

Page 1

Aristo®
U82
Kasutusjuhend
0460 896 601 EE 20190904
Valid for: from program version 1.30A
Page 2
Page 3

SISUKORD
1
OHUTUS ...................................................................................................... 6
2
SISSEJUHATUS .......................................................................................... 8
2.1 Juhtpaneel Aristo U82 ........................................................................... 8
2.1.1 Klahvid ja nupud ................................................................................... 9
2.2 Asukoht ................................................................................................... 10
2.3 USB ühendus .......................................................................................... 10
2.3.1 Programmi uuendamine USB mäluga.................................................. 10
2.3.2 Failide edastamine USB mäluga .......................................................... 11
2.4 Esimene samm – keele valik ................................................................. 11
2.5 Ekraan ..................................................................................................... 13
2.5.1 Ekraanil olevad sümbolid ..................................................................... 14
2.5.2 VRD ja veateate ikoon.......................................................................... 14
2.6 Üldine informatsioon seadistuste kohta .............................................. 15
2.6.1 Numbriväärtuste seadistamine............................................................. 15
2.6.2 Antud alternatiividega seadistamine..................................................... 15
2.6.3 ON/OFF seadistused............................................................................ 15
2.6.4 QUIT ja ENTER .................................................................................... 15
3
MENÜÜD...................................................................................................... 16
3.1 Peamenüü ............................................................................................... 16
3.1.1 Konfiguratsiooni menüü........................................................................ 16
3.1.2 Tööriistade menüü................................................................................ 17
3.1.3 Keevitusandmete seadistusmenüü ...................................................... 18
3.1.4 Mõõteandmed ...................................................................................... 18
3.1.5 Keevitusandmete mälu......................................................................... 19
3.1.6 Kiirrežiimi menüü .................................................................................. 19
4
MIG/MAG-KEEVITAMINE............................................................................ 20
4.1 Seadistused keevituse andmemälu menüüs ....................................... 20
4.1.1 MIG/MAG-keevitus kaare/pihustuskaarega.......................................... 20
4.1.2 MIG/MAG keevitus koos impulsiga ...................................................... 22
4.1.3 MIG/MAG-keevitamine SuperPulse'iga, primaarne/sekundaarne,
kaar/pihustuskaar/impulss....................................................................
4.2 Seadistuste funktsioonide selgitused .................................................. 28
4.2.1 QSet ..................................................................................................... 33
25
4.2.2 Sünergiagrupp...................................................................................... 34
4.3 SuperPulse.............................................................................................. 34
4.3.1 Traadi ja gaasi kombinatsioonid ........................................................... 35
4.3.2 Erinevad impulsimeetodid .................................................................... 35
4.3.3 Traadi etteandeseade........................................................................... 36
5
MMA-KEEVITUS.......................................................................................... 38
5.1 MMA......................................................................................................... 38
5.2 Seadistuste funktsioonide selgitused .................................................. 39
0460 896 601 © ESAB AB 2019
Page 4

SISUKORD
6
TIG-KEEVITUS ............................................................................................ 40
6.1 Seadistused keevituse andmemälu menüüs ....................................... 40
6.1.1 Impulsita TIG keevitus .......................................................................... 40
6.1.2 Impulsiga TIG keevitus ......................................................................... 41
6.2 Seadistuste funktsioonide selgitused .................................................. 41
7
ÕHKKAARLÕIKAMINE............................................................................... 46
7.1 Seadistused keevituse andmemälu menüüs ....................................... 46
7.2 Funktsioonide selgitused ...................................................................... 46
8
MÄLU HALDAMINE..................................................................................... 47
8.1 Juhtpaneeli töömeetod .......................................................................... 47
8.2 Salvesta................................................................................................... 47
8.3 Võta tagasi .............................................................................................. 48
8.4 Kustuta .................................................................................................... 49
8.5 Kopeeri .................................................................................................... 50
8.6 Redigeeri ................................................................................................. 51
8.7 Nimeta ..................................................................................................... 52
9
CONFIGURATION (KONFIGURATSIOON)................................................. 54
9.1 Koodilukk ................................................................................................ 54
9.1.1 Lukukoodi olek ..................................................................................... 54
9.1.2 Täpsusta/redigeeri lukukoodi ............................................................... 55
9.2 Kaugjuhtimisseadmed ........................................................................... 55
9.2.1 Peata tühistamine................................................................................. 56
9.2.2 Digitaalse kaugjuhtimisseadme konfiguratsioon. ................................. 56
9.2.3 Analoogse kaugjuhtimisseadme konfiguratsioon. ................................ 56
9.2.4 Sisendiskaala ....................................................................................... 57
9.3 MIG/MAG-i vaikeseadistused ................................................................ 57
9.3.1 Keevituspüstoli päästikurežiim (2-taktiline/4-taktiline) .......................... 58
9.3.2 4-taktiline konfiguratsioon..................................................................... 59
9.3.3 Funktsiooniklahvi konfiguratsioon ........................................................ 60
9.3.4 Pinge mõõtmine impulsil ...................................................................... 61
9.3.5 AVC etteanne ....................................................................................... 61
9.3.6 „Release pulse” (vabastusimpulss) ...................................................... 61
9.3.7 Pingeregulaator ... ................................................................................ 61
9.3.8 Pragude täitmise aktiveerimise viiteaeg ............................................... 61
9.3.9 Keevituse alustamine, keevituskaar väljas viiteaeg ............................. 61
9.3.10 Voolutugevuse hinnangu kuvamine...................................................... 62
9.4 MMA vaikeseadistused .......................................................................... 63
9.5 Kiirrežiimi funktsiooniklahvid ............................................................... 63
9.6 Topeltkäivitamise allikad ....................................................................... 63
9.7 Paneeli kaugjuhtimise võimaldamine................................................... 63
9.8 WF järelevalve ........................................................................................ 64
0460 896 601 © ESAB AB 2019
Page 5

SISUKORD
9.9 Automaatsalvestusrežiim ...................................................................... 64
9.10 Mõõtmete piirangud, keevitamise lõpetamine..................................... 64
9.11 Keevitamiseks on vaja sisse logida ..................................................... 65
9.12 Keevitusandmete vahetamise käivitamine .......................................... 65
9.13 Mitmekordsed traadi etteandemehhanismid ....................................... 67
9.13.1 Mitmekordsete traadi etteandemehhanismide konfigureerimine.......... 67
9.13.2 Keevitusandmete mälu tööpõhimõte kaugjuhtimisseadmetele M1 10P 67
9.14 Kvaliteedi funktsioonid .......................................................................... 68
9.14.1 Kvaliteedi funktsioonilogi salvestamine ................................................ 68
9.15 Hooldus ................................................................................................... 68
9.16 Pikkusühik .............................................................................................. 69
9.17 Mõõteväärtuse sagedus ........................................................................ 69
9.18 Registrivõti.............................................................................................. 69
9.19 Valgustuse kuva taimer ......................................................................... 70
10
TÖÖRIISTAD................................................................................................ 71
10.1 Vealogi..................................................................................................... 71
10.1.1 Veakoodide kirjeldused ........................................................................ 72
10.2 Eksport/import........................................................................................ 76
10.3 Failihaldur ............................................................................................... 77
10.3.1 Kustuta fail/kaust .................................................................................. 78
10.3.2 Nimeta fail/kaust ümber........................................................................ 78
10.3.3 Loo uus kaust ....................................................................................... 78
10.3.4 Kopeeri ja kleebi faile ........................................................................... 79
10.4 Seadistuste piirangu redaktor............................................................... 79
10.5 Mõõtmete piirangu redaktor .................................................................. 80
10.6 Tootmisstatistika .................................................................................... 81
10.7 Kvaliteedi funktsioonid .......................................................................... 82
10.8 Kasutaja poolt määratud sünergilised andmed................................... 83
10.8.1 Täpsustage pinge/traadi koordinaadid ................................................. 83
10.8.2 Täpsusta sobiv traadi/gaasikombinatsioon .......................................... 84
10.8.3 Looge enda traadi/gaasi alternatiiv....................................................... 86
10.9 Kalender .................................................................................................. 86
10.10 Kasutaja kontod...................................................................................... 87
10.11 seadme informatsioon ........................................................................... 88
11
VARUOSADE TELLIMINE........................................................................... 89
TRAADI JA GAASI ANDMED ............................................................................. 90
TELLIMISNUMBRID ............................................................................................ 96
TARVIKUD ........................................................................................................... 97
Jätame endale õiguse teha muudatusi ilma ette teatamata.
0460 896 601 © ESAB AB 2019
Page 6

1 OHUTUS
1 OHUTUS
TÄHELEPANU!
ESAB katsetab seda seadet üldisel ülesseadmisel. Vastutus spetsiifilise ülesseadmise
ohutuse ja talitluse eest lasub integreerijal.
ESAB keevitusseadmete kasutajad on kohustatud tagama, et igaüks, kes töötab
seadmetega või nende läheduses, järgiks kõiki asjakohaseid ohutusabinõusid.
Ohutusabinõud peavad vastama antud seadme tüübile kehtestatud nõuetele. Lisaks
tavapärastele töökohale kehtestatud eeskirjadele tuleb järgida allpool esitatud soovitusi.
Kõiki töid peavad teostama hea väljaõppe saanud ja seadmete tööga hästi kursis olevad
töötajad. Seadmete ebaõige kasutamine võib põhjustada ohtlikke olukordi, mille tagajärjel
võib viga saada kasutaja või seade.
1. Kõik, kes kasutavad seadmeid, peavad olema kursis:
○ selle töö;
○ hädaseiskamislülitite asukoha;
○ selle talitluse;
○ asjakohaste ohutusabinõude;
○ keevitamise ja lõikamise või seadme muu kohase kasutamisega
2. Kasutaja peab tagama, et:
○ seadme käivitamisel ei oleks selle tööala piires ühtki kõrvalist isikut
○ kaare käivitamisel või seadmega töö alustamisel poleks keegi kaitsevahendita
3. Töökoht peab:
○ vastama otstarbele;
○ olema tuuletõmbeta.
4. Isikukaitsevahendid:
○ Soovitame teil alati kanda isikukaitsevahendeid, nagu kaitseprillid, leegikindlad
riided, kaitsekindad
○ Ärge kandke kergesti haakuvaid esemeid, nagu sallid, käeketid, sõrmused jms,
mis võivad kinni kiiluda või põletushaavu tekitada
5. Üldised ohutusabinõud
○ Veenduge, et tagasivoolukaabel on turvaliselt ühendatud
○ Kõrgepingeseadmetega seotud töid võib teostada ainult väljaõppinud elektrik
○ Sobivad tulekustutusvahendid peavad olema tähistatud selgelt ja paigutatud
käepäraselt.
○ Seadmete määrimist ja hooldust ei tohi viia läbi nende töötamise ajal
Enne paigaldamist või tööle hakkamist peate lugema ja mõistma kasutusjuhendit.
KAITSKE ENNAST JA TEISI!
ETTEVAATUST!
Need SUUNISED on kogenud kasutajatele. Kui te pole kaarkeevitusseadmete
kasutuspõhimõtete ja ohutuspraktikatega täielikult kursis, soovitame tungivalt lugeda
läbi meie juhendi „Kaarkeevituse, lõikamise ja õhkkaarlõikamise ettevaatusabinõud ja
ohutuspraktikad”, vorm 52-529. ÄRGE lubage seda seadet paigaldada, kasutada või
hooldada isikutel, kes pole saanud väljaõpet. ÄRGE proovige seda seadet paigaldada
või kasutada enne, kui olete need suunised läbi lugenud ja neist täielikult aru saanud.
Kui midagi neist suunistest jääb arusaamatuks, võtke lisateabe saamiseks ühendust
oma tarnijaga. Enne seadme paigaldamist või kasutamist tuleb kindlasti läbi lugeda
ohutusabinõud.
0460 896 601
- 6 -
© ESAB AB 2019
Page 7

1 OHUTUS
TÄHELEPANU!
Kõrvaldage elektroonikaseadmed
ringlussevõturajatises!
Järgides Euroopa direktiivi 2012/19/EÜ elektri- ja
elektroonikaseadmete jäätmete kohta ja selle
rakendamist siseriikliku õiguse kohaselt, tuleb
kasutuskõlbmatuks muutunud elektri- ja/või
elektroonikaseadmed kõrvaldada ringlussevõturajatises.
Seadmete eest vastutava isikuna on Teie kohustuseks
hankida teavet volitatud kogumisjaamade kohta.
Lisateabe saamiseks pöörduge lähima ESAB'i toodete
edasimüüja poole.
0460 896 601
- 7 -
© ESAB AB 2019
Page 8

2 SISSEJUHATUS
2 SISSEJUHATUS
Selleks, et keevitusseadmetest võimalikult palju kasu saada, soovitame teil käesoleva
kasutusjuhendi läbi lugeda.
Üldise informatsiooni saamiseks töötamise kohta, vaadake energiaallika kasutusjuhendit ja
traadi etteandemehhanismi juhendit.
Juhtpaneeli ekraanil olev tekst on saadaval järgmistes keeltes: inglise, rootsi, soome, taani,
saksa, prantsuse, itaalia, hollandi, hispaania, portugali, ungari, poola, tšehhi, norra, ameerika
inglise, hiina, vene ja türgi.
Kõik selles juhendis kirjeldatud funktsioonid ei pruugi olla saadaval, kui juhtpaneel on
ühendatud vooluallikaga. Juhtpaneeli menüüd ja funktsioonid kohandatakse vastavalt
vooluallikale.
TÄHELEPANU!
Sõltuvalt paigaldatud tootest võib paneeli funktsioonides esineda erinevusi.
2.1 Juhtpaneel Aristo U82
Juhtpaneeliga on komplektis kruvidega kinnitusklamber ja ingliskeelne kasutusjuhend.
Paneeli küljes on 1,2 m kaabel. Lisatarvikutena on saadaval USB-mälu ja pikeduskaabel, vt
käesoleva juhendi peatükki „LISATARVIKUD”.
Teistes keeltes kasutusjuhendeid saab alla laadida Internetist: www.esab.com
1. USB-mälu koht
2. Nupp kursori liigutamiseks
3. Ekraan
4. Funktsiooniklahvid
5. Menüü
6. Sisestusklahv
7. Nupp # seadistatud väärtuste
suurendamiseks või vähendamiseks.
Näidatava väärtuse juures kuvab samuti #.
8. Nupp * seadistatud väärtuste
suurendamiseks või vähendamiseks.
Näidatava väärtuse juures kuvab samuti *.
0460 896 601
- 8 -
© ESAB AB 2019
Page 9

2 SISSEJUHATUS
2.1.1 Klahvid ja nupud
Funktsiooniklahvid (4)
Ekraani all reas oleval viiel klahvil on erinevad funktsioonid. Need on
funktsiooniklahvid, st neil võivad olla erinevad funktsioonid sõltuvalt
sellest, millises menüüs te parajasti töötate. Nende klahvide
hetkefunktsiooni näitab ekraani alumisel real olev tekst.
Kui funktsioon on aktiivne, näitab seda klahvi valgeks muutumine:
Menüüklahv (5)
Menüüklahvi kasutamine viib teid alati tagasi peamenüüsse:
MIG/MAG
PROCESS (protsess)
METHOD (meetod)
QSET
WIRE TYPE (traadi tüüp)
SHIELDING GAS (kaitsegaas)
WIRE DIAMETER (traadi läbimõõt)
SHORT/SPRAY (lühike/pihustus)
MIG/MAG
OFF
Fe ER70S
Ar+8%CO2
1,2 mm
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MEMORY (mälu) FAST MODE
(kiirrežiim)
Sisestusklahv (6)
Sisestusklahvi kasutamine kinnitab valiku.
Kursorinupp (2)
Vasakpoolse nupu kasutamine viib kursori ekraanil erinevatele ridadele.
Pluss/miinusnupud (7, 8)
Parempoolsed nupud suurendavad või vähendavad seadistuse väärtust. Nuppude kõrval on
sümbol, ruut # või tärn *. Enamikke arvulisi seadistusi saab teha kummagi nupuga, ehkki
teatud seadistused tuleb teha kindla nupuga.
0460 896 601
- 9 -
© ESAB AB 2019
Page 10
2 SISSEJUHATUS
2.2 Asukoht
Juhtpaneeli tagaküljel on lahtikäiv tugi, mis
võimaldab teil paneeli maha asetada ja
ekraani endiselt püstiasendist vaadata. Tugi
toimib ka paigaldusseadmena, võimaldades
juhtpaneeli traadi etteandemehhanismile
riputada.
2.3 USB ühendus
Väliseid USB mälusid saab kasutada failide edastamiseks juhtpaneelile ja juhtpaneelilt.
Juhtpaneelis toodetud failid säilitatakse xml failidena. USB-mälu tuleb vormindada süsteemi
FAT 32, et see töötaks.
Tavapärase kasutamise ajal pole ohtu, et „viirused” seadet nakataksid. Selleks, et riski
täielikult välistada soovitame selle seadmega koos kasutatavat USB mälu mis tahes muul
eesmärgil mitte kasutada.
Teatud USB mälud ei pruugi selle seadmega töötada. Soovitame kasutada usaldusväärse
tarnija käest saadud USB mälusid. ESAB ei vastuta mis tahes kahju eest, mille on
põhjustanud USB mälu vale kasutamine.
TÄHELEPANU!
Kui U82kasutatakse esitlusrežiimis koos W82-ga, kasutatakse U82-ga ühendatud
USB-d ainult programmide edastamiseks. Programm edastatakse vooluallika
käivitamisel. W82-te programmide edastamiseks või failide salvestamiseks
kasutatakse eraldi USB-d, mis on ühendatud W82-ga.
2.3.1 Programmi uuendamine USB mäluga
Edasi toimige järgnevalt:
• Lülitage vooluallika pealüliti välja.
• Avage juhtpaneeli vasakpoolses otsas olev kate.
• Sisestage USB mälu USB konnektorisse.
• Sulgege kate.
• Lülitage vooluallika pealüliti sisse.
0460 896 601
- 10 -
© ESAB AB 2019
Page 11

2 SISSEJUHATUS
2.3.2 Failide edastamine USB mäluga
Edasi toimige järgnevalt:
• Avage juhtpaneeli vasakpoolses otsas olev kate.
• Sisestage USB mälu USB konnektorisse.
• Sulgege kate.
• Vt lisateavet osast „Eksport/import”.
2.4 Esimene samm – keele valik
Seadme esmakordsel käivitamisel ilmub ekraanile käesolev menüü.
Juhtpaneel on tarnimisel seadistatud inglise keelele. Oma keele valimiseks toimige
järgnevalt.
Vajutage MENU (menüü) peamenüü avamiseks.
Viige kursor vasakpoolset nuppu kasutades reale. CONFIGURATION (konfiguratsioon).
MIG/MAG
PROCESS (protsess)
METHOD (meetod)
SHORT/SPRAY (lühike/pihustus)
MIG/MAG
QSET
WIRE TYPE (traadi tüüp)
SHIELDING GAS (kaitsegaas)
WIRE DIAMETER (traadi läbimõõt)
Fe ER70S
Ar+8%CO2
1,2 mm
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MEMORY (mälu) FAST MODE
(kiirrežiim)
OFF
Vajutage sisestusklahvi .
0460 896 601
- 11 -
© ESAB AB 2019
Page 12

2 SISSEJUHATUS
Viige kursor reale LANGUAGE (keel) . Juhtpaneelis kasutatavate keelte nimekirja
kuvamiseks vajutage ENTER.
CONFIGURATION (konfiguratsioon)
LANGUAGE ENGLISH (inglise keel)
CODE LOCK► (koodi lukk►)
REMOTE CONTROLS► (kaugjuhtimisseadmed►)
MIG/MAG DEFAULTS► (MIG/MAG-i
vaikeseadistused►)
MMA DEFAULTS► (MMA vaikeseadistused►)
FAST MODE SOFT KEYS (kiirrežiimi
funktsiooniklahvid)
DOUBLE STARTS SOURCES (topeltkäivitamise
allikad)
PANEL REMOTE ENABLE (paneeli kaugjuhtimise
võimaldamine)
WF SUPERVISION (WF järelevalve)
AUTO SAVE MODE (automaatsalvestusrežiim)
TRIGGER WELDDATA SWITCH► (keevitusandmete
vahetuse käivitamine►)
OFF
OFF
ON
OFF
QUIT (lõpeta)
Viige kursor oma keele reale ja vajutage ENTER.
0460 896 601
- 12 -
© ESAB AB 2019
Page 13
2 SISSEJUHATUS
2.5 Ekraan
MIG/MAG
PROCESS (protsess)
METHOD (meetod)
SHORT/SPRAY (lühike/pihustus)
MIG/MAG
QSET
WIRE TYPE (traadi tüüp)
SHIELDING GAS (kaitsegaas)
WIRE DIAMETER (traadi läbimõõt)
Fe ER70S
Ar+8%CO2
1,2 mm
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MEMORY (mälu) FAST MODE
(kiirrežiim)
Kursor
Juhtpaneeli kursor on esitatud varjutatud väljana teksti ümber ning valitud tekst muutub
valgeks. Kasutusjuhendis on valik esitatud rasvases kirjas tekstiga.
Nooled ja kerimisribad
Kui rea taga on rohkem informatsiooni, näidatakse seda teksti taga oleva musta noolega.
Kerimisriba asub ekraani paremal küljel, juhul kui nimekirjas on rohkem ridu.
OFF
CONFIGURATION (konfiguratsioon)
LANGUAGE (keel)
CODE LOCK► (koodi lukk►)
REMOTE CONTROLS► (kaugjuhtimisseadmed►)
MIG/MAG DEFAULTS► (MIG/MAG-i
vaikeseadistused►)
MMA DEFAULTS► (MMA vaikeseadistused►)
FAST MODE SOFT KEYS► (kiirrežiimi
funktsiooniklahvid►)
DOUBLE STARTS SOURCES (topeltkäivitamise
allikad)
PANEL REMOTE ENABLE (paneeli kaugjuhtimise
võimaldamine)
WF SUPERVISION (WF järelevalve)
AUTO SAVE MODE (automaatsalvestusrežiim)
Tekstikastid
INGLISE KEEL
OFF
OFF
ON
OFF
QUIT (lõpeta)
Ekraani all on viis teksti sisaldavat kasti, mis kirjeldab viie klahvi jooksvat funktsiooni otse
kastide all.
0460 896 601
- 13 -
© ESAB AB 2019
Page 14

2 SISSEJUHATUS
Energia säästurežiim
Selleks, et suurendada taustvalgustuse kasutusiga, lülitatakse see kolme minuti pärast välja
kui seda ei kasutata.
2.5.1 Ekraanil olevad sümbolid
A Valitud keevitusandmete seadistus
B S = Seadistuste piirang aktiveeritud
M = Mõõtmete piirang aktiveeritud
C Valitud traadi etteandemehhanism
D VRD oleku ikoon ja esinenud vea näit,
vt jaotist „VRD ja veateate ikoon”.
E Tagasi kutsutud mälukoha number
F Parameetri väärtuse suurendamiseks
või vähendamiseks valige märgiga #
tähistatud pluss-/miinusnupp.
G Mootori mõõdetav vool
H Parameetri väärtuse suurendamiseks
või vähendamiseks valige märgiga *
tähistatud pluss-/miinusnupp.
I Redigeerimisrežiim,
mäluasendiredigeerimine
2.5.2 VRD ja veateate ikoon
Seda ikooni kasutatakse kahe erineva teabe kuvamiseks.
• Ühendatud toiteallika VRD oleku kuvamine
• Ilmnenud vea kuvamine
VRD funktsioon kindlustab, et keevituse mitteteostamise ajal ei ületa tühijooksupinge 35 V.
Toiteallikas inaktiveeritakse VRD funktsioon, kui süsteem tunnetab keevituse alustamist.
Aktiivset või mitteaktiivset VRD funktsiooni näitab sama ikoon, mis näitab ka ilmnenud viga.
Vt alumist tabelit.
Ikoon VRD olek Vea olek
VRD pole aktiivne.
Ilmnenud on viga, vt peatüki
„TÖÖRIISTAD” osa „Vealogi”.
Ikooni ei kuvata. VRD pole aktiivne. Vigu pole.
TÄHELEPANU!
VRD funktsioon töötab vooluallikates, kuhu funktsioon on kaasatud.
0460 896 601
VRD on aktiivne.
Ilmnenud on viga, vt peatüki
„TÖÖRIISTAD” osa „Vealogi”.
VRD on aktiivne. Vigu pole.
- 14 -
© ESAB AB 2019
Page 15

2 SISSEJUHATUS
2.6 Üldine informatsioon seadistuste kohta
On olemas kolme peamist tüüpi seadistused:
• Numbriväärtuste seadistamine
• Antud alternatiividega seadistamine
• ON/OFF režiimi seadistamine
2.6.1 Numbriväärtuste seadistamine
Numbriväärtuse seadistamisel kasutatakse antud väärtuse suurendamiseks või
vähendamiseks üht kahest pluss/miinusnupust. Väärtuste numbrit saab muuta ka
kaugjuhtimispuldilt.
2.6.2 Antud alternatiividega seadistamine
Mõned seadistused tehakse alternatiivi valimisel nimekirjast.
Selline loend võib välja näha järgmine:
Siin on kursor viidud MIG/MAG reale. Vajutades selles asendis ENTER , valitakse MIG/MAG
alternatiiv. Juhul kui soovite selle asemel valida muu alternatiivi, viige kursor õigele reale
vasakpoolse nupuga üles või alla liikudes. Seejärel vajutage ENTER. Loendist lahkumiseks
ilma valikut tegemata, vajutage QUIT (lõpeta).
2.6.3 ON/OFF seadistused
Mõningate funktsioonide puhul on võimalik väärtused ON ja OFF seadistada. Sünergia
funktsioon MIG/MAG ja MMA keevitamise ajal on sellise funktsiooni näiteks. ON või OFF
seadistused saab valida alternatiivide nimekirjast nagu eespool kirjeldatud.
2.6.4 QUIT ja ENTER
Kõige parempoolset funktsiooniklahvi kasutatakse peamiselt funktsiooniks QUIT (lõpeta),
ehkki seda kasutatakse mõnikord ka muude funktsioonide tarvis.
• Vajutage QUIT (lõpeta) , et liikuda tagasi eelmise menüü või ekraani juurde.
Muudatused salvestatakse automaatselt pärast seadistamist.
Klahvi ENTER nimetatakse selles kasutusjuhendis sisestusklahviks.
• Vajutage ENTER menüü või nimekirja valiku teostamiseks.
0460 896 601
- 15 -
© ESAB AB 2019
Page 16

3 MENÜÜD
3 MENÜÜD
Juhtpaneel kasutab mitmeid erinevaid menüüsid. Menüüd on: MAIN MENU (peamenüü),
CONFIGURATION (konfiguratsioon), TÖÖRIISTAD, WELD DATA SETTINGS
(keevitusandmete seadistused), MEASURE (mõõtmed), WELD DATA MEMORY
(keevitusandmete mälu) ja FAST MODE (kiirrežiim). Menüüde struktuur on toodud käesoleva
kasutusjuhendi muudes jaotistes. Käivituse ajal kuvatakse hetkeks ka käivitusekraan, mis
sisaldab informatsiooni aktiivse programmiversiooni kohta.
Käivitusekraani näide
3.1 Peamenüü
Menüüs MAIN MENU (peamenüü)saate muuta keevitusprotsessi, keevitusmeetodit, traadi
tüüpi jne.
Selle menüü juurest saate edasi liikuda kõigi teiste alamenüüde juurde.
MIG/MAG
PROCESS (protsess)
METHOD (meetod)
QSET
WIRE TYPE (traadi tüüp)
SHIELDING GAS (kaitsegaas)
WIRE DIAMETER (traadi läbimõõt)
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MEMORY (mälu) FAST MODE
SHORT/SPRAY (lühike/pihustus)
(kiirrežiim)
MIG/MAG
OFF
Fe ER70S
Ar+8%CO2
1,2 mm
3.1.1 Konfiguratsiooni menüü
Menüüs CONFIGURATION (konfiguratsioon)saate muuta keelt ja teisi põhiseadistusi,
mõõtühikuid jne.
0460 896 601
- 16 -
© ESAB AB 2019
Page 17

3 MENÜÜD
CONFIGURATION (konfiguratsioon)
LANGUAGE (keel)
CODE LOCK► (koodi lukk►)
REMOTE CONTROLS► (kaugjuhtimisseadmed►)
MIG/MAG DEFAULTS► (MIG/MAG-i
vaikeseadistused►)
MMA DEFAULTS► (MMA vaikeseadistused►)
FAST MODE SOFT KEYS► (kiirrežiimi
funktsiooniklahvid►)
DOUBLE STARTS SOURCES (topeltkäivitamise
allikad)
PANEL REMOTE ENABLE (paneeli kaugjuhtimise
võimaldamine)
WF SUPERVISION (WF järelevalve)
AUTO SAVE MODE (automaatsalvestusrežiim)
TRIGGER WELD DATA SWITCH► (Keevitusandmete
vahetamise käivitamine►)
INGLISE KEEL
OFF
OFF
ON
OFF
QUIT (lõpeta)
Lisateavet vt peatükist „KONFIGURATSIOON”.
3.1.2 Tööriistade menüü
Menüüs TÖÖRIISTAD saate edastada faile, vaadata kvaliteedi- ja tootmisstatistikat,
vealogisid jne.
TÖÖRIISTAD
ERROR LOG► (vealogi►)
EXPORT/IMPORT► (eksport/import►)
FILE MANAGER► (failihaldur►)
SETTING LIMIT EDITOR► (seadistuste piirangu
redaktor►)
MEASURE LIMIT EDITOR► (mõõtmete piirangute
redaktor►)
PRODUCTION STATISTICS► (tootmisstatistika►)
QUALITY FUNCTIONS► (kvaliteedi funktsioonid►)
USER DEFINED SYNERGIC DATA► (kasutaja poolt
määratud sünergilised andmed►)
CALENDAR► (kalender►)
USER ACCOUNTS► (kasutajakontod►)
UNIT INFORMATION► (seadme informatsioon►)
Lisateavet vt peatükist „TÖÖRIISTAD”.
0460 896 601
- 17 -
QUIT (lõpeta)
© ESAB AB 2019
Page 18

