


Aristo®
U6
Priročnik z navodili
0459 287 491 SI 20160127 Valid for: from program version 2.12A

VSEBINA
1 UVOD .................................................................................................................... 4
1.1 Najprej storite naslednje .....................................................................................4
1.2 Način dela nadzorne plošče................................................................................5
1.3 Nadzorna plošča ..................................................................................................5
1.4 Simboli na prikazovalniku ...................................................................................6
2 MENIJI .................................................................................................................. 7
2.1 Glavni meni in meni za meritve........................................................................... 7
2.2 Izbirni meni ...........................................................................................................7
3 VARJENJEMIG/MAG........................................................................................... 8
3.1 Nastavitve .............................................................................................................8
3.2 Razlaga funkcij ................................................................................................... 10
4 VARJENJETIG................................................................................................... 15
4.1 Pregled ................................................................................................................ 15
4.2 Nastavitve ...........................................................................................................15
4.3 Razlaga funkcij ................................................................................................... 16
5 VARJENJEMMA ................................................................................................ 21
5.1 Nastavitve ...........................................................................................................21
6 ŽLEBLJENJE PO POSTOPKU OBLOK-ZRAK................................................. 23
6.1 Nastavitve ...........................................................................................................23
7 SPLOŠNE FUNKCIJE ........................................................................................24
7.1 Enota za daljinsko upravljanje..........................................................................24
7.2 Nastavitve ...........................................................................................................24
8 UPRAVLJANJE POMNILNIKA........................................................................... 25
8.1 Shranjevanje varilnih parametrov ....................................................................25
8.2 Priklic varilnih parametrov ................................................................................ 26
8.3 Brisanje varilnih parametrov............................................................................. 27
9 KODA ZA ZAKLEPANJE ...................................................................................28
10 KODE NAPAK..................................................................................................... 29
10.1 Splošno ............................................................................................................... 29
10.2 Seznam kod napak.............................................................................................29
10.3 Opisi kod napak .................................................................................................30
11 NAROČANJE REZERVNIH DELOV...................................................................35
SHEMA ......................................................................................................................36
DIMENZIJE ZA ŽICO IN PLIN ...................................................................................37
0459 287 491 © ESAB AB 2016

VSEBINA
STRUKTURA MENIJEV ............................................................................................39
ŠTEVILKE ZA NAROČANJE ....................................................................................46
Pridržane pravice do sprememb tehničnih podatkov brez vnaprejšnjega obvestila.
0459 287 491 © ESAB AB 2016

1 UVOD
1 UVOD
Ta priročnik opisuje delovanje nadzorne plošče U6.
Splošna navodila za upravljanje najdete v priročnikih za varilni transformator oziroma
podajalnik žice.
Če se na prikazovalniku prikaže to opozorilo, varilni transformator te funkcije ne podpira.
Obrnite se na pooblaščenega serviserja ESAB, da vam priskrbi posodobljeno programsko
opremo.
1.1 Najprej storite naslednje
Ta meni se prikaže ob prvem zagonu močnostne enote.
Ob dobavi sta nadzorna plošča in prikazovalnik nastavljena na angleščino. Nadzorna plošča
lahko deluje v 14jezikih; postopek izbire želenega jezika je naslednji:
Pritisnite za vstop v prvi izbirni meni.
Pritisnite za vstop v meni konfiguracije.
0459 287 491
- 4 -
© ESAB AB 2016

