej. Podpórka
jest również urządzeniem montażowym i
pozwala na zawieszenie panelu sterowania
na podajniku drutu.
2.3 Gniazdo USB
Do przenoszenia plików z i do panelu sterowania można używać zewnętrznych pamięci
USB.
Pliki tworzone w panelu sterowania są zapisywane w formacie xml. Aby można było
korzystać z pamięci USB, należy ją sformatować jako FAT 32.
Podczas normalnego użytkowania nie ma zagrożenia zainfekowaniem urządzenia wirusami.
Aby całkowicie wyeliminować to zagrożenie zalecamy, aby pamięci USB używanych z tym
urządzeniem nie wykorzystywać do innych celów.
Pewne pamięci USB mogą nie działać z tym urządzeniem. Zalecamy używanie pamięci
USB renomowanych producentów. Firma ESAB nie ponosi odpowiedzialności za
jakiekolwiek szkody wynikłe z niewłaściwego używania pamięci USB.
UWAGA!
Podczas używania U82w trybie prezentacji razem z W82pamięć USB podłączona
do U82jest używana jedynie do przesyłania programów. Program jest przenoszony
w trakcie uruchamiania źródła zasilania. Oddzielna pamięć USB podłączona do W8
jest używana do przesyłania programów do W82lub przechowywania plików.
2.3.1 Aktualizacja programu za pomocą pamięci USB
Postępuj następująco:
• Wyłącz główny wyłącznik źródła prądu.
• Otwórz pokrywę po lewej stronie panelu sterowania.
• Włóż pamięć USB w gniazdo USB.
• Zamknąć pokrywę.
• Włącz główny wyłącznik źródła prądu.
2
0460 896 601
- 10 -
© ESAB AB 2019
Page 11

2 WPROWADZENIE
2.3.2 Przesyłanie plików za pomocą pamięci USB
Postępuj następująco:
• Otwórz pokrywę po lewej stronie panelu sterowania.
• Włóż pamięć USB w gniazdo USB.
• Zamknąć pokrywę.
• Dodatkowe informacje można znaleźć w sekcji
„Eksport/Import”.
2.4 Pierwszy krok - wybór języka
To menu jest wyświetlane przy pierwszym uruchomieniu urządzenia.
W panelu sterowania fabrycznie ustawiono język angielski. Aby wybrać własny język,
postępuj następująco:
Naciśnij MENU , aby przejść do menu głównego.
Za pomocą lewego pokrętła ustaw kursor w wierszu KONFIGURACJA.
MIG/MAG
METODA SPAWANIA
TYP ŁUKU
ZWARCIE/NATRYSK
MIG/MAG
QSET
MATERIAŁ SPAWANY/TYP DRUTU
GAZ OSŁONOWY
Fe ER70S
Ar+8%CO2
ŚREDNICA DRUTU
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
WYŁ
1,2 mm
Naciśnij ENTER .
Ustaw kursor w wierszu JĘZYK . Naciśnij ENTER, aby wyświetlić listę języków dostępnych w
panelu sterowania.
0460 896 601
- 11 -
© ESAB AB 2019
Page 12

2 WPROWADZENIE
KONFIGURACJA
JĘZYK ANGIELSKI
BLOKADA►
STEROWANIE ZDALNE►
MIG/MAG - DOMYŚLNE►
MMA - DOMYŚLNE►
TRYB SZYBKI SPAWANIA (PROG)
DWA SYGNAŁY STEROWANIA
STEROWNIK AKTYWNY
KONTROLA WF
AUTOMATCZNY ZAPIS PROGRAMÓW
WYBÓR PROGRAMÓW Z UCHWYTU►
Ustaw kursor w wierszu z żądanym językiem i naciśnij ENTER.
WYŁ
WYŁ
WŁ.
WYŁ.
KONIEC
2.5 Ekran
MIG/MAG
METODA SPAWANIA
TYP ŁUKU
ZWARCIE/NATRYSK
QSET
MATERIAŁ SPAWANY/TYP DRUTU
GAZ OSŁONOWY
ŚREDNICA DRUTU
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
Kursor
Kursor panelu sterowania jest przedstawiany jako zacienione pole wokół tekstu, który po
zaznaczeniu zmienia kolor na biały. Zaznaczenie jest przedstawiane w instrukcji obsługi
pogrubioną czcionką.
MIG/MAG
Fe ER70S
Ar+8%CO2
1,2 mm
WYŁ
0460 896 601
- 12 -
© ESAB AB 2019
Page 13

2 WPROWADZENIE
Strzałki i paski przewijania
Jeśli dany wiersz zawiera więcej informacji, informuje o tym czarna strzałka za tekstem.
Jeśli lista zawiera więcej wierszy, w prawej części wyświetlacza znajduje się pasek
przewijania.
KONFIGURACJA
JĘZYK
ENGLISH
BLOKADA►
STEROWANIE ZDALNE►
MIG/MAG - DOMYŚLNE►
MMA - DOMYŚLNE►
TRYB SZYBKI SPAWANIA (PROG)►
DWA SYGNAŁY STEROWANIA
STEROWNIK AKTYWNY
KONTROLA WF
AUTOMATCZNY ZAPIS PROGRAMÓW
KONIEC
Pola tekstowe
W dolnej części wyświetlacza znajduje się pięć pól zawierających tekst, który objaśnia
bieżące funkcje pięciu umieszczonych poniżej klawiszy.
Tryb oszczędzania energii
WYŁ
WYŁ
WŁ.
WYŁ.
Aby zwiększyć trwałość podświetlenia wyświetlacza, po trzech minutach braku aktywności
następuje jego wyłączenie.
2.5.1 Symbole na wyświetlaczu
A Wybrany zestaw danych spawania
B S = Włączono limit ustawienia
M = Włączono limit parametru
C Wybrany podajnik drutu
D Ikona stanu VRD oraz wyświetlana w
przypadku wystąpienia błędu, patrz
sekcja „Ikona urządzenia redukującego
VRD i sygnalizacja błędu”
E Przywołany numer komórki pamięci
F Użyj pokrętła plus/minus oznaczonego
znakiem#, aby zwiększyć lub
zmniejszyć wartość parametru.
G Zmierzony prąd silnika
0460 896 601
- 13 -
© ESAB AB 2019
Page 14
2 WPROWADZENIE
H Użyj pokrętła plus/minus oznaczonego
znakiem*, aby zwiększyć lub
zmniejszyć wartość parametru.
I Tryb edycji, edycja komórki pamięci
2.5.2 Ikona urządzenia redukującego napięcie (VRD) i sygnalizacja błędu
Ikona ta jest wykorzystywana do przekazywania dwóch niezależnych komunikatów:
• stan urządzenia redukującego napięcie (VRD) w podłączonym źródle zasilania,
• Wskazuje, czy wystąpił błąd
Funkcja VRD gwarantuje, że napięcie jałowe nie przekracza 35 V podczas przerwy w
spawaniu. Kiedy system wykryje rozpoczęcie spawania, funkcja VRD zostaje zablokowana w
źródle zasilania. Stan aktywnej lub nieaktywnej funkcji VRD oraz ewentualne wystąpienie
błędu są sygnalizowane przez tę samą ikonę. Patrz poniższa tabela.
Ikona Stan funkcji VRD Stan błędu
Wystąpił błąd, patrz sekcja
Funkcja VRD nieaktywna.
„Dziennik błędów” w rozdziale
„NARZĘDZIA”.
Wystąpił błąd, patrz sekcja
Funkcja VRD aktywna.
„Dziennik błędów” w rozdziale
„NARZĘDZIA”.
Funkcja VRD aktywna. Nie wykryto błędów
Ikona nie jest wyświetlana. Funkcja VRD nieaktywna. Nie wykryto błędów
UWAGA!
Funkcja VRD działa w tych źródłach prądu, w których występuje.
2.6 Informacje ogólne na temat ustawień
Występują trzy główne typy ustawień:
• Ustawianie wartości numerycznych
• Ustawienie o określonych opcjach
• Ustawienie trybu WŁ./WYŁ.
2.6.1 Ustawianie wartości numerycznych
Do ustawiania wartości numerycznych służą dwa pokrętła plus/ minus, umożliwiające
odpowiednio zwiększenie i zmniejszenie danej wartości. Szereg wartości można również
zmienić za pomocą przystawki zdalnego sterowania.
0460 896 601
- 14 -
© ESAB AB 2019
Page 15

2 WPROWADZENIE
2.6.2 Ustawienie o określonych opcjach
Niektórych ustawień dokonuje się, wybierając opcję z listy.
Taka lista może wyglądać następująco:
Tutaj kursor znajduje się w wierszu MIG/MAG. Naciśnięcie klawisza WPROW. w tym
położeniu spowoduje wybór alternatywnej opcji MIG/MAG. Aby wybrać inną opcję, ustaw
kursor w odpowiednim wierszu, kręcąc w górę lub w dół lewym pokrętłem. Następnie
naciśnij WPROW.. Wyjdź z listy bez dokonywania wyboru, naciskając KONIEC.
2.6.3 Ustawienia WŁ./WYŁ.
W przypadku niektórych funkcji można ustawić wartości WŁ. lub WYŁ. Przykładem takiej
funkcji jest funkcja synergii podczas spawania MIG/MAG i MMA. Ustawienia WŁ. lub WYŁ.
można wybierać z listy opcji, jak opisano powyżej.
2.6.4 KONIEC (QUIT) i ENTER
Skrajny prawy przycisk jest używany głównie jako KONIEC, chociaż czasami może służyć
do obsługi innych funkcji.
• Naciśnij KONIEC , aby powrócić do poprzedniego menu lub ekranu. Zmiany są
automatycznie zapisywane po ustawieniu.
Klawisz jest nazywany WPROW. w niniejszej instrukcji.
• Naciśnij WPROW. , aby wykonać wybrany wybór w menu lub liście.
0460 896 601
- 15 -
© ESAB AB 2019
Page 16

3 MENU
3 MENU
Panel sterowania zawiera szereg różnych menu. Dostępne są następujące menu: MENU
GŁÓWNE, KONFIGURACJA, NARZĘDZIA, USTAWIANIE PARAMETRÓW SPAWANIA,
POMIAR, PAMIĘĆ DANYCH SPAWANIA i TRYB SZYBKI. Struktury menu zostały
przedstawione w różnych sekcjach niniejszej instrukcji. Podczas rozruchu na krótko
wyświetlany jest ekran startowy, który zawiera informacje o wersji używanego programu.
Przykładowy ekran startowy
3.1 Menu główne
Menu MENU GŁÓWNEumożliwia zmianę procesu spawania, metody spawania, typu drutu
itp.
Można z niego przechodzić do wszystkich pozostałych podmenu.
MIG/MAG
METODA SPAWANIA
TYP ŁUKU
QSET
MATERIAŁ SPAWANY/TYP DRUTU
GAZ OSŁONOWY
ŚREDNICA DRUTU
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
3.1.1 Menu Konfiguracja
ZWARCIE/NATRYSK
MIG/MAG
WYŁ
Fe ER70S
Ar+8%CO2
1,2 mm
W menu KONFIGURACJAmożna zmienić język, zmodyfikować inne ustawienia podstawowe,
jednostki miary itp.
0460 896 601
- 16 -
© ESAB AB 2019
Page 17

3 MENU
KONFIGURACJA
JĘZYK
ENGLISH
BLOKADA►
STEROWANIE ZDALNE►
MIG/MAG - DOMYŚLNE►
MMA - DOMYŚLNE►
TRYB SZYBKI SPAWANIA (PROG)►
DWA SYGNAŁY STEROWANIA
STEROWNIK AKTYWNY
KONTROLA WF
AUTOMATCZNY ZAPIS PROGRAMÓW
WYBÓR DANYCH SPAWANIA SPUSTEM
UCHWYTU►
KONIEC
Dodatkowe informacje zawiera rozdział „KONFIGURACJA”.
3.1.2 Menu Narzędzia
W menu NARZĘDZIA można przesyłać pliki, wyświetlać statystyki jakości i statystyki
produkcyjne, dzienniki błędów itp.
WYŁ
WYŁ
WŁ.
WYŁ.
NARZĘDZIA
DZIENNIK BŁĘDÓW►
EKSPORT/IMPORT►
MENEDŻER PLIKÓW►
EDYTOR LIMITÓW KONFIGURACJI►
EDYTOR LIMITÓW POMIARÓW►
STATYSTYKI PRODUKCYJNE►
FUNKCJE DOKUMENTACYJNE►
EDYCJA LINII SYNERGICZNYCH►
KALENDARZ►
POZIOMY DOSTĘPU►
INFORMACJE ZESPOŁU►
Dodatkowe informacje zawiera punkt „NARZĘDZIA”.
3.1.3 Menu Ustawianie parametrów spawania
KONIEC
0460 896 601
Naciśnij NASTAWY , aby przejść do menu USTAWIANIE PARAMETRÓW
SPAWANIA. Menu USTAWIANIE PARAMETRÓW SPAWANIA umożliwia zmianę
różnych parametrów spawania. To menu zmienia wygląd w zależności od
wybranego procesu spawania. Przykład przedstawia spawanie MIG/MAG łukiem
zwarciowym/ natryskowym.
- 17 -
© ESAB AB 2019
Page 18

3 MENU
USTAWIANIE PARAMETRÓW SPAWANIA
NAPIĘCIE ŁUKU
PRĘDKOŚĆ DRUT
INDUKCYJNOŚĆ
TRYB SYNERGICZNY
PARAMETRY STARTOWE►
PARAMETRY KOŃCOWE►
LIMITY - KONFIGURACJI►
LIMITY - POMIARÓW►
SPAWANIE PUNKTOWE►
EDYCJA OPISU►
WYPEŁNIACZ
START GORĄCY 4-TAKT KONIEC
KRATERU
3.1.4 Naprawa
Naciśnij POMIAR , aby przeglądać zmierzone wartości różnych parametrów
spawania w trakcie spawania.
28,2 (+3,5) V
6,0 M/Min.
80%
WŁ. STAŁE
Wartości niektórych parametrów można zmieniać na ekranie POMIAR . Które to parametry,
zależy od ustawionego procesu spawania. Wartości parametrów, które można zmieniać, są
zawsze oznaczone za pomocą # lub *.
Wartości pomiarów będą wyświetlane nawet po zakończeniu spawania. Można przechodzić
do innych menu bez utraty wartości pomiarów. Jeśli ustawiona wartość ulegnie zmianie poza
procesem spawania, wartość pomiaru zostanie zmieniona na zero, aby uniknąć pomyłki.
UWAGA!
Przy spawaniu prądem pulsującym można wybrać, czy wartość napięcia ma być
wyświetlana jako wartość średnia czy wartość szczytowa. To ustawienie można
zmienić w wartościach domyślnych MIG/MAG, patrz sekcja „Wartości domyślne
MIG/MAG”.
0460 896 601
- 18 -
© ESAB AB 2019
Page 19

3 MENU
3.1.5 Pamięć danych spawania
W menu PAMIĘĆ DANYCH SPAWANIA można zapisywać, pobierać, usuwać i
kopiować różne zestawy danych spawania. Zestawy danych spawania można
zapisać w 255 różnych komórkach pamięci.
PAMIĘĆ DANYCH SPAWANIA
1 2 3 4 5 6 7 -
ZAPISZ 1 2 KONIEC
Dodatkowe informacje zawiera punkt „ZARZĄDZANIE PAMIĘCIĄ”.
3.1.6 Menu Tryb szybki
W menu TRYB SZYBKI można powiązać klawisze funkcyjne z komórkami pamięci
danych spawania. Ustawienia te przeprowadza się w menuKONFIGURACJA .
Numer wybranej komórki pamięci jest wyświetlany w prawym górnym rogu.
Dodatkowe informacje znajdują się w sekcji „Klawisze funkcyjne trybu szybkiego”.
0460 896 601
- 19 -
© ESAB AB 2019
Page 20

4 SPAWANIE MIG/MAG
4 SPAWANIE MIG/MAG
MENU GŁÓWNE » METODA SPAWANIA » MIG/MAG
Spawanie MIG/MAG polega na topieniu ciągle podawanego drutu spawalniczego, podczas
gdy jeziorko spawalnicze jest zabezpieczone gazem osłonowym.
Prąd pulsujący używany jest do regulacji przenoszenia kropel z drutu, aby zapewnić stabilny
i wolny od rozprysków łuk, nawet przy niskich parametrach spawania.
Informacje na temat średnic drutu, które można stosować przy spawaniu MIG/MAG z
metodą ŁUK ZWARCIOWY/NATRYSKOWY i Z PULSEM znajdują się w sekcji
„PARAMETRY DRUTU I GAZU”.
Po wybraniu procesu MIG/MAG można wybrać cztery metody, wybierając TYP ŁUKU lewym
pokrętłem, a następnie naciskając WPROW.. WybierzZWARCIE/NATRYSK, PULSU lub
SUPER PULSE i naciśnij WPROW..
MIG/MAG
METODA SPAWANIA
TYP ŁUKU
ZWARCIE/NATRYSK
QSET
MATERIAŁ SPAWANY/TYP DRUTU
GAZ OSŁONOWY
ŚREDNICA DRUTU
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
MIG/MAG » TYP ŁUKU
ZWARCIE/NATRYSK
PULSU
SUPER PULSE
4.1 Ustawienia w menu ustawiania danych spawania
4.1.1 Spawanie MIG/MAG łukiem zwarciowym/natryskowym
MIG/MAG
WYŁ
Fe ER70S
CO2.
1,2 mm
MIG/MAG
MIG/MAG
W tabeli poniżej przedstawiono ustawienia i strukturę menu po wybraniu MIG/MAG » TYP
ŁUKU » ZWARCIE/NATRYSK i naciśnięciu NASTAWY.
Ustawienia Zakres ustawień W stopniach Zależnie
od
Regulacja
w synergii
synergii
Napięcie 8–60 V 0,25 V
x x
(wyświetlane z
jedną dziesiątą)
Prędkość drutu
1)
0,8 – 30,0 m/min 0,1 m/min x
Indukcyjność 0–100% 1% x x
Typ sterowania
0460 896 601
9)
1 - 12, 17 1 x x
- 20 -
© ESAB AB 2019
Page 21

4 SPAWANIE MIG/MAG
Ustawienia Zakres ustawień W stopniach Zależnie
od
Regulacja
w synergii
synergii
Tryb synergiczny
3)
Wartości startowe »
WYŁ. lub WŁ. - - 0,1 – 25 s 0,1 s x
Przedwypływ gazu
Wartości startowe »
WYŁ. lub WŁ. - x
Prędkość dojazdowa
Gorący start WYŁ. lub WŁ. - x
Gorący start » Czas
gorącego startu
9)
Gorący start » Prędkość
podawania spoiwa
9)
Gorący start » napięcie
0,0 – 10,0 s 0,1 s x
Pełny zakres
0,1 m/min x
podawania drutu
9)
8,0 – 60,0 V 0,25 V
x x
(wyświetlane z
jedną dziesiątą)
Wartości startowe »
„Touch sense”
5), 10)
Gorący start » Łagodny
10)
start
10–16 A (0–16 A)
WYŁ. lub WŁ. - x
Par. początk. R 8 - 60 0,25
(wyświetlane z
jedną dziesiątą)
Wartości końcowe »
WYŁ. lub WŁ. - x
Wypełnianie krateru
Wartości końcowe »
0 – 10 s 0,1 s x
Wypełnianie krateru »
Godzina
Wartości końcowe »
Wypełnianie krateru »
Końcowa prędkość drutu
Napięcie przy końcowym
1,5 m/min. przy
0,1 m/min x
bieżącej prędkości
podawania drutu
8 – 24,7 V x
wypełnianiu krateru
Czas końcowego
0,0 – 5,0 s 0,1 s x
wypełniania krateru
Wartości końcowe » Puls
odcięcia
9)
Wartości końcowe »
Release pulse
6)
Wartości końcowe » Czas
upalania elektrody
9)
10-120% 1 % x
WYŁ. lub WŁ.
0 – 1 s 0,01 s x
x
Wartości końcowe » SCT7)WŁ., WYŁ. lub SYN - x x
Wartości końcowe »
0,1 – 25 s 0,1 s x
Powypływ gazu
Limity konfiguracji 1–50 - - -
Limity parametrów 1–50 - - -
0460 896 601
- 21 -
© ESAB AB 2019
Page 22

4 SPAWANIE MIG/MAG
Ustawienia Zakres ustawień W stopniach Zależnie
od
Regulacja
w synergii
synergii
Spawanie punktowe »
Spawanie punktowe
Spawanie punktowe »
8)
WYŁ. lub WŁ. - x
0 – 25 s 0,1 s x
Czas spawania
punktowego
Edycja opisu » Klawiatura
1)
Zakres ustawień zależy od używanego podajnika drutu.
3)
Zakres ustawień zależy od używanego podajnika drutu. Linia synergiczna przy dostawie:
drut lity (FeER70S), gaz osłonowy CO2 z drutem o średnicy 1,2mm.
5)
Zakres 0–16A dotyczy źródeł zasilania z serii 5000.
6)
Zakres ustawień zależy od używanego podajnika drutu. Ustawiany w ustawieniach
domyślnych MIG/MAG menu konfiguracji.
7)
Włączenie funkcji SCT jest powiązane z czasem upalania elektrody wynoszącym -0,05s.
Gdy funkcja SCT jest wyłączona, zastosowanie ma zapisana wartość czasu upalania
elektrody. Gdy funkcja SCT jest skonfigurowana na linię SYNERGICZNĄ, jej wartość
(WŁ./WYŁ.) jest pobierana z linii synergicznej.
8)
Nie można wybrać spawania punktowego (WŁ.) w 4-taktowym trybie spustu uchwytu.
9)
Widoczne w zależności od ustawienia.
10)
Widoczne w zależności od podłączonego urządzenia.
4.1.2 Spawanie MIG/MAG z pulsem
W tabeli poniżej przedstawiono ustawienia i strukturę menu po wybraniu MIG/MAG » TYP
ŁUKU » PULSU i naciśnięciu NASTAWY.
Ustawienia Zakres ustawień W stopniach Zależnie
od
synergii
Napięcie 10 – 50 V 0,25 V
x x
(wyświetlane z
jedną dziesiątą)
Prędkość drutu
Prąd pulsujący2),
1)
9)
Czas trwania impulsu
Częstotliwość pulsacji
Prąd bazowy
Nachylenie
Tryb synergiczny
9)
9)
3)
0,8 – 30,0 m/min 0,1 m/min x
100–650 A 1 A x x
9)
1,7 - 25,5 ms 0,1 ms x
9)
16–312 Hz 2 Hz x
4 – 300 A 1 A x
1 – 9 1 x
WYŁ. lub WŁ. - -
Regulacja
w synergii
Charakterystyka impulsu
» WSPÓŁCZYNNIK-Ka
Charakterystyka impulsu
» WSPÓŁCZYNNIK-Ki
0460 896 601
0–100% 1% x
0–100% 1% x
- 22 -
© ESAB AB 2019
Page 23