3 MENÜÜD
3.1.3 Keevitusandmete seadistusmenüü
Vajutage SET (sea) , et avada menüü WELD DATA SETTING (keevitusandmete
seadistus). Menüüs WELD DATA SETTING (keevitusandmete seadistus) saate
muuta erinevaid keevitusparameetreid. Menüül on erinev väljanägemine sõltuvalt
sellest, milline keevitusprotsess on valitud. Näidises on toodud MIG/MAG
keevitamine lühikese kaare/pihustuskaarega.
WELD DATA SETTING (keevitusandmete seadistus)
VOLTAGE (pinge)
WIRE SPEED (traadi kiirus)
INDUCTANCE (induktiivsus)
SYNERGIC MODE (sünergiline režiim)
START DATA► (käivitusandmed►)
STOP DATA► (seiskamisandmed►)
SETTING LIMITS► (seadistuste piirangud►)
MEASURE LIMITS► (mõõtmete piirangud►)
SPOT WELDING► (punktkeevitus►)
EDIT DESCRIPTION► (redigeeri kirjeldust►)
CRATER FILL
(pragude
HOT START
(kuumkäivitus)
4- STROKE
(4-taktiline)
täitmine)
3.1.4 Mõõteandmed
Vajutage MEASURE (mõõtmed) , et vaadata keevitamise ajal erinevatele
keevitusparameetritele antud mõõteväärtusi.
28,2 (+3,5) V
6,0 M/MIN
80%
ON
QUIT (lõpeta)
Teatud parameetrite väärtust saate muuta ekraanil MEASURE (mõõtmed) .
Keevitusprotsessi seadistusest sõltub, millised need parameetrid on. Muudetavad
parameetriväärtused on alati tähistatud märgiga # või *.
Mõõdetud väärtused jäävad ekraanile isegi pärast keevituse lõpetamist. Saate liikuda
erinevate menüüde juurde ilma mõõteväärtusi kaotamata. Juhul kui keevitamise
0460 896 601
- 18 -
© ESAB AB 2019
Page 19

3 MENÜÜD
mitteteostamise ajal seadistatud väärtust muudetakse, muudetakse mõõteväärtus 0-le, et
segadust vältida.
TÄHELEPANU!
Impulsskeevituse ajal saate valida, kas pinge väärtus kuvatakse keskmise väärtusena
või tippväärtusena. Seda seadistust saab reguleerida jaotises MIG/MAG defaults
(MIG/MAG-i vaikeväärtused), vt osa „MIG/MAG-i vaikeväärtused”.
3.1.5 Keevitusandmete mälu
Menüüs WELD DATA MEMORY (keevitusandmete mälu) saate salvestada, tagasi
kutsuda, kustutada ja kopeerida erinevaid seadistatud keevitusandmeid.
Keevitusandmete seadistusi saab salvestada 255 erinevasse mäluasendisse.
WELD DATA MEMORY (keevitusandmete mälu)
1 -
2 -
3 -
4 -
5 -
6 -
7 -
STORE
(salvesta)
Lisateavet vt peatükist „MÄLU HALDAMINE”.
3.1.6 Kiirrežiimi menüü
Menüüs FAST MODE (kiirrežiim) saate siduda funktsiooniklahve keevitusandmete
mälukohtadega. Need seadistused teostatakse menüüsCONFIGURATION
(konfiguratsioon) . Valitud mäluasendi number kuvatakse üleval parempoolses
nurgas.
1 2 QUIT (lõpeta)
Lisateavet vt osast „Kiirrežiimi funktsiooniklahvid”.
0460 896 601
- 19 -
© ESAB AB 2019
Page 20

4 MIG/MAG-KEEVITAMINE
4 MIG/MAG-KEEVITAMINE
MAIN MENU (peamenüü) » PROCESS (protsess) » MIG/MAG
MIG/MAG-keevitusel sulatatakse pidevalt etteantavat täidistraati, samas kui keevisvanni
kaitseb kaitsegaas.
Impulssi kasutatakse traadilt tilkade ülekandumise mõjutamiseks, et saada isegi madalate
keevitusandmete juures stabiilne ja pritsmeteta keevituskaar.
Seda, millise läbimõõduga traati saab MIG/MAG-keevituse režiimidega SHORT-/SPRAYARC
(kaar/pihustuskaar) ja PULSING (impulsskeevitus) kasutada, vt käesoleva juhendi lõpus
olevast lisast „TRAADI JA GAASI ANDMED”.
Kui MIG/MAG protsess on valitud, saate valida nelja meetodi vahel, valides vasakpoolse
nupu abil METHOD (meetod) ja vajutades seejärel ENTER. ValigeSHORT/SPRAY
(lühike/pihustus), PULSE (impulss) või SUPERPULSE (superimpulss) ja vajutage ENTER.
MIG/MAG
PROCESS (protsess)
METHOD (meetod)
QSET
WIRE TYPE (traadi tüüp)
SHIELDING GAS (kaitsegaas)
WIRE DIAMETER (traadi läbimõõt)
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MIG/MAG » METHOD (meetod)
SHORT/SPRAY (lühike/pihustus)
PULSE (impulss)
SUPERPULSE (superimpulss)
MEMORY (mälu) FAST MODE
SHORT/SPRAY (lühike/pihustus)
(kiirrežiim)
4.1 Seadistused keevituse andmemälu menüüs
MIG/MAG
OFF
Fe ER70S
CO2
1,2 mm
MIG/MAG
MIG/MAG
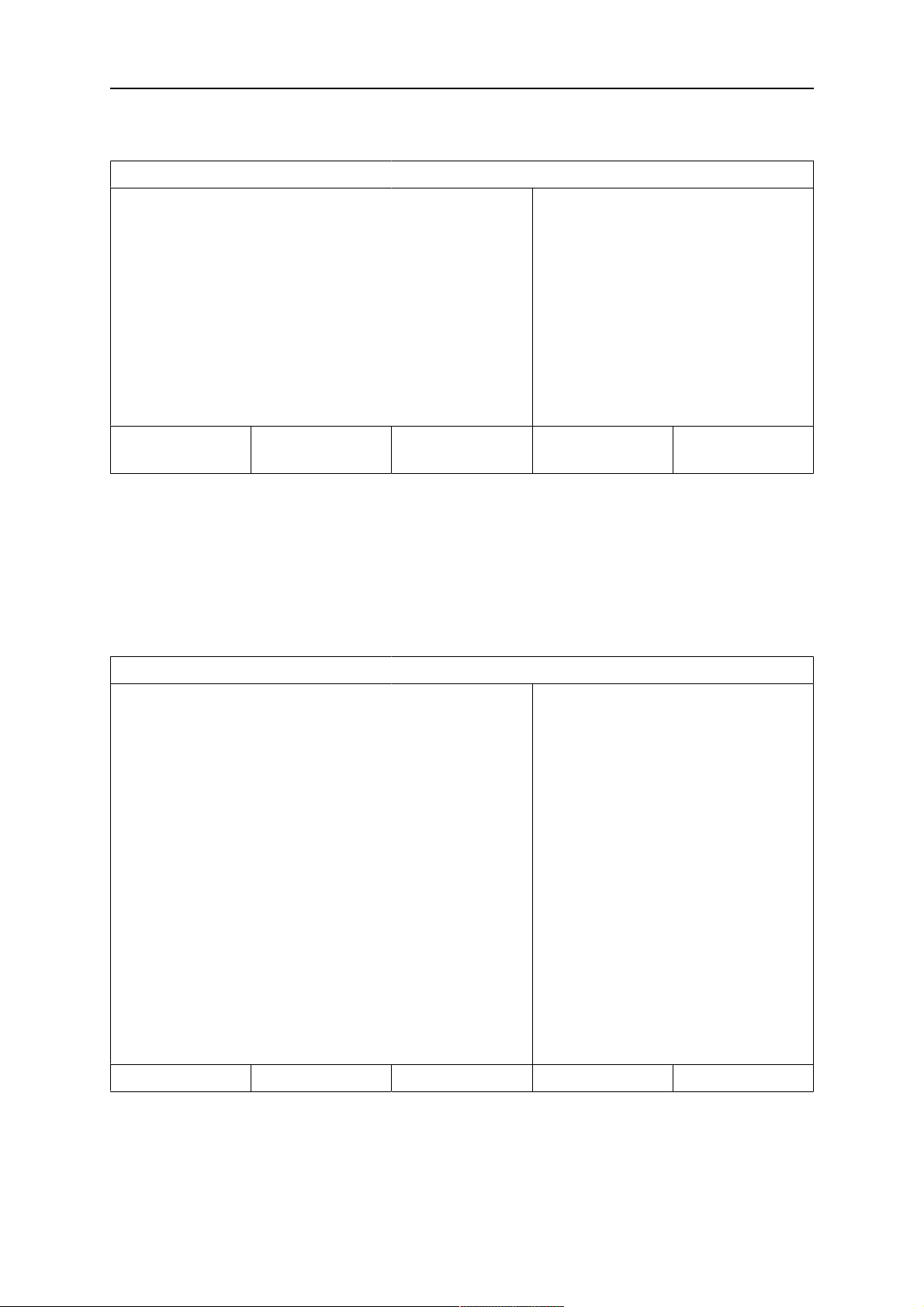
4.1.1 MIG/MAG-keevitus kaare/pihustuskaarega
Allpool olev tabel näitab seadeid ja menüüstruktuuri, kui valitud on MIG/MAG » METHOD
(meetod) » SHORT/SPRAY (lühike/pihustus) ja vajutada SET (sea).
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Pinge 8–60 V 0,25 V
(kuvatakse ühe
kümnendmurru
abil)
Wire speed (traadi kiirus)1)0,8–30,0 m/min 0,1 m/min x
0460 896 601
- 20 -
x x
Reguleerit
av
sünergia
© ESAB AB 2019
Page 21
4 MIG/MAG-KEEVITAMINE
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Reguleerit
av
sünergia
Induktiivsus 0–100% 1% x x
Control type
(juhtimistüüp)
9)
Synergic mode
(sünergiline režiim)
3)
Käivitusandmed » Gaasi
1–12, 17 1 x x
OFF või ON - - -
0,1 - 25 s 0,1 s x
eelvool
Käivitusandmed »
OFF või ON - x
Aeglane käivitus
Kuumkäivitus OFF või ON - x
Kuumkäivitus »
Kuumkäivituse aeg
9)
Kuumkäivitus » Hot start
wire feed (kuumkäivituse
traadi kiirus)
9)
Kuumkäivitus » voltage
(pinge)
9)
0,0–10,0 s 0,1 s x
Täielik traadi
0,1 m/min x
etteandevahemik
8,0–60,0 V 0,25 V
x x
(kuvatakse ühe
kümnendmurru
abil)
Käivitusandmed » Touch
sense
5), 10)
Kuumkäivitus »
Sujuvkäivitus
10)
10–16 A (0–16 A)
OFF või ON - x
Käivitusparameeter R 8–60 0,25 (kuvatakse
ühe
kümnendmurru
abil)
Seiskamisandmed »
OFF või ON - x
Pragude täitmine
Seiskamisandmed »
0–10 s 0,1 s x
Pragude täitmine » Aeg
Seiskamisandmed »
Pragude täitmine » Crater
fill wire speed (pragude
täitmise traadi kiirus)
Lõplik pragude täitmise
1,5 m/min praeguse
0,1 m/min x
traadi
etteandekiiruse
juures
8–24,7 V x
pinge
Lõpukraatri täitmise aeg 0,0–5,0 s 0,1 s x
Seiskamisandmed »
Sulgemisimpulss
9)
10–120% 1 % x
x
Seiskamisandmed »
„Release pulse”
(vabastusimpulss)
0460 896 601
OFF või ON
6)
- 21 -
© ESAB AB 2019
Page 22

4 MIG/MAG-KEEVITAMINE
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Reguleerit
av
sünergia
Seiskamisandmed »
Tagasipõlemisaeg
9)
Seiskamisandmed » SCT7)OFF (väljas), ON
0–1 s 0,01 s x
- x x
(sees) või
SYNERGIC
(sünergiline)
Seiskamisandmed »
0,1 - 25 s 0,1 s x
Gaasi järelvool
Seadistuste piirangud 1–50 - - -
Mõõtmete piirangud 1–50 - - -
Punktkeevitus »
Punktkeevitus
Punktkeevitus »
8)
OFF või ON - x
0–25 s 0,1 s x
Punktkeevituse aeg
Edit description (redigeeri
kirjeldust) » Keyboard
(klaviatuur)
1)
Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist.
3)
Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist. Sünergiline liin
tarnimisel: tahke traat (FeER70S), kaitsegaas CO2 koos 1,2 mm traadiga.
5)
0‒16 A on rakendatav 5000-seeria toiteallikate puhul.
6)
Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist. Reguleeritakse
konfiguratsioonimenüüs MIG/MAG-i vaikeseadistuste all.
7)
Kui SCT on konfigureeritud olekusse ON (sees), määratakse seadistus Tagasipõlemisaeg
väärtusele –0,05 s. Kui SCT on konfigureeritud olekusse OFF (väljas), kasutatakse
seadistuse Tagasipõlemisaeg salvestatud väärtust. Kui SCT on konfigureeritud olekusse
SYNERGIC (sünergiline), valitakse SCT väärtus ON või OFF (sees või väljas) sünergilise liini
alusel.
8)
Punktkeevitust (ON (sees)) pole võimalik valida, kui keevituspüstoli päästiku režiim on
4-taktiline.
9)
Nähtav olenevalt seadistusest.
10)
Nähtav olenevalt ühendatud seadmetest.
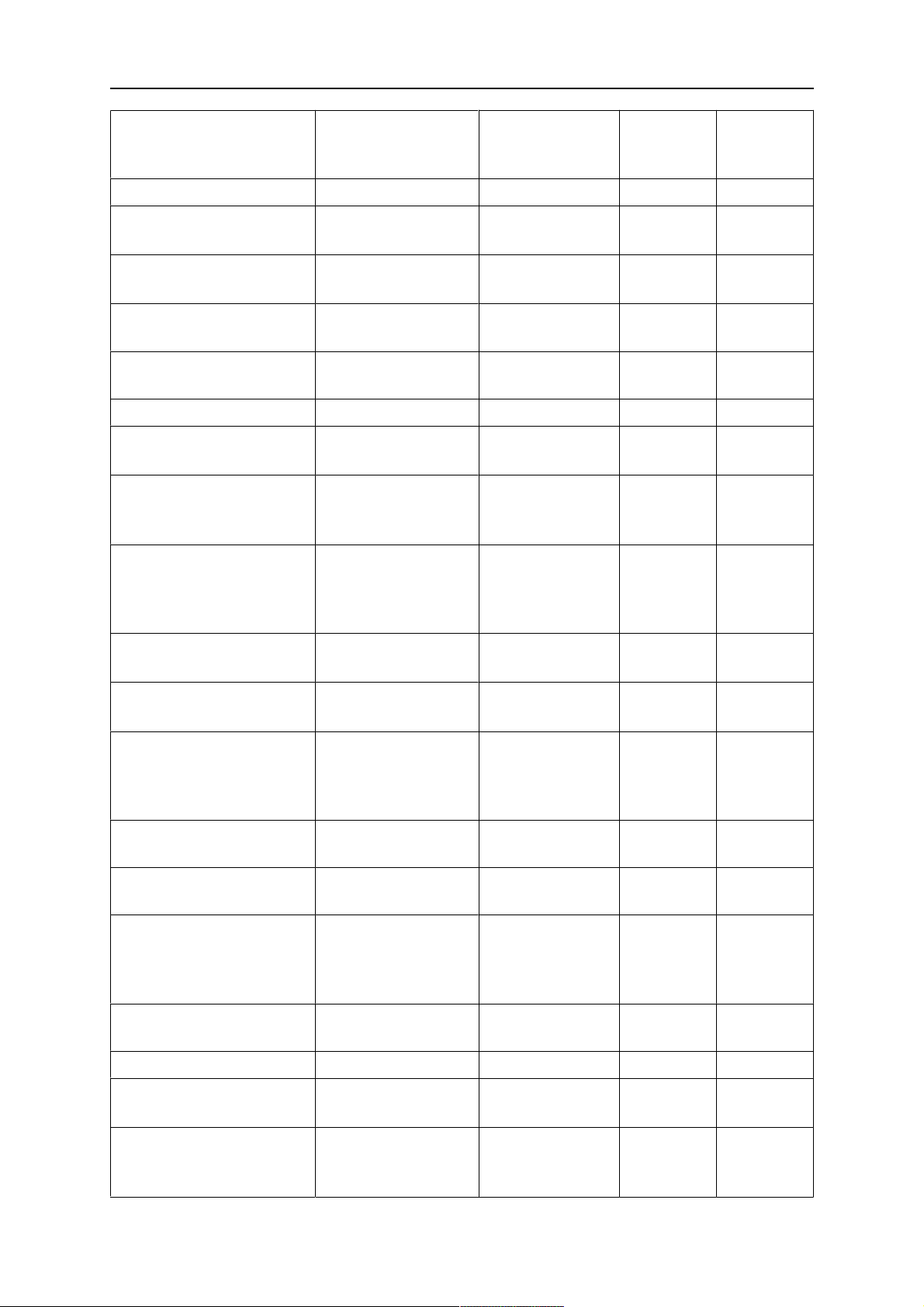
4.1.2 MIG/MAG keevitus koos impulsiga
Allpool olev tabel näitab seadeid ja menüüstruktuuri, kui valitud on MIG/MAG » METHOD
(meetod) » PULSE (impulss) ja vajutada SET (sea).
0460 896 601
- 22 -
© ESAB AB 2019
Page 23

4 MIG/MAG-KEEVITAMINE
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Reguleerit
av
sünergia
Pinge 10–50 V 0,25 V
x x
(kuvatakse ühe
kümnendmurru
abil)
Wire speed (traadi kiirus)1)0,8–30,0 m/min 0,1 m/min x
Impulssvool2),
Impulssaeg
Impulsi sagedus
Alusvool
Tõusev
9)
9)
9)
9)
9)
Synergic mode
(sünergiline režiim)
Internal constants
3)
100–650 A 1 A x x
1,7 – 25,5 m/s 0,1 m/s x
16–312 Hz 2 Hz x
4–300 A 1 A x
1–9 1 x
OFF või ON - -
0–100% 1% x
(sisemised konstandid) »
Ka
Internal constants
(sisemised konstandid) »
Ki
Käivitusandmed » Gaasi
eelvool
Käivitusandmed »
Aeglane käivitus
Käivitusandmed »
Sujuvkäivitus
Käivitusandmed »
Käivitusparameeter S
Käivitusandmed »
Kuumkäivitus
Käivitusandmed »
Kuumkäivitus »
Kuumkäivituse aeg
Käivitusandmed »
Kuumkäivitus » Hot start
wire feed (kuumkäivituse
traadi kiirus)
0–100% 1% x
0,1 - 25 s 0,1 s x
OFF või ON - x
OFF või ON - x
8–60 0,25 (kuvatakse
x
ühe
kümnendmurru
abil)
OFF või ON - x
0,0–10,0 s 0,1 s x
Täielik traadi
0,1 m/min x
etteandevahemik
Käivitusandmed »
Kuumkäivitus » Pinge
Käivitusandmed » Touch
sense
0460 896 601
5)
8,0–50,0 V 0,25 V
(kuvatakse ühe
kümnendmurru
abil)
10–16 A (0–16 A)
- 23 -
x x
© ESAB AB 2019
Page 24
4 MIG/MAG-KEEVITAMINE
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Hot start pulse current
100–650 A 1 A x
(kuumkäivituse
impulssvool)
Hot start background
2)
4–300 A 1 A x
current (kuumkäivituse
alusvool)
Hot start pulse frequency
16–312 Hz 2 Hz x
(kuumkäivituse impulsi
sagedus)
Käivitusparameeter R 8,0–50,0 0,25 (kuvatakse
ühe
kümnendmurru
abil)
Seiskamisandmed »
Pragude täitmine
OFF (väljas) või
NON-PULSED
- x
(impulsita) või
PULSED (impulsiga)
Reguleerit
av
sünergia
x
Seiskamisandmed »
0–10 s 0,1 s x
Pragude täitmine » Aeg
Seiskamisandmed »
Pragude täitmine » Final
crater fill wire speed
(lõplik pragude täitmise
1,5 m/min praeguse
traadi
etteandekiiruse
juures
0,1 m/min x
traadi kiirus)
Final crater fill voltage
8–33,2 V x
(lõplik pragude täitmise
pinge)
Lõplik impulssvool 100–max A x
Lõplik alusvool 12–50 V x
Lõplik sagedus 20–270 Hz x
Lõpukraatri täitmise aeg 0,0–5,0 s 0,1 s x
Seiskamisandmed »
20–200% 1 % x
Sulgemisimpulss
„Release pulse”
(vabastusimpulss)
Seiskamisandmed »
6)
OFF või ON
0–1 s 0,01 s x
Tagasipõlemisaeg
SCT
7)
OFF (väljas), ON
- x x
(sees) või
SYNERGIC
(sünergiline)
Seiskamisandmed »
0,1 - 25 s 0,1 s x
Gaasi järelvool
Seadistuste piirangud 1–50 - - -
Mõõtmete piirangud 1–50 - - -
0460 896 601
- 24 -
© ESAB AB 2019
Page 25

4 MIG/MAG-KEEVITAMINE
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Reguleerit
av
sünergia
Punktkeevitus »
Punktkeevitus
Punktkeevitus »
8)
OFF või ON - x
0–25 s 0,1 s x
Punktkeevituse aeg
Edit description (redigeeri
kirjeldust) » Keyboard
(klaviatuur)
1)
Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist.
2)
Minimaalne alusvool ja impulssvool sõltuvad kasutatavast tootetüübist.
3)
Sünergiline liin tarnimisel: tahke traat (FeER70S), kaitsegaas CO2 koos 1,2 mm traadiga.
5)
0‒16 A on rakendatav 5000-seeria toiteallikate puhul.
6)
Reguleeritakse konfiguratsioonimenüüs MIG/MAG-i vaikeseadistuste all.
7)
Kui SCT on konfigureeritud olekusse ON (sees), määratakse seadistus Tagasipõlemisaeg
väärtusele –0,05 s. Kui SCT on konfigureeritud olekusse OFF (väljas), kasutatakse
seadistuse Tagasipõlemisaeg salvestatud väärtust. Kui SCT on konfigureeritud olekusse
SYNERGIC (sünergiline), valitakse SCT väärtus ON või OFF (sees või väljas) sünergilise liini
alusel.
8)
Punktkeevitust (ON (sees)) pole võimalik valida, kui keevituspüstoli päästiku režiim on
4-taktiline.
9)
Nähtav olenevalt seadistusest.
10)
Nähtav olenevalt ühendatud seadmetest.
4.1.3 MIG/MAG-keevitamine SuperPulse'iga, primaarne/sekundaarne, kaar/pihustuskaar/impulss
Allpool olev tabel näitab seadeid ja menüüstruktuuri, kui valitud on MIG/MAG » METHOD
(meetod) » SUPERPULSE (superimpulss) ja vajutada SET (sea).
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Pinge 8–60 V 0,25 V
x x
(kuvatakse ühe
kümnendmurru
abil)
Wire speed (traadi kiirus)1)0,8–30,0 m/min 0,1 m/min x
Faas Primaarne või
- x
sekundaarne
Reguleerit
av
sünergia
Meetod Kaar/pihustuskaar
- x
või impulsskeevitus
Pinge 10–50 V 0,25 V
(kuvatakse ühe
komakohaga)
0460 896 601
- 25 -
x x
© ESAB AB 2019
Page 26

4 MIG/MAG-KEEVITAMINE
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Reguleerit
av
sünergia
1)
Traadi etteandekiirus
0,8–30,0 m/min 0,1 m/min x
Induktiivsus 0–100% 1% x x
Impulssvool
2)
100–650 A 1 A x
Impulssaeg 1,7 – 25,5 m/s 0,1 m/s x
Impulsi sagedus 16–312 Hz 2 Hz x
Alusvool 4–300 A 1 A x
Tõusev 1–9 1 x
Ka 0–100% 1% x
Ki 0–100% 1% x
Stabilisaatori tüüp 1
Sünergia
3)
OFF või ON - - -
Faasi keevitusaeg 0,10–2,50 s 0,01 s x
Gaasi eelvool 0,1 - 25 s 0,1 s x
Aeglane käivitus OFF või ON - x
Sujuvkäivitus OFF või ON - x
Käivitusparameeter S 8,0–60,0 0,25 (kuvatakse
x
ühe
kümnendmurru
abil)
Kuumkäivitus OFF või ON - x
Kuumkäivituse aeg 0,0–10,0 s 0,1 s x
Hot start wire feed
(kuumkäivituse traadi
Täielik traadi
etteandevahemik
0,1 m/min x
etteanne)
Hot start voltage
–14 kuni +27 V -
(kuumkäivituse pinge)
Hot start pulse current
100–650 A 1 A x
(kuumkäivituse
impulssvool)
Hot start background
2)
4–300 A 1 A x
current (kuumkäivituse
alusvool)
Hot start pulse frequency
16–312 Hz 2 Hz x
(kuumkäivituse impulsi
sagedus)
Käivitusparameeter R 8,0–50,0 0,25 (kuvatakse
ühe
kümnendmurru
abil)
Touch sense
0460 896 601
5)
10–16 A (0–16 A) x
- 26 -
x
© ESAB AB 2019
Page 27

4 MIG/MAG-KEEVITAMINE
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Reguleerit
av
sünergia
Pragude täitmine OFF (väljas) või
- x
NON-PULSED
(impulsita) või
PULSED (impulsiga)
Pragude täitmise aeg 0–10 s 0,1 s x
Lõplik pragude täitmise
traadi etteanne
1,5 m/min praeguse
traadi
0,1 m/min x
etteandekiiruse
juures
Lõplik pragude täitmise
8–33,2 V x
pinge
Lõplik impulssvool 100–max A x
Lõplik alusvool 12–50 V x
Lõplik sagedus 20–270 Hz x
Lõpukraatri täitmise aeg 0,0–5,0 s 0,1 s x
Lõikamisimpulss %
Tagasipõlemisaeg 0–1 s 0,01 s x
SCT
7)
OFF (väljas), ON
- x x
(sees) või
SYNERGIC
(sünergiline)
Gaasi järelvool 0,1 - 25 s 0,1 s x
Seadistuste piirangud 1–50 - - -
Mõõtmete piirangud 1–50 - - -
Punktkeevitus OFF või ON - x
Punktkeevituse aeg 0–25 s 0,1 s x
„Release pulse”
(vabastusimpulss)
1)
Seadistusvahemik sõltub kasutatavast traadi etteandemehhanismist.
2)
Minimaalne alusvool ja impulssvool sõltuvad kasutatavast tootetüübist.
3)
Sünergiline liin tarnimisel: tahke traat (FeER70S), kaitsegaas CO2 koos 1,2 mm traadiga.
5)
0‒16 A on rakendatav 5000-seeria toiteallikate puhul.
6)
Reguleeritakse menüüs CONFIGURATION (konfiguratsioon) » MIG/MAG DEFAULTS
6)
OFF või ON x
(MIG/MAG-i vaikeseadistused) .
7)
Kui SCT on konfigureeritud olekusse ON (sees), määratakse seadistus Tagasipõlemisaeg
väärtusele –0,05 s. Kui SCT on konfigureeritud olekusse OFF (väljas), kasutatakse
seadistuse Tagasipõlemisaeg salvestatud väärtust. Kui SCT on konfigureeritud olekusse
SYNERGIC (sünergiline), valitakse SCT väärtus ON või OFF (sees või väljas) sünergilise liini
alusel.
9)
Nähtav olenevalt seadistusest.
10)
Nähtav olenevalt ühendatud seadmetest.
0460 896 601
- 27 -
© ESAB AB 2019
Page 28