1 UVOD
Pritiskajte (tj.programsko tipko desno pod prikazovalnikom), dokler na prikazovalniku
ni prikazan želeni jezik.
1.2 Način dela nadzorne plošče
Za nadzorno ploščo lahko rečemo, da jo sestavljata dva dela: glavni pomnilnik in pomnilnik
varilnih parametrov.
V glavnem pomnilniku se ustvari celovit nabor nastavitev varilnih parametrov, ki ga lahko
shranite v pomnilnik varilnih parametrov.
Med varjenjem postopek vedno nadzoruje glavni pomnilnik. Zaradi tega je mogoče
nastavitev varilnih parametrov priklicati iz pomnilnika varilnih parametrov v glavni pomnilnik.
Glavni pomnilnik vedno vsebuje najbolj sveže nastavitve varilnih parametrov. Prikličete jih
lahko tudi iz pomnilnika varilnih parametrov ali individualno spremenjenih nastavitev. Z
drugimi besedami, glavni pomnilnik ni nikoli prazen in ga ni mogoče »ponastaviti«.
1.3 Nadzorna plošča
1. Prikazovalnik
2. Gumb za nastavljanje napetosti
3. Gumb za nastavljanje hitrosti podajanja
žice in toka
4. Programske tipke (funkcijske tipke)
5. Tipka MENU
0459 287 491
- 5 -
© ESAB AB 2016

1 UVOD
Programske tipke
Delovanje teh tipk se spreminja glede na podmeni, ki je prikazan na prikazovalniku.
Dejanska funkcija vsake tipke je prikazana z besedilom v spodnji vrstici prikazovalnika nad
tipkama. (Bela pika poleg besedila pomeni, da je tipka omogočena.)
Tipka MENU
Ta tipka vas pomakne v izbirni meni (glejte element <>), če ste v glavnem meniju. Če ste v
drugem meniju, se z njo premaknete nazaj za en meni.
1.4 Simboli na prikazovalniku
Nazaj v glavni meni.
Kazalko premakne navzdol do nove nastavitve.
Spremeni funkcijo izbrane vrstice.
Poveča vrednost.
Zmanjša vrednost.
0459 287 491
- 6 -
© ESAB AB 2016

2 MENIJI
2 MENIJI
Nadzorna plošča uporablja različne menije: glavni meni, meni za meritve, izbirni meni,
procesni meni, nastavitveni meni, konfiguracijski meni in meni za pomnilnik. Začetni zaslon
se prikaže ob vklopu in navaja informacije o tipu plošče ter uporabljeni različici programske
opreme.
2.1 Glavni meni in meni za meritve
Glavni meni se vedno prikaže takoj po zagonu in kaže
nastavljene vrednosti. Če ste ob začetku varjenja v
glavnem meniju, se meni samodejno spremeni in
prikaže izmerjene vrednosti (meni za meritve).
Izmerjene vrednosti ostanejo prikazane tudi po koncu
varjenja.
Druge menije lahko uporabljate brez izgube izmerjenih vrednosti.
Vrednosti nastavitev se prikažejo namesto izmerjenih vrednosti samo v primeru, da zavrtite
gumb ali spremenite način varjenja.
2.2 Izbirni meni
Izbirni meni uporabljate za izbiro menija naslednje
ravni, v katerega bi radi vstopili; procesnega,
nastavitvenega, konfiguracijskega ali menija za
pomnilnik.
Procesni meni Meni z nastavitvami
V tem meniju
spremenite postopek
varjenja, vrsto
materiala itd.
Konfiguracijski meni Meni za pomnilnik
V tem meniju
spremenite jezik,
merilne enote itd.
V tem meniju
nastavite parametre
varjenja, na primer
predhodni pretok
plina, čas vročega
zagona, čas polnjenja
kraterja itd.
V tem meniju
shranite, prikličete
in/ali izbrišete različne
shranjene nastavitve
varilnih podatkov. Na
voljo je deset mest za
shranjevanje teh
podatkov.
0459 287 491
- 7 -
© ESAB AB 2016

