

Page 1

Aristo®
U82
Istruzioni per l'uso
0460 896 601 IT 20190904
Valid for: from program version 1.30A
Page 2

Page 3

SOMMARIO
1
SICUREZZA................................................................................................. 6
2
INTRODUZIONE .......................................................................................... 8
2.1 Pannello di controllo Aristo U82 ........................................................... 8
2.1.1 Tasti e manopole .................................................................................. 9
2.2 Posizione................................................................................................. 10
2.3 Collegamento USB ................................................................................. 10
2.3.1 Aggiornamento del programma tramite memoria USB ........................ 10
2.3.2 Trasferimento file tramite memoria USB .............................................. 11
2.4 Fase uno: selezione della lingua .......................................................... 11
2.5 Display..................................................................................................... 12
2.5.1 Simboli sul display ................................................................................ 13
2.5.2 Icona per l'indicazione di errore e della funzione VRD......................... 14
2.6 Informazioni generali sulle impostazioni ............................................. 14
2.6.1 Impostazione di valori numerici ............................................................ 14
2.6.2 Impostazione con alternative fornite..................................................... 15
2.6.3 Impostazioni ON/OFF........................................................................... 15
2.6.4 Tasti ESCI ed ENTER .......................................................................... 15
3
MENU........................................................................................................... 16
3.1 Menu principale ...................................................................................... 16
3.1.1 Menu configurazione ............................................................................ 16
3.1.2 Menu strumenti..................................................................................... 17
3.1.3 Menu impostazione dati saldatura........................................................ 17
3.1.4 Misura................................................................................................... 18
3.1.5 Memoria dati di saldatura ..................................................................... 19
3.1.6 Menu modo rapido ............................................................................... 19
4
SALDATURA MIG/MAG .............................................................................. 20
4.1 Impostazioni del menu impostazione dati saldatura .......................... 20
4.1.1 Saldatura MIG/MAG con Short/Spray Arc............................................ 20
4.1.2 Saldatura MIG/MAG a impulsi.............................................................. 22
4.1.3 Saldatura MIG/MAG Superpulsata, primaria/secondaria, Short/Spray
Arc/pulsata ...........................................................................................
4.2 Spiegazione della funzione delle impostazioni ................................... 26
4.2.1 QSet ..................................................................................................... 32
24
4.2.2 Gruppo parametri sinergia.................................................................... 33
4.3 SuperPulse.............................................................................................. 34
4.3.1 Combinazioni di fili e gas...................................................................... 34
4.3.2 Diversi metodi di pulsazione................................................................. 34
4.3.3 Gruppo trainafilo................................................................................... 35
5
SALDATURA MMA...................................................................................... 38
5.1 ELETTRODO ........................................................................................... 38
5.2 Spiegazione della funzione delle impostazioni ................................... 38
0460 896 601 © ESAB AB 2019
Page 4

SOMMARIO
6
SALDATURA TIG ........................................................................................ 40
6.1 Impostazioni del menu impostazione dati saldatura .......................... 40
6.1.1 Saldatura TIG senza impulsi ................................................................ 40
6.1.2 Saldatura TIG a impulsi........................................................................ 41
6.2 Spiegazione della funzione delle impostazioni ................................... 42
7
SCRICCATURA ARC-AIR ........................................................................... 46
7.1 Impostazioni del menu impostazione dati saldatura .......................... 46
7.2 Spiegazione delle funzioni..................................................................... 46
8
GESTIONE DELLA MEMORIA ................................................................... 47
8.1 Modalità di funzionamento del pannello di controllo.......................... 47
8.2 Memorizzazione...................................................................................... 47
8.3 Richiamo ................................................................................................. 48
8.4 Cancellazione ......................................................................................... 49
8.5 Copia........................................................................................................ 50
8.6 Modifica................................................................................................... 51
8.7 Nome........................................................................................................ 52
9
CONFIGURAZIONE..................................................................................... 54
9.1 Codice di blocco..................................................................................... 54
9.1.1 Stato codice di blocco .......................................................................... 54
9.1.2 Specifica/modifica codice di blocco...................................................... 55
9.2 Comandi a distanza................................................................................ 55
9.2.1 Annulla variazioni ................................................................................. 56
9.2.2 Configurazione del telecomando digitale ............................................. 56
9.2.3 Configurazione del telecomando analogico ......................................... 56
9.2.4 Scala sugli input ................................................................................... 57
9.3 MIG/MAG valori base ............................................................................. 58
9.3.1 Modalità pistola (2 tempi / 4 tempi) ...................................................... 58
9.3.2 La configurazione 4 tempi .................................................................... 59
9.3.3 Configurazione dei tasti funzione ......................................................... 60
9.3.4 Misura della tensione in pulsato ........................................................... 61
9.3.5 Alimentatore AVC................................................................................. 61
9.3.6 Release pulse....................................................................................... 61
9.3.7 Regolatore di tensione costante-statica ............................................... 61
9.3.8 Delay time craterfill active .................................................................... 62
9.3.9 Weld Start Arc Off Delay Time.............................................................. 62
9.3.10 Visualizzazione dell'amperaggio stimato.............................................. 62
9.4 MMA valori base ..................................................................................... 63
9.5 Tasti funzione del modo rapido............................................................. 63
9.6 Fonti doppie di avviamento ................................................................... 64
9.7 Panello remoto abilitato ......................................................................... 64
9.8 Supervisione WF .................................................................................... 64
0460 896 601 © ESAB AB 2019
Page 5

SOMMARIO
9.9 Modalità salvataggio automatico .......................................................... 64
9.10 Limiti misura arresto saldatura ............................................................. 64
9.11 Eseguire il login per effettuare la saldatura......................................... 65
9.12 Pulsante richiamo dati saldatura .......................................................... 65
9.13 Gruppi trainafilo aggiuntivi.................................................................... 66
9.13.1 Configurare gruppi trainafilo aggiuntivi................................................. 67
9.13.2 Il concetto di memoria dati di saldatura per controlli remoti M1 10P .... 67
9.14 Fattori qualità.......................................................................................... 68
9.14.1 Memorizza registro funzioni di qualità .................................................. 68
9.15 Manutenzione.......................................................................................... 68
9.16 Unità......................................................................................................... 69
9.17 Frequenza del valore di misura............................................................. 69
9.18 Registrazione chiave.............................................................................. 69
9.19 Timer illuminazione display................................................................... 70
10
UTENSILI ..................................................................................................... 71
10.1 Registro errori ........................................................................................ 71
10.1.1 Descrizione dei codici di errore ............................................................ 72
10.2 Esporta/Importa ...................................................................................... 76
10.3 File manager ........................................................................................... 77
10.3.1 Eliminazione di un file o di una cartella ................................................ 78
10.3.2 Rinomina di un file/una cartella ............................................................ 78
10.3.3 Creazione di una nuova cartella........................................................... 79
10.3.4 Copiare e incollare file.......................................................................... 79
10.4 Editor limiti impostazione ...................................................................... 79
10.5 Editor limiti misura ................................................................................. 80
10.6 Statistiche di produzione ....................................................................... 81
10.7 Fattori qualità.......................................................................................... 82
10.8 Dati sinergici definiti dall'utente ........................................................... 83
10.8.1 Indicazione delle coordinate tensione/filo............................................. 83
10.8.2 Indicazione della combinazione filo/gas valida..................................... 84
10.8.3 Creazione di una propria alternativa filo/gas ........................................ 85
10.9 Calendario............................................................................................... 86
10.10 Account utente ....................................................................................... 87
10.11 Informazioni unità................................................................................... 88
11
ORDINAZIONE RICAMBI ............................................................................ 89
DIMENSIONI DI FILO E GAS .............................................................................. 90
NUMERI D'ORDINE ............................................................................................. 96
ACCESSORI ........................................................................................................ 97
Diritti riservati di modifica delle specifiche senza preavviso.
0460 896 601 © ESAB AB 2019
Page 6

1 SICUREZZA
1 SICUREZZA
NOTA:
L'unità è stata testata da ESAB per quanto riguarda la configurazione generale. La
responsabilità inerente la sicurezza e il funzionamento di configurazioni specifiche
spetta all’integratore di competenza.
Gli utilizzatori degli apparecchi ESAB sono responsabili del rispetto di tutte le misure di
sicurezza pertinenti da parte del personale che opera con l'apparecchio o nelle sue
vicinanze. Le misure di sicurezza devono soddisfare i requisiti previsti per questo tipo di
apparecchi. Oltre alle norme standard applicabili ai luoghi di lavoro è opportuno rispettare le
indicazioni che seguono.
Tutte le lavorazioni devono essere eseguite da personale addestrato e in possesso di una
buona conoscenza dell'apparecchio. L'azionamento errato dell'apparecchio può dare origine
a situazioni di pericolo che possono causare lesioni all'operatore e danni all'apparecchio.
1. Tutto il personale che utilizza l'apparecchio deve conoscere:
○ il suo funzionamento;
○ l'ubicazione degli arresti di emergenza;
○ le sue funzioni;
○ le misure di sicurezza pertinenti;
○ saldatura e taglio o altre funzioni applicabili dell'apparecchio
2. L'operatore deve accertarsi:
○ che nessun estraneo si trovi all'interno dell'area di lavoro dell’apparecchio per
saldatura prima che questo venga messo in funzione
○ che tutti indossino protezioni quando si innesca l'arco o si inizia il lavoro con
l'apparecchio
3. Il luogo di lavoro deve essere:
○ adeguato allo scopo;
○ esente da correnti d'aria.
4. Dispositivi di protezione individuale:
○ Usare sempre le attrezzature di protezione consigliate, come occhiali di
sicurezza, abiti ignifughi e guanti di sicurezza
○ Non indossare indumenti o accessori ampi come sciarpe, braccialetti, anelli e
affini, che possono impigliarsi o provocare ustioni
5. Precauzioni generali:
○ Accertarsi che il cavo di ritorno sia fissato saldamente
○ Ogni intervento sui componenti elettrici deve essere effettuato solo da
personale specializzato
○ Devono essere disponibili a portata di mano attrezzature antincendio adeguate e
chiaramente indicate
○ Non eseguire mai lubrificazioni e interventi di manutenzione sull'apparecchio per
saldatura quando è in esercizio
Leggere e comprendere il manuale di istruzioni prima di procedere all'installazione o
alla messa in funzione.
PROTEGGERE SE STESSI E GLI ALTRI!
0460 896 601
- 6 -
© ESAB AB 2019
Page 7

1 SICUREZZA
AVVISO!
Queste ISTRUZIONI sono rivolte a operatori esperti. Se non si conoscono a fondo i
principi di funzionamento e le procedure di sicurezza dell'apparecchiatura per
saldatura ad arco, si consiglia vivamente di consultare l'opuscolo delle "Precauzioni e
procedure di sicurezza relative a taglio e scriccatura ad arco", Modulo 52-529. NON
consentire al personale non addestrato di installare, attivare o eseguire la
manutenzione di questa apparecchiatura. NON tentare di installare o attivare questa
apparecchiatura se non dopo aver letto e compreso perfettamente queste istruzioni.
Se le istruzioni non sono state comprese perfettamente, contattare il fornitore di zona
per ulteriori informazioni. Assicurarsi di aver letto le precauzioni di sicurezza prima di
installare o attivare questa apparecchiatura.
NOTA:
Lo smaltimento delle apparecchiature elettroniche
deve essere effettuato presso la struttura di
riciclaggio.
In osservanza della direttiva europea 2012/19/CE sui
rifiuti di apparecchiature elettriche ed elettroniche e
della relativa attuazione nella legislazione nazionale, le
apparecchiature elettriche e/o elettroniche che giungono
a fine vita operativa devono essere smaltite presso una
struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è
tenuto/a ad informarsi sulle stazioni di raccolta
autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB
più vicino.
0460 896 601
- 7 -
© ESAB AB 2019
Page 8

2 INTRODUZIONE
2 INTRODUZIONE
Per trarre il massimo dall'apparecchio per saldatura, si consiglia di leggere il presente
manuale di istruzioni.
Per informazioni generali sul funzionamento, consultare i corrispondenti manuali di istruzioni
del generatore e del gruppo trainafilo.
Il testo visualizzato sul display è disponibile nelle seguenti lingue: inglese, svedese,
finlandese, danese, tedesco, francese, italiano, olandese, spagnolo, portoghese, ungherese,
polacco, ceco, norvegese, inglese USA, cinese, russo e turco.
Tutte le funzioni descritte in questo manuale potrebbero non essere disponibili quando il
pannello di controllo è collegato a un generatore. I menu e le funzioni del pannello di
controllo sono adattati al generatore collegato.
NOTA:
A seconda del prodotto installato, potrebbero esserci differenze nelle funzionalità
del pannello.
2.1 Pannello di controllo Aristo U82
Il pannello di controllo viene fornito completo di staffa di montaggio, viti e un manuale di
istruzioni in italiano. Un cavo da 1,2 m viene montato sul pannello. Una memoria USB e una
prolunga sono disponibili su richiesta come accessori; vedere il capitolo "ACCESSORI" in
questo manuale.
I manuali di istruzioni in altre lingue possono essere scaricati dal sito Internet:
www.esab.com
1. Slot per memoria USB
2. Manopola di spostamento cursore
3. Display
4. Tasti funzione
5. Menu
6. Enter
7. Manopola contrassegnata con # per
aumentare o diminuire i valori impostati.
Anche il valore visualizzato sullo schermo
è contrassegnato con #.
8. Manopola contrassegnata con * per
aumentare o diminuire i valori impostati.
Anche il valore visualizzato sullo schermo
è contrassegnato con *.
0460 896 601
- 8 -
© ESAB AB 2019
Page 9

2 INTRODUZIONE
2.1.1 Tasti e manopole
Tasti funzione (4)
I cinque tasti presenti nella riga sotto il display hanno diverse
funzioni. I tasti funzione possono svolgere funzioni diverse a
seconda del menu correntemente selezionato. La funzione effettiva
del tasto viene visualizzata nella riga inferiore del display.
Quando la funzione è attiva, il tasto diventa bianco:
Tasto Menu (5)
L'uso del tasto menu consente di tornare in qualsiasi momento al menu principale:
MIG/MAG
PROCEDIMENTO
METODO
QSET
TIPO DI FILO
GAS DI PROTEZIONE
DIAMETRO FILO
MIG/MAG
SHORT/SPRAY
SPENTO
Fe ER70S
Ar + 8% CO2
1,2 mm
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
Tasto Enter (6)
Premere il tasto Enter per confermare una selezione.
Manopola cursore (2)
L'utilizzo della manopola sinistra consente di spostare il cursore tra le varie righe del display.
Manopole più/meno (7, 8)
Le manopole di destra incrementano o diminuiscono il valore di un'impostazione. Accanto
alle manopole è presente un simbolo, un cancelletto (#) o un asterisco (*). Gran parte delle
impostazioni numeriche può essere regolata con qualunque manopola, tuttavia in alcuni casi
dovrà esserne utilizzata una in particolare.
0460 896 601
- 9 -
© ESAB AB 2019
Page 10

2 INTRODUZIONE
2.2 Posizione
Sul retro del pannello di controllo è presente
un supporto estensibile che consente di
posizionare su un piano il pannello
mantenendo il display in posizione verticale.
Il supporto consente anche di appendere il
pannello di controllo sul gruppo trainafilo.
2.3 Collegamento USB
Per trasferire i file da e al pannello di controllo possono essere utilizzate memorie USB
esterne.
I file prodotti nel pannello di controllo vengono memorizzati come file xml. Per funzionare
correttamente, è necessario formattare la memoria USB come FAT 32.
In condizioni d'uso normali, non sussiste alcun rischio di "virus" che possa contaminare
l'apparecchiatura. Per eliminare interamente questo rischio, si consiglia di non utilizzare la
memoria USB usata insieme a questa apparecchiatura per scopi diversi da quelli previsti.
Alcune memorie USB potrebbero non funzionare con questa apparecchiatura. Si consiglia di
utilizzare memorie USB di un fornitore affidabile. ESAB non si assume alcuna responsabilità
per qualsiasi danno causato da un uso errato delle memorie USB.
NOTA:
Quando si utilizza l'unità U82in modalità presentazione insieme a W82, la USB
collegata all'unità U82viene utilizzata solo per trasferire programmi. Il programma
viene trasferito all'avvio del generatore. Una USB separata collegata a W82viene
utilizzata per trasferire i programmi al W82o per memorizzare i file.
2.3.1 Aggiornamento del programma tramite memoria USB
Procedura:
• Disattivare l'interruttore generale del generatore.
• Aprire lo sportellino sul lato sinistro del pannello di
controllo.
• Inserire la memoria USB nel relativo connettore.
• Chiudere lo sportellino.
• Attivare l'interruttore generale del generatore.
0460 896 601
- 10 -
© ESAB AB 2019
Page 11

2 INTRODUZIONE
2.3.2 Trasferimento file tramite memoria USB
Procedura:
• Aprire lo sportellino sul lato sinistro del pannello di
controllo.
• Inserire la memoria USB nel relativo connettore.
• Chiudere lo sportellino.
• Per ulteriori informazioni, vedere la sezione
"Esporta/Importa".
2.4 Fase uno: selezione della lingua
Quando si attiva l'apparecchio per la prima volta, sul display compare il presente menu.
Alla consegna, il pannello di controllo verrà visualizzato in lingua inglese. Per selezionare la
lingua desiderata, procedere come segue:
Premere MENU per tornare al menu principale.
Con la manopola sinistra, posizionare il cursore sulla riga CONFIGURAZIONE.
MIG/MAG
PROCEDIMENTO
METODO
QSET
TIPO DI FILO
GAS DI PROTEZIONE
DIAMETRO FILO
MIG/MAG
SHORT/SPRAY
SPENTO
Fe ER70S
Ar + 8% CO2
1,2 mm
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
Premere ENTER
Posizionare il cursore sulla riga LINGUA . Premere ENTER per richiamare un elenco delle
lingue disponibili nel pannello di controllo.
0460 896 601
- 11 -
© ESAB AB 2019
Page 12

2 INTRODUZIONE
CONFIGURAZIONE
LINGUA INGLESE
FUNZIONE DI BLOCCO►
CONTROLLO REMOTO►
MIG/MAG VALORI BASE►
MMA VALORI BASE►
MODO RAPIDO SOFT BUTTONS
FONTI DOPPIE DI AVVIAMENTO
PANNELLO REMOTO ABILITATO
SPENTO
SPENTO
SUPERVISIONE WF
MOD. SALVATAGGIO AUTOM.
PULSANTE RICHIAMO DATI SALDATURA►
ESCI
Posizionare il cursore sulla riga corrispondente alla lingua desiderata e premere ENTER.
ON
OFF
2.5 Display
MIG/MAG
PROCEDIMENTO
METODO
QSET
TIPO DI FILO
GAS DI PROTEZIONE
DIAMETRO FILO
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
Il cursore
Il cursore del pannello di controllo viene presentato come un campo ombreggiato intorno al
testo, con il testo selezionato di colore bianco. Nel manuale di istruzioni la selezione viene
visualizzata in grassetto.
MIG/MAG
SHORT/SPRAY
SPENTO
Fe ER70S
Ar + 8% CO2
1,2 mm
0460 896 601
- 12 -
© ESAB AB 2019
Page 13

2 INTRODUZIONE
Frecce e barre di scorrimento
In presenza di ulteriori informazioni dietro una riga, apparirà una freccia nera dietro al testo.
In presenza di più righe nell'elenco, verrà visualizzata una barra di scorrimento alla destra
del display.
CONFIGURAZIONE
LINGUA
ENGLISH
FUNZIONE DI BLOCCO►
CONTROLLO REMOTO►
MIG/MAG VALORI BASE►
MMA VALORI BASE►
MODO RAPIDO TASTI FUNZIONE►
DOPPIA UNITA' FILO
PANNELLO REMOTO ABILITATO
SUPERVISIONE WF
MOD. SALVATAGGIO AUTOM.
SPENTO
SPENTO
ON
OFF
ESCI
Caselle di testo
Alla base del display sono presenti cinque caselle contenenti testi che illustrano la funzione
corrente dei cinque tasti direttamente sotto le caselle.
Modalità risparmio energetico
Per prolungare la durata del display retroilluminato, tale funzione viene disattivata dopo tre
minuti di inattività.
2.5.1 Simboli sul display
A La serie di parametri di saldatura
selezionata
B S = Limite di impostazione attivato
M = Limite di misura attivato
C Il gruppo trainafilo selezionato
D Icona per lo stato del VRD e per
visualizzare se si è verificato un errore,
vedere la sezione "Icona per il VRD e
indicazione di errore".
E Numero della locazione di memoria
richiamata
F Selezionare la manopola di
aumento/diminuzione contrassegnata
dal simbolo di cancelletto(#) per
aumentare o diminuire il valore di un
parametro.
0460 896 601
G Corrente del motore misurata
- 13 -
© ESAB AB 2019
Page 14

2 INTRODUZIONE
H Selezionare la manopola di
aumento/diminuzione contrassegnata
dal simbolo dell'asterisco(*) per
aumentare o diminuire il valore di un
parametro.
I Modalità di modifica, modifica della
locazione di memoria
2.5.2 Icona per l'indicazione di errore e della funzione VRD
Questa icona viene utilizzata per due scopi separati:
• Visualizzare lo stato della funzione VRD con il generatore collegato
• Indicare se si è verificato un errore
La funzione VRD assicura che la tensione a circuito aperto non superi 35 V quando non si
effettua alcuna saldatura. Quando il sistema rileva l'avviamento della saldatura, la funzione
VRD nel generatore si blocca. L'attivazione o la disattivazione della funzione VRD viene
indicata dalla stessa icona che indica eventuali errori. Vedere la tabella riportata di seguito.
Icona Stato funzione VRD Stato di errore
Si è verificato un errore;
Funzione VRD non attiva.
vedere la sezione "Registro
errori" nel capitolo
"STRUMENTI".
Si è verificato un errore;
Funzione VRD attiva.
vedere la sezione "Registro
errori" nel capitolo
"STRUMENTI".
Funzione VRD attiva. Nessun errore.
Icona non visualizzata. Funzione VRD non attiva. Nessun errore.
NOTA:
La funzione VRD viene utilizzata per i generatori, se implementati.
2.6 Informazioni generali sulle impostazioni
Esistono tre tipi principali di impostazioni:
• Impostazione di valori numerici
• Impostazione con alternative fornite
• Impostazione della modalità ON/OFF
2.6.1 Impostazione di valori numerici
Per impostare un valore numerico, utilizzare una delle due manopole più/meno per
aumentare o diminuire un determinato valore. Mediante il telecomando è possibile modificare
una serie di valori.
0460 896 601
- 14 -
© ESAB AB 2019
Page 15

2 INTRODUZIONE
2.6.2 Impostazione con alternative fornite
Alcune impostazioni vengono definite selezionando un'alternativa da un elenco.
Di seguito è riportato un esempio:
In questo caso il cursore si trova sulla riga MIG/MAG. Premendo ENTER in questa
posizione, viene attivata l'alternativa MIG/MAG. Se si desidera selezionare un'altra
alternativa, posizionare il cursore sulla riga corretta scorrendo in alto o in basso con la
manopola sinistra. Quindi premere ENTER. Per uscire dall'elenco senza effettuare selezioni,
premere ESCI.
2.6.3 Impostazioni ON/OFF
Per alcune funzioni, è possibile impostare i valori su ON o OFF. La funzione sinergia durante
una saldatura MIG/MAG e MMA ne rappresenta un esempio. Le impostazioni ON o OFF
possono essere selezionate da un elenco di alternative come descritto precedentemente.
2.6.4 Tasti ESCI ed ENTER
Il primo tasto funzione a destra viene utilizzato principalmente per la funzione ESCIma a
volte può essere utilizzato per altre funzioni.
• Premere ESCI per tornare al menu o alla schermata precedenti. Le modifiche
impostate vengono salvate automaticamente.
Il tasto viene chiamato ENTER in questo manuale.
• Premere ENTER comporta l'esecuzione di una scelta selezionata in un menu o in un
elenco.
0460 896 601
- 15 -
© ESAB AB 2019
Page 16