4 MIG/MAG-KEEVITAMINE
4.2 Seadistuste funktsioonide selgitused
Pinge
Kõrgema pinge tulemusel suureneb keevituskaare pikkus ning tekib kuumem ja laiem
keevisvann.
Pinge seadistus erineb sünergiliste ja mittesünergiliste režiimide vahel. Sünergilises režiimis
on pinge seadistatud positiivse või negatiivse korrigeerimisena pinge sünergilisest liinist.
Mittesünergilises režiimis on pinge väärtus seadistatud absoluutväärtusena.
Pinget seadistatakse mõõtmete, WELD DATA SETTING (keevitusandmete seadistus) või
FAST MODE (kiirrežiim) . Juhul kui kasutatakse kaugjuhtimispulti, saab seadistust sealt
reguleerida.
Traadi etteandekiirus
Sellega määratakse täidistraadi soovitud etteande kiirus minutis 1 meetri kohta.
Traadi etteande kiirust seadistatakse menüüs MEASURE (mõõtmed), WELD DATA
SETTING (keevitusandmete seadistus) või FAST MODE (kiirrežiim) . Juhul kui kasutatakse
kaugjuhtimispulti, saab seadistust sealt reguleerida.
Induktiivsus
Kõrgema induktiivsuse tulemuseks on laiem keevisvann ja vähem pritsmeid.
Madalama induktiivsuse tulemusel tekib karedam heli, kuid püsiv ja
kontsentreeritud kaar.
Induktsiooni seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Kehtib üksnes MIG/MAG keevitamisel lühikese kaare/pihustuskaarega.
Control type (juhtimistüüp)
Mõjutab lühiseprotsessi ja keevise kuumust.
Seadistust ei tohi muuta.
Impulssvool
Impulssvoolu korral kahest voolu väärtusest kõrgem.
Impulssvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus)
välja lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Impulssaeg
Aeg, mil impulssvool on impulssperioodil sisse lülitatud.
Impulssvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus)
välja lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Impulsi sagedus
Alusvoolu aeg, mis koos impulssvoolu ajaga annab impulssperioodi.
Impulsi sagedus seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus)
välja lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
0460 896 601
- 28 -
© ESAB AB 2019
Page 29
4 MIG/MAG-KEEVITAMINE
Alusvool
Impulssvoolu korral kahest voolu väärtusest madalam.
Alusvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) välja
lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
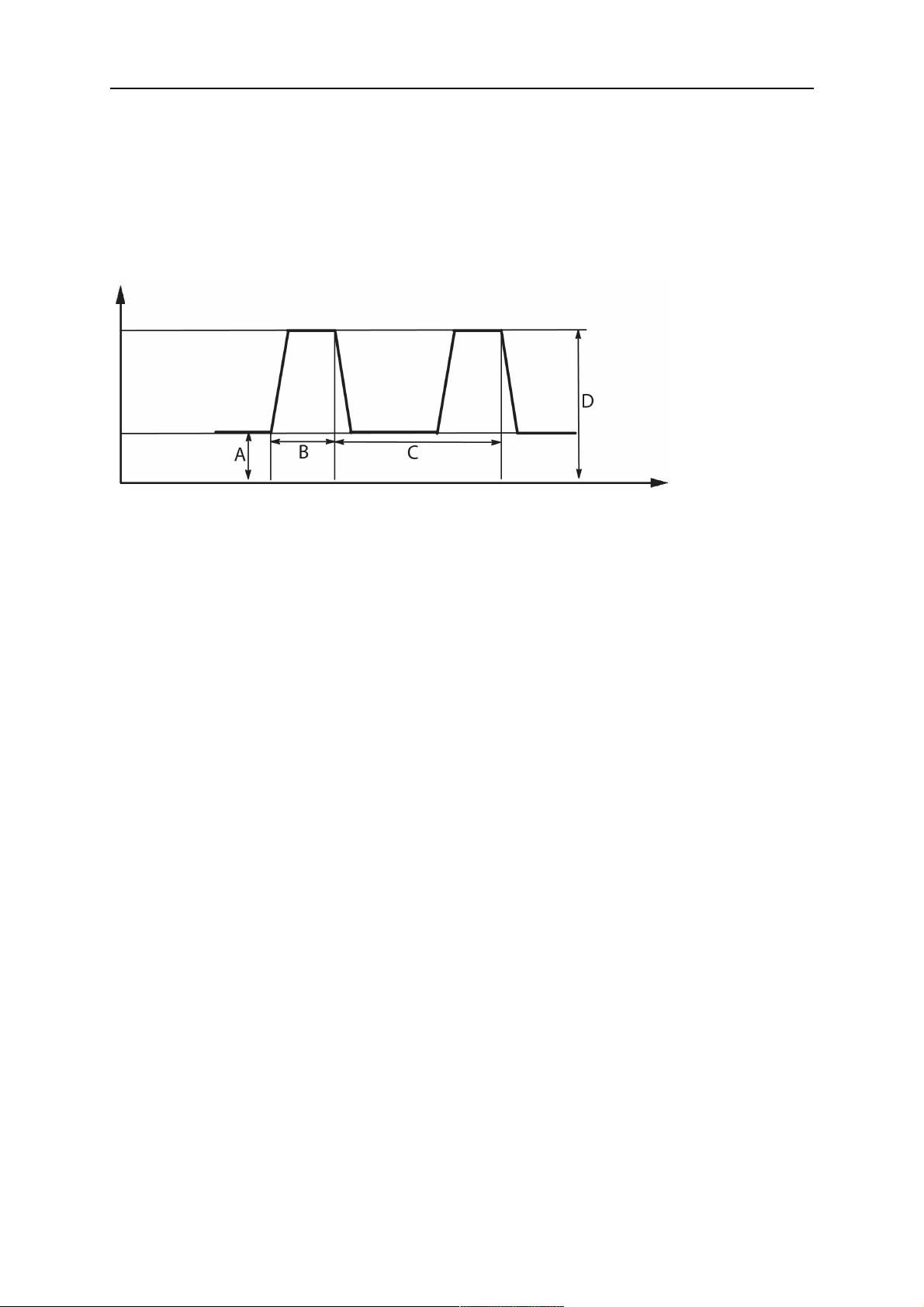
Elektrivool
Aeg
MIG/MAG keevitus koos impulsiga
A = alusvool
B = impulssaeg
C = impulsiperioodi aeg
D = impulssvool
Tõusev
Kalle tähendab, et impulssvool suureneb/väheneb aeglaselt seadistatud väärtuseni. Kalde
parameetrit saab seadistada üheksas etapis, kus iga etapp on 100 µs.
Kalle omab tähtsust seoses heliga. Järsk kalle tekitab valjema ja teravama heli. Liiga õrn
kalle võib halvimal juhul kahjustada impulsi võimet tilkade ära lõikamiseks.
Kalle seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) välja
lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Ka
Ka on keevituskaare pikkuse regulaatori proportsionaalne juurdekasv. Kõrge väärtus
tähendab, et regulaator vastab keevituskaare pikkuse muutustele kiiremini.
Ka seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) » Internal
constants (sisemised konstandid) välja lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
Ki
Ki on keevituskaare pikkuse regulaatori integraalne juurdekasv. Stabiilseks reguleerimiseks
hoidke see väärtus madalal tasemel.
Ki seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) » Internal
constants (sisemised konstandid) välja lülitatud sünergia funktsiooniga.
Kehtib üksnes MIG/MAG keevitamisel koos impulsiga.
0460 896 601
- 29 -
© ESAB AB 2019
Page 30

4 MIG/MAG-KEEVITAMINE
Synergic mode (sünergiline režiim)
Iga traaditüübi, läbimõõdu ja gaasisegu kombinatsiooni jaoks on vajalik ainuomane suhe
traadi etteande kiiruse ja pinge (keevituskaare pikkus) vahel, et saada stabiilselt
funktsioneeriv keevituskaar. Pinge (keevituskaare pikkus) vastab automaatselt valitud
eelprogrammeeritud sünergilisele liinile, tänu millele on palju kergem leida kiiresti õigeid
keevitusparameetreid. Traadi etteande kiiruse ja muude parameetrite vaheline seos on
tuntud sünergilise liinina.
Teavet traadi ja gaasi kombinatsioonide kohta vt käesoleva juhendi lõpus olevast lisast
„TRAADI JA GAASI ANDMED”.
Võimalik on tellida erinevaid sünergiliste liinide pakette, kuid need tuleb paigaldada ESAB’i
volitatud teenindustehnikul.
Teavet enda sünergiliste liinide loomise kohta vt osa „Kasutaja poolt määratud sünergilised
andmed”.
Sünergia aktiveerimine toimub menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Faas
Selles funktsioonis tehakse valik primaarse ja sekundaarse vahel.
Kõrged andmed seadistatakse primaarses ja madalad andmed sekundaarses.
Seadistusi kasutatakse määramaks, kas primaarsed või sekundaarsed andmed peaksid
töötlemiseks saadaval olema. Samuti määrab see, milliseid andmeid mõõtmis- ja
kaugjuhtimisrežiimis mõjutatakse. Mõõteekraanil näidatud traadi etteande kiirus näitab
valitud faasi kiirust. Siiski põhinevad pinge, vool ja keevituse väljund mõõtmel mõlema faasi
alusel.
Võite primaar- ja sekundaarfaasis valida erineva sünergia.
Primaar- või sekundaarfaas seadistatakse menüüs MIG/MAG SET (MIG/MAG-i seadistus) ,
kui on valitud Superpulse ja sünergia on välja lülitatud.
Gaasi eelvool
Kontrollib aega, mil kaitsegaas enne keevituskaare tekkimist voolab.
Gaasi eelvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) »
START DATA (käivitusandmed) .
Aeglane käivitus
Aeglase käivituse korral kasutatakse traadi etteandmisel 1,5 m/min, kuni
elektrilise kontakti saavutamiseni töödetailiga.
Aeglane käivitus seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus)
» START DATA (käivitusandmed) .
Sujuvkäivitus
Sujuvkäivitus tähendab seda, et kui keevitustraadi ja töödetaili vahel tekib lühis, seiskub
traadi etteanne. Etteandeseade hakkab keevitustraati tagasi kerima kuni töödetaili vooluahel
katkestatakse ja keevituskaar süttib. Seejärel hakkab etteandeseade keevitustraati õiges
suunas ette andma ja käivitub keevitamine.
Sujuvkäivitus seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) »
START DATA (käivitusandmed) .
Kehtib keevitamisel etteandeseadmetega, millel on traadi tagurpidi kerimise funktsioon.
0460 896 601
- 30 -
© ESAB AB 2019
Page 31
4 MIG/MAG-KEEVITAMINE
Käivitusparameeter R
Käivitusparameeter R võimaldab elektrikaare täppishäälestamist keevitamise käivitushetkel.
Parameetriks saab seadistada 8,0–60,0 sammuga 0,25. See funktsioon on nähtav ja
reguleeritav ainult siis, kui sünergia ei ole aktiivne (mis tähendab, et valitud meetod on
Lühike kaar).
Kuumkäivitus
Kuumkäivitus suurendab keevitamise alustamisel traadi etteandekiirust ja pinget
reguleeritava aja jooksul. Selle peamiseks eesmärgiks on keevitamist alustades pakkuda
rohkem energiat, mis vähendab kehva sulatamise riski ühenduse alguses.
Sünergia - kuumkäivitus
Traadi etteandekiirust on võimalik suurendada teatud perioodi ajal võrreldes olemasoleva
traadi etteandekiirusega, et anda keevituse alustamisel rohkem energiat ja tagada läbivus.
Kiirus seatakse võrreldes algse traadi etteandekiirusega. Aeg algab kaare süütamisega ja
selle pikkuseks on seadistatud kuumkäivituse aeg. Sünergia pikendab traadi etteandekiirust
2 m/min.
Mittesünergia - kuumkäivitus
Kui valitud on mittesünergiline režiim, saab pinget seadistada.
Mittesünergilise režiimi ja impulssrežiimi ajal saab seadistada pinget, impulssvoolu,
alusvoolu ja sagesust.
TÄHELEPANU!
Kuumkäivituse traadi etteandele ja kuumkäivituse pingele on võimalik seadistada
negatiivseid väärtusi. Seda võib kasutada koos kõrgete keevitusandmetega
keevituse sujuvaks alustamiseks esialgu keevitusandmeid tõstes.
Kuumkäivitus aktiveeritakse mõõteekraanilt või menüüs WELD DATA SETTING
(keevitusandmete seadistus) » START DATA (käivitusandmed) .
Touch sense
Süsteem tuvastab, millal traat töödetailiga kokku puutub.
Touch sense seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) »
START DATA (käivitusandmed) .
Kehtib üksnes robotkeevitusel.
Pragude täitmine
Pragude täitmisel vähendatakse kontrollitult keevisvanni kuumust ja suurust, võimalusel
keevituse lõpetamisel. Tänu sellele on lihtsam vältida pooride, termilise pragunemise ja
kraatrite teket keevisliites.
Impulsskeevitamise režiimis on võimalik valida impulsiga ja ilma impulsita pragude täitmise
vahel. Ilma impulsita pragude täitmine on kiirem protsess. Impulsiga pragude täitmine võtab
natuke kauem aega, kuid annab pritsmeteta pragude täitmise, kui kasutatakse vastavaid
väärtuseid.
Sünergia – pragude täitmine
Sünergilises režiimis seadistatakse pragude täitmise aeg ja lõplik traadi etteandekiirus nii
impulsiga kui ilma impulsita pragude täitmisel. Pinge ja impulsi parameetrid langevad
sünergia abil lõplike väärtusteni.
Mittesünergia – pragude täitmine
Mittesünergilises režiimis saab seadistusi muuta, et saada pragude täitmise lõpus muu kaare
pikkus. Samuti saab seadistada prao täitmise lõppväärtuse lõppaja.
0460 896 601
- 31 -
© ESAB AB 2019
Page 32

4 MIG/MAG-KEEVITAMINE
Lõplikku pinget saab seadistada ilma impulsita pragude täitmise jaoks. Lõplikku pinget,
lõplikku impulssvoolu, lõplikku alusvoolu ja lõplikku sagedust saab seadistada impulsiga
pragude täitmisele.
Lõplikud parameetrite väärtused peavad alati olema võrdsed või madalamad kui pideva
keevituse jaoks seadistatud väärtused. Juhul kui pideva keevituse seadistusi langetatakse
allapoole seadistatud lõplikke väärtusi, langetavad need ka lõplikke väärtusi. Lõplikud
parameetrite väärtused ei suurene uuesti juhul kui pideva keevitamise seadistusi
suurendatakse.
Näide: Teil on lõplikuks traadi etteandekiiruseks 4 m/min ja te vähendate traadi
etteandekiiruse 3,5 m/min. Lõplik traadi etteandekiirus langeb samuti väärtusele 3,5 m/min.
Lõplik traadi etteandekiirus jääb kiirusele 3,5 m/min, isegi kui traadi etteandekiirust uuesti
suurendatakse.
Pragude täitmine aktiveeritakse mõõteekraanilt või menüüs WELD DATA SETTING
(keevitusandmete seadistus) » STOP DATA (seiskamisandmed) .
Sulgemisimpulss
Sulgemisimpulss on impulss, mida rakendatakse tagamaks, et keevitamise peatamisel ei
moodustu traadile kuuli.
Kasutatakse kaare/pihustusega ja impulssrežiimiga MIG/MAG-keevitamisel.
Impulsskeevitusel sünkroniseeritakse lõpetamine lõppimpulsiga.
Sulgemisimpulss seadistatakse menüüs WELD DATA SETTING (keevitusandmete
seadistus) » STOP DATA (seiskamisandmed) .
Tagasipõlemisaeg
Tagasipõlemisaeg on viivitus aja vahel, mil traat hakkab murduma kuni ajani, mil
vooluallikas lülitab keevituspinge välja. Liiga lühikese tagasipõlemisaja
tulemuseks on pikalt väljaulatuv traat pärast keevituse lõpetamist ja tekib traadi
kinnijäämisoht keevisvanni. Liiga pika tagasipõlemisaja tulemuseks on lühemalt
väljaulatuv traat ja suureneb keevituskaare tagasilöögioht kontaktotsani.
Tagasipõlemisaeg seadistatakse menüüs WELD DATA SETTING (keevitusandmete
seadistus) » STOP DATA (seiskamisandmed) .
Lühisega lõpetamine (SCT)
SCT on funktsioon, mis tekitab keevituse lõpus väikeseid korduvaid lühiseid kuni traadi
etteanne on täielikult seiskunud ja kokkupuude töödetailiga katkenud.
SCT-d ei kasutata täidistraadiga.
Lõpetamine
Valige Final pulse (lõplik impulss) või SCT (lühisega lõpetamine).
Lõpetamine seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) »
STOP DATA (seiskamisandmed) .
Kehtib keevitamisel etteandeseadmetega, millel on traadi tagurpidi kerimise funktsioon.
„Release pulse” (vabastusimpulss)
Juhul kui traat jääb töödetaili kinni, tuvastatakse see süsteemi poolt. Väljastatakse
vooluimpulss, mis vabastab traadi pinna küljest.
Kasutatakse kaare/pihustusega ja impulssrežiimiga MIG/MAG-keevitamisel.
Impulsskeevitamisel sünkroonitakse lõpetamine impulsiga, lõppimpulsiga, mille saab
seadistada vahemikku 20 kuni 200%.
0460 896 601
- 32 -
© ESAB AB 2019
Page 33

4 MIG/MAG-KEEVITAMINE
Seadistust saab reguleerida menüüs CONFIGURATION (konfiguratsioon) » MIG/MAG
DEFAULTS (MIG/MAG-i vaikeseadistused) .
Gaasi järelvool
Kontrollib aega, mil kaitsegaas voolab pärast keevituskaare lõppemist.
Gaasi järelvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus)
» STOP DATA (seiskamisandmed) .
Seadistuste ja mõõtmete piirangud
Piirangute all valitakse piirangu arv. Seadistusi vt osadest „Seadistuste piirangu redaktor” ja
„Mõõtmete piirangute redaktor”.
Piirangud aktiveeritakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Punktkeevitus
Punktkeevitust kasutatakse siis kui on vaja keevitada korduvalt lühikese
ettenähtud aja jooksul.
Punktkeevitust kasutatakse siis, kui soovite õhukesi plaate punktkeevituse abil
ühendada.
Punktkeevitus aktiveeritakse ja selle aeg seadistatakse menüüs WELD DATA SETTING
(keevitusandmete seadistus) » SPOT WELDING (punktkeevitus) .
Traadi nihutamine
Traadi nihutamist kasutatakse traati etteandmiseks ilma keevituspinget
rakendamata. Traadi etteanne kestab nii kaua, kuni nuppu all hoitakse.
Gaasikaitse
Gaasikaitset kasutatakse gaasivoolu mõõtmisel või gaasivoolikust õhu või
niiskuse eemaldamiseks enne keevituse alustamist. Gaasikaitse kestab nii kaua,
kuni nuppu all hoitakse ja sellega ei kaasne pinge ega traadi etteande
käivitumine.
4.2.1 QSet
QSeti kasutatakse keevituse parameetrite seadistamise lihtsustamiseks.
Pluss/miinusnuppude kasutamisel suurendatakse või vähendatakse kaare pikkust -18 kuni +
18 sammu.
LÜHIKE KEEVITUSKAAR
Keevitamise alustamisel esmakordselt teatud tüüpi traadiga/gaasiga, määrab QSet
automaatselt kõik vajalikud keevituse parameetrid. Pärast seda salvestab QSet kõik
andmed, mis on vajalikud hea keevituse saamiseks. Pinge kohandub seejärel automaatselt
vastavalt traadi etteandekiiruse muudatustele.
PIHUSTUS
Pihustuskaarele lähenedes tuleb QSet väärtust suurendada. Puhta pihustuskaarega
keevitades lülitage QSet funktsioon välja. Kõik seadistused pärinevad QSet’ilt, erandiks on
pinge, mis tuleb seadistada.
Soovitus: Kõigi õigete andmete saamiseks tehke esmakordne keevitus (6 sekundit) QSet
funktsiooniga, kasutades katsekeha.
0460 896 601
- 33 -
© ESAB AB 2019
Page 34

4 MIG/MAG-KEEVITAMINE
QSeti väärtus seadistatakse keevitusandmete seadistusmenüüs MIG/MAG protsessile ja
meetodile SHORT/SPRAY (kaar/pihustus).
4.2.2 Sünergiagrupp
Valida on võimalik kolme mehhaniseeritud keevituse sünergiagrupi vahel:
• STANDARD
• ROBOT
• SAT
Keevituskiiruse ja plaadi paksuse vaheline suhe erinevates sünergiagruppides:
Plaadi paksus
Keevituskiirus
A = STANDARDLIIN
B = ROBOTLIIN
C = SAT-LIIN
Sünergiagruppi ROBOT kasutatakse robotkeevituse või muu mehhaniseeritud keevituse
puhul. See sobib suuremate ülekandekiiruste korral kui standardliinidel keevitamisel.
SAT tähistab Swift Arc Transfer'it (kiiret kaare ülekannet). See sünergiagrupp sobib
kasutamiseks suurte ülekandekiiruste, äärmuslike nurkade ja 2–3 mm paksuste plaatide
puhul.
Teavet SAT-i puhul kasutatavate traadi ja gaasi kombinatsioonide kohta vt käesoleva
juhendi lõpus olevast lisast „TRAADI JA GAASI ANDMED”.
Sünergiagrupp määratakse keevitusandmete seadistusmenüüs MIG/MAG protsessile.
4.3 SuperPulse
MAIN MENU (peamenüü) » PROCESS (protsess) » METHOD (meetod)
TÄHELEPANU!
SuperPulse meetod on saadaval ja nähtav valitud raadi etteandemehhanismide
puhul, mis tulevad toime selle meetodi lisastressiga.
SuperPulse meetodit kasutatakse keevisvanni ja tahenemisprotsessi paremaks
kontrollimiseks. Keevisvannil on aega osaliselt taheneda iga impulsi vahel.
0460 896 601
- 34 -
© ESAB AB 2019
Page 35

4 MIG/MAG-KEEVITAMINE
SuperPulse kasutamise eelised:
• Vähenenud tundlikkus servavahe varieerumisele
• Parem kontroll keevisvanni üle positsioonkeevituse ajal
• Parem kontroll läbivuse ja läbivusprofiili üle
• Vähenenud tundlikkus ebaühtlasele kuumuse juhtimisele
SuperPulse võib näha kahe MIG/MAG seadistuse vahelise programmeeritud üleminekuna.
Aja intervallid määratakse primaar- ja sekundaarfaasi aja seadistuste abil.
Keevitamine algab alati primaarfaasis. Kui valitakse kuumkäivitus, kasutatakse
primaarandmeid kuumkäivituse aja jooksul lisaks primaarandmete faasiajale. Pragude
täitmine põhineb alati sekundaarandmetel. Kui primaarfaasi aja jooksul on aktiveeritud
peatamiskäsk, lülitub protsess koheselt ümber sekundaarandmetele. Keevituse lõpetamine
põhineb sekundaarandmetel.
4.3.1 Traadi ja gaasi kombinatsioonid
Teavet traadi ja gaasi kombinatsioonide kohta vt käesoleva juhendi lõpus olevast lisast
„TRAADI JA GAASI ANDMED”.
4.3.2 Erinevad impulsimeetodid
Allpool näete, milliseid impulsimeetodeid saab kasutada, olenevalt keevitatava plaadi
paksusest.
Kuumus
Plaadi mõõtmed
A = impulssrežiim primaarfaasis ja lühike kaar sekundaarfaasis
B = impulssrežiim primaarfaasis ja impulssrežiim sekundaarfaasis
C = pihustus primaarfaasis ja impulssrežiim sekundaarfaasis
0460 896 601
- 35 -
© ESAB AB 2019
Page 36
4 MIG/MAG-KEEVITAMINE
4.3.3 Traadi etteandeseade
Ettevaatusabinõud
SuperPulse’t kasutades on traadi etteandemehhanismil arvestatav koormus. Selleks, et
traadi etteandemehhanismi funktsionaalset ohutust mitte ohtu seada, järgige järgmisel
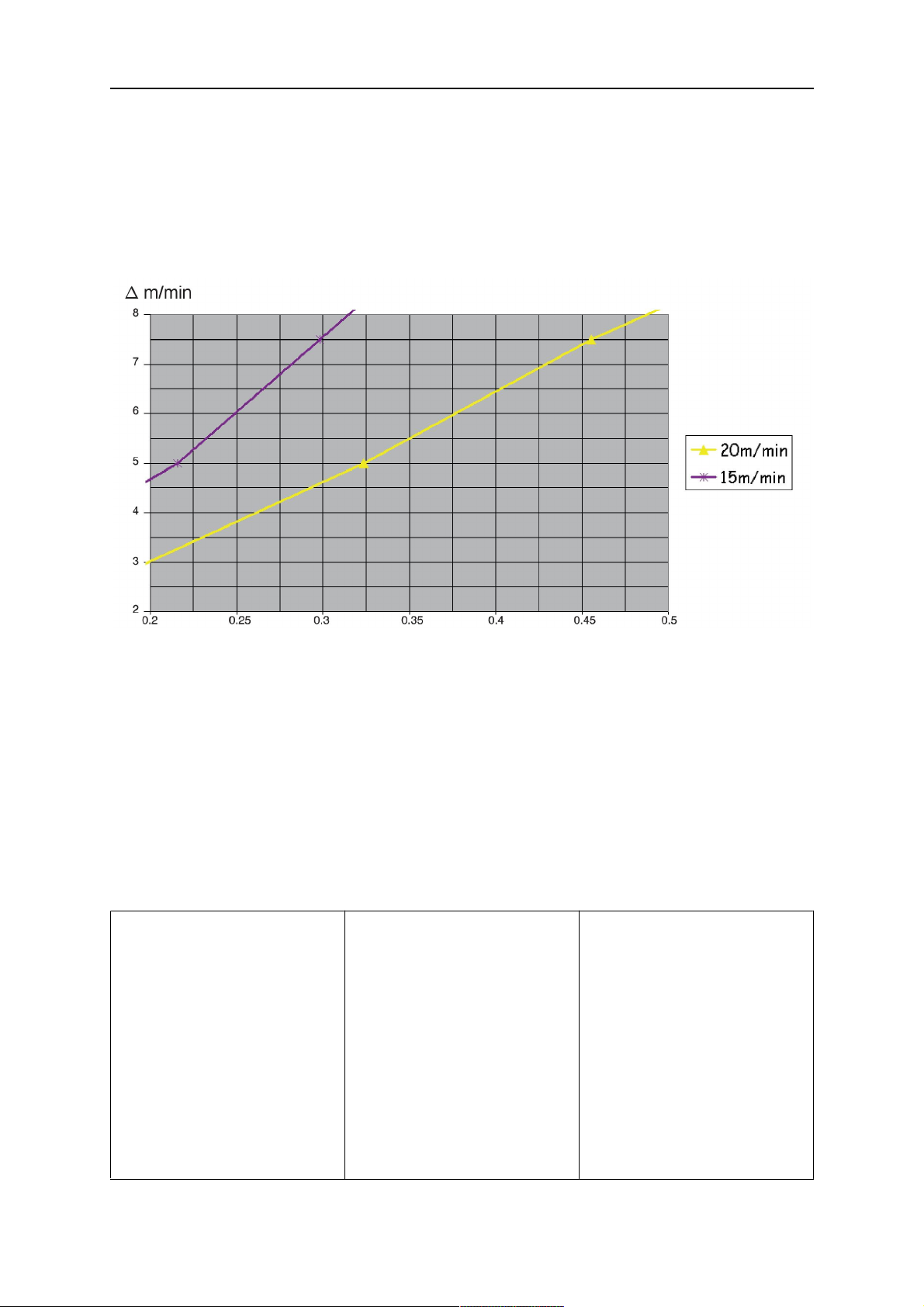
joonisel olevaid piirangu väärtusi.
Erinevus traadi etteandekiiruses
Joonised 15m/min ja 20m/min kohta on seotud primaarse traadi etteandekiirusega. Tsükli
aeg on primaarse ja sekundaarse faasiaja summa.
Primaarse ja sekundaarse traadi etteandekiiruse vaheline erinevus ei tohi ületada joonistel
täpsustatud kiirust primaarsele traadi etteandekiirusele.
Näide: Juhul kui tsükli aeg on 0,25 s ja primaarne traadi etteandekiirus on 15m/min, ei tohi
primaarse ja sekundaarse traadi etteandekiiruse vahe olla suurem kui 6 m/min.
Keevitamise näide A
Käesolevas näites keevitame 10 mm plaati1,2 mm alumiiniumtraadiga ja argooni
kaitsegaasiga.
Tehke juhtpaneelil järgmised seadistused.
Protsess
Faas
Meetod
Traat
Kaitsegaas
Traadi läbimõõt
Superpulse
Primaarne
Lühike kaar/pihustuskaar
AlMgER5356
Ar
1,2 mm
Superpulse
Sekundaarne
Impulss
AlMgER5356
Ar
1,2 mm
Pinge
Traadi etteandekiirus
Faasi aeg
0460 896 601
(+1,0 V)
15,0 m/min
0,1 s
- 36 -
(+3,0 V)
11,0 m/min
0,1 s
© ESAB AB 2019
Page 37
4 MIG/MAG-KEEVITAMINE
Primaarne ja sekundaarne faasiaeg on 0,1 s + 0,1 s = 0,2 s.
Erinevus traadi etteandekiiruses on 15,0 m/min – 11,0 m/min = 4 m/min.
Keevitamise näide B
Käesolevas näites keevitame 6 mm plaati1,2 mm alumiiniumtraadiga ja argooni
kaitsegaasiga.
Tehke juhtpaneelil järgmised seadistused.
Protsess
Faas
Meetod
Traat
Kaitsegaas
Traadi läbimõõt
Pinge
Traadi etteandekiirus
Faasi aeg
Superpulse
Primaarne
Impulss
AlMgER5356
Ar
1,2 mm
(+1,0 V)
12,5 m/min
0,15 s
Superpulse
Sekundaarne
Impulss
AlMgER5356
Ar
1,2 mm
(+2,0 V)
9,0 m/min
0,15 s
Primaarne ja sekundaarne faasiaeg on 0,15 s + 0,15 s = 0,3 s.
Erinevus traadi etteandekiiruses on 12,5 m/min – 9,0 m/min = 3,5 m/min.
0460 896 601
- 37 -
© ESAB AB 2019
Page 38

5 MMA-KEEVITUS
5 MMA-KEEVITUS
MAIN MENU (peamenüü) » PROCESS (protsess) » MMA
MMA-keevitust võib nimetada ka kaetud elektroodidega keevituseks. Kaare süttimine sulatab
elektroodi ja selle kate moodustab kaitsva räbu.
Teavet MMA-KEEVITUSE puhul kasutatavate elektroodi läbimõõtude kohta vt käesoleva
juhendi lõpus olevast lisast „TRAADI JA GAASI ANDMED”.
MMA
PROCESS (protsess)
METHOD (meetod)
ELECTRODE TYPE (elektroodi tüüp)
ELECTRODE DIAMETER (elektroodi läbimõõt)
BASIC (üldised)
3,2 mm
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MEMORY (mälu) FAST MODE
(kiirrežiim)
5.1 MMA
Allpool olev tabel näitab seadeid ja menüüstruktuuri, kui valitud on MMA ja vajutada SET
(sea).
Seadistused Seadistusvahemik Sammudena Sõltub
sünergiast
Elektrivool
1)
16–650 A 1 A x
Keevituskaare surve 0–100% 1% x
Reguleerit
av
sünergia
MMA
DC
Min voolutegur 0–100% 1% x
Control type
0–1 x
(juhtimistüüp)
Synergic mode
OFF või ON - - -
(sünergiline režiim)
Kuumkäivitus OFF või ON - x
Hot start duration
1–30 1 x
(kuumkäivituse kestus)
Hot start amplitude
0–100% 1 x
(kuumkäivituse ulatus)
Seadistuste piirangud 0–50 1 - -
Mõõtmete piirangud 0–50 1 - -
Edit description (redigeeri
kirjeldust) » Keyboard
(klaviatuur)
1)
Maksimaalvool oleneb sellest, millist tootetüüpi kasutatakse.
0460 896 601
- 38 -
© ESAB AB 2019
Page 39