3 VARJENJEMIG/MAG
3 VARJENJEMIG/MAG
Pri varjenju MIG/MAG oblok tali polnilno žico (elektrodo), ki se neprekinjeno dovaja v zvar,
zvarno talino pa ščiti zaščitni plin.
Utripanje toka vpliva na prenos raztopljenih kapljic z žice, kar ustvari stabilen oblok brez
brizganja tudi pri nizkih vrednostih varilnih parametrov.
3.1 Nastavitve
Varjenje MIG/MAG brez utripanja
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
1)
2/4-koračni način
2-koračni ali 4-koračni - 2-koračni način
Polnjenje kraterja IZKL (OFF) ali VKL
- Izključen
(ON)
Čas polnjenja kraterja 0–5 s 0,1 s 1,0 s
Vroči zagon IZKL (OFF) ali VKL
- Izključen
(ON)
Čas vročega zagona 0–10 s 0,1 s 1,5 s
Počasni zagon IZKL (OFF) ali VKL
- Vključen
(ON)
Prepihovanje s plinom1)- - -
Hladno podajanje žice - - QSet IZKL (OFF) ali VKL
- Izključen
(ON)
Odvisnost od IZKL (OFF) ali VKL
-
Vključen
(ON)
Induktanca 0–100 1 70
Predtok plina 0,1–25 s 0,1 s 0,1 s
Čas odgorevanja 0–0,35 s 0,01 s 0,08 s
SCT IZKL (OFF) ali VKL
- Izključen
(ON)
2)
Tok plina po koncu 0,1–20 s 1 s 1 s
Točkovno varjenje IZKL (OFF) ali VKL
- Izključen
(ON)
Čas točkovnega
0,1–25 s 0,1 s 0,1 s
varjenja
Napetost 8–60 0,25 (prikazano z
enim decimalnim
sinergijska deviacija
±0
mestom)
Hitrost podajanja žice 0,8–25,0 m/min 0,1 m/min 5 m/min
Podatki proženja IZKL (OFF), VKL
- Izključen
(ON) ali ARC IZKL
(ARC OFF)
Dimenzije Metrične ali palci - Metrične
Omogočanje plošče IZKL (OFF) ali VKL
- Vključen
(ON)
0459 287 491
- 8 -
© ESAB AB 2016

3 VARJENJEMIG/MAG
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
Samodejno
shranjevanje
Podajalnik AVC IZKL (OFF) ali VKL
IZKL (OFF) ali VKL
(ON)
- Izključen
- Izključen
(ON)
Meje IZKL (OFF) ali VKL
- Izključen
(ON)
Koda za zaklepanje IZKL (OFF) ali VKL
- Izključen
(ON)
1)
Teh funkcij ni mogoče spreminjati med varjenjem.
2)
Linija sinergije ob dobavi: polna žica (ER70S), zaščitni plinCO2 z žico 0,8mm.
Varjenje MIG/MAG s funkcijo pulzirajočega obloka
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
1)
2/4-koračni način
Polnjenje kraterja IZKL (OFF) ali VKL
2-koračni ali 4-koračni - 2-koračni način
- Izključen
(ON)
Čas polnjenja kraterja 0–5 s 0,1 s 1,0 s
Vroči zagon IZKL (OFF) ali VKL
- Izključen
(ON)
Čas vročega zagona 0–10 s 0,1 s 1,5 s
Počasni zagon IZKL (OFF) ali VKL
- Vključen
(ON)
Prepihovanje s plinom1)- - -
Hladno podajanje žice - - Predtok plina 0,1–25 s 0,1 s 0,1 s
Čas odgorevanja 0–0,35 s 0,01 s 0,08 s
SCT IZKL (OFF) ali VKL
- Izključen
(ON)
Tok plina po koncu 0–20 s 1 s 1 s
Točkovno varjenje IZKL (OFF) ali VKL
- Izključen
(ON)
Čas točkovnega
0,1–25 s 0,1 s 0,1 s
varjenja
Napetost 8–60 0,25 (prikazano z
enim decimalnim
sinergijska deviacija
±0
mestom)
Hitrost podajanja žice 0,8–25,0 m/min 0,1 m/min 5 m/min
Podatki proženja IZKL (OFF), VKL
- ONEMOGOČI
(ON) ali ARC IZKL
(ARC OFF)
Dimenzije Metrične ali palci - Metrične
Omogočanje plošče IZKL (OFF) ali VKL
- Vključen
(ON)
0459 287 491
- 9 -
© ESAB AB 2016