3 MENU
3 MENU
Il pannello di controllo utilizza vari menu, I menu sono: MENU PRINCIPALE,
CONFIGURAZIONE, STRUMENTI, IMPOSTAZIONE PARAM. SALD., MISURA, I PUNTI IN
MEMORIA DATI e MODO RAPIDO. Le strutture dei menu sono illustrate in differenti sezioni
di questo manuale. All'avvio viene inoltre visualizzata brevemente una schermata contenente
informazioni sulla versione in uso del programma.
Esempio di schermata di avvio
3.1 Menu principale
Il MENU PRINCIPALEconsente di modificare il processo e il metodo di saldatura, il tipo di
filo, ecc.
Da questo menu è possibile accedere a tutti gli altri sottomenu.
MIG/MAG
PROCEDIMENTO
METODO
QSET
TIPO DI FILO
GAS DI PROTEZIONE
DIAMETRO FILO
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
3.1.1 Menu configurazione
MIG/MAG
SHORT/SPRAY
SPENTO
Fe ER70S
Ar + 8% CO2
1,2 mm
Il CONFIGURAZIONEconsente di cambiare lingua, modificare altre impostazioni di base,
l'unità di misura, ecc.
0460 896 601
- 16 -
© ESAB AB 2019
Page 17

3 MENU
CONFIGURAZIONE
LINGUA
ENGLISH
FUNZIONE DI BLOCCO►
CONTROLLO REMOTO►
MIG/MAG VALORI BASE►
MMA VALORI BASE►
MODO RAPIDO TASTI FUNZIONE►
DOPPIA UNITA' FILO
PANNELLO REMOTO ABILITATO
SUPERVISIONE WF
MOD. SALVATAGGIO AUTOM.
SPENTO
SPENTO
ON
OFF
PULSANTE RICHIAMO DATI SALDATURA►
ESCI
Per ulteriori informazioni, vedere il capitolo "CONFIGURAZIONE".
3.1.2 Menu strumenti
Il menu UTENSILI consente di trasferire file, visualizzare statistiche su qualità e produzione,
visualizzare i registri degli errori, ecc.
UTENSILI
REGISTRO ERRORI►
ESPORTA/IMPORTA►
FILE MANAGER►
EDITOR LIMITI IMPOSTAZIONE►
EDITOR LIMITI MISURA►
STATISTICHE PRODUZIONE►
FUNZIONI DI QUALITÀ►
DATI SINERGICI PERSONALIZZATI►
CALENDARIO►
ACCOUNT UTENTE►
INFORMAZIONI UNITÀ►
Per ulteriori informazioni, vedere il capitolo "STRUMENTI".
3.1.3 Menu impostazione dati saldatura
ESCI
0460 896 601
Premere SETTA comporta lo spostamento del menu IMPOSTAZIONE DATI
SALDATURA. Il menu IMPOSTAZIONE DATI SALDATURA consente di modificare
i vari parametri di saldatura. L'aspetto del menu varia in funzione del processo di
saldatura selezionato. L'esempio mostra una saldatura MIG/MAG con short/spray.
- 17 -
© ESAB AB 2019
Page 18

3 MENU
IMPOSTAZIONE DATI SALDATURA
TENSIONE
28,2 (+ 3,5) V
VELOCITÀ FILO
INDUTTANZA
MODALITÀ SINERGICA
DATI INIZIALI►
DATI FINALI►
LIMITI IMPOSTAZIONE►
LIMITI MISURA►
SALDATURA A PUNTI►
MODIFICA DESCRIZIONE►
CRATERFILL HOT START 4 TEMPI ESCI
3.1.4 Misura
Premere MISURA consente di visualizzare i valori misurati dei vari parametri
durante la saldatura.
6,0 m/min
80%
ARCO ON
È possibile modificare il valore di determinati parametri nella schermata MISURA . che
dipendono dal processo di saldatura selezionato. I valori dei parametri regolabili sono
sempre contrassegnati dai simboli cancelletto (#) o asterisco (*).
I valori misurati rimangono visualizzati anche quando la saldatura è stata completata. È
possibile passare ad altri menu senza perdere i valori misurati. Se il valore impostato viene
modificato quando non è in corso una saldatura, il valore di misura viene azzerato per evitare
confusioni.
NOTA:
Nella modalità a impulsi, è possibile scegliere se visualizzare il valore medio o di
picco della tensione. Questa impostazione può essere regolata nei valori base
MIG/MAG; vedere la sezione "Valori base MIG/MAG".
0460 896 601
- 18 -
© ESAB AB 2019
Page 19

3 MENU
3.1.5 Memoria dati di saldatura
Il menu I PUNTI IN MEMORIA DATI consente di memorizzare, richiamare,
cancellare e copiare i vari dati di saldatura impostati. Le serie di dati di saldatura
possono essere memorizzate in 255 locazioni di memoria differenti.
I PUNTI IN MEMORIA DATI
1234567-
MEM. 1 2 ESCI
Per ulteriori informazioni, vedere il capitolo "GESTIONE MEMORIA".
3.1.6 Menu modo rapido
Il menu MODO RAPIDO permette di stabilire una "relazione" tra i tasti software e
le locazioni di memoria dei parametri di saldatura. Tali impostazioni vengono
regolate nel menuCONFIGURAZIONE . Il numero delle locazioni di memoria
selezionate viene visualizzato nell'angolo in alto a destra.
Per ulteriori informazioni, vedere la sezione "Tasti funzione nel modo rapido".
0460 896 601
- 19 -
© ESAB AB 2019
Page 20

4 SALDATURA MIG/MAG
4 SALDATURA MIG/MAG
MENU PRINCIPALE » PROCEDIMENTO » MIG/MAG
La saldatura MIG/MAG avviene fondendo un filo di apporto alimentato in modo continuo,
mentre il bagno di fusione viene salvaguardato dal gas di protezione.
Per influenzare il trasferimento delle goccioline dall'arco si utilizzano impulsi di corrente, in
modo che l'arco rimanga stabile e non produca spruzzi, anche a bassi valori di saldatura.
Per i diametri filo utilizzabili per la saldatura MIG/MAG con SHORT/SPRAY ARC e
PULSATA, vedere l'appendice "DIMENSIONI DI FILO E GAS" alla fine di questo manuale.
Una volta selezionato il processo MIG/MAG, è possibile scegliere tra quattro metodi
selezionando METODO con la manopola sinistra e premendo ENTER.
ScegliSHORT/SPRAY, PULSE o SUPERPULSATO e premi ENTER.
MIG/MAG
PROCEDIMENTO
METODO
SHORT/SPRAY
QSET
TIPO DI FILO
GAS DI PROTEZIONE
DIAMETRO FILO
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
MIG/MAG » METODO
SHORT/SPRAY
PULSE
SUPERPULSATO
4.1 Impostazioni del menu impostazione dati saldatura
4.1.1 Saldatura MIG/MAG con Short/Spray Arc
MIG/MAG
SPENTO
Fe ER70S
CO2
1,2 mm
MIG/MAG
MIG/MAG
La tabella sottostante mostra le impostazioni e la struttura dei menu selezionando MIG/MAG
» METODO » SHORT/SPRAY e premendo SETTA.
Impostazioni Intervallo di
regolazione
Tensione 8 - 60 V 0,25 V
Nelle fasi: In funzione
della
sinergia
x x
Regolabile
nella
sinergia
(visualizzato con
un decimale)
Velocità del filo
1)
0,8 - 30,0 m/min 0,1 m/min x
Induttanza 0 - 100% 1% x x
Tipo di controllo
Modalità sinergica
0460 896 601
9)
3)
1 - 12, 17 1 x x
OFF oppure ON - - -
- 20 -
© ESAB AB 2019
Page 21

4 SALDATURA MIG/MAG
Impostazioni Intervallo di
regolazione
Dati iniziali »
0,1 - 25 s 0,1 s x
Nelle fasi: In funzione
della
sinergia
Regolabile
nella
sinergia
Preflussaggio del gas
Dati iniziali » Avvio
OFF oppure ON - x
micrometrico
Hot start OFF oppure ON - x
Hot start » Tempo di Hot
9)
start
Hot start » Velocità del filo
in hot start
9)
0,0 - 10,0 s 0,1 s x
Intervallo completo
0,1 m/min x
di avanzamento del
filo
Hot start » tensione
9)
8,0 - 60,0 V 0,25 V
x x
(visualizzato con
un decimale)
Dati iniziali » Touch sense
5), 10)
Hot start » Avvio dolce
10 - 16 A (0 - 16 A)
10)
OFF oppure ON - x
Parametro di avviamentoR8 - 60 0,25 (visualizzato
con un decimale)
Dati finali » Riempimento
OFF oppure ON - x
dei crateri
Dati finali » Riempimento
0 - 10 s 0,1 s x
dei crateri » Ora
Dati finali » Riempimento
dei crateri » Velocità del
filo di riempimento dei
1,5 m/min. alla
velocità corrente di
avanzamento del filo
0,1 m/min x
crateri
Tensione finale di
8 - 24,7 V x
riempimento dei crateri
Tempo finale di
0,0 - 5,0 s 0,1 s x
riempimento dei crateri
Dati finali » Pinch off
9)
pulse
10% - 120% 1 % x
Dati finali » Release pulse6)OFF oppure ON
Dati finali » Tempo di
bruciatura finale del filo
Dati finali » SCT
7)
0 - 1 s 0,01 s x
9)
OFF, ON or
- x x
SINERGIA
x
Dati finali »
0,1 - 25 s 0,1 s x
Postflussaggio del gas
Limiti di impostazione 1 - 50 - - -
Limiti di misura 1 - 50 - - -
Saldatura a punti »
Saldatura a punti
0460 896 601
8)
OFF oppure ON - x
- 21 -
© ESAB AB 2019
Page 22

4 SALDATURA MIG/MAG
Impostazioni Intervallo di
regolazione
Saldatura a punti »
0 - 25 s 0,1 s x
Nelle fasi: In funzione
della
sinergia
Regolabile
nella
sinergia
Tempo saldatura a punti
Modifica descrizione »
Keyboard
1)
L'intervallo di impostazione dipende dal gruppo trainafilo utilizzato.
3)
L'intervallo di impostazione dipende dal gruppo trainafilo utilizzato. Linea sinergica alla
consegna: filo pieno (FeER70S), gas di protezione CO2 con filo da 1,2 mm.
5)
L'intervallo 0-16 A è applicabile per i generatori della serie 5000.
6)
L'intervallo di impostazione dipende dal gruppo trainafilo utilizzato. Regolato con le
impostazioni predefinite MIG/MAG del menu di configurazione.
7)
Quando la funzione SCT è configurata come attiva, l'impostazione Tempo di bruciatura è
impostata su un valore di -0,05s. Quando la funzione SCT è configurata come non attiva,
viene utilizzato il valore Tempo di bruciatura salvato. Se la funzione SCT è configurata su
SINERGIA, il valore SCT (ON o OFF) viene acquisito dalla curva di sinergia.
8)
Non è possibile selezionare la saldatura a punti (ON) se la modalità pistola è 4 tempi.
9)
Visibile a seconda delle impostazioni.
10)
Visibile a seconda dell'apparecchiatura collegata.
4.1.2 Saldatura MIG/MAG a impulsi
La tabella sottostante mostra le impostazioni e la struttura dei menu selezionando MIG/MAG
» METODO » PULSE e premendo SETTA.
Impostazioni Intervallo di
regolazione
Tensione 10 - 50 V 0,25 V
Velocità del filo
1)
Corrente a impulsi2),
Durata degli impulsi
9)
Frequenza degli impulsi
Corrente di fondo
Slope
9)
Modalità sinergica
9)
3)
0,8 - 30,0 m/min 0,1 m/min x
9)
100 - 650 A 1 A x x
1,7 - 25,5 ms 0,1 ms x
9)
16 - 312 Hz 2 Hz x
4 - 300 A 1 A x
1 - 9 1 x
OFF oppure ON - -
Nelle fasi: In funzione
della
sinergia
x x
(visualizzato con
un decimale)
Regolabile
nella
sinergia
Costanti interne » Ka 0 - 100% 1% x
Costanti interne » Ki 0 - 100% 1% x
Dati iniziali »
0,1 - 25 s 0,1 s x
Preflussaggio del gas
Dati iniziali » Avvio
OFF oppure ON - x
micrometrico
0460 896 601
- 22 -
© ESAB AB 2019
Page 23

4 SALDATURA MIG/MAG
Impostazioni Intervallo di
regolazione
Nelle fasi: In funzione
della
sinergia
Regolabile
nella
sinergia
Dati iniziali » Avvio dolce OFF oppure ON - x
Dati iniziali » Parametro di
avviamento S
8 - 60 0,25 (visualizzato
con un decimale)
x
Dati iniziali » Hot start OFF oppure ON - x
Dati iniziali » Hot start »
0,0 - 10,0 s 0,1 s x
Tempo di Hot start
Dati iniziali » Hot start »
Velocità del filo in hot start
Intervallo completo
di avanzamento del
0,1 m/min x
filo
Dati iniziali » Hot start »
Tensione
8,0 - 50,0 V 0,25 V
(visualizzato con
x x
un decimale)
Dati iniziali » Touch sense5)10 - 16 A (0 - 16 A)
Corrente a impulsi Hot
2)
start
100 - 650 A 1 A x
Corrente di base Hot start 4 - 300 A 1 A x
Frequenza degli impulsi
16 - 312 Hz 2 Hz x
Hot start
Parametro di avviamentoR8,0 - 50,0 0,25 (visualizzato
con un decimale)
Dati finali » Riempimento
dei crateri
NO, o NON
PULSATO o
- x
PULSATO
Dati finali » Riempimento
0 - 10 s 0,1 s x
dei crateri » Ora
Dati finali » Riempimento
dei crateri » Velocità
finale del filo di
1,5 m/min. alla
velocità corrente di
avanzamento del filo
0,1 m/min x
riempimento dei crateri
Tensione finale di
8 - 33,2 V x
riempimento dei crateri
Corrente pulsata finale 100 - max A x
Corrente finale di base 12 - 50 A x
Frequenza finale 20 - 270 Hz x
x
Tempo finale di
riempimento dei crateri
Dati finali » Pinch off
pulse
Release pulse
6)
Dati finali » Tempo di
bruciatura finale del filo
7)
SCT
0460 896 601
0,0 - 5,0 s 0,1 s x
20 % - 200 % 1 % x
OFF oppure ON
0 - 1 s 0,01 s x
OFF, ON or
- x x
SINERGIA
- 23 -
© ESAB AB 2019
Page 24

4 SALDATURA MIG/MAG
Impostazioni Intervallo di
regolazione
Dati finali »
0,1 - 25 s 0,1 s x
Nelle fasi: In funzione
della
sinergia
Regolabile
nella
sinergia
Postflussaggio del gas
Limiti di impostazione 1 - 50 - - -
Limiti di misura 1 - 50 - - -
Saldatura a punti »
Saldatura a punti
Saldatura a punti »
8)
OFF oppure ON - x
0 - 25 s 0,1 s x
Tempo saldatura a punti
Modifica descrizione »
Keyboard
1)
L'intervallo di impostazione dipende dal gruppo trainafilo utilizzato.
2)
Le correnti minime di base e pulsata dipendono dal tipo di macchina in uso.
3)
Linea sinergica alla consegna: filo pieno (FeER70S), gas di protezione CO2 con filo da 1,2
mm.
5)
L'intervallo 0 - 16 A è applicabile per i generatori della serie 5000.
6)
Regolato con le impostazioni predefinite MIG/MAG del menu di configurazione.
7)
Quando la funzione SCT è configurata come attiva, l'impostazione Tempo di bruciatura è
impostata su un valore di -0,05s. Quando la funzione SCT è configurata come non attiva,
viene utilizzato il valore Tempo di bruciatura salvato. Se la funzione SCT è configurata su
SINERGIA, il valore SCT (ON o OFF) viene acquisito dalla curva di sinergia.
8)
Non è possibile selezionare la saldatura a punti (ON) se la modalità pistola è 4 tempi.
9)
Visibile a seconda delle impostazioni.
10)
Visibile a seconda dell'apparecchiatura collegata.
4.1.3 Saldatura MIG/MAG Superpulsata, primaria/secondaria, Short/Spray Arc/pulsata
La tabella sottostante mostra le impostazioni e la struttura dei menu selezionando MIG/MAG
» METODO » SUPERPULSATO e premendo SETTA.
Impostazioni Intervallo di
regolazione
Tensione 8 - 60 V 0,25 V
Velocità del filo
1)
0,8 - 30,0 m/min 0,1 m/min x
Nelle fasi: In funzione
della
sinergia
x x
(visualizzato con
un decimale)
Regolabile
nella
sinergia
Fase Primaria o
secondaria
Metodo Short/Spray Arc o
pulsata
0460 896 601
- x
- x
- 24 -
© ESAB AB 2019
Page 25

4 SALDATURA MIG/MAG
Impostazioni Intervallo di
regolazione
Tensione 10 - 50 V 0,25 V
Nelle fasi: In funzione
della
sinergia
x x
Regolabile
nella
sinergia
(visualizzato con
1 decimale)
Velocità di avanzamento
del filo
1)
0,8 - 30,0 m/min 0,1 m/min x
Induttanza 0 - 100% 1% x x
Corrente a impulsi
2)
100 - 650 A 1 A x
Durata degli impulsi 1,7 - 25,5 ms 0,1 ms x
Frequenza degli impulsi 16 - 312 Hz 2 Hz x
Corrente di fondo 4 - 300 A 1 A x
Slope 1 - 9 1 x
Ka 0 - 100% 1% x
Ki 0 - 100% 1% x
Tipo di regolatore 1
Sinergia
3)
OFF oppure ON - - -
Durata della saldatura a
0,10 - 2,50 s 0,01 s x
fasi
Preflussaggio del gas 0,1 - 25 s 0,1 s x
Avvio micrometrico OFF oppure ON - x
Avvio dolce OFF oppure ON - x
Parametro di avviamentoS8,0 - 60,0 0,25 (visualizzato
x
con un decimale)
Hot start OFF oppure ON - x
Tempo di Hot start 0,0 - 10,0 s 0,1 s x
Velocità filo hot start Intervallo completo
0,1 m/min x
di avanzamento del
filo
Tensione di hot start Da -14 a +27 V -
Corrente a impulsi Hot
2)
start
100 - 650 A 1 A x
Corrente di base Hot start 4 - 300 A 1 A x
Frequenza degli impulsi
16 - 312 Hz 2 Hz x
Hot start
Parametro di avviamentoR8,0 - 50,0 0,25 (visualizzato
x
con un decimale)
Touch sense
5)
10 - 16 A (0 - 16 A) x
Riempimento dei crateri NO, o NON
PULSATO o
PULSATO
Tempo di riempimento
0 - 10 s 0,1 s x
crateri
0460 896 601
- x
- 25 -
© ESAB AB 2019
Page 26

4 SALDATURA MIG/MAG
Impostazioni Intervallo di
regolazione
Avanzamento finale del
filo di riempimento dei
crateri
Tensione finale di
1,5 m/min. alla
velocità corrente di
avanzamento del filo
8 - 33,2 V x
Nelle fasi: In funzione
della
sinergia
Regolabile
nella
sinergia
0,1 m/min x
riempimento dei crateri
Corrente pulsata finale 100 - max A x
Corrente finale di base 12 - 50 A x
Frequenza finale 20 - 270 Hz x
Tempo finale di
0,0 - 5,0 s 0,1 s x
riempimento dei crateri
Impulsi di taglio %
Tempo di bruciatura finale
0 - 1 s 0,01 s x
del filo
SCT
7)
OFF, ON or
- x x
SINERGIA
Postflussaggio del gas 0,1 - 25 s 0,1 s x
Limiti di impostazione 1 - 50 - - -
Limiti di misura 1 - 50 - - -
Saldatura a punti OFF oppure ON - x
Tempo saldatura a punti 0 - 25 s 0,1 s x
Release pulse
1)
L'intervallo di impostazione dipende dal gruppo trainafilo utilizzato.
2)
Le correnti minime di base e pulsata dipendono dal tipo di macchina in uso.
3)
Linea sinergica alla consegna: filo pieno (FeER70S), gas di protezione CO2 con filo da 1,2
6)
OFF oppure ON x
mm.
5)
L'intervallo 0 - 16 A è applicabile per i generatori della serie 5000.
6)
Regolato da CONFIGURAZIONE » MIG/MAG VALORI BASE .
7)
Quando la funzione SCT è configurata come attiva, l'impostazione Tempo di bruciatura è
impostata su un valore di -0,05s. Quando la funzione SCT è configurata come non attiva,
viene utilizzato il valore Tempo di bruciatura salvato. Se la funzione SCT è configurata su
SINERGIA, il valore SCT (ON o OFF) viene acquisito dalla curva di sinergia.
9)
Visibile a seconda delle impostazioni.
10)
Visibile a seconda dell'apparecchiatura collegata.
4.2 Spiegazione della funzione delle impostazioni
Tensione
Una tensione maggiore aumenta la lunghezza dell'arco e produce un bagno di fusione più
ampio e più caldo.
L'impostazione della tensione nella modalità sinergica è diversa da quella nelle modalità non
sinergiche. Nella modalità sinergica la tensione viene impostata come una deviazione
0460 896 601
- 26 -
© ESAB AB 2019
Page 27

4 SALDATURA MIG/MAG
positiva o negativa rispetto alla linea sinergica della tensione, mentre nella modalità non
sinergica viene impostato un valore di tensione assoluto.
La tensione può essere impostata nel menu IMPOSTAZIONE DATI SALDATURA o MODO
RAPIDO . Quando si utilizza il telecomando, l'impostazione può essere effettuata da esso.
Velocità di avanzamento del filo
Regola la velocità di avanzamento necessaria per il filo di apporto espressa in
m/min.
La velocità di avanzamento del filo è impostata nei menu MISURA, IMPOSTAZIONE DATI
SALDATURA o MODO RAPIDO . Quando si utilizza il telecomando, l'impostazione può
essere effettuata da esso.
Induttanza
Un'induttanza superiore causa un bagno di fusione più ampio e un minor
numero di gocce di saldatura. Un'induttanza inferiore produce una rumorosità
superiore, ma un arco stabile e concentrato.
L'induttanza è impostata nel menu IMPOSTAZIONE DATI SALDATURA .
Si applica solo alla saldatura MIG/MAG con short/spray.
Tipo di controllo
Questo parametro influisce sul processo di corto circuito e sull'apporto di calore alla
saldatura.
Questa impostazione non deve essere modificata.
Corrente a impulsi
Il valore più elevato tra i due valori relativi alla corrente pulsata.
La corrente a impulsi è impostata nel menu IMPOSTAZIONE DATI SALDATURA con la
funzione sinergia disattivata.
Si applica soltanto alla saldatura MIG/MAG a impulsi.
Durata degli impulsi
Periodo durante il quale la corrente pulsata è attiva.
La corrente a impulsi è impostata nel menu IMPOSTAZIONE DATI SALDATURA con la
funzione sinergia disattivata.
Si applica soltanto alla saldatura MIG/MAG a impulsi.
Frequenza degli impulsi
Durata della corrente di base che, insieme alla durata della corrente pulsata, indica la durata
dell'impulso.
La frequenza a impulsi è impostata nel menu IMPOSTAZIONE DATI SALDATURA con la
funzione sinergia disattivata.
Si applica soltanto alla saldatura MIG/MAG a impulsi.
Corrente di fondo
Il valore più basso tra i due valori della corrente pulsata.
La corrente di base è impostata nel menu IMPOSTAZIONE DATI SALDATURA con la
funzione sinergia disattivata.
Si applica soltanto alla saldatura MIG/MAG a impulsi.
0460 896 601
- 27 -
© ESAB AB 2019
Page 28

