

Page 1

Aristo®
U82
Ръководство за експлоатация
0460 896 601 BG 20190904
Valid for: from program version 1.30A
Page 2

Page 3

СЪДЪРЖАНИЕ
1
БЕЗОПАСНОСТ ......................................................................................... 7
2
ВЪВЕДЕНИЕ .............................................................................................. 9
2.1 Панел за управление Aristo U82 ........................................................ 9
2.1.1 Клавиши и бутони ............................................................................... 10
2.2 Местоположение................................................................................... 11
2.3 USB връзка ............................................................................................ 11
2.3.1 Актуализиране на програма с помощта на USB памет ................... 11
2.3.2 Прехвърляне на файлове с помощта на USB памет....................... 12
2.4 Първа стъпка – избор на език ............................................................ 12
2.5 Дисплей .................................................................................................. 14
2.5.1 Символи на дисплея .......................................................................... 15
2.5.2 Икона за VRD и индикация за грешки ............................................... 15
2.6 Обща информация за настройките ................................................... 16
2.6.1 Задаване на цифрови стойности ...................................................... 16
2.6.2 Задаване чрез дадени опции............................................................. 16
2.6.3 Вкл./Изкл. на настройка ..................................................................... 16
2.6.4 QUIT (ИЗХОД) и ENTER (ВЪВЕЖДАНЕ) .......................................... 17
3
МЕНЮТА ..................................................................................................... 18
3.1 Главно меню.......................................................................................... 18
3.1.1 Меню за конфигуриране..................................................................... 18
3.1.2 Меню за инструменти ......................................................................... 19
3.1.3 Меню за настройка на данните за заваряването............................. 20
3.1.4 Измерване........................................................................................... 21
3.1.5 Памет за данните за заваряването................................................... 22
3.1.6 Меню за бърз режим .......................................................................... 22
4
MIG/MAG •377•377ЗАВАРЯВАНЕ ......................................................................... 24
4.1 Настройки в менюто за настройка на данните за заваряване ..... 24
4.1.1 MIG/MAG заваряване с къса дъга/дъгово заваряване със струен
пренос..................................................................................................
4.1.2 MIG/MAG заваряване с импулсен ток ............................................... 27
4.1.3 MIG/MAG заваряване със SuperPulse, първична/вторична, къса
дъга/дъгово заваряване със струен пренос .....................................
4.2 Обяснения на функциите на настройките........................................ 34
4.2.1 QSet ..................................................................................................... 41
24
31
4.2.2 Групи на синергия............................................................................... 41
4.3 SuperPulse.............................................................................................. 42
4.3.1 Информация за комбинацията между заваръчните телове и
газовете ...............................................................................................
4.3.2 Различни методи на импулсно заваряване...................................... 43
4.3.3 Устройство за подаване на заваръчна тел ...................................... 43
5
РЪЧНО ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ (ММА) ................................ 46
5.1 MMA......................................................................................................... 46
0460 896 601 © ESAB AB 2019
43
Page 4

СЪДЪРЖАНИЕ
5.2 Обяснения на функциите на настройките........................................ 47
6
•377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА
СРЕДА (TIG)................................................................................................
6.1 Настройки в менюто за настройка на данните за заваряване ..... 49
6.1.1 ТИГ заваряване без импулсен ток .................................................... 49
6.1.2 ТИГ заваряване с импулсен ток ........................................................ 50
6.2 Обяснения на функциите на настройките........................................ 51
7
ARC AIR GOUGING (ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО
РЯЗАНЕ) .....................................................................................................
7.1 Настройки в менюто за настройка на данните за заваряване ..... 56
7.2 Обяснение на действието ................................................................... 56
8
УПРАВЛЕНИЕ НА ПАМЕТТА.................................................................... 57
8.1 Метод на работа на панела за управление...................................... 57
8.2 Запаметяване ........................................................................................ 57
8.3 Извикване............................................................................................... 58
8.4 Изтриване............................................................................................... 59
49
56
8.5 Копиране ................................................................................................ 60
8.6 Редактиране........................................................................................... 61
8.7 Име .......................................................................................................... 62
9
CONFIGURATION (КОНФИГУРИРАНЕ) ................................................... 65
9.1 Code lock (Код за заключване) ........................................................... 65
9.1.1 Състояние на заключване чрез код .................................................. 65
9.1.2 Задаване/редактиране на код на заключването .............................. 66
9.2 Remote controls (Дистанционно управление).................................. 66
9.2.1 Forget override (Извеждане на последната) ..................................... 67
9.2.2 Конфигуриране на дигитално дистанционно управление............... 67
9.2.3 Конфигуриране на аналогово дистанционно управление............... 68
9.2.4 Скала за входните данни ................................................................... 69
9.3 Настройки по подразбиране за MIG/MAG......................................... 69
9.3.1 Режим на спусък на пистолета (2-ходов/4-ходов) ........................... 70
9.3.2 Конфигуриране на 4-ходов режим .................................................... 71
9.3.3 Конфигуриране на функционален клавиш ....................................... 72
9.3.4 Измерване на напрежение при импулсно заваряване .................... 73
9.3.5 AVC функция ....................................................................................... 73
9.3.6 Release pulse (Импулс за освобождаване)....................................... 73
9.3.7 Хоризонтална статична крива на регулатора на напрежение ........ 74
9.3.8 Активиране на време на забавяне за запълване на кратера ......... 74
9.3.9 Време на закъснение на изключена дъга след стартиране на
заваряването ......................................................................................
9.3.10 Display Amperage Estimate (Извеждане на приблизителен ток) ..... 74
9.4 Настройки по подразбиране на MMA ................................................ 75
9.5 Функционалните клавиши на бързия режим................................... 75
0460 896 601 © ESAB AB 2019
74
Page 5

СЪДЪРЖАНИЕ
9.6 Double start sources (Източници на двоен старт) ........................... 76
9.7 Panel remote enable (Дистанционен достъп до панела) ................ 76
9.8 WF supervision (WF наблюдение) ...................................................... 76
9.9 Auto save mode (Режим на автоматично запаметяване) ............... 77
9.10 Measure limits stop weld (Спиране на заваряването при граници
на измерване) ........................................................................................
9.11 Login required to weld (Необходимо е вписване за заваряване) . 78
9.12 Trigger weld data switch (Превключване на данни за заваряване
чрез спусъка).........................................................................................
9.13 Multiple wire feeders (Множество телоподаващи устройства) ...... 80
9.13.1 Конфигуриране на множество телоподаващи устройства.............. 80
9.13.2 Концепция за памет за данните за заваряването за
дистанционното управление M1 10P ................................................
9.14 Quality functions (Функции за качество) ........................................... 82
9.14.1 Съхраняване на регистъра на функциите за качество ................... 82
9.15 Техническо обслужване ...................................................................... 82
9.16 Unit of length (Единица за дължина) ................................................. 83
9.17 Measure value frequency (Честота на измерване на стойност) ..... 83
9.18 Register key (Ключ за регистриране)................................................. 83
9.19 Lightning display timer (Таймер за осветяване на дисплея).......... 84
10
ИНСТРУМЕНТИ .......................................................................................... 85
10.1 Error log (Регистър на грешките)........................................................ 85
10.1.1 Описание на кодовете за грешки ...................................................... 86
77
78
81
10.2 Експортиране/Импортиране ............................................................... 91
10.3 File manager (Мениджър на файлове)............................................... 92
10.3.1 Изтриване на файл/папка .................................................................. 93
10.3.2 Преименуване на файл/папка ........................................................... 94
10.3.3 Създаване на нова папка................................................................... 94
10.3.4 Копиране и поставяне на файлове ................................................... 94
10.4 Редактор на границите на настройката ............................................ 95
10.5 Measure limit editor (Редактор на границите на измерване).......... 96
10.6 Production statistics (Производствена статистика) ........................ 97
10.7 Quality functions (Функции за качество) ........................................... 98
10.8 User defined synergic data (Дефинирани от потребителя
99
синергични параметри) .......................................................................
10.8.1 Определяне на координатите за напрежение/тел ........................... 100
10.8.2 Определяне на валидна комбинация тел/газ................................... 100
10.8.3 Създаване на ваша опция за комбинация тел/газ........................... 102
10.9 Calendar (Календар).............................................................................. 103
10.10 User accounts (Акаунти на потребители).......................................... 103
10.11 Unit information (Информация за блоковете) .................................. 105
11
ПОРЪЧВАНЕ НА РЕЗЕРВНИ ЧАСТИ ..................................................... 106
РАЗМЕРИ НА ЗАВАРЪЧНАТА ТЕЛ И ПАРАМЕТРИ НА ГАЗА .................... 107
0460 896 601 © ESAB AB 2019
Page 6

СЪДЪРЖАНИЕ
КАТАЛОЖНИ НОМЕРА ЗА ЗАЯВКА................................................................ 113
ПРИНАДЛЕЖНОСТИ ......................................................................................... 114
Запазени права за промяна на спецификациите без предварително известие.
0460 896 601 © ESAB AB 2019
Page 7

1 БЕЗОПАСНОСТ
1 БЕЗОПАСНОСТ
ЗАБЕЛЕЖКА!
Уредът е изпитан от ESAB за общо ползване. Отговорността за безопасността и
функционирането на конкретното място на приложение се носи от специалиста
по интегриране.
Потребителите на оборудване ESAB носят пълната отговорност за осигуряване на
спазването на всички приложими мерки за безопасност на всеки, който работи с
оборудването или в близост до него. Мерките за безопасност трябва да отговарят на
всички изисквания, приложими за типа оборудване. В допълнение към стандартните
нормативни разпоредби, които са валидни за работното място, трябва да се спазват
следните препоръки.
Всички дейности трябва да се извършват от обучен персонал, добре запознат с
работата с оборудването. Неправилната работа на оборудването може да доведе до
опасни ситуации, които да предизвикат нараняване на оператора и повреда на
оборудването.
1. Всеки, който работи с оборудването, трябва да бъде запознат с:
○ неговата работа
○ местоположението на аварийните спирачки
○ неговата функция
○ приложимите мерки за безопасност
○ заваряването и рязането и останалите приложими функции на
оборудването
2. Операторът трябва да осигури следното:
○ при включването на оборудването в работната му зона няма
неупълномощени лица
○ няма незащитени лица при запалването на дъгата или започването на
работата с оборудването
3. Работното място трябва:
○ да бъде подходящо за целта
○ да няма въздушни течения
4. Лични предпазни средства:
○ Винаги носете препоръчителните лични предпазни средства, като
например предпазни очила, огнезащитно облекло, предпазни ръкавици
○ Не носете свободно прилягащи дрехи и аксесоари, като шалове, гривни,
пръстени и др., които могат да бъдат захванати или да предизвикат
изгаряния
5. Общи мерки за безопасност:
○ Уверете се, че обратният кабел е здраво закрепен
○ Работи по оборудване под високо напрежение могат да се извършват
само от квалифициран електротехник
○ Съответното пожарогасително оборудване трябва да бъде ясно
обозначено и поставено наблизо
○ Смазването и поддръжката не трябва да се извършват по време на работа
с оборудването
Преди инсталиране или работа прочетете и разберете ръководството за
експлоатация.
ЗАЩИТЕТЕ СЕБЕ СИ И ДРУГИТЕ!
0460 896 601
- 7 -
© ESAB AB 2019
Page 8

1 БЕЗОПАСНОСТ
ВНИМАНИЕ!
Настоящите ИНСТРУКЦИИ са предназначени за използване от опитни
оператори. Ако не сте напълно запознати с принципа на работа и практиките на
безопасна употреба на електродъгово заваръчно оборудване, ние ви
приканваме да прочетете нашата брошура "Предпазни мерки и практики за
безопасна работа при електродъгово заваряване, рязане и въздушно-дъгово
повърхностно рязане", Формуляр 52-529. НЕ се разрешава на необучени лица
да монтират, използват или обслужват това оборудване. НЕ пристъпвайте към
монтиране или използване на това оборудване, докато не прочетете и не
разберете изцяло тези инструкции. Ако не сте разбрали изцяло тези инструкции,
се свържете с вашия доставчик, за да получите допълнителна информация.
Непременно прочетете мерките за безопасност, преди да пристъпите към
монтиране или използване на това оборудване.
ЗАБЕЛЕЖКА!
Унищожавайте електронното оборудване чрез
предаване в пункт за рециклиране!
В съответствие с европейската Директива
2012/19/EО относно отпадъци от електрическо и
електронно оборудване и нейното прилагане
съгласно националното законодателство,
електрическото и/или електронното оборудване,
което е достигнало до края на цикъла си на
експлоатация, трябва да бъде унищожено чрез
предаване в пункт за рециклиране.
Тъй като Вие сте лицето, което отговаря за
оборудването, Вие трябва да потърсите
информация за одобрените пунктове за събиране на
подобно оборудване.
За допълнителна информация се свържете с
най-близкия дилър на ESAB.
0460 896 601
- 8 -
© ESAB AB 2019
Page 9

2 ВЪВЕДЕНИЕ
2 ВЪВЕДЕНИЕ
Ние ви препоръчваме да прочетете това ръководство за работа, за да извлечете
максимума от вашето заваръчно оборудване.
За обща информация за работата прегледайте ръководствата на захранващия блок и
телоподаващия апарат.
Текстът на дисплея може да се показва на следните езици: Английски, шведски,
фински, датски, немски, френски, италиански, нидерландски, испански, португалски,
унгарски, полски, чешки, норвежки, американски английски, китайски, руски и турски.
Възможно е когато контролният блок се включи в захранването, да не са налични
всички функции, описани в това ръководство. Менютата и функциите на контролния
блок са адаптирани за свързания източник на захранване.
ЗАБЕЛЕЖКА!
Възможно е да има разлики във функционирането на панела в зависимост от
изделието, на което е монтиран.
2.1 Панел за управление Aristo U82
Панелът за управление се доставя със скоба за монтиране с винтове и ръководство на
английски език. Към панела е монтиран кабел с дължина 1,2 m. На разположение са
USB памет и удължителен кабел като допълнителни принадлежност, вижте глава
"ПРИНАДЛЕЖНОСТИ" в това ръководство.
Ръководства на други езици могат да бъдат изтеглени от уебсайта www.esab.com
1. Място за USB памет
2. Бутон за преместване на курсора
3. Дисплей
4. Функционални клавиши
5. Клавиш "Меню"
6. Клавиш "Въвеждане"
7. Бутон, маркиран с #, за увеличаване
или намаляване на зададените
стойности. Стойността, показана на
екрана, също е маркирана с #.
8. Бутон, маркиран със *, за увеличаване
или намаляване на зададените
стойности. Стойността, показана на
екрана, също е маркирана със *.
0460 896 601
- 9 -
© ESAB AB 2019
Page 10

2 ВЪВЕДЕНИЕ
2.1.1 Клавиши и бутони
Функционални клавиши (4)
Петте клавиша, които са на един ред под дисплея, имат
различни функции. Те са "функционални клавиши", т.е. могат да
имат различни функции в зависимост от това в кое меню се
намирате. Функцията, която изпълняват в момента тези клавиши,
може да се види изписана на долния ред на дисплея.
Когато функцията е активна, това се обозначава, като клавишът
стане бял:
Клавиш "Меню" (5)
Натискането на клавиш "Меню" винаги Ви връща към основното меню:
MIG/MAG
PROCESS (ПРОЦЕС)
METHOD (МЕТОД)
QSET
WIRE TYPE (ТИП НА ТЕЛТА)
SHIELDING GAS (ЗАЩИТЕН ГАЗ)
WIRE DIAMETER (ДИАМЕТЪР НА ТЕЛТА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
SHORT/SPRAY (КЪСА ДЪГА ИЛИ
ДЪГОВО ЗАВАРЯВАНЕ СЪС
СТРУЕН ПРЕНОС)
MIG/MAG
OFF (Изкл.)
Fe ER70S
Ar+8%CO2
1,2 mm
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
FAST MODE
(БЪРЗ РЕЖИМ)
Клавиш "Въвеждане" (6)
Използвайте клавиша за въвеждане , за да потвърдите избор.
Курсорен бутон (2)
Използвайте левия бутон, за да преместите курсора на различни редове на дисплея.
Бутони плюс/минус (7, 8)
Десните бутони увеличават или намаляват стойността на настройка. Встрани от
бутоните има символ, знак диез # или звездичка *. Повечето цифрови настройки могат
да бъдат настройвани с всеки един от бутоните, а някои определени настройки трябва
да бъдат правени с определен бутон.
0460 896 601
- 10 -
© ESAB AB 2019
Page 11

2 ВЪВЕДЕНИЕ
2.2 Местоположение
На задната страна на панела за
управление има сгъваема стойка, която ви
позволява да поставите панела назад,
както и да гледате дисплея в изправено
положение. Стойката може да бъде
използвана и като средство за монтиране,
позволявайки панела за управление да
бъде окачван на телоподаващото
устройство.
2.3 USB връзка
Могат да бъдат използвани външни USB памети за прехвърляне на файлове към и от
контролния блок.
Файловете, които се създават в панела за управление, се съхраняват като xml
файлове. За да работи, USB паметта трябва да се форматира като FAT 32.
При нормална работа няма опасност от заразяване на оборудването с вируси. За
пълно елиминиране на риска, ние препоръчваме USB паметта, която се използва с
това оборудване, да не се използва за никакви други цели.
Някои USB памети може да не работят с това оборудване. Ние препоръчваме
използване на USB памети от признати производители. ESAB не поема отговорност за
каквато и да било повреда, причинена от неправилно използване на USB паметта.
ЗАБЕЛЕЖКА!
Когато се използва U82в режим за презентация заедно с W82, USB паметта,
свързана към U82, се използва само за прехвърляне на програми. Програмата
се прехвърля при включване на източник на захранване. Отделна USB памет,
свързана към W82, се използва за прехвърляне на програми към W82или за
съхранение на файлове.
2.3.1 Актуализиране на програма с помощта на USB памет
Направете следното:
• Изключете главния прекъсвач на захранващия блок.
• Отворете левия капак на панела за управление.
• Вкарайте USB паметта в USB гнездото.
• Затворете капака.
• Включете главния прекъсвач на захранващия блок.
0460 896 601
- 11 -
© ESAB AB 2019
Page 12

2 ВЪВЕДЕНИЕ
2.3.2 Прехвърляне на файлове с помощта на USB памет
Направете следното:
• Отворете левия капак на панела за управление.
• Вкарайте USB паметта в USB гнездото.
• Затворете капака.
• Вижте повече в раздел "Експортиране/Импортиране".
2.4 Първа стъпка – избор на език
Това меню се появява на дисплея, когато включите устройството за първи път.
При доставка в панела за управление е зададен английски език. За да изберете вашия
език, действайте по следния начин.
Натиснете MENU (МЕНЮ) , за да влезете в главното меню.
Използвайте левия бутон, за да позиционирате курсора върху CONFIGURATION
(КОНФИГУРИРАНЕ)реда.
MIG/MAG
PROCESS (ПРОЦЕС)
METHOD (МЕТОД)
QSET
WIRE TYPE (ТИП НА ТЕЛТА)
SHIELDING GAS (ЗАЩИТЕН ГАЗ)
WIRE DIAMETER (ДИАМЕТЪР НА ТЕЛТА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
SHORT/SPRAY (КЪСА ДЪГА ИЛИ
ДЪГОВО ЗАВАРЯВАНЕ СЪС
СТРУЕН ПРЕНОС)
MIG/MAG
OFF (Изкл.)
Fe ER70S
Ar+8%CO2
1,2 mm
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
FAST MODE
(БЪРЗ РЕЖИМ)
Натиснете клавиша ENTER (ВЪВЕЖДАНЕ)
0460 896 601
- 12 -
© ESAB AB 2019
Page 13

2 ВЪВЕДЕНИЕ
Позиционирайте курсора на LANGUAGE (ЕЗИК) реда. Натиснете бутона за въвеждане,
за да се покаже списък на наличните езици в панела за управление.
CONFIGURATION (КОНФИГУРИРАНЕ)
LANGUAGE ENGLISH (ЕЗИК АНГЛИЙСКИ)
CODE LOCK► (КОД ЗА ЗАКЛЮЧВАНЕ)
REMOTE CONTROLS► (ДИСТАНЦИОННО
УПРАВЛЕНИЕ)
MIG/MAG DEFAULTS► (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ ЗА MIG/MAG)
MMA DEFAULTS► (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ НА ММА)
FAST MODE SOFT KEYS (ФУНКЦИОНАЛНИ
КЛАВИШИ ЗА БЪРЗИЯ РЕЖИМ)
DOUBLE STARTS SOURCES (ИЗТОЧНИЦИ НА
ДВОЕН СТАРТ)
PANEL REMOTE ENABLE (ДИСТАНЦИОНЕН
ДОСТЪП ДО ПАНЕЛА)
WF SUPERVISION (WF НАБЛЮДЕНИЕ)
AUTO SAVE MODE (РЕЖИМ НА АВТОМАТИЧНО
ЗАПАМЕТЯВАНЕ)
TRIGGER WELDDATA SWITCH►
(ПРЕВКЛЮЧВАНЕ НА ДАННИ ЗА ЗАВАРЯВАНЕ
ЧРЕЗ СПУСЪКА)
OFF (Изкл.)
OFF (Изкл.)
ON (Вкл.)
OFF (Изкл.)
ИЗХОД
Разположете курсора върху реда за вашия език и натиснете бутона за въвеждане.
0460 896 601
- 13 -
© ESAB AB 2019
Page 14

2 ВЪВЕДЕНИЕ
2.5 Дисплей
MIG/MAG
PROCESS (ПРОЦЕС)
METHOD (МЕТОД)
QSET
WIRE TYPE (ТИП НА ТЕЛТА)
SHIELDING GAS (ЗАЩИТЕН ГАЗ)
WIRE DIAMETER (ДИАМЕТЪР НА ТЕЛТА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
SHORT/SPRAY (КЪСА ДЪГА ИЛИ
ДЪГОВО ЗАВАРЯВАНЕ СЪС
СТРУЕН ПРЕНОС)
MIG/MAG
OFF (Изкл.)
Fe ER70S
Ar+8%CO2
1,2 mm
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
FAST MODE
(БЪРЗ РЕЖИМ)
Курсор
Курсорът на панел за управление изглежда като тонирано поле около текста, като
избраният текст става бял. В ръководството за работа изборът се показва с по-тъмен
текст.
Стрелки и ленти за превъртане
Там, където има повече информация от дължината на реда, същата се посочва с
черна стрелка зад текста. Лентата за превъртане се появява вдясно на дисплея, ако
има повече редове в списъка.
CONFIGURATION (КОНФИГУРИРАНЕ)
LANGUAGE (ЕЗИК)
CODE LOCK► (КОД ЗА ЗАКЛЮЧВАНЕ)
REMOTE CONTROLS► (ДИСТАНЦИОННО
УПРАВЛЕНИЕ)
MIG/MAG DEFAULTS► (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ ЗА MIG/MAG)
MMA DEFAULTS► (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ НА ММА)
FAST MODE SOFT KEYS►(ФУНКЦИОНАЛНИ
КЛАВИШИ ЗА БЪРЗИЯ РЕЖИМ)
DOUBLE START SOURCES (ИЗТОЧНИЦИ НА
ДВОЕН СТАРТ)
PANEL REMOTE ENABLE (ДИСТАНЦИОНЕН
ДОСТЪП ДО ПАНЕЛА)
WF SUPERVISION (WF НАБЛЮДЕНИЕ)
AUTO SAVE MODE (РЕЖИМ НА АВТОМАТИЧНО
ЗАПАМЕТЯВАНЕ)
ENGLISH
OFF (Изкл.)
OFF (Изкл.)
ON (Вкл.)
OFF (Изкл.)
0460 896 601
- 14 -
ИЗХОД
© ESAB AB 2019
Page 15

2 ВЪВЕДЕНИЕ
Текстови полета
В долната част на дисплея има пет полета, съдържащи текст, който описва текущата
функция на петте клавиша, намиращи се точно под полетата.
Енергоспестяващ режим
За увеличаване на живота на задната засветка, тя се изключва след три минути на
неактивност.
2.5.1 Символи на дисплея
A Избран набор параметри на
заваряването
B S = Активирана граница на настройка
M = Активирана граница на
измерване
C Избраното телоподаващо устройство
D Икона за състоянието на VRD и за
извеждане на съобщение, ако
възникне грешка, вижте раздел
"Икона за VRD и индикация за
грешка".
E Номер на извиканата позиция от
паметта
F Избиране на бутон плюс/минус,
обозначен с# за увеличаване или
намаляване на стойност на
параметър.
G Измерен ток на двигателя
H Избиране на бутон плюс/минус,
обозначен със* за увеличаване или
намаляване на стойност на
параметър.
I Режим на редактиране, редактиране
на позиция от паметта
2.5.2 Икона за VRD и индикация за грешки
Тази икона се използва за две независими индикации:
• Извежда на дисплея състоянието на VRD в свързания захранващ блок
• Указва възникването грешка
Функцията VRD гарантира, че когато не се извършва заваряване, напрежението в
отворената верига не превишава 35 V. В захранващия блок функцията VRD се блокира,
когато системата установи, че е започнало заваряване. Активна или неактивна
функция VRD се обозначава в същата икона, с която се указва и възникването на
грешка. Вижте таблицата по-долу.
0460 896 601
- 15 -
© ESAB AB 2019
Page 16