5 MMA-KEEVITUS
5.2 Seadistuste funktsioonide selgitused
DC, alalisvool
Kõrgem vool tekitab laiema keevisvanni ning parema läbivuse töödetailis.
Voolu seadistatakse mõõtmete, keevitusandmete seadistamise või kiirrežiimi menüüdes.
Keevituskaare surve
Keevituskaare surve on oluline, et kindaks teha, kuidas muutub vool
keevituskaare pikkuse muutumisel. Väiksem väärtus annab vaiksema
keevituskaare koos vähemate pritsmetega.
Keevituskaare surve seadistatakse keevitusandmete seadistusmenüüs kui sünergia
funktsioon on inaktiveeritud.
Min voolutegur
Min vooluteguri seadistust rakendatakse siis, kui kasutatakse teatud spetsiifilisi elektroode.
Seadistust ei tohi muuta.
Control type (juhtimistüüp)
Mõjutab lühiseprotsessi ja keevise kuumust.
Seadistust ei tohi muuta.
Sünergia
Sünergia MMA keevitamisel tähendab, et vooluallikas optimeerib automaatselt
elektrooditüübi omadusi ja valitud mõõtmeid.
Sünergia MMA keevitamisel aktiveeritakse keevitusandmete seadistusmenüüs.
Kuumkäivitus
Kuumkäivitus suurendab keevitusvoolu reguleeritaval ajal keevituse algul, nõnda
kahaneb kehva sulatamise risk ühenduse algul.
MMA kuumkäivitus aktiveeritakse keevitusandmete seadistusmenüüs.
Seadistuste ja mõõtmete piirangud
Piirangute all valitakse piirangu arv. Seadistusi vt peatüki „TÖÖRIISTAD” osadest
„Seadistuste piirangu redaktor” ja „Mõõtmete piirangute redaktor”.
Piirangud aktiveeritakse keevitusandmete seadistamise menüüs.
0460 896 601
- 39 -
© ESAB AB 2019
Page 40

6 TIG-KEEVITUS
6 TIG-KEEVITUS
MAIN MENU (peamenüü) » PROCESS (protsess) » TIG
TIG-keevitus
TIG-keevitus sulatab töödetaili metalli, kasutades kaare käivitamist
volframelektroodist, mis ise ei sula. Keevisvann ja elektroodid on kaitstud
kaitsegaasiga.
Impulssvool
Impulssi kasutatakse keevisvanni ja tahenemisprotsessi paremaks
kontrollimiseks. Impulsi sagedus on seatud nii aeglaseks, et keevisvannil oleks
aega iga impulssi vahel vähemalt osaliselt tahkuda. Impulsi seadmiseks on
vajalikud neli parameetrit: impulssvool, impulssaeg, alusvool ja alusaeg.
TIG
PROCESS (protsess)
METHOD (meetod)
START METHOD (käivitusmeetod)
GUN TRIGGER MODE (keevituspüstoli päästiku
CONSTANT I (konstantne I)
HF-START (HF-käivitus)
2-STROKE (2-taktiline)
režiim)
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MEMORY (mälu) FAST MODE
(kiirrežiim)
6.1 Seadistused keevituse andmemälu menüüs
6.1.1 Impulsita TIG keevitus
Allpool olev tabel näitab ilma impulsita TIG keevituse seadeid ja menüüstruktuuri.
Seadistused Seadistusvahemik Sammudena
Start method (käivitusmeetod) HF või LiftArc™ -
Live TIG-start
1)
- -
TIG
Gun trigger mode (keevituspüstoli
päästiku režiim)
2)
2-taktiline või 4-taktiline -
Allpool olevad seadistused on saadaval, kui valida PROCESS (protsess) » TIG ja vajutada
SET (sea).
Elektrivool
Tõusva kalde aeg
Langeva kalde aeg
Gaasi eelvool
Gaasi järelvool
1)
2)
2)
2)
2)
HF automaatne käivitusimpulss
HF käivitusimpulss
0460 896 601
2)
4–500 A 1 A
0–25 s 0,1 s
0–25 s 0,1 s
0–25 s 0,1 s
0–25 s 0,1 s
2)
OFF või ON 4–500 A 1 A
- 40 -
© ESAB AB 2019
Page 41

6 TIG-KEEVITUS
Seadistused Seadistusvahemik Sammudena
Seadistuste piirangud 0–50 1
Mõõtmete piirangud 0–50 1
Punktkeevitus » Punktkeevitus SEES / VÄLJAS -
Punktkeevitus » Punktkeevituse aeg 0–25 s 0,1 s
Edit description (redigeeri kirjeldust)
» Keyboard (klaviatuur)
1)
Oleneb kasutatavast tootetüübist.
2)
Ei kehti või pole nähtav pingestatud TIG-käivituse puhul.
6.1.2 Impulsiga TIG keevitus
Allpool olev tabel näitab impulsiga TIG keevituse seadeid ja menüüstruktuuri.
Seadistused Seadistusvahemik Sammudena
Start method (käivitusmeetod) HF või LiftArc™ -
Gun trigger mode (keevituspüstoli
2-taktiline või 4-taktiline -
päästiku režiim)
Allpool olevad seadistused on saadaval, kui valida PROCESS (protsess) » TIG ja vajutada
SET (sea).
Impulssvool
1)
4–500 A 1 A
Alusvool 4–500 A 1 A
Impulssaeg 0,001 - 5 s 0,001 s
Alusaeg 0,001 - 5 s 0,001 s
Tõusva kalde aeg 0–25 s 0,1 s
Langeva kalde aeg 0–25 s 0,1 s
Gaasi eelvool 0–25 s 0,1 s
Gaasi järelvool 0–25 s 0,1 s
HF automaatne käivitusimpulss OFF või ON -
HF käivitusimpulss 4–500 A 1 A
Seadistuste piirangud 0–50 1
Mõõtmete piirangud 0–50 1
Punktkeevitus » Punktkeevitus 0–25 s 0,1 s
Punktkeevitus » Punktkeevituse aeg SEES / VÄLJAS -
Edit description (redigeeri kirjeldust)
» Keyboard (klaviatuur)
1)
Maksimaalvool oleneb sellest, millist tootetüüpi kasutatakse.
6.2 Seadistuste funktsioonide selgitused
HF käivitus
Kui elektrood on toodud töödetailile lähemale, tekitab HF (kõrgsageduslik)
käivitusfunktsioon sädemega keevituskaare elektroodist töödetailini.
0460 896 601
- 41 -
© ESAB AB 2019
Page 42

6 TIG-KEEVITUS
LiftArc™
LiftArc™ funktsioon tekitab keevituskaare, kui elektrood on töödetailiga kokku
puutunud ja siis sellest eemale tõstetud.
LiftArc™ funktsiooniga keevituskaare tekitamine:
1. Töödetaili puudutatakse elektroodiga.
2. Vajutatakse käivituslülitit ja käivitub madal vool.
3. Keevitaja tõstab elektroodi töödetaililt ära: tekib keevituskaar ja vool tõuseb
automaatselt seadistatud väärtuseni.
LiftArc™ aktiveeritakse menüüs MAIN MENU (peamenüü) » START METHOD
(käivitusmeetod).
Live TIG-start
Seade „Live TIG start” (pingestatud TIG käivitus) abil tekib kaar siis, kui volframelektrood
töödetaili vastu viia ja seejärel eemale tõsta.
- Valiku „Live TIG-start” (pingestatud TIG-käivitus) saab aktiveerida menüüst PROCESS
(protsess) .
0460 896 601
- 42 -
© ESAB AB 2019
Page 43

6 TIG-KEEVITUS
2-taktiline
A = gaasi eelvool
B = tõusev kalle
C = langev kalle
D = gaasi järelvool
Funktsioonid keevituspõleti 2-taktilise juhtimise kasutamisel.
2-taktilises juhtimisrežiimis käivitab TIG põleti käivituslüliti (1) vajutamine gaasi eelvoolu (kui
seda kasutatakse) ja tekib keevituskaar. Vool tõuseb seadistatud väärtuseni (vastavalt
tõusva kalde funktsiooni kontrollimisele, kui seda kasutatakse). Käivituslüliti (2)
vabastamisel vool väheneb (või algab langeva kalde (slope down) funktsioon, kui see
töötab) ja keevituskaar kustub. Järgneb gaasi järelvool, kui see töötab.
2-taktiline režiim aktiveeritakse menüüs MAIN MENU (peamenüü) » TRIGGER MODE
(päästiku režiim) või mõõteekraanil.
4-taktiline
A = gaasi eelvool
B = tõusev kalle
C = langev kalle
D = gaasi järelvool
Funktsioonid keevituspõleti 4-taktilise juhtimise kasutamisel.
4-taktilises juhtimisrežiimis käivitab käivituslüliti (1) vajutamine gaasi eelvoolu (kui
kasutatakse). Gaasi eelvoolu aja lõpus tõuseb vool seadistatud juhtvooluni (paar amprit) ja
tekib keevituskaar. Vabastades käivituslüliti (2), tõuseb vool seadistatud väärtuseni (koos
tõusva kaldega (slope up), kui seda kasutatakse). Keevituse lõpus tuleb keevitajal uuesti
käivituslülitit (3) vajutada, misjärel vool taas juhtvooluni langeb (koos langeva kaldega (slope
down), kui seda kasutatakse). Käivituslüliti uuesti (4) vabastamisel keevituskaar kustub ja
algab gaasi järelvool.
4-taktiline režiim aktiveeritakse menüüs MAIN MENU (peamenüü) » TRIGGER MODE
(päästiku režiim) või MEASURE (mõõtmed) .
Elektrivool
Kõrgem vool tekitab laiema keevisvanni ning parema läbivuse töödetailis.
Voolu seadistatakse mõõtmete, keevitusandmete seadistamise või kiirrežiimi menüüdes.
Kehtib üksnes TIG keevitamisel püsiva vooluga.
Impulssvool
Impulssvoolu korral kahest voolu väärtusest kõrgem. Impulsskeevitamisel on tõusev ja
langev kalle samuti impulsiga.
Impulssvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Kehtib üksnes TIG keevitamisel koos impulsiga.
Alusvool
Impulssvoolu korral kahest voolu väärtusest madalam.
Alusvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Kehtib üksnes TIG keevitamisel koos impulsiga.
0460 896 601
- 43 -
© ESAB AB 2019
Page 44
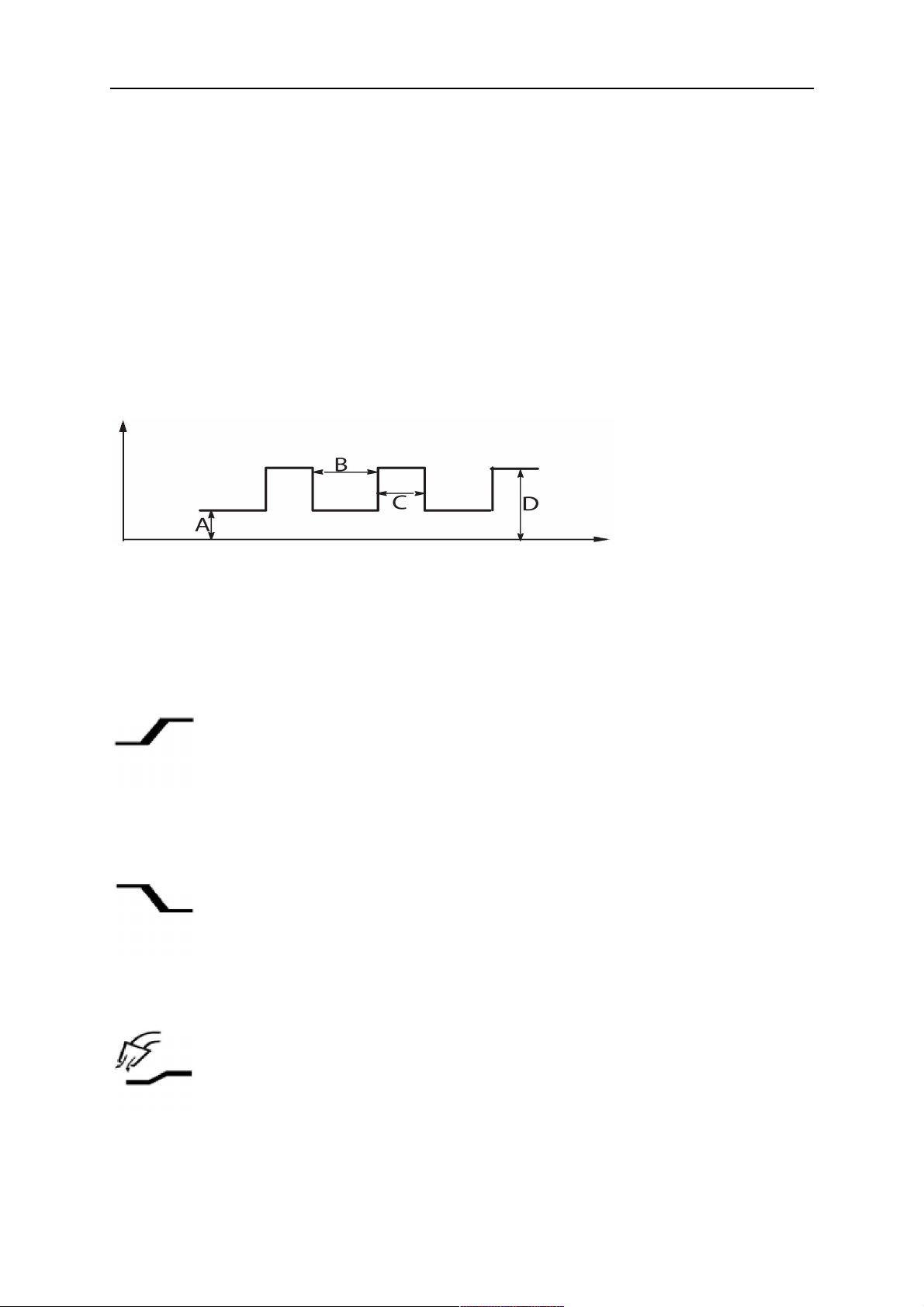
6 TIG-KEEVITUS
Impulssaeg
Aeg, mil impulssvool on impulssperioodil sisse lülitatud.
Impulssaeg seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Kehtib üksnes TIG keevitamisel koos impulsiga.
Alusaeg
Alusvoolu aeg, mis koos impulssvoolu ajaga annab impulssperioodi.
Alusaeg seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Kehtib üksnes TIG keevitamisel koos impulsiga.
Elektrivool
Aeg
Impulsiga TIG keevitus.
A = alusvool
B = alusaeg
C = impulssaeg
D = impulssvool
Tõusev kalle
Tõusva kalde funktsioon tähendab, et kui TIGi keevituskaar tekib, tõuseb vool
aeglaselt seadistatud väärtuseni. See tagab elektroodide “leebema”
kuumutamise ja annab keevitajale võimaluse enne seatud keevitusvoolu
saavutamist elektroodi korralikult paigutada.
Tõusev kalle seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Langev kalle
TIG-keevitus kasutab “langevat kallet”, mille ajal vool langeb “aeglaselt”
kontrollitud aja jooksul, vältimaks kraatreid ja/või pragusid, kui keevitamine on
lõpetatud.
Langev kalle seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
Gaasi eelvool
Kontrollib aega, mil kaitsegaas enne keevituskaare tekkimist voolab.
Gaasi eelvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
0460 896 601
- 44 -
© ESAB AB 2019
Page 45
6 TIG-KEEVITUS
Gaasi järelvool
Kontrollib aega, mil kaitsegaas voolab pärast keevituskaare lõppemist.
Gaasi järelvool seadistatakse menüüs WELD DATA SETTING (keevitusandmete seadistus) .
HF automaatne käivitusimpulss
Seda funktsiooni kasutatakse stabiilse keevituskaare kiireks saavutamiseks.
Punktkeevitus
Punktkeevitust kasutatakse siis kui on vaja keevitada korduvalt lühikese
ettenähtud aja jooksul.
Punktkeevitust kasutatakse siis, kui soovite õhukesi plaate punktkeevituse abil
ühendada.
Punktkeevitus aktiveeritakse ja selle aeg seadistatakse menüüs WELD DATA SETTING
(keevitusandmete seadistus) » SPOT WELDING (punktkeevitus) .
Gaasikaitse
Gaasikaitset kasutatakse gaasivoolu mõõtmisel või gaasivoolikust õhu või
niiskuse eemaldamiseks enne keevituse alustamist. Gaasikaitse kestab nii kaua,
kuni nuppu all hoitakse ja sellega ei kaasne pinge ega traadi etteande
käivitumine.
Gaasikaitse aktiveeritakse ekraanilt MEASURE (mõõtmed) .
0460 896 601
- 45 -
© ESAB AB 2019
Page 46
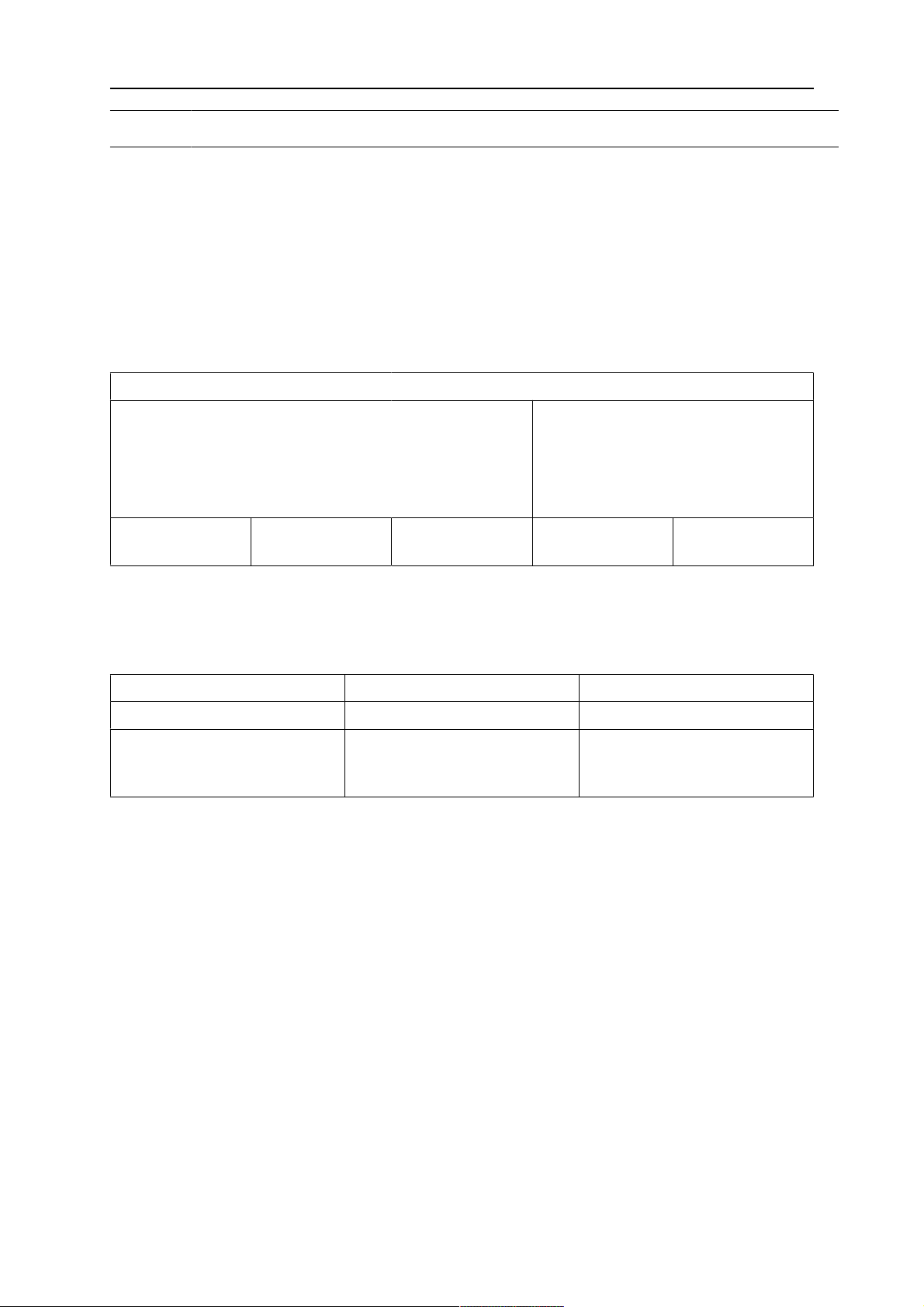
7 ÕHKKAARLÕIKAMINE
7 ÕHKKAARLÕIKAMINE
MAIN MENU (peamenüü) » PROCESS (protsess) » GOUGING (lõikamine)
Õhkkaarlõikamisel kasutatakse spetsiaalset elektroodi, mis koosneb süsinikvardast koos
vaskkattega.
Kaar tekib süsinikvarda ja töödetaili vahele, mis sulatab materjali. Sulanud materjali ära
puhumiseks kasutatakse õhku.
Õhkkaarlõikamiseks saab valida järgmiste läbimõõtudega elektroodid: 4,0, 5,0, 6,0, 8,0 ja 10
mm.
Õhkkaarlõikamist ei soovitata alla 400 A vooluallikate puhul.
GOUGING (lõikamine)
PROCESS (protsess)
ELECTRODE DIAMETER (elektroodi läbimõõt)
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
MEMORY (mälu) FAST MODE
(kiirrežiim)
GOUGING (lõikamine)
5 mm
7.1 Seadistused keevituse andmemälu menüüs
Allpool olev tabel näitab seadeid ja menüüstruktuuri, kui valitud on GOUGING (lõikamine) ja
vajutada SET (sea).
Seadistused Seadistusvahemik Sammudena
Pinge 8–60 V 1 V
Edit description (redigeeri
kirjeldust) » Keyboard
(klaviatuur)
7.2 Funktsioonide selgitused
Pinge
Kõrgem vool tekitab laiema keevisvanni ning parema läbivuse töödetailis.
Pinget seadistatakse mõõteekraani, keevitusandmete seadistamise või kiirrežiimi menüüdes.
0460 896 601
- 46 -
© ESAB AB 2019
Page 47
8 MÄLU HALDAMINE
8 MÄLU HALDAMINE
8.1 Juhtpaneeli töömeetod
Juhtpaneel koosneb kahest üksusest: töömälu ja keevitusandmete mälu.
Salvesta Keevitamise andmemälu
Töömälu Tagasi kutsumine
Töömälus luuakse terviklik keevitusandmete seadistuste komplekt, mida saab salvestada
keevitusandmete mälus.
Keevitamise ajal kontrollib protsessi alati töömälu sisu. Seega saab alati keevitusandmete
seadistusi keevitusandmete mälust töömälusse tagasi võtta.
Pange tähele, et töömälu sisaldab alati viimati seadistatud keevitusandmete seadistusi. Neid
saab keevitusandmete mälust või individuaalselt muudetud seadistustest tagasi võtta.
Teisisõnu pole töömälu kunagi tühi või „lähtestatud”.
MAIN MENU (peamenüü) » MEMORY (mälu) » WELD DATA MEMORY (keevitusandmete
mälu)
MIG/MAG
PROCESS (protsess)
METHOD (meetod)
QSET
SYNERGY GROUP (sünergiagrupp)
WIRE TYPE (traadi tüüp)
SHIELDING GAS (kaitsegaas)
WIRE DIAMETER (traadi läbimõõt)
CONFIGURATION► (konfiguratsioon►)
TOOLS► (tööriistad►)
SET (sea) MEASURE
(mõõtmed)
Juhtpaneeli on võimalik salvestada kuni 255 keevitusandmete komplekti. Igale komplektile
antakse number 1-255.
MEMORY (mälu) FAST MODE
SHORT/SPRAY (lühike/pihustus)
(kiirrežiim)
MIG/MAG
OFF
STANDARD
Fe ER70S
Ar+8%CO2
1,2 mm
Samuti võite andmekomplekte kustutada ja kopeerida ning keevitusandmete komplekti
töömälusse tagasi kutsuda.
Allpool on toodud näited, kuidas salvestada, tagasi võtta, kopeerida ja kustutada.
8.2 Salvesta
Juhul kui keevituse andmemälu on tühi, ilmub ekraanile järgmine kujutis.
Nüüd salvestame keevitusandmete komplekti. Sellele antakse mälukoht 5. Vajutage STORE
(salvesta). Kuvatakse mälukoht 1. Keerake ühte seadete nuppudest, kuni jõuate mälukohani
5. VajutageSTORE (salvesta).
0460 896 601
- 47 -
© ESAB AB 2019
Page 48

8 MÄLU HALDAMINE
WELD DATA MEMORY (keevitusandmete mälu)
STORE
(salvesta)
Valige viies rida, kasutades ühte nuppudest. VajutageSTORE (salvesta).
WELD DATA MEMORY (keevitusandmete mälu)
5 -
STORE
(salvesta)
Ekraanile ilmub järgmine kujutis.
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
QUIT (lõpeta)
QUIT (lõpeta)
STORE
(salvesta)
RECALL (kutsu
tagasi)
DELETE
(kustuta)
1 2 QUIT (lõpeta)
Osa andmekomplekti nr 5 sisust kuvatakse ekraani allosas.
8.3 Võta tagasi
Salvestatud andmekomplekti tagasi kutsumine:
Valige rida, kasutades üht nuppudest. VajutageRECALL (kutsu tagasi).
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
STORE
(salvesta)
Vajutage JAH kinnitamaks, et soovite andmekomplekti nr 5 tagasi kutsuda.
RECALL (kutsu
tagasi)
DELETE
(kustuta)
1 2 QUIT (lõpeta)
0460 896 601
- 48 -
© ESAB AB 2019
Page 49
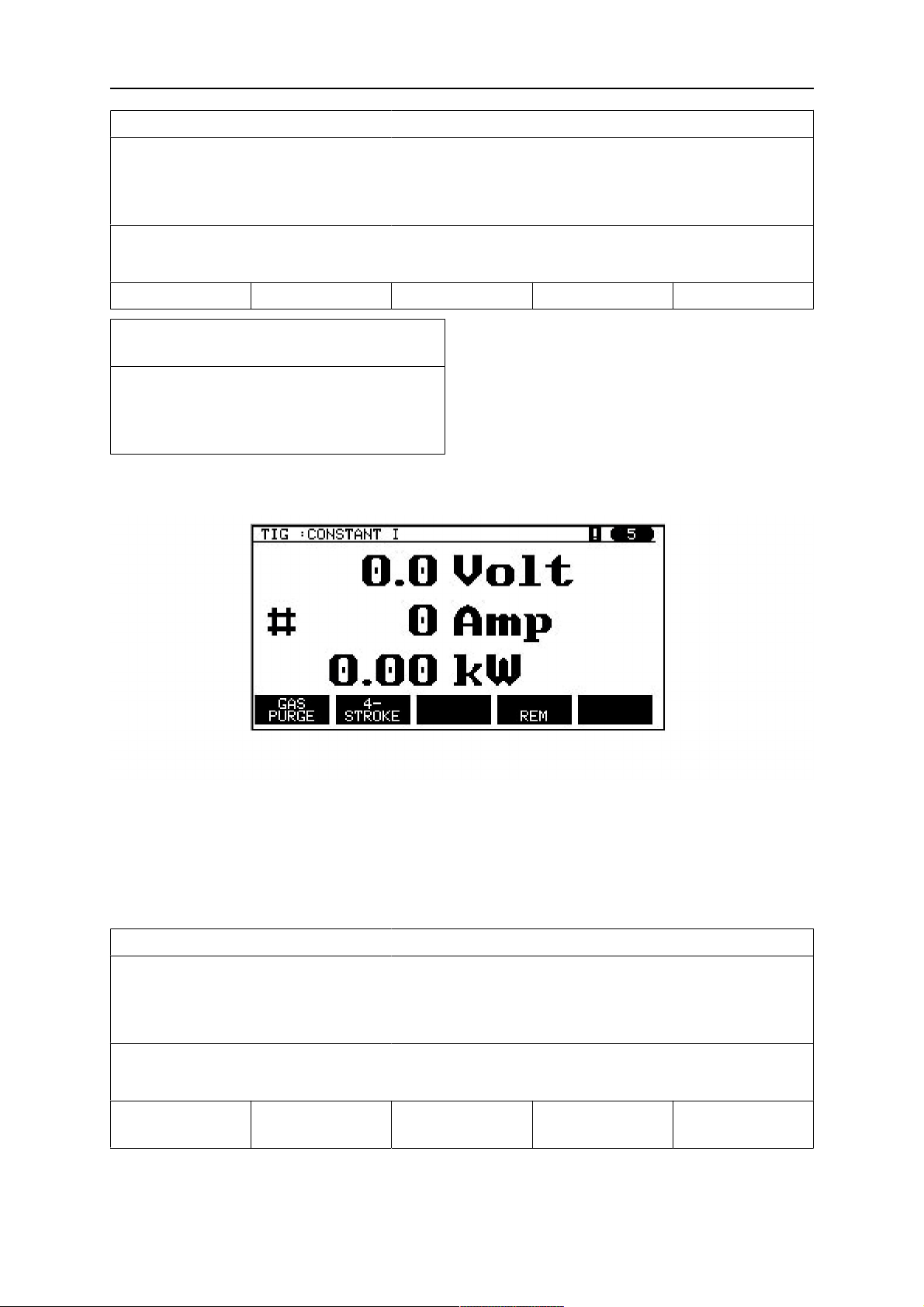
8 MÄLU HALDAMINE
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
EI JAH
WELD DATA MEMORY
(keevitusandmete mälu) » 5 - (TIG)
RECALL (kutsu tagasi)
DATA SET 5 (andmekomplekt 5)
FROM MEMORY? (mälust?)
Mõõteekraanil parempoolses ülanurgas olev ikoon näitab, millise numbriga mälukoht tagasi
kutsuti.
8.4 Kustuta
Mälumenüüst on võimalik kustutada üks või rohkem andmekomplekt.
Kustutame varasemas näites salvestatud andmekomplekti.
Valige andmekomplekt. Vajutage DELETE (kustuta).
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
STORE
(salvesta)
Vajutage JAH kinnitamaks, et soovite kustutada.
RECALL (kutsu
tagasi)
DELETE
(kustuta)
1 2 QUIT (lõpeta)
0460 896 601
- 49 -
© ESAB AB 2019
Page 50
8 MÄLU HALDAMINE
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
EI JAH
5 - (TIG) » DELETE (kustuta)
DELETE WELD DATA (keevitusandmete
kustutamine)
NR. 5?
Mälumenüüsse naasmiseks vajutage nuppu EI .
8.5 Kopeeri
Keevitusandmete komplekti kopeerimiseks uude mäluasendisse toimige järgnevalt:
Valige mäluasend, mida soovite kopeerida ja vajutage „1 2” (2. funktsioon).
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
STORE
(salvesta)
RECALL (kutsu
tagasi)
DELETE
(kustuta)
1 2 QUIT (lõpeta)
Vajutage COPY (kopeeri).
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
COPY (kopeeri) EDIT (redigeeri) 1 2 QUIT (lõpeta)
Nüüd kopeerime mäluasendi 5 sisu asendisse 50.
Kasutage üht nuppudest valitud mäluasendi juurde liikumiseks, käesoleval juhul asend 50.
Vajutage JAH.
0460 896 601
- 50 -
© ESAB AB 2019
Page 51