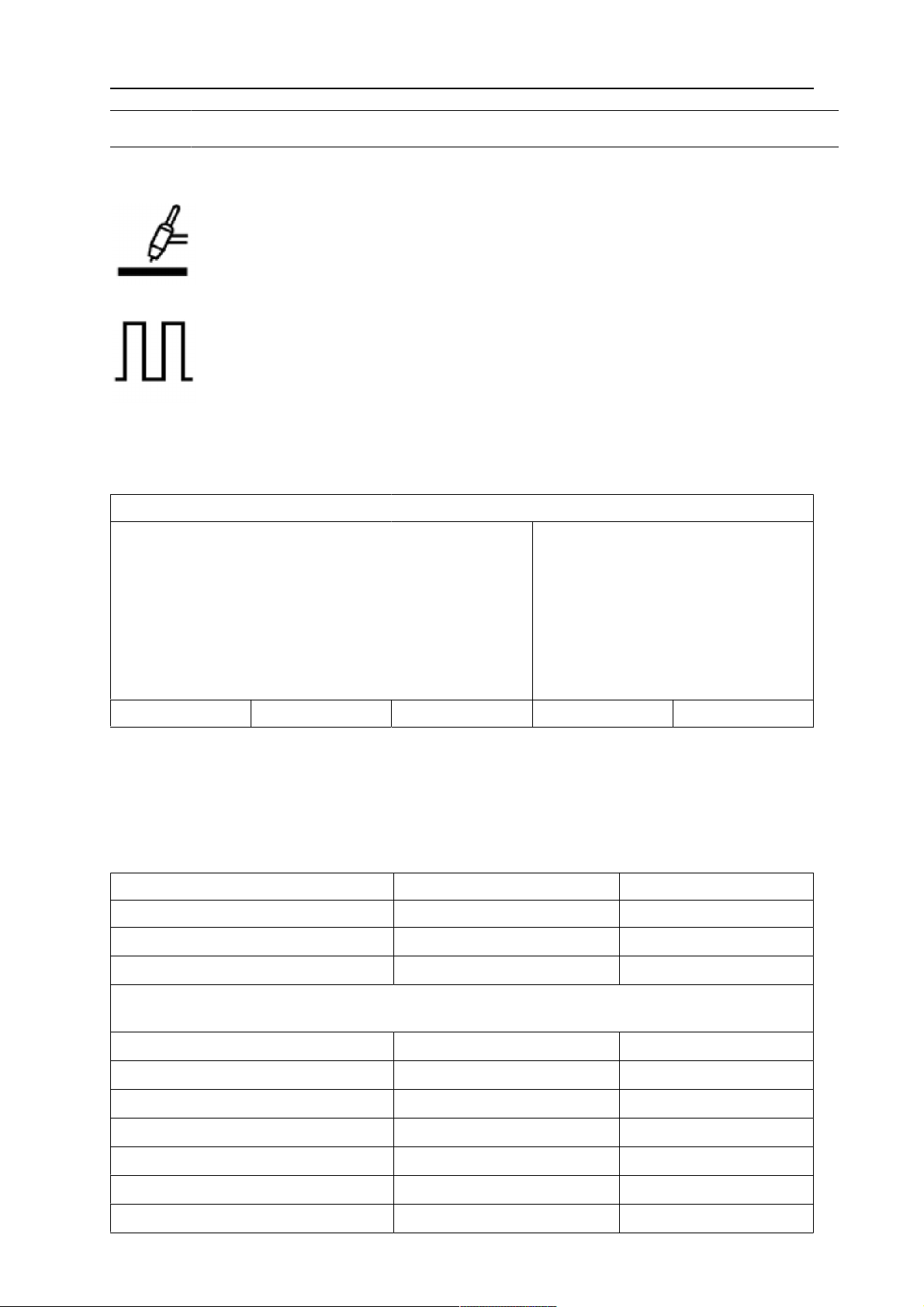
4 SALDATURA MIG/MAG
Corrente
Tempo
Saldatura MIG/MAG a impulsi
A = Corrente di base
B = Durata dell'impulso
C = Durata del periodo dell'impulso
D = Corrente pulsata
Slope
Il parametro Rampa indica un aumento o una diminuzione della corrente pulsata fino al
valore impostato. Il parametro Rampa può essere impostato con nove incrementi, ciascuno
dei quali corrisponde a 100 μs.
Tale parametro assume una grande importanza relativamente alla rumorosità. Un valore alto
produce una rumorosità più acuta ed elevata. Nel caso peggiore, una valore troppo basso
può influire sulla capacità degli impulsi di tagliare le goccioline.
La Rampa è impostata nel menu IMPOSTAZIONE DATI SALDATURA con la funzione
sinergia disattivata.
Si applica soltanto alla saldatura MIG/MAG a impulsi.
Ka
Il parametro Ka rappresenta il guadagno proporzionale del regolatore della lunghezza
d'arco. A un valore elevato corrisponde una reattività maggiore del regolatore in risposta a
variazioni della lunghezza d'arco.
Il parametro Ka è impostato nel menu IMPOSTAZIONE DATI SALDATURA » Costanti
interne con la funzione sinergia disattivata.
Si applica soltanto alla saldatura MIG/MAG a impulsi.
Ki
Il parametro Ka rappresenta il guadagno integrale del regolatore della lunghezza d'arco. Per
ottenere una regolazione stabile, mantenere questo valore basso.
Il parametro Ki è impostato nel menu IMPOSTAZIONE DATI SALDATURA » Costanti
interne con la funzione sinergia disattivata.
Si applica soltanto alla saldatura MIG/MAG a impulsi.
Modalità sinergica
Per garantire la stabilità e l'efficacia dell'arco, per ciascuna combinazione di tipo di filo,
diametro del filo e miscela di gas è richiesta una relazione univoca tra velocità di
avanzamento del filo e tensione (lunghezza dell'arco). La tensione (lunghezza dell'arco) si
0460 896 601
- 28 -
© ESAB AB 2019
Page 29

4 SALDATURA MIG/MAG
"adatta" automaticamente in base alla curva di sinergia preprogrammata selezionata,
semplificando notevolmente l'identificazione dei parametri di saldatura corretti. La relazione
fra la velocità di avanzamento del filo e gli altri parametri è detta linea sinergica.
Per le combinazioni di filo e gas, vedere l'appendice "DIMENSIONI DI FILO E GAS" alla fine
di questo manuale.
È inoltre possibile ordinare altri pacchetti di linee sinergiche, che devono però essere
installati dai tecnici di assistenza autorizzati ESAB.
Per la creazione di linee sinergiche personalizzate, vedere la sezione "Dati sinergici
personalizzati".
L'attivazione della sinergia viene effettuata nel menu IMPOSTAZIONE DATI SALDATURA .
Fase
Questa funzione consente di scegliere tra fase primaria e secondaria.
I dati elevati vengono impostati nella fase primaria, mentre quelli bassi nella fase secondaria.
Le impostazioni vengono utilizzate per determinare se rendere disponibili per la modifica i
dati primari o secondari. Determinano inoltre quali dati vengono coinvolti nelle modalità di
misurazione e a distanza. La velocità di avanzamento del filo visualizzata nella schermata
misure indica la velocità nella fase selezionata. La tensione, la corrente e la potenza di
saldatura sono tuttavia basate sulle misurazioni eseguite durante entrambe le fasi.
È possibile scegliere una sinergia differente per la fase primaria e per quella secondaria.
La fase primaria o secondaria può essere impostata in IMPOSTA MIG/MAG quando viene
selezionata la modalità superpulsata e la sinergia è disattivata.
Preflussaggio del gas
Controlla il tempo durante il quale avviene il flussaggio del gas di protezione
prima dell'innesco dell'arco.
Il preflussaggio del gas viene impostato nel menu IMPOSTAZIONE DATI SALDATURA »
DATI INIZIALI .
Avvio micrometrico
L'avvio micrometrico fa avanzare il filo a 1,5 m/min fino a quando non entra in
contatto elettrico con il pezzo da saldare.
L'avvio lento può essere impostato nel menu IMPOSTAZIONE DATI SALDATURA » DATI
INIZIALI .
Avvio dolce
L'espressione "avvio dolce" si applica quando il filo di saldatura va in cortocircuito contro il
pezzo da saldare, facendo arrestare l'avanzamento del filo. Il gruppo trainafilo inizia a
invertire il filo di saldatura, fino a quando si interrompe il circuito con il pezzo da saldare e
l'arco si illumina. Il gruppo trainafilo inizia quindi ad alimentare il cavo di saldatura nella
direzione corretta, dando così inizio alla saldatura.
Il Soft start (avvio graduale) può essere impostato nel menu IMPOSTAZIONE DATI
SALDATURA » DATI INIZIALI .
Si applica alla saldatura con gruppi trainafilo che supportano l'alimentazione invertita.
0460 896 601
- 29 -
© ESAB AB 2019
Page 30

4 SALDATURA MIG/MAG
Parametro di avviamento R
Il parametro di avviamento R consente la regolazione accurata dell'arco elettrico durante il
movimento di avvio della saldatura. È possibile regolare il parametro da 8,0 a 60,0 a intervalli
di 0,25. Questa funzione è visibile e regolabile solo quando la sinergia non è attiva (quindi il
metodo scelto è Arco corto).
Hot start
La funzione "Hot start" aumenta la velocità di avanzamento del filo e la tensione per un
periodo di tempo regolabile all'inizio del processo di saldatura. Lo scopo principale è fornire
più energia all'avvio della saldatura, riducendo il rischio di una fusione insufficiente all'inizio
del giunto.
Sinergia - hot start
Per fornire una maggiore energia durante l'avvio della saldatura e per garantire la
penetrazione, è possibile aumentare per un intervallo di tempo specificato la velocità di
avanzamento del filo rispetto al valore corrente. La velocità viene impostata rispetto alla
velocità di avanzamento normale del filo. L'intervallo di tempo inizia al momento dell'innesco
dell'arco, e la sua durata è pari al tempo di hot start impostato. La sinergia fornisce un
aumento di 2 m/min. della velocità del filo.
Senza sinergia - hot start
Se la sinergia è disattivata, è possibile impostare la tensione.
Quando la sinergia e la modalità pulsata sono disattivate, è possibile impostare la tensione,
la corrente pulsata, la corrente di base e la frequenza.
NOTA:
è possibile impostare valori negativi della velocità di avanzamento del filo in hot start
e della tensione di hot start. Questa impostazione può rivelarsi utile nel caso di
valori di saldatura elevati per garantire un avvio graduale della saldatura tramite un
aumento progressivo iniziale dei dati di saldatura.
La funzione hot start viene attivata nella schermata delle misure o nel menu IMPOSTAZIONE
DATI SALDATURA » DATI INIZIALI .
Touch sense
Il sistema rileva il momento in cui il filo entra in contatto con il pezzo da saldare.
La funzione Touch sense viene impostata nel menu IMPOSTAZIONE DATI SALDATURA »
DATI INIZIALI .
Si applica solo alla saldatura robotizzata.
Riempimento dei crateri
La funzione di riempimento dei crateri riduce in modo controllato il calore e le dimensioni
possibili del bagno di saldatura durante il completamento di quest'ultima, agevolando
l'eliminazione della porosità, la screpolatura termica e la formazione di crateri nel giunto
saldato.
Nel modo di saldatura a impulsi, è possibile scegliere fra il riempimento pulsato e non dei
crateri. Il riempimento crateri in modalità non pulsata è il processo più veloce. Il riempimento
pulsato dei crateri richiede un po' più di tempo, tuttavia, utilizzando i valori appropriati,
assicura un riempimento dei crateri esente da gocce.
Sinergia - Riempimento dei crateri
Nella modalità sinergica, il tempo di riempimento dei crateri e la velocità finale di
avanzamento del filo vengono impostati per il riempimento dei crateri pulsato e non. Con
0460 896 601
- 30 -
© ESAB AB 2019
Page 31

4 SALDATURA MIG/MAG
l'ausilio della sinergia, la tensione e i parametri relativi agli impulsi scendono fino ai valori
finali.
Senza sinergia - Riempimento dei crateri
Nella modalità non sinergica è possibile modificare le impostazioni in modo da definire
un'altra lunghezza dell'arco al termine del riempimento dei crateri. È possibile impostare
anche un tempo finale per il valore finale del riempimento crateri.
Nel caso del riempimento non pulsato dei crateri è possibile impostare la tensione finale. Nel
caso del riempimento pulsato dei crateri è possibile impostare la tensione, la corrente
pulsata, la corrente di base e la frequenza finali.
I valori dei parametri finali non devono mai essere superiori a quelli impostati per la saldatura
continua. Se si riducono i valori impostati per la saldatura continua al di sotto di quelli finali,
anche questi ultimi vengono ridotti. Se si aumentano i valori impostati per la saldatura
continua, tuttavia, i valori dei parametri finali non aumentano nuovamente.
Esempio: La velocità di avanzamento del filo finale è impostata a 4 m/min; il valore viene
ridotto a 3,5 m/min. La velocità di avanzamento del filo finale viene ridotta a 3,5 m/min. La
velocità di avanzamento del filo rimane a 3,5 m/min anche quando il valore della velocità
aumenta nuovamente.
Il riempimento dei crateri viene attivato nella schermata delle misure o nel menu
IMPOSTAZIONE DATI SALDATURA » DATI FINALI .
Pinch off pulse
L'impulso di pinch-off consente di evitare la formazione di grumi sul filo quando si interrompe
la saldatura.
Si usa nella saldatura MIG/MAG con Short/Spray Arc e a impulsi brevi. Quando il
completamento degli impulsi è sincronizzato con un impulso, si ha un impulso di finitura.
L'impulso di pinch-off può essere impostato nel menu IMPOSTAZIONE DATI SALDATURA »
DATI FINALI .
Tempo di bruciatura finale del filo
Il tempo di bruciatura finale del filo rappresenta il ritardo fra il momento in cui il
filo di apporto inizia a rallentare e quello in cui il generatore disattiva la tensione
di saldatura. Un tempo di bruciatura finale del filo troppo breve causa un
inceppamento del filo di apporto, che rischia di bloccarsi nel bagno di fusione in
solidificazione. Un tempo di bruciatura finale del filo troppo lungo riduce il rischio
di inceppamento, ma aumenta quello relativo alla scarica elettrica dell'arco sulla
punta di contatto del filo.
ll tempo di bruciatura finale del filo viene impostato nel menu IMPOSTAZIONE DATI
SALDATURA » DATI FINALI .
SCT (Short Circuit Termination, terminazione in cortocircuito)
La funzione SCT causa piccoli cortocircuiti ripetuti al termine della saldatura, fino al completo
arresto dell'alimentazione del filo e all'interruzione del contatto con il pezzo da saldare.
La funzione SCT non deve essere utilizzata con filo animato.
Terminazione
Selezionare Impulso finale o SCT (Short Circuit Termination, terminazione in cortocircuito).
La terminazione può essere impostata nel menu IMPOSTAZIONE DATI SALDATURA » DATI
FINALI .
Si applica alla saldatura con gruppi trainafilo che supportano l'alimentazione invertita.
0460 896 601
- 31 -
© ESAB AB 2019
Page 32

4 SALDATURA MIG/MAG
Release pulse
Se il cavo rimane intrappolato nel pezzo da saldare, il sistema lo rileverà. Verrà inviato un
impulso di corrente in grado di rilasciare il cavo dalla superficie.
Si usa nella saldatura MIG/MAG con Short/Spray Arc e a impulsi brevi. Nella modalità a
impulsi, il completamento viene sincronizzato su un impulso detto impulso di finitura che può
essere impostato tra il 20 e il 200%.
L'impostazione è regolata nel menu CONFIGURAZIONE » MIG/MAG VALORI BASE .
Postflussaggio del gas
Controlla il tempo durante il quale avviene il flussaggio del gas di protezione
dopo l'estinzione dell'arco.
Il postflussaggio del gas viene impostato nel menu IMPOSTAZIONE DATI SALDATURA »
DATI FINALI .
Limiti di impostazione e di misura
Nei limiti, viene selezionato un numero limite. Per le impostazioni, vedere le sezioni "Modifica
limiti di impostazione" e "Modifica limiti di misura".
I limiti vengono impostati nel menu IMPOSTAZIONE DATI SALDATURA .
Saldatura a punti
La saldatura a punti si utilizza per lavori di saldatura brevi, ripetuti e dalla durata
prestabilita.
La saldatura a punti viene utilizzata per saldare insieme piastre sottili.
Per attivare la saldatura a punti e il tempo di saldatura a punti aprire il menu
IMPOSTAZIONE DATI SALDATURA » SALDATURA A PUNTI .
Avanzamento filo
L'avanzamento del filo è utilizzato per fare avanzare il filo senza attivare la
tensione di saldatura. Il filo avanza fintantoché si tiene premuto il pulsante.
Spurgo dei gas
Lo spurgo dei gas serve per misurare la portata del flusso di gas o per pulire i
tubi del gas dall'aria o dall'umidità prima di dare inizio alla saldatura. Lo spurgo
dei gas avviene fintantoché si tiene premuto il tasto ed è prodotto senza
attivazione della tensione o dell’avanzamento del filo.
4.2.1 QSet
La funzione QSet viene utilizzata per semplificare l'impostazione dei parametri di saldatura.
Utilizzando le manopole più/meno, la lunghezza dell'arco viene aumentata o diminuita in
passi da -18 a +18.
ARCO CORTO
La prima volta che si avvia la saldatura con un nuovo tipo di filo / gas, Qset definisce
automaticamente tutti i parametri di saldatura necessari. Dopodiché, Qset memorizza tutti i
dati per produrre una buona saldatura. La tensione verrà automaticamente adeguata ai
cambiamenti della velocità di avanzamento del filo.
SPRAY
0460 896 601
- 32 -
© ESAB AB 2019
Page 33

4 SALDATURA MIG/MAG
Quando ci si avvicina all'area di arco a spruzzo, il valore per QSet deve essere aumentato.
Disattivare la funzione Qset quando si salda con arco a spruzzo puro. Tutte le regolazioni
sono determinate da Qset, ad eccezione della tensione che deve essere regolata.
Raccomandazioni: Eseguire la prima saldatura (6 secondi) con QSet su un pezzo di prova
per ottenere tutti i dati corretti.
Il valore QSet può essere impostato nel menu Impostazione dati saldatura per il processo
MIG/MAG e il metodo SHORT/SPRAY.
4.2.2 Gruppo parametri sinergia
Per la saldatura meccanizzata è possibile scegliere tra tre gruppi di parametri di sinergia:
• STANDARD
• ROBOT
• SAB
Rapporto tra velocità di saldatura e spessore del materiale da saldare nei diversi
gruppi di parametri di sinergia:
Spessore piastra
Velocità di saldatura
A = Linea STANDARD
B = Linea ROBOT
C = Linea SAT
Il gruppo dei parametri di sinergia ROBOT viene utilizzato per la saldatura robotizzata o per
altri tipi di saldatura meccanizzata. Consente velocità di trasferimento più elevate rispetto alla
saldatura su linee standard.
SAT è l'acronimo di Swift Arc Transfer (Trasferimento in arco rapido) Questo gruppo di
parametri di sinergia è adatto per alte velocità di trasferimento, angoli particolarmente difficili
e per spessori piastra di 2–3 mm.
Per le combinazioni di filo e gas per SAT, vedere l'appendice "DIMENSIONI DI FILO E GAS"
alla fine di questo manuale.
Il gruppo di parametri di sinergia viene impostato nel menu impostazione dati saldatura per il
processo MIG/MAG.
0460 896 601
- 33 -
© ESAB AB 2019
Page 34

4 SALDATURA MIG/MAG
4.3 SuperPulse
MENU PRINCIPALE » PROCEDIMENTO » METODO
NOTA:
Il metodo SuperPulse è disponibile e visibile per unità trainafili selezionate in grado
di gestire le sollecitazioni aggiuntive di questo metodo.
Il metodo SuperPulse viene utilizzato per un migliore controllo del bagno di saldatura e del
processo di solidificazione. Il bagno di saldatura ha il tempo di solidificarsi parzialmente tra
ciascun impulso.
Vantaggi offerti dall'utilizzo di SuperPulse:
• Sensibilità ridotta alle variazioni della luce di base
• Migliore controllo del bagno di saldatura durante la saldatura in piano
• Migliore controllo della penetrazione e del relativo profilo
• Sensibilità ridotta alle disomogeneità di conduzione del calore
La modalità SuperPulse può essere considerata una transizione programmata tra due
impostazioni MIG/MAG. Gli intervalli temporali sono determinati dalle impostazioni temporali
della fase primaria e di quella secondaria.
La saldatura inizia sempre dalla fase primaria. Quando si seleziona la funzione hot start, i
dati primari vengono utilizzati durante il periodo di hot start in aggiunta alla durata della fase
dei dati primari. Il riempimento dei crateri si basa sempre sui dati secondari. Quando un
comando di arresto viene attivato durante la fase primaria, il procedimento passa
immediatamente ai dati secondari. Il completamento della saldatura si basa sui dati
secondari.
4.3.1 Combinazioni di fili e gas
Per le combinazioni di filo e gas, vedere l'appendice "DIMENSIONI DI FILO E GAS" alla fine
di questo manuale.
4.3.2 Diversi metodi di pulsazione
In basso vengono mostrati i metodi di pulsazione utilizzabili in funzione dello spessore del
materiale da saldare.
0460 896 601
- 34 -
© ESAB AB 2019
Page 35

4 SALDATURA MIG/MAG
Calore
Dimensioni della
piastra
A = Pulsata nella fase primaria e Short Arc nella fase secondaria
B = Pulsata nella fase primaria e pulsata nella fase secondaria
C = Spray Arc nella fase primaria e pulsata nella fase secondaria
4.3.3 Gruppo trainafilo
Misure precauzionali!
Quando si utilizza la saldatura SuperPulse, il gruppo trainafilo è soggetto a un carico elevato.
Per assicurare la sicurezza funzionale del gruppo trainafilo, rispettare i valori limite indicati
nello schema seguente.
0460 896 601
- 35 -
© ESAB AB 2019
Page 36