2 ВЪВЕДЕНИЕ
Икона Състояние на VRD Състояние на грешката
Възникнала е грешка, вижте
Неактивна VRD.
раздел "Регистър на
грешките" в глава
"ИНСТРУМЕНТИ".
Възникнала е грешка, вижте
Активна VRD.
раздел "Регистър на
грешките" в глава
"ИНСТРУМЕНТИ".
Активна VRD. Няма грешки.
Не е изведена икона на
дисплея.
Неактивна VRD. Няма грешки.
ЗАБЕЛЕЖКА!
Функцията VRD работи със захранващи блокове, на които е въведена.
2.6 Обща информация за настройките
Има три основни типа настройки:
• Задаване на цифрови стойности
• Задаване чрез дадени опции
• Задаване на режим ON/OFF (ВКЛ./ИЗКЛ.)
2.6.1 Задаване на цифрови стойности
При настройване на цифрова стойност един от двата бутона плюс/минус се използва
за увеличаване или намаляване на дадена стойност. Някои от стойностите могат да
бъдат променяни и от дистанционното устройство.
2.6.2 Задаване чрез дадени опции
Някои настройки се правят чрез избор на друга опция от списък.
Този списък може да изглежда по следния начин:
Курсорът е разположен върху реда MIG/MAG. С натискане на ENTER (ВЪВЕЖДАНЕ) в
това положение се избира опцията MIG/MAG. Ако искате да изберете друга опция,
разположете курсора върху съответния ред чрез превъртане нагоре или надолу чрез
левия бутон. След това натиснете ENTER (ВЪВЕЖДАНЕ). Излезте от списъка, без да
направите избор, като натиснете ИЗХОД.
2.6.3 Вкл./Изкл. на настройка
При някои функции е възможно да се зададат стойности ON (Вкл.) и OFF (Изкл.).
Функцията за синергичен режим при MIG/MAG и MMA заваряване е пример за такава
функция. Настройките ON (Вкл.) или OFF (Изкл.) могат да бъдат избрани от списък с
опции, както е описано по-горе.
0460 896 601
- 16 -
© ESAB AB 2019
Page 17

2 ВЪВЕДЕНИЕ
2.6.4 QUIT (ИЗХОД) и ENTER (ВЪВЕЖДАНЕ)
Функционалният клавиш най-вдясно се използва предимно за ИЗХОД, макар че
обикновено се използва и за други функции.
• Натиснете ИЗХОД , за да се върнете назад към предходното меню или екран.
Промените автоматично се запаметяват, след като се зададат.
Клавишът се нарича ENTER (ВЪВЕЖДАНЕ) в това ръководство.
• Натиснете ENTER (ВЪВЕЖДАНЕ) , за да се изпълни направен избор в меню или
списък.
0460 896 601
- 17 -
© ESAB AB 2019
Page 18

3 МЕНЮТА
3 МЕНЮТА
Панелът за управление използва няколко различни менюта. Менюта са: MAIN MENU
(ГЛАВНО МЕНЮ), CONFIGURATION (КОНФИГУРИРАНЕ), ИНСТРУМЕНТИ, WELD
DATA SETTINGS (НАСТРОЙКИ НА ДАННИТЕ ЗА ЗАВАРЯВАНЕ), MEASURE
(ИЗМЕРВАНЕ), WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) и
FAST MODE (БЪРЗ РЕЖИМ). Структурата на менютата е представена в различни
раздели на настоящото ръководство. По време на стартирането за кратко се показва
начален екран, който съдържа информация за настоящата програмна версия.
Пример за начален екран
3.1 Главно меню
В MAIN MENU (ГЛАВНО МЕНЮ)можете да променяте заваръчния процес, метода,
типа на заваръчната тел и др.
От това меню можете да достигнете до всички други подменюта.
MIG/MAG
PROCESS (ПРОЦЕС)
METHOD (МЕТОД)
QSET
WIRE TYPE (ТИП НА ТЕЛТА)
SHIELDING GAS (ЗАЩИТЕН ГАЗ)
WIRE DIAMETER (ДИАМЕТЪР НА ТЕЛТА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
SHORT/SPRAY (КЪСА ДЪГА ИЛИ
ДЪГОВО ЗАВАРЯВАНЕ СЪС
СТРУЕН ПРЕНОС)
FAST MODE
(БЪРЗ РЕЖИМ)
MIG/MAG
OFF (Изкл.)
Fe ER70S
Ar+8%CO2
1,2 mm
3.1.1 Меню за конфигуриране
В менюто CONFIGURATION (КОНФИГУРИРАНЕ)можете да промените езика, другите
основни настройки, мерните единици и др.
0460 896 601
- 18 -
© ESAB AB 2019
Page 19

3 МЕНЮТА
CONFIGURATION (КОНФИГУРИРАНЕ)
LANGUAGE (ЕЗИК)
CODE LOCK► (КОД ЗА ЗАКЛЮЧВАНЕ)
REMOTE CONTROLS► (ДИСТАНЦИОННО
УПРАВЛЕНИЕ)
MIG/MAG DEFAULTS► (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ ЗА MIG/MAG)
MMA DEFAULTS► (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ НА ММА)
FAST MODE SOFT KEYS►(ФУНКЦИОНАЛНИ
КЛАВИШИ ЗА БЪРЗИЯ РЕЖИМ)
DOUBLE START SOURCES (ИЗТОЧНИЦИ НА
ДВОЕН СТАРТ)
PANEL REMOTE ENABLE (ДИСТАНЦИОНЕН
ДОСТЪП ДО ПАНЕЛА)
WF SUPERVISION (WF НАБЛЮДЕНИЕ)
AUTO SAVE MODE (РЕЖИМ НА АВТОМАТИЧНО
ЗАПАМЕТЯВАНЕ)
TRIGGER WELD DATA SWITCH►
(ПРЕВКЛЮЧВАНЕ НА ДАННИ ЗА ЗАВАРЯВАНЕ
ЧРЕЗ СПУСЪКА)
ENGLISH
OFF (Изкл.)
OFF (Изкл.)
ON (Вкл.)
OFF (Изкл.)
ИЗХОД
За повече информация вижте глава "КОНФИГУРИРАНЕ".
3.1.2 Меню за инструменти
В менюто ИНСТРУМЕНТИ можете да прехвърляте файлове, да преглеждате
статистика за качеството и производството, регистрации на грешки и др.
0460 896 601
- 19 -
© ESAB AB 2019
Page 20

3 МЕНЮТА
ИНСТРУМЕНТИ
ERROR LOG► (РЕГИСТЪР НА ГРЕШКИТЕ)
EXPORT/IMPORT►
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
FILE MANAGER► (МЕНИДЖЪР НА ФАЙЛОВЕ)
SETTING LIMIT EDITOR► (РЕДАКТОР НА
ГРАНИЦИТЕ НА НАСТРОЙКАТА)
MEASURE LIMIT EDITOR► (РЕДАКТОР НА
ГРАНИЦИТЕ НА ИЗМЕРВАНЕ)
PRODUCTION STATISTICS► (ПРОИЗВОДСТВЕНА
СТАТИСТИКА)
QUALITY FUNCTIONS► (ФУНКЦИИ ЗА КАЧЕСТВО)
USER DEFINED SYNERGIC DATA►
(ДЕФИНИРАНИ ОТ ПОТРЕБИТЕЛЯ СИНЕРГИЧНИ
ДАННИ)
CALENDAR► (КАЛЕНДАР)
USER ACCOUNTS► (АКАУНТИ НА
ПОТРЕБИТЕЛИ)
UNIT INFORMATION► (ИНФОРМАЦИЯ ЗА
БЛОКОВЕТЕ)
За повече информация вижте глава "ИНСТРУМЕНТИ".
3.1.3 Меню за настройка на данните за заваряването
Натиснете SET (ЗАДАВАНЕ) за преминаване на WELD DATA SETTING
(НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО). В менюто WELD DATA
SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) можете да
променяте различните параметри за заваряване. Менюто изглежда по
различен начин в зависимост от избрания заваръчен процес. Примерът
показва MIG/MAG заваряване с къса дъга/дъгово заваряване със струен
пренос.
ИЗХОД
0460 896 601
- 20 -
© ESAB AB 2019
Page 21

3 МЕНЮТА
WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
VOLTAGE (НАПРЕЖЕНИЕ)
WIRE SPEED (СКОРОСТ НА ТЕЛТА)
INDUCTANCE (ИНДУКТИВНОСТ)
SYNERGIC MODE (СИНЕРГИЧЕН РЕЖИМ)
START DATA► (ДАННИ ПРИ ПУСКАНЕТО)
STOP DATA► (ДАННИ ПРИ СПИРАНЕТО)
SETTING LIMITS► (ГРАНИЦИ НА НАСТРОЙКИТЕ)
MEASURE LIMITS► (ГРАНИЦИ НА ИЗМЕРВАНЕ)
SPOT WELDING► (ТОЧКОВО ЗАВАРЯВАНЕ)
EDIT DESCRIPTION► (РЕДАКТИРАНЕ НА
ОПИСАНИЕТО)
CRATER FILL
(ЗАПЪЛВАНЕ
HOT START
(ГОРЕЩ СТАРТ)
4- STROKE
(4-ТАКТОВ)
НА КРАТЕРИ)
3.1.4 Измерване
Натиснете MEASURE (ИЗМЕРВАНЕ), за да прегледате измерените стойности
за различните параметри на заваряването, докато се извършва заваряване.
28,2 (+3,5) V
6 M/MIN
80%
ON (Вкл.)
ИЗХОД
Можете да променяте стойността на определени параметри в екран MEASURE
(ИЗМЕРВАНЕ) . Това са параметрите, които зависят от зададения процес на
заваряване. Стойностите на параметрите, които могат да бъдат настройвани, винаги
са обозначени с # или *.
Измерените стойности остават на дисплея дори и след завършване на заваряването.
Можете да се местите на различни менюта, без да губите стойностите от измерването.
Ако зададената стойност бъде променена, когато не се извършва заваряване,
измерената стойност се променя на нула, за да се избегне объркване.
0460 896 601
- 21 -
© ESAB AB 2019
Page 22

3 МЕНЮТА
ЗАБЕЛЕЖКА!
Когато мига, можете да изберете дали стойността на напрежението да се
извежда като средна стойност или като пикова стойност. Тази настройка може
да бъде задавана в настройките по подразбиране на MIG/MAG, вижте раздел
"Настройки по подразбиране на MIG/MAG".
3.1.5 Памет за данните за заваряването
В менюто WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
можете да запаметявате, извиквате, изтривате и копирате различни набори
данни за заваряването. Наборите от данни за заваряването могат да се
запаметяват на 255 различни позиции на паметта.
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
1 –
2 –
3 –
4 –
5 –
6 –
7 –
STORE
1 2 ИЗХОД
(
ЗАПАМЕТЯВАН
Е)
За повече информация вижте глава "УПРАВЛЕНИЕ НА ПАМЕТТА".
3.1.6 Меню за бърз режим
В менюто FAST MODE (БЪРЗ РЕЖИМ) можете да "свързвате" функционални
клавиши с позиции на паметта за данни за заваряването. Тези настройки се
извършват в менютоCONFIGURATION (КОНФИГУРИРАНЕ) . Номерът на
избраната позиция от паметта се показва в горния десен ъгъл.
0460 896 601
- 22 -
© ESAB AB 2019
Page 23

3 МЕНЮТА
За допълнителна информация вижте "Функционалните клавиши на бързия режим".
0460 896 601
- 23 -
© ESAB AB 2019
Page 24

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
4 MIG/MAG •377•377ЗАВАРЯВАНЕ
MAIN MENU (ГЛАВНО МЕНЮ) » PROCESS (ПРОЦЕС) » MIG/MAG
При MIG/MAG заваряване подаваната заваръчна тел се топи непрекъснато, като
заваръчната зона се защитава от защитен газ.
Импулсният ток се използва, за да повлияе върху пренасянето на капките от дъгата,
така че да остава стабилна и без пръски дори при ниски параметри на заваряване.
За диаметрите на телта, които могат да се използват за MIG/MAG заваряване с къса
дъга / дъгово заваряване със струен пренос и с импулсен ток вижте "РАЗМЕРИ НА
ЗАВАРЪЧНАТА ТЕЛ И ПАРАМЕТРИ НА ГАЗА" в края на това ръководство.
Когато е избран процеса MIG/MAG, можете да избирате измежду четири метода, като
изберете METHOD (МЕТОД) с левия бутон и след това натиснете ENTER
(ВЪВЕЖДАНЕ). ИзберетеSHORT/SPRAY (КЪСА ДЪГА ИЛИ ДЪГОВО ЗАВАРЯВАНЕ
СЪС СТРУЕН ПРЕНОС), PULSE (ИМПУЛС) или SUPERPULSE (СУПЕРИМПУЛС) и
натиснете ENTER (ВЪВЕЖДАНЕ).
MIG/MAG
PROCESS (ПРОЦЕС)
METHOD (МЕТОД)
QSET
WIRE TYPE (ТИП НА ТЕЛТА)
SHIELDING GAS (ЗАЩИТЕН ГАЗ)
WIRE DIAMETER (ДИАМЕТЪР НА ТЕЛТА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MIG/MAG » METHOD (МЕТОД)
SHORT/SPRAY (КЪСА ДЪГА ИЛИ
ДЪГОВО ЗАВАРЯВАНЕ СЪС СТРУЕН
ПРЕНОС)
PULSE (ИМПУЛС)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
MIG/MAG
SHORT/SPRAY (КЪСА ДЪГА ИЛИ
ДЪГОВО ЗАВАРЯВАНЕ СЪС
СТРУЕН ПРЕНОС)
OFF (Изкл.)
Fe ER70S
CO2
1,2 mm
MIG/MAG
MIG/MAG
FAST MODE
(БЪРЗ РЕЖИМ)
SUPERPULSE (СУПЕРИМПУЛС)
4.1 Настройки в менюто за настройка на данните за заваряване
4.1.1 MIG/MAG заваряване с къса дъга/дъгово заваряване със струен пренос
В таблицата по-долу са показани настройките и структурата на менюто при избор на
MIG/MAG » METHOD (МЕТОД) » SHORT/SPRAY (КЪСА ДЪГА ИЛИ ДЪГОВО
ЗАВАРЯВАНЕ СЪС СТРУЕН ПРЕНОС) и натискане на SET (ЗАДАВАНЕ).
0460 896 601
- 24 -
© ESAB AB 2019
Page 25

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
Със стъпка от Зависи от
настройване
Напрежение 8 – 60 V 0,25 V (показано
с точност до
десетите)
Wire speed (Скорост на
телта)
1)
Inductance
0,8 – 30,0 m/min 0,1 m/min x
0 – 100% 1% x x
(Индуктивност)
Control type (Тип
контрол)
9)
Synergic mode
(Синергичен режим)
Данни при пускането »
1 – 12, 17 1 x x
OFF (Изкл.) или ON
3)
(Вкл.)
- - -
0,1 – 25 s 0,1 s x
Gas pre-flow
(Предварителен газов
поток)
Данни при пускането »
Creep start (Пълзящ
OFF (Изкл.) или ON
(Вкл.)
- x
старт)
синергият
а
x x
Регулира
се в
синергият
а
Hot start (Горещ старт) OFF (Изкл.) или ON
- x
(Вкл.)
Hot start (Горещ старт)
0,0 – 10,0 s 0,1 s x
» Време на горещ
старт
Hot start (Горещ старт)
» Hot start wire speed
9)
Пълен диапазон на
0,1 m/min x
подаване на тел
(Скорост на телта при
горещ старт)
Hot start (Горещ старт)
» Voltage (Напрежение)
9)
Данни при пускането »
9)
8,0 – 60,0 V 0,25 V (показано
с точност до
десетите)
10 – 16 A (0 – 16 A)
Touch sense (Отчитане
на допир)
Hot start (Горещ старт)
» Soft start (Мек старт)
10)
5), 10)
OFF (Изкл.) или ON
(Вкл.)
- x
Стартов параметър R 8 – 60 0,25 (показано с
точност до
десетите)
x x
x
Данни за спирането »
Crater fill (Запълване на
кратери)
Данни за спирането »
Crater fill (Запълване на
кратери) » Време
0460 896 601
OFF (Изкл.) или ON
- x
(Вкл.)
0 – 10 s 0,1 s x
- 25 -
© ESAB AB 2019
Page 26

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
настройване
Данни за спирането »
Crater fill (Запълване на
кратери) » Crater fill
wire speed (Скорост на
1,5 m/min при
текущата скорост
на подаване на
заваръчна тел
телта при запълване
на кратери)
Final crater filling voltage
8 – 24,7 V x
(Напрежение при
окончателно запълване
на кратери)
Final crater filling time
0,0 – 5,0 s 0,1 s x
(Време при
окончателно запълване
на кратери)
Данни за спирането »
10 % - 120 % 1 % x
Импулс на изключване
9)
Със стъпка от Зависи от
синергият
а
Регулира
се в
синергият
а
0,1 m/min x
Данни за спирането »
Release pulse (Импулс
за освобождаване)
6)
Данни за спирането »
Burnback time (Време на
продължаване на
дъгата след
прекратяване
подаването на тел)
9)
Данни за спирането »
7)
SCT
Данни за спирането »
Gas post-flow
(Последващ газов
поток)
Setting limits (Граници на
настройките)
Measure limits (Граници
на измерване)
OFF (Изкл.) или ON
(Вкл.)
0 – 1 s 0,01 s x
OFF (Изкл.), ON
- x x
(Вкл.) или
SYNERGIC
(СИНЕРГИЧЕН
РЕЖИМ)
0,1 – 25 s 0,1 s x
1 – 50 - - -
1 – 50 - - -
Spot welding (Точково
заваряване) » Spot
welding (Точково
заваряване)
0460 896 601
8)
OFF (Изкл.) или ON
(Вкл.)
- 26 -
- x
© ESAB AB 2019
Page 27

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
настройване
Със стъпка от Зависи от
синергият
а
Регулира
се в
синергият
а
Spot welding (Точково
0 – 25 s 0,1 s x
заваряване) » Spot
welding time (Време на
точково заваряване)
Edit description
(Редактиране на
описание) » Keyboard
(Клавиатура)
1)
Диапазонът на настройките зависи от телоподаващото устройство.
3)
Диапазонът на настройките зависи от телоподаващото устройство. Линия на
синергия при доставка: твърда тел (Fe ER70S), защитен газ CO2 с тел 1,2 mm.
5)
0-16 A е приложим за блоковете от серия 5000.
6)
Диапазонът на настройките зависи от телоподаващото устройство. Регулира
се в настройките по подразбиране на MIG/MAG на менюто за конфигуриране.
7)
Когато SCT е конфигуриран на ON (Вкл.), настройката Burnback time (Време за
продължаване на дъгата) е зададена на -0,05 s. Когато SCT е конфигуриран на
OFF (Изкл.), се използва запаметената стойност на Burnback time (Време за
продължаване на дъгата). Когато SCT е конфигуриран за SYNERGIC
(СИНЕРГИЧЕН РЕЖИМ), стойността на SCT (ON (Вкл.) или OFF (Изкл.) се взема от
линията за синергия.
8)
Не е възможно да се избере точково заваряване (ON (Вкл.)), ако режимът на
заваръчния пистолет е 4-ходов.
9)
Видимо в зависимост от настройката.
10)
Видимо в зависимост от свързаното оборудване.
4.1.2 MIG/MAG заваряване с импулсен ток
В таблицата по-долу са показани настройките и структурата на менюто при избор на
MIG/MAG » METHOD (МЕТОД) » PULSE (ИМПУЛС) и натискане на SET (ЗАДАВАНЕ).
Настройки Диапазон на
настройване
Напрежение 10 – 50 V 0,25 V (показано
Wire speed (Скорост на
телта)
1)
Pulse current (Импулсен
ток)2),
9)
0,8 – 30,0 m/min 0,1 m/min x
100 – 650 A 1 A x x
Със стъпка от Зависи от
синергият
а
x x
с точност до
десетите)
Регулира
се в
синергият
а
Pulse time
(Продължителност на
импулса)
0460 896 601
9)
1,7 – 25,5 ms 0,1 ms x
- 27 -
© ESAB AB 2019
Page 28

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
настройване
Pulse frequency
16 – 312 Hz 2 Hz x
(Честота на
импулсите)
Background current
(Базов ток)
Slope (Плавен наклон)
Synergic mode
(Синергичен режим)
Internal constants
9)
4 – 300 A 1 A x
9)
9)
1 – 9 1 x
OFF (Изкл.) или ON
3)
(Вкл.)
0 – 100% 1% x
(Вътрешни константи)
» Ka
Internal constants
0 – 100% 1% x
(Вътрешни константи)
» Ki
Данни при пускането »
0,1 – 25 s 0,1 s x
Gas pre-flow
(Предварителен газов
поток)
Със стъпка от Зависи от
синергият
а
- -
Регулира
се в
синергият
а
Данни при пускането »
Creep start (Пълзящ
старт)
Данни при пускането »
Soft start (Мек старт)
Данни при пускането »
Стартов параметър S
Данни при пускането »
Hot start (Горещ старт)
Данни при пускането »
Hot start (Горещ старт)
» Време на горещ
старт
Данни при пускането »
Hot start (Горещ старт)
» Hot start wire speed
(Скорост на телта при
горещ старт)
Данни при пускането »
Hot start (Горещ старт)
» Напрежение
OFF (Изкл.) или ON
- x
(Вкл.)
OFF (Изкл.) или ON
- x
(Вкл.)
8 – 60 0,25 (показано с
x
точност до
десетите)
OFF (Изкл.) или ON
- x
(Вкл.)
0,0 – 10,0 s 0,1 s x
Пълен диапазон на
0,1 m/min x
подаване на тел
8,0 – 50,0 V 0,25 V (показано
x x
с точност до
десетите)
Данни при пускането »
Touch sense (Отчитане
на допир)
0460 896 601
5)
10 – 16 A (0 – 16 A)
- 28 -
© ESAB AB 2019
Page 29
4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
Със стъпка от Зависи от
настройване
Hot start pulse current
100 – 650 A 1 A x
(Импулсен ток при
горещ старт)
Hot start background
2)
4 – 300 A 1 A x
current (Фонов ток при
горещ старт)
Hot start pulse fequency
16 – 312 Hz 2 Hz x
(Честота на
импулсите при горещ
старт)
Стартов параметър R 8,0 – 50,0 0,25 (показано с
точност до
десетите)
Данни за спирането »
Crater fill (Запълване на
кратери)
OFF (Изкл.) или
NON-PULSED
(НЕИМПУЛСЕН)
- x
или PULSED
(ИМПУЛСЕН)
синергият
а
x
Регулира
се в
синергият
а
Данни за спирането »
Crater fill (Запълване на
кратери) » Време
Данни за спирането »
Crater fill (Запълване на
кратери) » Final crater
fill wire speed (Скорост
на телта при
окончателно запълване
на кратери)
Final crater fill voltage
(Напрежение при
окончателно запълване
на кратери)
Final pulse current
(Финален импулсен ток)
Final background current
(Финален базов ток)
Final frequency (Финална
честота)
Final crater filling time
(Време при
окончателно запълване
на кратери)
0 – 10 s 0,1 s x
1,5 m/min при
0,1 m/min x
текущата скорост
на подаване на
заваръчна тел
8 – 33,2 V x
100 – макс. A x
12 – 50 A x
20 – 270 Hz x
0,0 – 5,0 s 0,1 s x
Данни за спирането »
Импулс на изключване
Release pulse (Импулс
за освобождаване)
0460 896 601
6)
20 % - 200 % 1 % x
OFF (Изкл.) или ON
(Вкл.)
- 29 -
© ESAB AB 2019
Page 30

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
настройване
Данни за спирането »
0 – 1 s 0,01 s x
Burnback time (Време на
продължаване на
дъгата след
прекратяване
подаването на тел)
SCT
7)
OFF (Изкл.), ON
(Вкл.) или
SYNERGIC
(СИНЕРГИЧЕН
РЕЖИМ)
Данни за спирането »
0,1 – 25 s 0,1 s x
Gas post-flow
(Последващ газов
поток)
Setting limits (Граници на
1 – 50 - - -
настройките)
Със стъпка от Зависи от
синергият
а
Регулира
се в
синергият
а
- x x
Measure limits (Граници
1 – 50 - - -
на измерване)
Spot welding (Точково
заваряване) » Spot
OFF (Изкл.) или ON
(Вкл.)
- x
welding (Точково
заваряване)
Spot welding (Точково
8)
0 – 25 s 0,1 s x
заваряване) » Spot
welding time (Време на
точково заваряване)
Edit description
(Редактиране на
описание) » Keyboard
(Клавиатура)
1)
Диапазонът на настройките зависи от телоподаващото устройство.
2)
Минималният базов и импулсен ток зависят от това какъв тип продукт се
използва.
3)
Линия на синергия при доставка: твърда тел (Fe ER70S), защитен газ CO2 с тел
1,2 mm.
5)
0 – 16 A е приложим за блоковете от серия 5000.
6)
Регулира се в настройките по подразбиране на MIG/MAG на менюто за
конфигуриране.
7)
Когато SCT е конфигуриран на ON (Вкл.), настройката Burnback time (Време за
продължаване на дъгата) е зададена на -0,05 s. Когато SCT е конфигуриран на
OFF (Изкл.), се използва запаметената стойност на Burnback time (Време за
продължаване на дъгата). Когато SCT е конфигуриран за SYNERGIC
0460 896 601
- 30 -
© ESAB AB 2019
Page 31