3 VARJENJEMIG/MAG
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
Samodejno
shranjevanje
IZKL (OFF) ali VKL
(ON)
Podajalnik AVC IZKL (OFF) ali VKL
(ON)
Meje IZKL (OFF) ali VKL
(ON)
Koda za zaklepanje IZKL (OFF) ali VKL
(ON)
1)
Teh funkcij ni mogoče spreminjati med varjenjem.
- Izključen
- Izključen
- Izključen
- Izključen
3.2 Razlaga funkcij
2-koračni način
2-koračni način upravljanja sprožilca varilnega gorilnika.
A = predtok plina B = vroči zagon C = varjenje D = polnjenje
kraterja
Pri 2-koračnem načinu upravljanja s pritiskom sprožilca gorilnika odprete predtok plina (če
se uporablja) (1) in vzpostavite oblok. Ko spustite sprožilec (2), se začne polnjenje kraterja
(če je vključeno), ugasne oblok in začne naknadni pretok plina (če se uporablja).
E = naknadni tok
plina
0459 287 491
- 10 -
© ESAB AB 2016

3 VARJENJEMIG/MAG
NASVET: Če med časom polnjenja kraterja znova pritisnete sprožilec varilnega gorilnika,
lahko nadaljujete varjenje poljuben čas (kot kaže prekinjena črta) s parametri za polnjenje
kraterja. Polnjenje kraterja lahko prekinete s hitrim pritiskom in izpustom sprožilca med
polnjenjem kraterja.
- 2-koračni način vključite v glavnem meniju.
4-koračni način
Deluje pri uporabi 4-koračnega upravljanja varilnega gorilnika.
A = predtok plina B = vroči zagon C = varjenje D = polnjenje
kraterja
E = naknadni tok
plina
Pri 4-koračnem načinu upravljanja s pritiskom sprožilca odprete predtok plina (1). Ponoven
izpust sprožilca (2) začne postopek varjenja. Na koncu varjenja varilec znova pritisne
sprožilec (3), kar začne polnjenje kraterja (če se uporablja) in zmanjša vrednosti varilnih
parametrov. Ponoven izpust sprožilca (4) izključi oblok in začne naknadni pretok plina (če se
uporablja).
NASVET: Polnjenje kraterja se ustavi, ko spustite sprožilec. Če gumb držite pritisnjen, se
varjenje nadaljuje z nižjimi parametri funkcije za polnjenje kraterja (prekinjena črta).
- 4-koračni način vključite v glavnem meniju.
Polnjenje kraterja
Polnjenje kraterja prepreči nastanek por, toplotnih razpok in tvorbe kraterja v obdelovancu na
koncu zvara.
- Nastavitve časa polnjenja kraterja določite v meniju z nastavitvami.
Vroči zagon
Funkcija za vroči zagon poveča tok varjenja za prilagodljiv čas na začetku varjenja in tako
zmanjša tveganje slabega zlitja na začetku zvara.
- Nastavitve časa vročega zagona določite v meniju z nastavitvami.
Počasni zagon
Pri počasnem zagonu se na začetku žica podaja s 50 % nastavljene hitrosti podajanja,
dokler se ne dotakne obdelovanca.
- Počasni zagon vključite v glavnem meniju.
Prepihovanje s plinom
0459 287 491
- 11 -
© ESAB AB 2016