4 SALDATURA MIG/MAG
Differenza nei valori di velocità di avanzamento del filo
I grafici relativi ai casi con 15m/min e 20m/min fanno riferimento alla velocità primaria di
avanzamento del filo. La durata del ciclo è data dalla somma dei tempi della fase primaria e
di quella secondaria.
La differenza tra le velocità primaria e secondaria di avanzamento del filo non deve essere
superiore alla velocità indicata dai grafici relativi alla velocità primaria di avanzamento del
filo.
Esempio: se la durata del ciclo è pari a 0,25s e la velocità di avanzamento del filo primaria
è pari a 15m/min, la differenza tra le velocità di avanzamento del filo primaria e secondaria
non deve superare il valore di 6m/min.
Esempio di saldatura A
Questo esempio prende in esame la saldatura di una piastra da 10 mm con un filo di
alluminio da 1,2 mm e argon come gas di protezione.
Effettuare le seguenti impostazioni sul pannello di controllo:
Processo
Fase
Metodo
Filo
Gas di protezione
Diametro del filo
Tensione
Superpulse
Primaria
Short/Spray
AlMgER5356
Ar
1,2 mm
(+1,0 V)
Superpulse
Secondaria
A impulsi
AlMgER5356
Ar
1,2 mm
(+3,0 V)
Velocità di avanzamento del
filo
15,0 m/min
0,1 s
11,0 m/min
0,1 s
Durata fasi
La durata della fase primaria e della fase secondaria è 0,1 s + 0,1 s = 0,2 s.
La differenza tra le velocità di avanzamento del filo è pari a 15,0 m/min - 11,0 m/min = 4
m/min.
0460 896 601
- 36 -
© ESAB AB 2019
Page 37

4 SALDATURA MIG/MAG
Esempio di saldatura B
Questo esempio prende in esame la saldatura di una piastra da 6 mm con un filo di
alluminio da 1,2 mm e argon come gas di protezione.
Effettuare le seguenti impostazioni sul pannello di controllo:
Processo
Fase
Metodo
Filo
Gas di protezione
Diametro del filo
Tensione
Velocità di avanzamento del
filo
Superpulse
Primaria
A impulsi
AlMgER5356
Ar
1,2 mm
(+1,0 V)
12,5 m/min
0,15 s
Superpulse
Secondaria
A impulsi
AlMgER5356
Ar
1,2 mm
(+2,0 V)
9,0 m/min
0,15 s
Durata fasi
La durata della fase primaria e della fase secondaria è 0,15 s + 0,15 s = 0,3 s.
La differenza tra le velocità di avanzamento del filo è pari a 12,5 m/min - 9,0 m/min = 3,5
m/min.
0460 896 601
- 37 -
© ESAB AB 2019
Page 38

5 SALDATURA MMA
5 SALDATURA MMA
MENU PRINCIPALE » PROCEDIMENTO » ELETTRODO
La saldatura MMA viene anche detta saldatura con elettrodi rivestiti. Innescando l'arco si
provoca la fusione dell'elettrodo, il cui rivestimento forma una scoria protettiva.
Per i diametri degli elettrodi utilizzabili nella saldatura MMA, vedere l'appendice
"DIMENSIONI DI FILO E GAS" alla fine di questo manuale.
ELETTRODO
PROCEDIMENTO
ELETTRODO
METODO
ELETTRODO TIPO
DIMENSIONI ELETTRODO
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
5.1 ELETTRODO
La tabella sottostante mostra le impostazioni e la struttura dei menu selezionando
ELETTRODO e premendo SETTA.
Impostazioni Intervallo di
regolazione
Corrente
1)
16 - 650 A 1 A x
Forza dell'arco 0 - 100% 1% x
Fattore alla corrente
0 - 100% 1% x
minima
Nelle fasi: In funzione
della
sinergia
CC
BASICO
3,2 mm
Regolabile
nella
sinergia
Tipo di controllo 0 - 1 x
Modalità sinergica OFF oppure ON - - -
Hot start OFF oppure ON - x
Durata hot start 1 - 30 1 x
Ampiezza hot start 0 - 100% 1 x
Limiti di impostazione 0 - 50 1 - -
Limiti di misura 0 - 50 1 - -
Modifica descrizione »
Keyboard
1)
La corrente massima dipende dal tipo di macchina in uso.
5.2 Spiegazione della funzione delle impostazioni
CC, Corrente continua
Una corrente superiore produce un bagno di fusione più ampio, con un miglior
grado di penetrazione nel pezzo da lavorare.
0460 896 601
- 38 -
© ESAB AB 2019
Page 39

5 SALDATURA MMA
La corrente può essere impostata nella schermata delle misure, nel menu Impostazione dati
saldatura o Modo rapido.
Forza dell'arco
La forza dell'arco è importante per determinare il grado di variazione della
corrente in relazione alla variazione della lunghezza dell'arco. Un valore inferiore
produce un arco più stabile con meno gocce di saldatura.
La forza dell'arco viene impostata nel menu impostazione dati saldatura con la funzione
sinergia disattivata.
Fattore alla corrente minima
Il fattore alla corrente minima è un'impostazione utilizzata per determinati elettrodi specifici.
Questa impostazione non deve essere modificata.
Tipo di controllo
Questo parametro influisce sul processo di corto circuito e sull'apporto di calore alla
saldatura.
Questa impostazione non deve essere modificata.
Sinergia
Nel caso della saldatura MMA, il termine sinergia indica il fatto che il generatore ottimizza
automaticamente le proprietà per il tipo e le dimensioni dell'elettrodo selezionati.
La sinergia per la saldatura MMA viene attivata nel menu impostazione dati saldatura.
Hot start
La funzione Hot start aumenta la corrente di saldatura per un intervallo di tempo
regolabile all'inizio del processo di saldatura, riducendo in tal modo il rischio di
una fusione insufficiente all'inizio della giunzione.
L'hot start per la saldatura MMA viene attivato nel menu impostazione dati saldatura.
Limiti di impostazione e di misura
Nei limiti, viene selezionato un numero limite. Per le impostazioni, vedere le sezioni
"Modifica limiti di impostazione" e "Modifica limiti di misura" nel capitolo "STRUMENTI".
I limiti vengono impostati nel menu impostazione dati saldatura.
0460 896 601
- 39 -
© ESAB AB 2019
Page 40
6 SALDATURA TIG
6 SALDATURA TIG
MENU PRINCIPALE » PROCEDIMENTO » TIG
Saldatura TIG
La saldatura TIG avviene fondendo il metallo del pezzo da lavorare; a tale scopo
utilizza un arco scoccato da un elettrodo di tungsteno infusibile. Il bagno di
saldatura e l'elettrodo sono protetti da un gas di protezione.
Corrente pulsata
Per un migliore controllo del bagno di saldatura e del processo di solidificazione,
si utilizza una corrente pulsata. La frequenza degli impulsi è impostata su un
valore sufficientemente basso da consentire al bagno di saldatura di solidificarsi
almeno in parte fra un impulso e l’altro. Per impostare gli impulsi sono necessari
quattro parametri, vale a dire la corrente pulsata, la durata degli impulsi, la
corrente di sfondo e la durata dello sfondo.
TIG
PROCEDIMENTO
METODO
COSTANTE
INNESCO
PULSANTE TORCIA
2 TEMPI
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
6.1 Impostazioni del menu impostazione dati saldatura
6.1.1 Saldatura TIG senza impulsi
La tabella sottostante mostra le impostazioni e la struttura dei menu per la saldatura TIG
senza impulsi.
Impostazioni Intervallo di regolazione Nelle fasi:
Metodo di avvio HF o LiftArc™ -
Live TIG-start
1)
Modalità grilletto pistola
2)
- 2 o 4 tempi -
TIG
HF
Le seguenti impostazioni sono disponibili selezionando PROCEDIMENTO » TIG e
premendo SETTA.
Corrente
Tempo di slope up
Tempo di slope down
Preflussaggio del gas
Postflussaggio del gas
1)
2)
2)
2)
2)
HF avvio automatico impulso
HF avvio impulso
0460 896 601
2)
2)
4 - 500 A 1 A
0 - 25 s 0,1 s
0 - 25 s 0,1 s
0 - 25 s 0,1 s
0 - 25 s 0,1 s
OFF oppure ON 4 - 500 A 1 A
- 40 -
© ESAB AB 2019
Page 41

6 SALDATURA TIG
Impostazioni Intervallo di regolazione Nelle fasi:
Limiti di impostazione 0 - 50 1
Limiti di misura 0 - 50 1
Saldatura a punti » Saldatura a
OFF / ON -
punti
Saldatura a punti » Tempo saldatura
0 - 25 s 0,1 s
a punti
Modifica descrizione » Keyboard
1)
Dipende dal tipo di macchina utilizzata.
2)
Non valido o non visibile per Live TIG-start.
6.1.2 Saldatura TIG a impulsi
La tabella sottostante mostra le impostazioni e la struttura dei menu per la saldatura TIG a
impulsi.
Impostazioni Intervallo di regolazione Nelle fasi:
Metodo di avvio HF o LiftArc™ -
Modalità grilletto pistola 2 o 4 tempi -
Le seguenti impostazioni sono disponibili selezionando PROCEDIMENTO » TIG e
premendo SETTA.
Corrente a impulsi
1)
Corrente di fondo 4 - 500 A 1 A
4 - 500 A 1 A
Durata degli impulsi 0,001 - 5 s 0,001 s
Durata della corrente di fondo 0,001 - 5 s 0,001 s
Tempo di slope up 0 - 25 s 0,1 s
Tempo di slope down 0 - 25 s 0,1 s
Preflussaggio del gas 0 - 25 s 0,1 s
Postflussaggio del gas 0 - 25 s 0,1 s
HF avvio automatico impulso OFF oppure ON -
HF avvio impulso 4 - 500 A 1 A
Limiti di impostazione 0 - 50 1
Limiti di misura 0 - 50 1
Saldatura a punti » Saldatura a
0 - 25 s 0,1 s
punti
Saldatura a punti » Tempo saldatura
OFF / ON -
a punti
Modifica descrizione » Keyboard
1)
La corrente massima dipende dal tipo di macchina in uso.
0460 896 601
- 41 -
© ESAB AB 2019
Page 42

6 SALDATURA TIG
6.2 Spiegazione della funzione delle impostazioni
Avvio HF
La funzione di avvio HF innesca l'arco tramite una scintilla generata
dall'elettrodo che viene avvicinato al pezzo da saldare.
LiftArc™
La funzione LiftArc™ innesca l'arco quando l'elettrodo viene portato a contatto
con il pezzo da saldare e successivamente allontanato.
Innesco dell'arco con la funzione LiftArc™:
1. l'elettrodo viene portato a contatto con il pezzo da saldare.
2. Viene premuto il grilletto e si attiva un flusso di corrente basso.
3. L’operatore allontana l’elettrodo dal pezzo da saldare; l'arco si innesca e la
corrente aumenta automaticamente fino al valore impostato.
LiftArc™ viene attivato da MENU PRINCIPALE » INNESCO.
Live TIG-start
La funzione Live TIG start innesca l'arco quando l'elettrodo di tungsteno viene portato a
contatto con il pezzo da saldare e successivamente allontanato.
- Attivazione della funzione "Live TIG-start" (Avvio Live TIG) eseguita nel menu
PROCEDIMENTO .
0460 896 601
- 42 -
© ESAB AB 2019
Page 43

6 SALDATURA TIG
2 tempi A = Preflusso del gas
B = Aumento progressivo
della corrente
C = Diminuzione progressiva
della corrente
D = Postflusso del gas
Funzioni in caso di utilizzo del comando a 2 tempi della torcia di saldatura.
Nel modo di comando a 2 tempi, premendo il grilletto della torcia di saldatura TIG (1) si
attiva il preflussaggio del gas (se utilizzato) e si innesca l'arco. La corrente aumenta fino al
valore impostato (sotto il controllo della funzione slope up, se utilizzata). Rilasciando il
grilletto (2) si riduce la corrente (o si attiva la funzione slope down, se utilizzata) e si
estingue l'arco. Se utilizzato, si attiva il postflussaggio del gas.
Il comando a 2 tempi viene attivato nel MENU PRINCIPALE » MODALITÀ GRILLETTO o
nella schermata delle misure.
4 tempi A = Preflusso del gas
B = Aumento progressivo
della corrente
C = Diminuzione progressiva
della corrente
D = Postflusso del gas
Funzioni in caso di utilizzo del comando a 4 tempi della torcia di saldatura.
Nel modo di comando a 4 tempi, premendo il grilletto (1) si attiva il preflussaggio del gas (se
utilizzato). Una volta concluso il preflussaggio del gas, la corrente sale fino al livello di
tolleranza (alcuni ampere) e l'arco viene innescato. Rilasciando il grilletto (2) si aumenta la
corrente fino al valore impostato (con la funzione slope up, se utilizzata). Al termine del
processo di saldatura, l'operatore preme nuovamente il grilletto (3) per riportare la corrente
al livello di tolleranza (con la funzione slope down, se utilizzata). Rilasciando nuovamente il
grilletto (4), si estingue l'arco e si avvia il postflussaggio del gas.
Il comando a 4 tempi viene attivato nel MENU PRINCIPALE » MODALITÀ GRILLETTO o
nella schermata MISURA .
Corrente
Una corrente superiore produce un bagno di fusione più ampio, con un miglior grado di
penetrazione nel pezzo da lavorare.
La corrente viene impostata nella schermata delle misure, nel menu Impostazione dati
saldatura o Modo rapido.
Questo parametro si applica soltanto alla saldatura TIG a corrente continua.
Corrente a impulsi
Il valore più elevato tra i due valori relativi alla corrente pulsata. Nella modalità a impulsi,
vengono pulsate anche le funzioni slope up e slope down.
La corrente a impulsi è impostata nel menu IMPOSTAZIONE DATI SALDATURA .
Questo parametro si applica soltanto alla saldatura TIG a impulsi.
0460 896 601
- 43 -
© ESAB AB 2019
Page 44

6 SALDATURA TIG
Corrente di fondo
Il valore più basso tra i due valori della corrente pulsata.
La corrente di base è impostata nel menu IMPOSTAZIONE DATI SALDATURA .
Questo parametro si applica soltanto alla saldatura TIG a impulsi.
Durata degli impulsi
Periodo durante il quale la corrente pulsata è attiva.
La durata degli impulsi viene impostata nel menu IMPOSTAZIONE DATI SALDATURA .
Questo parametro si applica soltanto alla saldatura TIG a impulsi.
Durata della corrente di fondo
Durata della corrente di base che, insieme alla durata della corrente pulsata, indica la durata
dell'impulso.
La durata di base viene impostata nel menu IMPOSTAZIONE DATI SALDATURA .
Questo parametro si applica soltanto alla saldatura TIG a impulsi.
Corrente
Saldatura TIG a impulsi.
A = Corrente di base
B = Durata di base
C = Durata impulso
D = Corrente pulsata
Aumento progressivo della corrente
Con questa funzione, una volta innescato l'arco TIG, la corrente aumenta
lentamente fino al valore impostato. In tal modo si produce un riscaldamento
graduale dell'elettrodo, consentendo all'operatore di posizionarlo correttamente
prima di raggiungere il valore della corrente di saldatura impostato.
Tempo
La Rampa è impostata nel menu IMPOSTAZIONE DATI SALDATURA .
Slope down
Il metodo di saldatura TIG utilizza la funzione "slope down", che consente una
graduale riduzione della corrente su un intervallo di tempo controllato, per
evitare i crateri e/o la criccatura al termine del processo di saldatura.
La Rampa è impostata nel menu IMPOSTAZIONE DATI SALDATURA .
0460 896 601
- 44 -
© ESAB AB 2019
Page 45

6 SALDATURA TIG
Preflussaggio del gas
Controlla il tempo durante il quale avviene il flussaggio del gas di protezione
prima dell'innesco dell'arco.
Il preflussaggio del gas viene impostato nel menu IMPOSTAZIONE DATI SALDATURA .
Postflussaggio del gas
Controlla il tempo durante il quale avviene il flussaggio del gas di protezione
dopo l'estinzione dell'arco.
Il postflussaggio del gas viene impostato nel menu IMPOSTAZIONE DATI SALDATURA .
Avvio automatico impulso HF
Questa funzione viene utilizzata per ottenere rapidamente un arco stabile.
Saldatura a punti
La saldatura a punti si utilizza per lavori di saldatura brevi, ripetuti e dalla durata
prestabilita.
La saldatura a punti viene utilizzata per saldare insieme piastre sottili.
Per attivare la saldatura a punti e il tempo di saldatura a punti aprire il menu
IMPOSTAZIONE DATI SALDATURA » SALDATURA A PUNTI .
Spurgo dei gas
Lo spurgo dei gas serve per misurare la portata del flusso di gas o per pulire i
tubi del gas dall'aria o dall'umidità prima di dare inizio alla saldatura. Lo spurgo
dei gas avviene fintantoché si tiene premuto il tasto ed è prodotto senza
attivazione della tensione o dell’avanzamento del filo.
Lo spurgo dei gas viene attivato nella schermata MISURA .
0460 896 601
- 45 -
© ESAB AB 2019
Page 46

7 SCRICCATURA ARC-AIR
7 SCRICCATURA ARC-AIR
MENU PRINCIPALE » PROCEDIMENTO » SCRICCATURA
Con la scriccatura Arc-air, viene utilizzato uno speciale elettrodo composto da un albero in
carbonio e un involucro in rame.
Tra l'albero in carbonio e il pezzo da lavorare si forma un arco che fonde il materiale. Il
materiale fuso viene rimosso mediante l'aria.
Per la scriccatura arc-air possono essere selezionati i seguenti diametri degli elettrodi: 4,0,
5,0, 6,0, 8,0 e 10 mm.
La scriccatura arc-air non è raccomandata per generatori inferiori a 400 A.
SCRICCATURA
PROCEDIMENTO
DIMENSIONI ELETTRODO
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
SCRICCATURA
7.1 Impostazioni del menu impostazione dati saldatura
La tabella sottostante mostra le impostazioni e la struttura dei menu selezionando
SCRICCATURA e premendo SETTA.
Impostazioni Intervallo di regolazione Nelle fasi:
Tensione 8 - 60 V 1 V
Modifica descrizione »
Keyboard
7.2 Spiegazione delle funzioni
Tensione
Una tensione superiore produce un bagno di fusione più ampio, con un miglior grado di
penetrazione nel pezzo da lavorare.
5 mm
La tensione viene impostata nei menu schermata misure, impostazione dati saldatura o
modo rapido.
0460 896 601
- 46 -
© ESAB AB 2019
Page 47

8 GESTIONE DELLA MEMORIA
8 GESTIONE DELLA MEMORIA
8.1 Modalità di funzionamento del pannello di controllo
Il pannello di controllo può essere suddiviso in due unità: la memoria operativa e la memoria
dei dati di saldatura.
Memorizzazione Memoria dati di saldatura
Memoria operativa Richiamo
Nella memoria operativa viene creato un set completo di regolazioni per i dati di saldatura
memorizzabili nella memoria dei dati di saldatura.
Durante la saldatura, il processo è sempre controllato dai dati contenuti nella memoria
operativa. È quindi possibile richiamare dalla memoria dei dati di saldatura alla memoria
operativa l'impostazione di un dato di saldatura.
Si noti che la memoria operativa contiene sempre le regolazioni più recenti dei dati di
saldatura. Questi dati possono essere richiamati dalla memoria dei dati di saldatura oppure
modificati singolarmente. In altri termini, la memoria operativa non è mai vuota o "azzerata".
MENU PRINCIPALE » MEMORIA » I PUNTI IN MEMORIA DATI
MIG/MAG
PROCEDIMENTO
METODO
QSET
SYNERGY GROUP
TIPO DI FILO
GAS DI PROTEZIONE
DIAMETRO FILO
CONFIGURAZIONE►
STRUMENTI►
SETTA MISURA MEMORIA MODO RAPIDO
Nel pannello di controllo è possibile memorizzare fino a 255 serie di dati di saldatura, a
ciascuna delle quali viene assegnato un numero compreso tra 1 e 255.
È inoltre possibile cancellare dalla memoria operativa, nonché copiare in essa e
richiamare da essa una serie di dati di saldatura.
MIG/MAG
SHORT/SPRAY
SPENTO
STANDARD
Fe ER70S
Ar + 8% CO2
1,2 mm
In basso vengono forniti alcuni esempi delle modalità di memorizzazione, richiamo, copia e
cancellazione.
8.2 Memorizzazione
Se la memoria dei dati di saldatura è vuota, sul display compare la schermata mostrata di
seguito.
A questo punto si procede alla memorizzazione di una serie di dati di saldatura, cui viene
assegnata la locazione di memoria n. 5. Premere MEM.. Viene visualizzata la locazione 1.
Ruotare una delle manopole di regolazione fino a raggiungere la posizione 5. PremereMEM..
0460 896 601
- 47 -
© ESAB AB 2019
Page 48

8 GESTIONE DELLA MEMORIA
I PUNTI IN MEMORIA DATI
MEM. ESCI
Selezionare la riga cinque usando una delle manopole. PremereMEM..
I PUNTI IN MEMORIA DATI
5-
MEM. ESCI
Sul display compare la schermata seguente.
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
MEM. RICHIAMA CANCELLA 1 2 ESCI
Parti del contenuto della serie di dati n. 5 vengono presentati in fondo allo schermo.
8.3 Richiamo
Passiamo ora a come richiamare una serie di dati memorizzati:
Selezionare la riga usando una delle manopole. PremereRICHIAMA.
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
MEM. RICHIAMA CANCELLA 1 2 ESCI
Premere SI per confermare che si desidera richiamare il set di dati numero 5.
0460 896 601
- 48 -
© ESAB AB 2019
Page 49

8 GESTIONE DELLA MEMORIA
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
NO SI
I PUNTI IN MEMORIA DATI » 5 - (TIG)
RICHIAMA
DATI IMPOSTATI 5
DALLA MEMORIA?
Sul display nell'angolo in alto a destra viene visualizzata un'icona con il numero della
posizione di memoria richiamato.
8.4 Cancellazione
Il menu memoria permette di cancellare una o più serie di dati.
Verrà cancellata la serie di dati memorizzata nell'esempio precedente.
Selezionare la serie di dati. Premere CANCELLA.
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
MEM. RICHIAMA CANCELLA 1 2 ESCI
Premere SI per confermare che si intende effettuare l'eliminazione.
0460 896 601
- 49 -
© ESAB AB 2019
Page 50

8 GESTIONE DELLA MEMORIA
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
NO SI
5 - (TIG) » CANCELLA
CANCELLA DATI SALDATURA
NR. 5?
Tornare al menu memoria premendo il tasto NO .
8.5 Copia
Per copiare il contenuto di una serie di dati di saldatura in una nuova locazione di memoria,
procedere nel modo seguente:
Selezionare la posizione di memoria che si desidera copiare e premere "1 2" (SECONDA
FUNZIONE).
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
MEM. RICHIAMA CANCELLA 1 2 ESCI
Premere COPIA.
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
COPIA MODIF. 1 2 ESCI
Verrà ora copiato nella locazione 50 il contenuto della locazione di memoria 5.
Utilizzare una delle manopole per raggiungere la locazione di memoria selezionata, in questo
caso la n. 50.
Premere SI.
0460 896 601
- 50 -
© ESAB AB 2019
Page 51

8 GESTIONE DELLA MEMORIA
I PUNTI IN MEMORIA DATI
50-
COPIA
DATI IMPOSTATI 5 PER LOCAZIONE: 50
NO SI
Le impostazioni dei dati di saldatura n. 5 sono state correttamente copiate nella locazione di
memoria n. 50.
Tornare al menu memoria premendo ESCI.
8.6 Modifica
Per modificare il contenuto di una serie di dati di saldatura, procedere nel modo seguente:
Selezionare la posizione di memoria che si desidera modificare e premere "1 2" (SECONDA
FUNZIONE). Poi premere MODIF..
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
COPIA MODIF. 1 2 ESCI
Viene visualizzata parte del menu principale con il simbolo a indicare l'avvenuta
selezione della modalità di modifica.
Selezionare le impostazioni da modificare e premereENTER. Selezionare dall'elenco e
premere nuovamenteENTER .
TIG
INNESCO
PULSANTE TORCIA
4 TEMPI
HF
TIG HF-START
100 AMP
SETTA ESCI
Premere SETTA comporta lo spostamento dell'Impostazione dati saldatura. Selezionare i
valori da modificare e regolare con le manopole più/meno. Termina con ESCI.
0460 896 601
- 51 -
© ESAB AB 2019
Page 52