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
(СИНЕРГИЧЕН РЕЖИМ), стойността на SCT (ON (Вкл.) или OFF (Изкл.) се взема от
линията за синергия.
8)
Не е възможно да се избере точково заваряване (ON (Вкл.)), ако режимът на
заваръчния пистолет е 4-ходов.
9)
Видимо в зависимост от настройката.
10)
Видимо в зависимост от свързаното оборудване.
4.1.3 MIG/MAG заваряване със SuperPulse, първична/вторична, къса
дъга/дъгово заваряване със струен пренос
В таблицата по-долу са показани настройките и структурата на менюто при избор на
MIG/MAG » METHOD (МЕТОД) » SUPERPULSE (СУПЕРИМПУЛС) и натискане на SET
(ЗАДАВАНЕ).
Настройки Диапазон на
Със стъпка от Зависи от
настройване
Напрежение 8 – 60 V 0,25 V (показано
с точност до
десетите)
Wire speed (Скорост на
телта)
1)
Фаза Първична или
0,8 – 30,0 m/min 0,1 m/min x
- x
вторична
Метод Къса дъга или
- x
дъгово заваряване
със струен пренос,
или импулсен
метод
Напрежение 10 – 50 V 0,25 V (показано
с точност до 1
десета)
Скорост на подаване
на тел
1)
0,8 – 30,0 m/min 0,1 m/min x
синергият
а
x x
x x
Регулира
се в
синергият
а
Inductance
0 – 100% 1% x x
(Индуктивност)
Pulse current (Импулсен
2)
ток)
Pulse time
100 – 650 A 1 A x
1,7 – 25,5 ms 0,1 ms x
(Продължителност на
импулса)
Pulse frequency
16 – 312 Hz 2 Hz x
(Честота на
импулсите)
Background current
4 – 300 A 1 A x
(Базов ток)
Slope (Плавен наклон) 1 – 9 1 x
Ka 0 – 100% 1% x
0460 896 601
- 31 -
© ESAB AB 2019
Page 32

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
настройване
Със стъпка от Зависи от
синергият
а
Ki 0 – 100% 1% x
Regulator type (Тип на
1
регулатора)
Synergy (Синергия)
OFF (Изкл.) или ON
- - -
3)
(Вкл.)
Phase weld time
0,10 – 2,50 s 0,01 s x
(Продължителност на
фаза заваряване)
Gas pre-flow
0,1 – 25 s 0,1 s x
(Предварителен газов
поток)
Creep start (Пълзящ
старт)
Soft start (Мек старт) OFF (Изкл.) или ON
OFF (Изкл.) или ON
(Вкл.)
- x
- x
(Вкл.)
Стартов параметър S 8,0 – 60,0 0,25 (показано с
точност до
десетите)
Регулира
се в
синергият
а
x
Hot start (Горещ старт) OFF (Изкл.) или ON
- x
(Вкл.)
Време на горещ старт 0,0 – 10,0 s 0,1 s x
Hot start wire feed
(Подаване на тел при
Пълен диапазон на
подаване на тел
0,1 m/min x
горещ старт)
Hot start voltage
-14 до +27 V -
(Напрежение при горещ
старт)
Hot start pulse current
100 – 650 A 1 A x
(Импулсен ток при
горещ старт)
Hot start background
2)
4 – 300 A 1 A x
current (Фонов ток при
горещ старт)
Hot start pulse fequency
16 – 312 Hz 2 Hz x
(Честота на
импулсите при горещ
старт)
Стартов параметър R 8,0 – 50,0 0,25 (показано с
x
точност до
десетите)
Touch sense (Отчитане
на допир)
0460 896 601
5)
10 – 16 A (0 – 16 A) x
- 32 -
© ESAB AB 2019
Page 33

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
настройване
Crater fill (Запълване на
кратери)
OFF (Изкл.) или
NON-PULSED
(НЕИМПУЛСЕН)
или PULSED
(ИМПУЛСЕН)
Crater filling time (Време
0 – 10 s 0,1 s x
за запълване на
кратери)
Final crater filling wire
feed (Телоподаване при
окончателно запълване
на кратери)
Final crater filling voltage
1,5 m/min при
текущата скорост
на подаване на
заваръчна тел
8 – 33,2 V x
(Напрежение при
окончателно запълване
на кратери)
Final pulse current
100 – макс. A x
(Финален импулсен ток)
Със стъпка от Зависи от
синергият
а
Регулира
се в
синергият
а
- x
0,1 m/min x
Final background current
(Финален базов ток)
Final frequency (Финална
честота)
Final crater filling time
(Време при
окончателно запълване
на кратери)
Cut-off pulse (Прагов
импулс)
Burnback time (Време на
продължаване на
дъгата след
прекратяване
подаването на тел)
7)
SCT
Gas post-flow
(Последващ газов
поток)
12 – 50 A x
20 – 270 Hz x
0,0 – 5,0 s 0,1 s x
%
0 – 1 s 0,01 s x
OFF (Изкл.), ON
- x x
(Вкл.) или
SYNERGIC
(СИНЕРГИЧЕН
РЕЖИМ)
0,1 – 25 s 0,1 s x
Setting limits (Граници на
настройките)
Measure limits (Граници
на измерване)
0460 896 601
1 – 50 - - -
1 – 50 - - -
- 33 -
© ESAB AB 2019
Page 34

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Настройки Диапазон на
настройване
Със стъпка от Зависи от
синергият
а
Регулира
се в
синергият
а
Spot welding (Точково
заваряване)
Spot welding time (Време
OFF (Изкл.) или ON
- x
(Вкл.)
0 – 25 s 0,1 s x
на точково заваряване)
Release pulse (Импулс
за освобождаване)
1)
Диапазонът на настройките зависи от телоподаващото устройство.
2)
Минималният базов и импулсен ток зависят от това какъв тип продукт се
6)
OFF (Изкл.) или ON
(Вкл.)
x
използва.
3)
Линия на синергия при доставка: твърда тел (Fe ER70S), защитен газ CO2 с тел
1,2 mm.
5)
0 – 16 A е приложим за блоковете от серия 5000.
6)
Регулирано в CONFIGURATION (КОНФИГУРИРАНЕ) » MIG/MAG DEFAULTS
(НАСТРОЙКИ ПО ПОДРАЗБИРАНЕ ЗА MIG/MAG) .
7)
Когато SCT е конфигуриран на ON (Вкл.), настройката Burnback time (Време за
продължаване на дъгата) е зададена на -0,05 s. Когато SCT е конфигуриран на
OFF (Изкл.), се използва запаметената стойност на Burnback time (Време за
продължаване на дъгата). Когато SCT е конфигуриран за SYNERGIC
(СИНЕРГИЧЕН РЕЖИМ), стойността на SCT (ON (Вкл.) или OFF (Изкл.) се взема от
линията за синергия.
9)
Видимо в зависимост от настройката.
10)
Видимо в зависимост от свързаното оборудване.
4.2 Обяснения на функциите на настройките
Напрежение
По-високото напрежение повишава дължината на дъгата и води до по-гореща,
по-широка заваръчна зона.
Настройката на напрежението се различава между режимите със синергия и без
синергия. При режим със синергия напрежението се задава като положително или
отрицателно отместване от линията на синергия на напрежението. При режим без
синергия стойността на напрежението се задава като абсолютна стойност.
Напрежението се задава в менюто за измерване WELD DATA SETTING (НАСТРОЙКА
НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) или FAST MODE (БЪРЗ РЕЖИМ) менюта. Когато
се използва дистанционно устройство, настройката може да бъде регулирана от тук.
Скорост на подаване на тел
This sets the required feed speed of the filler wire in m/minute.
Скоростта на подаване на заваръчната тел се задава в MEASURE (ИЗМЕРВАНЕ),
WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) или FAST
MODE (БЪРЗ РЕЖИМ) менюта. Когато се използва дистанционно устройство,
настройката може да бъде регулирана от тук.
0460 896 601
- 34 -
© ESAB AB 2019
Page 35

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Индуктивност
По-високата индуктивност води до по-широка заваръчна зона и по-малко
пръски. По-ниската индуктивност води до стабилна, концентрирана дъга и
по-рязък звук.
Индуктивността се избира в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) .
Прилага се само за MIG/MAG заваряване с къса дъга/дъгово заваряване със струен
пренос.
Control type (Тип контрол)
Засяга процеса на късо съединение и нагряването при заваряването.
Настройката не трябва да се променя.
Pulse current (Импулсен ток)
По-високата от двете стойности на тока при импулсен ток.
Импулсният ток се избира в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) менюто с изключена функция на синергия.
Прилага се само за MIG/MAG заваряване с импулсен ток.
Pulse time (Продължителност на импулса)
Времето от импулсния период, през което импулсът е вдигнат.
Импулсният ток се избира в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) менюто с изключена функция на синергия.
Прилага се само за MIG/MAG заваряване с импулсен ток.
Pulse frequency (Честота на импулсите)
Продължителността на базовия ток, която, събрана с продължителността на
импулсния ток, дава импулсния период.
Честота на импулсите се избира в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ
ЗА ЗАВАРЯВАНЕТО) менюто с изключена функция на синергия.
Прилага се само за MIG/MAG заваряване с импулсен ток.
Background current (Базов ток)
По-ниската от двете стойности на тока при импулсен ток.
Базовият ток се избира в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) менюто с изключена функция на синергия.
Прилага се само за MIG/MAG заваряване с импулсен ток.
0460 896 601
- 35 -
© ESAB AB 2019
Page 36

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Ток
Време
MIG/MAG заваряване с импулсен ток
А = Базов ток
B = Време на импулса
C = Продължителност на импулсния период
D = Импулсен ток
Slope (Плавен наклон)
Slope (Плавен наклон) означава, че импулсният ток плавно се повишава/намалява до
зададената стойност. Параметърът Slope (Плавен наклон) може да бъде задаван в
девет етапа, като всеки етап съответства на 100 μs.
Плавният наклон на увеличаване/намаляване е важен по отношение на шума.
Стръмен наклон създава по-силен и по-остър звук. Твърде лек наклон може, в
най-лошия случай, да наруши способността на импулса да отреже капчицата.
Плавният наклон се задава в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) менюто с изключена функция на синергия.
Прилага се само за MIG/MAG заваряване с импулсен ток.
Ka
Ka е пропорционалното усилване на регулатора на дължината на дъгата. Високата
стойност означава, че регулаторът ще отговаря по-бързо на измененията на
дължината на дъгата.
Ka се задава в меню WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) » Internal constants (Вътрешни константи) при изключена функция
за синергия.
Прилага се само за MIG/MAG заваряване с импулсен ток.
Ki
Ki е интегралното усилване на регулатора на дължината на дъгата. Тази стойност
трябва да се поддържа ниска, за да има стабилно регулиране.
Ki се задава в меню WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) » Internal constants (Вътрешни константи) при изключена функция
за синергия.
Прилага се само за MIG/MAG заваряване с импулсен ток.
0460 896 601
- 36 -
© ESAB AB 2019
Page 37

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Synergic mode (Синергичен режим)
Всяка комбинация от тип тел, диаметър на телта и газова смес изисква уникална
връзка между скоростта на подаване на заваръчната тел и напрежението (дължина на
дъгата), за да се получи стабилна функционираща дъга. Напрежението (дължината на
дъгата) автоматично "съответства" на избраната предварително програмирана линия
за синергия, което значително улеснява бързото намиране на правилните параметри
за заваряване. Връзката между скоростта на телоподаване и другите параметри е
известна като линия на синергия.
За комбинации между тел и газ вижте приложение "РАЗМЕРИ НА ЗАВАРЪЧНАТА ТЕЛ
И ПАРАМЕТРИ НА ГАЗА" в края на това ръководство.
Възможно е също да се поръчат различни пакети с линии за синергия, но те трябва да
бъдат инсталирани от сервизен инженер, оторизиран от ESAB.
За създаване на собствена линия на синергия вижте раздел "Параметри на синергия,
дефинирани от потребителя".
Активиране на синергията може да се направи в WELD DATA SETTING (НАСТРОЙКА
НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) .
Фаза
В тази функция изборът се прави между първична или вторична.
Високите параметри се задават в първична, а ниските – във вторична.
Настройките се използват за определяне на това дали трябва да бъдат на
разположение за редактиране първичните или вторичните параметри. Определя се
също кои параметри се засягат в режимите на измерване и в режим на дистанционно
управление. Скоростта на телоподаване, показана в екрана за измерване,
представлява скоростта в избраната фаза. Напрежението, токът и мощността на
заваряване са базирани на измерването и в двете фази.
Можете да изберете различна синергия в първичната и вторичната фаза.
Първична или вторична фаза е зададена в MIG/MAG SET (Настройка на MIG/MAG),
когато е избран режим Superpulse, а функцията на синергия е изключена.
Предварителен газов поток
Определя времето преди запалване на дъгата, през което се подава
защитен газов поток.
Предварителният газов поток се задава в WELD DATA SETTING (НАСТРОЙКА НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » START DATA (ДАННИ ПРИ ПУСКАНЕТО) .
Creep start (Пълзящ старт)
При пълзящ старт телта се подава със скорост от 1,5 метра/минута, докато
направи електрически контакт с работния детайл.
Пълзящият старт се настройва в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) » START DATA (ДАННИ ПРИ ПУСКАНЕТО) .
Soft start (Мек старт)
Мек старт означава, че когато заваръчната тел даде късо съединение с детайла,
подаването на телта спира. Подаващото устройство започва да връща заваръчната
тел, докато съединението с детайла прекъсне и дъгата светне. Подаващото
устройство започва да подава заваръчната тел в правилната посока и заваряването
започва.
0460 896 601
- 37 -
© ESAB AB 2019
Page 38

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Мекият старт се настройва в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) » START DATA (ДАННИ ПРИ ПУСКАНЕТО) .
Прилага се за заваряване с подаващи устройства, които поддържат връщане на телта.
Стартов параметър R
Стартовият параметър R активира финото настройване на електрическата дъга по
време на стартиране при заваряване. Параметърът може да се зададе от 8,0 до 60,0
на стъпки от 0,25. Тази функция може да се вижда или регулира само когато
синергията не е активна (което означава, че избраният метод е къса дъга).
Hot start (Горещ старт)
Горещият старт повишава скоростта на телоподоване и напрежението за време, което
може да се регулира при стартирането на заваръчния процес. Основната цел на този
старт е да се подаде повече енергия в началото на заваряването, което намалява
риска от непълно стопяване при точката на заваряване.
Синергия – горещ старт
Възможно е да се увеличи скоростта на телоподаване спрямо настоящата по време на
определен период, за да се осигури повече енергия в началото на заваряването и да
се гарантира проникване. Скоростта се задава по отношение на обичайната скорост на
подаване на телта. Периодът започва, когато се запали дъгата и продължителността
му е зададената продължителност на горещ старт. Синергията осигурява увеличение
на скоростта на телта от 2 m/min.
Без синергия – горещ старт
Ако не е избрана синергия, може да се настрои напрежението.
При режим без синергия и импулсен ток могат да бъдат задавани напрежението,
импулсният ток, базовият ток и честотата.
ЗАБЕЛЕЖКА!
Възможно е да се зададат отрицателни стойности за подаване на тел при
горещ старт и за напрежение при горещ старт. Това може да се използва със
завишени данни за заваряване, за да се осигури плавно начало на заварката
чрез първоначално усилване на данните за заваряване.
Горещият старт се активира в екрана за измерване или в WELD DATA SETTING
(НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » START DATA (ДАННИ ПРИ
ПУСКАНЕТО) .
Touch sense (Отчитане на допир)
Системата отчита кога телта влиза в контакт с детайла.
Отчитането на допир се настройва в WELD DATA SETTING (НАСТРОЙКА НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » START DATA (ДАННИ ПРИ ПУСКАНЕТО) .
Отнася се само за роботизирано заваряване.
Crater filling (Запълване на кратери)
Запълването на кратери прави възможно контролираното намаляване на топлината и
размера на заваръчната зона при завършването на заварката. Това прави по-лесно
избягването на пори, термични пукнатини и образуването на кратери в точката на
заваряване.
В режим на импулсно заваряване е възможно да се избира между импулсно и
неимпулсно запълване на кратер. Неимпулсното запълване на кратера е по-бърз
процес. Импулсното запълване на кратера става малко по-продължително, но става
без пръски, когато се използва подходящи стойности.
0460 896 601
- 38 -
© ESAB AB 2019
Page 39

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Синергично заваряване – запълване на кратера
При режим на синергично заваряване времето за запълване на кратера и крайната
скорост на подаване на телта се задават и в импулсно, и в неимпулсно запълване на
кратер. Напрежението и параметрите на импулса падат до крайните си стойности с
помощта на синергията.
Несинергично заваряване – запълване на кратера
При режим на несинергично заваряване настройките могат да бъдат променяни до
дадена друга дължина на дъгата в края на запълването на кратера. Може да се задава
и крайно време за крайна стойност на запълване на кратера.
Крайното напрежение може да бъде задавано за неимпулсно запълване на кратера. За
импулсно запълване на кратера могат да бъдат задавани крайното напрежение,
крайният импулсен ток, крайният базов ток и крайната честота.
Крайните стойности на параметрите трябва винаги да бъдат равни на или по-ниски от
зададените стойности за продължително заваряване. Ако настройките за
продължително заваряване бъдат намалени под зададените крайни стойности, те ще
намалят и крайните стойности. Крайните стойности на параметрите няма да се
увеличат отново, ако настройката за продължително заваряване се увеличи.
Пример: Имате 4 m/min като крайна скорост на подаване на телта и намалявате
скоростта на подаване на телта до 3,5 m/min. Крайната скорост на подаване на телта
също ще бъде намалена до 3,5 m/min. Крайната скорост на подаване на телта остава
3,5 m/min дори когато скоростта на телоподаване се увеличи отново.
Запълването на кратер се активира в екрана за измерване или в WELD DATA SETTING
(НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » STOP DATA (ДАНИ ЗА
СПИРАНЕТО) .
Импулс на изключване
Импулсът на изключване е импулс, който се прилага, за да се гарантира, че няма да се
оформи капка на телта, когато заваряването спре.
Прилага се при MIG/MAG заваряването с къса дъга/дъгово заваряване със струен
пренос и при заваряване с кратки импулси. При пулсации завършването се
синелгизира с импулс, завършващ импулс.
Импулсът на изключване се настройва в WELD DATA SETTING (НАСТРОЙКА НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » STOP DATA (ДАНИ ЗА СПИРАНЕТО) .
Burnback time (Време на продължаване на дъгата след прекратяване
подаването на тел)
Burnback time is a delay between the time when the wire starts to brake until the
time when the power source switches off the welding voltage. Прекалено
краткото време за продължаване на дъгата води до извеждане на
прекалено дълга част от телта след завършване на заварката и опасност
от захващане на телта във втвърдяващата се зона на заваряване. Твърде
голямото закъснение води до прекалено малко издаване на телта и
повишена опасност от възникване на дъга обратно към контактния връх.
Времето за продължаване на дъгата се настройва в WELD DATA SETTING
(НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » STOP DATA (ДАНИ ЗА
СПИРАНЕТО) .
0460 896 601
- 39 -
© ESAB AB 2019
Page 40

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Прекратяване на късото съединение (SCT)
SCT е функция, която включва повтарящи се малки къси съединения в края на
заваряването, докато подаването на тел спре напълно и контактът със заваряваната
повърхност се прекрати.
SCT не трябва да се използва с тел за сърдечник.
Termination (Прекратяване)
Тук изберете или Final pulse (Краен импулс), или SCT (Прекратяване на късото
съединение).
Прекратяването се настройва в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) » STOP DATA (ДАНИ ЗА СПИРАНЕТО) .
Прилага се за заваряване с подаващи устройства, които поддържат връщане на телта.
Release pulse (Импулс за освобождаване)
Ако телта залепне за детайла, системата отчита това събитие. Изпраща се токов
импулс, който освобождава телта от повърхността.
Прилага се при MIG/MAG заваряването с къса дъга/дъгово заваряване със струен
пренос и при заваряване с кратки импулси. При импулсно заваряване краят се
синхронизира с импулс, завършващ импулс, който може да бъде зададен между 20 и
200%.
Настройката се регулира в меню CONFIGURATION (КОНФИГУРИРАНЕ) » MIG/MAG
DEFAULTS (НАСТРОЙКИ ПО ПОДРАЗБИРАНЕ ЗА MIG/MAG) .
Последващ газов поток
Определя времето след угасване на дъгата, през което се подава защитен
газов поток.
Последващият газов поток се настройва в WELD DATA SETTING (НАСТРОЙКА НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » STOP DATA (ДАНИ ЗА СПИРАНЕТО) .
Граници на настройките и граници на измерване
В граници се избират числови граници. Относно настройките вижте разделите
"Редактор на границите на настройката" и "Редактор на границите на измерване".
Границите се активират в WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) .
Spot welding (Точково заваряване)
Точково заваряване е извършване на краткотрайни, повтарящи се заварки,
през предварително зададени периоди от време.
Точковото заваряване се използва, когато желаете да заварявате точково
тънки пластини.
Точковото заваряване се активира и продължителността му се задава в меню WELD
DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » SPOT WELDING
(ТОЧКОВО ЗАВАРЯВАНЕ) .
Wire inching (Бавно придвижване на телта)
Бавното придвижване на телта се използва, когато е необходимо подаване
на тел, без да е приложено заваръчно напрежение. Заваръчната тел се
подава, докато е натиснат бутонът.
0460 896 601
- 40 -
© ESAB AB 2019
Page 41

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Продухване с газ
Продухването с газ се използва при измерване на газовия дебит или за
отстраняване на въздух или влага от газовите маркучи преди началото на
заваряването. Продухването с газ продължава, докато е натиснат бутонът,
и се извършва без подаване на напрежение или заваръчна жица.
4.2.1 QSet
QSet се използва за улеснение при задаване на параметрите за заваряване. Като се
използват бутоните за плюс/минус, дължината на дъгата се увеличава или намалява
от - 18 до + 18.
SHORT ARC (Къса дъга)
Когато за пръв път започвате заваряване с нов тип тел/тип газ, QSet автоматично
настройва всички необходими параметри за заваряване. След това QSet съхранява
всички данни за осигуряване на добра заварка. Напрежението се регулира
автоматично в зависимост от промените в скоростта на подаване на заваръчна тел.
SPRAY (ЗАВАРЯВАНЕ СЪС СТРУЕН ПРЕНОС)
При приближаване на областта на дъгово заваряване със струен пренос на метал
стойността на QSet трябва да се увеличи. Изключете функцията QSet при чисто
електродъгово заваряване със струен пренос на метал. Всички настройки от QSet са
запазени, с изключение на напрежението, което трябва да се настрои.
Препоръка: Направете първата заварка (6 секунди) с включен QSet на тестова
повърхност, за да получите коректни параметри.
Стойността на QSet се задава в менюто за настройка на данните за заваряването за
процеса MIG/MAG и метод SHORT/SPRAY (къса дъга/дъгово заваряване със струен
пренос).
4.2.2 Групи на синергия
За механизирано заваряване е възможно да се избира между три групи на синергия:
• STANDARD (Стандартна)
• ROBOT (Робот)
• SAT
0460 896 601
- 41 -
© ESAB AB 2019
Page 42

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Зависимост между скоростта на заваряване и дебелината на листа за
различните групи на синергия:
Дебелината на листа
Скорост на заваряване
A = Крива STANDARD
B = Крива ROBOT
C = Крива SAT
Групата на синергия ROBOT (Робот) се използва за роботизирано заваряване или
друго механизирано заваряване. Подходяща е за по-високи скорости на пренос,
отколкото при заваряване по стандартната крива.
SAT означава бърз пренос на искра. Тази група на синергия е подходяща за високи
скорости на пренос, за екстремни ъгли или за листове с дебелина 2 – 3 mm.
За комбинации между тел и газ за SAT вижте приложение "РАЗМЕРИ НА
ЗАВАРЪЧНАТА ТЕЛ И ПАРАМЕТРИ НА ГАЗА" в края на това ръководство.
Групата на синергия се задава в менюто за настройка на данните за заваряването за
процеса MIG/MAG.
4.3 SuperPulse
MAIN MENU (ГЛАВНО МЕНЮ) » PROCESS (ПРОЦЕС) » METHOD (МЕТОД)
ЗАБЕЛЕЖКА!
Методът SuperPulse е наличен и се вижда за избраните телоподаващи
устройства, които могат да се справят с допълнителния натиск при този метод.
Методът SuperPulse се използва за подобряване на контрола върху заваръчната зона
и процеса на втвърдяване. Заваръчната зона има време за частично втвърдяване
между импулсите.
Предимства при използването на SuperPulse:
• По-малка чувствителност към пролуки между заварените краища
• По-добър контрол върху заваръчната зона при позиционно заваряване
• По-добър контрол на проникването и профила на проникване
• Намалена чувствителност към неравномерно топлопровеждане
0460 896 601
- 42 -
© ESAB AB 2019
Page 43