4 SPAWANIE MIG/MAG
Ustawienia Zakres ustawień W stopniach Zależnie
od
synergii
Wartości startowe »
0,1 – 25 s 0,1 s x
Przedwypływ gazu
Wartości startowe »
WYŁ. lub WŁ. - x
Prędkość dojazdowa
Wartości startowe »
WYŁ. lub WŁ. - x
Łagodny start
Wartości startowe »
Parametr początkowy S
8 - 60 0,25
(wyświetlane z
x
jedną dziesiątą)
Wartości startowe »
WYŁ. lub WŁ. - x
Gorący start
Wartości startowe »
0,0 – 10,0 s 0,1 s x
Gorący start » Czas
gorącego startu
Wartości startowe »
Gorący start » Prędkość
Pełny zakres
podawania drutu
0,1 m/min x
podawania spoiwa
Regulacja
w synergii
Wartości startowe »
Gorący start » Napięcie
8,0 – 50,0 V 0,25 V
(wyświetlane z
jedną dziesiątą)
Wartości startowe »
„Touch sense”
5)
Prąd impulsu przy starcie
gorącym
2)
Natężenie prądu
10–16 A (0–16 A)
100–650 A 1 A x
4 – 300 A 1 A x
bazowego przy starcie
gorącym
Częstotliwość impulsu
16–312 Hz 2 Hz x
przy starcie gorącym
Par. początk. R 8,0 - 50,0 0,25
(wyświetlane z
jedną dziesiątą)
Wartości końcowe »
Wypełnianie krateru
WYŁ. lub BRAK
PULSOWANIA lub
- x
PULSOWANIE
Wartości końcowe »
0 – 10 s 0,1 s x
Wypełnianie krateru »
Godzina
x x
x
Wartości końcowe »
Wypełnianie krateru »
Prędkość drutu przy
końcowym wypełnianiu
krateru
Napięcie przy końcowym
wypełnianiu krateru
0460 896 601
1,5 m/min. przy
0,1 m/min x
bieżącej prędkości
podawania drutu
8 – 33,2 V x
- 23 -
© ESAB AB 2019
Page 24

4 SPAWANIE MIG/MAG
Ustawienia Zakres ustawień W stopniach Zależnie
od
Regulacja
w synergii
synergii
Końcowy prąd pulsu 100 - maks. A x
Końcowy prąd bazy 12 – 50 A x
Końcowa częstotliwość 20 – 270 Hz x
Czas końcowego
0,0 – 5,0 s 0,1 s x
wypełniania krateru
Wartości końcowe » Puls
20-200% 1 % x
odcięcia
Release pulse
6)
Wartości końcowe » Czas
WYŁ. lub WŁ.
0 – 1 s 0,01 s x
upalania elektrody
7)
SCT
Wartości końcowe »
WŁ., WYŁ. lub SYN - x x
0,1 – 25 s 0,1 s x
Powypływ gazu
Limity konfiguracji 1–50 - - -
Limity parametrów 1–50 - - -
Spawanie punktowe »
Spawanie punktowe
Spawanie punktowe »
8)
WYŁ. lub WŁ. - x
0 – 25 s 0,1 s x
Czas spawania
punktowego
Edycja opisu » Klawiatura
1)
Zakres ustawień zależy od używanego podajnika drutu.
2)
Minimalny prąd bazy i prąd pulsujący zależą od rodzaju używanego produktu.
3)
Linia synergiczna przy dostawie: drut lity (FeER70S), gaz osłonowy CO2 z drutem o
średnicy 1,2mm.
5)
Zakres 0–16 A dotyczy źródeł zasilania z serii 5000.
6)
Ustawiany w ustawieniach domyślnych MIG/MAG menu konfiguracji.
7)
Włączenie funkcji SCT jest powiązane z czasem upalania elektrody wynoszącym -0,05s.
Gdy funkcja SCT jest wyłączona, zastosowanie ma zapisana wartość czasu upalania
elektrody. Gdy funkcja SCT jest skonfigurowana na linię SYNERGICZNĄ, jej wartość
(WŁ./WYŁ.) jest pobierana z linii synergicznej.
8)
Nie można wybrać spawania punktowego (WŁ.) w 4-taktowym trybie spustu uchwytu.
9)
Widoczne w zależności od ustawienia.
10)
Widoczne w zależności od podłączonego urządzenia.
4.1.3 Spawanie MIG/MAG w trybie SuperPulse, pierwotne/wtórne, łuk
zwarciowy/natryskowy/z pulsem
W tabeli poniżej przedstawiono ustawienia i strukturę menu po wybraniu MIG/MAG » TYP
ŁUKU » SUPER PULSE i naciśnięciu NASTAWY.
0460 896 601
- 24 -
© ESAB AB 2019
Page 25

4 SPAWANIE MIG/MAG
Ustawienia Zakres ustawień W stopniach Zależnie
od
Regulacja
w synergii
synergii
Napięcie 8–60 V 0,25 V
x x
(wyświetlane z
jedną dziesiątą)
Prędkość drutu
1)
Faza Pierwotna lub
0,8 – 30,0 m/min 0,1 m/min x
- x
wtórna
Metoda Łuk
- x
zwarciowy/natrysko
wy lub z pulsem
Napięcie 10 – 50 V 0,25 V
x x
(wyświetlane z
jedną dziesiątą)
Szybkość podawania
1)
drutu
0,8 – 30,0 m/min 0,1 m/min x
Indukcyjność 0–100% 1% x x
Prąd pulsujący
2)
100–650 A 1 A x
Czas trwania impulsu 1,7 - 25,5 ms 0,1 ms x
Częstotliwość pulsacji 16–312 Hz 2 Hz x
Prąd bazowy 4 – 300 A 1 A x
Nachylenie 1 – 9 1 x
Ka 0–100% 1% x
Ki 0–100% 1% x
Rodzaj sterowania 1
Synergia
3)
WYŁ. lub WŁ. - - -
Czas spawania fazowego 0,10 – 2,50 s 0,01 s x
Przedwypływ gazu 0,1 – 25 s 0,1 s x
Prędkość dojazdowa WYŁ. lub WŁ. - x
Łagodny start WYŁ. lub WŁ. - x
Parametr początkowy S 8,0 - 60,0 0,25
x
(wyświetlane z
jedną dziesiątą)
Gorący start WYŁ. lub WŁ. - x
Czas gorącego startu 0,0 – 10,0 s 0,1 s x
Podawanie drutu przy
starcie gorącym
Pełny zakres
podawania drutu
0,1 m/min x
Napięcie przy starcie
gorącym
Prąd impulsu przy starcie
gorącym
2)
Natężenie prądu
bazowego przy starcie
gorącym
0460 896 601
Od -14 do +27 V -
100–650 A 1 A x
4 – 300 A 1 A x
- 25 -
© ESAB AB 2019
Page 26

4 SPAWANIE MIG/MAG
Ustawienia Zakres ustawień W stopniach Zależnie
od
Regulacja
w synergii
synergii
Częstotliwość impulsu
16–312 Hz 2 Hz x
przy starcie gorącym
Par. początk. R 8,0 - 50,0 0,25
x
(wyświetlane z
jedną dziesiątą)
„Touch sense”
5)
Wypełnianie krateru WYŁ. lub BRAK
10–16 A (0–16 A) x
- x
PULSOWANIA lub
PULSOWANIE
Czas wypełniania krateru 0 – 10 s 0,1 s x
Podawanie drutu przy
końcowym wypełnianiu
krateru
Napięcie przy końcowym
1,5 m/min. przy
0,1 m/min x
bieżącej prędkości
podawania drutu
8 – 33,2 V x
wypełnianiu krateru
Końcowy prąd pulsu 100 - maks. A x
Końcowy prąd bazy 12 – 50 A x
Końcowa częstotliwość 20 – 270 Hz x
Czas końcowego
0,0 – 5,0 s 0,1 s x
wypełniania krateru
Puls oddzielania %
Czas upalania elektrody 0 – 1 s 0,01 s x
SCT
7)
WŁ., WYŁ. lub SYN - x x
Powypływ gazu 0,1 – 25 s 0,1 s x
Limity konfiguracji 1–50 - - -
Limity parametrów 1–50 - - -
Spawanie punktowe WYŁ. lub WŁ. - x
Czas spawania
0 – 25 s 0,1 s x
punktowego
Release pulse
1)
Zakres ustawień zależy od używanego podajnika drutu.
2)
Minimalny prąd bazy i prąd pulsujący zależą od rodzaju używanego produktu.
3)
Linia synergiczna przy dostawie: drut lity (FeER70S), gaz osłonowy CO2 z drutem o
6)
WYŁ. lub WŁ. x
średnicy 1,2mm.
5)
Zakres 0–16 A dotyczy źródeł zasilania z serii 5000.
6)
Regulacja w KONFIGURACJA » MIG/MAG - DOMYŚLNE .
7)
Włączenie funkcji SCT jest powiązane z czasem upalania elektrody wynoszącym -0,05s.
Gdy funkcja SCT jest wyłączona, zastosowanie ma zapisana wartość czasu upalania
elektrody. Gdy funkcja SCT jest skonfigurowana na linię SYNERGICZNĄ, jej wartość
(WŁ./WYŁ.) jest pobierana z linii synergicznej.
9)
Widoczne w zależności od ustawienia.
0460 896 601
- 26 -
© ESAB AB 2019
Page 27

4 SPAWANIE MIG/MAG
10)
Widoczne w zależności od podłączonego urządzenia.
4.2 Objaśnienia funkcji dot. ustawień
Napięcie
Wyższe napięcie zwiększa długość łuku i wytwarza bardziej gorące, szersze jeziorko
spawalnicze.
Ustawienie napięcia różni się w trybie synergicznym i niesynergicznym. W trybie
synergicznym napięcie ustawiane jest jako dodatnie lub ujemne przesunięcie od linii
synergicznej napięcia. W trybie niesynergicznym wartość napięcia ustawiana jest jako
wartość bezwzględna.
Wartość napięcia jest ustawiana w trakcie pomiaru w menu USTAWIANIE PARAMETRÓW
SPAWANIA lub TRYB SZYBKI . Ustawienie można regulować za pomocą przystawki
zdalnego sterowania, kiedy jest używana.
Prędkość podawania drutu
Służy do ustawiania wymaganej szybkości podawania drutu spawalniczego w
metrach na minutę.
Prędkość podawania drutu jest ustawiana w menu POMIAR, USTAWIANIE PARAMETRÓW
SPAWANIA lub TRYB SZYBKI . Ustawienie można regulować za pomocą przystawki
zdalnego sterowania, kiedy jest używana.
Indukcyjność
Wyższa indukcyjność powoduje szersze jeziorko spawalnicze i mniej
rozprysków. Natomiast niższa indukcyjność wytwarza bardziej chropowaty
dźwięk, a zarazem stabilny, skupiony łuk.
Indukcyjność jest ustawiana w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Dotyczy tylko spawania MIG/MAG łukiem zwarciowym/ natryskowym.
Typ sterowania
Wpływa na proces zwarcia i ciepło w spoinie.
Ustawienia nie należy zmieniać.
Prąd pulsujący
Wyższa z wartości natężenia tych dwóch prądów w razie prądu pulsującego.
Prąd impulsu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA przy
wyłączonej funkcji synergii.
Dotyczy tylko spawania MIG/MAG z pulsem.
Czas trwania impulsu
Czas, w którym prąd pulsu jest włączony w okresie pulsu.
Prąd impulsu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA przy
wyłączonej funkcji synergii.
Dotyczy tylko spawania MIG/MAG z pulsem.
Częstotliwość pulsu
Okres pulsowania otrzymany z połączenia czasu prądu bazy z czasem prądu pulsu.
Częstotliwość impulsu jest ustawiana w menu USTAWIANIE PARAMETRÓW SPAWANIA
przy wyłączonej funkcji synergii.
0460 896 601
- 27 -
© ESAB AB 2019
Page 28

4 SPAWANIE MIG/MAG
Dotyczy tylko spawania MIG/MAG z pulsem.
Prąd bazowy
Niższa z wartości natężenia tych dwóch prądów w razie prądu pulsującego.
Natężenie prądu bazowego jest ustawiane w menu USTAWIANIE PARAMETRÓW
SPAWANIA przy wyłączonej funkcji synergii.
Dotyczy tylko spawania MIG/MAG z pulsem.
Prąd
Czas
Spawanie MIG/MAG z pulsem
A = prąd bazy
B = czas pulsu
C = czas okresu pulsu
D = prąd pulsu
Nachylenie
Nachylenie oznacza, że prąd pulsu powoli rośnie/maleje do wartości zadanej. Parametr
Nachylenie można ustawić w dziewięciu etapach, gdzie każdy etap odpowiada 100 µs.
Nachylenie jest ważne, jeśli chodzi o dźwięk. Strome nachylenie wytwarza głośniejszy i
ostrzejszy dźwięk. Zbyt łagodne nachylenie w najgorszym przypadku może zaburzyć
zdolność pulsu do oddzielania kropel.
Nachylenie jest ustawiane w menu USTAWIANIE PARAMETRÓW SPAWANIA przy
wyłączonej funkcji synergii.
Dotyczy tylko spawania MIG/MAG z pulsem.
Ka
Ka opisuje proporcjonalny przyrost wartości dla regulatora długości łuku. Wysoka wartość
oznacza, że sterownik będzie reagował szybciej na zmiany długości łuku.
Wartość Ka jest ustawiana w menu USTAWIANIE PARAMETRÓW SPAWANIA »
Charakterystyka impulsu przy wyłączonej funkcji synergii.
Dotyczy tylko spawania MIG/MAG z pulsem.
0460 896 601
- 28 -
© ESAB AB 2019
Page 29

4 SPAWANIE MIG/MAG
Ki
Ki opisuje całkowity przyrost wartości dla regulatora długości łuku. Aby uzyskać stabilną
regulację, należy utrzymywać ten parametr na niskim poziomie.
Wartość Ki jest ustawiana w menu USTAWIANIE PARAMETRÓW SPAWANIA »
Charakterystyka impulsu przy wyłączonej funkcji synergii.
Dotyczy tylko spawania MIG/MAG z pulsem.
Tryb synergiczny
Każda kombinacja rodzaju drutu, średnicy drutu i mieszaniny gazu wymaga określonego
połączenia prędkości podawania drutu i napięcia (długość łuku) w celu zapewnienia stabilnej
pracy łuku. Napięcie (długość łuku) automatycznie „dostosowuje się” do wybranej, wstępnie
zaprogramowanej linii synergicznej, co znacznie ułatwia szybkie wyszukanie prawidłowych
parametrów spawania. Połączenie między prędkością podawania drutu i innymi parametrami
nazywamy linią synergiczną.
Informacje na temat kombinacji drutu i gazu znajdują się w załączniku „PARAMETRY
DRUTU I GAZU” na końcu instrukcji.
Można zamówić inne pakiety linii synergicznych, lecz ich instalację musi przeprowadzić
technik autoryzowanego serwisu firmy ESAB.
Informacje na temat tworzenia własnych linii synergicznych można znaleźć w sekcji „Dane
synergiczne użytkownika”.
Włączanie synergii odbywa się w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Faza
W tej funkcji dokonuje się wyboru między fazą pierwotną i wtórną.
Wysoką wartość danych ustawia się w fazie pierwotnej, a niską wartość danych w fazie
wtórnej.
Ustawienia te są używane do ustalania, czy do edycji powinny być dostępne dane pierwotne
czy wtórne. Za ich pomocą ustala się również, które dane ulegają zmianie w trybie
pomiarowym i zdalnym. Prędkość podawania drutu wyświetlana na ekranie parametrów
oznacza prędkość w wybranej fazie. Jednak napięcie, natężenie prądu i moc spoiny bazują
na pomiarach przeprowadzonych w obu fazach.
Można wybrać różną synergię w fazie pierwotnej i wtórnej.
Fazy pierwotna i wtórna są ustawiane na ekranie MIG/MAG - USTAWIENIA przy wybraniu
opcji Superpulse i wyłączeniu synergii.
Przedwypływ gazu
Kontrola czasu, w którym wypływa gaz osłonowy przed zajarzeniem łuku.
Przedwypływ gazu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY STARTOWE .
Prędkość dojazdowa
Prędkość dojazdu podaje drut z prędkością 1,5m/min, aż nastąpi kontakt
elektryczny z obrabianym przedmiotem.
Prędkość dojazdu jest ustawiana w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY STARTOWE .
0460 896 601
- 29 -
© ESAB AB 2019
Page 30

4 SPAWANIE MIG/MAG
Łagodny start
Łagodny start oznacza, że w momencie zwarcia między drutem spawalniczym i przedmiotem
obrabianym podawanie drutu zostaje zatrzymane. Podajnik drutu zaczyna cofać drut
spawalniczy do czasu przerwania zwarcia z przedmiotem obrabianym i zajarzenia łuku.
Następnie podajnik drutu rozpoczyna podawanie drutu w prawidłowym kierunku i rozpoczyna
się spawanie.
Łagodny start jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY STARTOWE .
Ustawienie dotyczy spawania z podajnikami drutu, które obsługują cofanie drutu.
Par. początk. R
Parametr początkowy R umożliwia dostrojenie łuku elektrycznego podczas rozpoczynania
spawania. Parametr ten można ustawić w zakresie od 8,0 do 60,0, co 0,25. Funkcja ta jest
widoczna lub umożliwia regulację wyłącznie, jeśli nie jest aktywna funkcja synergii (a więc
wybraną metodą spawania jest krótki łuk).
Gorący start
Funkcja „start gorący” zwiększa prędkość podawania drutu i napięcie przez określony czas
przy starcie procesu spawania. Głównym celem tego działania jest dostarczenie dodatkowej
energii przy starcie spawania, co zmniejsza ryzyko słabego przetopu na początku spoiny.
Synergia - start gorący
Można zwiększyć prędkości podawania drutu w określonym czasie w porównaniu do
bieżącej prędkości podawania drutu, aby dostarczyć dodatkową energię podczas startu
spawania i zapewnić penetrację. Prędkość ustawia się względem standardowej prędkości
podawania drutu. Czas rozpoczyna się w momencie zajarzenia łuku, a jego długość to
ustawiony czas funkcji „Hot start”. Synergia zapewnia wzrost prędkości podawania drutu o 2
m/min.
Brak synergii - start gorący
W przypadku wybrania braku synergii można ustawić napięcie.
W przypadku braku synergii i pulsowania można ustawić napięcie, prąd pulsu, prąd bazy i
częstotliwość.
UWAGA!
Można ustawić wartości ujemne dla prędkości podawania drutu i napięcia funkcji
„Hot start”. Można to wykorzystać przy dużych wartościach danych spawania, aby
uzyskać płynny start spawania poprzez początkowe „krokowe zwiększanie” danych
spawania.
Start gorący jest włączany w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY STARTOWE .
„Touch sense”
System wykrywa, kiedy drut dotyka przedmiotu obrabianego.
Opcja „touch sense” jest ustawiana w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY STARTOWE .
Dotyczy tylko spawania zrobotyzowanego.
Wypełnianie krateru
Wypełnianie krateru umożliwia kontrolowaną redukcję ciepła i wielkości jeziorka
spawalniczego podczas kończenia spoiny. Ułatwia to uniknięcie porów, pęknięć cieplnych i
tworzenia się krateru w spoinie.
0460 896 601
- 30 -
© ESAB AB 2019
Page 31