8 GESTIONE DELLA MEMORIA
IMPOSTAZIONE DATI SALDATURA
CORRENTE
RAMPA DI SALITA
RAMPA DI DISCESA
PREFLUSSO GAS
POSTFLUSSO GAS
100 A
0,0 s
2,0 s
0,5 s
5,0 s
LIMITI IMPOSTAZIONE
LIMITI MISURA
EDIT DESCRIPTION
PROVA GAS 4 TEMPI A DIST. ESCI
L'impostazione per i dati di saldatura n. 5 è stata modificata e memorizzata.
8.7 Nome
Per fornire a una serie memorizzata di dati di saldatura un nome personalizzato, procedere
nel modo seguente:
Selezionare la posizione di memoria cui si desidera assegnare un nome e premere "1 2"
SECONDA FUNZIONE. Poi premere MODIF..
-
-
....
I PUNTI IN MEMORIA DATI
5 - (TIG)
TIG HF-START
100 AMP
COPIA MODIF. 1 2 ESCI
Selezionare SETTA » EDIT DESCRIPTION. Premere ENTER.
IMPOSTAZIONE DATI SALDATURA
CORRENTE
RAMPA DI SALITA
RAMPA DI DISCESA
PREFLUSSO GAS
POSTFLUSSO GAS
LIMITI IMPOSTAZIONE
LIMITI MISURA
100 A
0,0 s
2,0 s
0,5 s
5,0 s
-
-
EDIT DESCRIPTION
PROVA GAS 4 TEMPI A DIST. ESCI
Si avrà accesso a una tastiera utilizzabile nel modo seguente:
0460 896 601
- 52 -
....
© ESAB AB 2019
Page 53

8 GESTIONE DELLA MEMORIA
• Posizionare il cursore sul carattere desiderato della tastiera utilizzando la manopola
sinistra e i tasti freccia. Premere ENTER. Digitare in questo modo una stringa di testo
completa, formata da un massimo di 40 caratteri.
• Premere DONE per memorizzare. L'alternativa di cui si è indicato il nome apparirà
sull'elenco.
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPAZIO MAIUSCOLE
_
0 (MAX 40)
CANCELLA SIMBOLO DONE
Descrizione del programma di dati di saldatura
Ciascun programma di dati di saldatura può avere una breve descrizione. Dal menu SETTA
» EDIT DESCRIPTION è possibile associare al programma dei dati di saldatura appena
richiamato una descrizione composta da un massimo di 40 caratteri mediante la tastiera
integrata. La descrizione corrente può anche essere modificata o cancellata.
Se il programma richiesto ha una descrizione, questa viene visualizzata nelle schermate dei
menu MEMORIA,MISURA e REMOTE (A DISTANZA) al posto dei parametri dei dati di
saldatura che vengono generalmente visualizzati.
0460 896 601
- 53 -
© ESAB AB 2019
Page 54

9 CONFIGURAZIONE
9 CONFIGURAZIONE
MENU PRINCIPALE » CONFIGURAZIONE
L'elenco sottostante mostra la struttura del menu:
• Lingua , vedere la sezione "Fase uno – selezione della lingua” nel capitolo
"INTRODUZIONE".
• Codice di blocco
• Comandi a distanza
• MIG/MAG valori base
• MMA valori base
• Tasti funzione del modo rapido
• Fonti doppie di avviamento
• Panello remoto abilitato
• Supervisione WF
• Modalità salvataggio automatico
• Limiti misura arresto saldatura
• Eseguire il login per effettuare la saldatura
• Pulsante richiamo dati saldatura
• Gruppi trainafilo aggiuntivi
• Fattori qualità
• Manutenzione
• Unità
• Frequenza del valore di misura
• Registrazione chiave
• Timer illuminazione display
9.1 Codice di blocco
MENU PRINCIPALE » CONFIGURAZIONE » FUNZIONE DI BLOCCO
Quando la funzione di blocco è abilitata e ci si trova nei menu schermata misure, modo
remoto o modo rapido, per uscire da tali menu è necessaria una password (codice di
blocco).
FUNZIONE DI BLOCCO
FUNZIONE DI BLOCCO
IMPOSTA/CAMBIA CODICE BLOCCO
Il codice di blocco viene abilitato nel menu CONFIGURAZIONE .
9.1.1 Stato codice di blocco
Nella FUNZIONE DI BLOCCOè possibile abilitare/disabilitare la funzione di blocco senza
cancellare il codice di blocco esistente nel caso in cui si disabiliti la funzione. Se non viene
memorizzato alcun codice di blocco e si tenta di abilitare tale funzione, verrà visualizzata una
tastiera, con la quale immettere un nuovo codice di blocco.
SPENTO
ESCI
0460 896 601
- 54 -
© ESAB AB 2019
Page 55

9 CONFIGURAZIONE
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPAZIO MAIUSCOLE
_
0 (MAX 16)
CANCELLA SIMBOLO DONE
Uscita dallo stato di blocco
Quando ci si trova nella schermata delle misure o nel menu modo rapido e la funzione di
blocco è disattivata, è possibile uscire dai menu premendo ESCI o MENU per tornare al
menu principale.
Se la funzione è attivata e si cerca di uscire dal menu, rilasciare A DIST. o premere il tasto
funzione "1 2" (SECONDA FUNZIONE); viene visualizzata la schermata riportata di seguito
che segnala l'attivazione della protezione con funzione di blocco.
PREMERE ENTER PER IL CODICE DI
BLOCCO...
A questo punto è possibile selezionare ESCI per tornare al menu precedente oppure
premere ENTER e digitare il codice di blocco.
Si passerà al menu contenente la tastiera, in cui immettere il codice. Premere ENTER dopo
ciascun carattere e confermare il codice premendo DONE.
A questo punto compare la seguente casella di testo:
UNITÀ SBLOCCATA!
Se il codice di blocco immesso è errato, compare un messaggio di errore che offre la
possibilità di riprovare o ritornare al menu originale (ai menu schermata misure o modo
rapido).
Se il codice è corretto, verranno rimossi tutti i blocchi agli altri menu, nonostante il codice di
blocco resti attivo. Ciò significa che è possibile uscire temporaneamente dai menu
schermata misure e modo rapido, pur mantenendo lo stato di blocco una volti ritornati in tali
menu.
9.1.2 Specifica/modifica codice di blocco
In specifica/modifica codice di blocco è possibile modificare un codice di blocco esistente o
immetterne uno nuovo. Un codice di blocco può essere composto da un massimo di 16
caratteri o cifre.
9.2 Comandi a distanza
MENU PRINCIPALE » CONFIGURAZIONE » COMANDO A DISTANZA
Sono disponibili differenti opzioni di configurazione a seconda del processo e del controllo
remoto.
I telecomandi non del tipo a bus CAN devono essere collegati mediante l'apposito adattatore.
Il metodo SuperPulse non è supportato da tale funzione.
0460 896 601
- 55 -
© ESAB AB 2019
Page 56

9 CONFIGURAZIONE
Dopo il collegamento, attivare il telecomando nella schermata MISURA mediante il tasto
funzione A DISTANZA.
9.2.1 Annulla variazioni
Posizionare il cursore sulla riga COMANDO A DISTANZA . Premere ENTER per richiamare
un elenco di alternative.
MIG/MAG COMANDO A DISTANZA
ANNULLA VARIAZIONI
INGRESSO DIGITALE
ANALOGICO 1
-MIN
-MAX
ANALOGICO 2
-MIN
-MAX
VELOCITÀ FILO
ARCO ON
5 PROGRAMMI
0,8
25,0
TENSIONE
-10
+10
ESCI
Con ANNULLA VARIAZIONI impostata su ARCO ONl'ultima memoria richiamata in ordine di
tempo viene applicata automaticamente all'inizio di ciascuna nuova saldatura. Ciò ha lo
scopo di eliminare i risultati di tutte le impostazioni dei dati di saldatura effettuate nel corso
dell'ultima procedura di saldatura.
9.2.2 Configurazione del telecomando digitale
Senza adattatore del telecomando
Quando si collega un telecomando basato su CAN, la configurazione avviene
automaticamente INGRESSO DIGITALE.
Con adattatore del telecomando
In caso di impiego di un telecomando digitale, specificare il tipo di telecomando in uso.
Posizionare il cursore sulla riga INGRESSO DIGITALE e premere ENTER per visualizzare
l'elenco da cui selezionare un'alternativa.
COD. BINARIO • Unità da 32 programmi
10-PROGR • Unità da 10 programmi*
* o pistola di saldatura con selezione del programma RS3
9.2.3 Configurazione del telecomando analogico
Senza adattatore del telecomando
In caso di collegamento a un telecomando basato su CAN, la configurazione di ANALOG 1
e ANALOG 2 avviene automaticamente. La configurazione non può essere modificata.
0460 896 601
- 56 -
© ESAB AB 2019
Page 57

9 CONFIGURAZIONE
Con adattatore del telecomando
Con adattatore del telecomando - Se si utilizza un telecomando analogico, è possibile
indicare sul pannello di controllo quali potenziometri (massimo 2) si desidera utilizzare.
Nel pannello di controllo i potenziometri sono indicati come ANALOG 1 e ANALOG 2, e
fanno riferimento ai parametri definiti caso per caso per il processo di saldatura, ad esempio
l'avanzamento del filo (ANALOG 1) e la tensione (ANALOG 2) nel caso della saldatura
MIG/MAG.
Posizionando il cursore sulla riga ANALOG 1 e premendo ENTER, si aprirà un elenco.
NESSUNO
VELOCITÀ FILO
Posizionando il cursore sulla riga ANALOG 1 e premendo ENTER, si aprirà un elenco.
A questo punto è possibile selezionare se il potenziometro ANALOG 1 debba essere
utilizzato per VELOCITÀ FILO o non debba essere utilizzato NESSUNO.
Selezionare il VELOCITÀ FILO e premere ENTER.
Posizionando il cursore sulla riga ANALOG 2 e premendo ENTER, si aprirà un elenco.
NESSUNO
TENSIONE
Posizionando il cursore sulla riga ANALOG 2 e premendo ENTER, si aprirà un elenco.
A questo punto è possibile selezionare se il potenziometro ANALOG 2 debba essere
utilizzato per TENSIONE o non debba essere utilizzato NESSUNO.
Selezionare il TENSIONE e premere ENTER.
Qualunque configurazione per il telecomando si applica a ogni gruppo trainafilo collegato. Se
si rimuove ANALOGICO 1 dalla configurazione, l'operazione avrà effetto su entrambi i gruppi
trainafilo se si utilizzano due gruppi in coppia.
9.2.4 Scala sugli input
È possibile impostare l'intervallo di controllo dei potenziometri da utilizzare. Ciò si effettua
specificando un valore minimo e massimo nel pannello di controllo con le manopole
più/meno.
Si noti che è possibile impostare limiti di tensione diversi per il modo sinergico e non.
L'impostazione della tensione nel modo sinergico è espressa come deviazione (in più o in
meno) rispetto al valore di sinergia, mentre nel modo non sinergico essa è espressa come
un valore assoluto. Il valore impostato si applica alla sinergia nel modo sinergico. Nel modo
non sinergico, rappresenta un valore assoluto.
Sono inoltre disponibili limiti di controllo della tensione diversi per la saldatura Short/Spray
Arc e pulsata in modalità senza sinergia.
Valore dopo un reset
Sinergia, Short/Spray Arc e pulsata min -10 V max 10 V
Senza sinergia, Short/Spray Arc min 8 V max 60 V
Senza sinergia, pulsata min 8 V max 50 V
0460 896 601
- 57 -
© ESAB AB 2019
Page 58

9 CONFIGURAZIONE
9.3 MIG/MAG valori base
MENU PRINCIPALE » CONFIGURAZIONE » MIG/MAG VALORI BASE
In questo menu è possibile impostare:
• Modalità grilletto pistola (2 tempi/4 tempi)
• La configurazione 4 tempi
• Configurazione dei tasti funzione
• Volt. misura in pulsato
• Alimentatore AVC
• Release pulse
• Regolatore di tensione costante-statica
• Delay time craterfill active
• Weld start arc off delay time
• Visualizzazione dell'amperaggio stimato
9.3.1 Modalità pistola (2 tempi / 4 tempi)
2 tempi
A = Preflusso del gas
B = Hot start
C = Saldatura
D = Riempimento crateri
E = Postflusso del gas
Funzioni in caso di utilizzo del comando a 2 tempi della torcia di saldatura.
Il preflussaggio del gas (se utilizzato) inizia quando si preme il grilletto (1) della pistola
saldatrice, dando inizio al processo di saldatura. Quando si rilascia il grilletto (2), si avvia il
riempimento dei crateri (se selezionato) e viene interrotta la corrente di saldatura, dando
inizio al postflussaggio del gas (se selezionato).
NOTA BENE: premendo nuovamente il grilletto mentre è in corso il riempimento dei crateri,
si procede con questa medesima procedura fino a quando si mantiene premuto il grilletto
(linea tratteggiata). Per interrompere il riempimento dei crateri, si può anche premere
rapidamente e rilasciare il grilletto mentre il processo è in corso.
L'attivazione del modo a 2 tempi viene eseguita nella schermata delle misure, nel menu
Configurazione o con un tasto funzione nella schermata delle misure.
4 tempi
Nel modo a 4 tempi vi sono 3 posizioni di avvio e 2 di arresto. Si tratta della posizione di
avvio e di arresto 1. Quando si effettua il reset, viene selezionata la posizione 1. Vedere la
sezione "Configurazione 4 tempi".
0460 896 601
- 58 -
© ESAB AB 2019
Page 59

9 CONFIGURAZIONE
A = Preflusso del gas
B = Hot start
C = Saldatura
D = Riempimento crateri
E = Postflusso del gas
Funzioni in caso di utilizzo del comando a 4 tempi del cannello di saldatura
Il preflussaggio del gas (se utilizzato) inizia quando si preme il grilletto (1) della pistola
saldatrice. Rilasciando il grilletto si attiva il processo di saldatura. Premendo nuovamente il
grilletto (3), viene avviato il riempimento dei crateri (se selezionato) e i dati di saldatura
vengono ridotti a un valore inferiore. Rilasciando il grilletto (4) si interrompe definitivamente
la saldatura e si attiva il postflussaggio del gas (se selezionato).
NOTA BENE: il riempimento dei crateri si ferma quando si rilascia il grilletto. mentre
tenendolo premuto il riempimento dei crateri (linea tratteggiata) continua.
L'attivazione del modo a 4 tempi viene eseguita nella schermata delle misure, nel menu
Configurazione o con un tasto funzione nella schermata delle misure. Non è possibile
selezionare la modalità grilletto pistola (a 4 tempi) se la saldatura a punti è su ARCO ON.
9.3.2 La configurazione 4 tempi
Nella configurazione 4 tempi sono disponibili varie funzioni di avvio e arresto del modo a 4
tempi.
Impostazione partenza 4 tempi
• Preflusso del gas controllato dal grilletto, vedere la sezione "4 tempi".
• Preflussaggio del gas controllato mediante un timer.
A = Flusso del gas
B = Avanzamento filo
C = Preflusso del gas
D = Saldatura
Premere il grilletto (1) per avviare il preflussaggio del gas; un volta trascorso il tempo di
preflussaggio del gas impostato, ha inizio il processo di saldatura. Rilasciare il grilletto (2).
• "Hot start" controllato dal grilletto
A = Flusso del gas
B = Avanzamento filo
C = Preflusso del gas
D = Hot start
E = Saldatura
Premere il grilletto (1); il preflussaggio del gas e l'hot start restano in funzione fino al rilascio
del pulsante (2).
0460 896 601
- 59 -
© ESAB AB 2019
Page 60

9 CONFIGURAZIONE
Impostazione arresto 4 tempi
• Riempimento dei crateri controllato dal timer, con possibilità di estensione, vedere la
sezione "4 tempi".
• Tempo di riempimento dei crateri controllato dal grilletto
A = Flusso del gas
B = Avanzamento filo
C = Saldatura
D = Riempimento crateri
Premendo il grilletto (3) il riempimento dei crateri si avvia e si arresta. Se si rilascia il grilletto
(4) durante il riempimento dei crateri (riduzione del tempo di riempimento dei crateri) la
saldatura si arresta.
9.3.3 Configurazione dei tasti funzione
Quando effettua saldature MIG/MAG, l'utente ha la possibilità di impostare la funzione di
questi tasti funzione da un elenco di opzioni impostate. Esistono sette tasti funzione a cui è
possibile assegnare una funzione.
Le opzioni disponibili sono le seguenti:
• Nessuna
• Prova gas
• Avanzamento filo
• Modalità grilletto (2/4)
• Riempimento crateri SÌ/NO
• Avvio micrometrico SÌ/NO
• Hot start SÌ/NO
• Pulsante richiamo dati
• Spurgo gas
• Processo inibito
• Filo indietro
• Clear error
Nella schermata del display vengono visualizzate due colonne: una per Funzione da
associare e una per Tasti 1-3 numerici.
IMPOSTAZ. TASTI PICCOLI
Funzione da associare Tasti 1-3
NESSUNO
PROVA GAS
1
AVANZAMENTO FILO
2/4 TEMPI
RIEMPIMENTO CRATERE SI/NO
AVVIO LENTO SI/NO
HOT START SI/NO
PULSANTE RICHIAMO
PROVA GAS AVANZAMENTO
FILO
0460 896 601
4 TEMPI 1 2 ESCI
- 60 -
© ESAB AB 2019
2
3
4
5
6
7
Page 61

9 CONFIGURAZIONE
Il pannello presenta cinque tasti funzione. Premendo il tasto "1 2" (SECONDA FUNZIONE) si
ottengono altri cinque tasti funzione.
Quando si assegnano funzioni a questi tasti, vengono numerate da sinistra nel modo
seguente:
Per assegnare una nuova funzione a un tasto funzione, procedere nel modo seguente:
• Posizionare il cursore sulla riga della funzione con la funzione NESSUNO quindi
premere il tasto relativo alla funzione di cui si desidera cambiare il numero.
• Ripetere questa procedura con il tasto che presenta il numero tasto da utilizzare.
• Posizionare il cursore sulla riga della funzione alla quale si desidera assegnare un
nuovo numero di tasto e premere il tasto funzione al quale assegnarla.
Agli altri tasti è possibile assegnare una nuova funzione nello stesso modo, associando una
delle funzioni nella colonna di sinistra con un numero tasto nella colonna di destra.
9.3.4 Misura della tensione in pulsato
Le opzioni per i metodi di tensione in pulsato sono le seguenti:
• Valore di picco delle tensioni pulsate PULSE La tensione viene misurata soltanto
durante la sezione a impulsi e viene filtrata prima di visualizzarne il valore sul display.
• Valore medio della tensione MEDIA
La tensione viene misurata in modo continuo e viene filtrata prima di visualizzarne il valore.
I valori misurati presentati sul display vengono utilizzati come dati di ingresso per le funzioni
di qualità interne ed esterne.
9.3.5 Alimentatore AVC
Una volta connesso un gruppo trainafilo AVC (ARC VOLTAGE CONTROL), aprire il menu
CONFIGURAZIONE in MIG/MAG VALORI BASE. Premere ENTER nella riga del gruppo
trainafilo AVC e selezionare ARCO ON. L'apparecchio verrà riconfigurato automaticamente
per corrispondere a un gruppo trainafilo AVC.
In caso di utilizzo di un alimentatore di gruppo trainafilo, l'alimentatore è controllato
direttamente dalla tensione di saldatura. In caso contrario, non vi è comunicazione con
l'alimentatore di filo. Per ottenere prestazioni migliori, viene utilizzato un regolatore speciale.
9.3.6 Release pulse
Se il cavo rimane intrappolato nel pezzo da saldare, il sistema lo rileverà. Verrà inviato un
impulso di corrente in grado di rilasciare il cavo dalla superficie.
Per ottenere questa funzione, selezionare RELEASE PULSE nell'elenco, da MIG/MAG
VALORI BASE, quindi premere ENTER e selezionare ARCO ON.
9.3.7 Regolatore di tensione costante-statica
REGOLAT. TENS. COSTAN. STATICA dovrebbe di regola essere attivato (ARCO ON).
Questa funzione viene utilizzata per soluzioni specifiche per un cliente.
0460 896 601
- 61 -
© ESAB AB 2019
Page 62

9 CONFIGURAZIONE
9.3.8 Delay time craterfill active
TEMPO DI RITARDO CRATER-FILL ATTIVO definisce un tempo di ritardo che deve
intercorrere dall'avviamento della saldatura per attivare la funzionalità CRATERFILL se la
funzione di riempimento dei crateri è attiva.
Il valore predefinito è 1,0 s.
9.3.9 Weld Start Arc Off Delay Time
Questo tempo di ritardo definisce un intervallo di tempo che ha inizio con l'avviamento della
saldatura e termina con (avviamento di saldatura + WELD START ARC OFF DELAY
TIME).
Se durante l'intervallo di tempo definito si verificano eventi multipli arco on e arco off, allora
gli eventi arco off non vengono inoltrati se l'ultimo evento prima del termine dell'intervallo di
tempo definito è un evento arco on.
Se durante l'intervallo di tempo definito si verificano eventi multipli arco on e arco off e se
l'ultimo evento prima del termine dell'intervallo di tempo è un arco off, allora tale evento
arco off viene inoltrato al termine dell'intervallo di tempo definito.
Viene inoltrato solo il primo evento arco on che si verifica durante l'intervallo di tempo
definito.
Esempio: Se la sequenza di eventi arco on, arco off e arco on si verifica nell'intervallo di
tempo definito, viene inoltrato solo il primo evento arco on dal generatore all'apparecchiatura
collegata. L'evento arco off viene innanzitutto ritardato nel generatore per poi essere
eliminato quando viene ricevuto l'ultimo evento arco on.
Il valore predefinito è 0,00 s.
Questa funzione viene utilizzata per soluzioni specifiche per un cliente.
9.3.10 Visualizzazione dell'amperaggio stimato
Data la curva di sinergia scelta viene calcolata una stima dell'amperaggio utilizzando la
velocità corrente di avanzamento filo.
Valore predefinito impostato su OFF.
La stima dell'amperaggio viene visualizzata come riferimento quando l'operatore non
conosce la velocità di avanzamento del filo da impostare. In base al tipo di giunto e alla
sporgenza utilizzata dall'operatore (distanza tra la punta di contatto e il pezzo) vi sarà una
leggera differenza tra la stima dell'amperaggio e l'amperaggio effettivo misurato. Una grande
differenza potrebbe comportare la necessità di regolare la sporgenza per ottenere risultati
ottimali di saldatura.
L'amperaggio stimato viene visualizzato nel menu MISURA durante la regolazione della
velocità di avanzamento del filo o della tensione.
0460 896 601
- 62 -
© ESAB AB 2019
Page 63