8 MÄLU HALDAMINE
WELD DATA MEMORY (keevitusandmete mälu)
50 -
COPY (kopeeri)
DATA SET 5 TO POSITION: (andmekomplekt 5 positsiooni:) 50
EI JAH
Keevitusandmed nr 5 on nüüd kopeeritud mäluasendisse 50.
Mälumenüüsse naasmiseks vajutage nuppu QUIT (lõpeta).
8.6 Redigeeri
Keevitusandmete komplekti sisu redigeerimiseks toimige järgnevalt:
Valige mäluasend, mida soovite redigeerida ja vajutage „1 2” (2. funktsioon). Seejärel
vajutage EDIT (redigeeri).
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
COPY (kopeeri) EDIT (redigeeri) 1 2 QUIT (lõpeta)
Kuvatakse osa peamenüüst ja menüü näitab sümbolit , mis tähendab, et olete
redigeerimisrežiimis.
Valige seadistus, mida soovite redigeerida ja vajutageENTER. Valige nimekirjast ja vajutage
uuestiENTER .
TIG
START METHOD (käivitusmeetod)
GUN TRIGGER MODE (keevituspüstoli päästiku
HF-START (HF-käivitus)
4-STROKE (4-taktiline)
režiim)
TIG HF-START (TIG HF-käivitus)
100 AMP
SET (sea) QUIT (lõpeta)
Vajutage SET (sea) , et avada menüüWeld data setting (keevitusandmete seadistus). Valige
väärtused, mida soovite redigeerida ja reguleerige pluss/miinusnuppude abil. Lõpetamiseks
vajutage QUIT (lõpeta).
0460 896 601
- 51 -
© ESAB AB 2019
Page 52

8 MÄLU HALDAMINE
WELD DATA SETTING (keevitusandmete seadistus)
CURRENT (vool)
SLOPE UP TIME (tõusva kalde aeg)
SLOPE DOWN TIME (langeva kalde aeg)
GAASI EELVOOLU
GAS POSTFLOW (gaasi järelvool)
SETTING LIMITS (seadistuste piirangud)
MEASURE LIMITS (mõõtmete piirangud)
EDIT DESCRIPTION (redigeeri kirjeldust)
GAS PURGE
(gaasikaitse)
4-STROKE
(4-taktiline)
REM QUIT (lõpeta)
Keevitusandmete nr 5 seadistus on nüüd redigeeritud ja salvestatud.
8.7 Nimeta
Selleks, et salvestatud keevitusandmete komplektile oma nimi anda, toimige järgnevalt:
Valige mäluasend, millele soovite nime anda ja vajutage „1 2” (2. funktsioon). Seejärel
vajutage EDIT (redigeeri).
100 A
0,0 S
2,0 S
0,5 S
5,0 S
-
-
....
WELD DATA MEMORY (keevitusandmete mälu)
5 - (TIG)
TIG HF-START (TIG HF-käivitus)
100 AMP
COPY (kopeeri) EDIT (redigeeri) 1 2 QUIT (lõpeta)
Valige SET (sea) » EDIT DESCRIPTION (redigeeri kirjeldust). Vajutage ENTER.
WELD DATA SETTING (keevitusandmete seadistus)
CURRENT (vool)
SLOPE UP TIME (tõusva kalde aeg)
SLOPE DOWN TIME (langeva kalde aeg)
GAASI EELVOOLU
GAS POSTFLOW (gaasi järelvool)
SETTING LIMITS (seadistuste piirangud)
MEASURE LIMITS (mõõtmete piirangud)
100 A
0,0 S
2,0 S
0,5 S
5,0 S
-
-
EDIT DESCRIPTION (redigeeri kirjeldust)
GAS PURGE
(gaasikaitse)
4-STROKE
(4-taktiline)
REM QUIT (lõpeta)
Siin on teil juurdepääs klaviatuurile, mida kasutatakse järgnevalt:
0460 896 601
- 52 -
....
© ESAB AB 2019
Page 53

8 MÄLU HALDAMINE
• Viige kursor soovitud klaviatuuriklahvile, kasutades vasakpoolset nuppu ja nooleklahve.
Vajutage ENTER. Selliselt sisestage terviklik täherida maksimaalselt 40 tähega.
• Vajutage DONE (valmis) salvestamiseks. Teie poolt nimetatud alternatiivi on nüüd
nimekirjas näha.
KEYBOARD (klaviatuur)
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE (tühik) CAPS (suurtähed)
_
0 (MAX 40)
DELETE
(kustuta)
SYMBOL
(sümbol)
DONE (valmis)
Keevitusandmete graafiku kirjeldus
Igal keevitusandmete graafikul võib olla lühike kirjeldus. Menüüs SET (sea) » EDIT
DESCRIPTION (redigeeri kirjeldust) saab kuvatud keevitusandmete graafikule lisada
integreeritud klaviatuurilt maksimaalselt 40 tähemärgist koosneva kirjelduse. Olemasolevat
kirjeldust saab ka muuta või kustutada.
Kui soovitud graafikul on kirjeldus olemas, kuvatakse see menüüde MEMORY
(mälu),MEASURE (mõõtmed) ja REMOTE(kaugjuhtimine) ekraanidel keevitusandmete
parameetrite asemel, mida muidu kuvatakse.
0460 896 601
- 53 -
© ESAB AB 2019
Page 54
9 CONFIGURATION (KONFIGURATSIOON)
9 CONFIGURATION (KONFIGURATSIOON)
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon)
Allpool olev loend näitab menüüstruktuuri:
• Keel , vt peatüki „SISSEJUHATUS” osa „Esimene samm – keele valik”.
• Koodilukk
• Kaugjuhtimisseadmed
• MIG/MAG-i vaikeseadistused
• MMA vaikeseadistused
• Kiirrežiimi funktsiooniklahvid
• Topeltkäivitamise allikad
• Paneeli kaugjuhtimise võimaldamine
• WF järelevalve
• Automaatsalvestusrežiim
• Mõõtmete piirangud, keevitamise lõpetamine
• Keevitamiseks on vaja sisse logida
• Keevitusandmete vahetuse käivitamine
• Mitmekordsed traadi etteandemehhanismid
• Kvaliteedi funktsioonid
• Hooldus
• Pikkusühik
• Mõõteväärtuse sagedus
• Registrivõti
• Valgustuse kuva taimer
9.1 Koodilukk
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » CODE LOCK (koodilukk)
Kui lukufunktsioon on aktiveeritud ja te olete mõõte-, kaugjuhtimis- või kiirrežiimis, on neist
menüüdest lahkumiseks vaja salasõna (lukukoodi).
CODE LOCK (koodilukk)
LOCK STATUS (luku olek)
SET / CHANGE LOCK CODE (sea/muuda lukukood)
QUIT (lõpeta)
Koodilukk aktiveeritakse menüüs CONFIGURATION (konfiguratsioon) .
9.1.1 Lukukoodi olek
Menüüs CODE LOCK STATUS (koodiluku olek)saate luku funktsiooni
aktiveerida/inaktiveerida ilma olemasolevat lukukoodi kustutamata, juhul kui te funktsiooni
inaktiveerite. Juhul kui ühtegi lukukoodi pole salvestatud ja te proovite koodilukku
aktiveerida, kuvatakse uue lukukoodi sisestamiseks klaviatuur.
OFF
0460 896 601
- 54 -
© ESAB AB 2019
Page 55

9 CONFIGURATION (KONFIGURATSIOON)
KEYBOARD (klaviatuur)
Q R S T U V W X Y Z
SPACE (tühik) CAPS (suurtähed)
A B C D E F G H
I J K L M N O P
0 1 2 3 4 5 6 7 8 9
_
0 (MAX 16)
DELETE
(kustuta)
SYMBOL
(sümbol)
DONE (valmis)
Lukuolekust väljumine
Juhul kui olete mõõte- või kiirrežiimi menüüs ja koodilukk on inaktiveeritud, saate nendest
menüüdest lahkuda ilma piiranguteta, vajutades QUIT (lõpeta) või MENU (menüü) QUIT
(lõpeta) või MENU (menüü) selleks, et peamenüüsse pääseda.
Juhul kui see on aktiveeritud ja te proovite väljuda, REM-ist lahkuda või vajutada nuppu „1
2” (2. funktsioon), ilmub järgmine ekraan, et hoiatada kasutajat lukukaitse kohta.
LUKUKOODI JAOKS VAJUTAGE
ENTER…
Siin võite valida QUIT (lõpeta) tegevuse tagasi võtmiseks ja eelmisesse menüüsse
naasmiseks või minna edasi, vajutades ENTER lukukoodi sisestamiseks.
Seejärel liigute klaviatuuri kasutades menüü juurde, kus saate koodi sisestada. Vajutage
ENTER pärast igat märki ja kinnitage kood, vajutades DONE (valmis).
Ilmub järgmine tekstikast:
SEADE LUKUSTAMATA!
Juhul kui kood pole õige, kuvatakse veateade, mis pakub uuesti proovimise võimalust või
naasmist algsesse menüüsse, st mõõteekraanile või kiirrežiimi menüüsse.
Juhul kui kood on õige, eemaldatakse kõik teiste menüüde blokeeringud, ehkki koodilukk
jääb aktiivseks. See tähendab, et võite mõõteekraanilt ja kiirrežiimist ajutiselt lahkuda,
säilitades siiski lukustaatuse kui nendesse menüüdesse naasete.
9.1.2 Täpsusta/redigeeri lukukoodi
Täpsusta/redigeeri lukukoodi all saate olemasolevat lukukoodi redigeerida või sisestada uue.
Lukukood võib koosneda maksimaalselt 16 valikulisest tähest või numbrist.
9.2 Kaugjuhtimisseadmed
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » REMOTE CONTROLS
(kaugjuhtimisseadmed)
Olenevalt protsessist ja kaugjuhtimisseadmest on saadaval eri konfiguratsioonivalikud.
CAN elektrivõrgu sõlme mitteühendatud kaugjuhtimisseadmed peavad olema ühendatud
kaugjuhtimisadapteri kaudu. See funktsioon ei toeta SuperPulse meetodit.
Pärast ühendamist aktiveerige kaugjuhtimisseade ekraanil MEASURE (mõõtmed)
funktsiooniklahviga REMOTE(kaugjuhtimine).
0460 896 601
- 55 -
© ESAB AB 2019
Page 56

9 CONFIGURATION (KONFIGURATSIOON)
9.2.1 Peata tühistamine
Viige kursor reale REMOTE CONTROLS (kaugjuhtimisseadmed) . Vajutage ENTER
alternatiivide nimekirja kuvamiseks.
MIG/MAG REMOTE CONTROLS (MIG/MAG-i kaugjuhtimisseadmed)
FORGET OVERRIDE (peata tühistamine)
DIGITAL OP (digitaalne töö)
ANALOG 1 (analoog 2)
5-PROG (5 programmi)
WIRE SPEED (traadi kiirus)
ON
-MIN
-MAX
ANALOG 2 (analoog 2)
-MIN
-MAX
VOLTAGE (pinge)
25,0
-10
+10
QUIT (lõpeta)
Suvandi FORGET OVERRIDE (peata tühistamine) on olekus ON, kutsutakse enne iga uut
keevituse alustamist tagasi viimati tagasi laaditud mälu. Sellega tühistatakse kõige hilisema
keevitusprotseduuri ajal saadud kõik keevitusandmete seadistuste tulemused.
9.2.2 Digitaalse kaugjuhtimisseadme konfiguratsioon.
Ilma kaugjuhtimisseadme adapterita
CAN-põhise kaugjuhtimisseadme ühendamisel toimub konfigureerimine automaatselt,
DIGITAL OP (digitaalne töö).
0,8
Kaugjuhtimisseadme adapteriga
Digitaalse kaugjuhtimisseadme kasutamisel täpsustage, millist kaugjuhtimisseadme tüüpi
kasutatakse.
Viige kursor reale DIGITAL OP (digitaalne töö) ja vajutage sisestusklahvi ENTER kuvamaks
nimekirja, millest saate alternatiivi valida.
BINARY CODED (binaarsete koodidega) • 32-programmiline seade
10-PROGR (10 programmi) • 10-programmiline seade *
* või keevituspõleti RS3 programmivalikuga
9.2.3 Analoogse kaugjuhtimisseadme konfiguratsioon.
Ilma kaugjuhtimisseadme adapterita
CAN-põhise kaugjuhtimisseadme ühendamisel toimub konfiguratsioon ANALOG 1 ja
ANALOG 2 automaatselt. Konfiguratsiooni ei saa muuta.
Kaugjuhtimisseadme adapteriga
Kui kasutate kaugjuhtimisseadme adapteriga analoogsüsteemi kaugjuhtimisseadet, saate
juhtpaneelil täpsustada, millist (max 2) potentsiomeetrit tahate kasutada.
Potentsiomeetreid kutsutakse juhtpaneelil ANALOG 1 ja ANALOG 2, mis viitavad nende
enda seadistatud keevitusprotsessi parameetritele nt traadi etteande parameeter (ANALOG
1) ja pinge parameeter (ANALOG 2) koos MIG/MAG-iga.
Juhul kui viite kursori ANALOG 1 reale ja vajutate ENTER, kuvatakse nimekiri.
0460 896 601
- 56 -
© ESAB AB 2019
Page 57

9 CONFIGURATION (KONFIGURATSIOON)
NONE (puuduvad)
WIRE SPEED (traadi kiirus)
Juhul kui viite kursori ANALOG 1 reale ja vajutate ENTER, kuvatakse nimekiri.
Nüüd saate valida, kas potentsiomeetrit ANALOG 1 (analoog 1) kasutatakse parameetri
WIRE SPEED (traadi kiirus) jaoks või mitte, NONE (puuduvad).
Valige rida WIRE SPEED (traadi kiirus) ja vajutage sisestusklahvi ENTER.
Juhul kui viite kursori ANALOG 2 reale ja vajutate ENTER, kuvatakse nimekiri.
NONE (puuduvad)
VOLTAGE (pinge)
Juhul kui viite kursori ANALOG 2 reale ja vajutate ENTER, kuvatakse nimekiri.
Nüüd saate valida, kas potentsiomeetrit ANALOG 2 (analoog 2) kasutatakse parameetri
VOLTAGE (pinge) jaoks või mitte, NONE (puuduvad).
Valige rida VOLTAGE (pinge) ja vajutage sisestusklahvi ENTER.
Kaugjuhtimisseadme kogu konfiguratsioon kehtib mis tahes ühendatud traadi
etteandemehhanismidele. Juhul kui eemaldate valiku ANALOG 1 (analoog 1)
konfiguratsioonist, kehtib see mõlemale traadi etteandemehhanismile, kui kasutate
kaksikmehhanismi.
9.2.4 Sisendiskaala
Kasutatavale potentsiomeetrile saate seadistada kontrollvahemiku. Seda tehakse
juhtpaneelis miinimum- ja maksimumväärtuse määratlemisega pluss/miinusnuppudega.
Pange tähele, et sünergilises ja mittesünergilises režiimis saate seadistada erinevaid pinge
piiranguid. Pinge seadistus sünergias on kõrvalekalle (pluss või miinus) sünergilisest
väärtusest. Mittesünergilises režiimis on pinge väärtus seadistatud absoluutväärtusena.
Seadistatud väärtus kehtib sünergiale kui asute sünergilises režiimis. Juhul kui te pole
sünergilises režiimis, on see absoluutväärtus.
Kaare/pihustuskaarega keevitamisel ja impulsskeevitusel mittesünergilises režiimis on
samuti erinevad pinge kontrollimise piirangud.
Väärtus pärast lähtestamist
Sünergiaga kaar/pihustuskaar ja
min –10 V max 10 V
impulsskeevitus
Mittesünergiline kaar/pihustuskaar min 8 V max 60 V
Mittesünergiline impulsskeevitus min 8 V max 50 V
9.3 MIG/MAG-i vaikeseadistused
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » MIG/MAG DEFAULTS
(MIG/MAG-i vaikeseadistused)
Selles menüüs saate seadistada:
• Gun trigger mode (keevituspüstoli päästiku režiim) (2-taktiline/4-taktiline)
• 4-taktiline konfiguratsioon
• Funktsiooniklahvide konfiguratsioon
• Pinge mõõt impulssrežiimis
• AVC etteanne
• „Release pulse” (vabastusimpulss)
0460 896 601
- 57 -
© ESAB AB 2019
Page 58
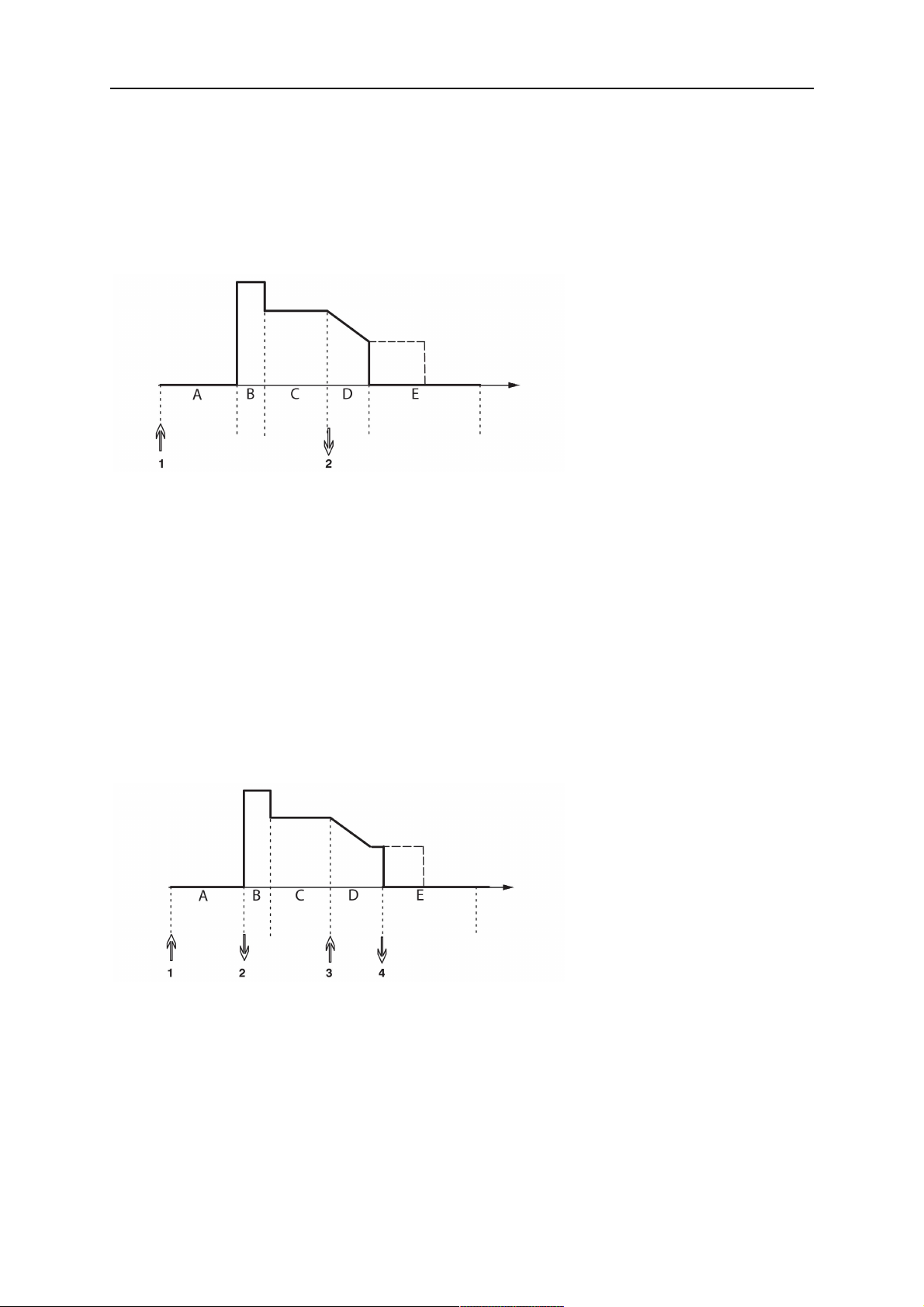
9 CONFIGURATION (KONFIGURATSIOON)
• Pingeregulaator ...
• Pragude täitmise aktiveerimise viiteaeg
• Keevituse alustamine, keevituskaar väljas viiteaeg
• Voolutugevuse hinnangu kuvamine
9.3.1 Keevituspüstoli päästikurežiim (2-taktiline/4-taktiline)
2-taktiline
A = gaasi eelvool
B = kuumkäivitus
C = keevitus
D = pragude täitmine
E = gaasi järelvool
Funktsioonid keevituspõleti 2-taktilise juhtimise kasutamisel
Gaasi eelvool käivitub (kasutuse korral) keevituspüstoli päästiklüliti (1) vajutamisel. Seejärel
käivitub keevitusprotsess. Päästiklüliti vabastamisel (2) algab pragude täitmine (valiku korral)
ja keevitusvool peatatakse. Algab gaasi järelvool (valiku korral).
NÕUANNE: Päästiklüliti uuesti vajutamisel pragude täitmise ajal jätkub pragude täitmine
niikaua, kuni lülitit all hoitakse (punktiirjoon). Pragude täitmist on võimalik ka katkestada kui
pragude täitmise ajal käivituslülitit kiiresti vajutada ja seejärel vabastada.
2-taktiline režiim aktiveeritakse mõõteekraanil, konfiguratsioonimenüüs või
funktsiooniklahviga mõõteekraanil.
4-taktiline
4-taktilises režiimis on 3 käivitus- ja 2 peatusasendit. See on käivitus- ja peatusasend 1.
Lähtestamisel valitakse asend 1. Vt osa „4-taktiline konfiguratsioon”.
A = gaasi eelvool
B = kuumkäivitus
C = keevitus
D = pragude täitmine
E = gaasi järelvool
Funktsioonid keevituspõleti 4-taktilise juhtimise kasutamisel
Gaasi eelvool käivitub keevituspüstoli päästiklüliti (1) vajutamisel. Käivituslüliti vabastamisel
algab keevitusprotsess. Päästiklüliti (3) uuesti vajutamisel algab pragude täitmine (valiku
korral) ja keevitusandmed vähenevad madalama väärtuseni. Käivituslüliti vabastamisel (4)
lakkab keevitamine ja käivitub gaasi järelvool (valiku korral).
NÕUANNE: Pragude täitmine peatub käivituslüliti vabastamisel. Pragude täitmine jätkub
(punktiirjoon) kui käivituslülitit vastupidiselt all hoitakse.
4-taktiline režiim aktiveeritakse mõõteekraanil, konfiguratsioonimenüüs või
funktsiooniklahviga mõõteekraanil. Keevituspüstoli päästiku režiimi (4-taktiline) pole võimalik
valida, juhul kui punktkeevitus on sisse lülitatud ON.
0460 896 601
- 58 -
© ESAB AB 2019
Page 59

9 CONFIGURATION (KONFIGURATSIOON)
9.3.2 4-taktiline konfiguratsioon
4-taktilises konfiguratsioonis võivad esile kerkida erinevad 4-taktilise režiimi käivitus- ja
peatamisfunktsioonid.
4-taktiline käivitusseadistus
• Päästiklülitiga juhitud gaasi eelvool, vt osa „4-taktiline”.
• Aegjuhitav gaasi eelvool.
A = gaasivool
B = traadi etteanne
C = gaasi eelvool
D = keevitus
Vajutage päästiklüliti (1) sisse, algab gaasi eelvool; pärast gaasi eelvoolu aega käivitub
keevitusprotsess. Vabastage päästiklüliti (2).
• Päästiklülitiga juhitud kuumkäivitus
A = gaasivool
B = traadi etteanne
C = gaasi eelvool
D = kuumkäivitus
E = keevitus
Vajutage päästiklüliti (1) sisse; algab gaasi eelvool ja kuumkäivitus kestab kuni lüliti
vabastamiseni (2).
4-taktiline peatamisseadistus
• Ajaga juhitud pragude täitmine koos võimaliku pikendusega, vt osa „4-taktiline”.
• Päästiklülitiga juhitud pragude täitmise aeg
A = gaasivool
B = traadi etteanne
C = keevitus
D = pragude täitmine
Vajutage päästiklüliti (3) sisse; pragude täitmine algab ja lõpeb. Juhul kui päästiklüliti
vabastatakse (4) pragude täitmise aja jooksul (pragude täitmise aega lühendatakse), siis
keevitus katkestatakse.
0460 896 601
- 59 -
© ESAB AB 2019
Page 60

9 CONFIGURATION (KONFIGURATSIOON)
9.3.3 Funktsiooniklahvi konfiguratsioon
MIG/MAG keevitusel on kasutajal võimalik nende funktsiooniklahvide funktsiooni
seadistada, valides seadistatud valikute nimekirjast. Funktsiooni saab määrata seitsmele
pehmele klahvile.
Valikus on järgmised variandid:
• puuduvad
• Gaasikaitse
• Traadi nihutamine
• Päästiku režiim (2/4)
• Pragude täitmine ON/OFF
• Aeglane käivitus ON/OFF
• Kuumkäivitus ON/OFF
• Andmete vahetuse käivitamine
• Õhu väljalaskmine
• Protsessi takistamine
• Traadi tagasiliigutamine
• Tõrke kinnitamine
Ekraanil on kaks tulpa: Funktsioon ja Funktsiooniklahvi number.
SOFT KEYS SETUP (funktsiooniklahvide konfiguratsioon)
Funktsioon Funktsiooniklahv
NONE (puuduvad)
GAS PURGE (gaasikaitse)
WIRE INCHING (traadi nihutamine)
TRIGGER MODE (2/4) (päästiku režiim (2/4))
CRATER FILL ON/OFF (pragude täitmine ON/OFF)
CREEP START ON/OFF (aeglane käivitus ON/OFF)
HOT START ON/OFF (kuumkäivitus ON/OFF)
TRIGGER SWITCH (käivituslüliti)
GAS PURGE
(gaasikaitse)
WIRE INCHING
(traadi
4-STROKE
(4-taktiline)
1 2 QUIT (lõpeta)
nihutamine)
Paneelil on viis funktsiooniklahvi. Vajutades klahvi „1 2” (2. funktsioon), saate veel viis
funktsiooniklahvi.
Nendele klahvidele funktsioone määrates nummerdatakse need vasakult järgnevalt:
1
2
3
4
5
6
7
0460 896 601
- 60 -
© ESAB AB 2019
Page 61

9 CONFIGURATION (KONFIGURATSIOON)
Funktsiooniklahvile uue funktsiooni määramiseks toimige järgnevalt:
• Asetage kursor funktsiooni reale funktsiooniga NONE (puuduvad) ja vajutage
funktsiooniklahvi, mille numbrit soovite muuta.
• Korrake seda protseduuri klahviga, millel on kasutusse võetav klahvi number.
• Viige kursor funktsioonireale, millele soovite määrata uue klahvi numbri ja vajutage
funktsiooniklahvi, millele soovite funktsiooni anda.
Teistele klahvidele saate samal moel uusi funktsioone määrata, ühendades ühe
vasakpoolses tulbas oleva funktsiooni parempoolses tulbas oleva klahvi numbriga.
9.3.4 Pinge mõõtmine impulsil
Pinge meetodite valikud impulsil on järgmised:
• Tippväärtus impulsspingel, PULSE (impulss) Pinget mõõdetakse üksnes impulsiaja
jooksul ja filtreeritakse enne kui pinge väärtus ekraanile kuvatakse.
• Pinge keskmine väärtus, AVERAGE (keskmine)
Pinget mõõdetakse pidevalt ja filtreeritakse enne väärtuse kuvamist.
Mõõteväärtuseid, mis kuvatakse ekraanile, kasutatakse sisendandmetena seesmiste ja
välimiste kvaliteedifunktsioonide puhul.
9.3.5 AVC etteanne
Kui olete ühendanud AVC traadi etteandemehhanismi (ARC VOLTAGE CONTROL), minge
menüüs CONFIGURATION (konfiguratsioon) seadistusele MIG/MAG DEFAULTS
(MIG/MAG-i vaikeseadistused). Vajutage ENTER AVC traadi etteandemehhanismi real ja
valige ON. Seade konfigureeritakse siis automaatselt uuesti, et see sobiks AVC traadi
etteandemehhanismiga.
Keevituskaare pinge etteandjat kasutades reguleeritakse etteandjat otse keevituspingega.
Muud sidet traadi etteandjaga pole. Parema jõudluse saamiseks kasutatakse spetsiaalset
regulaatorit.
9.3.6 „Release pulse” (vabastusimpulss)
Juhul kui traat jääb töödetaili kinni, tuvastatakse see süsteemi poolt. Väljastatakse
vooluimpulss, mis vabastab traadi pinna küljest.
Selle funktsiooni saamiseks valige RELEASE PULSE (vabastusimpulss) menüüs MIG/MAG
DEFAULTS (MIG/MAG-i vaikeseadistused), seejärel vajutage ENTER ja valige ON.
9.3.7 Pingeregulaator ...
VOLTAGE REGULATOR FLAT STATIC (pingeregulaator ...) on tavaliselt aktiveeritud (ON).
Seda funktsiooni kasutatakse kliendispetsiifiliste lahenduste puhul.
9.3.8 Pragude täitmise aktiveerimise viiteaeg
DELAY TIME CRATERFILL ACTIVE (pragude täitmise aktiveerimise viiteaeg) on aeg, mis
peab mööduma pärast keevituse algust, et aktiveerida funktsioon PRAGUDE TÄITMINE, kui
pragude täitmine on lubatud.
Vaikeväärtus on 1.0 S.
9.3.9 Keevituse alustamine, keevituskaar väljas viiteaeg
See viiteaeg määratleb ajaperioodi, mis algab keevituse alustamisel ning lõpeb, kui
(keevituse alustamine + KEEVITUSE ALUSTAMINE, KEEVITUSKAAR VÄLJAS
VIITEAEG) lõpeb.
0460 896 601
- 61 -
© ESAB AB 2019
Page 62