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
SuperPulse може да се разглежда като програмирано превключване между две
MIG/MAG настройки. Времевите интервали се определят от настройките на
продължителността на първичната и вторичната фаза.
Заваряването винаги започва в първичната фаза. Когато е избран горещ старт,
първичните данни ще се използват по време на горещото стартиране, като
допълнение към продължителността на фазата за първичните данни. Запълването на
кратера винаги се базира на вторичните данни. Когато е активирана команда за
спиране по време на първичната фаза, процесът незабавно превключва към
вторичните данни. Завършването на заваряването се базира на вторичните данни.
4.3.1 Информация за комбинацията между заваръчните телове и газовете
За комбинации между тел и газ вижте приложение "РАЗМЕРИ НА ЗАВАРЪЧНАТА ТЕЛ
И ПАРАМЕТРИ НА ГАЗА" в края на това ръководство.
4.3.2 Различни методи на импулсно заваряване
По-долу ще можете да видите кои методи на импулсно заваряване могат да бъдат
използвани, в зависимост от дебелината на листа, който ще бъде заваряван.
Топлина
Размери на листа
A = Импулсно заваряване в първична фаза и къса дъга във вторична фаза
В = Импулсно заваряване в първична фаза и импулсно заваряване във вторична
фаза
С = дъгово заваряване със струен пренос на метал в първична фаза и импулсно
заваряване във вторична фаза
4.3.3 Устройство за подаване на заваръчна тел
Предпазни мерки!
Когато използвате SuperPulse върху телоподаващото устройство, има значително
натоварване. За да не се застраши функционалната безопасност на телоподаващото
устройство, спазвайте граничните стойности, посочени в следващата диаграма.
0460 896 601
- 43 -
© ESAB AB 2019
Page 44
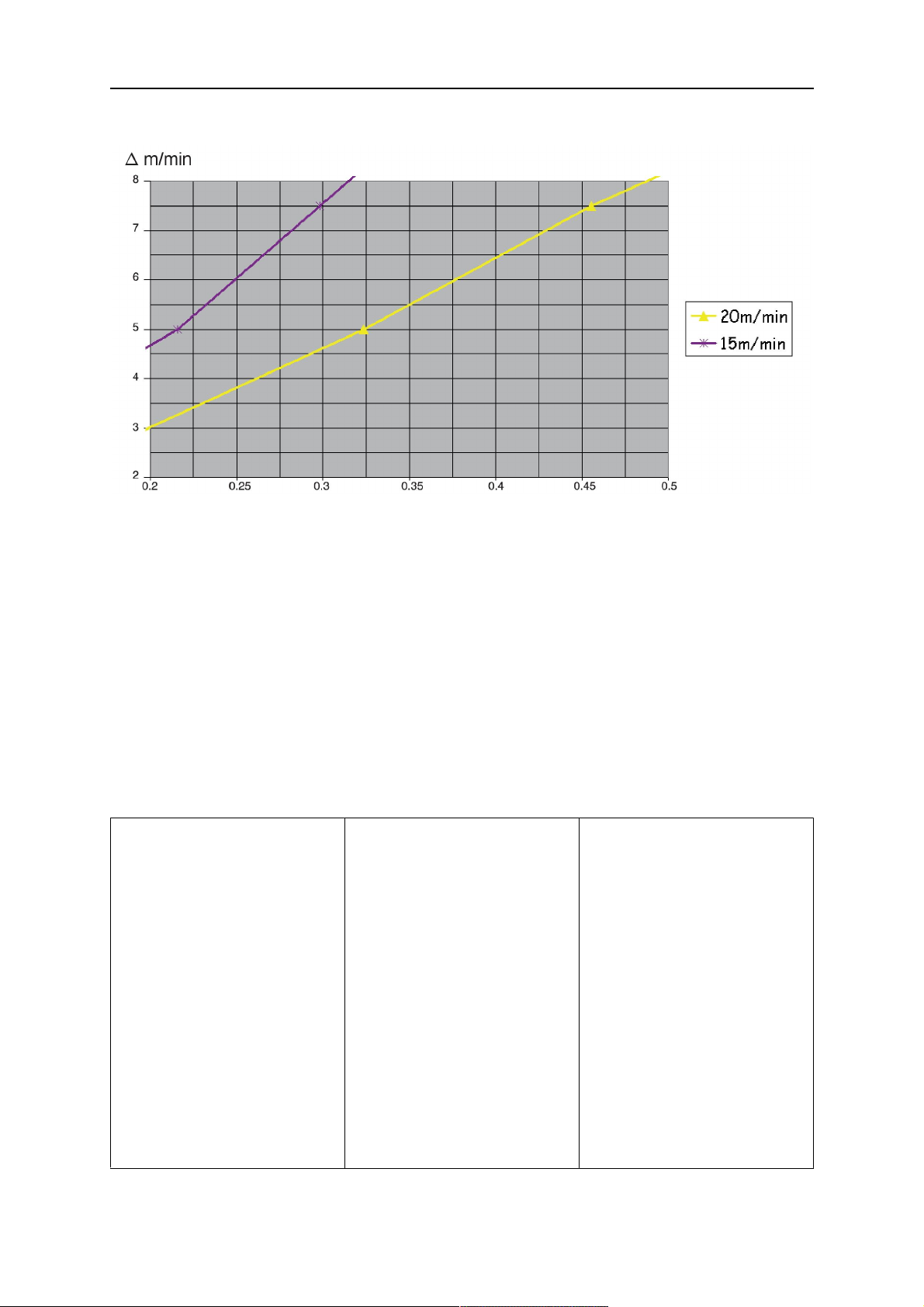
4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Разлика в скоростта на подаване на телта
Графиките за 15m/min и 20m/min се отнасят до първичната скорост на подаване на
телта. Продължителността на цикъла представлява сумата от продължителността на
първичната и вторичната фаза.
Разликата между първичната и вторичната скорост на подаване на телта не бива да
надвишава скоростта, която е посочена в графиките за първична скорост на телта.
Пример: Ако продължителността на цикъла е 0,25 s и първичната скорост на подаване
на телта е 15 m/min, разликата между първичната и вторичната скорост на подаване
на телта не може да надвишава 6m/min.
Пример за заваряване А
В този пример ние ще заваряваме лист с дебелина 10 mm с алуминиева тел 1,2 mm
и аргонов защитен газ.
Изпълнете следващите стъпки, като използвате панела за управление:
Процес
Фаза
Метод
Wire (Тел)
Защитен газ
Wire diameter (Диаметър
на заваръчната тел)
Напрежение
Скорост на подаване на
тел
Superpulse
Първична
Short-/Sprayarc (Къса дъга
или дъгово заваряване със
струен пренос)
AlMgER5356
Ar
1,2 mm
(+1,0 V)
15,0 m/min
Superpulse
Вторична
Pulsing (Импулсен)
AlMgER5356
Ar
1,2 mm
(+3,0 V)
11,0 m/min
0,1 s
Phase time
(Продължителност на
фазата)
0460 896 601
0,1 s
- 44 -
© ESAB AB 2019
Page 45

4 MIG/MAG •377•377ЗАВАРЯВАНЕ
Продължителността на първичната и вторичната фаза е 0,1 s + 0,1 s = 0,2 s.
Разликата в скоростта на подаване на телта е 15,0 m/min – 11,0 m/min = 4 m/min.
Пример за заваряване В
В този пример ние ще заваряваме лист с дебелина 6 mm с алуминиева тел 1,2 mm
и аргонов защитен газ.
Изпълнете следващите стъпки, като използвате панела за управление:
Процес
Фаза
Метод
Wire (Тел)
Защитен газ
Wire diameter (Диаметър
на заваръчната тел)
Напрежение
Скорост на подаване на
тел
Superpulse
Първична
Pulsing (Импулсен)
AlMgER5356
Ar
1,2 mm
(+1,0 V)
12,5 m/min
0,15 s
Superpulse
Вторична
Pulsing (Импулсен)
AlMgER5356
Ar
1,2 mm
(+2,0 V)
9,0 m/min
0,15 s
Phase time
(Продължителност на
фазата)
Продължителността на първичната и вторичната фаза е 0,15 s + 0,15 s = 0,3 s.
Разликата в скоростта на подаване на телта е 12,5 m/min – 9,0 m/min = 3,5 m/min.
0460 896 601
- 45 -
© ESAB AB 2019
Page 46

5 РЪЧНО ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ (ММА)
5 РЪЧНО ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ (ММА)
MAIN MENU (ГЛАВНО МЕНЮ) » PROCESS (ПРОЦЕС) » MMA
ММА заваряването се нарича и заваряване с електроди с покритие. Запалването на
дъгата стопява електрода, а неговото покритие образува защитна шлака.
За диаметрите на телта, които могат да се използват за MMA заваряване, вижте
"РАЗМЕРИ НА ТЕЛТА И ПАРАМЕТРИ НА ГАЗА" в края на това ръководство.
MMA
PROCESS (ПРОЦЕС)
MMA
METHOD (МЕТОД)
ELECTRODE TYPE (ТИП НА ЕЛЕКТРОДА)
ELECTRODE DIAMETER (ДИАМЕТЪР НА
BASIC (ОСНОВЕН)
3,2 mm
ЕЛЕКТРОДА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
FAST MODE
(БЪРЗ РЕЖИМ)
5.1 MMA
В таблицата по-долу са показани настройките и структурата на менюто при избор на
MMA и натискане на SET (ЗАДАВАНЕ).
Настройки Диапазон на
настройване
Ток
1)
16 – 650 A 1 A x
Със стъпка от Зависи от
синергият
а
Регулира
се в
синергият
а
DC
Arc force (Форсиране на
0 – 100% 1% x
дъгата)
Min. current factor (Мин.
0 – 100% 1% x
коефициент на тока)
Control type (Тип
0 – 1 x
контрол)
Synergic mode
(Синергичен режим)
OFF (Изкл.) или ON
(Вкл.)
Hot start (Горещ старт) OFF (Изкл.) или ON
(Вкл.)
Hot start duration
1 – 30 1 x
(Продължителност на
горещ старт)
Hot start amplitude
0 – 100% 1 x
(Амплитуда на горещ
старт)
Setting limits (Граници на
0 – 50 1 - -
настройките)
- - -
- x
0460 896 601
- 46 -
© ESAB AB 2019
Page 47

5 РЪЧНО ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ (ММА)
Настройки Диапазон на
настройване
Със стъпка от Зависи от
синергият
а
Регулира
се в
синергият
а
Measure limits (Граници
0 – 50 1 - -
на измерване)
Edit description
(Редактиране на
описание) » Keyboard
(Клавиатура)
1)
Максимален ток в зависимост от това кой тип продукт се използва.
5.2 Обяснения на функциите на настройките
DC, прав ток
По-високите токове водят до по-широка заваръчна зона и по-добро
проникване в обработвания детайл.
Токът се задава в менюто на екрана за измерване, менюто за настройка на данните за
заваряването или в менюто за бърз режим.
Arc force (Сила на дъгата)
Форсирането на дъгата е от значение при определяне на промяната на
тока, която е резултат от промяната в дължината на дъгата. По-ниската
стойност осигурява по-спокойна дъга с по-малко пръски.
Форсирането на дъгата се задава в менюто за настройка на данните за заваряване с
изключена функция за синергия.
Min. current factor (Мин. коефициент на тока)
Настройката за минимален коефицeнт на тока се задава, когато се използват
определени специфични електроди.
Настройката не трябва да се променя.
Control type (Тип контрол)
Засяга процеса на късо съединение и нагряването при заваряването.
Настройката не трябва да се променя.
Synergy (Синергия)
Синергия за MMA заваряване означава, че захранващият блок автоматично
оптимизира характеристиките за типа и размерите на електродите, които са избрани.
Синергия за MMA заваряване се активира в менюто за настройка на данните за
заваряване.
Hot start (Горещ старт)
Горещият старт увеличава заваръчния ток за определено, регулируемо
време в началото на заваряването, като по този начин намалява
опасността от лошо разтапяне в началото на съединението.
0460 896 601
- 47 -
© ESAB AB 2019
Page 48

5 РЪЧНО ЕЛЕКТРОДЪГОВО ЗАВАРЯВАНЕ (ММА)
Горещ старт за MMA заваряване се активира в менюто за настройка на данните за
заваряване.
Граници на настройките и граници на измерване
В граници се избират числови граници. Относно настройките вижте разделите
"Редактор на границите на настройката" и "Редактор на границите на измерване" в
глава "ИНСТРУМЕНТИ".
Границите се активират в менюто за настройка на данните за заваряване.
0460 896 601
- 48 -
© ESAB AB 2019
Page 49

6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В
ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
MAIN MENU (ГЛАВНО МЕНЮ) » PROCESS (ПРОЦЕС) » TIG
волфрамов електрод в защитна газова среда (TIG заваряване)
TIG заваряването стапя метала на работния детайл с помощта на дъга от
волфрамов електрод, който по време на заварката не се топи. Заваръчната
зона и електродът са защитени от защитна газова среда.
Импулсен ток
Импулсният ток се използва за по-добро управление на заваръчната зона и
процеса на втвърдяване. Импулсната честота се задава толкова ниска, че
между отделните импулси, заваръчната зона има време най-малкото
частично да се втвърди. За задаване на импулсите се изискват четири
параметъра: ток на импулса, време на импулса, базов ток и базово време.
TIG
PROCESS (ПРОЦЕС)
METHOD (МЕТОД)
START METHOD (СТАРТОВ МЕТОД)
GUN TRIGGER MODE (РЕЖИМ НА СПУСЪК НА
ПИСТОЛЕТА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
CONSTANT I (КОНСТАНТА I)
HF-START (ВЧ – СТАРТ)
2-STROKE (4-ТАКТОВ)
FAST MODE
(БЪРЗ РЕЖИМ)
6.1 Настройки в менюто за настройка на данните за
заваряване
6.1.1 ТИГ заваряване без импулсен ток
В таблицата по-долу са показани настройките и структурата на менюто за TIG
заваряване без импулсен ток.
Настройки Диапазон на
настройване
Със стъпка от
TIG
Start method (Стартов метод) HF или LiftArc™ -
Live TIG-start (Стартиране на
TIG под напрежение)
Gun trigger mode (Режим на
спусък на пистолета)
Настройките по-долу са налични при избиране на PROCESS (ПРОЦЕС) » TIG и
натискане на SET (ЗАДАВАНЕ).
1)
Ток
0460 896 601
1)
2)
- -
2 такта или 4 такта -
4 – 500 A 1 A
- 49 -
© ESAB AB 2019
Page 50

6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
Настройки Диапазон на
настройване
Slope up time (Време за плавно
повишаване)
2)
Slope down time (Време за плавно
понижаване)
2)
Gas pre-flow (Предварителен
газов поток)
2)
Gas post-flow (Последващ газов
поток)
2)
HF automatic start pulse
0 – 25 s 0,1 s
0 – 25 s 0,1 s
0 – 25 s 0,1 s
0 – 25 s 0,1 s
OFF (Изкл.) или ON (Вкл.) -
(Високочестотен автоматичен
стартов импулс)
HF start pulse (Високочестотен
стартов импулс)
Setting limits (Граници на
2)
4 – 500 A 1 A
2)
0 – 50 1
настройките)
Measure limits (Граници на
0 – 50 1
измерване)
Със стъпка от
Spot welding (Точково заваряване)
OFF (Изкл.) / ON (Вкл.) -
» Spot welding (Точково
заваряване)
Spot welding (Точково заваряване)
0 – 25 s 0,1 s
» Spot welding time (Време на
точково заваряване)
Edit description (Редактиране на
описание) » Keyboard
(Клавиатура)
1)
В зависимост от това кой тип продукт се използва.
2)
Не е валидно или видимо за Live TIG-start.
6.1.2 ТИГ заваряване с импулсен ток
В таблицата по-долу са показани настройките и структурата на менюто за TIG
заваряване с импулсен ток.
Настройки Диапазон на
настройване
Start method (Стартов метод) HF или LiftArc™ -
Gun trigger mode (Режим на
2 такта или 4 такта -
спусък на пистолета)
Със стъпка от
Настройките по-долу са налични при избиране на PROCESS (ПРОЦЕС) » TIG и
натискане на SET (ЗАДАВАНЕ).
Pulse current (Импулсен ток)
1)
4 – 500 A 1 A
Background current (Базов ток) 4 – 500 A 1 A
Pulse time (Продължителност на
0,001 - 5 сек. 0,001 s
импулса)
0460 896 601
- 50 -
© ESAB AB 2019
Page 51

6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
Настройки Диапазон на
настройване
Background time
0,001 - 5 сек. 0,001 s
(Продължителност на базовия
ток)
Slope up time (Време за плавно
0 – 25 s 0,1 s
повишаване)
Slope down time (Време за плавно
0 – 25 s 0,1 s
понижаване)
Gas pre-flow (Предварителен
0 – 25 s 0,1 s
газов поток)
Gas post-flow (Последващ газов
0 – 25 s 0,1 s
поток)
HF automatic start pulse
OFF (Изкл.) или ON (Вкл.) -
(Високочестотен автоматичен
стартов импулс)
HF start pulse (Високочестотен
4 – 500 A 1 A
стартов импулс)
Setting limits (Граници на
0 – 50 1
настройките)
Със стъпка от
Measure limits (Граници на
0 – 50 1
измерване)
Spot welding (Точково заваряване)
0 – 25 s 0,1 s
» Spot welding (Точково
заваряване)
Spot welding (Точково заваряване)
OFF (Изкл.) / ON (Вкл.) -
» Spot welding time (Време на
точково заваряване)
Edit description (Редактиране на
описание) » Keyboard
(Клавиатура)
1)
Максимален ток в зависимост от това кой тип продукт се използва.
6.2 Обяснения на функциите на настройките
ВЧ
Функцията ВЧ старт служи за запалване на дъгата с помощта на искра от
електрода към работния детайл при доближаване на електрода до
работния детайл.
0460 896 601
- 51 -
© ESAB AB 2019
Page 52

6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
LiftArc™
Функцията LiftArct™ запалва дъгата, когато електродът бъде доведен до
контакт с работния детайл и след това повдигнат от него.
Запалване на дъга с функцията LiftArct™:
1. Електродът се докосва до работния детайл.
2. Натиска се спусковият превключвател и започва да тече нисък ток.
3. Заварчикът повдига електрода от детайла: дъгата се запалва и токът
автоматично се повишава до зададената стойност.
LiftArc™ се активира в MAIN MENU (ГЛАВНО МЕНЮ) » START METHOD (СТАРТОВ
МЕТОД).
Live TIG-start (Стартиране на TIG под напрежение)
Функцията Live TIG star (Стартиране на TIG под напрежение) запалва дъгата, когато
волфрамовият електрод бъде доведен до контакт с работния детайл и след това
повдигнат от него.
– Активирането на функцията Live TIG star (Стартиране на TIG под напрежение) се
извършва в меню PROCESS (ПРОЦЕС) .
0460 896 601
- 52 -
© ESAB AB 2019
Page 53

6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
2-тактов режим A = Предварителен газов
поток
B = Време за плавно
повишаване
C = Време за плавно
понижаване
D = Последващ газов поток
Функции при използване на двуходов контрол на заваръчната горелка.
В режим на двуходов контрол натискането на спусъка на пистолета за TIG заваряване
(1) задейства предварителния газов поток (ако такъв се използва) и запалва дъгата.
Токът се увеличава до зададената стойност (контролирано от функцията за плавно
повишаване, ако е включена). Освобождаването на спусъка (2) намалява тока (или
започва плавно понижаване, ако е включено) и изгася дъгата. След това се подава
последващ газов поток, ако такъв се използва.
2-тактовият режим се активира в MAIN MENU (ГЛАВНО МЕНЮ) » TRIGGER MODE
(РЕЖИМ НА ВКЛЮЧВАНЕ) или на екрана за измерване.
4-тактов режим A = Предварителен газов
поток
B = Време за плавно
повишаване
C = Време за плавно
понижаване
D = Последващ газов поток
Функции при използване на четириходов контрол на заваръчния пистолет.
В режим на четириходов контрол натискането на спусъка (1) задейства
предварителния газов поток (ако такъв се използва). В края на предварителния газов
поток токът се повишава до пилотната стойност (няколко ампера) и се запалва дъгата.
С освобождаване на спусъка (2) токът се увеличава до зададената стойност (с
функцията за плавно повишаване, ако е включена). В края на заваряването
заварчикът натиска спусъка отново (3), което отново намалява тока до пилотната
стойност (с функцията за плавно понижаване, ако се използва). Освобождаването
отново на спусъка (4) изгася дъгата и включва режим на последващ газов поток.
4-тактовият режим се активира в MAIN MENU (ГЛАВНО МЕНЮ) » TRIGGER MODE
(РЕЖИМ НА ВКЛЮЧВАНЕ) или на екрана MEASURE (ИЗМЕРВАНЕ) .
0460 896 601
- 53 -
© ESAB AB 2019
Page 54

6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
Ток
По-големият ток създава по-широка заваръчна зона с по-добро проникване в детайла.
Токът се задава в менюто на екрана за измерване, менюто за настройка на данните за
заваряването или в менюто за бърз режим.
Прилага се само за TIG заваряване с постоянен ток.
Pulse current (Импулсен ток)
По-високата от двете стойности на тока при импулсен ток. Когато е избран импулсен
режим, плавното повишаване и понижаване също са импулсни.
Импулсният ток се задава в меню WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ
ЗА ЗАВАРЯВАНЕТО) .
Прилага се само за TIG заваряване с импулсен ток.
Background current (Базов ток)
По-ниската от двете стойности на тока при импулсен ток.
Фоновият ток се задава в меню WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА
ЗАВАРЯВАНЕТО) .
Прилага се само за TIG заваряване с импулсен ток.
Pulse time (Продължителност на импулса)
Времето от импулсния период, през което импулсът е вдигнат.
Продължителността на импулса се задава в меню WELD DATA SETTING
(НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) .
Прилага се само за TIG заваряване с импулсен ток.
Background time (Продължителност на базовия ток)
Продължителността на базовия ток, която, събрана с продължителността на
импулсния ток, дава импулсния период.
Продължителността на базовия ток се задава в меню WELD DATA SETTING
(НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) .
Прилага се само за TIG заваряване с импулсен ток.
Ток
TIG заваряване с импулсен ток.
А = Базов ток
B = Продължителност на базовия ток
C = Продължителност на импулс
D = Импулсен ток
0460 896 601
- 54 -
Време
© ESAB AB 2019
Page 55

6 •377ЗАВАРЯВАНЕ С ВОЛФРАМОВ ЕЛЕКТРОД В ЗАЩИТНА ГАЗОВА СРЕДА (TIG)
Бавно повишаване
Функцията за бавно повишаване означава, че при запалване на TIG дъга,
токът бавно се повишава до зададена стойност. Това осигурява по-меко
подгряване на електрода и дава на заварчика възможност правилно да
разположи електрода, преди да бъде достигнат зададеният заваръчен ток.
Плавното повишаване се задава в меню WELD DATA SETTING (НАСТРОЙКА НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) .
Бавно понижаване
TIG заваряването използва функцията за “бавно понижаване”, с която
токът се понижава "бавно" в рамките на определено време, за да се
избегне образуване на кратери и/или пукнатини в края на заварката.
Плавното намаляване се задава в меню WELD DATA SETTING (НАСТРОЙКА НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) .
Предварителен газов поток
Определя времето преди запалване на дъгата, през което се подава
защитен газов поток.
Предварителният газов поток се задава в меню WELD DATA SETTING (НАСТРОЙКА
НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) .
Последващ газов поток
Определя времето след угасване на дъгата, през което се подава защитен
газов поток.
Последващият газов поток се задава в меню WELD DATA SETTING (НАСТРОЙКА НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) .
HF automatic start pulse (Високочестотен автоматичен стартов импулс)
Тази функция се използва за бързо установяване на стабилна дъга.
Spot welding (Точково заваряване)
Точково заваряване е извършване на краткотрайни, повтарящи се заварки,
през предварително зададени периоди от време.
Точковото заваряване се използва, когато желаете да заварявате точково
тънки пластини.
Точковото заваряване се активира и продължителността му се задава в меню WELD
DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » SPOT WELDING
(ТОЧКОВО ЗАВАРЯВАНЕ) .
Продухване с газ
Продухването с газ се използва при измерване на газовия дебит или за
отстраняване на въздух или влага от газовите маркучи преди началото на
заваряването. Продухването с газ продължава, докато е натиснат бутонът,
и се извършва без подаване на напрежение или заваръчна жица.
Продухването с газ се активира на екрана MEASURE (ИЗМЕРВАНЕ) .
0460 896 601
- 55 -
© ESAB AB 2019
Page 56