9 CONFIGURAZIONE
L'amperaggio stimato non viene mai visualizzato durante operazioni di saldatura con
gruppi di sinergia con parametri ROBOTIZZATI o SAT, anche se la funzionalità
Visualizzazione dell'amperaggio stimato è impostata su ARCO ON.
9.4 MMA valori base
MENU PRINCIPALE » CONFIGURAZIONE » ELETTRODO VALORI BASE
Saldatura a goccia
La saldatura a goccia può essere utilizzata durante la saldatura con elettrodi in acciaio
inossidabile. Questa funzione prevede l'innesco e l'estinzione dell'arco, in modo alternato,
per ottenere un miglior controllo dell'alimentazione del calore. Per estinguere l'arco è
sufficiente sollevare leggermente l'elettrodo.
Selezionare ARCO ON o SPENTO.
9.5 Tasti funzione del modo rapido
I tasti funzione DATI DI SALDATURA 1 - DATI DI SALDATURA 4 sono visualizzati nel menu
modo rapido. Vengono configurati nel modo seguente:
Posizionare il cursore sulla riga NUMERO TASTO .
MODO RAPIDO SOFT BUTTONS
NUMERO TASTO
N. MEMORIA ASSOCIATA
MIG/MAG SHORT/SPRAY MODALITÀ SINERGICA ATTIVA
1
5
Fe ER70S, C = 2, 1,2 mm
+ 3,5 VOLT, 7,6 M/MIN
MEM. CANCELLA ESCI
I tasti sono numerati da 1 a 4 da sinistra a destra. Selezionare il tasto desiderato immettendo
il relativo numero mediante le manopole più/meno.
Quindi, scendere con la manopola sinistra alla riga successiva N. MEMORIA ASSOCIATA.
Qui è possibile scorrere le impostazioni dei dati di saldatura salvate nella memoria dei dati di
0460 896 601
- 63 -
© ESAB AB 2019
Page 64

9 CONFIGURAZIONE
saldatura. Selezionare il numero dei dati di saldatura desiderato utilizzando le manopole
più/meno. PremereMEM. per salvare. Per eliminare il set memorizzato, premere CANCELLA.
9.6 Fonti doppie di avviamento
Quando questa opzione è attiva (ON) è possibile avviare la saldatura MIG/MAG sia
dall'ingresso di avvio del gruppo trainafilo, sia dall'ingresso di avvio TIG del generatore, e
viceversa. Se avviata da un ingresso di segnale di avvio, la saldatura deve essere arrestata
dallo stesso ingresso.
9.7 Panello remoto abilitato
MENU PRINCIPALE » CONFIGURAZIONE » PANNELLO REMOTO ABILITATO
Quando il pannello è in modalità di controllo remoto non è possibile effettuare le impostazioni
utilizzando le manopole del pannello. Per i comandi a distanza che commutano tra le
memorie di saldatura: Quando PANNELLO REMOTO ABILITATO è ARCO ONè selezionato
(ON), è possibile impostare la corrente/avanzamento del filo o la tensione utilizzando il
pannello di controllo e il telecomando.
Se viene utilizzata PANNELLO REMOTO ABILITATO l'opzione insieme ai limiti, è possibile
limitare l'uso della macchina a un intervallo di valori specifico. Ciò è valido per le seguenti
impostazioni: avanzamento del filo e tensione per saldatura MIG/MAG, impostazione della
corrente per saldatura MMA e TIG e corrente pulsata per saldatura TIG a impulsi.
9.8 Supervisione WF
MENU PRINCIPALE » CONFIGURAZIONE » SUPERVISIONE WF
SUPERVISIONE WF dovrebbe di regola essere attivato (ARCO ON). Questa funzione viene
utilizzata per soluzioni specifiche per un cliente. La funzione controlla se il contatto tra il
WDU e il trainafilo viene perso e, in tale caso, imposta un errore.
NOTA:
Quando si utilizza un trainafilo non ESAB con un generatore ESAB, la supervisione
deve essere disattivata.
9.9 Modalità salvataggio automatico
MENU PRINCIPALE » CONFIGURAZIONE » MOD. SALVATAGGIO AUTOM.
Valore predefinito impostato su SPENTO.
I set di dati di saldatura sono salvati nelle posizioni di memoria della memoria dei dati di
saldatura.
Modalità salvataggio automatico impostata su ON: Quando si richiama un set di dati di
saldatura, cambiando le impostazioni e poi richiamando un altro set di dati di saldatura, il
primo viene aggiornato in base alle impostazioni modificate.
Salvando manualmente i dati di saldatura in una locazione di memoria si blocca il successivo
salvataggio automatico.
La locazione di memoria in cui sono salvati i dati di saldatura è visualizzata nell'angolo
superiore destro della schermata misure.
9.10 Limiti misura arresto saldatura
MENU PRINCIPALE » CONFIGURAZIONE » LIMITI MISURA ARRESTO SALD.
0460 896 601
- 64 -
© ESAB AB 2019
Page 65

9 CONFIGURAZIONE
Valore predefinito impostato su OFF.
Questa funzionalità controlla il comportamento in caso di errore dei limiti di misura. È
disponibile per MIG/MAG e grilletto torcia TIG.
Sono disponibili tre impostazioni:
• ARCO ON
• ON,SUPERVISIONA
• OFF
Quando è selezionato LIMITI MISURA ARRESTO SALD. è attivo (ARCO ONe si verifica un
errore dei limiti di misura, la saldatura si interrompe immediatamente.
L'impostazione ATTIVO, SUPERVISIONE può essere usata se è stata utilizzata la
funzionalità del generatore USER ACCOUNTS . Se l'impostazione ATTIVO, SUPERVISIONE
e si verifica un errore, la saldatura si interromperà immediatamente e l'amministratore o
l'utente senior dovrà immettere nuovamente la propria password prima di poter
riprendere la saldatura. (Per informazioni sugli account utente, vedere la sezione separata
"Account utenti" del presente manuale.)
9.11 Eseguire il login per effettuare la saldatura
MENU PRINCIPALE » CONFIGURAZIONE » Eseguire il login per effettuare la saldatura
Se l'opzione Eseguire il login per effettuare la saldatura è attivata, è necessario attivare gli
account utente ed eseguire il login.
9.12 Pulsante richiamo dati saldatura
MENU PRINCIPALE » CONFIGURAZIONE » PULSANTE RICHIAMO DATI SALDATURA
Questa funzione consente di passare a varie alternative preimpostate dei dati di saldatura
con un clic rapido (premere il pulsante quindi rilasciarlo direttamente) sul pulsante di
attivazione della torcia di saldatura. Si può scegliere tra clic singolo o doppio. Il clic singolo
indica un clic rapido. Il clic doppio indica due clic rapidi.
La PRIMA MODIFICA DELLA SEQUENZA ARCO OFF può essere impostata su AVANTI o
AVVIA
AVANTI - UN PULSANTE RICHIAMO DATI passa dalla memoria corrente a quella
successiva in sequenza.
AVVIA - UN PULSANTE RICHIAMO DATI durante ARCO OFF sostituirà la memoria con la
prima memoria in sequenza dopo 4secondi dall'ultimo utilizzo del richiamo dati.
UN PULSANTE RICHIAMO DATI entro 4secondi dall'ultimo utilizzo del richiamo dati
sostituirà la memoria con quella successiva in sequenza.
È possibile scegliere tra un massimo di 5 posizioni di memoria selezionate; vedere il capitolo
"GESTIONE DELLA MEMORIA".
SPENTO - Nessun cambio dei dati di saldatura.
ARCO OFF - Non è consentito cambiare le posizioni di memoria durante la saldatura.
ARCO ON - È possibile cambiare sempre le posizioni di memoria.
3 PROGRAMMI - Aggiunge 2 o 3 posizioni di memoria. Selezionare 2 tempi (vedere la
sezione 9.3.1). 3-Progr è una forma estesa di 2 tempi, con pulsante richiamo dati di 3
memorie. Il pulsante richiamo dati effettua il passaggio alla memoria 1 quando si preme il
grilletto della pistola saldatrice, dando inizio al processo di saldatura. Quando il grilletto viene
rilasciato, il pulsante richiamo dati effettua il passaggio alla memoria 2 e il processo di
0460 896 601
- 65 -
© ESAB AB 2019
Page 66

9 CONFIGURAZIONE
saldatura continua. Il pulsante richiamo dati effettua il passaggio alla memoria 3 quando si
preme nuovamente il grilletto della pistola saldatrice. Quando si rilascia il grilletto per la
seconda volta, si avvia il riempimento dei crateri (se selezionato) e viene interrotta la
corrente di saldatura, dando inizio al postflussaggio del gas (se selezionato).
Attivazione del richiamo dati saldatura
Posizionare il cursore sulla riga PULSANTE RICHIAMO DATI SALDATURA e premere
ENTER. Selezionare SPENTO, ARCO OFF, ON o 3 PROGRAMMI. Premere ENTER.
PULSANTE RICHIAMO DATI SA
PULSANTE RICHIAMO DATI SA
CLIC
PRIMA MODIFICA DELLA SEQUENZA ARCO OFF
AGGIUNGI/CANCELLA DATI SALDATURA
DATI SALDATURA SELEZIONATI
MIG/MAG SHORT/SPRAY MODALITÀ SINERGICA ATTIVA
Fe ER70S, CO2, 1,2 mm
+ 3,5 V, 7,6 m/min
Selezione dei dati di saldatura dalla memoria
Posizionare il cursore sulla riga AGGIUNGI/CANCELLA DATI SALDATURA .
PULSANTE RICHIAMO DATI SA
PULSANTE RICHIAMO DATI SA
CLIC
SPENTO
SINGOLO
NEXT
5
ESCI
SPENTO
SINGOLO
PRIMA MODIFICA DELLA SEQUENZA ARCO OFF
NEXT
AGGIUNGI/CANCELLA DATI SALDATURA
DATI SALDATURA SELEZIONATI 5 19
MIG/MAG SHORT/SPRAY MODALITÀ SINERGICA ATTIVA
Fe ER70S, CO2, 1,2 mm
+ 3,5 V, 7,6 m/min
MEM. CANCELLA ESCI
Con le manopole di aumento/diminuzione, selezionare i numeri delle memorie in cui sono
salvati i dati di saldatura correnti, quindi premere MEM..
La riga DATI SALDATURA SELEZIONATI mostra i dati selezionati e, da sinistra a destra,
l'ordine con cui vengono presentati. La serie di dati di saldatura per la locazione selezionata
più di recente viene visualizzata sotto la riga nel display.
Per eliminare i dati di saldatura, ripetere la procedura descritta sopra, ma premere il tasto
CANCELLA.
9.13 Gruppi trainafilo aggiuntivi
MENU PRINCIPALE » CONFIGURAZIONE » UNITA' FILO AGGIUNTIVA
19
0460 896 601
- 66 -
© ESAB AB 2019
Page 67

9 CONFIGURAZIONE
Quando si collegano più gruppi trainafilo (fino a un massimo di 4), utilizzare il tipo senza dati
di saldatura, ossia con un pannello vuoto.
Tutti i gruppi trainafilo forniti al cliente presentano un numero identità 1.
9.13.1 Configurare gruppi trainafilo aggiuntivi
Quando si collegano gruppi trainafilo aggiuntivi, la prima operazione da compiere consiste
nel cambiare il numero di identità (indirizzo del nodo) di uno di essi.
Per modificare il numero di ID procedere come segue:
• Collegare il primo gruppo trainafilo, quindi accedere al menu UNITA' FILO
AGGIUNTIVA .
• Premere e rilasciare il grilletto per abilitare il gruppo trainafilo.
• Leggere sulla prima fila quale numero di ID è associato al gruppo trainafilo (la prima
volta deve essere 1). Selezionare un nuovo numero di ID compreso tra 2 e 4.
Posizionare il cursore sulla riga IMPOSTA UN NUOVO ID. . Impostare il numero
desiderato, compreso tra 1 e 4, scorrendo mediante le manopole più/meno. Premere
ENTER.
UNITA' FILO AGGIUNTIVA
NUMERO ATTUALE DI ID.
IMPOSTA UN NUOVO ID.
ID UNITÀ FILO CONNESSA:
ESCI
Nella riga superiore, il numero di ID passerà a quello desiderato.
• Collegare il successivo gruppo trainafilo.
• Premere e rilasciare il grilletto per abilitare questo gruppo trainafilo. Ora il gruppo
presenterà il numero di ID 1.
La configurazione è ora completa e sarà possibile iniziare a utilizzare normalmente
l'apparecchio. Utilizzando la stessa procedura è possibile configurare e utilizzare quattro
gruppi trainafilo. Quando si utilizzano più gruppi trainafilo, non importa quale numero di ID è
stato loro assegnato, ma deve comunque risultare diverso per ciascuno di essi, in modo da
poterli distinguere.
Non fornire lo stesso numero di ID a due gruppi trainafilo. Qualora ciò dovesse accadere,
modificare il numero scollegando uno dei gruppi ed eseguendo nuovamente dall'inizio la
procedura indicata. Premendo il grilletto è sempre possibile richiamare il menu UNITA' FILO
AGGIUNTIVA e controllare i numeri ID dei gruppi trainafilo collegati.
-
1
Sulla riga UNITA' FILO CONNESSA ID. è possibile visualizzare il numero ID di tutti i gruppi
trainafilo collegati.
9.13.2 Il concetto di memoria dati di saldatura per controlli remoti M1 10P
Le memorie e i controlli remoti 10P funzionano con i trainafilo con differenti ID di trainafilo
secondo un concetto.
Utilizzare la corretta gamma di posizioni di memoria dei dati di saldatura per ogni specifico ID
del trainafilo secondo l'elenco riportato di seguito:
• ID 1 trainafilo: Posizione memoria 1-10
• ID 2 trainafilo: Posizione memoria 11-20
• ID 3 trainafilo: Posizione memoria 21-30
• ID 4 trainafilo: Posizione memoria 31-40
0460 896 601
- 67 -
© ESAB AB 2019
Page 68
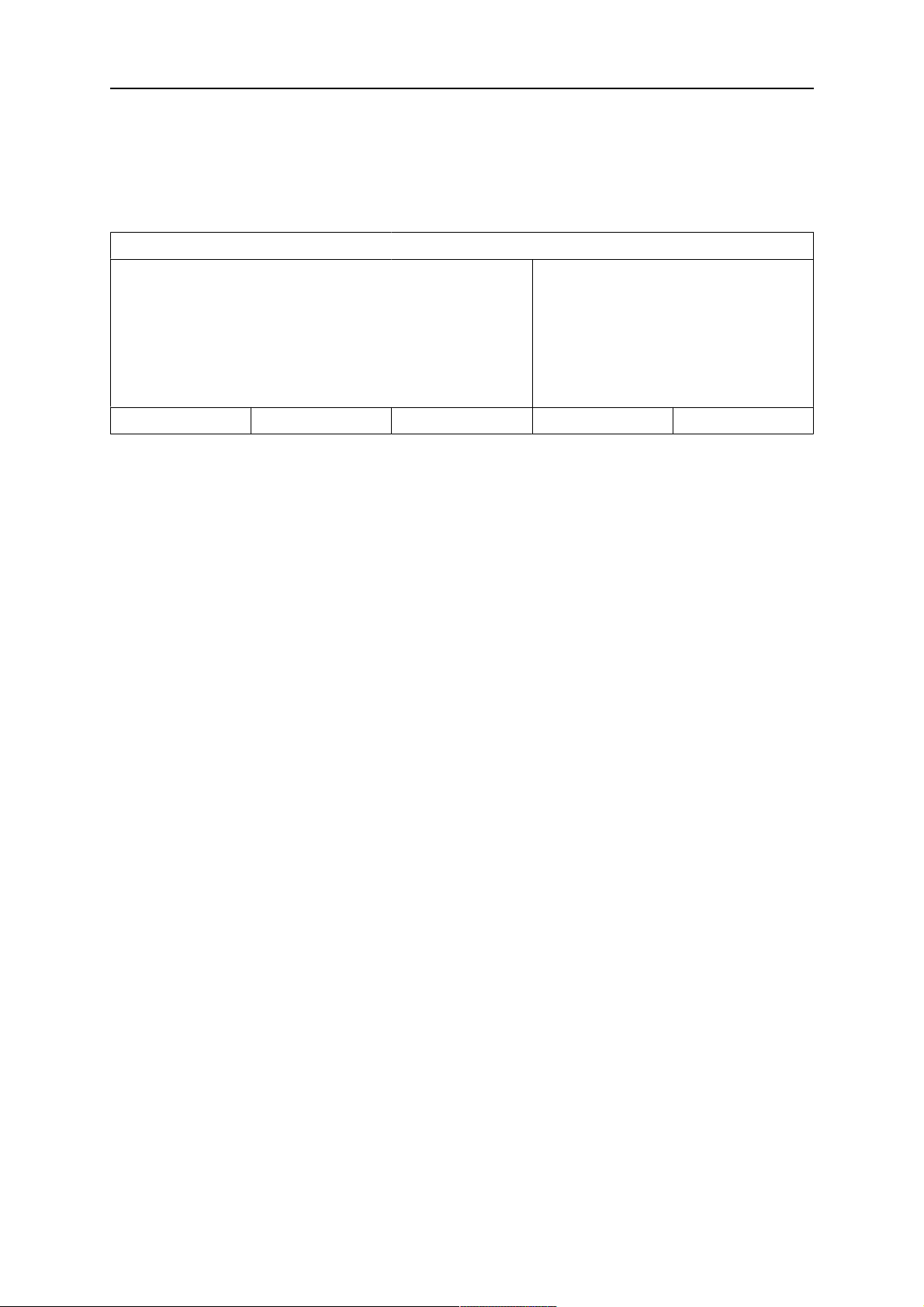
9 CONFIGURAZIONE
9.14 Fattori qualità
MENU PRINCIPALE » CONFIGURAZIONE » FUNZIONI DI QUALITÀ
Le condizioni per la registrazione delle saldature completate vengono impostate dal menu
FUNZIONI DI QUALITÀ nelMENU CONFIGURAZIONE.
FUNZIONI DI QUALITÀ
REGISTRO DATI QUAL. SU FILE
ARCO ON
ESCI
Selezionare la riga e premere ENTER. Se è stato selezionato, ARCO ON ciascuna saldatura
verrà memorizzata come file di testo con estensione .aqd e verrà creato un nuovo file ogni
giorno. Qui vengono registrate le seguenti informazioni:
• Ora di inizio della saldatura
• Durata della saldatura
• Corrente massima, minima e media durante la saldatura
• Tensione massima, minima e media durante la saldatura
• Potenza massima, minima e media durante la saldatura
Per ulteriori informazioni, leggere la sezione "STRUMENTI, Funzioni di qualità".
9.14.1 Memorizza registro funzioni di qualità
MENU PRINCIPALE » UTENSILI » ESPORTA/IMPORTA
I file del registro funzioni di qualità prodotti nel pannello di controllo vengono memorizzati
come file xml. La memoria USB deve essere formattata come FAT per funzionare
correttamente.
Inserire una memoria USB nel pannello di controllo, vedere la sezione "File manager".
Selezionare REGISTRO FUNZIONE QUALITÀ, premere ESPORTA.
Il file è contenuto in una cartella denominata QData, generata automaticamente quando si
inserisce una memoria USB.
Per informazioni circa Esporta/Importa, vedere la sezione "Esporta/Importa".
9.15 Manutenzione
MENU PRINCIPALE » CONFIGURAZIONE » MANUTENZIONE
In questo menu viene impostato l'intervallo di manutenzione, ad esempio, il numero di
avviamenti di saldature da eseguire prima della manutenzione (ad esempio, sostituzione
della punta contatto). Specificare il numero di avviamenti di saldatura dopo i quali è
necessario sostituire la punta, selezionando la riga INTERVALLO DI MANUTENZIONE e
premere ENTER. Quindi regolare le manopole più/meno fino a raggiungere il valore
desiderato. Una volta superato l'intervallo, nel registro degli errori verrà visualizzato il codice
54. Per resettare, premere il tasto funzione RESET .
Quando è selezionato LIMITE TEMPO TOT. FUNZ.MENTO al posto del numero di
avviamenti, viene contattato un tecnico di manutenzione autorizzato ESAB.
0460 896 601
- 68 -
© ESAB AB 2019
Page 69

9 CONFIGURAZIONE
ASSISTENZA
INTERVALLO DI MANUTENZIONE
CONTEGGIO SALDATURE
LIMITE TEMPO TOT. FUNZ.MENTO
TEMPO TOTALE FUNZIONAMENTO
RESET ESCI
0 saldature
0 saldature
0d00:00:00
0d00:00:00
9.16 Unità
MENU PRINCIPALE » CONFIGURAZIONE » UNITA
Qui viene selezionata l'unità di misura, in base al sistema metrico o imperiale:
9.17 Frequenza del valore di misura
MENU PRINCIPALE » CONFIGURAZIONE » MISURA FREQUENZA VALORE
Qui viene impostata la frequenza del valore di misura, selezionando un valore compreso tra
1 e 10 Hz mediante le manopole più/meno. La frequenza del valore di misura influisce
soltanto sui dati di misurazione utilizzati nel calcolo dei dati relativi alla qualità.
9.18 Registrazione chiave
CONFIGURAZIONE » CHIAVE REGISTRATA
Con la funzione CHIAVE REGISTRATA è possibile sbloccare alcune funzioni che non sono
incluse nella versione base del pannello di controllo.
Per avere accesso a queste funzioni contattare ESAB. Una volta indicato il numero di serie
dell'unità, si ottiene un codice da inserire nel menu CHIAVE REGISTRATA.
CHIAVE REGISTRATA
Numero di serie: 00000 - 00000 - 00000
Chiave: AAA
ENTER
TASTO ACTIVE ESCI
Premere ENTER KEY (IMMETTI CHIAVE) e digitare il codice sulla tastiera visualizzata sul
display. Posizionare il cursore sul carattere desiderato della tastiera utilizzando la manopola
sinistra e i tasti freccia. Premere ENTER. Una volta registrata la stringa di caratteri, premere
FINE.
Per attivare la chiave, premere ACTVTE. Verrà visualizzato un messaggio: CHIAVE
DE-ATTIVATA. Se la registrazione non è stata completata correttamente, il messaggio sarà:
CHIAVE NON CORRETTA. Verificare il codice e riprovare.
0460 896 601
- 69 -
© ESAB AB 2019
Page 70

9 CONFIGURAZIONE
9.19 Timer illuminazione display
MENU PRINCIPALE » CONFIGURAZIONE » TIMER ILLUMINAZ. DISPLAY
Valore predefinito impostato su ARCO ON.
Per prolungare la durata del display retroilluminato, tale funzione viene disattivata dopo tre
minuti di inattività.
Per cambiare le impostazioni, selezionare la riga e premere ENTER.
Impostare la funzione Timer illuminazione display - ARCO ON per disattivare la
retroilluminazione dopo tre minuti di inattività.
Impostare la funzione su SPENTO per impedire lo spegnimento della retroilluminazione. Il
display rimarrà sempre acceso.
Questa funzione non è disponibile quando si utilizza U82in modalità presentazione con W82.
0460 896 601
- 70 -
© ESAB AB 2019
Page 71