3 VARJENJEMIG/MAG
Prepihovanje s plinom se uporablja pri merjenju pretoka plina ali za odstranjevanje
preostalega zraka ali vlage iz plinskih cevi pred začetkom varjenja. Izvaja se, dokler je
pritisnjen gumb, med tem pa ni mogoče vključiti napetosti in podajanja žice.
- Prepihovanje s plinom vključite v glavnem meniju.
Hladno podajanje žice (koračno podajanje žice)
Hladno podajanje žice se uporabi za podajanje varilne žice brez vklopa obloka. Žica se
podaja, dokler je gumb pritisnjen.
- Hladno podajanje žice vključite v glavnem meniju.
QSet™
QSet™ se uporablja za lažje nastavljanje varilnih parametrov.
• S sukanjem gumba v smeri urnega kazalca se povečuje(+) dolžina obloka.
• S sukanjem gumba v nasprotni smeri urnega kazalca se zmanjšuje(–) dolžina obloka.
SHORT ARC
Na začetku varjenja z določeno varilno žico/plinom QSet™ samodejno nastavi vse potrebne
varilne parametre. Potem QSet™ shrani vse parametre, potrebne za kakovostno varjenje.
Napetost se samodejno prilagaja spremembam hitrosti podajanja žice.
RAZPRŠENI OBLOK
Ko se približujete območju razpršenega obloka, se mora vrednost za QSet™ povečati. Pri
varjenju s čistim razpršenim oblokom funkcijo QSet™ izklopite. Ohranijo se vsi parametri, ki
jih je nastavila funkcija QSet™, razen napetosti, ki jo morate nastaviti.
Priporočilo: Prvi var (6sekund) s QSet™ opravite na preizkusnem obdelovancu, da
pridobite pravilne parametre.
OPOMBA!
Funkcije QSet in sinergije ne morete
vključiti hkrati.
- Funkcijo QSet vključite v procesnem meniju.
Odvisnost od
Vsaka kombinacija vrste in premera žice ter plinske mešanice zahteva svoje razmerje med
hitrostjo podajanja žice in napetostjo (dolžino obloka), da je zagotovljen stabilen oblok.
Napetost (dolžina) obloka se prilagaja samodejno, skladno z vnaprej programirano linijo
sinergije, ki jo izbere varilec, kar zelo poenostavlja določanje pravilnih varilnih parametrov.
Povezava med hitrostjo podajanja žice in drugimi parametri se imenuje karakteristika ali linija
sinergije.
Sinergija VKL (ON): glavni meni prikazuje nastavljeno
podajanje žice, pa tudi pozitivno ali negativno
odstopanje od napetosti linije sinergije.
Pozitivno odstopanje se prikaže s stolpcem nad SYN,
negativno pa spodaj.
Sinergija IZKL (OFF): glavni meni prikazuje nastavljeno vrednost napetosti in podajanje žice.
- Sinergijo vključite v procesnem meniju.
Paket linij sinergije
0459 287 491
- 12 -
© ESAB AB 2016

3 VARJENJEMIG/MAG
Paket linij sinergije, ki je priložen stroju, se imenuje »Standardne linije sinergije« in vsebuje
33najpogosteje uporabljenih linij sinergije.
Naročiti je mogoče tudi druge pakete linij sinergije, ki jih mora namestiti pooblaščeni serviser
ESAB.
Induktanca
Višja induktivnost pomeni bolj tekoč zvar in manj brizganja. Nižja induktivnost daje bolj oster
zvok in stabilen ter koncentriran oblok.
- Induktivnost nastavite v meniju z nastavitvami.
Predtok plina
Čas predtoka plina je čas, ko teče zaščitni plin pred vklopom obloka.
- Nastavitev časa predtoka plina določite v meniju z nastavitvami.
Čas odgorevanja
Čas odgorevanja je čas, ki preteče od trenutka, ko podajalnik začne zavirati žico, do
trenutka, ko močnostna enota izklopi varilni tok. Če je ta čas prekratek, bo po koncu varjenja
preostanek žice daljši, zato se lahko prej zvari v strjujočo se zvarno talino. Po drugi strani pa
predolg čas odgorevanja toliko skrajša preostanek žice, da lahko ob naslednjem začetku
varjenja pride do vzpostavitve obloka iz kontaktne konice varilnega gorilnika.
- Čas odgorevanja nastavite v meniju z nastavitvami.
SCT
SCT je funkcija, ki ob zaključku varjenja oddaja niz malih kratkih stikov, dokler podajanje žice
ni popolnoma ustavljeno in se stik z obdelovancem prekine.
Tok plina po koncu
S tem nastavljate čas pretoka zaščitnega plina po izklopu obloka.
- Nastavitev časa naknadnega pretoka plina določite v meniju z nastavitvami.
Spreminjanje podatkov proženja
Uporaba te funkcije omogoča preklapljanje med različnimi vnaprej nastavljenimi možnostmi
varilnih parametrov z dvojnim pritiskom na sprožilec varilnega gorilnika.
Preklapljanje poteka med pomnilniškimi mesti 1, 2 in 3 (glejte poglavje »UPRAVLJANJE
POMNILNIKA«). Če ni podatkov na pomnilniškem mestu 2, se preklop opravi med mestoma
1 in 3.
VKL (ON) – preklop med mesti pomnilnika lahko opravite pred, po ali med varjenjem.
ARC IZKL (OFF) – preklop med mesti pomnilnika lahko opravite samo pred ali po varjenju.
- Vklop preklopa podatkov proženja se opravi v konfiguracijskem meniju.
Podajalnik AVC
Ko je vključena ta funkcija, lahko uporabljate podajalno enoto, ki je krmiljena z napetostjo
obloka, kjer se napetost obloka iz varilnega transformatorja uporablja za napajanje podajalne
enote.
- PodajalnikAVC aktivirate v procesnem meniju.
Točkovno varjenje
Točkovno varjenje izberite, če želite »točkovno variti« tanko pločevino.
- Vklop in nastavitev točkovnega varjenja opravite v meniju z nastavitvami
0459 287 491
- 13 -
© ESAB AB 2016