7 ARC AIR GOUGING (ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО РЯЗАНЕ)
7 ARC AIR GOUGING (ВЪЗДУШНО-ДЪГОВО
ПОВЪРХНОСТНО РЯЗАНЕ)
MAIN MENU (ГЛАВНО МЕНЮ) » PROCESS (ПРОЦЕС) » GOUGING
(ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО РЯЗАНЕ)
При въздушно-дъговото повърхностно рязане се използва специален електрод,
състоящ се от въглероден прът с меден кожух.
Между въглеродния прът и работния детайл се образува дъга, която стопява
материала. Подава се въздух, така че стопеният материал се издухва настрани.
За въздушно-дъгово повърхностно рязане могат да бъдат избирани следните
диаметри на електрода: 4,0, 5,0, 6,0, 8,0 и 10 mm.
Въздушно-дъговото повърхностно рязане не се препоръчва при използване на
захранващи блокове под 400 A.
GOUGING (ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО РЯЗАНЕ)
PROCESS (ПРОЦЕС)
ELECTRODE DIAMETER (ДИАМЕТЪР НА
ЕЛЕКТРОДА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
GOUGING (ВЪЗДУШНО-ДЪГОВО
ПОВЪРХНОСТНО РЯЗАНЕ)
5 mm
FAST MODE
(БЪРЗ РЕЖИМ)
7.1 Настройки в менюто за настройка на данните за заваряване
В таблицата по-долу са показани настройките и структурата на менюто при избор на
GOUGING (ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО РЯЗАНЕ) и натискане на SET
(ЗАДАВАНЕ).
Настройки Диапазон на настройване Със стъпка от
Напрежение 8 – 60 V 1 V
Edit description
(Редактиране на описание)
» Keyboard (Клавиатура)
7.2 Обяснение на действието
Напрежение
По-голямото напрежение създава по-широка заваръчна зона с по-добро проникване в
детайла.
Напрежението се задава в менюто на екрана за измерване, менюто за настройка на
данните за заваряването или в менюто за бърз режим.
0460 896 601
- 56 -
© ESAB AB 2019
Page 57

8 УПРАВЛЕНИЕ НА ПАМЕТТА
8 УПРАВЛЕНИЕ НА ПАМЕТТА
8.1 Метод на работа на панела за управление
Може да се каже, че панелът за управление се състои от два модула: работна памет и
памет за данни за заваряването.
Запаметяване Памет за данните за
заваряването
Работна памет Извикване
В работната памет се създава пълен набор от настройки на данните за заваряване,
който може да се запамети в паметта за данни за заваряването.
При заваряване винаги съдържанието на работната памет управлява процеса.
Следователно е възможно и да се извика наборът данни за заваряване от паметта за
данните за заваряване в работната памет.
Имайте предвид, че работната памет винаги съдържа последните използвани
настройки на данните за заваряване. Те могат да се извикват от паметта за данни за
заваряването или от индивидуално променените настройки. С други думи, работната
памет никога не е празна или "нулирана".
MAIN MENU (ГЛАВНО МЕНЮ) » MEMORY (ПАМЕТ) » WELD DATA MEMORY (ПАМЕТ
ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
MIG/MAG
PROCESS (ПРОЦЕС)
METHOD (МЕТОД)
QSET
SYNERGY GROUP (ГРУПА НА СИНЕРГИЯ)
WIRE TYPE (ТИП НА ТЕЛТА)
SHIELDING GAS (ЗАЩИТЕН ГАЗ)
WIRE DIAMETER (ДИАМЕТЪР НА ТЕЛТА)
CONFIGURATION► (КОНФИГУРИРАНЕ)
TOOLS► (ИНСТРУМЕНТИ)
SET
(ЗАДАВАНЕ)
В панела за управление могат да се запаметяват до 255 набора от данни за
заваряването. На всеки набор се дава номер от 1 до 255.
MEASURE
(ИЗМЕРВАНЕ)
MEMORY
(ПАМЕТ)
SHORT/SPRAY (КЪСА ДЪГА ИЛИ
ДЪГОВО ЗАВАРЯВАНЕ СЪС
СТРУЕН ПРЕНОС)
STANDARD (Стандартна)
FAST MODE
(БЪРЗ РЕЖИМ)
MIG/MAG
OFF (Изкл.)
Fe ER70S
Ar+8%CO2
1,2 mm
Можете също да изтривате и да копирате наборите от данни, както и да извиквате
набори от данни за заваряването в работната памет.
По-долу има примери, показващи как се запаметява, извиква, копира и изтрива.
8.2 Запаметяване
Ако паметта за данни за заваряването е празна, тогава на дисплея се появява
следният екран.
0460 896 601
- 57 -
© ESAB AB 2019
Page 58

8 УПРАВЛЕНИЕ НА ПАМЕТТА
Пристъпваме към запаметяване на набор от данни за заваряване. Ще му бъде дадена
позиция 5 от паметта. Натиснете STORE (ЗАПАМЕТЯВАНЕ). Показва се позиция 1.
Въртете един от бутоните на настройките, докато достигнете позиция 5.
НатиснетеSTORE (ЗАПАМЕТЯВАНЕ).
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
STORE
(
ЗАПАМЕТЯВАН
Е)
Изберете ред пети, като използвате един от бутоните. НатиснетеSTORE
(ЗАПАМЕТЯВАНЕ).
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 –
STORE
(
ЗАПАМЕТЯВАН
Е)
На дисплея се появява следният екран.
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
ИЗХОД
ИЗХОД
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
STORE
(
RECALL
(ИЗВИКВАНЕ)
DELETE
(ИЗТРИВАНЕ)
1 2 ИЗХОД
ЗАПАМЕТЯВАН
Е)
Части от съдържането на набора от данни номер 5 се показват в долната част на
дисплея.
8.3 Извикване
Ще извикаме набор запаметени данни:
Изберете реда, като използвате един от бутоните. НатиснетеRECALL (ИЗВИКВАНЕ).
0460 896 601
- 58 -
© ESAB AB 2019
Page 59

8 УПРАВЛЕНИЕ НА ПАМЕТТА
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
STORE
(
RECALL
(ИЗВИКВАНЕ)
DELETE
(ИЗТРИВАНЕ)
1 2 ИЗХОД
ЗАПАМЕТЯВАН
Е)
Натиснете ДА за потвърждаване, че искате да извикате набора от данни номер 5.
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
НЕ ДА
WELD DATA MEMORY (ПАМЕТ ЗА
ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) » 5 (TIG)
RECALL (ИЗВИКВАНЕ)
DATA SET 5 (НАБОР ДАННИ 5)
FROM MEMORY? (ОТ ПАМЕТТА?)
Иконата в горния десен ъгъл на дисплея за измерване показва коя позиция от паметта
е извикана.
8.4 Изтриване
В менюто на паметта е възможно изтриване на един или повече набора от данни.
Сега пристъпваме към изтриване на данни, които сме запаметили в предния пример.
Изберете набора от данни. Натиснете DELETE (ИЗТРИВАНЕ).
0460 896 601
- 59 -
© ESAB AB 2019
Page 60

8 УПРАВЛЕНИЕ НА ПАМЕТТА
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
STORE
(
RECALL
(ИЗВИКВАНЕ)
DELETE
(ИЗТРИВАНЕ)
1 2 ИЗХОД
ЗАПАМЕТЯВАН
Е)
Натиснете ДА за потвърждаване, че искате да изтриете.
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
НЕ ДА
5 - (TIG) » DELETE (ИЗТРИВАНЕ)
DELETE WELD DATA (ИЗТРИВАНЕ НА
ДАННИТЕ ЗА ЗАВАРЯВАНЕ)
NR. 5?
Върнете се към менюто на паметта с клавиша НЕ .
8.5 Копиране
За да копирате съдържанието на набор от данни за заваряването на нова позиция от
паметта, действайте по следния начин:
Изберете позицията от паметта, която искате да копирате и натиснете "1 2" (2-ра
функц.).
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
STORE
(
ЗАПАМЕТЯВАН
Е)
Натиснете COPY (КОПИРАНЕ).
RECALL
(ИЗВИКВАНЕ)
DELETE
(ИЗТРИВАНЕ)
1 2 ИЗХОД
0460 896 601
- 60 -
© ESAB AB 2019
Page 61

8 УПРАВЛЕНИЕ НА ПАМЕТТА
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
COPY
(КОПИРАНЕ)
EDIT
(РЕДАКТИРАНЕ
1 2 ИЗХОД
)
Сега ще копираме съдържанието на позиция 5 в позиция 50 на паметта.
Използвайте един от бутоните, за да стигнете до избраната позиция на паметта, в този
случай – 50.
Натиснете ДА.
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
50 –
COPY (КОПИРАНЕ)
DATA SET 5 TO POSITION: (НАБОР ДАННИ 5 В ПОЗИЦИЯ:) 50
НЕ ДА
Сега данните за заваряването номер 5 се копират на позиция 50 на паметта.
Върнете се към менюто на паметта с клавиша ИЗХОД.
8.6 Редактиране
За да редактирате съдържанието на набор от данни за заваряването, действайте по
следния начин:
Изберете позицията от паметта, която искате да редактирате и натиснете "1 2" (2-ра
функц.). След това натиснете EDIT (РЕДАКТИРАНЕ).
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
COPY
(КОПИРАНЕ)
Показва се част от главното меню и на менюто се показва символът ,който
означава, че се намирате в режим на редактиране.
Изберете настройката, която искате да редактирате, и натиснетеENTER
(ВЪВЕЖДАНЕ). Изберете от списъка и натиснете отновоENTER (ВЪВЕЖДАНЕ) .
EDIT
(РЕДАКТИРАНЕ
)
1 2 ИЗХОД
0460 896 601
- 61 -
© ESAB AB 2019
Page 62

8 УПРАВЛЕНИЕ НА ПАМЕТТА
TIG
START METHOD (СТАРТОВ МЕТОД)
GUN TRIGGER MODE (РЕЖИМ НА СПУСЪК НА
HF-START (ВЧ – СТАРТ)
4-STROKE (4-ТАКТОВ)
ПИСТОЛЕТА)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
SET
ИЗХОД
(ЗАДАВАНЕ)
Натиснете SET (ЗАДАВАНЕ) за преминаване наWeld data setting (Настройка на
данните за заваряването). Изберете стойностите, които желаете да редактирате, и ги
задайте, като използвате бутоните плюс/минус. Завършете с ИЗХОД.
WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
CURRENT (ТОК)
SLOPE UP TIME (ВРЕМЕ ЗА ПЛАВНО
ПОВИШАВАНЕ)
SLOPE DOWN TIME (ВРЕМЕ ЗА БАВНО
ПОНИЖАВАНЕ)
GAS PREFLOW (ГАЗОВ ПРЕДВАРИТЕЛЕН ПОТОК)
100 A
0,0 S
2,0 S
0,5 S
5,0 S
GAS POSTFLOW (ГАЗОВ ПОСЛЕДВАЩ ПОТОК)
SETTING LIMITS (ГРАНИЦИ НА НАСТРОЙКИТЕ)
MEASURE LIMITS (ГРАНИЦИ НА ИЗМЕРВАНЕ)
....
-
-
EDIT DESCRIPTION (РЕДАКТИРАНЕ НА
ОПИСАНИЕТО)
GAS PURGE
(ПРОДУХВАНЕ
4-STROKE
(4-ТАКТОВ)
REM ИЗХОД
С ГАЗ)
Сега настройката за данните за заваряването номер 5 е редактирана и запаметена.
8.7 Име
За да дадете собствено име на набора запаметени данни за заваряването, действайте
по следния начин:
Изберете позицията от паметта, на която искате да дадете име, и натиснете "1 2" (2-ра
функц.). След това натиснете EDIT (РЕДАКТИРАНЕ).
0460 896 601
- 62 -
© ESAB AB 2019
Page 63

8 УПРАВЛЕНИЕ НА ПАМЕТТА
WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
5 - (TIG)
TIG HF-START (СТАРТИРАНЕ НА ВИСОКОЧЕСТОТНО TIG)
100 AMP
COPY
(КОПИРАНЕ)
EDIT
(РЕДАКТИРАНЕ
1 2 ИЗХОД
)
Изберете SET (ЗАДАВАНЕ) » EDIT DESCRIPTION (РЕДАКТИРАНЕ НА ОПИСАНИЕТО).
Натиснете ENTER (ВЪВЕЖДАНЕ).
WELD DATA SETTING (НАСТРОЙКА НА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО)
CURRENT (ТОК)
SLOPE UP TIME (ВРЕМЕ ЗА ПЛАВНО
ПОВИШАВАНЕ)
SLOPE DOWN TIME (ВРЕМЕ ЗА БАВНО
ПОНИЖАВАНЕ)
GAS PREFLOW (ГАЗОВ ПРЕДВАРИТЕЛЕН ПОТОК)
100 A
0,0 S
2,0 S
0,5 S
5,0 S
GAS POSTFLOW (ГАЗОВ ПОСЛЕДВАЩ ПОТОК)
SETTING LIMITS (ГРАНИЦИ НА НАСТРОЙКИТЕ)
MEASURE LIMITS (ГРАНИЦИ НА ИЗМЕРВАНЕ)
....
EDIT DESCRIPTION (РЕДАКТИРАНЕ НА
ОПИСАНИЕТО)
-
-
GAS PURGE
(ПРОДУХВАНЕ
4-STROKE
(4-ТАКТОВ)
REM ИЗХОД
С ГАЗ)
Сега получавате достъп до клавиатура, която се използва по следния начин:
• Поставете курсора върху желания знак от клавиатурата, като използвате левия
бутон и клавишите със стрелки. Натиснете ENTER (ВЪВЕЖДАНЕ). По този начин
въведете цял символен низ с най-много 40 знака.
• Натиснете DONE (ГОТОВО) за съхранение. Сега опцията, на която сте дали име,
може да се види в списъка.
KEYBOARD (КЛАВИАТУРА)
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
_
0 (MAX 40)
0460 896 601
DELETE
(ИЗТРИВАНЕ)
- 63 -
SYMBOL
(СИМВОЛ)
DONE
(ГОТОВО)
© ESAB AB 2019
Page 64

8 УПРАВЛЕНИЕ НА ПАМЕТТА
Описание на каталог на данни за заваряване
Всеки каталог на данни за заваряване може да има кратко описание. В меню SET
(ЗАДАВАНЕ) » EDIT DESCRIPTION (РЕДАКТИРАНЕ НА ОПИСАНИЕТО) на каталога на
данни за заваряване, който току-що е бил извикан, може да бъде дадено описание с
дължина макс. 40 символа посредством вградената клавиатура. Настоящото описание
може да бъде също и променяно или изтривано.
Ако извиканият каталог има описание, то се показва в екраните на менютата MEMORY
(ПАМЕТ),MEASURE (ИЗМЕРВАНЕ) и REMOTE (ДИСТАНЦИОННО) вместо
параметрите на заваряването, които се извеждат в противен случай.
0460 896 601
- 64 -
© ESAB AB 2019
Page 65

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9 CONFIGURATION (КОНФИГУРИРАНЕ)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ)
Списъкът по-долу показва структурата на менюто:
• Език вижте раздел "Първа стъпка – избор на език" в глава "ВЪВЕДЕНИЕ".
• Code lock (Код за заключване)
• Remote controls (Дистанционно управление)
• Настройки по подразбиране за MIG/MAG
• Настройки по подразбиране на MMA
• Функционалните клавиши на бързия режим
• Double start sources (Източници на двоен старт)
• Panel remote enable (Дистанционен достъп до панела)
• WF supervision (WF наблюдение)
• Auto save mode (Режим на автоматично запаметяване)
• Measure limits stop weld (Спиране на заваряването при граници на измерване)
• Login required to weld (Необходимо е вписване за заваряване)
• Trigger welddata switch (Превключване на данни за заваряване чрез спусъка)
• Multiple wire feeders (Множество телоподаващи устройства)
• Quality functions (Функции за качество)
• Техническо обслужване
• Unit of length (Единица за дължина)
• Measure value frequency (Честота на измерване на стойност)
• Register key (Ключ за регистриране)
• Lightning display timer (Таймер за осветяване на дисплея)
9.1 Code lock (Код за заключване)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » CODE LOCK
(КОД ЗА ЗАКЛЮЧВАНЕ)
Когато е активирана функцията "заключване" и сте на екрана за измерване,
дистанционен режим или в менюто за бърз режим, за да напуснете тези менюта е
необходима парола (код за заключване).
CODE LOCK (КОД ЗА ЗАКЛЮЧВАНЕ)
LOCK STATUS (СЪСТОЯНИЕ НА ЗАКЛЮЧВАНЕТО)
SET/CHANGE LOCK CODE
(НАСТРОЙКА/ПРОМЯНА НА КОДА ЗА
ЗАКЛЮЧВАНЕ)
Кодът за заключване се активира в меню CONFIGURATION (КОНФИГУРИРАНЕ) .
9.1.1 Състояние на заключване чрез код
В код LOCK STATUS (СЪСТОЯНИЕ НА ЗАКЛЮЧВАНЕТО)чрез код можете да
активирате/дезактивирате функцията за заключване, без да изтривате съществуващия
код за заключване. Ако не е запаметен код за заключване и се опитате да активирате
заключването чрез код, тогава се показва клавиатура за въвеждане на нов код за
заключване.
OFF (Изкл.)
ИЗХОД
0460 896 601
- 65 -
© ESAB AB 2019
Page 66

9 CONFIGURATION (КОНФИГУРИРАНЕ)
KEYBOARD (КЛАВИАТУРА)
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
_
0 (MAX 16)
DELETE
(ИЗТРИВАНЕ)
SYMBOL
(СИМВОЛ)
DONE
(ГОТОВО)
Излизане от състоянието на заключване
Когато сте на екрана за измерване или в менюто за бърз режим и заключването чрез
код е дезактивирано, можете де излезете от тези менюта без ограничение чрез
натискане на ИЗХОД или MENU (МЕНЮ) за отиване до главното меню.
Ако е активирано и се опитате да излезете, напуснете REM или натиснете
функционален бутон "1 2" (2-ра функц.) и тогава се появява следният екран, за да
предупреди потребителя, че има блокираща защита.
PRESS ENTER FOR LOCK CODE...
(НАТИСНЕТЕ ВЪВЕЖДАНЕ ЗА КОДА
НА ЗАКЛЮЧВАНЕТО...)
Тук можете да изберете ИЗХОД за отмяна и връщане към предишното меню или да
продължите чрез натискане на ENTER (ВЪВЕЖДАНЕ) за въвеждане на кода на
заключването.
След това ще отидете на менюто с клавиатурата, където можете да въведете кода.
Натиснете ENTER (ВЪВЕЖДАНЕ) след всеки знак и потвърдете кода чрез следващо
натискане на DONE (ГОТОВО).
Появява се следният текст:
UNIT UNLOCKED! (УСТРОЙСТВОТО Е
ОТКЛЮЧЕНО!)
Ако кодът не е верен, тогава се появява съобщение за грешка, което предлага
възможност за нов опит или за връщане към началното меню, т.е. на екрана за
измерване или в менюто за бърз режим.
Ако кодът е правилен, тогава се премахват всички блокировки към другите менюта,
въпреки че заключването чрез код остава активирано. Това означава, че можете да
напуснете временно екрана за измерване или менюто за бърз режим, като запазите
състоянието на заключване, когато се върнете на тези менюта.
9.1.2 Задаване/редактиране на код на заключването
В "Задаване/редактиране на код на заключването" можете да редактирате
съществуващ код на заключването или да въведете нов. Кодът на заключването може
да се състои от най-много 16 букви или цифри.
9.2 Remote controls (Дистанционно управление)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » REMOTE
CONTROLS (ДИСТАНЦИОННО УПРАВЛЕНИЕ)
0460 896 601
- 66 -
© ESAB AB 2019
Page 67

9 CONFIGURATION (КОНФИГУРИРАНЕ)
Налични са различни конфигурационни опции в зависимост от процеса и от
дистанционното управление.
Дистанционни устройства, които не се свързват посредством CAN шина, трябва да се
свържат посредством адаптер за дистанционно управление. Методът SuperPulse не се
поддържа от тази функция.
След свързване активирайте блока за дистанционно управление на екрана MEASURE
(ИЗМЕРВАНЕ) с функционалния клавиш REMOTE (ДИСТАНЦИОННО).
9.2.1 Forget override (Извеждане на последната)
Поставете курсора на REMOTE CONTROLS (ДИСТАНЦИОННО УПРАВЛЕНИЕ) реда.
Натиснете ENTER (ВЪВЕЖДАНЕ) за извеждане на списъка с опции.
MIG/MAG REMOTE CONTROLS (ДИСТАНЦИОННО УПРАВЛЕНИЕ ЗА MIG/MAG)
FORGET OVERRIDE (ИЗВЕЖДАНЕ НА
ПОСЛЕДНАТА)
DIGITAL OP
ANALOG 1
WIRE SPEED (СКОРОСТ НА
ON (Вкл.)
5-PROG
ТЕЛТА)
– MIN (МИН.)
– MAX (МАКС.)
ANALOG 2
VOLTAGE (НАПРЕЖЕНИЕ)
25,0
– MIN (МИН.)
– MAX (МАКС.)
ИЗХОД
С FORGET OVERRIDE (ИЗВЕЖДАНЕ НА ПОСЛЕДНАТА) настроена на ON
(Вкл.)последно извиканата памет автоматично се извиква преди всяко стартиране на
ново заваряване. По този начин се елиминират резултатите от всички настройки на
данни за заваряване, направени в последната процедура по заваряване.
9.2.2 Конфигуриране на дигитално дистанционно управление
Без адаптер за дистанционно управление
0,8
-10
+10
Когато се свързва дистанционно управление на базата на CAN шина,
конфигурирането се извършва автоматично, DIGITAL OP.
С адаптер за дистанционно управление
Когато се използва дигитално дистанционно управление, определете какъв тип
дистанционно управление ще се използва.
Позиционирайте курсора на DIGITAL OP реда и натиснете ENTER (ВЪВЕЖДАНЕ) за
извеждане на списък, от който можете да изберете опция.
BINARY CODED (Двоично кодирано) • 32-програмно устройство
10-PROGR • 10-програмно устройство *
* или заваръчна горелка с избор на програми RS3
0460 896 601
- 67 -
© ESAB AB 2019
Page 68

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9.2.3 Конфигуриране на аналогово дистанционно управление
Без адаптер за дистанционно управление
Когато се свързва дистанционно управление на базата на CAN шина,
конфигурирането на ANALOG 1 и ANALOG 2 се извършва автоматично.
Конфигурирането не може да бъде променяно.
С адаптер за дистанционно управление
Когато използвате аналогово дистанционно управление с адаптер за дистанционно
управление, можете на панела за управление да посочите кой(и) (максимум 2)
потенциометър(и) желаете да използвате.
В панела за управление потенциометрите се наричат ANALOG 1 и ANALOG 2 и се
свързват с набор от техни собствени параметри за процеса на заваряване, напр.
параметър за подаване на тел (ANALOG 1) и параметър напрежение (ANALOG 2) с
MIG/MAG.
Ако курсорът се постави върху ред ANALOG 1 и се натисне ENTER (ВЪВЕЖДАНЕ), се
извежда списък.
NONE (БЕЗ)
WIRE SPEED (СКОРОСТ НА ТЕЛТА)
Ако курсорът се постави върху ред ANALOG 1 и се натисне ENTER (ВЪВЕЖДАНЕ), се
извежда списък.
Сега можете да изберете дали да се използва потенциометър ANALOG 1 за WIRE
SPEED (СКОРОСТ НА ТЕЛТА) или ако няма да се използва – NONE (БЕЗ).
Изберете WIRE SPEED (СКОРОСТ НА ТЕЛТА) и натиснете ENTER (ВЪВЕЖДАНЕ).
Ако курсорът се постави върху ред ANALOG 2 и се натисне ENTER (ВЪВЕЖДАНЕ), се
извежда списък.
NONE (БЕЗ)
VOLTAGE (НАПРЕЖЕНИЕ)
Ако курсорът се постави върху ред ANALOG 2 и се натисне ENTER (ВЪВЕЖДАНЕ), се
извежда списък.
Сега можете да изберете дали да се използва потенциометър ANALOG 2 за VOLTAGE
(НАПРЕЖЕНИЕ) или ако няма да се използва – NONE (БЕЗ).
Изберете VOLTAGE (НАПРЕЖЕНИЕ) и натиснете ENTER (ВЪВЕЖДАНЕ).
Конфигурирането на всички параметри на дистанционното управление се прилага към
всяко свързано телоподаващо устройство. Ако изтриете ANALOG 1 от конфигурацията,
това се прилага и за двете телоподаващи устройства, когато се използва двойка
устройства.
0460 896 601
- 68 -
© ESAB AB 2019
Page 69

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9.2.4 Скала за входните данни
Можете да зададете диапазон на контрол за потенциометъра(и), които се използват.
Това се прави чрез определяне на минимална и максимална стойност в панела за
управление с бутони плюс/минус.
Обърнете внимание, че можете да зададете различни граници на напрежението при
синергичен и несинергичен режим. Настройката на напрежението в синергия (плюс
или минус) на стойността на синергията. При несинергичен режим настройката на
напрежението се задава като абсолютна стойност. Зададената стойност се прилага
към синергията, когато сте в синергичен режим. Ако не сте в синергичен режим, тя
представлява абсолютна стойност.
Съществуват и различни граници за контрол на напрежението за заваряване с къса
дъга/дъгово заваряване със струен пренос и импулсно заваряване в несинергичен
режим.
Стойност след нулирането
Синергично заваряване с къса дъга/дъгово
мин. -10 V макс. 10 V
заваряване със струен пренос и импулсно
заваряване
Несинергично заваряване с къса
мин. 8 V макс. 60 V
дъга/дъгово заваряване със струен пренос
Несинергично импулсно заваряване мин. 8 V макс. 50 V
9.3 Настройки по подразбиране за MIG/MAG
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » MIG/MAG
DEFAULTS (НАСТРОЙКИ ПО ПОДРАЗБИРАНЕ ЗА MIG/MAG)
В това меню можете да задавате:
• Gun trigger mode (Режим на спусък на пистолета) (2-stroke/4-stroke)
(2-ходов/4-ходов)
• Конфигуриране на 4-ходов режим
• Soft keys configuration (Конфигуриране на функционални клавиши)
• Volt. measure in pulsed (Измерване на имп. напрежение)
• AVC функция
• Release pulse (Импулс за освобождаване)
• Хоризонтална статична крива на регулатора на напрежение
• Активиране на време на забавяне за запълване на кратера
• Време на закъснение на изключена дъга след стартиране на заваряването
• Display Amperage Estimate (Извеждане на приблизителен ток)
0460 896 601
- 69 -
© ESAB AB 2019
Page 70