10 UTENSILI
10 UTENSILI
MENU PRINCIPALE » UTENSILI
UTENSILI
REGISTRO ERRORI►
ESPORTA/IMPORTA►
FILE MANAGER►
EDITOR LIMITI IMPOSTAZIONE►
EDITOR LIMITI MISURA►
STATISTICHE PRODUZIONE►
FUNZIONI DI QUALITÀ►
DATI SINERGICI PERSONALIZZATI►
CALENDARIO►
ACCOUNT UTENTE►
INFORMAZIONI UNITÀ►
ESCI
10.1 Registro errori
MENU PRINCIPALE » UTENSILI » REGISTRO ERRORI
I codici di gestione degli errori servono per indicare che durante il procedimento di saldatura
si è verificato un errore. Ciò viene evidenziato nel display con l'aiuto di un menu di scelta
rapida. Nell'angolo in alto a destra viene visualizzato un punto esclamativo .
NOTA:
scompare dal display non appena viene aperto il menu del registro errori.
Tutti gli errori che si verificano mentre l'apparecchio di saldatura è in uso sono documentati
sotto forma di messaggi di errore nel registro errori. È possibile salvare fino a 99 messaggi di
errore. Se il registro è pieno, vale a dire se sono già stati salvati 99 messaggi di errore,
quando si verifica un nuovo errore il messaggio più vecchio viene cancellato
automaticamente.
Il menu registro errori permette di visualizzare le seguenti informazioni:
• Il numero indicizzato dell'errore
• La data in cui è avvenuto l'errore, in formato: AAMMGG
• L'ora in cui è avvenuto l'errore
• Il gruppo in cui si è verificato l'errore
• il codice di errore.
• Altre informazioni dipendenti dal codice di errore, per esempio l'unità che ha creato
l'errore
0460 896 601
- 71 -
© ESAB AB 2019
Page 72

10 UTENSILI
REGISTRO ERRORI
INDICEDATA Ora Unità Errore Dati
1
2
3
121029
121029
171113
13:29:16
13.29.21
09.38.49
8
8
8
Batteria tampone scarica o guasta
CANCELLA CANCELLA
AGG.RNA VISUALIZZA
TUTTO
Gruppi
1 = Unità di raffreddamento 4 = Telecomando
2 = Generatore 5 = unità AC
3 = Gruppo trainafilo 8 = Pannello di controllo
10.1.1 Descrizione dei codici di errore
Error code Descrizione
1 Controllo Checksum (EPROM) fallito
Nella memoria del programma è presente un errore.
Questo errore non disabilita alcuna funzione.
Intervento: Riavvia. Se l'errore persiste, rivolgersi a un tecnico
dell'assistenza.
19
17
19
2
ESCI
TUTTO
2 Test al processore (RAM) fallito
Il microprocessore non è in grado di leggere/scrivere da/a una certa
posizione di memoria nella sua memoria interna.
Questo errore non disabilita alcuna funzione.
Intervento: Riavvia. Se l'errore persiste, rivolgersi a un tecnico
dell'assistenza.
3 Test alla RAM esterna fallito
Il microprocessore non è in grado di leggere/scrivere da/a una certa
posizione di memoria nella sua memoria esterna.
Questo errore non disabilita alcuna funzione.
Intervento: Riavvia. Se l'errore persiste, rivolgersi a un tecnico
dell'assistenza.
4 Caduta sulla tensione 5V ausiliaria
La tensione di alimentazione è troppo bassa.
Il processo di saldatura in corso si è arrestato e non può essere riavviato.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se
l'errore persiste, rivolgersi a un tecnico dell'assistenza.
0460 896 601
- 72 -
© ESAB AB 2019
Page 73

10 UTENSILI
Error code Descrizione
5 Tensione DC fuori limiti
La tensione è troppo bassa o troppo alta. Una tensione eccessiva può
essere dovuta a transitori rilevanti sull'alimentazione elettrica di rete o a
un’alimentazione insufficiente (alta induttanza dell'alimentazione o perdita di
una fase).
Il generatore si arresta e non può essere riavviato.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se
l'errore persiste, rivolgersi a un tecnico dell'assistenza.
6 Temperatura alta
La termocoppia di sovraccarico è stata attivata.
Il processo di saldatura in corso si arresta, e non può essere riavviato fino a
quando non si ripristina la termocoppia di sovraccarico.
Intervento: controllare che gli ingressi e le uscite dell'aria di raffreddamento
non siano ostruiti da residui di sporcizia. Controllare il tempo caldo di
saldatura in uso per verificare che l'apparecchio non sia sovraccarico.
7 Corrente primaria elevata
Il generatore richiede troppa corrente dalla tensione CC che lo alimenta. Il
generatore si arresta e non può essere riavviato.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se
l'errore persiste, rivolgersi a un tecnico dell'assistenza.
8 Tensione DC 1 fuori limiti
La batteria sulla scheda di circuito nell'unità di comando W82deve essere
sostituita. In caso contrario, l'intero contenuto della memoria alimentata a
batteria verrà perso al disinserimento dell'alimentazione.
Intervento: Contattare un tecnico dell'assistenza autorizzato ESAB.
9 Alimentazione 2
Codice di errore da fonte esterna
Intervento: Consultare il manuale in merito ai gruppi collegati.
10 Alimentazione 3
Codice di errore da fonte esterna
Intervento: Consultare il manuale in merito ai gruppi collegati.
11 Errore servoregolatore generatore
Codice di errore da fonte esterna
Intervento: Consultare il manuale in merito ai gruppi collegati.
12 Stato di allarme nel bus di interfaccia
Il carico istantaneo sul bus del sistema CAN è troppo elevato.
0460 896 601
Il generatore o l'unità trainafilo può avere perso il contatto con il pannello di
controllo.
Intervento: controllare l'attrezzatura per verificare che siano collegati un
solo gruppo trainafilo o un solo telecomando. Se l'errore persiste, rivolgersi a
un tecnico dell'assistenza.
- 73 -
© ESAB AB 2019
Page 74

10 UTENSILI
Error code Descrizione
14 Bus spento - comunicazione interrotta
Il bus CAN del sistema ha temporaneamente smesso di funzionare a causa
di un carico eccessivo.
Il processo di saldatura in corso si arresta.
Intervento: controllare l'attrezzatura per verificare che siano collegati un
solo gruppo trainafilo o un solo telecomando. Disinserire l'alimentazione
elettrica per ripristinare il gruppo. Se l'errore persiste, rivolgersi a un tecnico
dell'assistenza.
15 Perso messaggio nel bus di comunicaz.
Il microprocessore non è in grado di elaborare con sufficiente rapidità i
messaggi in ingresso, e si sono pertanto perse delle informazioni.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se
l'errore persiste, rivolgersi a un tecnico dell'assistenza.
16 Tensione a circuito aperto elevata
La tensione a circuito aperto è troppo elevata.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se
l'errore persiste, rivolgersi a un tecnico dell'assistenza.
17 Perdita di contatto con un altro gruppo
Le attività in corso si arrestano e la saldatura non può essere avviata.
Questo errore può essere causato da un'interruzione nel collegamento, ad
esempio nel cavo CAN, tra il gruppo dei dati di saldatura e un altro gruppo. Il
gruppo interessato dall'errore viene visualizzato nel registro errori.
Intervento: controllare i cavi del CAN. Se l'errore persiste, rivolgersi a un
tecnico dell'assistenza.
19 Batteria tampone scarica o guasta
La batteria ha perso tensione.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Il
pannello di controllo viene resettato. Le impostazioni sono in inglese, con
MIG/MAG, SHORT/SPRAY, Fe, CO2, 1,2 mm. Se l'errore persiste, rivolgersi
a un tecnico dell'assistenza.
22 Buffer in trasmissione saturo
Il panello di controllo non è in grado di trasmettere le informazioni alle altre
unità a velocità sufficiente.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo.
23 Buffer in ricezione saturo
Il panello di controllo non è in grado di elaborare a velocità sufficiente le
informazioni provenienti dalle altre unità.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo.
25 Formato dati saldatura incompatibile
Tentativo di memorizzare i dati di saldatura su una memoria USB. La
memoria USB presenta un formato dati diverso rispetto alla memoria dei dati
di saldatura.
Intervento: utilizzare una memoria USB differente.
0460 896 601
- 74 -
© ESAB AB 2019
Page 75

10 UTENSILI
Error code Descrizione
26 Circuito 'watchdog' attivato (Errore programma)
Qualche problema ha impedito al processore di eseguire i normali compiti
contenuti nel programma.
Il programma si riavvia automaticamente. Il processo di saldatura in corso si
arresta. Questo errore non disabilita alcuna funzione.
Intervento: controllare la gestione dei programmi di saldatura durante la
saldatura stessa. Se l'errore persiste, rivolgersi a un tecnico dell'assistenza.
27 Mancanza filo di saldatura
Filo esaurito / errore trap del dispositivo
Codice di errore da fonte esterna
Intervento: Consultare il manuale in merito ai gruppi collegati.
28 Superamento capacità stack
Il programma non viene eseguito.
Intervento: Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se
l'errore persiste, rivolgersi a un tecnico dell'assistenza.
29 Mancanza flusso acqua
Nessun flusso acqua di raffreddamento
Codice di errore da fonte esterna
Questo errore si genera se non si raggiunge un sufficiente flusso dell'acqua
di raffreddamento entro 10 secondi dall'attivazione della modalità di stand by.
Intervento: Consultare il manuale in merito ai gruppi collegati.
30 Tempo max del regolatore superato
Il tempo trascorso del regolatore è troppo lungo (solo per la saldatura
MIG/MAG).
32 Nessun flusso di gas rilevato
Codice di errore da fonte esterna
Intervento: Consultare il manuale in merito ai gruppi collegati.
54 Intervallo di manutenzione trascorso
L'intervallo di manutenzione per la sostituzione della punta di contatto è stato
superato.
Intervento: Sostituire la punta di contatto.
60 Errore di comunicazione
Il bus CAN del sistema ha smesso temporaneamente di funzionare a causa
di un carico eccessivo. Il processo di saldatura in corso si arresta.
Intervento: controllare che tutti gli apparecchi siano collegati correttamente.
Disinserire l'alimentazione elettrica per ripristinare il gruppo. Se l'errore
persiste, rivolgersi a un tecnico dell'assistenza.
64 Errore caricam. tipo di controllo
Un tipo di comando non supportato è stato inviato da U82al generatore
all'avvio/richiamo dei dati dalla memoria.
Intervento: Sostituire il tipo di regolatore.
0460 896 601
- 75 -
© ESAB AB 2019
Page 76

10 UTENSILI
Error code Descrizione
70 Limite dei valori di misura della corrente superato
I valori di misura della corrente hanno oltrepassato i rispettivi limiti.
Intervento: controllare la qualità del giunto e la corretta impostazione del
limite della corrente.
71 Limite dei valori di misura della tensione superato
I valori di misura della tensione hanno oltrepassato i rispettivi limiti.
Intervento: controllare la qualità del giunto e la corretta impostazione del
limite della tensione.
72 Limite dei valori di misura della potenza superato
I valori di misura della potenza hanno oltrepassato i rispettivi limiti.
Intervento: controllare la qualità del giunto e la corretta impostazione del
limite della potenza.
73 Limite dei valori di misura della corrente WF superato
I valori di misura della corrente di avanzamento del filo (WF) hanno
oltrepassato i rispettivi limiti.
Intervento: controllare la qualità del giunto e la corretta impostazione del
limite della corrente WF.
75 Avvert. ricalcolo dati sinergici
I dati sinergici vengono ricalcolati.
Intervento: Premere il tasto ENTER per accettare i dati ricalcolati.
76 Eseguire il login per effettuare la saldatura
Avvio della saldatura negato perché l'utente non ha effettuato l'accesso.
Questo errore si può verificare solo se è attiva la funzione di accesso
necessario per la manutenzione.
Intervento: Attivare l'account dell'utente ed effettuare l'accesso.
78 Linea short/spray corrispondente mancante
La linea short/spray corrispondente alla curva sinergia scelta per la saldatura
a impulsi (costituita dallo stesso materiale, dimensione e miscela di gas) non
è disponibile.
Intervento: Creare la linea short/spray sinergica corrispondente definita
dall'utente e riavviare.
10.2 Esporta/Importa
MENU PRINCIPALE » UTENSILI » ESPORTA/IMPORTA
Nel menu ESPORTA/IMPORTA , è possibile trasferire le informazioni dal/al pannello di
controllo mediante una memoria USB.
È possibile trasferire le seguenti informazioni:
DATI DI SALDATURA ESPORTA/IMPORTA
IMPOSTAZIONI DI SISTEMA ESPORTA/IMPORTA
LIMITI IMPOSTAZIONE ESPORTA/IMPORTA
LIMITI MISURA ESPORTA/IMPORTA
REGISTRO ERRORI ESPORTA
REGISTRO FUNZIONE QUALITÀ ESPORTA
0460 896 601
- 76 -
© ESAB AB 2019
Page 77

10 UTENSILI
STATISTICHE PRODUZIONE ESPORTA
SYNERGIC LINES ESPORTA/IMPORTA
BASIC SETTINGS ESPORTA/IMPORTA
USER ACCOUNTS ESPORTA/IMPORTA
Inserire la memoria USB. Per una descrizione delle procedure di inserimento della memoria
USB, vedere "Collegamento USB". Selezionare la riga con le informazioni da trasferire.
PremereESPORTA o IMPORTAa seconda che si desideri esportare o importare le
informazioni.
ESPORTA/IMPORTA
DATI DI SALDATURA
IMPOSTAZIONI DI SISTEMA
LIMITI IMPOSTAZIONE
LIMITI MISURA
REGISTRO ERRORI
REGISTRO FUNZIONE QUALITÀ
STATISTICHE PRODUZIONE
SYNERGIC LINES
BASIC SETTINGS
USER ACCOUNTS
ESPORTA IMPORTA ESCI
10.3 File manager
MENU PRINCIPALE » UTENSILI » FILE MANAGER
Nel file manager è possibile elaborare le informazioni in una memoria USB (C:\). File
manager consente di eliminare e copiare manualmente i dati di saldatura e i dati di qualità.
Quando viene inserita una memoria USB, sul display viene visualizzata la cartella base della
memoria qualora non sia stata scelta ancora alcuna cartella.
Il pannello di controllo ricorda l'ultima posizione selezionata dall'utente nell'ultimo utilizzo del
file manager, consentendo di ricominciare esattamente da quella posizione.
FILE MANAGER
..
INFO AGG.RNA ALT. ESCI
Al fine di determinare lo spazio di memorizzazione disponibile in memoria, utilizzare la
funzioneINFO .
Aggiornare le informazioni premendo AGG.RNA.
0460 896 601
- 77 -
© ESAB AB 2019
Page 78

10 UTENSILI
Se si desidera eliminare, modificare un nome, creare una nuova cartella, copiare o incollare,
premereALT. Apparirà un elenco da cui effettuare una scelta. Se viene selezionato (..) o una
cartella, sarà possibile solo creare una nuova cartella o incollare un file precedentemente
copiato. Se un file è stato selezionato, le opzioni RINOMINA, COPIA o INCOLLA saranno
aggiunte, nel caso in cui il file sia stato copiato in precedenza.
Selezionare una cartella o un file e premere ALT.
FILE MANAGER
..
WeldData
NUOVA CARTELLA
ErrorLog.xml
QData.xml
~Weldoffice.dat
INFO AGG.RNA ALT. ESCI
Questo elenco viene visualizzato una volta premuto ALT.
FILE MANAGER » ALT.
COPIA
INCOLLA
CANCELLA
RINOMINA
NUOVA CARTELLA
10.3.1 Eliminazione di un file o di una cartella
Selezionare il file o la cartella da eliminare e premere ALT.
Selezionare CANCELLA e premi ENTER.
FILE MANAGER » ALT.
CANCELLA
RINOMINA
NUOVA CARTELLA
Il file/la cartella viene eliminato/a. Per poter essere eliminata, una cartella deve essere vuota,
pertanto eliminare prima tutti i file contenuti all'interno.
10.3.2 Rinomina di un file/una cartella
Selezionare il file o la cartella da rinominare e premere ALT.
Selezionare RINOMINA e premi ENTER.
FILE MANAGER » ALT
CANCELLA
RINOMINA
NUOVA CARTELLA
0460 896 601
- 78 -
© ESAB AB 2019
Page 79

10 UTENSILI
Sul display compare una tastiera. Utilizzare la manopola a sinistra per cambiare riga e i tasti
freccia per spostarsi a sinistra e a destra. Selezionare il carattere/la funzione da utilizzare e
premere ENTER.
10.3.3 Creazione di una nuova cartella
Selezionare la posizione della nuova cartella e premere ALT.
Selezionare NUOVA CARTELLA e premi ENTER.
FILE MANAGER » ALT
CANCELLA
RINOMINA
NUOVA CARTELLA
Sul display compare una tastiera. Utilizzare la manopola a sinistra per cambiare riga e i tasti
freccia per spostarsi a sinistra e a destra. Selezionare il carattere/la funzione da utilizzare e
premere ENTER.
10.3.4 Copiare e incollare file
Selezionare il file da copiare e premere ALT.
Selezionare COPIA e premi ENTER.
FILE MANAGER » ALT
COPIA
INCOLLA
CANCELLA
RINOMINA
NUOVA CARTELLA
Posizionare il cursore nella cartella in cui deve essere posizionato il file copiato e premere
ALT.
Selezionare INCOLLA e premi ENTER.
FILE MANAGER » ALT
COPIA
INCOLLA
CANCELLA
RINOMINA
NUOVA CARTELLA
La copia viene salvata come Copy of + nome originale, ad esempio Copy of WeldData.awd.
10.4 Editor limiti impostazione
MENU PRINCIPALE » UTENSILI » EDITOR LIMITI IMPOSTAZIONE
In questo menu è possibile impostare i valori max e min personalizzati per vari metodi di
saldatura. I limiti non possono risultare superiori o inferiori ai valori per i quali è stato
progettato il generatore. Vi sono 50 punti di memorizzazione. Selezionare la riga per un
punto di memorizzazione vuoto e premere ENTER. Selezionare il processo (MIG/MAG,
0460 896 601
- 79 -
© ESAB AB 2019
Page 80

10 UTENSILI
MMA, TIG) e premere ENTER. Per MIG/MAG, possono essere selezionati i valori min. e
max. per la tensione e la velocità di avanzamento del filo.
EDITOR LIMITI IMPOSTAZIONE
PROCEDIMENTO
TENSIONE
-MIN
-MAX
VELOCITÀ FILO
-MIN
-MAX
MEM. AUTO CANCELLA ESCI
Per MMA e TIG, è possibile modificare i valori max e min per la corrente.
LIMITI IMPOSTAZIONE
1 MIG
2 MMA
345-
MIG/MAG
8,0 V
60,0 V
0,8 m/min
25,0 m/min
67-
20 394 A
ESCI
Dopo aver regolato i valori, premere MEM.. Quando viene chiesto se il valore limite deve
essere salvato nel punto di memorizzazione selezionato, premere NO o SI. I valori del punto
di memorizzazione sono visualizzati sotto la riga inferiore. In questo caso, il punto di
memorizzazione 2 per i valori limite MMA è 20 - 394 A.
Con AUTO, i limiti vengono impostati automaticamente in base ai limiti impostati per ciascun
metodo di saldatura.
Quando viene chiesto se i limiti di impostazione debbano essere impostati automaticamente,
premere NO o SI , quindi MEM. se si intende archiviare l'impostazione.
10.5 Editor limiti misura
MENU PRINCIPALE » UTENSILI » EDITOR LIMITI MISURA
In questo menu è possibile impostare i valori di misura personalizzati per i vari metodi di
saldatura. Vi sono 50 punti di memorizzazione. Selezionare la riga per un punto di
memorizzazione vuoto e premereENTER. Selezionare il processo premendo ENTER.
Selezionare quindi il processo di saldatura dall'elenco visualizzato, quindi premere ENTER .
È possibile selezionare i seguenti valori:
Per MIG/MAG
• tensione: tempo(0 - 10s) minima, massima, media minima, media massima
• corrente: tempo(0 - 10s) minima, massima, media minima, media massima
0460 896 601
- 80 -
© ESAB AB 2019
Page 81

10 UTENSILI
• uscita: minima, massima, media minima, media massima
• corrente del gruppo trainafilo: minima, massima, media minima, media massima
NOTA:
per evitare eventuali problemi di trascinamento, in particolare durante la saldatura
tramite robot, si consiglia di utilizzare un valore massimo di corrente motore per il
gruppo trainafilo. Una corrente motore elevata indica problemi di trascinamento. Per
impostare il valore massimo corretto si raccomanda di studiare la corrente motore
utilizzata per la saldatura nell'arco di un mese. In seguito si potrà impostare un
valore massimo adatto.
Per MMA e TIG
• tensione: tempo(0 - 10s) minima, massima, media minima, media massima
• corrente: tempo(0 - 10s) minima, massima, media minima, media massima
• uscita: minima, massima, media minima, media massima
Impostare il valore desiderato con una delle manopole a destra, quindi premere MEM..
Nella casella di dialogo, verrà chiesto se si desidera memorizzare il punto di memorizzazione
selezionato. Premere SI per salvare il valore. I valori di memorizzazione sono visualizzati
sotto la riga inferiore.
LIMITI MISURA
1 - MIG
2 - TIG
34567-
24,0 - 34,0 V, 90 - 120 A
2000 - 3000 Kw
ESCI
Con AUTO, i limiti vengono impostati automaticamente in base ai valori di misura utilizzati
più di recente.
Quando viene chiesto se i valori di misurazione debbano essere impostati automaticamente,
premere NO o SI , quindi MEM. se si intende archiviare l'impostazione.
10.6 Statistiche di produzione
MENU PRINCIPALE » UTENSILI » STATISTICHE PRODUZIONE
Le statistiche di produzione tengono traccia della durata complessiva degli archi, del volume
totale di materiale utilizzato e del numero di saldature eseguite dall'ultimo reset. Esse
consentono inoltre di risalire alla durata dell'arco e alla quantità di materiale utilizzato per
l'ultima saldatura. Per fini informativi, vengono visualizzati anche il materiale del filo fuso per
unità di lunghezza calcolato e quando è avvenuto il reset più recente.
Il numero di saldature non aumenta se la durata dell'arco è inferiore a 1 secondo. Per questo
motivo, il quantitativo di materiale utilizzato per una saldatura breve di tale tipo non viene
0460 896 601
- 81 -
© ESAB AB 2019
Page 82

10 UTENSILI
visualizzato. Il consumo di materiale e la durata vengono tuttavia inclusi nel calcolo del
consumo totale di materiale e nella durata.
STATISTICHE PRODUZIONE
ULT. SALD. ERRORI
ARCO ACCESO
FILO CONSUMATO
CALCOLATO SU
0s
0g
0g/m
N. SALDATURE
ULTIMO RESET 081114 08.38.03
RESET AGG.RNA ESCI
Premendo RESET, tutti i contatori vengono azzerati. La data e l'ora mostrano il reset più
recente.
Se non si effettua il reset dei contatori, tale operazione viene effettuata automaticamente
quando uno di essi raggiunge il valore massimo.
Valore massimo dei contatori
Tempo 999 ore, 59 minuti, 59 secondi
Peso 13350000 grammi
Quantità 65535
0s
0g
0
Il consumo di materiale non viene calcolato quando si usano curve di sinergie specifiche per
un cliente.
10.7 Fattori qualità
MENU PRINCIPALE » UTENSILI » FUNZIONI DI QUALITÀ
I fattori qualità tengono traccia di una serie di dati di saldatura utili per le singole saldature.
Le funzioni in questione sono:
• Ora di inizio della saldatura.
• Durata della saldatura.
• Corrente massima, minima e media durante la saldatura.
• Tensione massima, minima e media durante la saldatura.
• Potenza massima, minima e media durante la saldatura.
Al fine di calcolare l'apporto termico, viene evidenziata la saldatura selezionata. Scorrere tra
le saldature con la manopola superiore destra (#) e regolare la lunghezza del giunto con la
manopola inferiore (*). Premere AGG.RNA per consentire al gruppo di saldatura di calcolare
l'apporto termico per la saldatura selezionata.
Il numero di saldature dal reset più recente viene visualizzato nella riga in fondo. Nelle
informazioni possono essere memorizzate circa 100 saldature. Una volta superate le 100
saldature, la prima verrà sovrascritta. Per essere registrata, una saldatura deve durare più di
un secondo.
La saldatura registrata più di recente verrà visualizzata sul display, pur essendo possibile
scorrere tra le altre saldature. Tutti i registri vengono eliminati premendo RESET.
0460 896 601
- 82 -
© ESAB AB 2019
Page 83