3 VARJENJEMIG/MAG
Napetost
Višja napetost pomeni daljši oblok in bolj vročo ter široko kopel taline.
Nastavitev napetosti lahko spremenite ne glede na prikazani meni. Vrednost je prikazana v
glavnem ali izbirnem meniju.
Hitrost podajanja žice
Hitrost podajanja žice je hitrost, s katero se dovaja polnilna žica, in se meri v m/min.
Nastavitev hitrosti podajanja žice lahko spremenite ne glede na prikazani meni. Vrednost je
prikazana v glavnem ali izbirnem meniju.
0459 287 491
- 14 -
© ESAB AB 2016

4 VARJENJETIG
4 VARJENJETIG
4.1 Pregled
Pri varjenju TIG se uporablja elektroda iz volframa, ki se ne tali in s katero ustvarimo oblok, ki
topi obdelovanec. Zvarno talino in volframovo elektrodo ščiti zaščitni plin.
Uporabljajo se tokovni impulzi, kar omogoča boljši nadzor nad zvarno talino in strjevanjem.
Frekvenca impulzov je nastavljena tako nizko, da se lahko zvarna talina med impulzi začne
strjevati. Pulziranje upravljajo štirje nastavljivi parametri: trajanje impulza, čas toka ozadja,
tok impulza in tok ozadja.
4.2 Nastavitve
TIG brez impulznega toka
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
1)
2/4-koračni način
HF/oblok z dvigom HF ali oblok z dvigom – HF
Začetek TIG v živo
2-koračni ali 4-koračni – 2-koračni način
2)
– – –
Prepihovanje s plinom1)– – –
Predtok plina 0–5s 0,1 s 0,5 s
Čas »naraščanja« 0–5s 0,1 s 0,0 s
Čas »upadanja« 0–10s 0,1 s 2,0 s
Tok plina po varjenju 0–25s 0,1 s 5,0 s
2)
Tok
Podatki proženja IZKL (OFF), VKL
4–500A 1 A 100 A
– ONEMOGOČI
(ON) ali ARC IZKL
(ARC OFF)
Dimenzije Metrične ali palci – Metrične
Omogočanje plošče IZKL (OFF) ali VKL
– Vključen
(ON)
Samodejno
shranjevanje
Meje IZKL (OFF) ali VKL
IZKL (OFF) ali VKL
(ON)
– Izključen
– Izključen
(ON)
Koda za zaklepanje IZKL (OFF) ali VKL
– Izključen
(ON)
Najmanjši tok 0–99% 1% 0%
VRD – – –
1)
Teh funkcij ni mogoče spreminjati med varjenjem.
2)
ZačetekTIG v živo/Največji tok – odvisno od uporabljene vrste stroja.
TIG z impulznim tokom
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
1)
2/4-koračni način
2-koračni ali 4-koračni – 2-koračni način
HF/oblok z dvigom HF ali oblok z dvigom – HF
0459 287 491
- 15 -
© ESAB AB 2016