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9.3.1 Режим на спусък на пистолета (2-ходов/4-ходов)
2-тактов режим
A = Предварителен газов
поток
B = Горещ старт
C = Заваряване
D = Запълване на кратери
E = Последващ газов поток
Функции при използване на 2-ходов контрол на заваръчната горелка.
Предварителният газов поток (ако се използва) се стартира, когато се натисне
спусъкът на заваръчния пистолет (1). След това започва процесът на заваряване.
Когато спусъкът се освободи (2), започва запълване на кратера (ако е избрано) и
заваръчният ток спира. Стартира последващ газов поток (ако е избран).
СЪВЕТ: Ако спусъкът се натисне отново, докато се извършва запълване на кратера,
то продължава, докато спусъкът се държи натиснат (прекъснатата линия).
Запълването на кратери може да бъде прекъснато с бързо натискане и отпускане на
спусъка, докато то се изпълнява.
2-ходов режим се активира в екрана за измерване, менюто за конфигуриране или с
функционален клавиш в екрана за измерване.
4-тактов режим
Има 3 позиции за старт и 2 позиции за стоп за 4-ходов режим. Това позиция за старт и
стоп 1. Когато се нулира панела, се избира позиция 1. Вижте раздел "Конфигуриране
на 4-ходов режим".
A = Предварителен газов
поток
B = Горещ старт
C = Заваряване
D = Запълване на кратери
E = Последващ газов поток
Функции при използване на 4-ходов контрол на заваръчната горелка
Предварителният газов поток се стартира, когато се натисне спусъкът на заваръчния
пистолет (1). Освобождаването на спусъка на горелката започва процеса на
заваряване. Ако спусъкът се натиснете отново (3), започва запълването на кратери
(ако е включено) и се намаляват заваръчните параметри до по-ниски стойности.
Отпускането на спусък (4) прекратява изцяло заваряването и стартира последващ
газов поток (ако е избран).
СЪВЕТ: Запълването на кратери спира след освобождаване на спусъка на горелката.
Ако спусъкът се държи натиснат, запълването на кратера продължава (прекъснатата
линия).
0460 896 601
- 70 -
© ESAB AB 2019
Page 71

9 CONFIGURATION (КОНФИГУРИРАНЕ)
4-ходов режим се активира в екрана за измерване, менюто за конфигуриране или с
функционален клавиш в екрана за измерване. Не е възможно да се избере режим на
спусък (4-ходов), ако точковото заваряване е ON (Вкл.).
9.3.2 Конфигуриране на 4-ходов режим
При конфигуриране на 4-ходов режим могат да се използват различни функции на
4-ходовото стартиране и спиране.
Настройка на 4-ходов старт
• Предварителен газов поток, контролиран от спусъка, вижте раздел "4-ходов
режим".
• Контролиран по време предварителен газов поток.
A = Газов поток
B = Подаване на тел
С = Предварителен газов
поток
D = Заваряване
Натиснете спусъка (1), стартира предварителният газов поток. След зададеното за
предварителния газов поток време, процесът на заваряване започва. Отпуснете
спусъка (2).
• Горещ старт, контролиран от спусъка
A = Газов поток
B = Подаване на тел
С = Предварителен газов
поток
D = Горещ старт
E = Заваряване
Натиснете спусъка (1), стартира предварителният газов поток и се задейства горещ
старт до отпускането на спусъка (2).
Настройка на 4-ходов стоп
• Контролирано по време запълване на кратера с възможно удължаване, вижте
раздел "4-ходов режим".
• Контролирано чрез спусъка време за запълване на кратера
A = Газов поток
B = Подаване на тел
C = Заваряване
D = Запълване на кратери
Натиснете спусъка (3). Започва запълването на кратера и се изпълнява. Ако спусъкът
се отпусне (4) в рамките на периода на продължителност на запълването на кратера
(съкращаване на продължителността на запълване на кратера), заваряването се
прекъсва.
0460 896 601
- 71 -
© ESAB AB 2019
Page 72

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9.3.3 Конфигуриране на функционален клавиш
При MIG/MAG заваряване потребителят има възможност да задава функцията на тези
функционални клавиши чрез избор от списък със зададени опции. Функция може да се
задава на седем функционални клавиша.
Възможно е да избирате между следните опции:
• None (Без)
• Gas purge (Продухване с газ)
• Wire inching (Бавно придвижване на телта)
• Trigger mode (2/4) (Режим на включване)
• Crater filling ON/OFF (Вкл./Изкл. на запълване на кратера)
• Creep start ON/OFF (Вкл./Изкл. на пълзящ старт)
• Hot start ON/OFF (Вкл./Изкл. на горещ старт)
• Trigger data switch (Превключвател на данни за включване)
• Air purge (Продухване с въздух)
• Process inhibit (Забраняване на процес)
• Reverse wire (Реверсиране на телта)
• Clear error (Изчистване на грешка)
На екрана на дисплея има две колони: една за Функция и една за Soft key
(Функционален клавиш) номер.
SOFT KEYS SETUP (КОНФИГУРИРАНЕ НА ФУНКЦИОНАЛНИ КЛАВИШИ)
Функция Soft key (Функционален клавиш)
NONE (БЕЗ)
GAS PURGE (ПРОДУХВАНЕ С ГАЗ)
WIRE INCHING (БАВНО ПРИДВИЖВАНЕ НА
ТЕЛТА)
TRIGGER MODE (2/4) (РЕЖИМ НА ВКЛЮЧВАНЕ)
CRATER FILL ON/OFF (ВКЛ./ИЗКЛ. НА
ЗАПЪЛВАНЕ НА КРАТЕРА)
CREEP START ON/OFF (ВКЛ./ИЗКЛ. НА ПЪЛЗЯЩ
СТАРТ)
HOT START ON/OFF (ВКЛ./ИЗКЛ. НА ГОРЕЩ
СТАРТ)
TRIGGER SWITCH (ПРЕВКЛЮЧВАНЕ НА
ВКЛЮЧВАНЕ)
GAS PURGE
(ПРОДУХВАНЕ
С ГАЗ)
WIRE INCH
(БАВНО
ПРИДВИЖВАНЕ
4-STROKE
(4-ТАКТОВ)
1 2 ИЗХОД
НА ТЕЛТА)
1
2
3
4
5
6
7
Панелът има пет функционални клавиша. С натискането на "1 2" (2-ра функц.) клавиш,
вие получавате допълнителни пет функционални клавиша.
0460 896 601
- 72 -
© ESAB AB 2019
Page 73

9 CONFIGURATION (КОНФИГУРИРАНЕ)
Когато присвоите функции на тези клавиши, те са номерирани отляво, както следва:
За да присвоите нова функция на функционален клавиш, действайте по следния
начин:
• Позиционирайте курсора върху реда на функция NONE (БЕЗ) и натиснете
функционалния клавиш с функцията, на която ще се промени номера на клавиша.
• Повторете тази процедура с клавиша, който има номер, който ще бъде
използван.
• Поставете курсора върху реда на функцията, на която желаете да дадете нов
номер на бутон, и натиснете функционалния клавиш, на който желаете да
присвоите функцията.
По същия начин можете да присвоите нови функции на други клавиши, като
съгласувате функцията в лявата колона с номера на клавиша в дясната колона.
9.3.4 Измерване на напрежение при импулсно заваряване
Опциите за методи за напрежение при импулсно заваряване са следните:
• Пикова стойност при импулсно напрежение PULSE (ИМПУЛС) Напрежението се
измерва само по време на импулса и се филтрира преди стойността на
напрежението да се покаже на дисплея.
• Средна стойност на напрежението AVERAGE (СРЕДНА СТОЙНОСТ)
Напрежението се измерва непрекъснато и се филтрира преди да се покаже
стойността на напрежението.
Стойностите от измерването, които са представени на дисплея, се използват като
входни данни за процедурите по вътрешно и външно качество.
9.3.5 AVC функция
Когато сте свързали AVC телоподаващо устройство (Контрол на напрежението на
дъгата), отидете в CONFIGURATION (КОНФИГУРИРАНЕ) меню в MIG/MAG DEFAULTS
(НАСТРОЙКИ ПО ПОДРАЗБИРАНЕ ЗА MIG/MAG). Натиснете ENTER (ВЪВЕЖДАНЕ)
на реда AVC wire feed unit (AVC телоподаващо устройство) и изберете ON (Вкл.). Сега
оборудването се реконфигурира автоматично, така че да съответства на AVC
телоподаващото устройство.
Когато се използва устройство за подаване на напрежение на дъгата, то се управлява
директно от напрежението на заваряване. Няма връзка с телоподаващото устройство
по друг начин. За по-добри работни характеристики се използва специален регулатор.
9.3.6 Release pulse (Импулс за освобождаване)
Ако телта залепне за детайла, системата отчита това събитие. Изпраща се токов
импулс, който освобождава телта от повърхността.
За да се получи тази функция, изберете RELEASE PULSE (ИМПУЛС ЗА
ОСВОБОЖДАВАНЕ) от списъка в MIG/MAG DEFAULTS (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ ЗА MIG/MAG), след това натиснете ENTER (ВЪВЕЖДАНЕ) и
изберете ON (Вкл.).
0460 896 601
- 73 -
© ESAB AB 2019
Page 74

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9.3.7 Хоризонтална статична крива на регулатора на напрежение
VOLTAGE REGULATOR FLAT STATIC (ХОРИЗОНАТАЛНА СТАТИЧНА КРИВА НА
РЕГУЛАТОРА НА НАПРЕЖЕНИЕ) обикновено е активирана (ON (Вкл.)).
Функцията се използва за специфични потребителски решения.
9.3.8 Активиране на време на забавяне за запълване на кратера
DELAY TIME CRATERFILL ACTIVE (АКТИВИРАНЕ НА ВРЕМЕ ЗА ЗАБАВЯНЕ ЗА
ЗАПЪЛВАНЕ НА КРАТЕРА) е времето на закъснение, което трябва да измине след
стартиране на заваряването, за да се активира функцията CRATERFILL (запълване на
кратера), когато е разрешено Crater filling (Запълване на кратера).
Стойността по подразбиране е 1 S.
9.3.9 Време на закъснение на изключена дъга след стартиране на заваряването
Това време на закъснение дефинира период от време, който започва при стартиране
на заваряването и завършва при (стартиране на заваряване + време на
закъснение на изключена дъга след стартиране на заваряването).
Ако няколко събития включена дъга и изключена дъга възникнат по време на
дефинирания времеви период, събитията изключена дъга не се предават, ако
последното събитие преди края на дефинирания времеви период е събитие включена
дъга.
Ако множество събития включена дъга и изключена дъга възникнат по време на
дефинирания времеви период и последното събитие преди края на дефинирания
времеви период е събитие изключена дъга, това събитие изключена дъга се
предава след края на дефинирания период от време.
Само първото събитие включена дъга, което възникне по време на дефинирания
времеви период, се предава.
Пример: Ако поредица от събития включена дъга, изключена дъгаи включена дъга
възникне по време на дефинирания времеви период, само първото събитие включена
дъга се предава от захранващия блок към свързаното оборудване. Събитието
изключена дъга първо е забавено в захранващия блок, но след това се изтрива,
когато последното събитие включена дъга се получи.
Стойността по подразбиране е 0 s.
Функцията се използва за специфични потребителски решения.
9.3.10 Display Amperage Estimate (Извеждане на приблизителен ток)
Като се има предвид избраната линия за синергия, приблизителният ток се изчислява
с помощта на текущата скорост на подаване на телта.
Настройката по подразбиране е OFF (Изкл.).
Приблизителният ток се извежда като справка, когато заварчикът не знае каква скорост
на подаване на телта да зададе. В зависимост от вида на съединението и размера на
издадената част на телта (разстояние от контактния връх до работния детайл), които
се използват, ще има известно отклонение между приблизителния и действително
измерения ток. Ако има голямо отклонение, издадената част на телта трябва да се
регулира така, че да се получат оптимални резултати при заваряването.
Приблизителният ток се извежда в MEASURE (ИЗМЕРВАНЕ) менюто при регулиране
на скоростта на подаване на телта или напрежението.
0460 896 601
- 74 -
© ESAB AB 2019
Page 75

9 CONFIGURATION (КОНФИГУРИРАНЕ)
Приблизителен ток не се извежда при заваряване с помощта на групи на синергия
ROBOT или SAT дори ако функцията Display Amperage Estimate (Извеждане на
приблизителен ток) е зададена на ON (Вкл.).
9.4 Настройки по подразбиране на MMA
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » MMA
DEFAULTS (НАСТРОЙКИ ПО ПОДРАЗБИРАНЕ НА ММА)
Капково заваряване
Капковото заваряване може да се използва при заварка с електроди от неръждаема
стомана. Функцията включва последователно запалване и угасване на дъгата за
постигане на по-добро управление на преноса на топлина. За угасване на дъгата е
необходимо леко повдигане на електрода.
Изберете ON (Вкл.) или OFF (Изкл.).
9.5 Функционалните клавиши на бързия режим
Функционалните клавиши от WELD DATA 1 (ДАННИ ЗА ЗАВАРЯВАНЕТО 1) до WELD
DATA 4 (ДАННИ ЗА ЗАВАРЯВАНЕТО 4) се появяват в менюто за бърз режим. Същите
са конфигурирани по следния начин:
Позиционирайте курсора на SOFT KEY NUMBER (НОМЕР НА ФУНКЦИОНАЛЕН
КЛАВИШ) реда.
0460 896 601
- 75 -
© ESAB AB 2019
Page 76

9 CONFIGURATION (КОНФИГУРИРАНЕ)
FAST MODE SOFT KEYS (ФУНКЦИОНАЛНИ КЛАВИШИ ЗА БЪРЗИЯ РЕЖИМ)
SOFT KEY NUMBER (НОМЕР НА ФУНКЦИОНАЛЕН
КЛАВИШ)
ASSOCIATED WELD DATA (СВЪРЗАНИ ДАННИ ЗА
ЗАВАРЯВАНЕ)
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON (ВКЛ. СИНЕРГИЧЕН РЕЖИМ НА
MIG/MAG ЗАВАРЯВАНЕ С КЪСА ДЪГА/ДЪГОВО ЗАВАРЯВАНЕ СЪС СТРУЕН
ПРЕНОС)
Fe ER70S, C=2, 1,2 mm
+ 3,5 ВОЛТА, 7,6 M/MIN
STORE
(ЗАПАМЕТЯВАН
Е)
Клавишите са номерирани от ляво надясно с 1 – 4. Изберете желания клавиш, като
зададете неговия номер с помощта на клавишите плюс/минус.
След това отидете с левия бутон на долния ред ASSOCIATED WELD DATA
(СВЪРЗАНИ ДАННИ ЗА ЗАВАРЯВАНЕ). Тук можете да обхождате набори от данни за
заваряване, които са запаметени в паметта за данни за заваряването. Изберете
желания номер на данни за заваряване чрез бутоните плюс/минус. НатиснетеSTORE
(ЗАПАМЕТЯВАНЕ) за запаметяване. За да изтриете запаметения набор, натиснете
DELETE (ИЗТРИВАНЕ).
DELETE
(ИЗТРИВАНЕ)
ИЗХОД
1
5
9.6 Double start sources (Източници на двоен старт)
Когато е активирана тази опция (ON), можете да стартирате MIG/MAG заваряване чрез
стартов сигнал на телоподаващото устройство като входен сигнал и от сигнал за
стартиране на TIG на захранващия блок като входен сигнал и обратно. Когато
заваряването се стартира от стартов сигнал на едно входно устройство, то трябва да
бъде спряно от същото входно устройство.
9.7 Panel remote enable (Дистанционен достъп до панела)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » PANEL
REMOTE ENABLE (ДИСТАНЦИОНЕН ДОСТЪП ДО ПАНЕЛА)
Когато панелът е в режим на дистанционно управление, не е възможно да се правят
настройки с бутоните на панела. За дистанционно управление, което превключва
между памети с данни за заваряването: Когато PANEL REMOTE ENABLE
(ДИСТАНЦИОНЕН ДОСТЪП ДО ПАНЕЛА) е ON (Вкл.),токът/подаването на тел или
напрежението могат да бъдат задавани посредством контролния блок и
дистанционното управление.
Ако PANEL REMOTE ENABLE (ДИСТАНЦИОНЕН ДОСТЪП ДО ПАНЕЛА) се използва в
комбинация с граници, експлоатацията на машината може да бъде ограничена до
конкретен диапазон на настройки. Прилага се за следните настройки: подаване на тел
и напрежение за MIG/MAG заваряване, настройка на тока за MMA и TIG заваряване,
импулсен ток с импулсно TIG заваряване.
9.8 WF supervision (WF наблюдение)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » WF
SUPERVISION (WF НАБЛЮДЕНИЕ)
0460 896 601
- 76 -
© ESAB AB 2019
Page 77

9 CONFIGURATION (КОНФИГУРИРАНЕ)
WF SUPERVISION (WF НАБЛЮДЕНИЕ) обикновено е активирана (ON (Вкл.)).
Функцията се използва за специфични потребителски решения. Функцията проверява
дали контактът между WDU и телоподаващото устройство е изгубен и в този случай
генерира грешка.
ЗАБЕЛЕЖКА!
Когато се използва телоподаващо устройство, което не е ESAB с захранващ
източник ESAB, наблюдението трябва да се дезактивира.
9.9 Auto save mode (Режим на автоматично запаметяване)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » AUTO SAVE
MODE (РЕЖИМ НА АВТОМАТИЧНО ЗАПАМЕТЯВАНЕ)
Настройката по подразбиране е OFF (Изкл.).
Наборите от данни за заваряване се запаметяват с позиции в паметта за данни за
заваряването.
Auto save mode (Режим на автоматично запаметяване) е настроен на ON (Вкл.):
Когато се извиква набор от данни за заваряване, променят се настройките и след това
се извиква друг набор от данни за заваряване, първият набор се актуализира съгласно
променените настройки.
Ръчното запаметяване на данните за заваряването на позиция от паметта анулира
следващото автоматично запаметяване.
Позицията на паметта, в която е запаметен наборът от данни за заваряването, се
показва в горния десен ъгъл на екрана за измерване.
9.10 Measure limits stop weld (Спиране на заваряването при граници на измерване)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » MEASURE
LIMITS STOP WELD (СПИРАНЕ НА ЗАВАРЯВАНЕТО ПРИ ГРАНИЦИ НА ИЗМЕРВАНЕ)
Настройката по подразбиране е OFF (Изкл.).
Тази функция управлява поведението, когато възникне грешка при измерване на
границите. Налична е за MIG/MAG и TIG със спусък на горелката.
Предлагат се три настройки:
• ON (Вкл.)
• ON, SUPERVISE (ВКЛ., НАДЗОР)
• OFF (Изкл.)
Когато MEASURE LIMITS STOP WELD (СПИРАНЕ НА ЗАВАРЯВАНЕТО ПРИ ГРАНИЦИ
НА ИЗМЕРВАНЕ) е активирано (ON (Вкл.)) и възникне грешка при границите на
измерване, заваряването спира незабавно.
Настройката ON, SUPERVISE (ВКЛ., НАДЗОР) може да се използва, ако функцията
USER ACCOUNTS (АКАУНТИ НА ПОТРЕБИТЕЛИ) се използва за източника на
захранване. Ако настройката ON, SUPERVISE (ВКЛ., НАДЗОР) е избрана и възникне
грешка при границите на измерване, заваряването спира незабавно и
администраторът или старшият потребител трябва да въведе своята парола,
преди да се възстанови заваряването. (За информация относно акаунтите на
потребители и нивата на акаунтите вижте раздел "Акаунти на потребители" в
настоящото ръководство.)
0460 896 601
- 77 -
© ESAB AB 2019
Page 78

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9.11 Login required to weld (Необходимо е вписване за заваряване)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » Login required
to weld (Необходимо е вписване за заваряване)
Ако Login required to weld (Необходимо е вписване за заваряване) е активно, акаунтите
на потребители трябва да са активирани и появилите се входни данни да разрешават
заваряване.
9.12 Trigger weld data switch (Превключване на данни за заваряване чрез спусъка)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » TRIGGER
WELD DATA SWITCH (ПРЕВКЛЮЧВАНЕ НА ДАННИ ЗА ЗАВАРЯВАНЕ ЧРЕЗ СПУСЪКА)
Тази функция позволява превключване на различни предварително зададени
алтернативни данни за заваряването чрез бързо натискане (натиснете бутона и го
освободете незабавно след това) на спусковия превключвател на заваръчната горелка.
Възможно е да изберете между единично и двойно натискане. Единично натискане
означава едно бързо натискане. Двойно натискане означава две бързи натискания.
FIRST CHANGE IN SEQUENCE ARC OFF (ПЪРВА СМЯНА НА
ПОСЛЕДОВАТЕЛНОСТТА – ДЪГА ИЗКЛ.) може да се зададе като NEXT (СЛЕДВАЩ)
или START (СТАРТ)
NEXT - A TRIGGER DATA SWITCH (СЛЕДВАЩ – ПРЕВКЛЮЧВАНЕ НА ДАННИ ЧРЕЗ
СПУСЪКА) ще промени паметта на следващата по последователност.
START – A TRIGGER DATA SWITCH (СТАРТ – ПРЕВКЛЮЧВАНЕ НА ДАННИ ЧРЕЗ
СПУСЪКА) по време на ARC OFF (ДЪГА ИЗКЛ.) ще промени паметта на първата памет
в последователността, ако са преминали 4секунди от последното превключване със
спусъка.
TRIGGER DATA SWITCH (ПРЕВКЛЮЧВАНЕ НА ДАННИ ЧРЕЗ СПУСЪКА) в рамките на
4секунди от последното превключване със спусъка ще промени паметта на
следващата памет в последователността.
Възможно е да се превключват между максимум 5 избрани позиции в паметта, вижте
глава "УПРАВЛЕНИЕ НА ПАМЕТТА".
OFF (Изкл.) – Без превключване между данни за заваряване.
ARC OFF (ИЗКЛЮЧВАНЕ НА ДЪГАТА) – Потребителят не може да превключва между
позиции в паметта по време на заваряване.
ON (Вкл.) – Потребителят винаги може да превключва между позиции в паметта.
3-PROG – Добавя 3 позиции в паметта. Изберете 2-stroke (вижте раздел 9.3.1). 3-Prog
е разширена форма на 2-stroke с превключване на данни за включване от 3 памети.
Превключването на данните за включване ще се промени на памет 1, когато се
натисне превключвателя за включване на заваръчния пистолет. След това започва
процесът на заваряване. Когато превключвателя на спусъка се освободи,
превключването на данните за включване ще се промени на памет 2 и заваряването
ще продължи. Превключването на данни за включване ще се промени на памет 3,
когато се натисне отново превключвателя за включване на заваръчния пистолет.
Когато спусъкът се освободи за втори път, започва запълване на кратера (ако е
избрано) и заваръчният ток спира. Стартира последващ газов поток (ако е избран).
Активиране на превключване на данни за заваряване
0460 896 601
- 78 -
© ESAB AB 2019
Page 79

9 CONFIGURATION (КОНФИГУРИРАНЕ)
Позиционирайте курсора на TRIGGER WELD DATA SWITCH (ПРЕВКЛЮЧВАНЕ НА
ДАННИ ЗА ЗАВАРЯВАНЕ ЧРЕЗ СПУСЪКА) и натиснете ENTER (ВЪВЕЖДАНЕ).
Изберете OFF (Изкл.), ARC OFF (ИЗКЛЮЧВАНЕ НА ДЪГАТА), ON (Вкл.) или 3-PROG.
Натиснете ENTER (ВЪВЕЖДАНЕ).
TRIGGER WELDDATA SWITCH (ПРЕВКЛЮЧВАНЕ НА ДАННИ ЗА ЗАВАРЯВАНЕ
ЧРЕЗ СПУСЪКА)
TRIGGER WELDDATA SWITCH (ПРЕВКЛЮЧВАНЕ
НА ДАННИ ЗА ЗАВАРЯВАНЕ ЧРЕЗ СПУСЪКА)
CLICK (ЩРАКВАНЕ)
SINGLE (ЕДИНИЧНО)
NEXT (СЛЕДВАЩ)
OFF (Изкл.)
FIRST CHANGE IN SEQUENCE ARC OFF (ПЪРВА
ПРОМЯНА В ПОСЛЕДОВАТЕЛНОСТТА НА
ИЗКЛЮЧВАНЕ НА ДЪГАТА)
ADD/DELETE WELDDATA
(ДОБАВЯНЕ/ИЗТРИВАНЕ НА ДАННИ ЗА
ЗАВАРЯВАНЕТО)
SELECTED WELDDATA (ИЗБРАНИ ДАННИ ЗА
ЗАВАРЯВАНЕТО)
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON (ВКЛ. СИНЕРГИЧЕН РЕЖИМ НА
MIG/MAG ЗАВАРЯВАНЕ С КЪСА ДЪГА/ДЪГОВО ЗАВАРЯВАНЕ СЪС СТРУЕН
ПРЕНОС)
Fe ER70S, CO2, 1,2 mm
+ 3,5 ВОЛТА, 7,6 M/MIN
ИЗХОД
5
Избор на данни за заваряване от паметта
Позиционирайте курсора на реда ADD/DELETE WELD DATA (ДОБАВЯНЕ/ИЗТРИВАНЕ
НА ДАННИТЕ ЗА ЗАВАРЯВАНЕ) .
0460 896 601
- 79 -
© ESAB AB 2019
Page 80