4 SPAWANIE MIG/MAG
W trybie spawania z pulsem można wybrać między wypełnianiem krateru z pulsem i bez
pulsu. Wypełnianie krateru bez pulsu jest szybszym procesem. Wypełnianie krateru z pulsem
trwa nieco dłużej, ale zapewnia proces bez rozprysków, kiedy stosowane są odpowiednie
wartości.
Synergia - wypełnianie krateru
W trybie synergii, czas wypełniania krateru i końcowa prędkość podawania drutu są
ustawione w wypełnianiu krateru z pulsem i bez pulsu. Parametry napięcia i pulsu spadają
do wartości końcowych za pomocą synergii.
Brak synergii - wypełnianie krateru
W trybie bez synergii, ustawienia można zmieniać, aby uzyskać inną długość łuku na końcu
wypełniania krateru. Można ustawić także czas końcowy wartości końcowej wypełniania
krateru.
W przypadku wypełniania krateru bez pulsu, można ustawić napięcie końcowe. W przypadku
wypełniania krateru z pulsem, można ustawić napięcie końcowe, końcowy prąd pulsu,
końcowy prąd bazy i częstotliwość końcową.
W przypadku spawania ciągłego, końcowe wartości parametrów zawsze muszą być równe
lub niższe od wartości zadanych. Jeśli ustawienia spawania ciągłego spadną poniżej
końcowych wartości zadanych, spowodują również obniżenie wartości końcowych. Wartości
końcowe parametrów nie wzrosną ponownie, jeśli zostanie zwiększone ustawienie spawania
ciągłego.
Przykład: Końcowa prędkość podawania drutu wynosi 4 m/min. i zostaje obniżona prędkość
podawania drutu do 3,5 m/min. Końcowa prędkość podawania drutu również zostanie
obniżona do 3,5 m/min. Końcowa prędkość podawania drutu pozostaje na poziomie 3,5
m/min., nawet kiedy prędkość podawania drutu zostanie ponownie zwiększona.
Wypełnianie krateru jest włączane na ekranie pomiarów lub w menu USTAWIANIE
PARAMETRÓW SPAWANIA » PARAMETRY KOŃCOWE .
Puls odcięcia
Puls odcięcia to puls stosowany do zapewnienia, że przy kończeniu spawania nie utworzy
się kulka na końcu drutu.
Dotyczy spawania MIG/MAG z łukiem zwarciowym/natryskowym i prądem pulsującym. Przy
spawaniu z pulsem, zakończenie jest zsynchronizowane z pulsem, kończąc go.
Puls odcięcia jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY KOŃCOWE .
Czas upalania elektrody
Czas upalania elektrody to opóźnienie między rozpoczęciem hamowania drutu,
a wyłączeniem napięcia spawania przez źródło prądu. Zbyt krótki czas upalania
sprawi, że po zakończeniu spawania pozostanie długi odcinek drutu do
spawania, co grozi dostaniem się drutu do krzepnącego jeziorka spawalniczego.
Zbyt długi czas upalania sprawi, że końcówka drutu do spawania będzie krótsza,
co grozi ponownym zajarzeniem przez drut końcówki kontaktowej.
Czas upalania elektrody jest ustawiany w USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY KOŃCOWE .
Zakończenie przez zwarcie (SCT)
SCT to funkcja, która generuje niewielkie wielokrotne zwarcia na koniec spawania, dopóki
podawanie drutu nie zostanie całkowicie zatrzymane i kontakt z przedmiotem obrabianym
nie zostanie przerwany.
0460 896 601
- 31 -
© ESAB AB 2019
Page 32

4 SPAWANIE MIG/MAG
Funkcja SCT nie może być używana z drutem rdzeniowym.
Zakończenie
Wybrać opcję Końcowy puls lub SCT (Short Circuit Termination).
Zakończenie jest ustawiane w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY KOŃCOWE .
Ustawienie dotyczy spawania z podajnikami drutu, które obsługują cofanie drutu.
Release pulse
System wykryje ewentualne zaklinowanie drutu w przedmiocie obrabianym. Zostaje wysłany
impuls prądu, który uwalnia drut z powierzchni.
Dotyczy spawania MIG/MAG z łukiem zwarciowym/natryskowym i prądem pulsującym.
Podczas pulsowania zakończenie jest synchronizowane z pulsem, pulsem końcowym, który
można ustawić w zakresie od 20 do 200%.
Ustawienie jest regulowane w menu KONFIGURACJA » MIG/MAG - DOMYŚLNE .
Powypływ gazu
Kontrola czasu, w którym wypływa gaz osłonowy po wygaszeniu łuku.
Powypływ gazu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA »
PARAMETRY KOŃCOWE .
Limity konfiguracji i limity parametrów
W limitach wybiera się wartość limitu. Więcej informacji o ustawieniach można uzyskać w
sekcjach „Edytor limitów nastaw” oraz „Edytor limitów pomiarów”.
Limity są ustawiane w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Spawanie punktowe
Spawanie punktowe służy do spawania przez krótki, wstępnie ustawiony czas.
Spawanie punktowe jest używane do łączenia punktowego cienkich blach.
Do uruchamiania spawania punktowego i ustawiania czasu spawania punktowego służy
menu USTAWIANIE PARAMETRÓW SPAWANIA » SPAWANIE PUNKTOWE .
Wprowadzanie drutu
Wprowadzanie drutu jest używane do podawania drutu bez załączonego
napięcia spawania. Drut jest podawany tak długo, jak długo przytrzymywany jest
przycisk.
Płukanie gazem
Płukanie gazem jest używane przy pomiarze przepływu gazu lub wypłukiwaniu
powietrza lub wilgoci z przewodów gazowych przed rozpoczęciem spawania.
Płukanie gazem trwa tak długo, jak wciskany jest przycisk i odbywa się bez
napięcia i podawania drutu.
4.2.1 Funkcja QSet
QSet służy do ułatwiania ustawiania parametrów spawania. Używając pokręteł plus/ minus,
można zwiększać lub zmniejszać długość łuku od -18 do + 18 stopni.
ŁUK ZWARCIOWY
0460 896 601
- 32 -
© ESAB AB 2019
Page 33

4 SPAWANIE MIG/MAG
Przy pierwszym spawaniu przy użyciu nowego typu drutu/ gazu, funkcja QSet automatycznie
ustawia wszystkie wymagane parametry spawania. Następnie funkcja QSet zapisuje
wszystkie dane, aby zagwarantować dobre spawanie. Napięcie zostaje automatycznie
dopasowane do zmian prędkości podawania drutu.
ŁUK NATRYSKOWY
Zbliżając się do obszaru łuku natryskowego, wartość funkcji QSet musi zostać zwiększona.
Funkcję QSet należy wyłączyć przy spawaniu czystym łukiem natryskowym. Wszystkie
ustawienia są pobierane z funkcji QSet oprócz napięcia, które należy ustawić.
Zalecenie: Wykonaj pierwsze spawanie (6 sekund) przy użyciu funkcji QSet na elemencie
próbnym, aby uzyskać wszystkie prawidłowe dane.
Wartość QSet ustawia się w menu ustawiania parametrów spawania dla procesu MIG/MAG i
metody ZWARCIOWY/NATRYSKOWY.
4.2.2 Grupa synergii
W przypadku spawania zmechanizowanego dostępne są trzy grupy synergii:
• STANDARD
• ROBOT
• SO
Stosunek między szybkością spawania i grubością materiału dla poszczególnych
grup synergii:
Grubość materiału
Szybkość spawania
A = linia STANDARDOWY
B = linia ROBOT
C = linia SAT
Grupa synergii ROBOT służy do spawania zrobotyzowanego lub innego spawania
zmechanizowanego. Grupa przeznaczona do wyższych szybkości transferu, niż spawanie na
standardowych liniach.
0460 896 601
- 33 -
© ESAB AB 2019
Page 34

4 SPAWANIE MIG/MAG
Skrót SAT oznacza Swift Arc Transfer (z ang. szybki transfer łuku). Ta grupa synergii jest
przeznaczona do wysokich szybkości transferu, do ekstremalnych kątów i grubości
materiału 2-3 mm.
Informacje na temat kombinacji drutu i gazu dla SAT znajdują się w załączniku
„PARAMETRY DRUTU I GAZU” na końcu instrukcji.
Grupę synergii ustawia się w menu ustawiania danych spawania dla procesu MIG/MAG.
4.3 SuperPulse
MENU GŁÓWNE » METODA SPAWANIA » TYP ŁUKU
UWAGA!
Metoda SuperPulse jest dostępna i widoczna dla wybranych podajników drutu, które
mogą obsłużyć dodatkowe naprężenie związane z tą metodą.
Metoda SuperPulse umożliwia lepszą kontrolę jeziorka spawalniczego i procesu krzepnięcia.
Jeziorko spawalnicze ma dość czasu na częściowe krzepnięcie między kolejnymi pulsami.
Korzyści ze stosowania SuperPulse:
• Mniejsza wrażliwość na zmiany w odstępie rowka
• Lepsza kontrola nad jeziorkiem spawalniczym w trakcie spawania pozycyjnego
• Lepsza kontrola penetracji i profilu penetracji
• Obniżona wrażliwość na nierówne przewodzenie ciepła
Metodę SuperPulse można traktować jako zaprogramowaną zmianę między dwoma
ustawieniami MIG/MAG. Przedziały czasu określane są przez ustawienia czasu fazy
pierwotnej i wtórnej.
Spawanie zawsze rozpoczyna się w fazie pierwotnej. Kiedy zostanie wybrana funkcja „Hot
start”, dane pierwotne będą użyte w czasie jej trwania w uzupełnieniu czasu fazy dla danych
pierwotnych. Wypełnianie krateru zawsze bazuje na danych wtórnych. Po wydaniu polecenia
przerwania w czasie fazy pierwotnej, proces natychmiast przełącza się na dane wtórne.
Zakończenie spawania bazuje na danych wtórnych.
4.3.1 Kombinacje drutu i gazu
Informacje na temat kombinacji drutu i gazu znajdują się w załączniku „PARAMETRY
DRUTU I GAZU” na końcu instrukcji.
4.3.2 Różne metody pulsacji
Poniżej można sprawdzić, jakiej należy użyć metody pulsacji w zależności od grubości
spawanej blachy.
0460 896 601
- 34 -
© ESAB AB 2019
Page 35

4 SPAWANIE MIG/MAG
Ciepło
Grubość blachy
A = Pulsacja w fazie pierwotnej i łuk zwarciowy w fazie wtórnej
B = Pulsacja w fazie pierwotnej i pulsacja w fazie wtórnej
C = Łuk natryskowy w fazie pierwotnej i pulsacja w fazie wtórnej
4.3.3 Podajnik drutu
Środki ostrożności!
W trakcie używania metody SuperPulse występuje znaczne obciążenie podajnika drutu. Ze
względu na bezpieczeństwo pracy podajnika drutu należy przestrzegać limitów podanych na
poniższym wykresie.
0460 896 601
- 35 -
© ESAB AB 2019
Page 36

4 SPAWANIE MIG/MAG
Różnica w prędkości podawania drutu
Wykresy dla 15m/min. i 20m/min. dotyczą pierwotnej prędkości podawania drutu. Czas
cyklu to suma czasu fazy pierwotnej i wtórnej.
Różnica między pierwotną i wtórną prędkością podawania drutu nie może przekraczać
prędkości, która jest wskazana przez wykresy pierwotnej prędkości drutu.
Przykład: Jeśli czas cyklu wynosi 0,25 s, a pierwotna prędkość podawania drutu wynosi
15m/min, różnica między pierwotną i wtórną prędkością podawania drutu nie może
przekraczać 6m/min.
Przykład spawania A
W tym przykładzie spawamy blachę o grubości 10 mm za pomocą drutu aluminiowego
1,2 mm w osłonie argonu.
Wprowadź następujące ustawienia za pomocą panelu sterowania:
Proces
Faza
Metoda
Drut
Gaz osłonowy
Średnica drutu
Napięcie
SuperPulse
Pierwotna
Łuk zwarciowy/ natryskowy
AlMgER5356
Ar
1,2 mm
(+1,0 V)
SuperPulse
Wtórna
Pulsacja
AlMgER5356
Ar
1,2 mm
(+3,0 V)
Szybkość podawania drutu
Czas fazy
15,0 m/min
0,1 s
11,0 m/min
0,1 s
Czas fazy pierwotnej i wtórnej wynosi 0,1 s + 0,1 s = 0,2 s.
Różnica w prędkości podawania drutu wynosi 15,0 m/min. - 11,0 m/min. = 4 m/min.
0460 896 601
- 36 -
© ESAB AB 2019
Page 37

4 SPAWANIE MIG/MAG
Przykład spawania B
W tym przykładzie spawamy blachę o grubości 6 mm za pomocą drutu aluminiowego
1,2 mm w osłonie argonu.
Wprowadź następujące ustawienia za pomocą panelu sterowania:
Proces
Faza
Metoda
Drut
Gaz osłonowy
Średnica drutu
Napięcie
Szybkość podawania drutu
Czas fazy
SuperPulse
Pierwotna
Pulsacja
AlMgER5356
Ar
1,2 mm
(+1,0 V)
12,5 m/min
0,15 s
SuperPulse
Wtórna
Pulsacja
AlMgER5356
Ar
1,2 mm
(+2,0 V)
9,0 m/min
0,15 s
Czas fazy pierwotnej i wtórnej wynosi 0,15 s + 0,15 s = 0,3 s.
Różnica w prędkości podawania drutu wynosi 12,5 m/min. - 9,0 m/min. = 3,5 m/min.
0460 896 601
- 37 -
© ESAB AB 2019
Page 38

5 SPAWANIE MMA
5 SPAWANIE MMA
MENU GŁÓWNE » METODA SPAWANIA » MMA
Spawanie MMA określane jest również spawaniem z wykorzystaniem elektrod otulonych.
Podczas zajarzania łuku elektroda topi się, a jej otulina wytwarza żużel ochronny.
Informacje na temat średnic elektrod, które mogą być używane przy spawaniu MMA znajdują
się w załączniku „PARAMETRY DRUTU I GAZU” na końcu instrukcji.
MMA
METODA SPAWANIA
TYP ŁUKU
TYP ELEKTRODY
ŚREDNICA ELEKTRODY
ZASADOWA
MMA
DC-STAŁY
3,2 mm
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
5.1 MMA
W tabeli poniżej przedstawiono ustawienia i strukturę menu po wybraniu MMA i naciśnięciu
NASTAWY.
Ustawienia Zakres ustawień W stopniach Zależnie
od
synergii
Prąd
1)
16–650 A 1 A x
Moc łuku 0–100% 1% x
Min. współczynnik
0–100% 1% x
prądowy
Regulacja
w synergii
Typ sterowania 0 - 1 x
Tryb synergiczny WYŁ. lub WŁ. - - -
Gorący start WYŁ. lub WŁ. - x
Czas „startu gorącego” 1 – 30 1 x
Amplituda „startu
0–100% 1 x
gorącego”
Limity konfiguracji 0 - 50 1 - -
Limity parametrów 0 - 50 1 - -
Edycja opisu » Klawiatura
1)
Maksymalne natężenie prądu zależy od typu używanego produktu.
5.2 Objaśnienia funkcji dot. ustawień
DC, prąd stały
Większe natężenie prądu wytwarza szersze jeziorko spawalnicze i zapewnia
lepszą penetrację w przedmiocie obrabianym.
0460 896 601
- 38 -
© ESAB AB 2019
Page 39

5 SPAWANIE MMA
Prąd ustawia się w menu pomiaru, ustawiania parametrów spawania lub trybu szybkiego.
Moc łuku
Moc łuku ma istotne znaczenie przy ustalaniu zmian prądu w stosunku do zmian
długości łuku. Niższa wartość oferuje łagodniejszy łuk z mniejszą ilością
rozprysków.
Moc łuku ustawia się w menu danych spawania po wyłączeniu funkcji synergii.
Min. współczynnik prądowy
Ustawienie min. współczynnika prądowego wykorzystuje się w przypadku określonych
elektrod.
Ustawienia nie należy zmieniać.
Typ sterowania
Wpływa na proces zwarcia i ciepło w spoinie.
Ustawienia nie należy zmieniać.
Synergia
Synergia w przypadku spawania MMA oznacza, że źródło prądu automatycznie
optymalizuje właściwości wybranego typu i średnicy elektrody.
Synergię dla spawania MMA uruchamia się w menu ustawiania danych spawania.
Gorący start
Gorący start zwiększa natężenie prądu spawania przez regulowany czas na
początku spawania, redukując ryzyko wystąpienia braku przetopu na początku
spoiny.
Funkcję „Hot start” dla metody MMA uruchamia się w menu ustawiania danych spawania.
Limity konfiguracji i limity parametrów
W limitach wybiera się wartość limitu. Więcej informacji o ustawieniach można uzyskać w
sekcjach „Edytor limitów nastaw” oraz „Edytor limitów pomiarów” w rozdziale „NARZĘDZIA”.
Limity aktywuje się w menu ustawiania danych spawania.
0460 896 601
- 39 -
© ESAB AB 2019
Page 40

6 SPAWANIE TIG
6 SPAWANIE TIG
MENU GŁÓWNE » METODA SPAWANIA » TIG
Spawanie TIG
Spawanie metodą TIG topi metal przedmiotu obrabianego, wykorzystując łuk
zajarzony od elektrody wolframowej, która się nie topi. Jeziorko spawalnicze i
elektroda są zabezpieczone gazem osłonowym.
Prąd pulsujący
Pulsowanie umożliwia lepszą kontrolę jeziorka spawalniczego i procesu
krzepnięcia. Częstotliwość impulsów jest tak ustawiana, aby jeziorko
spawalnicze zdążyło przynajmniej częściowo zakrzepnąć między każdym
impulsem. Do ustawienia pulsowania wymagane są cztery parametry: prąd
pulsujący, czas pulsowania, czas przerwy między impulsami i prąd bazowy.
TIG
METODA SPAWANIA
TYP ŁUKU
RODZAJ ZAJARZANIA ŁUKU
TRYB PRACY SPUSTEM UCHWYTU
CIĄGŁY/STAŁY-DC
BEZSTYKOWY-HF/Z
JONIZATOREM
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
6.1 Ustawienia w menu ustawiania danych spawania
6.1.1 Spawanie TIG bez pulsowania
W tabeli poniżej przedstawiono ustawienia i strukturę menu dla spawania TIG bez
pulsowania
Ustawienia Zakres ustawień W stopniach
Metoda uruchamiania HF lub LiftArc™ -
Live TIG-start
1)
Tryb spustu uchwytu
2)
- 2-taktowe lub 4-taktowe -
TIG
2-STROKE.
Poniższe ustawienia są dostępne po wybraniu opcji METODA SPAWANIA » TIG i
naciśnięciu NASTAWY.
1)
Prąd
Czas narastania prądu (Slope up)
4–500 A 1 A
2)
0 – 25 s 0,1 s
Czas opadania prądu (Slope down)2)0 – 25 s 0,1 s
Przedwypływ gazu
Powypływ gazu
2)
2)
Automatyczny impuls rozruchowy
2)
HF
0460 896 601
0 – 25 s 0,1 s
0 – 25 s 0,1 s
WYŁ. lub WŁ. -
- 40 -
© ESAB AB 2019
Page 41

6 SPAWANIE TIG
Ustawienia Zakres ustawień W stopniach
Impuls rozruchowy HF
2)
4–500 A 1 A
Limity konfiguracji 0 - 50 1
Limity parametrów 0 - 50 1
Spawanie punktowe » Spawanie
WYŁ. / WŁ. -
punktowe
Spawanie punktowe » Czas
0 – 25 s 0,1 s
spawania punktowego
Edycja opisu » Klawiatura
1)
Zależnie od typu używanego produktu.
2)
Nieprawidłowe/niewidoczne w przypadku funkcji Live TIG-start.
6.1.2 Spawanie TIG z pulsowaniem
W tabeli poniżej przedstawiono ustawienia i strukturę menu dla spawania TIG z
pulsowaniem.
Ustawienia Zakres ustawień W stopniach
Metoda uruchamiania HF lub LiftArc™ -
Tryb spustu uchwytu 2-taktowe lub 4-taktowe -
Poniższe ustawienia są dostępne po wybraniu opcji METODA SPAWANIA » TIG i
naciśnięciu NASTAWY.
Prąd pulsujący
1)
Prąd bazowy 4 – 500 A 1 A
4–500 A 1 A
Czas trwania impulsu 0,001 – 5 s 0,001 s
Czas przerwy między impulsami 0,001 – 5 s 0,001 s
Czas narastania prądu (Slope up) 0 – 25 s 0,1 s
Czas opadania prądu (Slope down) 0 – 25 s 0,1 s
Przedwypływ gazu 0 – 25 s 0,1 s
Powypływ gazu 0 – 25 s 0,1 s
Automatyczny impuls rozruchowyHFWYŁ. lub WŁ. -
Impuls rozruchowy HF 4 – 500 A 1 A
Limity konfiguracji 0 - 50 1
Limity parametrów 0 - 50 1
Spawanie punktowe » Spawanie
0 – 25 s 0,1 s
punktowe
Spawanie punktowe » Czas
WYŁ. / WŁ. -
spawania punktowego
Edycja opisu » Klawiatura
1)
Maksymalne natężenie prądu zależy od typu używanego produktu.
0460 896 601
- 41 -
© ESAB AB 2019
Page 42

6 SPAWANIE TIG
6.2 Objaśnienia funkcji dot. ustawień
Start HF
Funkcja Start HF zajarza łuk za pomocą iskry powstałej w wyniku przybliżenia
elektrody do przedmiotu obrabianego.
LiftArc™
Funkcja LiftArc™ zajarza łuk po przyłożeniu i wycofaniu elektrody od przedmiotu
obrabianego.
Zajarzanie łuku za pomocą funkcji LiftArc™:
1. Dotknąć elektrodą przedmiotu obrabianego.
2. Nacisnąć spust – nastąpi dopływ prądu o niskim natężeniu.
3. Odsunąć elektrodę od przedmiotu obrabianego: nastąpi zajarzenie łuku i prąd
automatycznie wzrośnie do wartości zadanej.
Funkcja LiftArc™ jest uruchamiana w MENU GŁÓWNE » RODZAJ ZAJARZANIA ŁUKU.
Live TIG-start
Funkcja Live TIG-start zajarza łuk po przyłożeniu i wycofaniu elektrody wolframowej do
przedmiotu obrabianego.
- Funkcja „Live TIG-start” jest uruchamiana w menu METODA SPAWANIA .
0460 896 601
- 42 -
© ESAB AB 2019
Page 43