9 CONFIGURATION (KONFIGURATSIOON)
Kui määratletud ajaperioodi jooksul toimub mitmeid keevituskaar sees ja keevituskaar
väljas sündmusi, siis keevituskaar väljas sündmusi ei edastata, kui viimane sündmus enne
määratletud ajaperioodi lõppu on keevituskaar sees sündmus.
Kui määratletud ajaperioodi jooksul toimub mitmeid keevituskaar sees ja keevituskaar
väljas sündmusi ning viimane sündmus enne määratletud ajaperioodi lõppu on
keevituskaar väljas, siis see keevituskaar väljas sündmus edastatakse pärast määratletud
ajaperioodi lõppemist.
Edastatakse ainult määratletud ajaperioodi jooksul toimunud esimene keevituskaar sees
sündmus.
Näide: kui määratletud ajaperioodi jooksul toimuvad sündmused järjestuses keevituskaar
sees, keevituskaar väljas ja keevituskaar sees, siis edastatakse toiteallikast ühendatud
seadmesse ainult esimene keevituskaar sees sündmus. Keevituskaar väljas sündmust
esialgu viivitatakse toiteallikas, kuid see kustutatakse pärast viimase keevituskaar sees
sündmuse vastuvõtmist.
Vaikeväärtus on 0.00 s.
Seda funktsiooni kasutatakse kliendispetsiifiliste lahenduste puhul.
9.3.10 Voolutugevuse hinnangu kuvamine
Valitud sünergilise liini alusel arvutatakse praeguse traadi etteandekiiruse abil voolutugevuse
hinnang
Vaikeväärtus on OFF.
Voolutugevuse hinnang kuvatakse abiviitena, kui keevitaja ei tea, kui suur traadi
etteandekiirus tuleks seadistada. Olenevalt liidese tüübist ja kasutatavast väljaulatusest
(vahemaa kontaktotsast töödeldava detailini) on voolutugevuse hinnangu ja tegeliku
mõõdetud voolutugevuse vahel teatav kõrvalekalle. Suure kõrvalekalde korral võib
optimaalse keevitamistulemuse saavutamiseks olla vajalik väljaulatuse reguleerimine.
Hinnangulist voolutugevust kuvatakse menüüs MEASURE (mõõtmed) , kui traadi
etteandekiirust või pinget reguleeritakse.
Hinnangulist voolutugevust ei kuvata kunagi sünergiagrupiga ROBOT või SAT
keevitamise ajal, isegi kui Voolutugevuse hinnangu kuvamine on asendis ON.
0460 896 601
- 62 -
© ESAB AB 2019
Page 63

9 CONFIGURATION (KONFIGURATSIOON)
9.4 MMA vaikeseadistused
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » MMA DEFAULTS (MMA
vaikeseadistused)
Tilkkeevitus
Tilkkeevitust saab kasutada keevitamisel roostevabade elektroodidega. Funktsioon hõlmab
vaheldumisi keevituskaare tekitamist ja kustutamist, saavutamaks paremat kontrolli kuumuse
saamiseks. Elektroodi on vaja ainult veidi tõsta, et keevituskaart kustutada.
Valige ON või OFF.
9.5 Kiirrežiimi funktsiooniklahvid
Funktsiooniklahvid WELD DATA 1 (keevitusandmed 1) kuni WELD DATA 4 (keevitusandmed
4) kuvatakse kiirrežiimi menüüs. Need on konfigureeritud järgnevalt:
Viige kursor reale SOFT KEY NUMBER (funktsiooniklahvi number) .
FAST MODE SOFT KEYS (kiirrežiimi funktsiooniklahvid)
SOFT KEY NUMBER (funktsiooniklahvi number)
ASSOCIATED WELD DATA (seonduvad
keevitusandmed)
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON (MIG/MAG lühike/pihustus sünergiline
režiim sees)
Fe ER70S, C=2, 1,2 mm
+ 3,5 VOLT, 7,6 M/MIN
STORE
(salvesta)
Klahvid on nummerdatud vasakult paremale 1-4. Valige soovitud klahv, täpsustades selle
numbri pluss/miinusnupu abiga.
Seejärel liikuge vasakpoolse nupuga allapoole järgmisele reale ASSOCIATED WELD DATA
(seonduvad keevitusandmed). Siin saate sirvida keevitusandmete komplekte, mis on
salvestatud keevitusandmete mälusse. Valige soovitud keevitusandmete number, kasutades
pluss/miinusnuppe. VajutageSTORE (salvesta) salvestamiseks. Salvestatud komplekti
kustutamiseks vajutage DELETE (kustuta).
DELETE
(kustuta)
QUIT (lõpeta)
9.6 Topeltkäivitamise allikad
1
5
Kui see valik on aktiveeritud (ON), saate MIG/MAG keevitust alustada nii traadi
etteandemehhanismi käivitussisendist kui ka vooluallika TIG käivitussisendist ja vastupidi.
Kui keevitust alustatakse käivitussignaali sisendist, tuleb see samast sisendist ka lõpetada.
9.7 Paneeli kaugjuhtimise võimaldamine
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » PANEL REMOTE
ENABLE (paneeli kaugjuhtimise võimaldamine)
Kui paneel on kaugjuhtimisrežiimis, ei saa paneeli nuppude abil seadistusi teha.
Kaugjuhtimisseadmed, mis lülitavad keevitusmälude vahel: kui suvand PANEL REMOTE
ENABLE (paneeli kaugjuhtimise võimaldamine) on olekus ON(sees), saab juhtpaneeli ja
kaugjuhtimisseadet kasutades aktiivset voolu/traadi etteannet või pinget seadistada.
0460 896 601
- 63 -
© ESAB AB 2019
Page 64

9 CONFIGURATION (KONFIGURATSIOON)
Kui suvandit PANEL REMOTE ENABLE (paneeli kaugjuhtimise võimaldamine) kasutatakse
koos piirangutega, saab masina kasutust piirata teatud seadistusvahemikus. See kehtib
järgmistele seadistustele: traadi etteanne ja pinge MIG/MAG-keevitamisel, voolu seadistus
MMA- ja TIG-keevitamisel, impulssvool koos impulsiga TIG-iga.
9.8 WF järelevalve
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » WF SUPERVISION (WF
järelevalve)
WF SUPERVISION (WF järelevalve) on tavaliselt aktiveeritud (ON). Seda funktsiooni
kasutatakse kliendispetsiifiliste lahenduste puhul. See funktsioon kontrollib, kas kontakt WDU
ja traadi etteandja vahel on kadunud ja esitab sel juhul vea.
TÄHELEPANU!
Kui ESAB-i vooluallikaga kasutatakse mitte ESAB-i toodetud etteandjat, tuleb
järelevalve välja lülitada.
9.9 Automaatsalvestusrežiim
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » AUTO SAVE MODE
(automaatsalvestusrežiim)
Vaikeväärtus on OFF.
Keevitusandmete kogumid salvestatakse mäluasenditesse keevitusandmete mälus.
Automaatsalvestusrežiim olekus ON (sees): kui keevitusandmete kogum kutsutakse tagasi,
selle seadistust muudetakse ja siis kutsutakse tagasi uus keevitusandmete kogum,
uuendatakse esimene kogum vastavalt muudetud seadistusele.
Keevitusandmete käsitsi salvestamine mäluasendisse tühistab järgmise automaatsalvestuse.
Mäluasend, millesse keevitusandmed salvestatakse, kuvatakse mõõteekraani ülemises
paremas nurgas.
9.10 Mõõtmete piirangud, keevitamise lõpetamine
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » MEASURE LIMITS STOP
WELD (mõõtmete piirangud, keevitamise lõpetamine)
Vaikeväärtus on OFF.
See funktsioon kontrollib käitumist mõõtmete piirangute vea ilmnemisel. See on saadaval
MIG/MAG ja TIG keevituseks põleti päästikuga.
Funktsioonil on kolm seadistust:
• ON
• ON,SUPERVISE
• OFF
Kui suvand MEASURE LIMITS STOP WELD (mõõtmete piirangud, keevitamise lõpetamine)
on aktiveeritudON(sees) ning ilmneb mõõtmete piirangute viga, lõpetatakse keevitamine
automaatselt.
Rida ON,SUPERVISE (sees, järelevalve) saab kasutada vooluallika funktsiooni USER
ACCOUNTS (kasutajakontod) kasutamise korral. Kui seadistus ON,SUPERVISE (sees,
järelevalve) on valitud ning ilmneb mõõtmete piirangute viga, lõpetatakse keevitamine
automaatselt ja keevitamise jätkamiseks peab administraator või vanemkasutaja
0460 896 601
- 64 -
© ESAB AB 2019
Page 65

9 CONFIGURATION (KONFIGURATSIOON)
sisestama oma parooli. (Teavet kasutajakontode ja kasutajakontode tasemete kohta vt
selle kasutusjuhendi jaotisest „Kasutajakontod”.)
9.11 Keevitamiseks on vaja sisse logida
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » Keevitamiseks on vaja
sisse logida
Kui valitakse Keevitamiseks on vaja sisse logida on sisse lülitatud, tuleb keevitamiseks
aktiveerida kasutajakontod ja sisse logida.
9.12 Keevitusandmete vahetamise käivitamine
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » TRIGGER WELD DATA
SWITCH (keevitusandmete vahetamise käivitamine)
See funktsioon lubab keevituspõleti päästiku kiire klõpsamisega (nupu vajutamine ja kiire
vabastamine) valida mõned muud eelseadistatud keevitusandmed. Valida saab üksik- ja
topeltklõpsu vahel. Üksikklõps tähendab ühte kiiret klõpsu. Topeltklõps tähendab kahte kiiret
klõpsu.
Rea FIRST CHANGE IN SEQUENCE ARC OFF (esimene vahetamine vastavalt järjestusele,
keevituskaar väljas) väärtuseks saab seada NEXT (järgmine) või START (alustamine)
NEXT - A TRIGGER DATA SWITCH (järgmine – andmete vahetuse käivitamine) asendab
senise mälu järjestuse järgmise mäluga.
START - A TRIGGER DATA SWITCH (alustamine – andmete vahetuse käivitamine) sel ajal,
kui on valitud ARC OFF (keevituskaar väljas), asendab senise mälu järjestuse esimese
mäluga, kui viimasest andmete vahetuse käivitamisest on möödunud 4sekundit.
A TRIGGER DATA SWITCH (andmete vahetuse käivitamine) 4sekundi jooksul alates
viimasest andmete vahetuse käivitamisest asendab senise mälu järjestuse järgmise mäluga.
Vahetada saab maksimaalselt 5 valitud mälukoha vahel, vt peatükki „MÄLU HALDAMINE”.
OFF – keevitusandmeid ei vahetata.
ARC OFF (kaar väljas) – kasutaja ei saa keevitamise ajal mälukohti vahetada.
ON – kasutaja saab alati mälukohti vahetada.
3-PROG (3 programmi) – 3 mäluasendi lisamine. Valige 2-taktiline režiim (vt osa 9.3.1).
3-Prog on 2-taktilise režiimi laiendus, millel on andmete vahetuse käivitamiseks kolm mälu.
Keevituspüstoli päästiku vajutamisel lülitub andmete vahetuse käivitamise funktsioon mälule
1. Seejärel käivitub keevitusprotsess. Käivituslüliti vabastamisel lülitub andmete vahetuse
käivitamise funktsioon mälule 2 ja keevitamine jätkub. Kui keevituspüstoli päästikut uuesti
vajutada, lülitub andmete vahetuse käivitamise funktsioon mälule 3. Käivituslüliti teistkordsel
vabastamisel algab pragude täitmine (valiku korral) ja keevitusvool peatatakse. Algab gaasi
järelvool (valiku korral).
Keevitusandmete vahetamise aktiveerimine
Viige kursor reale TRIGGER WELD DATA SWITCH (keevitusandmete vahetamise
käivitamine) ja vajutage sisestusklahvi ENTER. Valige OFF, ARC OFF (kaar väljas), ON või
3-PROG (3 programmi). Vajutage ENTER.
0460 896 601
- 65 -
© ESAB AB 2019
Page 66

9 CONFIGURATION (KONFIGURATSIOON)
TRIGGER WELDDATA SWITCH (keevitusandmete vahetuse käivitamine)
TRIGGER WELDDATA SWITCH (keevitusandmete
vahetuse käivitamine)
CLICK (klõps)
SINGLE (üksik)
NEXT (järgmine)
FIRST CHANGE IN SEQUENCE ARC OFF (esimene
vahetamine vastavalt järjestusele, keevituskaar väljas)
ADD/DELETE WELDDATA (keevitusandmete
kustutamine/lisamine)
SELECTED WELDDATA (valitud keevitusandmed)
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON (MIG/MAG lühike/pihustus sünergiline
režiim sees)
Fe ER70S, CO2, 1,2 mm
+ 3,5 VOLT, 7,6M/MIN
QUIT (lõpeta)
Keevitusandmete valik mälust
Viige kursor reale DELETE WELD DATA (keevitusandmete kustutamine) .
TRIGGER WELDDATA SWITCH (keevitusandmete vahetuse käivitamine)
OFF
5
TRIGGER WELDDATA SWITCH (keevitusandmete
vahetuse käivitamine)
CLICK (klõps)
FIRST CHANGE IN SEQUENCE ARC OFF (esimene
vahetamine vastavalt järjestusele, keevituskaar väljas)
SINGLE (üksik)
NEXT (järgmine)
OFF
19
ADD/DELETE WELDDATA (keevitusandmete
kustutamine/lisamine)
SELECTED WELDDATA 5 19 (valitud keevitusandmed
5 19)
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON (MIG/MAG lühike/pihustus sünergiline
režiim sees)
Fe ER70S, CO2, 1,2 mm
+ 3,5 volt, 7,6 M/MIN
STORE
(salvesta)
DELETE
(kustuta)
QUIT (lõpeta)
Valige pluss-/miinusnuppe kasutades mälude numbrid, kuhu on salvestatud praegused
keevitusandmed, seejärel vajutage STORE (salvesta).
Rida SELECTED WELD DATA (valitud keevitusandmed) näitab, millised keevitusandmed on
valitud ja millises järjekorras need esinevad, vasakult paremale. Kõige viimati valitud asendi
keevitusandmete komplekt kuvatakse ekraanil joone all.
Keevitusandmete eemaldamiseks järgige sama protseduuri nagu eespool, kuid vajutage
klahvi DELETE (kustuta).
0460 896 601
- 66 -
© ESAB AB 2019
Page 67

9 CONFIGURATION (KONFIGURATSIOON)
9.13 Mitmekordsed traadi etteandemehhanismid
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » MULTIPLE WIRE
FEEDERS (mitmekordsed traadi etteandemehhanismid)
Mitmekordsete traadi etteandemehhanismide (max 4) ühendamisel, peate traadi
etteandemehhanisme kasutama ilma keevitusandmete seadmeta, st tühja paneeliga.
Kõik traadi etteandemehhanismid, mis kliendile tarnitakse, on tuvastusnumbriga 1.
9.13.1 Mitmekordsete traadi etteandemehhanismide konfigureerimine
Esimene asi, mida peate erinevate traadi etteandemehhanismide ühendamisel tegema, on
ühe traadi etteandemehhanismi tuvastusnumbri (sõlmeaadressi) muutmine.
ID numbri vahetamiseks toimige järgmiselt:
• Ühendage esimene traadi etteandemehhanism, avage menüü MULTIPLE WIRE
FEEDERS (mitmekordsed traadi etteandemehhanismid) .
• Traadi etteandemehhanismi aktiveerimiseks vajutage ja vabastage päästiklüliti.
• Lugege esimeselt realt, milline on traadi etteandemehhanismi ID number (esimene kord
peaks olema 1). Valige uus ID number 2 ja 4 vahel.
Viige kursor reale SELECT A NEW ID NUMBER (vali uus ID-number) . Seadke
soovitud number 1 ja 4 vahel, liikudes pluss/miinusnuppudega. Vajutage ENTER.
MULTIPLE WIRE FEEDERS (mitmekordsed traadi etteandemehhanismid)
CURRENT ID NUMBER (praegune ID-number)
SELECT A NEW ID NUMBER (vali uus ID-number)
CONNECTED WIRE FEEDERS ID: (ühendatud traadi
etteandemehhanismi ID:)
QUIT (lõpeta)
Ülemisel real muutub ID numbri arv soovitud arvuks.
• Ühendage järgmine traadi etteandeseade.
• Selle traadi etteandemehhanismi aktiveerimiseks vajutage ja vabastage päästiklüliti.
Nüüd näete, et seadme ID number on 1.
Konfiguratsioon on nüüd lõppenud ja võite alustada seadme tavapärast kasutamist. Samal
viisil on võimalik konfigureerida ja käivitada nelja traadi etteandemehhanismi. Oluline asi
mitme traadi etteandemehhanismi kasutamisel pole see, mis ID number neile on antud, vaid
see, et neile on antud erinevad numbrid selleks, et neid oleks võimalik eristada.
Ärge andke kahele traadi etteandemehhanismile sama ID’d. Kui see peaks juhtuma,
parandage olukord ühe seadme lahti ühendamise teel ja seejärel alustades uuesti
eelmainitud protseduuri algusest peale. Nüüd võite minna menüüsse MULTIPLE WIRE
FEEDERS (mitmekordsed traadi etteandemehhanismid) ja kontrollida ühendatud traadi
etteandemehhanismide ID-numbrit päästiklülitile vajutades.
-
1
Real CONNECTED WIRE FEEDERS ID (ühendatud traadi etteandemehhanismi ID) näete
kõigi ühendatud traadi etteandemehhanismide ID-numbreid.
9.13.2 Keevitusandmete mälu tööpõhimõte kaugjuhtimisseadmetele M1 10P
Mälud ja kaugjuhtimisseadmed 10P töötavad eri ID'dega traadi etteandemehhanismidega
lähtuvalt järgmisest tööpõhimõttest.
Kasutage iga konkreetse traadi etteandemehhanismi ID jaoks õiget keevitusandmete
mälukohtade vahemikku vastavalt allpool olevale loendile.
0460 896 601
- 67 -
© ESAB AB 2019
Page 68

9 CONFIGURATION (KONFIGURATSIOON)
• Traadi etteandemehhanismi ID 1: Mälukoht 1–10
• Traadi etteandemehhanismi ID 2: Mälukoht 11-20
• Traadi etteandemehhanismi ID 3: Mälukoht 21-30
• Traadi etteandemehhanismi ID 4: Mälukoht 31-40
9.14 Kvaliteedi funktsioonid
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » QUALITY FUNCTIONS
(kvaliteedi funktsioonid)
Lõpetatud keevituste registreerimise tingimused seadistatakse jaotises QUALITY
FUNCTIONS (kvaliteedi funktsioonid) menüüsKONFIGURATSIOONIMENÜÜ.
QUALITY FUNCTIONS (kvaliteedi funktsioonid)
QUALITY DATA LOG TO FILE (kvaliteediandmete
ON
faililogi)
QUIT (lõpeta)
Valige rida ja vajutage ENTER. Kui valitakse ON (sees), salvestatakse iga keevitus
tekstifailina laiendiga .aqd, iga päev uue failina. Siin registreeritakse järgmine informatsioon:
• Keevituse alustamise aeg
• Keevituse kestus
• Maksimaalne, minimaalne ja keskmine vool keevituse ajal
• Maksimaalne, minimaalne ja keskmine pinge keevituse ajal
• Maksimaalne, minimaalne ja keskmine väljund keevituse ajal
Lisateavet kvaliteedifunktsiooni kohta leiate osast „TÖÖRIISTAD”, „Kvaliteedi funktsioonid”.
9.14.1 Kvaliteedi funktsioonilogi salvestamine
MAIN MENU (peamenüü) » TÖÖRIISTAD » EXPORT/IMPORT (eksport/import)
Juhtpaneelis toodetud kvaliteedi funktsioonilogi failid säilitatakse xml failidena. USB mälu
tuleb formaatida FAT-ks, et see töötaks.
Sisestage USB-mälu juhtpaneeli, vt osa „Failihaldur”.
Valige QUALITY FUNCTION LOG (kvaliteedi funktsioonilogi), vajutage EXPORT (eksport).
Fail asub kaustas, mida kutsutakse QData. QData luuakse USB mälu sisestamisel
automaatselt.
Teavet eksportimise/importimise kohta vt osast „Eksport/import”.
9.15 Hooldus
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » HOOLDAMINE
Selles menüüs saate seadistada hooldusintervalli, st keevituste alustamiste arvu, mille
täitumisel tuleb teha hooldustöö (nt kontaktotsa vahetus). Täpsustage keevituste alustamiste
arv, pärast mida tuleb teha hooldustöö, valides rea MAINTENANCE INTERVAL
(hooldusintervall) ja vajutades sisestusklahvi ENTER. Seejärel reguleerige
pluss/miinusnuppudega, kuni jõuate oma väärtuseni. Kui teenindusintervall on möödunud,
0460 896 601
- 68 -
© ESAB AB 2019
Page 69

9 CONFIGURATION (KONFIGURATSIOON)
kuvatakse vealogis veakood 54. Lähtestage funktsiooniklahvi RESET (lähtesta)
vajutamisega.
Juhul kui käivituste arvu asemel valitakse TOTAL RUNNING TIME LIMIT (kogu tööaja limiit) ,
tuleb ühendust võtta ESAB-i volitatud hooldustehnikuga.
SERVICE (teenindus)
MAINTENANCE INTERVAL (hooldusintervall)
WELD COUNT (keevituste arv)
TOTAL RUNNING TIME LIMIT (kogu tööaja limiit)
TOTAL RUNNING TIME (kogu tööaeg)
RESET (lähtesta) QUIT (lõpeta)
0 Welds (0 keevitust)
0 Welds (0 keevitust)
0d00:00:00
0d00:00:00
9.16 Pikkusühik
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » UNIT OF LENGTH
(pikkusühik)
Siin valitakse mõõtühik, kas meetrites või tollides:
9.17 Mõõteväärtuse sagedus
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » MEASURE VALUE
FREQUENCY (mõõteväärtuse sagedus)
Siin seadistatakse mõõteväärtuse sagedus, liikudes väärtuse juurde 1-10 Hz ja kasutades
pluss/miinusnuppe. Mõõteväärtuse sagedus mõjutab üksnes kvaliteediandmete
kalkulatsioonides olevaid mõõtmete andmeid.
9.18 Registrivõti
CONFIGURATION (konfiguratsioon) » REGISTER KEY (registreeri võti)
Funktsiooniga REGISTER KEY (registreeri võti) saate lukust avada teatud funktsioone, mis
pole lisatud juhtpaneeli põhiversiooni.
Neile funktsioonidele juurde pääsemiseks peate ESAB’iga ühendust võtma. Seadme
seerianumbri sisestamisel saate lukukoodi, mis tuleb sisestada menüüs REGISTER KEY
(registreeri võti).
REGISTER KEY (registreeri võti)
Serial No: (seerianumber:) 00000 - 00000 - 00000
Key: (võti:) AAA
ENTER
KEY (võti)
ACTIVE
(aktiivne) QUIT (lõpeta)
0460 896 601
- 69 -
© ESAB AB 2019
Page 70

9 CONFIGURATION (KONFIGURATSIOON)
Vajutage ENTER KEY (sisesta võti) ja kirjutage klaviatuuri abil võtmekood, mis ilmub
ekraanile. Viige kursor soovitud klaviatuuriklahvile, kasutades vasakpoolset nuppu ja
nooleklahve. Vajutage ENTER. Kui täherida on sisestatud, vajutage DONE (valmis).
Võtme aktiveerimiseks vajutage ACTIVATE (aktiveeri). Kuvatakse teade: KEY ACTIVATED
(võti aktiveeritud). Juhul kui registreerimine ebaõnnestus, kuvatakse teade: INCORRECT
KEY (vale võti). Seejärel kontrollige lukukoodi ja proovige uuesti.
9.19 Valgustuse kuva taimer
MAIN MENU (peamenüü) » CONFIGURATION (konfiguratsioon) » LIGHTING DISPLAY
TIMER (valgustuse kuva taimer)
Vaikeväärtus on ON.
Selleks, et suurendada taustvalgustuse kasutusiga, lülitatakse see kolme minuti pärast välja
kui seda ei kasutata.
Seadistuse muutmiseks valige rida ja vajutage sisestusklahvi ENTER.
Seadke funktsioon Lighting display timer (valgustuse kuva taimer) kuni ON (sees), et lülitada
taustvalgustus kolme minuti pärast välja, kui seda ei kasutata.
Seadke funktsioon olekusse OFF (väljas), et keelata taustvalgustuse väljalülitamine. Ekraan
on kogu aeg sisse lülitatud olekus.
See funktsioon pole saadaval, kui U82on esitlusrežiimis koos W82-ga.
0460 896 601
- 70 -
© ESAB AB 2019
Page 71