9 CONFIGURATION (КОНФИГУРИРАНЕ)
TRIGGER WELDDATA SWITCH (ПРЕВКЛЮЧВАНЕ НА ДАННИ ЗА ЗАВАРЯВАНЕ
ЧРЕЗ СПУСЪКА)
TRIGGER WELDDATA SWITCH (ПРЕВКЛЮЧВАНЕ
НА ДАННИ ЗА ЗАВАРЯВАНЕ ЧРЕЗ СПУСЪКА)
CLICK (ЩРАКВАНЕ)
SINGLE (ЕДИНИЧНО)
NEXT (СЛЕДВАЩ)
OFF (Изкл.)
FIRST CHANGE IN SEQUENCE ARC OFF (ПЪРВА
ПРОМЯНА В ПОСЛЕДОВАТЕЛНОСТТА НА
ИЗКЛЮЧВАНЕ НА ДЪГАТА)
ADD/DELETE WELDDATA
(ДОБАВЯНЕ/ИЗТРИВАНЕ НА ДАННИ ЗА
ЗАВАРЯВАНЕТО)
SELECTED WELDDATA 5 19 (ИЗБРАНИ ДАННИ ЗА
ЗАВАРЯВАНЕТО 5 19)
MIG/MAG SHORT/SPRAY SYNERGIC MODE ON (ВКЛ. СИНЕРГИЧЕН РЕЖИМ НА
MIG/MAG ЗАВАРЯВАНЕ С КЪСА ДЪГА/ДЪГОВО ЗАВАРЯВАНЕ СЪС СТРУЕН
ПРЕНОС)
Fe ER70S, CO2, 1,2 mm
+ 3,5 волта, 7,6 M/MIN
STORE
(ЗАПАМЕТЯВАН
DELETE
(ИЗТРИВАНЕ)
ИЗХОД
Е)
19
Изберете числата от паметите, където са запаметени текущите данни за заваряване
посредством бутоните плюс/минус, и след това натиснете STORE (ЗАПАМЕТЯВАНЕ).
Редът SELECTED WELD DATA (ИЗБРАНИ ДАНИ ЗА ЗАВАРЯВАНЕ) показва кои данни
за заваряване са избрани и в какъв ред те се появяват, от ляво надясно. Наборът от
данни за заваряването за последната избрана позиция се извежда под линия на
дисплея.
За да се изтрият данни от заваряване, изпълнете същата процедура като по-горе, но
натиснете бутон DELETE (ИЗТРИВАНЕ).
9.13 Multiple wire feeders (Множество телоподаващи устройства)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » MULTIPLE
WIRE FEEDERS (МНОЖЕСТВО ТЕЛОПОДАВАЩИ УСТРОЙСТВА)
Когато са свързани няколко телоподаващи устройства (макс. 4), трябва да използвате
такива без блок за данни за заваряването, т.е. с празен панел.
Всички телоподаващи устройства, които се доставят до клиента, имат
идентификационен номер 1.
9.13.1 Конфигуриране на множество телоподаващи устройства
Първото нещо, което трябва да направите, когато свързвате няколко телоподаващи
устройства, е да промените идентификационния номер (адрес на възела) на едно от
телоподаващите устройства.
За да промените ID номера, направете следното:
0460 896 601
- 80 -
© ESAB AB 2019
Page 81

9 CONFIGURATION (КОНФИГУРИРАНЕ)
• Свържете първото телоподаващо устройство, отидете в MULTIPLE WIRE
FEEDERS (МНОЖЕСТВО ТЕЛОПОДАВАЩИ УСТРОЙСТВА) .
• Натиснете и отпуснете тригера, за да активирате телоподаващото устройство.
• Прочетете на първия ред кой ID номер има телоподаващото устройство (трябва
да бъде 1 първия път). Изберете нов ID номер между 2 и 4.
Позиционирайте курсора на SELECT A NEW ID NUMBER (ИЗБОР НА НОВ ID
НОМЕР) реда. Задайте желания номер между 1 и 4, като променяте числото с
бутоните плюс/минус. Натиснете ENTER (ВЪВЕЖДАНЕ).
MULTIPLE WIRE FEEDERS (МНОЖЕСТВО ТЕЛОПОДАВАЩИ УСТРОЙСТВА)
CURRENT ID NUMBER (ТЕКУЩ ID НОМЕР)
SELECT A NEW ID NUMBER (ИЗБОР НА НОВ ID
НОМЕР)
CONNECTED WIRE FEEDERS ID: (ID НА
СВЪРЗАНИТЕ ТЕЛОПОДАВАЩИ УСТРОЙСТВА)
ИЗХОД
На най-горния ред, числото за ID номера ще се промени до желаното от вас.
• Свържете следващото телоподаващо устройство.
• Натиснете и отпуснете спусъка, за да активирате това телоподаващо устройство.
Сега можете да видите, че устройството има ID номер 1.
Конфигурирането вече е завършено и можете да започнете експлоатацията на
оборудването по обичайния начин. По същия начин е възможно да се конфигурират и
да се работи с четири телоподаващи устройства. Важното нещо, когато се използват
няколко телоподаващи устройства, е не какъв ID номер им е бил зададен, а да им се
зададат различни номера, за да могат да бъдат различавани.
Не задавайте един и същ ID номер на две телоподаващи устройства. Ако възникне
такъв проблем, той трябва да бъде разрешен, като се разкачи едно от устройства и
след това се изпълни отново горната процедура от началото ѝ. Можете винаги да
отидете в менюто MULTIPLE WIRE FEEDERS (МНОЖЕСТВО ТЕЛОПОДАВАЩИ
УСТРОЙСТВА) и да проверите ID номера на свързаните телоподаващи устройства,
като натиснете спусъка.
-
1
На реда CONNECTED WIRE FEEDERS ID (ID НА СВЪРЗАНИТЕ ТЕЛОПОДАВАЩИ
УСТРОЙСТВА) можете да видите ID номера на всички свързани телоподаващи
устройства.
9.13.2 Концепция за памет за данните за заваряването за дистанционното управление M1 10P
Паметите и дистанционното управление 10P работят с телоподаващи устройства с
различни ID, като следват определена концепция.
Използвайте правилния обхват за позициите на паметта за данните за заваряването за
всеки специфичен ID на телоподаващо устройство – според списъка по-долу:
• Телоподаващо устройство с ID 1: Позиции в паметта 1 – 10
• Телоподаващо устройство с ID 2: Позиции в паметта 11 – 20
• Телоподаващо устройство с ID 3: Позиции в паметта 21 – 30
• Телоподаващо устройство с ID 4: Позиции в паметта 31 – 40
0460 896 601
- 81 -
© ESAB AB 2019
Page 82

9 CONFIGURATION (КОНФИГУРИРАНЕ)
9.14 Quality functions (Функции за качество)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » QUALITY
FUNCTIONS (ФУНКЦИИ ЗА КАЧЕСТВО)
Условията за регистриране на завършени заварки се задават в QUALITY FUNCTIONS
(ФУНКЦИИ ЗА КАЧЕСТВО) вМЕНЮ ЗА КОНФИГУРИРАНЕ.
QUALITY FUNCTIONS (ФУНКЦИИ ЗА КАЧЕСТВО)
QUALITY DATA LOG TO FILE (РЕГИСТЪР НА
ON (Вкл.)
ДАННИТЕ ЗА КАЧЕСТВОТО ВЪВ ФАЙЛ)
ИЗХОД
Изберете реда и натиснете ENTER (ВЪВЕЖДАНЕ). Ако ON (Вкл.) е избрано, всяка
заварка ще бъде запаметена като текстов файл с разширение aqd – с нов файл за
всеки ден. Запазва се следната информация:
• Време на стартирането на заваряването
• Продължителност на заваряването
• Максимален, минимален и среден ток при заваряването
• Максимално, минимално и средно напрежение при заваряването
• Максимална, минимална и средна мощност при заваряването
Прочете повече относно функцията за качество в раздел "ИНСТРУМЕНТИ, Функции за
качеството".
9.14.1 Съхраняване на регистъра на функциите за качество
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
Файловете от регистъра на функциите за качество, които се създават в контролния
блок, се съхраняват като xml файлове. За да работи, USB паметта трябва да се
форматира като FAT.
Поставете USB паметта в панела за управление, вижте раздел "Мениджър на
файлове".
Изберете QUALITY FUNCTION LOG (РЕГИСТЪР НА ФУНКЦИИТЕ ЗА КАЧЕСТВО)и
натиснете EXPORT (ЕКСПОРТИРАНЕ).
Файлът се намира в папка, наречена QData. QData се създава автоматично при
вкарването на USB памет.
За информация относно Експортиране/Импортиране вижте раздел
"Експортиране/Импортиране".
9.15 Техническо обслужване
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) »
ТЕХНИЧЕСКО ОБСЛУЖВАНЕ
В това меню Вие задавате интервала на техническото обслужване, т.е. броя на
изпълнените стартове на заваряване, преди да се извърши техническо обслужване
0460 896 601
- 82 -
© ESAB AB 2019
Page 83

9 CONFIGURATION (КОНФИГУРИРАНЕ)
(например смяна на контактен връх). Определете броя стартове на заваряването, след
които трябва да се извърши техническо обслужване, като изберете реда
MAINTENANCE INTERVAL (ИНТЕРВАЛ НА ТЕХНИЧЕСКО ОБСЛУЖВАНЕ) и натиснете
ENTER (ВЪВЕЖДАНЕ). След това използвайте бутоните за плюс/минус, докато
достигнете вашата стойност. След като измине интервалът, в регистъра на грешките
се показва код за неизправност 54. Нулирайте, като натиснете функционалния клавиш
RESET (НУЛИРАНЕ) .
Когато TOTAL RUNNING TIME LIMIT (ГРАНИЦА НА ОБЩОТО ОТРАБОТЕНО ВРЕМЕ)
бъде избрано вместо брой стартове, тогава трябва да се свържете с упълномощен
техник от сервиза на ESAB.
SERVICE (СЕРВИЗ)
MAINTENANCE INTERVAL (ИНТЕРВАЛ НА
ТЕХНИЧЕСКО ОБСЛУЖВАНЕ)
WELD COUNT (БРОЙ ЗАВАРКИ)
TOTAL RUNNING TIME LIMIT (ГРАНИЦА НА
ОБЩОТО ОТРАБОТЕНО ВРЕМЕ)
TOTAL RUNNING TIME (ОБЩО ОТРАБОТЕНО
ВРЕМЕ)
RESET
(НУЛИРАНЕ)
0 Welds (0 заварки)
0 Welds (0 заварки)
0D00:00:00 (0д00:00:00)
0D00:00:00 (0д00:00:00)
ИЗХОД
9.16 Unit of length (Единица за дължина)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » UNIT OF
LENGTH (ЕДИНИЦА ЗА ДЪЛЖИНА)
Тук се избира мерната единица, Metric (Метрични) или Inch (Инч):
9.17 Measure value frequency (Честота на измерване на стойност)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » MEASURE
VALUE FREQUENCY (ЧЕСТОТА НА ИЗМЕРВАНЕ НА СТОЙНОСТ)
Честотата на измерване се задава тук, като се зададе стойност между 1 и 10 Hz с
помощта на един от бутоните плюс/минус. Честота на измерване на стойност засяга
само данните от измерванията в изчисленията за качество.
9.18 Register key (Ключ за регистриране)
CONFIGURATION (КОНФИГУРИРАНЕ) » REGISTER KEY (КЛЮЧ ЗА РЕГИСТРИРАНЕ)
С функцията REGISTER KEY (КЛЮЧ ЗА РЕГИСТРИРАНЕ) можете да отключите
определени функции, които не са включени в основната версия на контролния блок.
За да получите достъп до тези функции, трябва да се свържете с ESAB. Когато
посочите серийния номер на устройството, ще получите код за достъп, който трябва да
се въведе в менюто REGISTER KEY (КЛЮЧ ЗА РЕГИСТРИРАНЕ).
0460 896 601
- 83 -
© ESAB AB 2019
Page 84

9 CONFIGURATION (КОНФИГУРИРАНЕ)
REGISTER KEY (КЛЮЧ ЗА РЕГИСТРИРАНЕ)
Serial No: (Сериен номер) 00000 - 00000 - 00000
Key: (Ключ) AAA
ENTER
(ВЪВЕЖДАНЕ)
KEY (КЛЮЧ)
ACTIVE
(АКТИВЕН) ИЗХОД
Натиснете бутон ENTER (ВЪВЕЖДАНЕ) и въведете кода от клавиатурата, която се
появява на дисплея. Поставете курсора върху желания знак от клавиатурата, като
използвате левия бутон и клавишите със стрелки. Натиснете ENTER (ВЪВЕЖДАНЕ).
Когато се регистрира символен низ, натиснете DONE (ГОТОВО).
За да активирате клавиша, натиснете ACTIVATE (АКТИВИРАНЕ). Ще се покаже
съобщение: KEY ACTIVATED (АКТИВИРАН КЛАВИШ). Ако регистрацията е неуспешна,
съобщението ще бъде: INCORRECT KEY (НЕПРАВИЛЕН КЛАВИШ). След това
проверете кода и опитайте отново.
9.19 Lightning display timer (Таймер за осветяване на дисплея)
MAIN MENU (ГЛАВНО МЕНЮ) » CONFIGURATION (КОНФИГУРИРАНЕ) » LIGHTING
DISPLAY TIMER (ТАЙМЕР ЗА ОСВЕТЯВАНЕ НА ДИСПЛЕЯ)
Настройката по подразбиране е ON (Вкл.).
За увеличаване на живота на задната засветка, тя се изключва след три минути на
неактивност.
За промяна на настройка изберете реда и натиснете ENTER (ВЪВЕЖДАНЕ).
Настройте функцията Lighting display timer (Таймер за осветяване на дисплея) на ON
(Вкл.) с цел да се изключи подсветката след три минути на наеактивност.
Настройте функцията на OFF (Изкл.) за предотвратяване на изключването на
подсветката. Дисплеят ще остане включен през цялото време.
Тази функция не е налична, когато се използва U82в режим на презентация заедно с
W82.
0460 896 601
- 84 -
© ESAB AB 2019
Page 85

10 ИНСТРУМЕНТИ
10 ИНСТРУМЕНТИ
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ
ИНСТРУМЕНТИ
ERROR LOG► (РЕГИСТЪР НА ГРЕШКИТЕ)
EXPORT/IMPORT►
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
FILE MANAGER► (МЕНИДЖЪР НА ФАЙЛОВЕ)
SETTING LIMIT EDITOR► (РЕДАКТОР НА
ГРАНИЦИТЕ НА НАСТРОЙКАТА)
MEASURE LIMIT EDITOR► (РЕДАКТОР НА
ГРАНИЦИТЕ НА ИЗМЕРВАНЕ)
PRODUCTION STATISTICS► (ПРОИЗВОДСТВЕНА
СТАТИСТИКА)
QUALITY FUNCTIONS► (ФУНКЦИИ ЗА КАЧЕСТВО)
USER DEFINED SYNERGIC DATA►
(ДЕФИНИРАНИ ОТ ПОТРЕБИТЕЛЯ СИНЕРГИЧНИ
ДАННИ)
CALENDAR► (КАЛЕНДАР)
USER ACCOUNTS► (АКАУНТИ НА
ПОТРЕБИТЕЛИ)
UNIT INFORMATION► (ИНФОРМАЦИЯ ЗА
БЛОКОВЕТЕ)
ИЗХОД
10.1 Error log (Регистър на грешките)
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » ERROR LOG (РЕГИСТЪР НА
ГРЕШКИТЕ)
Кодовете за управление на грешки се използват за указване на възникнали в процеса
на заваряване грешки. Посочени са на дисплея с помощта на изскачащо меню.
Удивителен знак се появява в горния десен ъгъл на дисплея.
ЗАБЕЛЕЖКА!
изчезва от дисплея, щом влезете в менюто на регистъра на грешките.
Всички грешки, които възникват при използването на заваръчното оборудване, се
документират като съобщения за грешка в регистъра на грешките. Могат да бъдат
запаметени до 99 съобщения за грешка. Ако регистърът на грешките се запълни, т.е.
бъдат записани 99 съобщения за грешки, тогава при възникване на следваща грешка
най-старото съобщение се изтрива автоматично.
В регистъра на грешките може да се прочете следната информация:
• Номер на индекса на грешката
• Формат на датата на възникване на грешката: ГГММДД
• Час на възникване на грешката
• Блокът, в който е възникнала грешката
0460 896 601
- 85 -
© ESAB AB 2019
Page 86

10 ИНСТРУМЕНТИ
• Код на грешката
• Допълнителни данни в зависимост от кода на грешката, например устройството,
което е генерирало кода на грешката
ERROR LOG (РЕГИСТЪР НА ГРЕШКИТЕ)
Показ
Дата Време Устройство Грешка Данни
алец
1
2
3
121029
121029
171113
13:29:16
13:29:21
09:38:49
8
8
8
Error in battery-driven memory (Грешка в паметта, захранвана с батерия)
DELETE
(ИЗТРИВАНЕ)
DELETE ALL
(ИЗТРИВАНЕ
НА ВСИЧКО)
UPDATE
(
АКТУАЛИЗИРА
НЕ)
Блокове
1 = охлаждащ блок 4 = устройство за
дистанционно управление
2 = захранващ блок 5 = AC-устройство
3 = телоподаващо
8 = панел за управление
устройство
10.1.1 Описание на кодовете за грешки
19
17
19
VIEW TOTAL
(ОБЩ
ПРЕГЛЕД)
2
ИЗХОД
Код на
Описание
грешка
1 Failed checksum control in EPROM (Неуспешна проверка на
контролната сума в EPROM)
Има неизправност в програмната памет.
Тази грешка не деактивира никоя от функциите.
Действие: Рестарт. Ако неизправността не изчезва, извикайте сервизен
техник.
2 Failed RAM test in microprocessor (Неуспешен тест на RAM в
микропроцесора)
Микропроцесорът не може да чете/записва от/на определена позиция в
своята вътрешна памет.
Тази грешка не деактивира никоя от функциите.
Действие: Рестарт. Ако неизправността не изчезва, извикайте сервизен
техник.
3 Failed external RAM test (Неуспешен външен тест на RAM)
Микропроцесорът не може да чете/записва от/на определена позиция в
своята външна памет.
Тази грешка не деактивира никоя от функциите.
0460 896 601
Действие: Рестарт. Ако неизправността не изчезва, извикайте сервизен
техник.
- 86 -
© ESAB AB 2019
Page 87

10 ИНСТРУМЕНТИ
Код на
Описание
грешка
4 Drop down in 5V supply line (Спад на напрежението в захранващата
линия 5 V)
Захранващото напрежение е твърде ниско.
Текущият заваръчен процес е прекратен и не може да бъде възобновен.
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда. Ако неизправността не изчезва, извикайте сервизен
техник.
5 DC voltage outside limits (DC напрежението е извън границите)
Напрежението е твърде ниско или твърде високо. Твърде високото
напрежение може да се дължи на силни преходни състояния в
мрежовото захранване или ниска захранваща мощност (висока
индуктивност на мрежовото захранване или загуба на фаза).
Захранващият блок е спрян и не може да бъде рестартиран.
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда. Ако неизправността не изчезва, извикайте сервизен
техник.
6 Висока температура
Задействано е изключването поради термично претоварване.
Текущият заваръчен процес е спрян и не може да бъде започнат отново
преди нулиране на изключвателя за термично претоварване.
Действие: Проверете дали входящите и изходящи отвори на
охлаждащия въздух не са блокирани или запушени от замърсявания.
Проверете използвания работен цикъл, за да се уверите, че
оборудването не се претоварва.
7 Голям първичен ток
Захранващият блок поема твърде много ток от DC напрежението, което
се доставя. Захранващият блок е спрян и не може да бъде стартиран.
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда. Ако неизправността не изчезва, извикайте сервизен
техник.
8 DC voltage 1 outside safe limits (DC напрежение 1 е извън безопасните
граници)
Батерията на печатната платка в контролния блок W82трябва да се
смени. Ако не се смени, цялото съдържание на паметта, захранвана от
батерията, ще бъде загубено при изключване на захранването.
Действие: Свържете се с упълномощен от ESAB сервизен техник.
9 Захранващ блок 2
Код на грешка от външен източник
Действие: Проверете ръководството за свързани блокове.
10 Захранващ блок 3
Код на грешка от външен източник
Действие: Проверете ръководството за свързани блокове.
0460 896 601
- 87 -
© ESAB AB 2019
Page 88

10 ИНСТРУМЕНТИ
Код на
Описание
грешка
11 Servo error (Грешка в сървъра)
Код на грешка от външен източник
Действие: Проверете ръководството за свързани блокове.
12 Warning state in bus interface (предупреждение на интерфейса на
шината)
Натоварването на системната CAN шина временно е достигнало до
твърде висока стойност.
Захранващият блок или телоподаващият апарат е изгубил контакт с
контролния панел.
Действие: Проверете оборудването и се уверете, че е монтиран само
един телоподаващ апарат или че приборът за дистанционно
управление е свързан. Ако неизправността не изчезва, извикайте
сервизен техник.
14 Buss off state - communication breakdown (Шината е изключена -
прекъсната комуникация)
CAN шината на системата временно е преустановила работа поради
прекомерно натоварване.
Текущият заваръчен процес е спрян.
Действие: Проверете оборудването и се уверете, че е монтиран само
един телоподаващ апарат или че приборът за дистанционно
управление е свързан. Изключете захранването от електрическата
мрежа, за да нулирате уреда. Ако неизправността не изчезва, извикайте
сервизен техник.
15 Message lost in bus communication (Изгубено съобщение при
комуникация по шината)
Микропроцесорът не може да обработва входящите съобщения
достатъчно бързо и в резултат се получава загуба на информация.
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда. Ако неизправността не изчезва, извикайте сервизен
техник.
16 Високо напрежение в отворената верига
Напрежението в отворената верига е твърде високо.
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда. Ако неизправността не изчезва, извикайте сервизен
техник.
17 Загуба на контакт с друг блок
Текущите дейности ще спрат и стартирането на заваряването ще бъде
възпрепятствано.
0460 896 601
Тази грешка може да бъде причинена от прекъсване във връзката (т.е.
кабел на CAN шината) между блока с данни за заваряването и друг
блок. В регистъра на грешките се показва за кой блок се отнася.
Действие: Проверете кабелите на CAN. Ако неизправността не изчезва,
извикайте сервизен техник.
- 88 -
© ESAB AB 2019
Page 89

10 ИНСТРУМЕНТИ
Код на
Описание
грешка
19 Error in battery-driven memory (Грешка в паметта, захранвана с
батерия)
Отпаднало е напрежението на батерията
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда. Панелът за управление е нулиран. Настройките са на
английски език при MIG/MAG, къса дъга/дъгово заваряване със струен
пренос, Fe, CO2, 1,2 mm. Ако грешката не изчезва, извикайте сервизен
техник.
22 Overflow in transmit buffer (Препълнен предавателен буфер)
Контролният панел не е в състояние да предава информация към
останалите звена с достатъчно висока скорост.
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда.
23 Overflow in receive buffer (Препълнен приемен буфер)
Контролният панел не е в състояние да обработва информацията от
останалите звена с достатъчно висока скорост.
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда.
25 Несъвместим формат на данните за заваряване
Опитайте да съхраните данните за заваряване на USB памет. USB
паметта има различен формат на данните от този в паметта за данни за
заваряване.
Действие: Използвайте различна USB памет.
26 Watchdog reset triggered (Превключено нулиране на предпазното
устройство) (Програмна грешка)
Нещо не е позволило на процесора да изпълнява обичайните си
операции по програмата.
Програмата се рестартира автоматично. Текущият заваръчен процес
ще бъде спрян. Тази грешка не деактивира никоя от функциите.
Действие: Разгледайте обработката на програмите за заваряване по
време на заваряване. Ако грешката се повтаря, извикайте сервизен
техник.
27 No more wire detected (Няма повече тел)
Грешка липсваща тел/хардуерна неизправност
Код на грешка от външен източник
Действие: Проверете ръководството за свързани блокове.
28 Препълване на стека с данни
Изпълнението на програмата не работи.
0460 896 601
Действие: Изключете захранването от електрическата мрежа, за да
нулирате уреда. Ако неизправността не изчезва, извикайте сервизен
техник.
- 89 -
© ESAB AB 2019
Page 90