6 SPAWANIE TIG
2-taktowe
A = Przedwypływ gazu
B = Narastanie
C = Opadanie
D = Powypływ gazu
Działa, kiedy używane jest 2-taktowe sterowanie palnikiem spawalniczym.
W sterowaniu 2-taktowym, naciśnięcie spustu (1) palnika spawalniczego TIG uruchamia
przedwypływ gazu (jeśli używany) i zajarza łuk. Następuje wzrost natężenia prądu do
wartości zadanej (sterowany przez funkcję Slope up, jeśli używana). Zwolnienie spustu (2)
zmniejsza natężenie prądu (lub uruchamia funkcję Slope down, jeśli używana) i wygasza
łuk. Następuje powypływ gazu, jeśli jest używany.
2-takt jest uruchamiany w menu MENU GŁÓWNE » TRYB SPUSTU lub na ekranie
pomiarów.
4-taktowe
A = Przedwypływ gazu
B = Narastanie
C = Opadanie
D = Powypływ gazu
Działa, kiedy używane jest 4-taktowe sterowanie palnikiem spawalniczym.
W sterowaniu 4-taktowym, naciśnięcie spustu (1) uruchamia przedwypływ gazu (jeśli
używany). Na koniec czasu przedwypływu gazu wzrasta natężenie prądu do poziomu pilota
(kilka amperów) i następuje zajarzenie łuku. Zwolnienie spustu (2) zwiększa natężenie
prądu do wartości zadanej (z funkcją Slope up, jeśli używana). Pod koniec spawania,
spawacz ponownie naciska spust (3), co znów zmniejsza natężenie prądu do poziomu
kontrolnego (z funkcją Slope down, jeśli używana). Ponowne zwolnienie spustu (4) wygasza
łuk i uruchamia powypływ gazu.
4-takt jest uruchamiany w menu MENU GŁÓWNE » TRYB SPUSTU lub na ekranie
POMIAR .
Prąd
Większe natężenie prądu wytwarza szersze jeziorko spawalnicze i zapewnia lepszą
penetrację w przedmiocie obrabianym.
Prąd ustawia się w menu pomiaru, menu ustawiania parametrów spawania lub menu trybu
szybkiego.
Dotyczy tylko spawania TIG prądem stałym.
Prąd pulsujący
Wyższa z wartości natężenia tych dwóch prądów w razie prądu pulsującego. Pulsacja
dotyczy również funkcji Slope up i Slope down.
Prąd impulsu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Dotyczy tylko spawania TIG z pulsem.
0460 896 601
- 43 -
© ESAB AB 2019
Page 44

6 SPAWANIE TIG
Prąd bazowy
Niższa z wartości natężenia tych dwóch prądów w razie prądu pulsującego.
Natężenie prądu bazowego jest ustawiane w menu USTAWIANIE PARAMETRÓW
SPAWANIA .
Dotyczy tylko spawania TIG z pulsem.
Czas trwania impulsu
Czas, w którym prąd pulsu jest włączony w okresie pulsu.
Czas impulsu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Dotyczy tylko spawania TIG z pulsem.
Czas przerwy między impulsami
Okres pulsowania otrzymany z połączenia czasu prądu bazy z czasem prądu pulsu.
Czas impulsu bazowego jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Dotyczy tylko spawania TIG z pulsem.
Prąd
Spawanie TIG z pulsem.
A = prąd bazy
B = czas bazy
C = czas pulsu
D = prąd pulsu
Narastanie prądu
Funkcja narastania prądu oznacza, że podczas zajarzania łuku TIG prąd powoli
wzrasta do wartości zadanej. Zapewnia to „łagodniejsze” rozgrzewanie
elektrody, a także daje spawaczowi możliwość odpowiedniego ustawienia
elektrody, zanim zostanie osiągnięty zadany prąd spawania.
Czas
Narastanie jest ustawiane w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Opadanie prądu
Spawanie TIG wykorzystuje „opadanie”, czyli powolny spadek natężenia prądu
w określonym czasie, co umożliwia uniknięcie kraterów i/lub pęknięć po
zakończeniu spawania.
Opadanie jest ustawiane w menu USTAWIANIE PARAMETRÓW SPAWANIA .
0460 896 601
- 44 -
© ESAB AB 2019
Page 45
6 SPAWANIE TIG
Przedwypływ gazu
Kontrola czasu, w którym wypływa gaz osłonowy przed zajarzeniem łuku.
Przedwypływ gazu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Powypływ gazu
Kontrola czasu, w którym wypływa gaz osłonowy po wygaszeniu łuku.
Powypływ gazu jest ustawiany w menu USTAWIANIE PARAMETRÓW SPAWANIA .
Automatyczny impuls rozruchowy HF
Ta funkcja służy do szybkiego uzyskania stabilnego łuku.
Spawanie punktowe
Spawanie punktowe służy do spawania przez krótki, wstępnie ustawiony czas.
Spawanie punktowe jest używane do łączenia punktowego cienkich blach.
Do uruchamiania spawania punktowego i ustawiania czasu spawania punktowego służy
menu USTAWIANIE PARAMETRÓW SPAWANIA » SPAWANIE PUNKTOWE .
Płukanie gazem
Płukanie gazem jest używane przy pomiarze przepływu gazu lub wypłukiwaniu
powietrza lub wilgoci z przewodów gazowych przed rozpoczęciem spawania.
Płukanie gazem trwa tak długo, jak wciskany jest przycisk i odbywa się bez
napięcia i podawania drutu.
Przepłukiwanie gazem jest włączane na ekranie POMIAR .
0460 896 601
- 45 -
© ESAB AB 2019
Page 46
7 ŻŁOBIENIE ŁUKOWE
7 ŻŁOBIENIE ŁUKOWE
MENU GŁÓWNE » METODA SPAWANIA » ŻŁOBIENIE
Do żłobienia elektropowietrznego używa się specjalnych elektrod wykonanych z węglowego
pręta w miedzianej otulinie.
Łuk powstaje między węglowym prętem i przedmiotem obrabianym, topiąc materiał.
Powietrze doprowadza się w celu zdmuchnięcia stopionego materiału.
Do żłobienia łukowego można używać elektrod o następujących średnicach: 4,0; 5,0; 6,0; 8,0
i 10mm.
Żłobienie łukowe nie jest zalecane w przypadku źródeł prądu poniżej 400 A.
ŻŁOBIENIE
METODA SPAWANIA
ŚREDNICA ELEKTRODY
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
ŻŁOBIENIE
7.1 Ustawienia w menu ustawiania danych spawania
W tabeli poniżej przedstawiono ustawienia i strukturę menu po wybraniu ŻŁOBIENIE i
naciśnięciu NASTAWY.
Ustawienia Zakres ustawień W stopniach
Napięcie 8–60 V 1 V
Edycja opisu » Klawiatura
7.2 Objaśnienia funkcji
Napięcie
Wyższe napięcie wytwarza szersze jeziorko i zapewnia lepszą penetrację w przedmiocie
obrabianym.
5 mm
Napięcie ustawia się w menu parametrów, ustawiania danych spawania lub trybu szybkiego.
0460 896 601
- 46 -
© ESAB AB 2019
Page 47

8 ZARZĄDZANIE PAMIĘCIĄ
8 ZARZĄDZANIE PAMIĘCIĄ
8.1 Metoda pracy panelu sterowania
Panel sterowania składa się z dwóch urządzeń: pamięci roboczej i pamięci danych
spawania.
Zapisz Pamięć danych spawania
Pamięć robocza Pobierz
W pamięci roboczej tworzony jest kompletny zestaw danych spawania, który można zapisać
w pamięci danych spawania.
Podczas spawania to zawsze zawartość pamięci roboczej steruje procesem. Dlatego też jest
również możliwe pobranie zestawu danych spawania z pamięci danych spawania do pamięci
roboczej.
Należy zwrócić uwagę, że pamięć robocza zawsze zawiera najbardziej aktualny zestaw
danych spawania. Można go pobrać z pamięci danych spawania lub z ustawień zmienionych
ręcznie. Innymi słowy, pamięć robocza nigdy nie jest pusta ani „wyzerowana”.
MENU GŁÓWNE » PROGRAM » PAMIĘĆ DANYCH SPAWANIA
MIG/MAG
METODA SPAWANIA
TYP ŁUKU
QSET
SYNERGY GROUP
MATERIAŁ SPAWANY/TYP DRUTU
GAZ OSŁONOWY
ŚREDNICA DRUTU
KONFIGURACJA►
NARZĘDZIA►
NASTAWY POMIAR PROGRAM TRYB SZYBKI
W panelu sterowania można zapisać maksymalnie 255 zestawów danych spawania.
Każdy zestaw posiada numer od 1 do 255.
Można także usuwać i kopiować zestawy danych oraz pobrać dowolny zestaw danych
spawania do pamięci roboczej.
ZWARCIE/NATRYSK
MIG/MAG
STANDARD
Fe ER70S
Ar+8%CO2
1,2 mm
WYŁ
Poniższe przykłady pokazują, jak można zapisywać, pobierać, kopiować i usuwać.
8.2 Zapisz
Jeśli pamięć danych spawania jest pusta, na wyświetlaczu pojawi się następujący ekran.
Zapiszemy teraz zestaw danych spawania. Umieścimy go w 5 komórce pamięci. Naciśnij
ZAPISZ. Zostanie wyświetlona komórka 1. Obracaj jednym z pokręteł ustawień, aż
osiągniesz komórkę 5. NaciśnijZAPISZ.
0460 896 601
- 47 -
© ESAB AB 2019
Page 48

8 ZARZĄDZANIE PAMIĘCIĄ
PAMIĘĆ DANYCH SPAWANIA
ZAPISZ KONIEC
Wybierz piąty wiersz za pomocą jednego z pokręteł. NaciśnijZAPISZ.
PAMIĘĆ DANYCH SPAWANIA
5 -
ZAPISZ KONIEC
Na wyświetlaczu pojawi się następujący ekran.
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
ZAPISZ PRZYWOŁAJ USUŃ 1 2 KONIEC
Części zawartości zestawu danych numer 5 są wyświetlane u dołu wyświetlacza.
8.3 Pobierz
Pobierzemy teraz zapisany zestaw danych:
Wybierz wiersz za pomocą jednego z pokręteł. NaciśnijPRZYWOŁAJ.
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
ZAPISZ PRZYWOŁAJ USUŃ 1 2 KONIEC
Naciśnij TAK , aby potwierdzić, że chcesz pobrać zestaw danych numer 5.
0460 896 601
- 48 -
© ESAB AB 2019
Page 49

8 ZARZĄDZANIE PAMIĘCIĄ
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
NIE TAK
PAMIĘĆ DANYCH SPAWANIA » 5 - (TIG)
PRZYWOŁAJ
ZESTAW DANYCH NR 5
Z PAMIĘCI?
Ikona w prawym górnym rogu ekranu parametrów wskazuje, która komórka pamięci została
pobrana.
8.4 Usuń
Można usunąć jeden lub więcej zestawów danych w menu pamięci.
Usuniemy teraz zestaw danych, zapisany w poprzednim przykładzie.
Wybierz zestaw danych. Naciśnij USUŃ.
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
ZAPISZ PRZYWOŁAJ USUŃ 1 2 KONIEC
Naciśnij TAK , aby potwierdzić usuwanie.
0460 896 601
- 49 -
© ESAB AB 2019
Page 50

8 ZARZĄDZANIE PAMIĘCIĄ
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
NIE TAK
5 - (TIG) » USUŃ
Usunąć dane spawania
NR 5?
Wróć do menu pamięci, naciskając klawisz NIE .
8.5 Kopiuj
Aby skopiować zawartość zestawu danych spawania do nowej komórki pamięci, postępuj
następująco:
Wybierz komórkę pamięci, którą chcesz skopiować i naciśnij klawisz „1 2” (2. FUNKCJA).
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
ZAPISZ PRZYWOŁAJ USUŃ 1 2 KONIEC
Naciśnij KOPIUJ.
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
KOPIUJ EDYTUJ 1 2 KONIEC
Skopiujemy teraz zawartość 5 komórki pamięci do komórki 50.
Użyj jednego z pokręteł, aby przejść do wybranej komórki pamięci - w tym przypadku 50.
Naciśnij TAK.
0460 896 601
- 50 -
© ESAB AB 2019
Page 51

8 ZARZĄDZANIE PAMIĘCIĄ
PAMIĘĆ DANYCH SPAWANIA
50 -
KOPIUJ
ZESTAW DANYCH NR 5 DO KOMÓRKI: 50
NIE TAK
Dane spawania numer 5 zostały skopiowane do 50 komórki pamięci.
Wróć do menu pamięci, naciskając klawisz KONIEC.
8.6 Edytuj
Aby edytować zawartość zestawu danych spawania, postępuj następująco:
Wybierz komórkę pamięci, którą chcesz edytować i naciśnij klawisz „1 2” (2. FUNKCJA).
Następnie naciśnij EDYTUJ.
PAMIĘĆ DANYCH SPAWANIA
5 - (TIG)
TIG HF-START
100 AMP
KOPIUJ EDYTUJ 1 2 KONIEC
Wyświetlana jest część menu głównego, a w menu widoczny jest symbol , co oznacza
aktywację trybu edycji.
Wybierz ustawienie, które chcesz edytować i naciśnijWPROW.. Wybierz z listy i
naciśnijWPROW. ponownie.
TIG
RODZAJ ZAJARZANIA ŁUKU
TRYB PRACY SPUSTEM UCHWYTU
BEZSTYKOWY-HF/Z
JONIZATOREM
4-STROKE.
TIG HF-START
100 AMP
NASTAWY KONIEC
Naciśnij NASTAWY , aby przejść do menuUstawianie parametrów spawania. Wybierz
wartości, które chcesz edytować i dostosuj je za pomocą pokręteł plus/ minus. Zakończ
naciskając KONIEC.
0460 896 601
- 51 -
© ESAB AB 2019
Page 52

8 ZARZĄDZANIE PAMIĘCIĄ
USTAWIANIE PARAMETRÓW SPAWANIA
PRĄD
CZAS NARASTANIA PRĄDU
CZAS OPADANIA PRĄDU
PRZEDWYPŁYW GAZU
POWYPŁYW GAZU
100 A
0,0 s
2,0 s
0,5 s
5,0 s
LIMITY - KONFIGURACJI
LIMITY - POMIARÓW
EDYCJA OPISU
....
TEST GAZU 4-STROKE. ZDALNE KONIEC
Ustawienie danych spawania numer 5 zostało edytowane i zapisane.
8.7 Nazwa
Aby nadać własną nazwę zapisanemu zestawowi danych spawania, postępuj następująco:
Wybierz komórkę pamięci, której chcesz nadać nazwę i naciśnij klawisz „1 2” (2. FUNKCJA).
Następnie naciśnij EDYTUJ.
PAMIĘĆ DANYCH SPAWANIA
-
-
5 - (TIG)
TIG HF-START
100 AMP
KOPIUJ EDYTUJ 1 2 KONIEC
Wybrać pozycję NASTAWY » EDYCJA OPISU. Naciśnij WPROW..
USTAWIANIE PARAMETRÓW SPAWANIA
PRĄD
CZAS NARASTANIA PRĄDU
CZAS OPADANIA PRĄDU
PRZEDWYPŁYW GAZU
POWYPŁYW GAZU
LIMITY - KONFIGURACJI
LIMITY - POMIARÓW
100 A
0,0 s
2,0 s
0,5 s
5,0 s
-
-
EDYCJA OPISU
TEST GAZU 4-STROKE. ZDALNE KONIEC
Tutaj masz dostęp do klawiatury, której używa się w następujący sposób:
• Ustaw kursor na żądanym znaku za pomocą lewego pokrętła i klawiszy strzałek.
Naciśnij WPROW.. Wpisz w ten sposób pełne wyrażenie, które może zawierać
maksymalnie 40 znaków.
• Naciśnij DONE , aby zapisać. Nazwa opcji będzie widoczna na liście.
0460 896 601
- 52 -
© ESAB AB 2019
....
Page 53

8 ZARZĄDZANIE PAMIĘCIĄ
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACJA CAPS
_
0 (MAX 40)
USUŃ SYMBOL DONE
Opis harmonogramu danych spawania
Każdy harmonogram danych spawania może mieć krótki opis. W menu NASTAWY »
EDYCJA OPISU można wpisać 40-znakowy opis dopiero co wywołanego harmonogramu
danych spawania używając zintegrowanej klawiatury. Bieżący opis można również zmienić
lub usunąć.
Jeśli żądany harmonogram zawiera opis, jest on wyświetlany na ekranach menu
PROGRAM,POMIAR i ZDALNE zamiast parametrów spawania, które są wyświetlane w inny
sposób.
0460 896 601
- 53 -
© ESAB AB 2019
Page 54

9 KONFIGURACJA
9 KONFIGURACJA
MENU GŁÓWNE » KONFIGURACJA
Poniższa lista przedstawia strukturę menu:
• Język , patrz sekcja „Pierwszy krok - wybór języka” w rozdziale „WPROWADZENIE”.
• Blokada
• Zdalne sterowanie
• MIG/MAG - domyślne
• Ustawienia domyślne MMA
• Klawisze funkcyjne trybu szybkiego
• Dwa źródła sygnału startowego
• Panel i zdalne sterowanie WŁ.
• Kontrola WF
• Tryb auto. zapisu
• Limity pomiarowe zatrzymania spawania
• Zaloguj się, aby rozpocząć spawanie
• Wybór programów z uchwytu
• Wiele podajników drutu
• Funkcje dokumentacyjne
• Konserwacja
• Jednostka długości
• Częstotliwość wartości pomiarowej
• Kod dostępu
• Reg. czasowy podśw. wyśw.
9.1 Blokada
MENU GŁÓWNE » KONFIGURACJA » KONFIGURACJA BLOKADY
Włączenie funkcji blokady wymusza podanie hasła (kodu) przy opuszczaniu menu
parametrów, trybu zdalnego lub trybu szybkiego.
KONFIGURACJA BLOKADY
STATUS BLOKADY
USTAW/ZMIEŃ KONFIGURACJĘ BLOKADY
KONIEC
Hasło blokady jest uaktywniane w menu KONFIGURACJA .
9.1.1 Stan blokady
W menu STATUS BLOKADYmożna włączać/wyłączać funkcję blokady bez usuwania
obecnego hasła blokady przy wyłączeniu funkcji. Próba włączenia blokady, gdy nie zapisano
hasła, spowoduje wyświetlenie klawiatury w celu wpisania nowego hasła.
WYŁ
0460 896 601
- 54 -
© ESAB AB 2019
Page 55

9 KONFIGURACJA
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACJA CAPS
_
0 (MAKS 16)
USUŃ SYMBOL DONE
Opuszczanie stanu blokady.
Znajdując się w menu pomiaru lub trybu szybkiego, kiedy blokada jest wyłączona, można
bez problemu je opuścić, naciskając klawisz KONIEC lub MENU , aby przejść do menu
głównego.
Jeśli blokada jest włączona, przy próbie wyjścia, opuszczenia REM lub po naciśnięciu
przycisku programowego „1 2” (2. FUNKCJA), pojawi się następujący komunikat,
ostrzegający użytkownika o blokadzie.
NACIŚNIJ ENTER, ABY WPISAĆ
HASŁO…
Tutaj można wybrać KONIEC , aby cofnąć zmiany i powrócić do poprzedniego menu lub
przejść dalej, naciskając WPROW. , aby wprowadzić hasło blokady.
Zostanie wyświetlone menu z klawiaturą, gdzie można wpisać hasło. Naciśnij WPROW. po
każdym znaku i potwierdź hasło, naciskając DONE.
Pojawi się następujący komunikat:
MODUŁ ODBLOKOWANY!
Jeśli hasło jest nieprawidłowe, pojawi się komunikat o błędzie, oferujący użytkownikowi opcję
ponownego wpisania hasła lub powrotu do pierwotnego menu, tj. menu parametrów lub trybu
szybkiego.
Jeśli hasło jest prawidłowe, zostaną usunięte wszystkie blokady pozostałych menu, choć
blokada pozostanie włączona. Oznacza to, że możesz tymczasowo opuścić menu
parametrów i trybu szybkiego, zachowując stan blokady przy powrocie do tych menu.
9.1.2 Ustal/zmień hasło blokady
W menu Ustal/zmień hasło blokady można edytować istniejące lub wprowadzić nowe hasło.
Hasło może się składać maksymalnie z 16 liter lub cyfr.
9.2 Zdalne sterowanie
MENU GŁÓWNE » KONFIGURACJA » STEROWANIE ZDALNE
Różne opcje konfiguracyjne są dostępne w zależności od procesu i przystawki zdalnego
sterowania.
Przystawki zdalnego sterowania bez magistrali CAN należy podłączać przez adapter
sterowania zdalnego. Ta funkcja nie obsługuje metody SuperPulse.
Po podłączeniu należy włączyć przystawkę zdalnego sterowania na ekranie POMIAR za
pomocą przycisku ZDALNE.
0460 896 601
- 55 -
© ESAB AB 2019
Page 56

9 KONFIGURACJA
9.2.1 Zastąp automatycznie
Ustaw kursor w wierszu STEROWANIE ZDALNE . Naciśnij WPROW. , aby wyświetlić listę
opcji.
MIG/MAG - STEROWANIE ZDALNE
AUTOMATYCZNY ZAPIS
CYFROWE
ANALOGOWE 1
PRĘDKOŚĆ DRUT
WŁ. STAŁE
5-PROG.
-MIN
-MAX
ANALOGOWE 2
NAPIĘCIE ŁUKU
-MIN
-MAX
KONIEC
Przy opcji AUTOMATYCZNY ZAPIS ustawionej na WŁ. STAŁEzostanie automatycznie
pobrana ostatnio pobierana pamięć przed rozpoczęciem nowego spawania. Ma to na celu
usunięcie wyników wszystkich ustawień danych spawania, powstałych podczas ostatniej
procedury spawania.
9.2.2 Konfiguracja cyfrowej przystawki zdalnego sterowania
Bez adaptera zdalnego sterowania
Podłączając przystawkę zdalnego sterowania z magistralą CAN, konfiguracja przebiega
automatycznie, CYFROWE.
0,8
25,0
-10
+10
Z adapterem zdalnego sterowania
Używając cyfrowej przystawki zdalnego sterowania należy określić, jaki typ przystawki
sterowania zdalnego jest używany.
Ustaw kursor w wierszu CYFROWE i naciśnij WPROW. , aby wyświetlić listę, z której można
wybrać inne opcje.
KOD BINARNY • Moduł 32-programowy
10-PROGR • Moduł 10-programowy *
* lub uchwyt spawalniczy z wyborem programów RS3
9.2.3 Konfiguracja analogowej przystawki zdalnego sterowania
Bez adaptera zdalnego sterowania
Podłączając przystawkę zdalnego sterowania z magistralą CAN, konfiguracja
potencjometrów ANALOG 1 i ANALOG 2 przebiega automatycznie. Konfiguracji nie można
zmienić.
Z adapterem zdalnego sterowania
Z adapterem zdalnego sterowania Używając analogowej przystawki zdalnego sterowania,
można określić na panelu sterowania, które potencjometry zostaną użyte (maksymalnie 2).
Potencjometry są nazywane ANALOG 1 i ANALOG 2 w panelu sterowania i odwołują się do
własnych ustawionych parametrów procesu spawania, np. parametru podawania drutu
(ANALOG 1) i parametru napięcia (ANALOG 2) metodą MIG/MAG.
0460 896 601
- 56 -
© ESAB AB 2019
Page 57