10 TÖÖRIISTAD
10 TÖÖRIISTAD
MAIN MENU (peamenüü) » TÖÖRIISTAD
TÖÖRIISTAD
ERROR LOG► (vealogi►)
EXPORT/IMPORT► (eksport/import►)
FILE MANAGER► (failihaldur►)
SETTING LIMIT EDITOR► (seadistuste piirangu
redaktor►)
MEASURE LIMIT EDITOR► (mõõtmete piirangute
redaktor►)
PRODUCTION STATISTICS► (tootmisstatistika►)
QUALITY FUNCTIONS► (kvaliteedi funktsioonid►)
USER DEFINED SYNERGIC DATA► (kasutaja poolt
määratud sünergilised andmed►)
CALENDAR► (kalender►)
USER ACCOUNTS► (kasutajakontod►)
UNIT INFORMATION► (seadme informatsioon►)
QUIT (lõpeta)
10.1 Vealogi
MAIN MENU (peamenüü) » TÖÖRIISTAD » ERROR LOG (vealogi)
Veakoodidega näidatakse, et keevitusprotsessis on tekkinud viga. Seda täpsustatakse
ekraanil hüpikmenüü abil. Ekraani parempoolsesse ülanurka ilmub hüüumärk .
TÄHELEPANU!
Märk kaob ekraanilt kohe, kui vealogi menüüsse liigute.
Kõik keevitusseadmete kasutamise ajal tekkinud vead dokumenteeritakse vealogis
veateatena. Salvestada saab kuni 99 veateadet. Juhul kui vealogi saab täis, st kui
salvestatud on 99 veateadet, kustutatakse vanim sõnum järgmise vea tekkimisel
automaatselt.
Vealogi menüüst saab lugeda järgmist informatsiooni:
• Veanumber
• Vea tekkimise kuupäev vormingus: AAKKPP
• Vea tekkimise aeg
• Seade, kus viga on tekkinud
• Veakood
• Täiendavad andmed olenevalt veakoodist, näiteks veakoodi andnud seade.
0460 896 601
- 71 -
© ESAB AB 2019
Page 72
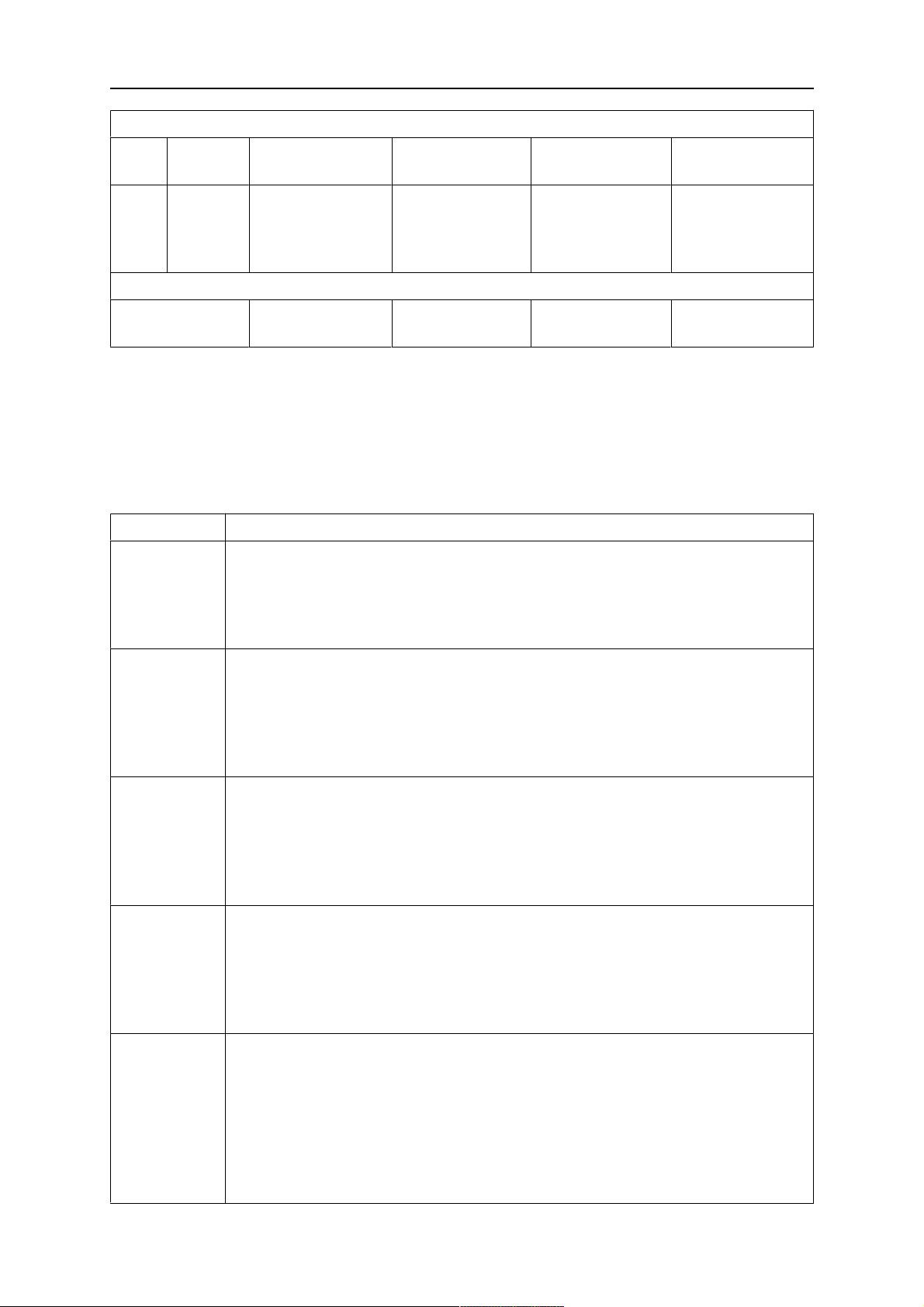
10 TÖÖRIISTAD
ERROR LOG (vealogi)
IndeksKuupäev Aeg Seade Viga Andmed
1
2
3
121029
121029
171113
13:29:16
13:29:21
09:38:49
8
8
8
19
17
19
Error in battery-driven memory (akutoitel mälu viga)
DELETE
(kustuta)
DELETE ALL
(kustuta kõik)
UPDATE
(uuenda)
VIEW TOTAL
(kuva kõik)
Seadmed
1 = jahutusseade 4 = kaugjuhtimisseade
2 = vooluallikas 5 = AC-seade
3 = traadi etteandeseade 8 = juhtpaneel
10.1.1 Veakoodide kirjeldused
Veakood Kirjeldus
1 Kontrollsumma kontroll EPROM-is ebaõnnestus
Programmi mälus on viga.
Viga ei lülita ühtegi funktsiooni välja.
Tegevus: taaskäivitage. Vea püsimisel kutsuge teenindustehnik.
2
QUIT (lõpeta)
2 Mikroprotsessori RAM-i test ebaõnnestus
Mikroprotsessor ei saa lugeda/kirjutada teatud sisemälu
mäluasendist/-asendisse.
Viga ei lülita ühtegi funktsiooni välja.
Tegevus: taaskäivitage. Vea püsimisel kutsuge teenindustehnik.
3 Välise RAM-i test ebaõnnestus
Mikroprotsessor ei saa lugeda/kirjutada teatud välimise mälu
mäluasendist/-asendisse.
Viga ei lülita ühtegi funktsiooni välja.
Tegevus: taaskäivitage. Vea püsimisel kutsuge teenindustehnik.
4 Langus 5V toiteliinil
Toiteallikapinge on liiga madal.
Keevitusprotsess on peatunud ja taaskäivitus on takistatud.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja. Vea püsimisel
kutsuge teenindustehnik.
5 Alalisvoolu pinge on väljaspool piiri
Pinge on liiga madal või liiga kõrge. Liiga kõrge pinge võib tekkida
vooluvõrgu või liiga nõrga toiteallika tõsiste siirete tõttu (kõrge vooluvõrgu
induktiivsus või faas puudub).
0460 896 601
Toiteallikas on peatunud ja taaskäivitus on takistatud.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja. Vea püsimisel
kutsuge teenindustehnik.
- 72 -
© ESAB AB 2019
Page 73
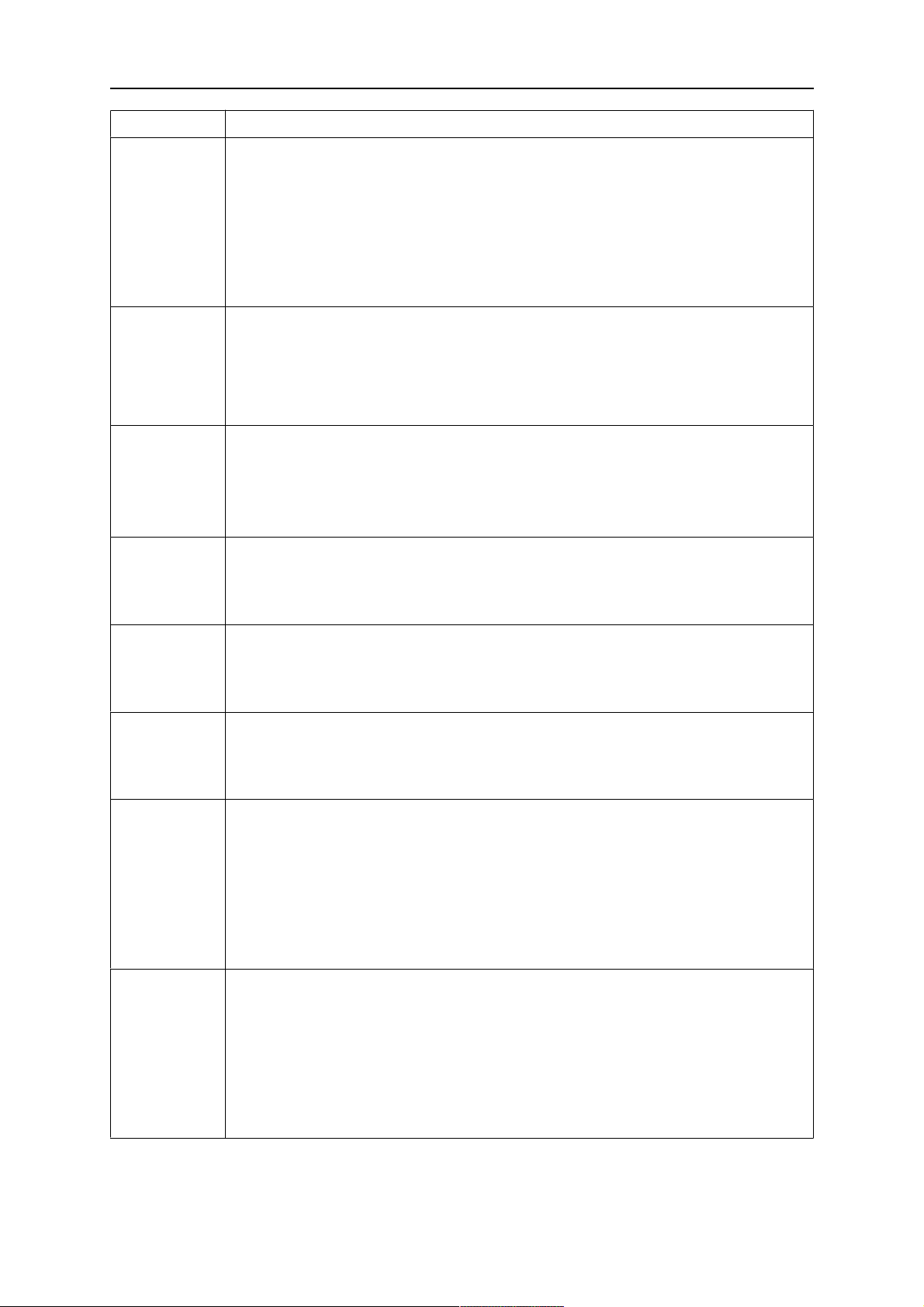
10 TÖÖRIISTAD
Veakood Kirjeldus
6 Kõrge temperatuur
Termilise ülekoormuse katkesti on käivitunud.
Keevitusprotsess on seiskunud ja seda ei ole võimalik taaskäivitada kuni
katkesti on lähtestatud.
Tegevus: kontrollige, et jahutusõhu sisse- ja väljalaskeavad ei oleks
takistatud ega tolmust ummistunud. Selleks, et veenduda, ega seadet ei ole
üle koormatud, kontrollige kas koormatavust kasutatakse.
7 Kõrge primaarvool
Vooluallikas võtab seda varustavalt alalisvoolupingelt liiga palju voolu.
Toiteallikas on peatunud ja taaskäivitus on takistatud.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja. Vea püsimisel
kutsuge teenindustehnik.
8 Alalisvoolu pinge 1 on väljaspool piire
W82juhtseadmes asuval trükkplaadil olev patarei tuleb välja vahetada. Kui
seda ei tehta, kustub toite väljalülitamisel kogu tagavara-aku mälu sisu.
Tegevus: Võtke ühendust ESAB-i volitatud teenindustehnikuga.
9 Toiteallikas 2
Veakood välisest allikast
Tegevus: Kontrollige juhendist ühendatud seadmete kohta.
10 Toiteallikas 3
Veakood välisest allikast
Tegevus: Kontrollige juhendist ühendatud seadmete kohta.
11 Servo viga
Veakood välisest allikast
Tegevus: Kontrollige juhendist ühendatud seadmete kohta.
12 Hoiatusolek siini liidesel
Süsteemi CAN elektrivõrgu sõlme koormus on ajutiselt liiga kõrge.
Toiteallikas või traadi etteandeseade võivad kaotada ühenduse
juhtpaneeliga.
Tegevus: kontrollige seadmeid ja tehke kindlaks, et paigaldatud on ainult
üks traadi etteandeseade või kaugjuhtimisseade. Vea püsimisel kutsuge
teenindustehnik.
14 Sõlme väljalülitatud olek – side tõrge
Süsteemi CAN elektrivõrgu sõlm on ajutiselt lakanud töötamast ülemäärase
koormuse tõttu.
0460 896 601
Keevitusprotsess on peatunud.
Tegevus: kontrollige seadmeid ja tehke kindlaks, et paigaldatud on ainult
üks traadi etteandeseade või kaugjuhtimisseade. seadme lähtestamiseks
lülitage võrgutoide välja. Vea püsimisel kutsuge teenindustehnik.
- 73 -
© ESAB AB 2019
Page 74
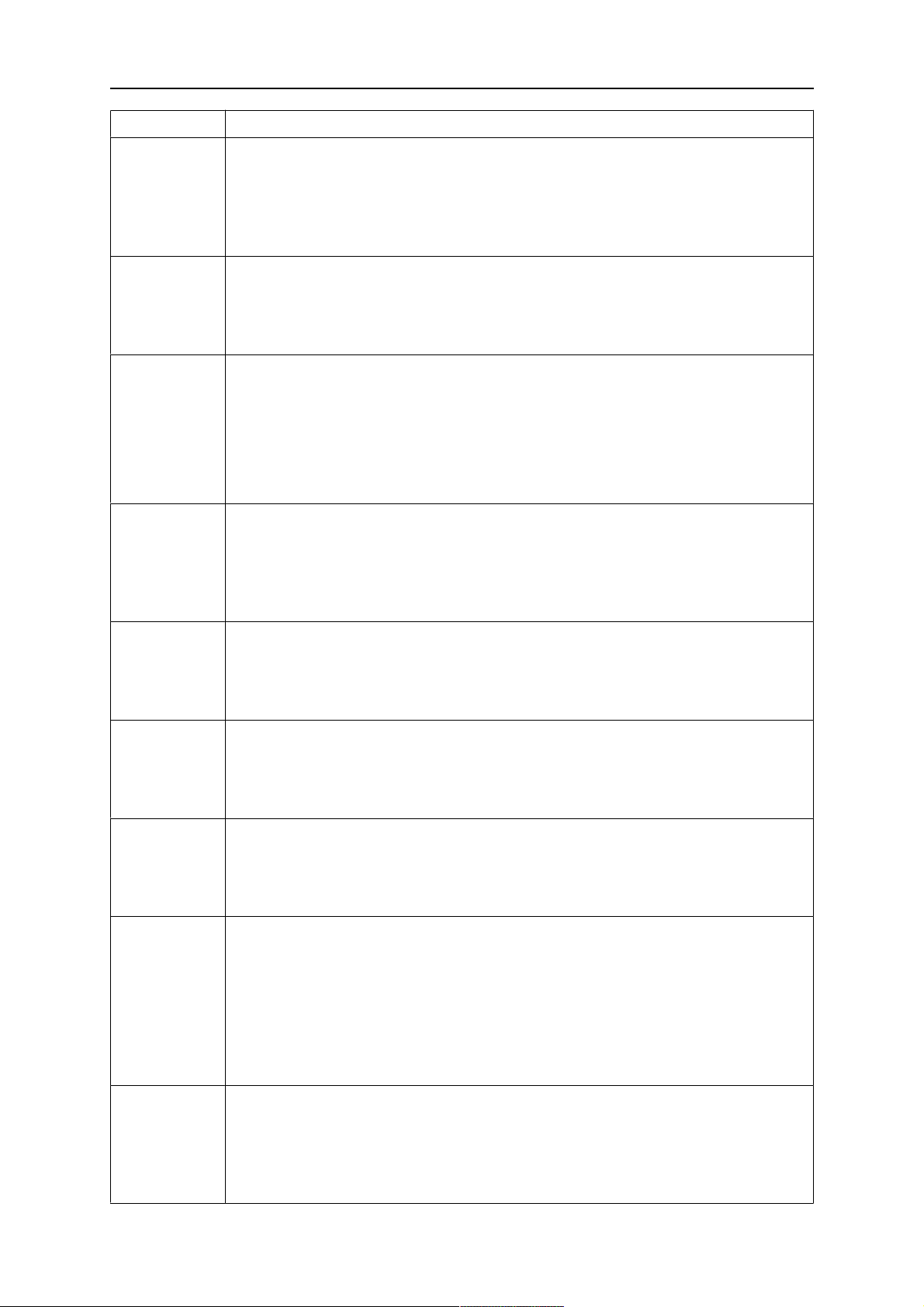
10 TÖÖRIISTAD
Veakood Kirjeldus
15 Teade on sõlme sides kaduma läinud
Mikroprotsessor ei saa sissetulevaid teateid piisavalt kiiresti töödelda, mille
tulemuseks on informatsiooni kadumine.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja. Vea püsimisel
kutsuge teenindustehnik.
16 Kõrge tühijooksupinge
Tühijooksupinge on olnud liiga kõrge.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja. Vea püsimisel
kutsuge teenindustehnik.
17 Side teise seadmega katkenud
Käimasolevad toimingud seisatakse ja keevituse käivitamine tõkestatakse.
See viga võib olla põhjustatud keevituse andmemälu seadme ja teise
seadme vahelise ühenduse (nt CAN-kaabel) katkemisest. Vealogis on kirjas,
millist seadet see puudutab.
Tegevus: Kontrollige CAN-kaableid. Vea püsimisel kutsuge teenindustehnik.
19 Error in battery-driven memory (akutoitel mälu viga)
Aku on kaotanud pinge
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja. Juhtpaneel
lähtestatakse. Seadistused on ingliskeelsed: MIG/MAG, SHORT/SPRAY
(kaar/pihustus), Fe, CO2, 1,2 mm. Vea püsimisel kutsuge teenindustehnik.
22 Saatja puhvri ületäitumine
Juhtpaneel ei saa piisavalt kiiresti teistele seadmetele informatsiooni
edastada.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja.
23 Vastuvõtja puhvri ületäitumine
Juhtpaneel ei saa piisavalt kiiresti teistest seadmetest saabuvat
informatsiooni töödelda.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja.
25 Mitteühilduv keevitusandmete formaat
Proovige keevitusandmeid USB mällu salvestada. USB mälul on teistsugune
andmete formaat kui keevitusandmete mälul.
Tegevus: Kasutage teistsugust USB mälu.
26 Valvuri lähtestamine käivitati (Programmiviga)
Midagi takistab protsessoril täitmast oma tavapäraseid ülesandeid
programmis.
Programm taaskäivitub automaatselt. Keevitusprotsess peatub. Viga ei lülita
ühtegi funktsiooni välja.
Tegevus: Vaadake keevitusprogrammide kasutus keevituse ajal üle. Vea
kordumisel kutsuge teenindustehnik.
27 Traati ei tuvastata
Traat on otsa lõppenud / riistavara kinnijäämise viga
Veakood välisest allikast
Tegevus: Kontrollige juhendist ühendatud seadmete kohta.
0460 896 601
- 74 -
© ESAB AB 2019
Page 75

10 TÖÖRIISTAD
Veakood Kirjeldus
28 Pinu ületäitumine
Programmi teostamine ei tööta.
Tegevus: seadme lähtestamiseks lülitage võrgutoide välja. Vea püsimisel
kutsuge teenindustehnik.
29 Veevoolu ei tuvastata
Jahutusvedelik ei voola
Veakood välisest allikast
See viga ilmneb, kui 10 sekundi jooksul pärast ooterežiimist ärkamist ei
saavutata piisavat jahutusvedeliku voolu.
Tegevus: Kontrollige juhendist ühendatud seadmete kohta.
30 Stabilisaatori aja veatase ületatud
Stabilisaatori aeg kestis liiga kaua (ainult MIG/MAG-keevitusel)
32 Gaasivoolu ei tuvastata
Veakood välisest allikast
Tegevus: Kontrollige juhendist ühendatud seadmete kohta.
54 Teeninduse intervall on möödas
Kontaktotsa vahetamise teenindusintervall on möödas.
Tegevus: Vahetage kontaktots välja.
60 Teabeedastuse viga
Süsteemi sisemine CAN elektrivõrgu sõlm on ajutiselt lakanud töötamast
liiga kõrge koormuse tõttu. Keevitusprotsess peatub.
Tegevus: Kontrollige, et kogu varustus oleks korralikult ühendatud. seadme
lähtestamiseks lülitage võrgutoide välja. Vea püsimisel kutsuge
teenindustehnik.
64 Juhtimistüübi laadimisviga
Käivitamisel / tagasikutsutud mälu korral saadetakse U82juhtseadmest
toiteallikasse juhtimistüüp, mida ei toetata.
Tegevus: muutke stabilisaatori tüüpi.
70 Voolu mõõteväärtuse piirang on ületatud
Voolu mõõteväärtused on oma piirangud ületanud.
Tegevus: kontrollige, et voolu piirang oleks õigesti seadistatud ning samuti
liidese kvaliteeti.
71 Pinge mõõteväärtuse piirang on ületatud
Pinge mõõteväärtused on oma piirangud ületanud.
Tegevus: kontrollige, et pinge piirang oleks õigesti seadistatud ning samuti
liidese kvaliteeti.
72 Võimsuse mõõteväärtuse piirang on ületatud
Toite mõõteväärtused on oma piirangud ületanud.
Tegevus: kontrollige, et toite piirang oleks õigesti seadistatud ning samuti
liidese kvaliteeti.
0460 896 601
- 75 -
© ESAB AB 2019
Page 76

10 TÖÖRIISTAD
Veakood Kirjeldus
73 WF-voolu mõõteväärtuse piirang on ületatud
WF voolu mõõteväärtused on oma piirangud ületanud.
Tegevus: kontrollige, et WF voolu piirang oleks õigesti seadistatud ning
samuti liidese kvaliteeti.
75 Sünergiliste andmete ümberarvutamise hoiatus
Sünergilised andmed arvutatakse ümber.
Tegevus: Ümberarvutatud andmete kinnitamiseks vajutage sisestusklahvi.
76 Keevitamiseks on vaja sisse logida
Keevitamist ei saa alustada, sest kasutaja pole sisse loginud. See viga
esineb ainult siis, kui funktsioon „Sisselogimist nõudev teenus” on aktiivne.
Tegevus: Aktiveerige kasutajakonto ja logige sisse.
78 Vastav lühikese kaare / pihustuskaare liin puudub
Pulseeriva keevituse jaoks valitud sünergia liinile vastav lühikese kaare /
pihustuskaare liin (sama materjal, gaasisegu ja samad mõõtmed) pole
saadaval.
Tegevus: Looge vastav kasutaja poolt määratud sünergiline lühikese
kaare/pihustuskaare liin ja taaskäivitage.
10.2 Eksport/import
MAIN MENU (peamenüü) » TÖÖRIISTAD » EXPORT/IMPORT (eksport/import)
Menüüs EXPORT/IMPORT (eksport/import) saab juhtpaneelilt ja juhtpaneelile USB mälu
kaudu informatsiooni edastada.
Edastada saab järgmist informatsiooni:
WELD DATA SETS (keevitusandmete
kogumid)
SYSTEM SETTINGS (süsteemi seadistused) EXPORT/IMPORT (eksport/import)
SETTING LIMITS (seadistuste piirangud) EXPORT/IMPORT (eksport/import)
MEASURE LIMITS (mõõtmete piirangud) EXPORT/IMPORT (eksport/import)
ERROR LOG (vealogi) EXPORT (eksport)
QUALITY FUNCTION LOG (kvaliteedi
funktsioonilogi)
PRODUCTION STATISTICS
(tootmisstatistika)
SYNERGIC LINES (sünergilised liinid) EXPORT/IMPORT (eksport/import)
BASIC SETTINGS (põhiseadistused) EXPORT/IMPORT (eksport/import)
EXPORT/IMPORT (eksport/import)
EXPORT (eksport)
EXPORT (eksport)
USER ACCOUNTS (kasutajakontod) EXPORT/IMPORT (eksport/import)
Sisesta USB mälu. USB-mälu sisestamise kirjeldust vt osast „USB-ühendus”. Valige
edastatava informatsiooniga rida. VajutageEXPORT (eksport) või IMPORT (import)olenevalt
sellest, kas teavet eksporditakse või imporditakse.
0460 896 601
- 76 -
© ESAB AB 2019
Page 77

10 TÖÖRIISTAD
EXPORT/IMPORT (eksport/import)
WELD DATA SETS (keevitusandmete kogumid)
SYSTEM SETTINGS (süsteemi seadistused)
SETTING LIMITS (seadistuste piirangud)
MEASURE LIMITS (mõõtmete piirangud)
ERROR LOG (vealogi)
QUALITY FUNCTION LOG (kvaliteedi funktsioonilogi)
PRODUCTION STATISTICS (tootmisstatistika)
SYNERGIC LINES (sünergilised liinid)
BASIC SETTINGS (põhiseadistused)
USER ACCOUNTS (kasutajakontod)
EXPORT
IMPORT (import) QUIT (lõpeta)
(eksport)
10.3 Failihaldur
MAIN MENU (peamenüü) » TÖÖRIISTAD » FILE MANAGER (failihaldur)
Failihalduris saate informatsiooni töödelda USB mälus (C:\). Tänu failihaldurile on võimalik
keevitusandmeid ja kvaliteedi andmeid käsitsi kustutada ja kopeerida.
USB-mälu sisestamisel kuvatakse ekraanil mälu põhikaust, juhul kui kausta pole veel valitud.
Juhtpaneel mäletab, kus te viimati failihaldurit kasutades olite ja seega naasete tagasi
pöördudes samasse kohta failistruktuuris.
FILE MANAGER (failihaldur)
..
INFO (info) UPDATE
(uuenda)
ALT. QUIT (lõpeta)
Tuvastamaks palju salvestusruumi mällu jääb, kasutageINFO (info) funktsiooni.
Teabe uuendamiseks vajutage UPDATE (uuenda).
Juhul kui soovite kustutada, nime muuta, uut kausta luua, kopeerida või kleepida,
vajutageALT. Seejärel ilmub nimekiri, kust saate valida. Juhul kui valitakse (...) või kaust,
saate luua uue kausta või kleepida üksnes sellesse faili, mille olete eelnevalt kopeerinud.
Juhul kui olete valinud faili, lisanduvad suvandid RENAME (nimeta ümber), COPY (kopeeri)
või PASTE (kleebi) juhul, kui olete eelnevalt faili kopeerinud.
Valige kaust või fail ja vajutage ALT.
0460 896 601
- 77 -
© ESAB AB 2019
Page 78

10 TÖÖRIISTAD
FILE MANAGER (failihaldur)
..
WeldData
NEW FOLDER (uus kaust)
ErrorLog.xml
QData.xml
~Weldoffice.dat
INFO (info) UPDATE
(uuenda)
See nimekiri kuvatakse siis, kui olete vajutanud ALT.
FILE MANAGER (failihaldur) » ALT.
COPY (kopeeri)
PASTE (kleebi)
DELETE (kustuta)
RENAME (nimeta ümber)
NEW FOLDER (uus kaust)
10.3.1 Kustuta fail/kaust
Valige fail või kaust, mida soovite kustutada ja vajutage ALT.
Valige DELETE (kustuta) ja vajutage ENTER.
FILE MANAGER (failihaldur) » ALT.
DELETE (kustuta)
RENAME (nimeta ümber)
ALT. QUIT (lõpeta)
NEW FOLDER (uus kaust)
Fail/kaust on nüüd eemaldatud. Kausta kustutamiseks peab see tühi olema, st kõigepealt
kustutage kaustas olevad failid.
10.3.2 Nimeta fail/kaust ümber
Valige fail või kaust, mida soovite ümber nimetada ja vajutage ALT.
Valige RENAME (nimeta ümber) ja vajutage ENTER.
FILE MANAGER (failihaldur) » ALT
DELETE (kustuta)
RENAME (nimeta ümber)
NEW FOLDER (uus kaust)
Ekraanile ilmub klaviatuur. Rea vahetamiseks kasutage vasakpoolset nuppu ning paremale
ja vasakule liikumiseks nooleklahve. Valige kasutatav märk/funktsioon ja vajutage ENTER.
10.3.3 Loo uus kaust
Valige, kus uus kaust peab asuma ja vajutage ALT.
0460 896 601
- 78 -
© ESAB AB 2019
Page 79

10 TÖÖRIISTAD
Valige NEW FOLDER (uus kaust) ja vajutage ENTER.
FILE MANAGER (failihaldur) » ALT
DELETE (kustuta)
RENAME (nimeta ümber)
NEW FOLDER (uus kaust)
Ekraanile ilmub klaviatuur. Rea vahetamiseks kasutage vasakpoolset nuppu ning paremale
ja vasakule liikumiseks nooleklahve. Valige kasutatav märk/funktsioon ja vajutage ENTER.
10.3.4 Kopeeri ja kleebi faile
Valige kopeeritav fail ja vajutage ALT.
Valige COPY (kopeeri) ja vajutage ENTER.
FILE MANAGER (failihaldur) » ALT
COPY (kopeeri)
PASTE (kleebi)
DELETE (kustuta)
RENAME (nimeta ümber)
NEW FOLDER (uus kaust)
Viige kursor kausta, kus kopeeritav fail peaks asuma ja vajutage ALT.
Valige PASTE (kleebi) ja vajutage ENTER.
FILE MANAGER (failihaldur) » ALT
COPY (kopeeri)
PASTE (kleebi)
DELETE (kustuta)
RENAME (nimeta ümber)
NEW FOLDER (uus kaust)
Koopia salvestatakse nimega koopia (Copy) pluss algne nimi nt Copy of WeldData.awd.
10.4 Seadistuste piirangu redaktor
MAIN MENU (peamenüü) » TÖÖRIISTAD » SETTING LIMIT EDITOR (seadistuste piirangu
redaktor)
Selles menüüs saate seadistada enda maksimaalsed ja minimaalsed väärtused erinevatele
keevitusmeetoditele. Piirangud ei saa olla allpool või ülevalpool väärtusi, mille jaoks
vooluallikas on mõõdistatud. Olemas on 50 salvestuskohta. Valige tühja salvestuskoha rida
ja vajutage ENTER. Valige protsess (MIG/MAG, MMA, TIG) ja vajutage ENTER. MIG/MAG
jaoks saab valida pinge ja traadi etteandekiiruse maksimaalsed ja minimaalsed väärtused.
0460 896 601
- 79 -
© ESAB AB 2019
Page 80
10 TÖÖRIISTAD
SETTING LIMIT EDITOR (seadistuste piirangu redaktor)
PROCESS (protsess)
VOLTAGE (pinge)
- MIN
- MAX
WIRE SPEED (traadi kiirus)
- MIN
- MAX
STORE
(salvesta)
AUTO
(automaatne)
DELETE
(kustuta)
QUIT (lõpeta)
MMA ja TIG puhul saab muuta voolu maksimaalseid ja minimaalseid väärtusi.
SETTING LIMITS (seadistuste piirangud)
1 MIG
2 MMA
3 -
4 -
5 -
MIG/MAG
8,0 V
60,0 V
0,8 M/MIN
25,0 M/MIN
6 -
7 -
20 - 394 AMP
QUIT (lõpeta)
Kui väärtused on reguleeritud, vajutage STORE (salvesta). Kui teilt küsitakse, kas piirangu
väärtus salvestada valitud salvestuskohta, vajutage EI või JAH. Salvestuskoha väärtusi saab
näha allpool joone all. Käesoleval juhul on MMA piiranguväärtuste salvestuskoht 2 20-394 A.
Suvandi AUTO (automaatne)puhul seadistatakse piirangud automaatselt vastavalt igale
keevitusmeetodile seadistatud piirangutele.
Kui teilt küsitakse, kas soovite seadistuspiiranguid automaatselt salvestada, vajutage EI või
JAH ja seejärel STORE (salvesta) , kui soovite seadistuse salvestada.
10.5 Mõõtmete piirangu redaktor
MAIN MENU (peamenüü) » TÖÖRIISTAD » MEASURE LIMIT EDITOR (mõõtmete piirangu
redaktor)
Selles menüüs saate seadistada enda mõõtmete väärtused erinevatele keevitusmeetoditele.
Olemas on 50 salvestuskohta. Valige tühja salvestuskoha rida ja vajutageENTER. Valige
protsess, vajutades ENTER. Seejärel valige kuvatud nimekirjast keevitusprotsess ja vajutage
uuesti ENTER .
Valida saab järgmisi väärtusi.
MIG/MAG puhul
• pinge: aeg(0–10s), min, max, min keskmine, max keskmine;
• voolutugevus: aeg(0–10s), min, max, min keskmine, max keskmine;
• väljund: min, max, min keskmine, max keskmine.
• traadi etteandemehhanismi vool: min, max, min keskmine, max keskmine.
0460 896 601
- 80 -
© ESAB AB 2019
Page 81