4 VARJENJETIG
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
Prepihovanje s plinom1)0–5s 0,1 s 0,5 s
Predtok plina 0–5s 0,1 s 0,5 s
Čas »naraščanja« 0–5s 0,1 s 0,0 s
Čas »upadanja« 0–5s 0,1 s 2,0 s
Tok plina po varjenju 0–25s 0,1 s 5,0 s
Trajanje impulza 0,001–0,1s
0,1-5 s
Trajanje toka ozadja 0,001–0,1s
0,1–1 s
Tok impulza
Tok ozadja
2)
2)
4–500A 1 A 100 A
4–500A 1 A 25 A
Podatki proženja IZKL (OFF), VKL
0,001 s
0.100 s
0,1 s
0,001 s
0.200 s
0,1 s
– ONEMOGOČI
(ON) ali ARC IZKL
(ARC OFF)
Dimenzije Metrične ali palci – Metrične
Omogočanje plošče IZKL (OFF) ali VKL
– Vključen
(ON)
Samodejno
shranjevanje
Meje IZKL (OFF) ali VKL
IZKL (OFF) ali VKL
(ON)
– Izključen
– Izključen
(ON)
Koda za zaklepanje IZKL (OFF) ali VKL
– Izključen
(ON)
Najmanjši tok 0–99% 1% 0%
1)
Teh funkcij ni mogoče spreminjati med varjenjem.
2)
Največji tok je odvisen od uporabljene vrste stroja.
4.3 Razlaga funkcij
2-koračni način
2-koračni način upravljanja sprožilca varilnega gorilnika.
A = predtok plina B = dvig naklona C = spuščanje
naklona
Pri 2-koračnem načinu upravljanja pritisk na sprožilec varilnega gorilnika vklopi predtok plina
(če se uporablja) in vzpostavi oblok (1). Tok se dvigne na nastavljeno vrednost (kot to določa
D = naknadni tok plina
0459 287 491
- 16 -
© ESAB AB 2016

4 VARJENJETIG
funkcija »naraščanja«, če je izbrana). Ko sprožilec sprostite (2), zmanjšate tok (ali pa
začnete »upadanje«, če deluje funkcija upadanja) in izklopite oblok. Sledi pretok plina po
varjenju, če se uporablja.
- 2-koračni način vključite v glavnem meniju.
4-koračni način
4-koračni način upravljanja sprožilca varilnega gorilnika.
A = predtok plina B = dvig naklona C = spuščanje
D = naknadni tok plina
naklona
4-koračni način upravljanja sprožilca varilnega gorilnika.
Pri 4-koračnem načinu upravljanja pritisk sprožilca varilnega gorilnika vklopi predtok plina
(če se uporablja) (1). Po koncu časa predtoka plina naraste električni tok do pilotskega nivoja
(nekaj amperov) in vzpostavi se oblok. Ko spustite sprožilec (2), tok naraste na nastavljeno
vrednost (z »naraščanjem«, če se uporablja). Na koncu varjenja varilec ponovno pritisne
sprožilec (3), kar zmanjša tok nazaj na pilotski nivo (z »upadanjem«, če se uporablja). Ko
znova izpustite gumb stikala (4), se izključi oblok in se začne naknadni pretok plina (če se
uporablja).
- 4-koračni način vključite v glavnem meniju.
HF
Funkcija HF vzpostavi oblok z iskro, ki nastane, ko volframovo elektrodo približamo
obdelovancu na določeno razdaljo.
- Funkcijo HF vključite v procesnem meniju.
LiftArc
Funkcija LiftArc vzpostavi oblok, ko se elektroda dotakne obdelovanca in se potem dvigne
stran.
Vzpostavljanje obloka pri funkciji LiftArc™:
1. Z elektrodo se dotaknite obdelovanca.
2. Ko pritisnete sprožilno stikalo, začne teči nizek tok.
3. Dvignite elektrodo od obdelovanca: Vzpostavi se oblok in tok samodejno naraste na
nastavljeno vrednost.
0459 287 491
- 17 -
© ESAB AB 2016