9 KONFIGURACJA
Jeśli ustawisz kursor w wierszu ANALOG 1 i naciśniesz ENTER, pojawi się lista.
BRAK
PRĘDKOŚĆ DRUT
Jeśli ustawisz kursor w wierszu ANALOG 1 i naciśniesz ENTER, pojawi się lista.
Możesz wybrać, czy potencjometr ANALOG 1 ma zostać użyty do obsługi opcji PRĘDKOŚĆ
DRUT czy też ma nie być używany BRAK.
Wybrać pozycję PRĘDKOŚĆ DRUT i nacisnąć klawisz ENTER.
Jeśli ustawisz kursor w wierszu ANALOG 2 i naciśniesz ENTER, pojawi się lista.
BRAK
NAPIĘCIE ŁUKU
Jeśli ustawisz kursor w wierszu ANALOG 2 i naciśniesz ENTER, pojawi się lista.
Możesz wybrać, czy potencjometr ANALOG 2 ma zostać użyty do obsługi opcji NAPIĘCIE
ŁUKU czy też ma nie być używany BRAK.
Wybrać pozycję NAPIĘCIE ŁUKU i naciśnij klawisz ENTER.
Cała konfiguracja przystawki zdalnego sterowania obejmuje wszystkie podłączone podajniki
drutu. Usunięcie potencjometru ANALOG 1 w konfiguracji będzie dotyczyć obu podajników
drutu, w przypadku używania dwóch urządzeń.
9.2.4 Skala na wejściach
Można ustawić zakres sterowania używanych potencjometrów. W tym celu należy określić
wartości minimalną i maksymalną w panelu sterowania za pomocą pokręteł plus/ minus.
Należy pamiętać, że można ustawić różne limity napięcia w trybie synergicznym i
niesynergicznym. Ustawienie napięcia w synergii stanowi odchylenie (plus lub minus)
wartości synergii. W trybie niesynergicznym, ustawienie napięcia jest wartością
bezwzględną. Zestaw wartości dotyczy synergii, kiedy użytkownik znajduje się w trybie
synergicznym. Poza trybem synergicznym będzie to wartość bezwzględna.
Istnieją także różne limity sterowania napięciem dla spawania łukiem zwarciowym/
natryskowym oraz z pulsacją w trybie niesynergicznym.
Wartość po wyzerowaniu
Synergia - łuk zwarciowy/natryskowy i
pulsacja
Brak synergii - łuk zwarciowy/natryskowy min. 8 V maks. 60 V
Brak synergii - pulsacja min. 8 V maks. 50 V
min. -10 V maks. 10 V
9.3 MIG/MAG - domyślne
MENU GŁÓWNE » KONFIGURACJA » MIG/MAG - DOMYŚLNE
W tym menu można ustawić:
• Tryb spustu uchwytu (2-taktowe/4-taktowe)
• Konfiguracja sterowania 4-taktowego
• Konfiguracja przycisków funkcyjnych
• Pomiar napięcia w pulsie
• Podajnik AVC
• Release pulse
0460 896 601
- 57 -
© ESAB AB 2019
Page 58

9 KONFIGURACJA
• Stałe napięcie statyczne regulatora
• Czas opóźnienia wypełnienia krateru
• Czas opóźnienia wyłączenia łuku rozpoczynającego spawanie
• Wyświetlanie szacunkowego prądu
9.3.1 Tryb spustu uchwytu (2/4-taktowe)
2-taktowe
A = Przedwypływ gazu
B = Start gorący
C = Spawanie
D = Wypełnianie krateru
E = Powypływ gazu
Działa podczas sterowania 2-taktowego uchwytem spawalniczym.
Przedwypływ gazu (jeśli używany) rozpoczyna się w chwili naciśnięcia spustu uchwytu
spawalniczego (1). Następuje rozpoczęcie procesu spawania. Po zwolnieniu spustu (2),
rozpoczyna się wypełnianie krateru (jeśli wybrane) i prąd spawania zostaje zatrzymany.
Rozpoczyna się powypływ gazu (jeśli wybrany).
WSKAZÓWKA: Ponowne naciśnięcie spustu podczas wypełniania krateru spowoduje dalsze
wypełnianie krateru do momentu zwolnienia spustu (wykropkowana linia). Wypełnianie
krateru można również przerwać poprzez szybkie naciśnięcie i zwolnienie spustu w trakcie
procesu.
Sterowanie 2-taktowe uruchamia się w menu pomiaru, konfiguracji lub klawiszem funkcyjnym
w menu pomiaru.
4-taktowe
Sterowanie 4-taktowe posiada 3 pozycje startowe i 2 końcowe. To jest 1 pozycja startowa i
końcowa. Przy zerowaniu zostanie wybrana pozycja 1. Patrz sekcja „Konfiguracja sterowania
4-taktowego”.
A = Przedwypływ gazu
B = Start gorący
C = Spawanie
D = Wypełnianie krateru
E = Powypływ gazu
Działa podczas sterowania 4-taktowego uchwytem spawalniczym.
Przedwypływ gazu rozpoczyna się w chwili naciśnięcia spustu uchwytu spawalniczego (1).
Zwolnienie spustu uruchamia proces spawania. Ponowne naciśnięcie spustu (3) rozpoczyna
wypełnianie krateru (jeśli wybrane) i redukuje dane spawania do niższej wartości. Zwolnienie
spustu (4) całkowicie zatrzymuje spawanie i rozpoczyna powypływ gazu (jeśli wybrany).
WSKAZÓWKA: Wypełnianie krateru zostaje zatrzymane w momencie zwolnienia spustu.
Natomiast wciskanie spustu umożliwia dalsze wypełnianie krateru (kropkowana linia).
0460 896 601
- 58 -
© ESAB AB 2019
Page 59

9 KONFIGURACJA
Sterowanie 4-taktowe uruchamia się w menu pomiaru, konfiguracji lub klawiszem funkcyjnym
w menu pomiaru. Nie można wybrać trybu spustu uchwytu (4-taktowego), jeśli spawanie
punktowe jest WŁ. STAŁE.
9.3.2 Konfiguracja sterowania 4-taktowego
W konfiguracji sterowania 4-taktowego mogą wystąpić jego różne funkcje startowe i
końcowe.
Ustawienie startowe sterowania 4-taktowego
• Sterowany spustem przedwypływ gazu, patrz sekcja „Sterowanie 4-taktowe”.
• Sterowany czasowo przedwypływ gazu
A = Przepływ gazu
B = Podawanie drutu
C = Przedwypływ gazu
D = Spawanie
Wciśnij spust (1) – rozpocznie się przedwypływ gazu; po zadanym czasie przedwypływu
gazu rozpocznie się proces spawania. Zwolnij spust (2).
• Sterowany spustem „Hot start”
A = Przepływ gazu
B = Podawanie drutu
C = Przedwypływ gazu
D = Start gorący
E = Spawanie
Wciśnij spust (1) – rozpocznie się przedwypływ gazu i uruchomi się funkcja „Hot start”, która
będzie działać do momentu zwolnienia spustu (2).
Ustawienie końcowe sterowania 4-taktowego
• Sterowane czasowo wypełnianie krateru z możliwym wydłużeniem, patrz sekcja
„Sterowanie 4-taktowe”.
• Sterowany spustem czas wypełniania krateru
A = Przepływ gazu
B = Podawanie drutu
C = Spawanie
D = Wypełnianie krateru
Wciśnij spust (3) – rozpocznie się i zakończy wypełnianie krateru. Jeśli spust zostanie
zwolniony (4) w czasie wypełniania krateru (czas wypełniania krateru ulegnie skróceniu),
spawanie zostanie przerwane.
0460 896 601
- 59 -
© ESAB AB 2019
Page 60

9 KONFIGURACJA
9.3.3 Konfiguracja klawiszy funkcyjnych
Podczas spawania MIG/MAG użytkownik ma możliwość ustawienia funkcji tych klawiszy,
wybierając je z listy opcji. Siedmiu klawiszom funkcyjnym można przypisać różne funkcje.
Dostępne są następujące opcje:
• Brak
• Oczyszczanie gazowe
• Wprowadzanie drutu
• FUNKCJA 2/4 TAKT
• Wypełnianie krateru WŁ./WYŁ.
• Start pełzający WŁ./WYŁ.
• Hot start WŁ./WYŁ.
• Wybór danych spustem uchwytu
• Przepływ powietrza
• Wstrzymanie procesu
• Podawania wsteczne drutu
• Czyszczenie błędów
Na ekranie wyświetlane są dwie kolumny: jedna z wartością Funkcja i jedna z wartością
Przycisk .
KONFIGURACJE PRZYCISKÓW
Funkcja Przycisk
BRAK
TEST GAZU
WPROWADZANIE SPOIWA
FUNKCJA 2/4 TAKT
WYPEŁNIACZ KRATERU WŁ/WYŁ
PREDKOŚĆ DOJAZDOWA WŁ/WYŁ
START GORACY WŁ/WYŁ
SPUST UCHWYTU
TEST GAZU WPROWADZANI
4-STROKE. 1 2 KONIEC
E DRUTU
Panel posiada pięć klawiszy funkcyjnych. Naciskając klawisz „1 2” (2. FUNKCJA), można
uzyskać kolejne pięć klawiszy funkcyjnych.
Podczas przypisywania klawiszom funkcji są one numerowane od lewej w następujący
sposób:
1
2
3
4
5
6
7
0460 896 601
- 60 -
© ESAB AB 2019
Page 61

9 KONFIGURACJA
Aby przypisać nową funkcję danemu klawiszowi, postępuj następująco:
• Ustaw kursor w wierszu funkcji z funkcją BRAK i naciśnij klawisz programowalny z
funkcją, której numer klawisza ma zostać zmieniony.
• Powtórz tę procedurę z klawiszem o numerze, który chcesz użyć.
• Ustaw kursor w wierszu funkcji, której chcesz przypisać nowy numer klawisza i naciśnij
klawisz funkcyjny, któremu chcesz przypisać tę funkcję.
Pozostałym klawiszom można przypisać nowe funkcje w ten sam sposób, łącząc w pary
jedną z funkcji z lewej kolumny z numerem klawisza z prawej kolumny.
9.3.4 Pomiar napięcia podczas pulsacji
Opcje metod napięcia podczas pulsacji są następujące:
• Wartość szczytowa dla napięcia pulsu PULSU Napięcie jest mierzone tylko podczas
pulsacji i filtrowane, zanim jego wartość zostanie wyświetlona na ekranie.
• Średnia wartość napięcia ŚREDNIE
Napięcie jest mierzone ciągle i filtrowane, zanim zostanie wyświetlona jego wartość.
Wyświetlone wartości pomiarów są używane jako dane wejściowe dla wewnętrznych i
zewnętrznych funkcji dokumentacyjnych.
9.3.5 Podajnik AVC
Po podłączeniu podajnika drutu AVC (ARC VOLTAGE CONTROL), przejdź do menu
KONFIGURACJA Na ekranie MIG/MAG - DOMYŚLNE. Naciśnij WPROW. przy wierszu
podajnika drutu AVC i wybierz WŁ. STAŁE. Urządzenie zostaje automatycznie
skonfigurowane do współpracy z podajnikiem drutu AVC.
W przypadku korzystania z podajnika z detekcją napięcia łuku podajnik jest sterowany
bezpośrednio przez napięcie spawania. Nie zachodzi żadna inna komunikacja z podajnikiem
drutu. Specjalny regulator umożliwia uzyskanie wyższej wydajności.
9.3.6 Release pulse
System wykryje ewentualne zaklinowanie drutu w przedmiocie obrabianym. Zostaje wysłany
impuls prądu, który uwalnia drut z powierzchni.
W celu uzyskania tej funkcji należy wybrać IMPULSOWE UPALANIE DRUTU z listy na
ekranie MIG/MAG - DOMYŚLNE, a następnie nacisnąć przycisk WPROW. i wybrać WŁ.
STAŁE.
9.3.7 Stałe napięcie statyczne regulatora
STAŁE NAP. STAT. REGULATORA należy włączyć normalnie (WŁ. STAŁE).
Funkcja ta służy do określonych rozwiązań klienta.
9.3.8 Czas opóźnienia wypełnienia krateru
CZAS OPÓŹ. WYPEŁN. KRATERU AKTYWNY to czas, który musi upłynąć po rozpoczęciu
spawania do momentu uruchomienia funkcji WYPEŁNIENIE KRATERU w przypadku, gdy
jest ona wyłączona.
Domyślna wartość to 1,0 S.
9.3.9 Czas opóźnienia wyłączenia łuku rozpoczynającego spawanie
Ten czas opóźnienia określa okres, który zaczyna się w chwili rozpoczęcia spawania, a
kończy w momencie (początek spawania + CZAS OPÓŹNIENIA WYŁĄCZENIA ŁUKU
ROZPOCZYNAJĄCEGO SPAWANIE).
0460 896 601
- 61 -
© ESAB AB 2019
Page 62

9 KONFIGURACJA
Jeśli w określonym czasie występuje wiele zdarzeń z włączonym lub wyłączonym łukiem,
dane dotyczące zdarzeń z wyłączonym łukiem są przesyłane wyłącznie, gdy przed
upłynięciem tego czasu wystąpi zdarzenie z włączonym łukiem.
Jeśli w określonym czasie występuje wiele zdarzeń z włączonym lub wyłączonym łukiem,
a ostatnim zdarzeniem przed upłynięciem tego czasu jest zdarzenie z wyłączonym łukiem,
to zdarzenie z wyłączonym łukiem zostanie przesłane dopiero po upłynięciu określonego
czasu.
Przesyłane jest tylko pierwsze zdarzenie z włączonym łukiem, które występuje w
określonym czasie.
Przykład: W sekwencji z włączonym, wyłączonym i włączonym łukiem zdarzenia mają
miejsce tylko w określonym czasie, a następnie tylko pierwsze zdarzenie z włączonym
łukiem jest przesyłane ze źródła zasilania do podłączonego sprzętu. Zdarzenie z
wyłączonym łukiem jest najpierw opóźniane w źródle zasilania, a następnie usuwane po
odebraniu ostatniego zdarzenia z włączonym łukiem.
Domyślna wartość to 0,00 s.
Funkcja ta służy do określonych rozwiązań klienta.
9.3.10 Wyświetlanie szacunkowego prądu
Biorąc pod uwagę wybraną linię synergiczną, szacunkowy prąd jest obliczany z użyciem
bieżącej prędkości podawania drutu.
Domyślne ustawienie to WYŁ..
Szacunkowy prąd jest wyświetlany jako wartość odniesienia, jeśli spawacz nie wie, jaką
prędkość podawania drutu ustawić. Zależnie od typu spoiny i wysunięcia (odległości
końcówki stykowej od obrabianego elementu), które jest używane, występować będzie
pewna rozbieżność między szacunkowym prądem a rzeczywistym zmierzonym prądem.
Duża rozbieżność może oznaczać, że wysunięcie powinno być wyregulowane, aby uzyskać
optymalną jakość spawu.
Szacunkowe natężenie prądu jest przedstawiane w menu POMIAR przy regulacji prędkości
podawania drutu lub napięcia.
Szacunkowe natężenie prądu nigdy nie jest pokazywane podczas używania grup synergii
ROBOT lub SAT, nawet jeśli opcja Wyświetlanie szacunkowego prądu jest ustawiona na
WŁ. STAŁE.
0460 896 601
- 62 -
© ESAB AB 2019
Page 63

9 KONFIGURACJA
9.4 Ustawienia domyślne MMA
MENU GŁÓWNE » KONFIGURACJA » MMA - DOMYŚLNE
Spawanie kropelkowe
Spawanie kropelkowe można stosować przy spawaniu za pomocą elektrod nierdzewnych.
Funkcja ta polega na naprzemiennym zajarzaniu i wygaszaniu łuku w celu uzyskania lepszej
kontroli nad dostarczanym ciepłem. Aby wygasić łuk, wystarczy tylko nieco unieść elektrodę.
Wybrać pozycję WŁ. STAŁE lub WYŁ.
9.5 Klawisze funkcyjne trybu szybkiego
Przyciski funkcyjne DANE SPAWANIA 1 do DANE SPAWANIA 4 są wyświetlane w menu
trybu szybkiego. Konfiguruje się je w następujący sposób:
Ustaw kursor w wierszu PRZYCISK FUNKCYJNY NR .
TRYB SZYBKI SPAWANIA (PROG)
PRZYCISK FUNKCYJNY NR
PRZYPISANE DANE SPAWANIA
MIG/MAG ZWARCIE/NATRYSK TRYB SYNERGICZNY WŁ.
Fe ER70S, C=2, 1,2 mm
+ 3,5 V, 7,6 M/MIN
ZAPISZ USUŃ KONIEC
Klawisze są ponumerowane od 1 do 4, od lewej do prawej. Wybierz żądany klawisz, podając
jego numer za pomocą pokręteł plus/ minus.
Następnie przewiń w dół lewym pokrętłem do kolejnego wiersza PRZYPISANE DANE
SPAWANIA. Tutaj możesz przejrzeć zestawy danych spawania, zapisane w pamięci danych
spawania. Wybierz żądany numer danych spawania za pomocą pokręteł plus/ minus.
NaciśnijZAPISZ , aby zapisać. Aby usunąć zapisany zestaw, naciśnij USUŃ.
9.6 Dwa źródła sygnału startowego
Po włączeniu tej opcji (WŁ.) można rozpocząć spawanie MIG/MAG zarówno z wejścia
startowego podajnika drutu, jak i z wejścia startowego TIG źródła prądu. Po rozpoczęciu
spawania z wejścia sygnału startowego, należy je zatrzymać z tego samego wejścia.
1
5
9.7 Panel i zdalne sterowanie WŁ.
MENU GŁÓWNE » KONFIGURACJA » STEROWNIK AKTYWNY
Jeśli panel pracuje w trybie zdalnego sterowania, nie można zmieniać ustawień za pomocą
pokręteł na panelu. W przypadku elementów zdalnego sterowania, które przełączają
pomiędzy pamięciami sterowania: Gdy opcja STEROWNIK AKTYWNY jest WŁ.
STAŁEmożna zmieniać ustawienia prądu/podawania drutu lub napięcia przy pomocy panelu
sterowania i pilota.
Jeśli opcja STEROWNIK AKTYWNY jest używana w kombinacji z limitami, pracę urządzenia
można ograniczyć do określonego zakresu ustawień. Dotyczy to następujących ustawień:
prędkość podawania drutu i napięcie dla spawania MIG/MAG, ustawienie natężenia prądu
dla spawania MMA i TIG, prąd pulsu z TIG z pulsem.
0460 896 601
- 63 -
© ESAB AB 2019
Page 64

9 KONFIGURACJA
9.8 Kontrola WF
MENU GŁÓWNE » KONFIGURACJA » KONTROLA WF
KONTROLA WF należy włączyć normalnie (WŁ. STAŁE). Funkcja ta służy do określonych
rozwiązań klienta. Funkcja sprawdza, czy nie doszło do utraty kontaktu między WDU a
podajnikiem drutu i generuje błąd w razie wykrycia takiego zdarzenia.
UWAGA!
W przypadku używania podajnika drutu innego niż firmy ESAB z źródłem zasilania
ESAB, należy wyłączyć kontrolę.
9.9 Tryb auto. zapisu
MENU GŁÓWNE » KONFIGURACJA » AUTOMATCZNY ZAPIS PROGRAMÓW
Domyślne ustawienie to WYŁ.
Zestawy danych spawania zapisywane są w komórkach pamięci w pamięci danych
spawania.
Tryb auto. zapisu włączony: W przypadku przywołania zestawu danych spawania, zmianie
ustawień a następnie przywołaniu kolejnego zestawu danych spawania, pierwszy zestaw
zostanie zaktualizowany zgodnie ze zmienionymi ustawieniami.
Ręczne zapisywanie danych spawania w komórce pamięci blokuje kolejny automatyczny
zapis.
Komórka pamięci, w której zapisano dane, wyświetlana jest w prawym górnym rogu na
ekranie parametrów.
9.10 Limity pomiarowe zatrzymania spawania
MENU GŁÓWNE » KONFIGURACJA » LIMITY POMIAR. ZATRZ. SPAW.
Domyślne ustawienie to WYŁ..
Ta funkcje kontroluje pracę w przypadku wystąpienia błędu limitów pomiaru. Jest ona
dostępna w trybach MIG/MAG oraz TIG ze spustu uchwytu.
Dostępne są trzy ustawienia:
• WŁ. STAŁE
• WŁ.,KONTROLA
• WYŁ.
Kiedy funkcja LIMITY POMIAR. ZATRZ. SPAW. jest włączona (WŁ. STAŁE) i wystąpi błąd
limitu pomiarów, spawanie zostanie natychmiast zatrzymane.
Ustawienie WŁ.,KONTROLA może być używane, gdy źródło zasilania z funkcją POZIOMY
DOSTĘPU jest stosowane. Jeśli wybrane jest ustawienie WŁ.,KONTROLA i występuje błąd
limitów pomiaru, spawanie zostanie natychmiast zatrzymane i administrator lub starszy
użytkownik będzie musiał wprowadzić swoje hasło, aby kontynuować spawanie. (Więcej
informacje o kontach użytkowników i ich poziomach dostępu można znaleźć w oddzielnej
sekcji „Konta użytkowników” w tej instrukcji).
9.11 Zaloguj się, aby rozpocząć spawanie
MENU GŁÓWNE » KONFIGURACJA » Zaloguj się, aby rozpocząć spawanie
0460 896 601
- 64 -
© ESAB AB 2019
Page 65