10 TÖÖRIISTAD
TÄHELEPANU!
etteandega seotud probleemide vältimiseks, iseäranis robotkeevituse puhul, on
soovitatav seadistada etteandemehhanismi mootori vool maksimaalsele väärtusele.
Mootori liigvool viitab etteandega seotud probleemidele. Õige maksimaalse väärtuse
seadistamiseks on soovitatav jälgida mootori voolu keevitamise ajal ühe kuu vältel.
Seejärel seadistage sobiv maksimaalne väärtus.
MMA ja TIG puhul
• pinge: aeg(0–10s), min, max, min keskmine, max keskmine;
• voolutugevus: aeg(0–10s), min, max, min keskmine, max keskmine;
• väljund: min, max, min keskmine, max keskmine.
Seadistage ühega parempoolsetest nuppudest soovitud väärtus ja vajutage STORE
(salvesta).
Dialoogikastis küsitakse teilt, kas soovite valitud salvestuskoha salvestada. Vajutage JAH
väärtuse salvestamiseks. Salvestatud väärtuste väärtusi saab näha allpool joone all.
MEASURE LIMITS (mõõtmete piirangud)
1 - MIG
2 - TIG
3 -
4 -
5 -
6 -
7 -
24,0 - 34,0 VOLT, 90 - 120 AMP
2000 - 3000 Kw
QUIT (lõpeta)
Suvandi AUTO (automaatne)kasutamisel seadistatakse piirangud automaatselt vastavalt
viimati kasutatud mõõteväärtustele.
Kui teilt küsitakse, kas soovite mõõteväärtused automaatselt salvestada, vajutage EI või JAH
ja seejärel STORE (salvesta) , kui soovite seadistuse salvestada.
10.6 Tootmisstatistika
MAIN MENU (peamenüü) » TÖÖRIISTAD » PRODUCTION STATISTICS (tootmisstatistika)
Tootmisstatistika jälgib kogu kaare aega, materjali koguhulka ja keevituste arvu alates
viimasest lähtestamisest. Samuti jälgitakse kaare aega ja viimasel keevitusel kasutatud
materjali hulka. Teabe eesmärgil kuvatakse ka arvutatud sulatatud traadimaterjal
pikkuseühiku kohta ja millal toimus viimane lähtestamine.
Keevituste arv ei suurene juhul kui keevituskaare aeg on olnud lühem kui 1 sekund. Sellel
põhjusel ei kuvata sellist tüüpi lühikesel keevitusel kasutatud materjali hulka. Sellest
hoolimata lisatakse materjali tarbimine ja aeg kogu materjali tarbimise ja aja hulka.
0460 896 601
- 81 -
© ESAB AB 2019
Page 82

10 TÖÖRIISTAD
PRODUCTION STATISTICS (tootmisstatistika)
LAST WELD
TOTAL (kokku)
(viimane
keevitus)
ARC TIME (kaare kestus)
CONSUMED WIRE (tarbitud traat)
BASED ON (põhinedes)
0s
0g
0g/m
NUMBER OF WELDS (keevituste arv)
LAST RESET (viimane lähtestamine) 081114 08:38:03
RESET (lähtesta) UPDATE
QUIT (lõpeta)
(uuenda)
Kui vajutate RESET (lähtesta), lähtestatakse kõik loendurid. Kuupäev ja aeg näitavad kõige
viimast lähtestust.
Juhul kui te loendureid ei lähtesta, tehakse seda automaatselt kui üks neist on jõudnud
maksimumväärtuseni.
Loendurite maksimumväärtused
0s
0g
0
Aeg 999 tundi, 59 minutit, 59 sekundit
Mass 13 350 000 grammi
Kogus 65 535
Materjali tarbimise arvestust ei toimu kliendispetsiifiliste sünergialiinide kasutamisel.
10.7 Kvaliteedi funktsioonid
MAIN MENU (peamenüü) » TÖÖRIISTAD » QUALITY FUNCTIONS (kvaliteedi funktsioonid)
Kvaliteedi funktsioonid jälgivad üksikute keevituste erinevaid huvitavaid keevitusandmeid.
Need funktsioonid on:
• Keevituse alustamise aeg.
• Keevituse kestus.
• Maksimaalne, minimaalne ja keskmine vool keevituse ajal.
• Maksimaalne, minimaalne ja keskmine pinge keevituse ajal.
• Maksimaalne, minimaalne ja keskmine väljund keevituse ajal.
Kuumuse sisendi arvutamiseks tuuakse esile valitud keevitus. Keevituste sirvimiseks
kasutage ülemist parempoolset nuppu (#) ja liidese pikkuse reguleerimiseks kasutage
alumist nuppu (*). Vajutage UPDATE (uuenda) ja keevitusseade arvutab valitud keevituse
kuumuse sisendi.
Keevituste arv alates viimasest lähtestusest kuvatakse allpool oleval real. Informatsiooni
saab salvestada maksimaalselt 100 keevituse kohta. Rohkem kui 100 keevituse puhul
kirjutatakse esimene üle. Keevitamine peab kestma kauem kui üks sekund, et see
registreeritaks.
Kõige viimati salvestatud keevitus kuvatakse ekraanil, ehkki on võimalik sirvida ka teiste
salvestatud keevituste vahel. Kõik logid kustutatakse kui vajutate RESET (lähtesta).
0460 896 601
- 82 -
© ESAB AB 2019
Page 83

10 TÖÖRIISTAD
QUALITY FUNCTIONS (kvaliteedi funktsioonid)
#WELD: (#keevitus:) 1 / 4 *W LENGTH: (1 / 4 *W pikkus:) 102 cm
START 20081009 10 : 14 : 48
WELD TIME 00 (keevitusaeg 00) 00 : 03 WELD DATA: (03 keevitusandmed:)
HEAT INPUT: (sisendsoojus:) 3,12 kJ/mm
I (Amp)
U (V)
P (kW)
MAX
120,00
12,50
3,11
MIN
58,00
6,50
1,47
AVE. (keskm.)
81,00
8,75
2,10
NUMBER OF WELDS SINCE RESET: (keevituste arv alates lähtestusest:) 4
RESET (lähtesta) UPDATE
QUIT (lõpeta)
(uuenda)
Teavet salvestatud andmete kohta vt jaotisest „KONFIGURATSIOON”, „Kvaliteedi
funktsioonid”.
10.8 Kasutaja poolt määratud sünergilised andmed
MAIN MENU (peamenüü) » TÖÖRIISTAD » USER DEFINED SYNERGIC DATA (kasutaja
poolt määratud sünergilised andmed)
Traadi etteandekiiruse ja pinge suhtes on võimalik luua oma sünergilised liinid. Salvestada
saab maksimaalselt kümme sellist sünergilist liini.
Uus sünergiline liin luuakse kahes etapis:
• Määratlege uus sünergiline liin, täpsustades pinge/traadi kiiruse koordinaatide arvu, vt
punktid A-D allpool oleval joonisel:
Pinge
Traadi etteanne
• Täpsustage traadi/gaasi kombinatsioon, millele sünergiline liin kehtib.
10.8.1 Täpsustage pinge/traadi koordinaadid
Kaare/pihustuskaare meetodi jaoks sünergilise liini loomiseks on vaja nelja koordinaati;
impulsi meetodi jaoks kahte koordinaati. Need koordinaadid tuleb seejärel salvestada
keevitusandmete mälus eraldi keevitusandmete numbrite alla.
Lühike kaar/pihustuskaar
0460 896 601
- 83 -
© ESAB AB 2019
Page 84

10 TÖÖRIISTAD
• Kuvage peamenüü ja valige MIG/MAG meetod SHORT/SPRAY (lühike/pihustus).
• Sisestage soovitud pinge ja traadi etteandekiiruse väärtused esimese koordinaadi
jaoks.
• Kuvage MEMORY (mälu) menüü ja salvestage esimene koordinaat mis tahes numbri
alla.
Lühikese kaare/pihustuskaare liini neli koordinaati saab salvestada mis tahes
numbritena. Tehasest tarnimisel on need salvestatud numbritega 96, 97, 98 ja 99.
Suurema väärtusega keevitusandmete number peaks sisaldama suuremaid pinge,
käivitusparameetri R, hinnangulise voolutugevuse ja traadi etteandekiiruse väärtusi kui
lähim eelmine keevitusandmete number.
Hinnangulise voolutugevuse kuva on reguleeritud menüüs CONFIGURATION
(konfiguratsioon) » MIG/MAG DEFAULTS (MIG/MAG-i vaikeseadistused) .
Keevitusparameetrite induktsioonil ja stabilisaatori tüübil peab olema sama väärtus
kõigis neljas keevitusandmete numbris.
• Määratlege vajalik koordinaatide number ja jätkake seejärel osaga „Täpsustage sobiv
traadi/gaasi kombinatsioon”.
Impulss
• Kuvage peamenüü ja valige MIG/MAG meetod PULSING (impulss).
• Sisestage soovitud pinge ja traadi etteandekiiruse väärtused esimese koordinaadi
jaoks.
• Kuvage MEMORY (mälu) menüü ja salvestage esimene koordinaat mis tahes numbri
alla.
Suurema väärtusega keevitusandmete number peaks sisaldama suuremaid pinge ja
traadi etteandekiiruse, impulsi sageduse, impulsi amplituudi, käivitusparameetri R ja
alusvoolu väärtusi kui lähim eelmine keevitusandmete number.
Keevitusparameetrite impulsi ajal, Ka’l, Ki’l ja „kaldel” peab olema sama väärtus
mõlemas keevitusandmete numbris.
• Määratlege vajalik koordinaatide number ja jätkake seejärel osaga „Täpsustage sobiv
traadi/gaasi kombinatsioon”.
10.8.2 Täpsusta sobiv traadi/gaasikombinatsioon
Viige kursor reale WIRE (traat) ja vajutage sisestusklahvi ENTER.
MAKE CUSTOMISED SYNERGIC LINES (kohandatud sünergiliste liinide tegemine)
WIRE (traat)
SHIELDING GAS (kaitsegaas)
TRAADI MÕÕTMED
SYNERGIC DESIGN SCHEDULE 1 (sünergilise
projekteerimise graafik 1)
SYNERGIC DESIGN SCHEDULE 2 (sünergilise
projekteerimise graafik 2)
SYNERGIC DESIGN SCHEDULE 3 (sünergilise
projekteerimise graafik 3)
SYNERGIC DESIGN SCHEDULE 4 (sünergilise
projekteerimise graafik 4)
DELETE
(kustuta)
Valige nimekirjas kuvatav alternatiiv ja vajutage ENTER. Valige samal viisil SHIELDING GAS
(kaitsegaas) ja vajutage ENTER.
Fe ER70S
CO2
0,6 mm
96
97
98
99
QUIT (lõpeta)
0460 896 601
- 84 -
© ESAB AB 2019
Page 85

10 TÖÖRIISTAD
MAKE CUSTOMISED SYNERGIC LINES
(kohandatud sünergiliste liinide
tegemine) » WIRE (traat)
Fe ER70S
Ss ER316LSi
Duplex ER2209
AIMg ER5356
AISi ER4043
Fe E70 MCW
Valige nimekirjas kuvatav alternatiiv ja vajutage ENTER.
MAKE CUSTOMISED SYNERGIC LINES
(kohandatud sünergiliste liinide
tegemine) » SHIELDING GAS
(kaitsegaas)
CO2
Ar 18%CO2
Ar2%O2
Ar
He
ArHeO2
Valige samal viisil WIRE DIAMETER (traadi läbimõõt) ja vajutage ENTER.
MAKE CUSTOMISED SYNERGIC LINES
(kohandatud sünergiliste liinide
tegemine) » WIRE DIAMETER (traadi
läbimõõt)
0,6 mm
0,8 mm
1,0 mm
1,2 mm
1,4 mm
1,6 mm
Valige rida SYNERGIC DESIGN SCHEDULE 1 (sünergilise projekteerimise graafik 1) ja
vajutage sisestusklahvi STORE (salvesta).
Tegevus on nüüd lõpetatud - sünergiline liin on määratletud.
TÄHELEPANU!
Iga impulsiastme jaoks on vaja vastavat lühikese kaare/pihustuskaare sünergiat.
Impulsimeetodi jaoks uut sünergilist liini luues saate alati hoiatusteate, mis ütleb, et vastavat
liini pole lühikese kaare/pihustuskaare meetodi jaoks loodud. Teatel on kirjas: HOIATUS!
Vastav sünergiline liin lühikese kaare/pihustuskaare jaoks puudub.
0460 896 601
- 85 -
© ESAB AB 2019
Page 86

10 TÖÖRIISTAD
10.8.3 Looge enda traadi/gaasi alternatiiv.
Traadi/gaasi alternatiivide nimekirju saab pikendada kuni kümne endapoolse alternatiiviga.
Iga nimekirja lõpus on tühi rida (---). Viies kursori sellele reale ja vajutades ENTER, saate
juurdepääsu klaviatuurile, mis võimaldab teil enda alternatiive sisestada.
Valige rida ja vajutage ENTER
Ar15%CO2
Ar8%O2
Ar30%He
Ar30%He2%H2
Ar30%HeO5%CO2
---
Juhtpaneeli klaviatuuri kasutatakse järgmiselt.
• Viige kursor soovitud klaviatuuriklahvile, kasutades vasakpoolset nuppu ja nooleklahve.
Vajutage ENTER. Selliselt sisestage terviklik täherida maksimaalselt 16 tähega.
• Vajutage DONE (valmis). Teie poolt nimetatud alternatiiv on nüüd nimekirjas näha.
KEYBOARD (klaviatuur)
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE (tühik) CAPS (suurtähed)
_
0 (MAX 16)
DELETE
SYMBOL
(kustuta)
Kustutage nimetatud alternatiiv järgmiselt:
• Valige asjakohasest nimekirjast enda traadi/gaasi alternatiiv.
• Vajutage DELETE (kustuta).
TÄHELEPANU!
Nimetatud traadi/gaasi alternatiivi ei saa kustutada juhul kui see on lisatud
keevitusandmete komplekti, mis on hetkel töömälus.
DONE (valmis)
(sümbol)
10.9 Kalender
MAIN MENU (peamenüü) » TÖÖRIISTAD » CALENDAR (kalender)
Siin seadistatakse kuupäev ja aeg.
Valige seadistatav rida: YEAR (aasta), MONTH (kuu), DAY (päev), HOUR (tund), MINUTES
(minutid), SECONDS (sekundid) või UTC TIME ZONE (UTC ajavöönd). Seadistage ühte
parempoolset nuppu kasutades õige väärtus. Vajutage SET (sea).
0460 896 601
- 86 -
© ESAB AB 2019
Page 87
10 TÖÖRIISTAD
DATE & TIME (kuupäev ja kellaaeg)
YEAR (aasta)
MONTH (kuu)
DAY (päev)
HOUR (tund)
MINUTES (minutid)
SECONDS (sekundid)
UTC TIME ZONE (UTC ajavöönd)
2018
FEB
07
12
16
46
+0,0
20180207 12:20:50
SET (sea) QUIT (lõpeta)
10.10 Kasutaja kontod
MAIN MENU (peamenüü) » TÖÖRIISTAD » USER ACCOUNTS (kasutajakontod)
Sageli on eriti kvaliteedi vaatenurgast oluline, et volitamata osapooled ei saaks vooluallikat
kasutada. Kasutajakontode funktsioon võimaldab kasutada vooluallikat ainult pärast
sisselogimist.
Kui te ei soovi seda funktsiooni kasutada ja tahate, et vooluallikas ning juhtpaneel oleks kõigi
kasutajate jaoks lukust avatud, valige USER ACCOUNTS (kasutajakontod) » OFF.
Allpool antud juhised kehtivad, kui USER ACCOUNTS (kasutajakontod) on asendis ON.
Selles menüüs registreeritakse kasutajanimi, konto tase ja salasõna. USER ACCOUNTS
(kasutajakontod).
Uue kasutaja lisamine
Valige USER NAME (kasutajanimi), vajutage ENTER. Liikuge allapoole tühjale reale ja
vajutage ENTER.
Sisestage klaviatuuril vasakpoolset nuppu, vasak- ja parempoolseid nooli kasutades uus
kasutajanimi ja vajutage ENTER.
Ruumi on 16 kasutaja kontole. Kvaliteediandmete failides on näha, millised kasutajad on
teatud keevitust teostanud.
Real ACCOUNT LEVEL (konto tase) valige:
• ADMIN (administraator) piiramatu ligipääs (saab lisada uusi kasutajaid);
• SENIOR USER (vanemkasutaja) , ligipääs kõigele, v.a:
○ koodilukk;
○ mitmekordsed traadi etteandemehhanismid;
○ kalender;
○ kasutajakontod
• NORMAL USER (tavakasutaja) , pääseb ligi mõõtmete menüüle.
• WELD MEMORY USER (keevitusmälu kasutaja) , pääseb ligi mõõtmete menüüle, kuid
ei saa muuta pinget ega traadi etteandekiirust.
○ Mälukasutajast keevitaja pääseb ligi keevitusandmete mälule ja saab valida teisi
mälusid.
○ Mälukasutajast keevitaja ei saa keevituse andmemälusid salvestada ega
redigeerida.
Real USER PASSWORD (kasutaja salasõna) sisestage klaviatuuri kasutades salasõna. Kui
vooluallikas on sisse lülitatud ja juhtpaneel aktiveeritud, palutakse teil ekraanil oma salasõna
sisestada.
0460 896 601
- 87 -
© ESAB AB 2019
Page 88
10 TÖÖRIISTAD
USER ACCOUNTS (kasutajakontod)
USER NAME (kasutajanimi)
ACCOUNT LEVEL (konto tase)
USER PASSWORD (kasutaja salasõna)
ADMINISTRATOR
(administraator)
ADMIN
USER ACCOUNTS (kasutajakontod)
(salvesta)
STORE
DELETE
(kustuta)
QUIT (lõpeta)
OFF
Vaheta kasutajat
TÖÖRIISTAD » CHANGE USER (vaheta kasutajat)
Kui suvand USER ACCOUNTS (kasutajakontod) on olekus ON, on see menüü nähtav. See
võimaldab kasutajat vahetada.
Sisestage kasutaja salasõna ja logige sisse või valige QUIT (lõpeta) , et naasta menüüsse
TÖÖRIISTAD.
CHANGE USER (vaheta kasutajat)
ENTER PASSWORD (parooli sisestamine)
-
QUIT (lõpeta) LOGIN
(sisselogimine)
ENTER
PASSWRD
(parooli
sisestamine)
10.11 seadme informatsioon
MAIN MENU (peamenüü) » TÖÖRIISTAD » UNIT INFORMATION (seadme informatsioon)
Selles menüüs näete järgmist teavet.
• Masina ID
• Sõlme ID
2 = vooluallikas
3 = traadi etteanne
8 = juhtpaneel
• Software Version (tarkvara versioon)
UNIT INFORMATION (seadme informatsioon)
Masina ID Sõlme ID Software Version (tarkvara
versioon)
44
23
8
2
1,00A
2,00A
0460 896 601
5
3
WELD DATA UNIT (keevituse andmemälu seade)
- 88 -
1,18A
QUIT (lõpeta)
© ESAB AB 2019
Page 89

11 VARUOSADE TELLIMINE
11 VARUOSADE TELLIMINE
ETTEVAATUST!
Remondi- ja elektritöid peab teostama volitatud hooldustehnik. Kasutage ainult
originaalvaru- ja kuluosi.
U82on projekteeritud ning testitud vastavalt rahvusvahelistele ja Euroopa standarditele
60974-1 ja 60974-10. Teenindus- või remonditöid teostanud tehnohooldeosakond peab
tagama, et toode jätkuvalt vastaks ülaltoodud standarditele.
Varuosi ja kulutarvikuid saate tellida lähima ESAB-i toodete edasimüüja juurest, lisateavet
vaadake veebisaidilt esab.com. Tellimisel märkige palun toote tüüp, seerianumber,
kasutamisotstarve ja varuosa number nii, nagu see on esitatud varuosade loetelus. See
hõlbustab tarnet ja tagab korrektse kättetoimetamise.
0460 896 601
- 89 -
© ESAB AB 2019
Page 90

TRAADI JA GAASI ANDMED
TRAADI JA GAASI ANDMED
U82 Plus - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
CO
2
(FeER70S)
Ar + 18% CO
Ar + 2% O
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 15% CO2+ 5% O
Ar + 16% CO
Ar + 25% CO
Ar + 2% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
Ar + 30% He + 1% O
Ar + 2% CO
0.8 0.9 1.0 1.2 1.6*
2
2
2
2
2
2
2
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
Ar + 3% CO2+ 1% H
Ar + 32% He + 3% CO2+ 1% H
Stainless solid wire (Ss ER307Si) Ar +2%O
Ar +2%CO
Stainless duplex wire
Ar + 2% O
(DuplexER2209)
Ar + 30% He + 1% O
Ar + 2% CO
Magnesium-alloyed aluminium wire
Ar 0.9 1.0 1.2 1.6*
(AlMgER5356)
Silicon-alloyed aluminium wire
(AlSiER4043)
Metal powder cored wire
Ar
Ar + 50% He
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Rutile flux cored wire
CO
2
(FeE70RFCW)
Ar + 18% CO
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
2
1.0 1.2
0.8 1.0 1.2
1.0 1.2
1.0
0.8 1.0 1.2
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
2
2
2
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
0460 896 601
- 90 -
© ESAB AB 2019
Page 91
TRAADI JA GAASI ANDMED
Wire type Shielding gas Wire diameter
Basic flux cored wire
CO
2
1.0 1.2 1.4* 1.6*
(FeE70BFCW)
Ar + 18% CO
SELF-SHIELDING
Stainless flux cored wire (Ss RFCW) Ar + 18% CO
Ar + 8% CO
SELF-SHIELDING
Duplex rutile flux cored wire
Ar + 18% CO
2
2
2
2
1.0 1.2 1.4* 1.6*
1.2 1.6*
1.2
1.2
1.6* 2.4*
1.2
(SsDUPE2209)
Metal powder cored stainless wire
Ar + 8% CO
2
1.2
(Ss MCW)
Ar + 2% O
2
Ar + 18% CO
Ar + 2% CO
2
2
1.2
1.2
1.2
ERNiCrMo Ar + 50% He 0.9
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
2
1.0 1.2
1.0 1.2
Ss ER347Si Ar + 2% CO
2
0.8 1.0 1.2
Almg ER5087 Ar 1.0 1.2 1.6
Copper and aluminium wire
(ERCuAl-A1)
Rutile flux cored wire
Ar
Ar + 1% O
CO
2
1.0 1.2
2
1.0 1.2
1.2
(FeRCWDual-S)
*) Only for power sources above 400V
0460 896 601
- 91 -
© ESAB AB 2019
Page 92
TRAADI JA GAASI ANDMED
U82 Plus - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
Ar + 18% CO
(FeER70S)
Ar + 2% O
2
Ar + 2% CO
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 16% CO
Ar + 25% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
2
2
Ar 30% He + O
Ar + 2% O
2
Ar + 3% CO2+ 1% H
Ar + 32% He + 3% CO2+ 1% H
Stainless solid wire (Ss ER308LSi) Ar + 2% CO
Ar + 2% O
2
Stainless solid wire (Ss ER309LSi) Ar + 2% CO
Stainless solid wire (Ss 309 MoL) Ar + 2% CO
Stainless solid wire (Ss ER307Si) Ar +2%O
2
2
2
2
2
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.9
1.0 1.2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6
0.8 0.9 1.0 1.2 1.6
2
0.9 1.0 1.2 1.6
0.9
2
2
1.0 1.2
1.0 1.2
1.0 1.2
Stainless duplex wire
(DuplexER2209)
Magnesium-alloyed aluminium wire
(AlMg ER5356)
Magnesium-alloyed aluminium wire
(AlMg ER5183)
Silicon-alloyed aluminium wire
(AlSiER4043)
Silicon-alloyed aluminium wire
(AlSiER4047)
Ar +2%CO
Ar + 2% O
2
2
Ar + 30% He + 1% O
Ar + 2% CO
2
Ar
Ar + 50% He
Ar + 30% He
2
1.0 1.2
1.0 1.2
1.0 1.2
0.8 1.0 1.2
0.8 0.9 1.0 1.2 1.6*
1.2
1.2
Ar 1.6
Ar
Ar + 50% He
Ar + 30% He
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
0.9 1.0 1.2
Ar 1.2 1.6
0460 896 601
- 92 -
© ESAB AB 2019
Page 93

TRAADI JA GAASI ANDMED
Wire type Shielding gas Wire diameter
Metal powder cored wire
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Metal powder cored stainless wire
Ar + 2% O
(Ss MCW)
Ar + 2% CO
Ar + 8% CO
ERNiCrMo Ar
Ar + 50% He
Ar + 30% He + 2% H
Ar + 30% He + 0.5% CO
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
Stainless wire (1.3964) Ar + 8% O
Copper and aluminium wire
(ERCuAl-A1)
Aluminium solid wire
Ar
Ar + 1% O
Ar 1.2
(Al99,5ER1100)
2
2
2
2
2
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
0.9 1.0 1.2
2
2
2
1.0
1.0 1.2
1.0 1.2
1.0 1.2
2
1.0LOW 1.0HIGH
1.0 1.2
2
1.0 1.2
SS ER 347Si Ar + 2% CO
2
0.8 1.0 1.2
*) Only for power sources above 400V
MMA welding
Electrode type Electrode diameter
Basic 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0*
Rutile 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0* 7.0*
Cellulose 2.5 3.2
*) Only for power sources above 400V
Carbon, arc air
Electrode diameters (mm): 4.0 5.0 6.0 10.0 13.0
U82Plus - MIG/MAG - ROBOT synergy group - with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter (mm)
AlMg ER5356 Ar 1.2, 1.6
AlSi ER4043 Ar 1.2, 1.6
ERCuSi-A Ar 0.8, 1.0
ERCuAl-A1 Ar 1.0
ERCuSi-A Ar + 1% CO
Fe ER70S Ar + 18% CO
0460 896 601
2
2
- 93 -
0.8, 1.0
0.8, 0.9, 1.0, 1.2
© ESAB AB 2019
Page 94

TRAADI JA GAASI ANDMED
Wire type Shielding gas Wire diameter (mm)
Fe ER70S Ar + 8% CO
Fe ER70S CO
2
Fe MCW 14.11 Ar + 18% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.13 Ar + 18% CO
Fe MCW 14.13 Ar + 8% CO
Ss 307 Ar + 2% CO
Ss 307 Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss 430 Lnb-Ti Ar + 2% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
2
2
2
2
2
2
2
2
2
2
2
U82Plus - MIG/MAG - ROBOT synergy group - with PULSE
0.8, 0.9, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
1.2, 1.4
1.2, 1.4
1.2, 1.4
1.2, 1.4
0.8, 1.0, 1.2
0.8, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
1.0
1.0
0.9, 1.0
Wire type Shielding gas Wire diameter (mm)
AlMg ER5356 Ar 1.2, 1.6
AlSi ER4043 Ar 1.2, 1.6
ERCuAl-A1 Ar 1.0
ERCuSi-A Ar + 1% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Ss 307 Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
2
2
2
2
2
2
2
1.0
0.8, 0.9, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
0.8, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
0.8, 1.0
0.9, 1.0
U82Plus - MIG/MAG - SAT synergy group
Wire type Shielding gas Wire diameter (mm) Work area m/min
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Ss 307 Ar + 2% CO
2
2
2
2
2
2
2
1.0 16 - 25
1.0 16 - 25
0.9 16 - 29
0.9 17 - 29
0.8 19 - 29
0.9 19 - 29
0.8 20 - 26
0460 896 601
- 94 -
© ESAB AB 2019
Page 95
TRAADI JA GAASI ANDMED
Wire type Shielding gas Wire diameter (mm) Work area m/min
Ss 307 Ar + 2% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.11 Ar + 18% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.11 Ar + 18% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
Ss 430Ti Ar + 2% CO
Ss 430 Lnb-Ti Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss ER308LSi Ar + 2% CO
2
2
2
2
2
2
2
2
2
2
2
2
1.0 12 - 21
1.2 6.5 - 14
1.2 7 - 14
1.4 5.9 - 12
1.4 6.6 - 12
1.0 14.2 - 25
0.9 16 - 27
1.0 14.2 - 25
1.0 14.2 - 27.5
1.0 15-27.5
0.9 16 - 28
0.8 18 - 29.5
0460 896 601
- 95 -
© ESAB AB 2019
Page 96
TELLIMISNUMBRID
TELLIMISNUMBRID
Ordering no. Denomination
0460 820 880 Control panel Aristo® U82*
0460 820 881 Control panel Aristo® U82Plus*
0460 820 882 Control panel Aristo® U82Plus I/O*
0460 820 883 Control panel Aristo® U82PlusI/O255*
0459 839 037 Spare parts list
* For functional differences, see the "Functional differences" section.
Tehniline dokumentatsioon on saadaval veebiaadressil: www.esab.com
0460 896 601
- 96 -
© ESAB AB 2019
Page 97

TARVIKUD
TARVIKUD
0460 877 891 Extension cable (connectors included)
7.5 m 12-poles
0457 043 880 Adapter set 230 V AC / 12 V DC, for
control box (for training with the control box
disconnected from the machine).
0462 062 001 USB Memory stick
0349 312 604 Display protection U8
2
0460 896 601
- 97 -
© ESAB AB 2019
Page 98

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...