10 ИНСТРУМЕНТИ
Код на
Описание
грешка
29 No water flow detected (Няма воден поток)
Няма поток от охлаждаща вода
Код на грешка от външен източник
Тази грешка се генерира, ако не се постигне достатъчен поток от
охлаждаща вода 10 секунди след излизането от режим на готовност.
Действие: Проверете ръководството за свързани блокове.
30 Грешка на времето на регулатора – надвишено ниво
Отчетено е твърде дълго време от регулатора (само в MIG/MAG
режим).
32 No gas flow detected (Няма газов поток)
Код на грешка от външен източник
Действие: Проверете ръководството за свързани блокове.
54 Изминал интервал за техническо обслужване
Сервизният интервал за смяна на контактен връх е изминал.
Действие: Сменете контактния връх.
60 Комуникационна грешка
Вътрешната CAN-шина на системата е спряла да работи временно
поради прекалено голямо натоварване. Текущият заваръчен процес
спира.
Действие: Проверете дали цялото оборудване е свързано правилно.
Изключете захранването от електрическата мрежа, за да нулирате
уреда. Ако неизправността не изчезва, извикайте сервизен техник.
64 Грешка в зареждането на типа контрол
Неподдържан тип на контрол е изпратен от U82към захранващия блок
при стартиране/извикана памет.
Действие: Сменете типа на регулатора.
70 Премината границата на стойността от измерването на тока
Стойностите от измерването на тока са превишили границите си.
Действие: Проверете дали границата на тока е правилно зададена,
както и качеството на точката на заваряване.
71 Премината границата на стойността от измерването на
напрежението
Стойностите от измерването на напрежението са превишили границите
си.
Действие: Проверете дали границата на напрежението е правилно
зададена, както и качеството на точката на заваряване.
72 Премината границата на стойността от измерването на
мощността
Стойностите от измерването на мощността са превишили границите си.
Действие: Проверете дали границата на мощността е правилно
зададена, както и качеството на точката на заваряване.
0460 896 601
- 90 -
© ESAB AB 2019
Page 91

10 ИНСТРУМЕНТИ
Код на
Описание
грешка
73 Премината границата на стойността от измерването на WF тока
Стойностите от измерването на WF тока са превишили границите си.
Действие: Проверете дали границата на WF тока е правилно зададена,
както и качеството на точката на заваряване.
75 Предупреждение за преизчислени синергични данни
Синергичните данни се преизчисляват.
Действие: Натиснете клавиша за въвеждане, за да се приемат
преизчислените данни.
76 Входни данни, необходими при заваряване
Заваряването не стартира поради факта, че потребителят не е влязъл.
Тази грешка може да възникне, ако е активни функцията "Login Required
Service" (Изискващо влизане обслужване).
Действие: Активирайте потребителския акаунт и влезте.
78 Липса на съответната линия за потапяне/спрей
Съответстващата на избрана линия за синергия линия за къса
дъга/спрей за този процес на импулсно заваряване (зададена за
съответния материал, газова смес и размери) не е достъпна.
Действие: Създайте дефинирана от потребителя линия за синергия
при къса дъга/спрей и рестартирайте.
10.2 Експортиране/Импортиране
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
В EXPORT/IMPORT (ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ) може да се прехвърля
информация към и от контролния блок чрез USB памет.
Може да се прехвърля следната информация:
WELD DATA SETS (НАБОРИ ОТ ДАННИ
ЗА ЗАВАРЯВАНЕ)
SYSTEM SETTINGS (СИСТЕМНИ
НАСТРОЙКИ)
SETTING LIMITS (ГРАНИЦИ НА
НАСТРОЙКИТЕ)
MEASURE LIMITS (ГРАНИЦИ НА
ИЗМЕРВАНЕ)
ERROR LOG (РЕГИСТЪР НА ГРЕШКИТЕ) EXPORT (ЕКСПОРТИРАНЕ)
EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
QUALITY FUNCTION LOG (РЕГИСТЪР НА
EXPORT (ЕКСПОРТИРАНЕ)
ФУНКЦИИТЕ ЗА КАЧЕСТВО)
PRODUCTION STATISTICS
EXPORT (ЕКСПОРТИРАНЕ)
(ПРОИЗВОДСТВЕНА СТАТИСТИКА)
SYNERGIC LINES (ЛИНИИ ЗА СИНЕРГИЯ) EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
0460 896 601
- 91 -
© ESAB AB 2019
Page 92

10 ИНСТРУМЕНТИ
BASIC SETTINGS (ОСНОВНИ
НАСТРОЙКИ)
USER ACCOUNTS (АКАУНТИ НА
ПОТРЕБИТЕЛИ)
EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
EXPORT/IMPORT
(ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
Поставете USB паметта. Вижте раздел "USB свързване" за описание на това как да
поставите USB паметта. Изберете реда с информацията, която трябва да се
прехвърли. НатиснетеEXPORT (ЕКСПОРТИРАНЕ) или IMPORT (ИМПОРТИРАНЕ)в
зависимост от това дали информацията трябва да се експортира или импортира.
EXPORT/IMPORT (ЕКСПОРТИРАНЕ/ИМПОРТИРАНЕ)
WELD DATA SETS (НАБОРИ ОТ ДАННИ ЗА ЗАВАРЯВАНЕ)
SYSTEM SETTINGS (СИСТЕМНИ НАСТРОЙКИ)
SETTING LIMITS (ГРАНИЦИ НА НАСТРОЙКИТЕ)
MEASURE LIMITS (ГРАНИЦИ НА ИЗМЕРВАНЕ)
ERROR LOG (РЕГИСТЪР НА ГРЕШКИТЕ)
QUALITY FUNCTION LOG (РЕГИСТЪР НА ФУНКЦИИТЕ ЗА КАЧЕСТВО)
PRODUCTION STATISTICS (ПРОИЗВОДСТВЕНА СТАТИСТИКА)
SYNERGIC LINES (ЛИНИИ ЗА СИНЕРГИЯ)
BASIC SETTINGS (ОСНОВНИ НАСТРОЙКИ)
USER ACCOUNTS (АКАУНТИ НА ПОТРЕБИТЕЛИ)
EXPORT
(
ЕКСПОРТИРАН
Е)
IMPORT
(
ИМПОРТИРАНЕ
)
ИЗХОД
10.3 File manager (Мениджър на файлове)
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » FILE MANAGER (МЕНИДЖЪР НА
ФАЙЛОВЕ)
В мениджъра на файлове можете да обработите информация и в USB паметта (С:\).
Мениджърът на файлове прави възможно ръчното изтриване и копиране на данни за
заваряването и данни за качеството.
Когато USB паметта се постави, дисплеят показва основната папка на паметта, ако
вече не е била избрана папка.
Панелът за управление ви напомня къде сте използвали за последен път мениджъра
на файлове, така че вие се връщате на същото място в структурата на файловете,
когато се върнете.
0460 896 601
- 92 -
© ESAB AB 2019
Page 93

10 ИНСТРУМЕНТИ
FILE MANAGER (МЕНИДЖЪР НА ФАЙЛОВЕ)
..
INFO
(ИНФОРМАЦИЯ
)
UPDATE
(АКТУАЛИЗИРА
НЕ)
ALT. ИЗХОД
За да проверите колко е свободната част от паметта, използвайте функциятаINFO
(ИНФОРМАЦИЯ) .
Обновете информацията чрез натискане на UPDATE (АКТУАЛИЗИРАНЕ).
Когато искате да изтриете, промените име, да създадете нова папка, да копирате или
да поставите, натиснетеALT. Тогава се появява списък, от който можете да направите
избор. Ако бъде избрано (..) или папка, вие можете само да създадете нова папка или
да поставите във файл, който сте копирали предварително. Ако сте избрали файл,
опциите RENAME (ПРЕИМЕНУВАНЕ), COPY (КОПИРАНЕ) или PASTE (ПОСТАВЯНЕ)
ще се добавят, ако преди това сте копирали файл.
Изберете папка или файл и натиснете ALT.
FILE MANAGER (МЕНИДЖЪР НА ФАЙЛОВЕ)
..
WeldData (данни за заваряване)
NEW FOLDER (НОВА ПАПКА)
ErrorLog.xml
QData.xml
~Weldoffice.dat
INFO
(ИНФОРМАЦИЯ
)
UPDATE
(
АКТУАЛИЗИРА
НЕ)
Този списък се показва, когато натиснете ALT.
FILE MANAGER (МЕНИДЖЪР НА
ФАЙЛОВЕ) » ALT.
COPY (КОПИРАНЕ)
PASTE (ПОСТАВЯНЕ)
DELETE (ИЗТРИВАНЕ)
RENAME (ПРЕИМЕНУВАНЕ)
NEW FOLDER (НОВА ПАПКА)
10.3.1 Изтриване на файл/папка
ALT. ИЗХОД
Изберете файла или папката, които трябва да се изтрият, и натиснете ALT.
0460 896 601
- 93 -
© ESAB AB 2019
Page 94

10 ИНСТРУМЕНТИ
Изберете DELETE (ИЗТРИВАНЕ) и натиснете ENTER (ВЪВЕЖДАНЕ).
FILE MANAGER (МЕНИДЖЪР НА
ФАЙЛОВЕ) » ALT.
DELETE (ИЗТРИВАНЕ)
RENAME (ПРЕИМЕНУВАНЕ)
NEW FOLDER (НОВА ПАПКА)
Сега файлът/папката са премахнати. За да изтриете папка, тя трябва да бъде празна,
т.е. първо изтрийте съдържащите се в папката файлове.
10.3.2 Преименуване на файл/папка
Изберете файла или папката, които трябва да се преименуват, и натиснете ALT.
Изберете RENAME (ПРЕИМЕНУВАНЕ) и натиснете ENTER (ВЪВЕЖДАНЕ).
FILE MANAGER (МЕНИДЖЪР НА
ФАЙЛОВЕ) » ALT
DELETE (ИЗТРИВАНЕ)
RENAME (ПРЕИМЕНУВАНЕ)
NEW FOLDER (НОВА ПАПКА)
На дисплея се появява клавиатура. Използвайте бутона отляво, за да промените реда
и бутоните със стрелки, за да премествате наляво и надясно. Изберете
знака/функцията, които трябва да се използват, и натиснете ENTER (ВЪВЕЖДАНЕ).
10.3.3 Създаване на нова папка
Изберете мястото, където трябва да се постави новата папка, и натиснете ALT.
Изберете NEW FOLDER (НОВА ПАПКА) и натиснете ENTER (ВЪВЕЖДАНЕ).
FILE MANAGER (МЕНИДЖЪР НА
ФАЙЛОВЕ) » ALT
DELETE (ИЗТРИВАНЕ)
RENAME (ПРЕИМЕНУВАНЕ)
NEW FOLDER (НОВА ПАПКА)
Тогава на дисплея се появява клавиатура. Използвайте бутона отляво, за да
промените реда и бутоните със стрелки, за да премествате наляво и надясно.
Изберете знака/функцията, които трябва да се използват, и натиснете ENTER
(ВЪВЕЖДАНЕ).
10.3.4 Копиране и поставяне на файлове
Изберете файла, който трябва да се копира, и натиснете ALT.
Изберете COPY (КОПИРАНЕ) и натиснете ENTER (ВЪВЕЖДАНЕ).
0460 896 601
- 94 -
© ESAB AB 2019
Page 95

10 ИНСТРУМЕНТИ
FILE MANAGER (МЕНИДЖЪР НА
ФАЙЛОВЕ) » ALT
COPY (КОПИРАНЕ)
PASTE (ПОСТАВЯНЕ)
DELETE (ИЗТРИВАНЕ)
RENAME (ПРЕИМЕНУВАНЕ)
NEW FOLDER (НОВА ПАПКА)
Разположете курсора в папката, в която трябва да се намира копираният файл, и
натиснете ALT.
Изберете PASTE (ПОСТАВЯНЕ) и натиснете ENTER (ВЪВЕЖДАНЕ).
FILE MANAGER (МЕНИДЖЪР НА
ФАЙЛОВЕ) » ALT
COPY (КОПИРАНЕ)
PASTE (ПОСТАВЯНЕ)
DELETE (ИЗТРИВАНЕ)
RENAME (ПРЕИМЕНУВАНЕ)
NEW FOLDER (НОВА ПАПКА)
Копието са запаметява като "Копие + оригиналното име", т.е. "Копие на WeldData.awd".
10.4 Редактор на границите на настройката
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » SETTING LIMIT EDITOR
(РЕДАКТОР НА ГРАНИЦИТЕ НА НАСТРОЙКАТА)
В това меню вие задавате свои собствени минимални и максимални стойности за
различните методи на заваряване. Границите не могат да бъдат над или под
стойностите, за които е оразмерен захранващият източник. Има 50 точки за
запаметяване. Изберете реда за празна точка за запаметяване и натиснете ENTER
(ВЪВЕЖДАНЕ). Изберете процес (MIG/MAG, MMA, TIG) и натиснете ENTER
(ВЪВЕЖДАНЕ). За MIG/MAG могат да бъдат избирани мин. стойности за напрежение и
скорост на подаване на тел.
SETTING LIMIT EDITOR (РЕДАКТОР НА ГРАНИЦИТЕ НА НАСТРОЙКАТА)
PROCESS (ПРОЦЕС)
VOLTAGE (НАПРЕЖЕНИЕ)
- MIN (МИН.)
MIG/MAG
8,0 V
- MAX (МАКС.)
WIRE SPEED (СКОРОСТ НА ТЕЛТА)
- MIN (МИН.)
- MAX (МАКС.)
STORE
(
AUTO (АВТО) DELETE
(ИЗТРИВАНЕ)
ЗАПАМЕТЯВАН
Е)
За MMA и TIG могат да бъдат променяни макс. и мин. стойности за ток.
0460 896 601
- 95 -
60,0 V
0,8 M/MIN
25,0 M/MIN
ИЗХОД
© ESAB AB 2019
Page 96

10 ИНСТРУМЕНТИ
SETTING LIMITS (ГРАНИЦИ НА НАСТРОЙКИТЕ)
1 MIG
2 MMA
3 –
4 –
5 –
6 –
7 –
20 - 394 AMP
ИЗХОД
Когато стойностите са настроени, натиснете STORE (ЗАПАМЕТЯВАНЕ). Когато се
появи въпрос дали граничната стойност да се запамети в избраната точка за
запаметяване, натиснете НЕ или ДА. Стойностите на точката за запаметяване могат
да се видят под реда в долната част. В този случай, точка за запаметяване 2 за
гранични стойности за MMA е 20 – 394 A.
С AUTO (АВТО)границите се задават автоматично в съответствие с границите, които
са били задени за всеки метод на заваряване.
Когато се появи въпрос дали границите на настройките да се зададат автоматично,
натиснете НЕ или ДА и след това STORE (ЗАПАМЕТЯВАНЕ), ако настройката трябва
да се запамети.
10.5 Measure limit editor (Редактор на границите на измерване)
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » MEASURE LIMIT EDITOR
(РЕДАКТОР НА ГРАНИЦИТЕ НА ИЗМЕРВАНЕ)
В това меню задавате свои собствени граници на измерването за различните методи
на заваряване. Има 50 точки за запаметяване. Изберете реда за празна точка за
запаметяване и натиснетеENTER (ВЪВЕЖДАНЕ). Изберете процес, като натиснете
ENTER (ВЪВЕЖДАНЕ). След това изберете процес на заваряване от списъка, който се
появява, и след това отново натиснете ENTER (ВЪВЕЖДАНЕ) .
Могат да се избират следните стойности:
За MIG/MAG
• напрежение: време (0-10s), мин., макс., мин. средно, макс. средно
• ток: време (0-10s), мин., макс., мин. среден, макс. среден
• мощност: мин., макс., мин. средна, макс. средна
• ток на телоподаващото устройство: мин., макс., мин. среден, макс. среден
ЗАБЕЛЕЖКА!
За да предотвратите проблеми с подаването, особено при роботизирано
заваряване, се препоръчително е да се зададе макс. стойност за тока на
двигателя на телоподаващото устройство. Големият ток на двигателя
индикира проблеми с подаването на тел. За да се даде правилна макс.
стойност, се препоръчва токът на двигателя да се наблюдава за един месец
на заваряване. След това да се зададе подходяща максимална стойност.
За MMA и TIG
0460 896 601
- 96 -
© ESAB AB 2019
Page 97

10 ИНСТРУМЕНТИ
• напрежение: време (0-10s), мин., макс., мин. средно, макс. средно
• ток: време (0-10s), мин., макс., мин. среден, макс. среден
• мощност: мин., макс., мин. средна, макс. средна
Задайте желаната стойност с един от десните бутони и натиснете STORE
(ЗАПАМЕТЯВАНЕ).
В диалоговото прозорче получавате питане дали желаете да запаметите избраната
точка за съхранение. Натиснете ДА , за да съхраните стойността. Запаметените
стойности могат да се видят под реда в долната част.
MEASURE LIMITS (ГРАНИЦИ НА ИЗМЕРВАНЕ)
1 - MIG
2 - TIG
3 –
4 –
5 –
6 –
7 –
24,0 - 34,0 ВОЛТА, 90 - 120 АМПЕРА
2000 - 3000 Kw
ИЗХОД
С AUTO (АВТО)границите са задават автоматично, в съответствие с последно
използваните стойности от измерването.
Когато се появи въпрос дали стойностите от измерването да се зададат автоматично,
натиснете НЕ или ДА и след това STORE (ЗАПАМЕТЯВАНЕ) ако настройката трябва
да се запамети.
10.6 Production statistics (Производствена статистика)
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » PRODUCTION STATISTICS
(ПРОИЗВОДСТВЕНА СТАТИСТИКА)
Производствената статистика следи общото време на дъгата, общото количество
материал и броя заварявания от последното нулиране. Тя също следи времето на
дъгата и количеството материал, използван при последното заваряване. За
информация също се показват изчислената обща дължина разтопен материал с
мерната единица и времето на извършване на последното нулиране.
Броят на заварките да не се увеличава, ако времето на дъгата е по-кратко от 1 секунда.
По тази причина, количеството материал, който се използва за кратко заваряване от
този тип, не се показва. Консумацията на материал и времето са включени в общата
консумация на материал и времето.
0460 896 601
- 97 -
© ESAB AB 2019
Page 98

10 ИНСТРУМЕНТИ
PRODUCTION STATISTICS (ПРОИЗВОДСТВЕНА СТАТИСТИКА)
LAST WELD
TOTAL (ОБЩО)
(ПОСЛЕДНО
ЗАВАРЯВАНЕ)
ARC TIME (ВРЕМЕ НА ДЪГАТА)
CONSUMED WIRE (ИЗПОЗЛВАНА ТЕЛ)
BASED ON (НА БАЗАТА НА)
0s
0g
0g/m
NUMBER OF WELDS (БРОЯ ЗАВАРКИ)
LAST RESET (ПОСЛЕДНО НУЛИРАНЕ) 081114 08:38:03
RESET
(НУЛИРАНЕ)
UPDATE
(АКТУАЛИЗИРА
ИЗХОД
НЕ)
Когато натиснете RESET (НУЛИРАНЕ),всички броячи се нулират. Датата и часът
показват последното нулиране.
Ако не нулирате броячите, те се нулират автоматично, когато един от тях достигне
максималната си стойност.
Максимални стойности на броячите
0s
0g
0
Време 999 часа, 59 минути, 59 секунди
Тегло 13 350 000 грама
Количество 65535
Консумацията на материал не се отчита, когато се използват линии за синергия,
специфични за клиента.
10.7 Quality functions (Функции за качество)
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » QUALITY FUNCTIONS (ФУНКЦИИ
ЗА КАЧЕСТВО)
Функциите за качество следят различни интересни за отделните заварявания данни за
заваряването.
Тези функции са:
• Време на стартирането на заваряването.
• Продължителност на заваряването.
• Максимален, минимален и среден ток при заваряването.
• Максимално, минимално и средно напрежение при заваряването.
• Максимална, минимална и средна мощност при заваряването.
За да се изчисли топлоотдаването, избраното заваряване се маркира. Прелистете
през заваряванията с горния десен бутон (#) и регулирайте дължината на точката на
заваряване с долния бутон (*). Натиснете UPDATE (АКТУАЛИЗИРАНЕ) и заваръчният
апарат изчислява топлоотдаването за избраното заваряване.
На реда в долната част се показва броят на заваряванията от последното нулиране.
Може да се запаметява информация за най-много 100 заварявания. Когато броят на
заварките надмине 100, тогава се извършва запис върху първата. Заваряването
трябва да продължи повече от една секунда, за да бъде регистрирано.
0460 896 601
- 98 -
© ESAB AB 2019
Page 99

10 ИНСТРУМЕНТИ
Последно отбелязаната заварка се показва на дисплея, въпреки че е възможно
обхождане и на други отбелязани заварки. Всички регистри се изтриват с натискане на
RESET (НУЛИРАНЕ).
QUALITY FUNCTIONS (ФУНКЦИИ ЗА КАЧЕСТВО)
#ЗАВАРЯВАНЕ: 1/4 *W ДЪЛЖИНА: 102 cm
START (СТАРТ) 20081009 10 : 14 : 48
WELD TIME (ЧАС НА ЗАВАРЯВАНЕ) 00 : 00 : 03 WELD DATA (ДАНИ ЗА
ЗАВАРЯВАНЕТО):
HEAT INPUT (ПОСТЪПВАЩА ТОПЛИНА): 3,12 kJ/mm
I (Amp)
U (V)
P (kW)
MAX (МАКС.)
120,00
12,50
3,11
MIN (МИН.)
58,00
6,50
1,47
AVE. (СР.)
81,00
8,75
2,10
NUMBER OF WELDS SINCE RESET: (БРОЙ ЗАВАРКИ СЛЕД НУЛИРАНЕТО) 4
RESET
(НУЛИРАНЕ)
UPDATE
(
ИЗХОД
АКТУАЛИЗИРА
НЕ)
За информация относно запаметените данни вижте раздел "КОНФИГУРИРАНЕ,
Функции за качество".
10.8 User defined synergic data (Дефинирани от потребителя синергични параметри)
MAIN MENU (ГЛАВНО МЕНЮ) » ИНСТРУМЕНТИ » USER DEFINED SYNERGIC DATA
(ДЕФИНИРАНИ ОТ ПОТРЕБИТЕЛЯ СИНЕРГИЧНИ ПАРАМЕТРИ)
Възможно е да създадете свои линии на синергия по отношение на скоростта на
подаване на тел и напрежението. Могат да бъдат запаметени максимум десет такива
линии.
Нова линия на синергия се създава в две стъпки:
• Дефинирайте нова линия на синергия чрез определяне на няколко координати
напрежение/скорост на телта, вижте точки A–D в следващата фигура:
Напрежение
Подаване на заваръчната тел
0460 896 601
- 99 -
© ESAB AB 2019
Page 100

10 ИНСТРУМЕНТИ
• Определете комбинацията тел/газ, към която линията на синергия се прилага.
10.8.1 Определяне на координатите за напрежение/тел
За да се създаде линия на синергия за метод с къса дъга/дъгово заваряване със
струен пренос, се изискват четири координати. За импулсен метод се изискват две
координати. Тези координати трябва да бъдат запаметени под различни номера на
данни за заваряване в паметта за данни за заваряване.
Short-/Sprayarc (Къса дъга или дъгово заваряване със струен пренос)
• Отидете в главното меню и изберете MIG/MAG метода SHORT/SPRAY (КЪСА
ДЪГА ИЛИ ДЪГОВО ЗАВАРЯВАНЕ СЪС СТРУЕН ПРЕНОС).
• Въведете желаните стойности за напрежението и скоростта на подаване на телта
за първата координата.
• Отидете в меню MEMORY (ПАМЕТ) и запаметете първата координата под
някакъв номер.
Четирите координати за линия на къса дъга или дъгово заваряване със струен
пренос могат да бъдат запаметени под каквито и да е номера. Фабрично те са
запаметени като номера 96, 97, 98 и 99.
По-голям номер на данни за заваряването трябва да съдържа по-високи
стойности за напрежение, стартов параметър R, извеждане на приблизителен ток
и скорост на подаване на телта от най-близкия предходен номер на данни за
заваряване.
Display Amperage Estimate (Извеждане на приблизителен ток) се регулира в
CONFIGURATION (КОНФИГУРИРАНЕ) » MIG/MAG DEFAULTS (НАСТРОЙКИ ПО
ПОДРАЗБИРАНЕ ЗА MIG/MAG) .
Параметрите на заваряването индуктивност и тип на регулатора трябва да имат
една и съща стойност във всички четири номера на данни за заваряване.
• Дефинирайте номера на координатите, които се изискват, и след това
продължете с раздел "Определяне на валидна комбинация тел/газ".
Pulsing (Импулсен)
• Отидете в главното меню и изберете MIG/MAG метода PULSING (ИМПУЛСЕН).
• Въведете желаните стойности за напрежението и скоростта на подаване на телта
за първата координата.
• Отидете в меню MEMORY (ПАМЕТ) и запаметете първата координата под
някакъв номер.
По-голям номер на данни за заваряването трябва да съдържа по-високи
стойности за напрежение, скорост на подаване на телта, честота на импулсите,
амплитуда на импулсите, стартов параметър R и базов ток от най-близкия
предходен номер на данни за заваряване.
Параметрите на заваряване, продължителността на импулса, Ka, Ki и наклон
трябва да имат една и съща стойност в двата номера на данни за заваряване.
• Дефинирайте номера на координатите, които се изискват, и след това
продължете с раздел "Определяне на валидна комбинация тел/газ".
10.8.2 Определяне на валидна комбинация тел/газ
Позиционирайте курсора на WIRE (ТЕЛ) и натиснете ENTER (ВЪВЕЖДАНЕ).
0460 896 601
- 100 -
© ESAB AB 2019
 Loading...
Loading...