9 KONFIGURACJA
Jeśli opcja Zaloguj się, aby rozpocząć spawanie jest włączona, spawanie będzie możliwe po
aktywowaniu kont użytkownika i wpisaniu loginu.
9.12 Wybór danych spustem uchwytu
MENU GŁÓWNE » KONFIGURACJA » WYBÓR DANYCH SPUSTEM UCHWYTU
Ta funkcja umożliwia przechodzenie między różnymi fabrycznie ustawionymi opcjami danych
spawania poprzez szybkie naciśnięcie (naciśnięcie, a następnie natychmiastowe zwolnienie)
spustu uchwytu spawalniczego. Istnieje możliwość wyboru między pojedynczym a
dwukrotnym naciśnięciem. Pojedyncze naciśnięcie oznacza szybkie naciśnięcie. Dwukrotne
naciśnięcie oznacza dwa szybkie naciśnięcia.
PIERWSZĄ ZMIANĘ W SEKWENCJI WYŁĄCZENIA ŁUKU można ustawić na opcję
NASTĘPNA lub POCZĄTKOWA.
NASTĘPNA – WYBÓR DANYCH SPUSTEM UCHWYTU spowoduje zmianę pamięci na
następną w sekwencji.
POCZĄTKOWA – WYBÓR DANYCH SPUSTEM UCHWYTU podczas WYŁĄCZANIA ŁUKU
spowoduje zmianę pamięci na pierwszą w sekwencji po upływie 4s od ostatniego wyboru
danych spustem uchwytu.
WYBÓR DANYCH SPUSTEM UCHWYTU w ciągu 4s od ostatniego wyboru danych
spustem uchwytu spowoduje zmianę pamięci na następną w sekwencji.
Można przechodzić między maksymalnie 5 wybranymi komórkami pamięci, patrz rozdział
„ZARZĄDZANIE PAMIĘCIĄ”.
WYŁ - Brak przechodzenia między danymi spawania.
BEZ ŁUKU - Użytkownik nie może przechodzić między komórkami pamięci podczas
spawania.
WŁ. STAŁE - Użytkownik zawsze może przechodzić między komórkami pamięci.
3-PROG. - Dodaje 3 pozycje pamięci. Wybrać sterowanie 2-taktowe (patrz część 9.3.1).
Pozycja 3-Prog jest rozszerzoną wersją sterowania 2-taktowego z 3 pamięciami wyboru
danych spustem uchwytu. Wybór danych spustem uchwytu spawalniczego spowoduje
zmianę na pamięć 1 po jego naciśnięciu. Następuje rozpoczęcie procesu spawania.
Zwolnienie spustu uchwytu spowoduje zmianę na pamięć 2, a spawanie jest kontynuowane.
Wybór danych spustem uchwytu spowoduje zmianę na pamięć 3 po kolejnym naciśnięciu.
Po drugim zwolnieniu spustu rozpoczyna się wypełnianie krateru (jeśli wybrane) i prąd
spawania zostaje zatrzymany. Rozpoczyna się powypływ gazu (jeśli wybrany).
Włączanie funkcji wyboru danych spustem uchwytu
Ustaw kursor w wierszu WYBÓR DANYCH SPUSTEM UCHWYTU i naciśnij klawisz ENTER.
Wybrać pozycję WYŁ, BEZ ŁUKU, WŁ. lub 3-PROG.. Naciśnij ENTER.
0460 896 601
- 65 -
© ESAB AB 2019
Page 66

9 KONFIGURACJA
WYBÓR PROGRAMÓW Z UCHWYTU
WYBÓR PROGRAMÓW Z UCHWYTU
KLIKNIĘCIE
NAJPIERW NALEŻY ZMIENIĆ W SEKWENCJI
WYŁĄCZENIA ŁUKU
DODAJ/KASUJ PROGRAMY
WYBRANE PROGRAMY SPAWANIA
MIG/MAG ZWARCIE/NATRYSK TRYB SYNERGICZNY WŁ.
Fe ER70S, CO2, 1,2 mm
+ 3,5 V, 7,6 M/MIN
Wybór danych spawania z pamięci
Ustaw kursor w wierszu DODAJ/USUŃ DANE SPAWANIA .
WYBÓR PROGRAMÓW Z UCHWYTU
WYBÓR PROGRAMÓW Z UCHWYTU
KLIKNIĘCIE
WYŁ
JEDNO
NASTĘP.
5
KONIEC
WYŁ
JEDNO
NAJPIERW NALEŻY ZMIENIĆ W SEKWENCJI
WYŁĄCZENIA ŁUKU
NASTĘP.
19
DODAJ/KASUJ PROGRAMY
WYBRANE PROGRAMY SPAWANIA 5 19
MIG/MAG ZWARCIE/NATRYSK TRYB SYNERGICZNY WŁ.
Fe ER70S, CO2, 1,2 mm
+ 3,5 V, 7,6 M/MIN
ZAPISZ USUŃ KONIEC
Używając pokręteł plus/minus, wybierz numery komórek pamięci, w których zapisano
bieżące dane spawania, po czym naciśnij klawisz ZAPISZ.
Na liście WYBRANE DANE SPAWANIA wskazuje, które dane spawania zostały wybrane i w
jakiej kolejności, od lewej do prawej. Zestaw danych spawania ostatnio wybranej komórki
jest wyświetlany pod linią na wyświetlaczu.
Aby usunąć dane spawania, powtórz powyższą procedurę, naciskając klawisz USUŃ.
9.13 Wiele podajników drutu
MENU GŁÓWNE » KONFIGURACJA » KILKA PODAJNIKÓW DRUTU
Podłączając kilka podajników drutu (maks. 4), należy używać podajników bez modułu
danych spawania, tj. z pustym panelem.
Wszystkie podajniki drutu dostarczane klientom mają numer identyfikacyjny 1.
9.13.1 Konfiguracja wielu podajników drutu
Pierwsza rzecz, jaką należy zrobić przy podłączaniu kilku podajników drutu, to zmiana
numeru ID (adres węzła) jednego z podajników.
0460 896 601
- 66 -
© ESAB AB 2019
Page 67

9 KONFIGURACJA
Aby zmienić numer ID, postępuj następująco:
• Podłącz pierwszy podajnik drutu i przejdź do menu KILKA PODAJNIKÓW DRUTU .
• Naciśnij i zwolnij spust, aby włączyć podajnik drutu.
• Odczytaj numer ID podajnika drutu w pierwszym wierszu (za pierwszym razem
powinien to być numer 1). Wybierz nowy numer ID od 2 do 4.
Ustaw kursor w wierszu PROSZĘWYBRAĆ NOWY ID NR . Ustaw żądany numer
między 1 i 4 za pomocą pokręteł plus/ minus. Naciśnij ENTER.
KILKA PODAJNIKÓW DRUTU
BIEŻĄCY ID NR
PROSZĘWYBRAĆ NOWY ID NR
PODŁĄCZONO PODAJNIKI O NR ID:
KONIEC
Cyfra numeru ID w górnym wierszu zmieni się żądaną cyfrę.
• Podłącz kolejny podajnik drutu.
• Naciśnij i zwolnij spust, aby włączyć ten podajnik drutu. Zobaczysz, że urządzenie ma
numer identyfikacyjny 1.
Konfiguracja jest zakończona i możesz zacząć używać urządzenia w zwykły sposób. Tak
samo można skonfigurować i uruchomić cztery podajniki drutu. W przypadku używania kilku
podajników drutu nie jest ważne, jakie otrzymały numery identyfikacyjne, tylko żeby miały
różne numery, które umożliwią ich rozróżnienie.
Nie wolno nadawać tego samego numeru ID dwóm podajnikom drutu. Jeśli tak się stanie,
napraw to, odłączając jeden z nich i ponownie wykonaj powyższą procedurę od początku.
Zawsze możesz przejść do menu KILKA PODAJNIKÓW DRUTU i sprawdzić numery ID
podłączonych podajników drutu naciskając spust.
W wierszu PODŁĄCZONO PODAJNIKI O NR ID możesz sprawdzić numery ID wszystkich
podłączonych podajników drutu.
-
1
9.13.2 Koncepcja pamięci danych spawania dla zdalnego sterowania M1 10P
Pamięci oraz elementy zdalnego sterowania 10P działają z podajnikami drutu o różnych
numerach ID podajniku drutu według tej koncepcji.
Należy stosować prawidłowy zakres komórek pamięci danych spawania dla każdego ID
podajnika drutu zgodnie z poniższą listą:
• Podajnik drutu ID 1: Komórka pamięci 1-10
• Podajnik drutu ID 2: Komórka pamięci 11-20
• Podajnik drutu ID 3: Komórka pamięci 21-30
• Podajnik drutu ID 4: Komórka pamięci 31-40
9.14 Funkcje dokumentacyjne
MENU GŁÓWNE » KONFIGURACJA » FUNKCJE DOKUMENTACYJNE
Warunki dla rejestrowania wykonanych spawów można ustawić w menu FUNKCJE
DOKUMENTACYJNE wMENU KONFIGURACJA.
0460 896 601
- 67 -
© ESAB AB 2019
Page 68

9 KONFIGURACJA
FUNKCJE DOKUMENTACYJNE
REJ. DANYCH JAKOŚCI DO PLIKU
WŁ. STAŁE
KONIEC
Zaznacz wiersz i naciśnij WPROW.. Jeśli opcja WŁ. STAŁE została wybrana, każde
spawanie zostanie zapisane jako plik tekstowy z rozszerzeniem .aqd. Codziennie jest
tworzony nowy plik. Rejestrowane są następujące informacje:
• Czas rozpoczęcia spawania
• Czas trwania spawania
• Maksymalne, minimalne i średnie natężenie prądu podczas spawania
• Maksymalne, minimalne i średnie napięcie podczas spawania
• Maksymalna, minimalna i średnia moc podczas spawania
Dodatkowe informacje na temat funkcji dokumentacyjnej można znaleźć w sekcji
„NARZĘDZIA. Funkcje dokumentacyjne”.
9.14.1 Zapisywanie rejestracji funkcji dokumentacyjnych
MENU GŁÓWNE » NARZĘDZIA » EKSPORT/IMPORT
Pliki rejestru funkcji dokumentacyjnych tworzone w panelu sterowania są zapisywane w
formacie xml. Aby można było korzystać z pamięci USB, należy ją sformatować jako FAT.
Umieść pamięć USB w panelu sterowania, patrz sekcja „Menedżer plików”.
Wybrać pozycję REJESTR FUNKCJI MONITORINGU, nacisnąć EKSPORT.
Plik znajduje się w folderze QData. Folder QData tworzony jest automatycznie przy
podłączaniu pamięci USB.
Aby uzyskać informacje na temat eksportowania/importowania, patrz sekcja
„Eksport/Import”.
9.15 Konserwacja
MENU GŁÓWNE » KONFIGURACJA » KONSERWACJA
W tym menu można ustawić częstotliwość konserwacji, np. liczba startów spawania, po
których należy wykonać konserwację (np. wymianę końcówki stykowej). Określ liczbę
startów spawania, po której należy przeprowadzić konserwację, zaznaczając wiersz
CZĘSTOTLIWOŚĆ KONSERWACJI i naciskając klawisz ENTER. Następnie ustaw żądaną
wartość za pomocą pokręteł plus/ minus. Kiedy minie termin, w dzienniku błędów zostanie
wyświetlony kod usterki 54. Zresetować naciskając przycisk WYZERUJ .
Gdy opcja LIMIT ŁACZNEGO CZASU PRACY jest wybrana zamiast liczby startów, zostanie
wezwany technik autoryzowanego serwisu firmy ESAB.
0460 896 601
- 68 -
© ESAB AB 2019
Page 69

9 KONFIGURACJA
SERWIS
CZĘSTOTLIWOŚĆ KONSERWACJI
LICZBA SPOIN
LIMIT ŁACZNEGO CZASU PRACY
ŁACZNY CZAS PRACY
WYZERUJ KONIEC
0 spawów
0 spawów
0d00:00:00
0d00:00:00
9.16 Jednostka długości
MENU GŁÓWNE » KONFIGURACJA » JEDNOSTKA DŁUGOŚCI
Tutaj wybiera się jednostkę miary, Metryczne lub Cale:
9.17 Częstotliwość wartości pomiarowej
MENU GŁÓWNE » KONFIGURACJA » CZEST. POMIARU PARAMETRÓW
Tutaj ustawia się częstotliwość wartości pomiarowej, regulując wartość w zakresie od 1 do
10 Hz za pomocą jednego z pokręteł plus/ minus. Częstotliwość pomiaru wartości wpływa
tylko na dane pomiarów w obliczeniach danych o jakości.
9.18 Kod dostępu
KONFIGURACJA » AKTYWACJA STEROWNIKA
Funkcja AKTYWACJA STEROWNIKA umożliwia odblokowanie pewnych funkcji, które nie
zostały zawarte w podstawowej wersji panelu sterowania.
Aby uzyskać dostęp do tych funkcji, należy skontaktować się z firmą ESAB. Po podaniu
seryjnego numeru urządzenia otrzymasz kod dostępu, który należy wpisać w menu
AKTYWACJA STEROWNIKA.
AKTYWACJA STEROWNIKA
Nr seryjny: 00000 - 00000 - 00000
Kod: AAA
WPROW.
KLAWISZ AKTYWNY KONIEC
Naciśnij WPROWADŹ KOD i wpisz kod dostępu za pomocą wyświetlanej klawiatury. Ustaw
kursor na żądanym znaku za pomocą lewego pokrętła i klawiszy strzałek. Naciśnij ENTER.
Po wpisaniu pełnego wyrażenia naciśnij GOTOWE.
Aby aktywować, naciśnij klawisz AKTYWNY. Pojawi się komunikat: AKTYWNY KLUCZ. W
razie niepowodzenia rejestracji pojawi się komunikat: NIEAKTYWNY KLUCZ. Sprawdź kod
dostępu i spróbuj ponownie.
0460 896 601
- 69 -
© ESAB AB 2019
Page 70

9 KONFIGURACJA
9.19 Reg. czasowy podśw. wyśw.
MENU GŁÓWNE » KONFIGURACJA » REG. CZASOWY PODŚW. WYŚW.
Domyślne ustawienie to WŁ. STAŁE.
Aby zwiększyć trwałość podświetlenia wyświetlacza, po trzech minutach braku aktywności
następuje jego wyłączenie.
Aby zmienić ustawienia, należy wybrać wiersz i nacisnąć przycisk WPROW..
Ustawienie funkcji Reg. czasowy podśw. wyśw. do WŁ. STAŁE , aby wyłączyć podświetlenie
wyświetlacza po trzech minutach braku aktywności.
Ustaw funkcję na WYŁ , aby zapobiec wyłączeniu podświetlenia wyświetlacza. Wyświetlacz
będzie przez cały czas włączony.
Ta funkcja jest niedostępna w przypadku używania U82w trybie prezentacji razem z W82.
0460 896 601
- 70 -
© ESAB AB 2019
Page 71

10 NARZĘDZIA
10 NARZĘDZIA
MENU GŁÓWNE » NARZĘDZIA
NARZĘDZIA
DZIENNIK BŁĘDÓW►
EKSPORT/IMPORT►
MENEDŻER PLIKÓW►
EDYTOR LIMITÓW KONFIGURACJI►
EDYTOR LIMITÓW POMIARÓW►
STATYSTYKI PRODUKCYJNE►
FUNKCJE DOKUMENTACYJNE►
EDYCJA LINII SYNERGICZNYCH►
KALENDARZ►
POZIOMY DOSTĘPU►
INFORMACJE ZESPOŁU►
KONIEC
10.1 Dziennik błędów
MENU GŁÓWNE » NARZĘDZIA » DZIENNIK BLEDÓW
Kody do zarządzania błędami służą do informowania o usterkach w procesie spawania. Na
wyświetlaczu pojawia się wtedy menu kontekstowe. W prawym górnym rogu wyświetlacza
pojawia się wykrzyknik .
UWAGA!
znika z wyświetlacza zaraz po przejściu do menu dziennika błędów.
Wszystkie błędy, które wystąpiły podczas używania urządzeń spawalniczych, są
dokumentowane jako komunikaty o błędach w dzienniku błędów. Można zapisać
maksymalnie 99 komunikatów o błędach. Jeśli dziennik błędów zapełni się, tj. zostanie
zapisanych 99 komunikatów o błędach, kolejny błąd spowoduje automatyczne usunięcie
najstarszego komunikatu.
Menu dziennika błędów zawiera następujące informacje:
• Numer indeksu błędu
• Data wystąpienia błędu, w formacie: RRMMDD
• Godzina wystąpienia błędu
• Urządzenie, w którym wystąpił błąd
• Kod błędu
• Dodatkowe dane w zależności od kodu błędu, na przykład zespół, który wygenerował
kod błędu
0460 896 601
- 71 -
© ESAB AB 2019
Page 72

10 NARZĘDZIA
DZIENNIK BLEDÓW
IndeksData Godzina Zespół Błąd Dane
1
2
3
121029
121029
171113
13:29:16
13:29:21
09:38:49
8
8
8
19
17
19
Bład pamięci zasilanej z baterii
USUŃ Skasuj wszytsko ODŚWIEŻ WYŚWIETL
Jednostki
1 = chłodnica 4 = przystawka zdalnego
sterowania
2 = źródło prądu 5 = moduł AC
3 = podajnik drutu 8 = panel sterowania
10.1.1 Objaśnienia kodów błędów
Error-kod Opis
1 Niepopr. suma danych z EPROM
Wystąpił błąd w pamięci programu.
Ten błąd nie wyłącza żadnej funkcji.
2
KONIEC
CAŁOŚĆ
Działanie: Uruchom ponownie. Jeśli błąd występuje nadal, wezwij technika
serwisu.
2 Niepopr. wynik testu wewn. RAM
Mikroprocesor nie może odczytać z / zapisać w danej pozycji pamięci w
swojej pamięci wewnętrznej.
Ten błąd nie wyłącza żadnej funkcji.
Działanie: Uruchom ponownie. Jeśli błąd występuje nadal, wezwij technika
serwisu.
3 Niepopr. wynik testu zewn. RAM
Mikroprocesor nie może odczytać z / zapisać w danej pozycji pamięci w
swojej pamięci zewnętrznej.
Ten błąd nie wyłącza żadnej funkcji.
Działanie: Uruchom ponownie. Jeśli błąd występuje nadal, wezwij technika
serwisu.
4 Za niskie napięcie na wejściu +5 V
Napięcie zasilania jest zbyt niskie.
Bieżący proces spawania został zatrzymany i nie może być uruchomiony
ponownie.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd
występuje nadal, wezwij technika serwisu.
0460 896 601
- 72 -
© ESAB AB 2019
Page 73

10 NARZĘDZIA
Error-kod Opis
5 Napięcie DC poza zakresem
Napięcie jest zbyt niskie lub zbyt wysokie. Napięcie może być zbyt wysokie
w wyniku poważnych przebiegów przejściowych w zasilaniu sieciowym lub
słabego zasilania (wysoka indukcyjność zasilania lub utrata fazy).
Źródło prądu zostało zatrzymane i nie może być uruchomione ponownie.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd
występuje nadal, wezwij technika serwisu.
6 Wysoka temperatura
Zadziałał termiczny, samoczynny wyłącznik przeciążeniowy.
Bieżący proces spawania został zatrzymany i nie może być uruchomiony
ponownie do chwili zresetowania wyłącznika.
Działanie: Sprawdź, czy wloty lub wyloty powietrza chłodzącego nie są
zablokowane lub zapchane brudem. Sprawdzić używany cykl pracy i
upewnić się, że sprzęt nie jest przeciążany.
7 Wysoki prąd pierwotny
Źródło prądu pobiera zbyt dużo prądu z napięcia DC, które go dostarcza.
Źródło prądu zostało zatrzymane i nie można go uruchomić.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd
występuje nadal, wezwij technika serwisu.
8 Napięcie DC1 przekr. bezp. poziom
Konieczna jest wymiana akumulatora na płytce drukowanej w module
sterowania W82. W przeciwnym razie cała zawartość pamięci
podtrzymywanej przez akumulator zostanie utracona po wyłączeniu
urządzenia.
Działanie: należy skontaktować się z technikiem autoryzowanego serwisu
firmy ESAB.
9 Zasilanie 2
Kod błędu z zewnętrznego źródła
Działanie: Sprawdź instrukcję obsługi podłączonych urządzeń.
10 Zasilanie 3
Kod błędu z zewnętrznego źródła
Działanie: Sprawdź instrukcję obsługi podłączonych urządzeń.
11 Błąd serwomechanizmu
Kod błędu z zewnętrznego źródła
Działanie: Sprawdź instrukcję obsługi podłączonych urządzeń.
12 Interfejs magistr. w stanie ostrz.
Obciążenie magistrali systemowej CAN jest chwilowo zbyt wysokie.
Możliwe, że źródło prądu lub podajnik drutu utraciły kontakt z panelem
sterowania.
Działanie: Sprawdź sprzęt i upewnij się, że jest podłączony tylko jeden
podajnik drutu lub przystawka zdalnego sterowania. Jeśli błąd występuje
nadal, wezwij technika serwisu.
0460 896 601
- 73 -
© ESAB AB 2019
Page 74