10 UTENSILI
FUNZIONI DI QUALITÀ
#WELD: 1/4 *TRATTO 102 cm
AVVIO 20081009 10: 14: 48
DURATA SALD. 00: 00: 03 DATI SALDATURA:
AP. TERMICO: 3,12 kA/mm
I (Amp)
U (V)
P (kW)
MAX
120.00
12,50
3,11
MIN
58.00
6,50
1,47
MEDIA
81.00
8,75
2,10
NO. SALD. DALL' ULTIMO RESET: 4
RESET AGG.RNA ESCI
Per informazioni sui dati memorizzati, vedere la sezione "CONFIGURAZIONE, Funzioni di
qualità".
10.8 Dati sinergici definiti dall'utente
MENU PRINCIPALE » UTENSILI » DATI SINERGICI PERSONALIZZATI
È possibile creare linee sinergiche personalizzate che mettono in relazione la velocità di
avanzamento del filo e la tensione. È possibile salvare fino a dieci linee sinergiche di questo
tipo.
Per creare una nuova linea sinergica seguire due passaggi:
• Definire la nuova linea sinergica specificando un numero di coordinate di
tensione/velocità del filo, come indicato nei punti A-D del diagramma seguente:
Tensione
Avanzamento del filo
• Indicare la combinazione filo/gas a cui applicare la nuova linea sinergica.
10.8.1 Indicazione delle coordinate tensione/filo
Per poter creare una linea sinergica per il metodo Short/Spray Arc, sono necessarie quattro
coordinate; per il metodo di saldatura pulsata ne bastano due. Tali coordinate devono
successivamente essere salvate sotto numeri speciali dei dati di saldatura nella memoria
riservata a questi ultimi.
Short/Spray
0460 896 601
- 83 -
© ESAB AB 2019
Page 84

10 UTENSILI
• Richiamare il menu principale e selezionare il MIG/MAG method SHORT/SPRAY.
• Digitare i valori desiderati per la tensione e la velocità di avanzamento del filo relativi
alla prima coordinata.
• Richiamare il menu MEMORIA menu e memorizzare la prima coordinata con un
qualunque numero.
Le quattro coordinate per una linea short/spray possono essere salvate con qualunque
numero. Se ricavate dalle impostazioni predefinite, vengano salvate con i numeri 96,
97, 98 e 99.
I dati di saldatura corrispondenti a un numero successivo devono avere valori di
tensione, parametro di avviamento R, amperaggio stimato e velocità di avanzamento
del filo più elevati rispetto a quelli dei dati di saldatura corrispondenti al numero
precedente.
La visualizzazione dell'amperaggio stimato viene regolata in CONFIGURAZIONE »
MIG/MAG VALORI BASE .
Il tipo di induttanza e di regolatore dei parametri di saldatura devono avere gli stessi
valori in tutti e quattro i numeri dei dati di saldatura.
• Definire il numero di coordinate necessarie, quindi passare alla sezione "Indicazione
della combinazione filo/gas valida".
A impulsi
• Richiamare il menu principale e selezionare il MIG/MAG method A IMPULSI.
• Digitare i valori desiderati per la tensione e la velocità di avanzamento del filo relativi
alla prima coordinata.
• Richiamare il menu MEMORIA menu e memorizzare la prima coordinata con un
qualunque numero.
I dati di saldatura corrispondenti a un numero maggiore devono avere valori più elevati
di tensione, velocità di avanzamento del filo, frequenza degli impulsi, ampiezza degli
impulsi, parametro di avviamento R e corrente di base rispetto a quelli dei dati di
saldatura corrispondenti al numero precedente.
I parametri di saldatura durata dell'impulso, Ka, Ki e rampa devono avere gli stessi
valori in entrambi i numeri di dati di saldatura.
• Definire il numero di coordinate necessarie, quindi passare alla sezione "Indicazione
della combinazione filo/gas valida".
10.8.2 Indicazione della combinazione filo/gas valida
Posizionare il cursore sulla riga FILO e premere ENTER.
LINEE SINERGICHE PERSONALIZZATE
FILO
GAS DI PROTEZIONE
DIAMETRO FILO
Fe ER70S
CO2
0,6 mm
PROGRAMMA DESIGN SINERG.1
PROGRAMMA DESIGN SINERG.2
PROGRAMMA DESIGN SINERG.3
PROGRAMMA DESIGN SINERG.4
96
97
98
99
CANCELLA ESCI
Selezionare un'alternativa visualizzata nell'elenco e premere ENTER. Procedere allo stesso
modo per GAS DI PROTEZIONE quindi premere ENTER.
0460 896 601
- 84 -
© ESAB AB 2019
Page 85

10 UTENSILI
LINEE SINERGICHE PERSONALIZZATE
» FILO
Fe ER70S
Ss ER316LSi
Duplex ER2209
AIMg ER5356
AISi ER4043
Fe E70 MCW
Selezionare un'alternativa visualizzata nell'elenco e premere ENTER.
LINEE SINERGICHE PERSONALIZZATE
» GAS DI PROTEZIONE
CO2
Ar 18% CO2
Ar2% O2
Ar
He
ArHeO2
Procedere allo stesso modo per DIAMETRO FILO quindi premere ENTER.
LINEE SINERGICHE PERSONALIZZATE
» DIAMETRO FILO
0,6 mm
0,8 mm
1,0 mm
1,2 mm
1,4 mm
1,6 mm
Selezionare il PROGRAMMA DESIGN SINERG.1 e premere MEM..
L'operazione di definizione di una linea sinergica è stata completata.
NOTA:
Occorre definire una sinergia short/spray per ciascuna istanza a impulsi.
Quando si crea una nuova linea sinergica per il metodo a impulsi, se non si è creata una
linea corrispondente per il metodo di saldatura short/spray si riceverà sempre un messaggio
di avvertimento, ovvero: WARNING! Nessuna linea sinergica corrispondente per short/spray.
10.8.3 Creazione di una propria alternativa filo/gas
L'elenco delle alternative filo/gas può essere ampliato fino a comprendere un massimo di
dieci alternative personalizzate. Alla fine di ciascun elenco è presente una riga vuota (---).
Posizionando il cursore su questa riga e premendo ENTER, si ha accesso a una tastiera che
consente di inserire le proprie alternative.
0460 896 601
- 85 -
© ESAB AB 2019
Page 86

10 UTENSILI
Selezionare la riga e premere ENTER.
Ar15% CO2
Ar8% O2
Ar30% He
Ar30% He2% H2
Ar30% HeO5% CO2
---
La tastiera del pannello di controllo viene utilizzata nel modo seguente:
• Posizionare il cursore sul carattere desiderato della tastiera utilizzando la manopola
sinistra e i tasti freccia. Premere ENTER. Digitare in questo modo una stringa di testo
completa, formata da un massimo di 16 caratteri.
• Premere DONE. L'alternativa di cui si è indicato il nome apparirà nell'elenco.
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPAZIO MAIUSCOLE
_
0 (MAX 16)
CANCELLA SIMBOLO DONE
Eliminare un'alternativa a cui si è dato un nome nel modo seguente:
• Selezionare la propria alternativa personalizzata filo/gas dal relativo elenco.
• Premere CANCELLA.
NOTA:
Le alternative filo/gas a cui si è dato un nome non possono essere cancellate se
appartengono alla serie di dati di saldatura contenuta al momento nella memoria
operativa.
10.9 Calendario
MENU PRINCIPALE » UTENSILI » CALENDARIO
Qui vengono impostate la data e l'ora.
Selezionare la riga in cui impostare: ANNO, MESE, GIORNO, ORA, MINUTI, SECONDI o
FUSO ORARIO UTC. Impostare il valore corretto usando una delle manopole di destra.
Premere SETTA.
0460 896 601
- 86 -
© ESAB AB 2019
Page 87

10 UTENSILI
DATA E ORA
ANNO
MESE
GIORNO
ORA
MINUTI
SECONDI
FUSO ORARIO UTC
2018
FEB
07
12
16
46
+0,0
20180207 12:20:50
SETTA ESCI
10.10 Account utente
MENU PRINCIPALE » UTENSILI » USER ACCOUNTS
In alcuni casi risulta particolarmente importante da una prospettiva qualitativa impedire che il
generatore possa essere utilizzato da parti non autorizzate. La funzione account utente
permette di utilizzare il generatore solo dopo il login.
Se si sceglie di non utilizzare questa funzione, in modo da non bloccare il generatore e il
pannello di controllo a tutti gli utenti, selezionare USER ACCOUNTS » SPENTO.
Le istruzioni sottostanti sono valide nel caso in cui USER ACCOUNTS è impostata su ARCO
ON.
Nel menu viene registrato il nome utente, il livello account e la password USER ACCOUNTS.
Aggiungere un nuovo utente
Selezionare USER NAME, quindi premere ENTER. Scorrere in basso fino a una riga vuota e
premere enter.
Digitare un nuovo nome utente sulla tastiera usando la manopola sinistra, le frecce sinistra e
destra e enter.
Lo spazio a disposizione consente la creazione di 16 account utente. Nei file dei dati di
qualità risulterà evidente quali utenti hanno eseguito una particolare saldatura.
In LIVELLO ACCOUNT, scegliere tra:
• ADMIN (amministratore), accesso a tutte le funzioni (può aggiungere nuovi utenti)
• SENIOR USER , può avere accesso a tutto tranne:
○ funzione di blocco
○ gruppi trainafilo aggiuntivi
○ calendario
○ account utenti
• NORMAL USER , accesso al menu Misura
• WELD MEMORY USER , può accedere al menu Misura, tuttavia non può modificare la
tensione o la velocità di avanzamento filo
○ Una saldatrice con memoria può accedere ai dati di saldatura per richiamare altre
memorie.
○ Una saldatrice con memoria non può memorizzare o modificare le memorie dei
dati di saldatura.
Nella riga USER PASSWORD , digitare una password servendosi della tastiera. Una volta
attivati il generatore e il pannello di controllo, sul display apparirà la richiesta di immissione
della propria password.
0460 896 601
- 87 -
© ESAB AB 2019
Page 88

10 UTENSILI
USER ACCOUNTS
USER NAME
LIVELLO ACCOUNT,
AMMINISTRATORE
ADMIN
USER PASSWORD
USER ACCOUNTS
SPENTO
MEM. CANCELLA ESCI
Cambia utente
UTENSILI » CAMBIA UTENTE
Quando USER ACCOUNTS è ARCO ON, questo menu è visibile. Consente di cambiare
utente.
Inserire una password relativa a un utente e accedere, oppure scegliere ESCI per tornare al
menu UTENSILI.
CAMBIA UTENTE
IMMETTI PASSWORD
-
ESCI LOGIN IMMETTI
PASSWORD
10.11 Informazioni unità
MENU PRINCIPALE » UTENSILI » INFORMAZIONI UNITÀ
Questo menu consente di visualizzare le seguenti informazioni:
• ID macchina
• ID nodo
2 = Generatore
3 = avanzamento filo
8 = Pannello di controllo
• Versione software
INFORMAZIONI UNITÀ
ID macchina ID nodo Versione software
44
23
5
Control Box (PUA 1)
8
2
3
1,00A
2,00A
1,18A
0460 896 601
- 88 -
ESCI
© ESAB AB 2019
Page 89

11 ORDINAZIONE RICAMBI
11 ORDINAZIONE RICAMBI
AVVISO!
Le riparazioni e gli interventi a livello elettrico devono essere effettuati solamente da
tecnici di manutenzione autorizzati. Utilizzare solo ricambi e componenti soggetti a
usura originali.
U82è progettata e collaudata in conformità alle norme internazionali ed europee 60974-1 e
60974-10. Spetta al centro di assistenza che ha effettuato la manutenzione o la riparazione
dell'apparecchio accertarsi dell'invariata conformità del prodotto ai suddetti standard.
I ricambi e i componenti usurati possono essere ordinati dal più vicino rivenditore ESAB; fare
a riferimento al sito Web esab.com. Al momento dell’ordine, indicare il tipo di prodotto, il
numero di serie, la denominazione e il numero del ricambio specificati nell’elenco dei
ricambi. In questo modo si facilita l’invio del pezzo desiderato.
0460 896 601
- 89 -
© ESAB AB 2019
Page 90

DIMENSIONI DI FILO E GAS
DIMENSIONI DI FILO E GAS
U82 Plus - MIG/MAG welding with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
CO
2
(FeER70S)
Ar + 18% CO
Ar + 2% O
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 15% CO2+ 5% O
Ar + 16% CO
Ar + 25% CO
Ar + 2% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
Ar + 30% He + 1% O
Ar + 2% CO
0.8 0.9 1.0 1.2 1.6*
2
2
2
2
2
2
2
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
1.0 1.2
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
Ar + 3% CO2+ 1% H
Ar + 32% He + 3% CO2+ 1% H
Stainless solid wire (Ss ER307Si) Ar +2%O
Ar +2%CO
Stainless duplex wire
Ar + 2% O
(DuplexER2209)
Ar + 30% He + 1% O
Ar + 2% CO
Magnesium-alloyed aluminium wire
Ar 0.9 1.0 1.2 1.6*
(AlMgER5356)
Silicon-alloyed aluminium wire
(AlSiER4043)
Metal powder cored wire
Ar
Ar + 50% He
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Rutile flux cored wire
CO
2
(FeE70RFCW)
Ar + 18% CO
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
2
1.0 1.2
0.8 1.0 1.2
1.0 1.2
1.0
0.8 1.0 1.2
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
2
2
2
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2 1.4* 1.6*
1.2 1.4* 1.6*
0460 896 601
- 90 -
© ESAB AB 2019
Page 91

DIMENSIONI DI FILO E GAS
Wire type Shielding gas Wire diameter
Basic flux cored wire
CO
2
1.0 1.2 1.4* 1.6*
(FeE70BFCW)
Ar + 18% CO
SELF-SHIELDING
Stainless flux cored wire (Ss RFCW) Ar + 18% CO
Ar + 8% CO
SELF-SHIELDING
Duplex rutile flux cored wire
Ar + 18% CO
2
2
2
2
1.0 1.2 1.4* 1.6*
1.2 1.6*
1.2
1.2
1.6* 2.4*
1.2
(SsDUPE2209)
Metal powder cored stainless wire
Ar + 8% CO
2
1.2
(Ss MCW)
Ar + 2% O
2
Ar + 18% CO
Ar + 2% CO
2
2
1.2
1.2
1.2
ERNiCrMo Ar + 50% He 0.9
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
2
1.0 1.2
1.0 1.2
Ss ER347Si Ar + 2% CO
2
0.8 1.0 1.2
Almg ER5087 Ar 1.0 1.2 1.6
Copper and aluminium wire
(ERCuAl-A1)
Rutile flux cored wire
Ar
Ar + 1% O
CO
2
1.0 1.2
2
1.0 1.2
1.2
(FeRCWDual-S)
*) Only for power sources above 400V
0460 896 601
- 91 -
© ESAB AB 2019
Page 92

DIMENSIONI DI FILO E GAS
U82 Plus - MIG/MAG welding with PULSE
Wire type Shielding gas Wire diameter
Low alloy or unalloyed wire
Ar + 18% CO
(FeER70S)
Ar + 2% O
Ar + 2% CO
Ar + 5% O2+ 5% CO
Ar + 8% CO
Ar + 23% CO
Ar + 16% CO
Ar + 25% CO
Ar + 5% O
Stainless solid wire (Ss ER316LSi) Ar + 2% O
Ar 30% He + O
Ar + 2% O
Ar + 3% CO2+ 1% H
Ar + 32% He + 3% CO2+ 1% H
Stainless solid wire (Ss ER308LSi) Ar + 2% CO
Ar + 2% O
Stainless solid wire (Ss ER309LSi) Ar + 2% CO
Stainless solid wire (Ss 309 MoL) Ar + 2% CO
Stainless solid wire (Ss ER307Si) Ar +2%O
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.8 1.0 1.2 1.6*
0.9
1.0 1.2
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6*
0.8 0.9 1.0 1.2 1.6
0.8 0.9 1.0 1.2 1.6
2
0.9 1.0 1.2 1.6
0.9
1.0 1.2
1.0 1.2
1.0 1.2
Stainless duplex wire
(DuplexER2209)
Magnesium-alloyed aluminium wire
(AlMg ER5356)
Magnesium-alloyed aluminium wire
(AlMg ER5183)
Silicon-alloyed aluminium wire
(AlSiER4043)
Silicon-alloyed aluminium wire
(AlSiER4047)
Ar +2%CO
Ar + 2% O
2
2
Ar + 30% He + 1% O
Ar + 2% CO
2
Ar
Ar + 50% He
Ar + 30% He
2
1.0 1.2
1.0 1.2
1.0 1.2
0.8 1.0 1.2
0.8 0.9 1.0 1.2 1.6*
1.2
1.2
Ar 1.6
Ar
Ar + 50% He
Ar + 30% He
0.9 1.0 1.2 1.6*
0.9 1.0 1.2 1.6*
0.9 1.0 1.2
Ar 1.2 1.6
0460 896 601
- 92 -
© ESAB AB 2019
Page 93

DIMENSIONI DI FILO E GAS
Wire type Shielding gas Wire diameter
Metal powder cored wire
Ar + 18% CO
(FeE70MCW)
Ar + 8% CO
Metal powder cored stainless wire
Ar + 2% O
(Ss MCW)
Ar + 2% CO
Ar + 8% CO
ERNiCrMo Ar
Ar + 50% He
Ar + 30% He + 2% H
Ar + 30% He + 0.5% CO
Silicon bronze (ERCuSi-A) Ar + 1% O
Ar
Stainless wire (1.3964) Ar + 8% O
Copper and aluminium wire
(ERCuAl-A1)
Aluminium solid wire
Ar
Ar + 1% O
Ar 1.2
(Al99,5ER1100)
2
2
2
2
2
1.0 1.2 1.4* 1.6*
1.0 1.2 1.4* 1.6*
1.2
1.2
1.2
1.0 1.2
0.9 1.0 1.2
2
2
2
1.0
1.0 1.2
1.0 1.2
1.0 1.2
2
1.0LOW 1.0HIGH
1.0 1.2
2
1.0 1.2
SS ER 347Si Ar + 2% CO
2
0.8 1.0 1.2
*) Only for power sources above 400V
MMA welding
Electrode type Electrode diameter
Basic 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0*
Rutile 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6* 6.0* 7.0*
Cellulose 2.5 3.2
*) Only for power sources above 400V
Carbon, arc air
Electrode diameters (mm): 4.0 5.0 6.0 10.0 13.0
U82Plus - MIG/MAG - ROBOT synergy group - with SHORT-/SPRAYARC
Wire type Shielding gas Wire diameter (mm)
AlMg ER5356 Ar 1.2, 1.6
AlSi ER4043 Ar 1.2, 1.6
ERCuSi-A Ar 0.8, 1.0
ERCuAl-A1 Ar 1.0
ERCuSi-A Ar + 1% CO
Fe ER70S Ar + 18% CO
0460 896 601
2
2
- 93 -
0.8, 1.0
0.8, 0.9, 1.0, 1.2
© ESAB AB 2019
Page 94

DIMENSIONI DI FILO E GAS
Wire type Shielding gas Wire diameter (mm)
Fe ER70S Ar + 8% CO
Fe ER70S CO
2
Fe MCW 14.11 Ar + 18% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.13 Ar + 18% CO
Fe MCW 14.13 Ar + 8% CO
Ss 307 Ar + 2% CO
Ss 307 Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss 430 Lnb-Ti Ar + 2% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
2
2
2
2
2
2
2
2
2
2
2
U82Plus - MIG/MAG - ROBOT synergy group - with PULSE
0.8, 0.9, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
1.2, 1.4
1.2, 1.4
1.2, 1.4
1.2, 1.4
0.8, 1.0, 1.2
0.8, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
1.0
1.0
0.9, 1.0
Wire type Shielding gas Wire diameter (mm)
AlMg ER5356 Ar 1.2, 1.6
AlSi ER4043 Ar 1.2, 1.6
ERCuAl-A1 Ar 1.0
ERCuSi-A Ar + 1% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Ss 307 Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
2
2
2
2
2
2
2
1.0
0.8, 0.9, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
0.8, 1.0, 1.2
0.8, 0.9, 1.0, 1.2
0.8, 1.0
0.9, 1.0
U82Plus - MIG/MAG - SAT synergy group
Wire type Shielding gas Wire diameter (mm) Work area m/min
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Fe ER70S Ar + 8% CO
Fe ER70S Ar + 18% CO
Ss 307 Ar + 2% CO
2
2
2
2
2
2
2
1.0 16 - 25
1.0 16 - 25
0.9 16 - 29
0.9 17 - 29
0.8 19 - 29
0.9 19 - 29
0.8 20 - 26
0460 896 601
- 94 -
© ESAB AB 2019
Page 95

DIMENSIONI DI FILO E GAS
Wire type Shielding gas Wire diameter (mm) Work area m/min
Ss 307 Ar + 2% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.11 Ar + 18% CO
Fe MCW 14.11 Ar + 8% CO
Fe MCW 14.11 Ar + 18% CO
Ss 430LNb Ar + 2% CO
Ss 430Ti Ar + 2% CO
Ss 430Ti Ar + 2% CO
Ss 430 Lnb-Ti Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss ER308LSi Ar + 2% CO
Ss ER308LSi Ar + 2% CO
2
2
2
2
2
2
2
2
2
2
2
2
1.0 12 - 21
1.2 6.5 - 14
1.2 7 - 14
1.4 5.9 - 12
1.4 6.6 - 12
1.0 14.2 - 25
0.9 16 - 27
1.0 14.2 - 25
1.0 14.2 - 27.5
1.0 15-27.5
0.9 16 - 28
0.8 18 - 29.5
0460 896 601
- 95 -
© ESAB AB 2019
Page 96

NUMERI D'ORDINE
NUMERI D'ORDINE
Ordering no. Denomination
0460 820 880 Control panel Aristo® U82*
0460 820 881 Control panel Aristo® U82Plus*
0460 820 882 Control panel Aristo® U82Plus I/O*
0460 820 883 Control panel Aristo® U82PlusI/O255*
0459 839 037 Spare parts list
* For functional differences, see the "Functional differences" section.
La documentazione tecnica è disponibile in Internet all'indirizzo Web: www.esab.com
0460 896 601
- 96 -
© ESAB AB 2019
Page 97

ACCESSORI
ACCESSORI
0460 877 891 Extension cable (connectors included)
7.5 m 12-poles
0457 043 880 Adapter set 230 V AC / 12 V DC, for
control box (for training with the control box
disconnected from the machine).
0462 062 001 USB Memory stick
0349 312 604 Display protection U8
2
0460 896 601
- 97 -
© ESAB AB 2019
Page 98

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...