10 NARZĘDZIA
Error-kod Opis
14 Wył. magistr. - przerwa w komunik.
Magistrala systemowa CAN chwilowo nie działa z powodu nadmiernego
obciążenia.
Bieżący proces spawania został zatrzymany.
Działanie: Sprawdź sprzęt i upewnij się, że jest podłączony tylko jeden
podajnik drutu lub przystawka zdalnego sterowania. Wyłącz zasilanie
sieciowe, aby zresetować urządzenie. Jeśli błąd występuje nadal, wezwij
technika serwisu.
15 Utrata wiad. przesyłanej magistr.
Mikroprocesor nie jest w stanie przetwarzać informacji nadchodzących
wystarczająco szybko, co prowadzi do ich utraty.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd
występuje nadal, wezwij technika serwisu.
16 Wysokie napięcie obwodu otwartego
Napięcie obwodu otwartego było zbyt wysokie.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd
występuje nadal, wezwij technika serwisu.
17 Brak komunikacji z drugim modułem
Bieżące działania zostaną wstrzymane i nie jest możliwe rozpoczęcie
spawania.
Ten błąd może być spowodowany przerwaniem połączenia (np. kabla CAN)
pomiędzy modułem danych spawania i drugim modułem. Moduł, którego
dotyczy awaria, jest wyświetlany w dzienniku błędów.
Działanie: Sprawdź kable CAN. Jeśli błąd występuje nadal, wezwij technika
serwisu.
19 Bład pamięci zasilanej z baterii
Spadek napięcia baterii
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Panel
sterowanie zostanie zresetowany. Ustawienia są wyświetlane w języku
angielskim, jako MIG/MAG, SHORT/SPRAY, Fe, CO2, 1,2 mm. Jeśli błąd
będzie się powtarzać, wezwij technika serwisu.
22 Przepełnienie bufora transmisji
Panel sterowania nie jest w stanie przekazywać informacji do innych
urządzeń wystarczająco szybko.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie.
23 Przepelnienie bufora odbiorczego
Panel sterowania nie jest w stanie przetwarzać informacji od innych
urządzeń wystarczająco szybko.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie.
25 Niezgodny format danych spawania
Próba zapisania danych spawania w pamięci USB. Pamięć USB posiada
inny format danych, niż pamięć danych spawania.
Działanie: Użyj innej pamięci USB.
0460 896 601
- 74 -
© ESAB AB 2019
Page 75

10 NARZĘDZIA
Error-kod Opis
26 Awaryjna inicjacja zerowania (Błąd programu)
Coś przeszkodziło procesorowi w wykonywaniu jego normalnych zadań w
programie.
Nastąpi ponowne automatyczne uruchomienie programu. Bieżący proces
spawania zostanie zatrzymany. Ten błąd nie wyłącza żadnej funkcji.
Działanie: Przejrzeć ustawienia programów spawania podczas spawania.
Jeśli błąd występuje nadal, wezwij technika serwisu.
27 Nie wykryto spoiwa
Brak drutu/Błąd — pułapka sprzętowa
Kod błędu z zewnętrznego źródła
Działanie: Sprawdź instrukcję obsługi podłączonych urządzeń.
28 Przepełnienie stosu
Wykonywanie programu nie działa.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd
występuje nadal, wezwij technika serwisu.
29 Brak przepływu cieczy
Brak przepływu wody chłodzącej
Kod błędu z zewnętrznego źródła
Ten błąd występuje w przypadku nieuzyskania wystarczającego przepływu
cieczy chłodzącej w czasie 10s po przełączeniu z trybu czuwania.
Działanie: Sprawdź instrukcję obsługi podłączonych urządzeń.
30 Przek. poz. błędu czasu regulatora
Zbyt długi czas działania regulatora (tylko przy spawaniu MIG/MAG).
32 Brak przepływu gazu
Kod błędu z zewnętrznego źródła
Działanie: Sprawdź instrukcję obsługi podłączonych urządzeń.
54 Minął termin przeglądu
Minął termin przeglądu dotyczący wymiany końcówki kontaktowej.
Działanie: Wymienić końcówkę stykową.
60 Błąd komunikacji
Magistrala systemowa CAN chwilowo nie działa z powodu zbyt dużego
obciążenia. Bieżący proces spawania zostaje zatrzymany.
Działanie: Sprawdź, czy wszystkie urządzenia są prawidłowo połączone.
Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd występuje
nadal, wezwij technika serwisu.
64 Błąd ładowania typu sterowania
Podczas uruchamiania/pobierania pamięci do źródła zasilania przesłano z
urządzenia U82nieobsługiwany typ sterowania.
Działanie: wymienić regulator na podzespół innego typu.
0460 896 601
- 75 -
© ESAB AB 2019
Page 76

10 NARZĘDZIA
Error-kod Opis
70 Przekroczony bieżący limit wartości pomiarów
Bieżące wartości pomiarów przekroczyły swoje limity.
Działanie: Sprawdź, czy bieżący limit został ustawiony prawidłowo. Sprawdź
również jakość spoiny.
71 Przekroczony limit wartości pomiarów napięcia
Wartości pomiarów napięcia przekroczyły swoje limity.
Działanie: Sprawdź, czy limit napięcia został ustawiony prawidłowo.
Sprawdź również jakość spoiny.
72 Przekroczony limit wartości pomiarów zasilania
Wartości pomiarów zasilania przekroczyły swoje limity.
Działanie: Sprawdź, czy limit zasilania został ustawiony prawidłowo.
Sprawdź również jakość spoiny.
73 Przekroczony bieżący limit wartości pomiarów WF
Bieżące wartości pomiarów WF przekroczyły swoje limity.
Działanie: Sprawdź, czy bieżący limit WF został ustawiony prawidłowo.
Sprawdź również jakość spoiny.
75 Ostrz. przel. linii synergicznych
Trwa ponowne obliczanie linii synergicznych.
Działanie: nacisnąć przycisk Enter, aby zaakceptować ponowne obliczenia.
76 Zaloguj się, aby rozpocząć spawanie
Nie można rozpocząć spawania, ponieważ użytkownik nie jest zalogowany.
Ten błąd może wystąpić tylko w przypadku włączenia funkcji „Usługa
wymaga zalogowania”.
Działanie: Aktywuj konto użytkownika i zaloguj się.
78 Brak odpowiedniego wiersza na wyśw.
Wiersz spawania łukiem krótkim/natryskowym odpowiadający wybranej linii
synergicznej spawania impulsowego (obejmującej ten sam materiał,
mieszaninę gazu i wymiary), nie jest dostępny.
Działanie: Utwórz odpowiedni wiersz spawania łukiem krótkim/natryskowym
zdefiniowany przez użytkownika i uruchom ponownie.
10.2 Eksport / Import
MENU GŁÓWNE » NARZĘDZIA » EKSPORT/IMPORT
W menu EKSPORT/IMPORT można przesyłać informacje do i z panelu sterowania za
pomocą pamięci USB.
Można przesyłać następujące informacje:
ZESTAWY PROGRAMÓW SPAWANIA EKSPORT/IMPORT
USTAWIENIA SYSTEMOWE EKSPORT/IMPORT
LIMITY - KONFIGURACJI EKSPORT/IMPORT
LIMITY POMIARÓW EKSPORT/IMPORT
DZIENNIK BLEDÓW EKSPORT
REJESTR FUNKCJI MONITORINGU EKSPORT
STATYSTYKI PRODUKCYJNE EKSPORT
0460 896 601
- 76 -
© ESAB AB 2019
Page 77
10 NARZĘDZIA
EKSPORT LINII SYNER. EKSPORT/IMPORT
PARAMETRY STANDARDOWE EKSPORT/IMPORT
POZIOMY DOSTĘPU EKSPORT/IMPORT
Włóż pamięć USB. Informacje na temat wkładania pamięci USB znajdują się w sekcji „Złącze
USB”. Wybierz wiersz zawierający informacje, które chcesz przesłać. NaciśnijEKSPORT lub
IMPORTw zależności od tego, czy informacje mają być eksportowane czy importowane.
EKSPORT/IMPORT
ZESTAWY PROGRAMÓW SPAWANIA
USTAWIENIA SYSTEMOWE
LIMITY - KONFIGURACJI
LIMITY - POMIARÓW
DZIENNIK BLEDÓW
REJESTR FUNKCJI MONITORINGU
STATYSTYKI PRODUKCYJNE
EKSPORT LINII SYNER.
PARAMETRY STANDARDOWE
POZIOMY DOSTĘPU
EKSPORT IMPORT KONIEC
10.3 Menedżer plików
MENU GŁÓWNE » NARZĘDZIA » MENEDŻER PLIKÓW
W menedżerze plików można przetwarzać informacje w pamięci USB (C:\). Menedżer plików
umożliwia ręczne usuwanie i kopiowanie danych spawania i danych dokumentacyjnych.
Po włożeniu pamięci USB, na wyświetlaczu pojawi się podstawowy folder pamięci, jeśli nie
wybrano jeszcze innego folderu.
Panel sterowania zapamiętuje miejsce ostatniego używania menedżera plików, więc wraca
się w to samo miejsce w strukturze plików.
MENEDŻER PLIKÓW
..
INFO ODŚWIEŻ ZMIEŃ KONIEC
FunkcjaINFO służy do sprawdzania dostępnej ilości miejsca w pamięci.
Informacje aktualizuje się, naciskając klawisz ODŚWIEŻ.
Aby usunąć, zmienić nazwę, utworzyć nowy folder, skopiować lub wkleić, naciśnij klawiszALT.
Pojawi się lista dostępnych opcji. Jeśli zostanie wybrane (..) lub folder, można tylko utworzyć
nowy folder lub wkleić uprzednio skopiowany plik. Jeśli wybrano plik zostaną dodane opcje
ZMIEŃ NAZWE, KOPIUJ lub WKLEJ , jeśli wcześniej skopiowano plik.
0460 896 601
- 77 -
© ESAB AB 2019
Page 78

10 NARZĘDZIA
Wybierz folder lub plik i naciśnij ALT.
MENEDŻER PLIKÓW
..
WeldData
NOWY FOLDER
ErrorLog.xml
QData.xml
~Weldoffice.dat
INFO ODŚWIEŻ ZMIEŃ KONIEC
Ta lista pojawia się po naciśnięciu klawisza ALT.
MENEDŻER PLIKÓW » ZMIEŃ
KOPIUJ
WKLEJ
USUŃ
ZMIEŃ NAZWE
NOWY FOLDER
10.3.1 Usuwanie pliku/ folderu
Zaznacz plik lub folder, który chcesz usunąć i naciśnij ZMIEŃ.
Wybrać pozycję USUŃ i nacisnąć WPROW..
MENEDŻER PLIKÓW » ZMIEŃ
USUŃ
ZMIEŃ NAZWE
NOWY FOLDER
Plik/ folder został usunięty. Przed usunięciem folderu należy go opróżnić, tzn. usunąć
zawarte w nim pliki.
10.3.2 Zmiana nazwy pliku/ folderu
Zaznacz plik lub folder, którego nazwę chcesz zmienić i naciśnij ZMIEŃ.
Wybrać pozycję ZMIEŃ NAZWE i nacisnąć WPROW..
MENEDŻER PLIKÓW » ALT
USUŃ
ZMIEŃ NAZWE
NOWY FOLDER
Na wyświetlaczu pojawi się klawiatura. Użyj lewego pokrętła do zmiany wiersza i klawiszy
strzałek do poruszania się w lewo i w prawo. Zaznacz znak/funkcję, których chcesz użyć i
naciśnij WPROW..
0460 896 601
- 78 -
© ESAB AB 2019
Page 79
10 NARZĘDZIA
10.3.3 Tworzenie nowego folderu
Zaznacz, gdzie chcesz utworzyć nowy folder i naciśnij ZMIEŃ.
Wybrać pozycję NOWY FOLDER i nacisnąć WPROW..
MENEDŻER PLIKÓW » ALT
USUŃ
ZMIEŃ NAZWE
NOWY FOLDER
Na wyświetlaczu pojawi się klawiatura. Użyj lewego pokrętła do zmiany wiersza i klawiszy
strzałek do poruszania się w lewo i w prawo. Zaznacz znak/funkcję, których chcesz użyć i
naciśnij WPROW..
10.3.4 Kopiowanie i wklejanie plików
Zaznacz plik, który chcesz skopiować i naciśnij ZMIEŃ.
Wybrać pozycję KOPIUJ i nacisnąć WPROW..
MENEDŻER PLIKÓW » ALT
KOPIUJ
WKLEJ
USUŃ
ZMIEŃ NAZWE
NOWY FOLDER
Ustaw kursor w folderze, do którego chcesz skopiować plik i naciśnij ZMIEŃ.
Wybrać pozycję WKLEJ i nacisnąć WPROW..
MENEDŻER PLIKÓW » ALT
KOPIUJ
WKLEJ
USUŃ
ZMIEŃ NAZWE
NOWY FOLDER
Kopia zostaje zapisana jako Copy of + oryginalna nazwa, np. Copy of WeldData.awd.
10.4 EDYTOR LIMITÓW NASTAW
MENU GŁÓWNE » NARZĘDZIA » EDYTOR LIMITÓW KONFIGURACJI
W tym menu ustawia się własne maks. i min. wartości różnych metod spawania. Limity nie
mogą być wyższe ani niższe od wartości, dla których zwymiarowano źródło prądu. Istnieje 50
miejsc zapisu. Zaznacz wiersz do pustego miejsca zapisu i naciśnij WPROW.. Wybierz
proces (MIG/MAG, MMA, TIG) i naciśnij WPROW.. W przypadku MIG/MAG, można wybrać
maks. i min. wartości napięcia i prędkości podawania drutu.
0460 896 601
- 79 -
© ESAB AB 2019
Page 80

10 NARZĘDZIA
EDYTOR LIMITÓW KONFIGURACJI
METODA SPAWANIA
NAPIĘCIE ŁUKU
- MIN
- MAX
PRĘDKOŚĆ DRUT
- MIN
- MAX
25,0 M/Min.
ZAPISZ AUTO USUŃ KONIEC
W przypadku MMA i TIG można zmienić maks. i min. wartości natężenia prądu.
LIMITY - KONFIGURACJI
1 MIG
2 MMA
3 4 5 -
MIG/MAG
8,0 V
60,0 V
0,8 M/Min.
6 7 -
20 - 394 AMP
KONIEC
Po zakończeniu zmian wartości, naciśnij ZAPISZ. Kiedy pojawi się pytanie, czy wartość
limitu ma zostać zapisana w wybranym miejscu zapisu, naciśnij NIE lub TAK. Wartości
miejsca zapisu można zobaczyć pod linią u dołu ekranu. W tym przypadku miejsce zapisu 2
dla wartości limitów MMA to 20 - 394 A.
Funkcja AUTOumożliwia automatyczne ustawianie limitów zgodnie z limitami ustawionymi
dla każdej metody spawania.
Kiedy pojawi się pytanie, czy limity konfiguracji mają być ustawione automatycznie, naciśnij
NIE lub TAK a następnie ZAPISZ jeśli chcesz zachować ustawienie.
10.5 Edytor limitów pomiarów
MENU GŁÓWNE » NARZĘDZIA » EDYTOR LIMITÓW POMIARÓW
W tym menu ustawia się własne wartości parametrów dla różnych metod spawania. Istnieje
50 miejsc zapisu. Zaznacz wiersz do pustego miejsca zapisu i naciśnijWPROW.. Wybierz
proces, naciskając WPROW.. Następnie wybierz z listy proces spawania i naciśnij WPROW.
ponownie.
Można wybrać następujące wartości:
Metoda MIG/MAG
• napięcie: czas(0–10s), min., maks., min. średnie, maks. średnie
• prąd: czas(0–10s), min., maks., min. średnie, maks. średnie
• moc wyjściowa: min., maks., min. średnie, maks. średnie
• prąd podajnika drutu: min., maks., min. średnie, maks. średnie
0460 896 601
- 80 -
© ESAB AB 2019
Page 81

10 NARZĘDZIA
UWAGA!
Aby zapobiec problemom z podawaniem, szczególnie w przypadku spawania
zrobotyzowanego, zaleca się podanie wartości maks. prądu silnika podajnika drutu.
Wysoki prąd silnika wskazuje na problemy z podawaniem. Aby podać prawidłową
wartość maks., należy przeanalizować prąd silnika z miesięcznego okresu
spawania. Następnie można uzyskać właściwą wartość maksymalną.
Metody MMA i TIG
• napięcie: czas(0–10s), min., maks., min. średnie, maks. średnie
• prąd: czas(0–10s), min., maks., min. średnie, maks. średnie
• moc wyjściowa: min., maks., min. średnie, maks. średnie
Ustaw żądaną wartość za pomocą jednego z pokręteł z prawej strony i naciśnij ZAPISZ.
W oknie dialogowym pojawi się pytanie, czy chcesz zapisać wybrane miejsce zapisu.
Naciśnij TAK , aby zapisać wartość. Wartości zapisu można zobaczyć pod linią u dołu
ekranu.
LIMITY POMIARÓW
1 - MIG
2 - TIG
3 4 5 6 7 -
24,0 - 34,0 V, 90 - 120 AMP
2000 - 3000 Kw
KONIEC
Funkcja AUTOumożliwia automatyczne ustawianie limitów zgodnie z ostatnio używanymi
wartościami pomiarów.
Kiedy pojawi się pytanie, czy wartości pomiarów mają być ustawione automatycznie, naciśnij
NIE lub TAK a następnie ZAPISZ jeśli chcesz zachować ustawienie.
10.6 Statystyka produkcji
MENU GŁÓWNE » NARZĘDZIA » STATYSTYKI PRODUKCYJNE
Statystyka produkcji służy do śledzenia całkowitego czasu jarzenia się łuku, całkowitej ilości
zużytych materiałów i liczby spawań od ostatniego zerowania. Śledzi ona również czas
jarzenia się łuku i ilość materiałów zużytych w ostatnim spawaniu. W celach informacyjnych
wyświetlana jest także obliczona długość stopionego drutu oraz godzina ostatniego
zerowania.
Liczba spawań nie ulega zwiększeniu, jeśli czas jarzenia się łuku był krótszy niż 1 sekunda.
Z tego powodu nie jest wyświetlana ilość zużytego materiału w krótkim spawaniu tego typu.
Jednak zużycie materiału i czas są uwzględnione w łącznym zużyciu materiału i czasie
jarzenia się łuku.
0460 896 601
- 81 -
© ESAB AB 2019
Page 82

10 NARZĘDZIA
STATYSTYKI PRODUKCYJNE
OSTATNIA
SUMA
SPOINA
CZAS TRWANIA ŁUKU
ZUŻYCIE SPOIWA
NA PODSTAWIE
0s.
0g
0g/m
0s.
NR SPOINY
OSTATNI RESET 081114 08:38:03
WYZERUJ ODŚWIEŻ KONIEC
Po naciśnięciu przycisku WYZERUJwszystkie liczniki są zerowane. Data i godzina podają
ostatnie zerowanie.
Jeśli nie wyzerujesz liczników, wszystkie zostaną wyzerowane automatycznie, kiedy jeden z
nich osiągnie wartość maksymalną.
Maksymalne wartości liczników
Czas 999 godzin, 59 minut, 59 sekund
Waga 13 350 000 gramów
0g
0
Ilość 65535
Zużycie materiału nie jest liczone w przypadku używania indywidualnych linii synergicznych
klienta.
10.7 Funkcje dokumentacyjne
MENU GŁÓWNE » NARZĘDZIA » FUNKCJE DOKUMENTACYJNE
Funkcje dokumentacyjne śledzą różne ciekawe dane spawania dla poszczególnych spawań.
Są to:
• Czas rozpoczęcia spawania.
• Czas trwania spawania.
• Maksymalne, minimalne i średnie natężenie prądu podczas spawania.
• Maksymalne, minimalne i średnie napięcie podczas spawania.
• Maksymalna, minimalna i średnia moc podczas spawania.
Aby obliczyć doprowadzone ciepło, zostaje zaznaczone wybrane spawanie. Przejrzyj
spawania za pomocą prawego górnego pokrętła (#) i ustaw długość spoiny niższym
pokrętłem (*). Naciśnij ODŚWIEŻ , aby moduł spawania obliczył doprowadzone ciepło dla
wybranej spoiny.
W wierszu u dołu ekranu wyświetlana jest liczba spawań od ostatniego zerowania. Można
zapisać informacje dotyczące maksymalnie 100 spawań. W razie przekroczenia 100
spawań, pierwsze zostaje zastąpione. Spawanie musi trwać dłużej niż sekundę, aby zostało
zarejestrowane.
Ostatnie zarejestrowane spawanie jest wyświetlane na ekranie, choć można również
przeglądać inne zarejestrowane spawania. Wszystkie dzienniki są usuwane po naciśnięciu
przycisku WYZERUJ.
0460 896 601
- 82 -
© ESAB AB 2019
Page 83

10 NARZĘDZIA
FUNKCJE DOKUMENTACYJNE
#PROGRAM 1 / 4 *DŁ SPOINY: 102 cm
START 20081009 10 : 14 : 48
CZAS SPAWA. 00 : 00 : 03 DANE SPAWANIA:
WP. CIEPŁO: 3,12 kJ/mm
I [A]
U [V]
P [kW]
MAX
120.00
12,50
3,11
MIN
58.00
6,50
1,47
ŚRED
81.00
8,75
2,10
LICZBA SPOIN OD WYZEROWANIA: 4
WYZERUJ ODŚWIEŻ KONIEC
Aby uzyskać informacje na temat zapisanych danych, patrz sekcja „KONFIGURACJA,
funkcje dokumentacyjne”.
10.8 Dane synergiczne użytkownika
MENU GŁÓWNE » NARZĘDZIA » EDYCJA LINII SYNERGICZNYCH
Można tworzyć własne linie synergiczne powiązane z prędkością podawania drutu i
napięciem. Maksymalnie można zapisać dziesięć takich linii synergicznych.
Nową linię synergiczną tworzy się w dwóch krokach:
• Zdefiniuj nową linię synergiczną, podając liczbę współrzędnych napięcia/ prędkości
podawania drutu – patrz punkty A-D na poniższym wykresie:
Napięcie
Podawanie drutu
• Określ kombinację drutu/ gazu, której ma dotyczyć linia synergiczna.
10.8.1 Określ współrzędne napięcia/ drutu
Do utworzenia linii synergicznej dla metody spawania łukiem zwarciowym/ natryskowym
wymagane są cztery współrzędne; dla metody pulsacji wymagane są dwie współrzędne.
Następnie zapisz te współrzędne pod oddzielnymi numerami danych spawania w pamięci
danych spawania.
Łuk zwarciowy/ natryskowy
0460 896 601
- 83 -
© ESAB AB 2019
Page 84

10 NARZĘDZIA
• Wyświetl menu główne i wybierz dla MIG/MAG metodę ZWARCIE/NATRYSK.
• Wprowadź wymagane wartości napięcia i prędkości podawania drutu dla pierwszej
współrzędnej.
• Przejdź do menu PROGRAM i zapisz pierwszą współrzędną pod dowolnym numerem.
Cztery współrzędne dla linii metody zwarciowej/ natryskowej można zapisać jako
dowolne numery. Fabrycznie zostały one zapisane jako numery 96, 97, 98 i 99.
Wyższy numer danych spawania powinien zawierać wyższe wartości napięcia,
parametru początkowego R, przybliżonego natężenia i prędkości podawania drutu niż
poprzedzający go numer danych spawania.
Wyświetlanie przybliżonego natężenia jest regulowane w KONFIGURACJA »
MIG/MAG - DOMYŚLNE .
Parametry spawania dotyczące indukcyjności i rodzaj sterowania muszą mieć
jednakową wartość we wszystkich czterech numerach danych spawania.
• Określ liczbę wymaganych współrzędnych, a następnie przejdź do sekcji „Określanie
prawidłowej kombinacji drutu/ gazu”.
Pulsacja
• Wyświetl menu główne i wybierz dla MIG/MAG metodę Z PULSEM.
• Wprowadź wymagane wartości napięcia i prędkości podawania drutu dla pierwszej
współrzędnej.
• Przejdź do menu PROGRAM i zapisz pierwszą współrzędną pod dowolnym numerem.
Wyższy numer danych spawania powinien zawierać wyższe wartości napięcia,
prędkości podawania drutu, częstotliwości pulsu, amplitudy pulsu, parametru
początkowego R i prądu bazy niż poprzedzający go numer danych spawania.
Parametry spawania dotyczące czasu pulsu, Ka, Ki i nachylenie muszą mieć
jednakową wartość w obu numerach danych spawania.
• Określ liczbę wymaganych współrzędnych, a następnie przejdź do sekcji „Określanie
prawidłowej kombinacji drutu/ gazu”.
10.8.2 Określanie prawidłowej kombinacji drutu/ gazu
Ustaw kursor w wierszu DRUT i naciśnij klawisz ENTER.
EDYCJA WŁASNYCH LINII SYNERGICZ.
DRUT
GAZ OSŁONOWY
ŚREDNICA DRUTU
PROGRAM LINII SYNER. NR 1
PROGRAM LINII SYNER. NR 2
PROGRAM LINII SYNER. NR 3
PROGRAM LINII SYNER. NR 4
USUŃ KONIEC
Wybierz opcję wyświetlaną na liście i naciśnij WPROW.. W ten sam sposób można wybrać
GAZ OSŁONOWY Następnie naciśnij ENTER.
Fe ER70S
CO2.
0,6 mm
96
97
98
99
0460 896 601
- 84 -
© ESAB AB 2019
Page 85

10 NARZĘDZIA
EDYCJA WŁASNYCH LINII SYNERGICZ.
» DRUT
Fe ER70S
Ss ER316LSi
Duplex ER2209
AIMg ER5356
AISi ER4043
Fe E70 MCW
Wybierz opcję wyświetlaną na liście i naciśnij ENTER.
EDYCJA WŁASNYCH LINII SYNERGICZ.
» GAZ OSŁONOWY
CO2.
Ar 18%CO2
Ar2%O2
Ar
He
ArHeO2.
W ten sam sposób można wybrać ŚREDNICA DRUTU Następnie naciśnij ENTER.
EDYCJA WŁASNYCH LINII SYNERGICZ.
» ŚREDNICA DRUTU
0,6 mm
0,8 mm
1,0 mm
1,2 mm
1,4 mm
1,6 mm
Wybrać pozycję PROGRAM LINII SYNER. NR 1 i naciśnij ZAPISZ.
Operacja została zakończona – linia synergiczna została zdefiniowana.
UWAGA!
Dla każdej pulsacji wymagana jest odpowiednia synergia zwarciowa/ natryskowa.
Podczas tworzenia nowej linii synergicznej dla metody z pulsem, zawsze zostanie
wyświetlone ostrzeżenie o braku odpowiedniej linii dla metody spawania łukiem zwarciowym/
natryskowym. Treść ostrzeżenia: WARNING! Brak odpowiedniej linii synergicznej dla metody
zwarciowej/ natryskowej.
10.8.3 Tworzenie własnej opcji drutu/ gazu
Listę opcji drutu/ gazu można rozszerzyć o maksymalnie dziesięć własnych opcji. U dołu
każdej listy znajduje się pusty wiersz (---). Ustawiając kursor w tym wierszu i naciskając
ENTER można uzyskać dostęp do klawiatury i wpisywać własne opcje.
0460 896 601
- 85 -
© ESAB AB 2019
Page 86

10 NARZĘDZIA
Zaznacz wiersz i naciśnij ENTER.
Ar15%CO2
Ar8%O2
Ar30%He
Ar30%He2%H2
Ar30%HeO5%CO2
---
Klawiatura panelu sterowania jest używana w następujący sposób:
• Ustaw kursor na żądanym znaku za pomocą lewego pokrętła i klawiszy strzałek.
Naciśnij ENTER. Wpisz w ten sposób pełne wyrażenie, które może zawierać
maksymalnie 16 znaków.
• Naciśnij DONE. Nazwa opcji będzie widoczna na liście.
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACJA CAPS
_
0 (MAKS 16)
USUŃ SYMBOL DONE
Usuwanie nazwanej opcji przebiega następująco:
• Zaznacz swoją opcję drutu/ gazu na odpowiedniej liście.
• Naciśnij USUŃ.
UWAGA!
Nazwanej opcji drutu/ gazu nie można usunąć, jeśli stanowi część zestawu danych
spawania, który znajduje się obecnie w pamięci roboczej.
10.9 Kalendarz
MENU GŁÓWNE » NARZĘDZIA » KALENDARZ
Tutaj ustawia się datę i godzinę.
Wybierz wiersz, który chcesz ustawić: ROK, MIESIĄC, DZIEŃ, GODZINA, MINUTY,
SEKUNDY lub STREFA CZASOWA UTC. Ustaw prawidłową wartość za pomocą pokręteł po
prawej stronie. Naciśnij NASTAWY.
0460 896 601
- 86 -
© ESAB AB 2019
Page 87

10 NARZĘDZIA
DATA I GODZINA
ROK
MIESIĄC
DZIEŃ
GODZINA
MINUTY
SEKUNDY
STREFA CZASOWA UTC
2018
LUT
07
12
16
46
+0,0
20180207 12:20:50
NASTAWY KONIEC
10.10 Konta użytkowników
MENU GŁÓWNE » NARZĘDZIA » POZIOMY DOSTĘPU
Może się zdarzyć, że ze względu na jakość będzie nam zależało, aby źródło prądu nie mogło
być używane przez osoby nieupoważnione. Funkcja POZIOMY DOSTĘPU umożliwia
wykorzystanie źródła zasilania dopiero po zalogowaniu.
Jeśli zrezygnujesz z tej funkcji i zdecydujesz się udostępnić źródło prądu i panel sterowania
wszystkim użytkownikom, wybierz POZIOMY DOSTĘPU » WYŁ.
Poniższe instrukcje mają zastosowanie, gdy funkcja POZIOMY DOSTĘPU jest ustawiona na
WŁ. STAŁE.
W menu można zarejestrować nazwę użytkownika, poziom dostępu i hasło. POZIOMY
DOSTĘPU.
Dodawanie nowego użytkownika
Wybrać pozycję NAZWA UŻYTKOWNIKAi nacisnąć ENTER. Przewiń do pustego wiersza i
naciśnij ENTER.
Wprowadź nową nazwę użytkownika na klawiaturze za pomocą lewego pokrętła, klawiszy
strzałek i klawisza ENTER.
Maksymalnie można utworzyć 16 kont użytkowników. W plikach danych dokumentacyjnych
będzie widać, którzy użytkownicy wykonali określone spawanie.
Z menu POZIOM KONTA wybierz jedną z opcji:
• ADMINISTRATOR (administrator), pełny dostęp (możliwość dodawania nowych
użytkowników)
• TECHNOLOG/SPAWALNIK pełny dostęp z wyjątkiem funkcji:
○ blokada
○ kilka podajników drutu
○ kalendarz
○ Konta użytkowników
• UŻYTKOWNIK KOŃCOWY dostęp do menu pomiarów
• WELD MEMORY USER (użytkownik pamięci spawania) ma dostęp do menu pomiarów,
ale nie może zmienić napięcia ani prędkości podawania drutu
○ Użytkownik pamięci spawania może uzyskać dostęp do pamięci danych
spawania, aby przywołać inne dane spawania.
○ Użytkownik pamięci spawania nie może zapisywać ani edytować pamięci danych
spawania.
0460 896 601
- 87 -
© ESAB AB 2019
Page 88

10 NARZĘDZIA
W wierszu HASŁO UŻYTKOWNIKA wprowadź hasło z klawiatury. Po włączeniu źródła prądu
i panelu sterowania zostaniesz poproszony o wpisanie swojego hasła.
POZIOMY DOSTĘPU
NAZWA UŻYTKOWNIKA
POZIOM KONTA
ADMINISTRATOR
ADMINISTRATOR
HASŁO UŻYTKOWNIKA
POZIOMY DOSTĘPU
ZAPISZ USUŃ KONIEC
Zmień użytkownika
NARZĘDZIA » ZMIEŃ UŻYTKOWNIKA
Kiedy funkcja POZIOMY DOSTĘPU jest WŁ. STAŁE, widoczne jest to menu. Umożliwia
zmianę użytkownika.
Wpisz hasło użytkownika i zaloguj się lub wybierz KONIEC , aby powrócić do menu
NARZĘDZIA.
ZMIEŃ UŻYTKOWNIKA
WPROWADŻ HASŁO
WYŁ
-
KONIEC LOGIN WPROWADŹ
HASŁO
10.11 Informacje o urządzeniu
MENU GŁÓWNE » NARZĘDZIA » INFORMACJE ZESPOŁU
W tym menu dostępne są następujące informacje:
• ID maszyny
• ID węzła
2 = źródło prądu
3 = podajnik drutu
8 = panel sterowania
• Wersja programu
INFORMACJE ZESPOŁU
ID maszyny ID węzła Wersja programu
44
23
5
PANEL STEROWNICZY
8
2
3
1,00A
2,00A
1,18A
0460 896 601
- 88 -
KONIEC
© ESAB AB 2019
Page 89

11 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
11 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
PRZESTROGA!
Prace naprawcze i elektryczne powinny być wykonywane przez technika
autoryzowanego serwisu. Należy stosować wyłącznie oryginalne części zamienne i
eksploatacyjne.
U82zostało zaprojektowane i przetestowane zgodnie z międzynarodowymi i europejskimi
standardami 60974-1 i 60974-10. Do obowiązków serwisu, który przeprowadzał
konserwację lub naprawę, należy upewnienie się, że produkt nadal jest zgodny z
wymienioną normą.
Części zamienne oraz części eksploatacyjne można zamawiać przez lokalnego dealera firmy
ESAB – patrz strona esab.com. Przy składaniu zamówienia należy podać typ produktu,
numer seryjny, oznaczenie i numer części zamiennej według listy części zamiennych. Ułatwi
to wysyłkę i umożliwi prawidłową dostawę.
0460 896 601
- 89 -
© ESAB AB 2019
Page 90

PARAMETRY DRUTU I GAZU
PARAMETRY DRUTU I GAZU
U82 Plus - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
CO
2
(FeER70S)
Ar + 18% CO
Ar + 2% O
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 15% CO2+ 5% O
Ar + 16% CO
Ar + 25% CO
Ar + 2% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
Ar + 30% He + 1% O
Ar + 2% CO
0.8 0.9 1.0 1.2 1.6*
2
2
2
2
2
2
2
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
Ar + 3% CO2+ 1% H
Ar + 32% He + 3% CO2+ 1% H
Stainless solid wire (Ss ER307Si) Ar +2%O
Ar +2%CO
Stainless duplex wire
Ar + 2% O
(DuplexER2209)
Ar + 30% He + 1% O
Ar + 2% CO
Magnesium-alloyed aluminium wire
Ar 0.9 1.0 1.2 1.6*
(AlMgER5356)
Silicon-alloyed aluminium wire
(AlSiER4043)
Metal powder cored wire
Ar
Ar + 50% He
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Rutile flux cored wire
CO
2
(FeE70RFCW)
Ar + 18% CO
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
2
1.0 1.2
0.8 1.0 1.2
1.0 1.2
1.0
0.8 1.0 1.2
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
2
2
2
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
0460 896 601
- 90 -
© ESAB AB 2019
Page 91

PARAMETRY DRUTU I GAZU
Wire type Shielding gas Wire diameter
Basic flux cored wire
CO
2
1.0 1.2 1.4* 1.6*
(FeE70BFCW)
Ar + 18% CO
SELF-SHIELDING
Stainless flux cored wire (Ss RFCW) Ar + 18% CO
Ar + 8% CO
SELF-SHIELDING
Duplex rutile flux cored wire
Ar + 18% CO
2
2
2
2
1.0 1.2 1.4* 1.6*
1.2 1.6*
1.2
1.2
1.6* 2.4*
1.2
(SsDUPE2209)
Metal powder cored stainless wire
Ar + 8% CO
2
1.2
(Ss MCW)
Ar + 2% O
2
Ar + 18% CO
Ar + 2% CO
2
2
1.2
1.2
1.2
ERNiCrMo Ar + 50% He 0.9
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
2
1.0 1.2
1.0 1.2
Ss ER347Si Ar + 2% CO
2
0.8 1.0 1.2
Almg ER5087 Ar 1.0 1.2 1.6
Copper and aluminium wire
(ERCuAl-A1)
Rutile flux cored wire
Ar
Ar + 1% O
CO
2
1.0 1.2
2
1.0 1.2
1.2
(FeRCWDual-S)
*) Only for power sources above 400V
0460 896 601
- 91 -
© ESAB AB 2019
Page 92
PARAMETRY DRUTU I GAZU
U82 Plus - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
Ar + 18% CO
(FeER70S)
Ar + 2% O
2
Ar + 2% CO
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 16% CO
Ar + 25% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
2
2
Ar 30% He + O
Ar + 2% O
2
Ar + 3% CO2+ 1% H
Ar + 32% He + 3% CO2+ 1% H
Stainless solid wire (Ss ER308LSi) Ar + 2% CO
Ar + 2% O
2
Stainless solid wire (Ss ER309LSi) Ar + 2% CO
Stainless solid wire (Ss 309 MoL) Ar + 2% CO
Stainless solid wire (Ss ER307Si) Ar +2%O
2
2
2
2
2
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.9
1.0 1.2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6
0.8 0.9 1.0 1.2 1.6
2
0.9 1.0 1.2 1.6
0.9
2
2
1.0 1.2
1.0 1.2
1.0 1.2
Stainless duplex wire
(DuplexER2209)
Magnesium-alloyed aluminium wire
(AlMg ER5356)
Magnesium-alloyed aluminium wire
(AlMg ER5183)
Silicon-alloyed aluminium wire
(AlSiER4043)
Silicon-alloyed aluminium wire
(AlSiER4047)
Ar +2%CO
Ar + 2% O
2
2
Ar + 30% He + 1% O
Ar + 2% CO
2
Ar
Ar + 50% He
Ar + 30% He
2
1.0 1.2
1.0 1.2
1.0 1.2
0.8 1.0 1.2
0.8 0.9 1.0 1.2 1.6*
1.2
1.2
Ar 1.6
Ar
Ar + 50% He
Ar + 30% He
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
0.9 1.0 1.2
Ar 1.2 1.6
0460 896 601
- 92 -
© ESAB AB 2019
Page 93
PARAMETRY DRUTU I GAZU
Wire type Shielding gas Wire diameter
Metal powder cored wire
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Metal powder cored stainless wire
Ar + 2% O
(Ss MCW)
Ar + 2% CO
Ar + 8% CO
ERNiCrMo Ar
Ar + 50% He
Ar + 30% He + 2% H
Ar + 30% He + 0.5% CO
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
Stainless wire (1.3964) Ar + 8% O
Copper and aluminium wire
(ERCuAl-A1)
Aluminium solid wire
Ar
Ar + 1% O
Ar 1.2
(Al99,5ER1100)
2
2
2
2
2
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
0.9 1.0 1.2
2
2
2
1.0
1.0 1.2
1.0 1.2
1.0 1.2
2
1.0LOW 1.0HIGH
1.0 1.2
2
1.0 1.2
SS ER 347Si Ar + 2% CO
2
0.8 1.0 1.2
*) Only for power sources above 400V
MMA welding
Electrode type Electrode diameter
Basic 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0*
Rutile 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0* 7.0*
Cellulose 2.5 3.2
*) Only for power sources above 400V
Carbon, arc air
Electrode diameters (mm): 4.0 5.0 6.0 10.0 13.0
U82Plus - MIG/MAG - ROBOT synergy group - with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter (mm)
AlMg ER5356 Ar 1.2, 1.6
AlSi ER4043 Ar 1.2, 1.6
ERCuSi-A Ar 0.8, 1.0
ERCuAl-A1 Ar 1.0
ERCuSi-A Ar + 1% CO
Fe ER70S Ar + 18% CO
0460 896 601
2
2
- 93 -
0.8, 1.0
0.8, 0.9, 1.0, 1.2
© ESAB AB 2019
Page 94

PARAMETRY DRUTU I GAZU
Wire type Shielding gas Wire diameter (mm)
Fe ER70S Ar + 8% CO
Fe ER70S CO
2
Fe MCW 14.11 Ar + 18% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.13 Ar + 18% CO
Fe MCW 14.13 Ar + 8% CO
Ss 307 Ar + 2% CO
Ss 307 Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss 430 Lnb-Ti Ar + 2% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
2
2
2
2
2
2
2
2
2
2
2
U82Plus - MIG/MAG - ROBOT synergy group - with PULSE
0.8, 0.9, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
1.2, 1.4
1.2, 1.4
1.2, 1.4
1.2, 1.4
0.8, 1.0, 1.2
0.8, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
1.0
1.0
0.9, 1.0
Wire type Shielding gas Wire diameter (mm)
AlMg ER5356 Ar 1.2, 1.6
AlSi ER4043 Ar 1.2, 1.6
ERCuAl-A1 Ar 1.0
ERCuSi-A Ar + 1% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Ss 307 Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
2
2
2
2
2
2
2
1.0
0.8, 0.9, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
0.8, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
0.8, 1.0
0.9, 1.0
U82Plus - MIG/MAG - SAT synergy group
Wire type Shielding gas Wire diameter (mm) Work area m/min
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Ss 307 Ar + 2% CO
2
2
2
2
2
2
2
1.0 16 - 25
1.0 16 - 25
0.9 16 - 29
0.9 17 - 29
0.8 19 - 29
0.9 19 - 29
0.8 20 - 26
0460 896 601
- 94 -
© ESAB AB 2019
Page 95

PARAMETRY DRUTU I GAZU
Wire type Shielding gas Wire diameter (mm) Work area m/min
Ss 307 Ar + 2% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.11 Ar + 18% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.11 Ar + 18% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
Ss 430Ti Ar + 2% CO
Ss 430 Lnb-Ti Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss ER308LSi Ar + 2% CO
2
2
2
2
2
2
2
2
2
2
2
2
1.0 12 - 21
1.2 6.5 - 14
1.2 7 - 14
1.4 5.9 - 12
1.4 6.6 - 12
1.0 14.2 - 25
0.9 16 - 27
1.0 14.2 - 25
1.0 14.2 - 27.5
1.0 15-27.5
0.9 16 - 28
0.8 18 - 29.5
0460 896 601
- 95 -
© ESAB AB 2019
Page 96

NUMERY ZAMÓWIENIOWE
NUMERY ZAMÓWIENIOWE
Ordering no. Denomination
0460 820 880 Control panel Aristo® U82*
0460 820 881 Control panel Aristo® U82Plus*
0460 820 882 Control panel Aristo® U82Plus I/O*
0460 820 883 Control panel Aristo® U82PlusI/O255*
0459 839 037 Spare parts list
* For functional differences, see the "Functional differences" section.
Dokumentacja techniczna jest dostępna w internecie pod adresem www.esab.com
0460 896 601
- 96 -
© ESAB AB 2019
Page 97

AKCESORIA
AKCESORIA
0460 877 891 Extension cable (connectors included)
7.5 m 12-poles
0457 043 880 Adapter set 230 V AC / 12 V DC, for
control box (for training with the control box
disconnected from the machine).
0462 062 001 USB Memory stick
0349 312 604 Display protection U8
2
0460 896 601
- 97 -
© ESAB AB 2019
Page 98

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...