4 VARJENJETIG
"Začetek TIG v živo"
Pri »začetkuTIG v živo« oblok vzpostavite tako, da se z volframovo elektrodo dotaknete
varjenca in jo potem dvignete od njega.
- »ZačetekTIG v živo« aktivirate v procesnem meniju.
Prepihovanje s plinom
Prepihovanje s plinom se uporablja pri merjenju pretoka plina ali za odstranitev preostankov
vlage iz plinskih cevi pred začetkom varjenja. Prepihovanje s plinom teče, dokler je pritisnjen
gumb, in zanj ni potrebna napetost ali podajanje žice.
- Prepihovanje s plinom vključite v glavnem meniju.
Predtok plina
S tem nastavljate čas, v katerem teče zaščitni plin, preden se vzpostavi oblok.
- Nastavitev časa predtoka plina določite v meniju z nastavitvami.
Dvigovanje
Funkcija naraščanja pomeni, da po vzpostavitvi oblokaTIG tok postopoma naraste na
nastavljeno vrednost. To omogoča počasnejše gretje elektrode in omogoči varilcu, da
pravilno postavi elektrodo, preden doseganjem nastavljenega varilnega toka.
- Nastavitev časa naraščanja določite v meniju z nastavitvami.
Spuščanje
Funkcija upadanja pri varjenju TIG se uporablja za preprečevanje nastanka razpok kraterja
po koncu varjenja. Tok počasi upade v nastavljenem času.
- Nastavitev časa upadanja določite v meniju z nastavitvami.
Tok plina po varjenju
S tem nastavljate čas, v katerem teče zaščitni plin še po izklopu obloka.
- Nastavitev časa naknadnega pretoka plina določite v meniju z nastavitvami.
Trajanje impulza
To je čas, v katerem je impulzni tok vključen med trajanjem impulznega cikla.
- Nastavitev trajanja impulza nastavite v meniju z nastavitvami.
Čas ozadja
To je čas, med katerim teče tok ozadja. Skupaj s trajanjem impulza določa skupni čas cikla.
- Nastavitev časa ozadja nastavite v meniju z nastavitvami.
Tok ozadja
To je nižja od dveh tokovnih vrednosti, ki se uporabljata pri varjenju z impulznim tokom.
- Nastavitev toka ozadja nastavite v meniju z nastavitvami.
0459 287 491
- 18 -
© ESAB AB 2016

4 VARJENJETIG
Tok impulza
To je višja od dveh tokovnih vrednosti, ki se uporabljata pri varjenju z impulznim tokom.
Nastavitev impulznega toka lahko spremenite ne glede na prikazan meni. Vrednost je
prikazana v glavnem meniju, izbirnem meniju ali meniju z nastavitvami.
Varjenje TIG s pulziranjem
A = tok B = čas C = čas ozadja
D = ozadje E = čas impulza F = tok impulza
Tok
Višji tok poskrbi za širše in globlje prodiranje v obdelovanec.
Nastavitev toka lahko spremenite ne glede na prikazan meni. Vrednost je prikazana v
glavnem meniju ali izbirnem meniju.
Spreminjanje podatkov proženja
Uporaba te funkcije omogoča preklapljanje med različnimi vnaprej nastavljenimi možnostmi
varilnih parametrov z dvojnim pritiskom na sprožilec varilnega gorilnika.
Preklapljanje poteka med pomnilniškimi mesti 1, 2 in 3 (glejte poglavje »UPRAVLJANJE
POMNILNIKA«). Če ni podatkov na pomnilniškem mestu 2, se preklop opravi med mestoma
1 in 3.
VKL (ON) – preklop med mesti pomnilnika lahko opravite pred, po ali med varjenjem.
ARC IZKL (OFF) – preklop med mesti pomnilnika lahko opravite samo pred ali po varjenju.
- Vklop preklopa podatkov proženja se opravi v konfiguracijskem meniju.
Najmanjši tok (najmanj. daljinsko)
Uporablja se za nastavitev najmanjšega toka pri daljinskem upravljanju. Če je največji tok
100 A, najmanjši tok pa naj bo 50 A, nastavite najmanjši tok na 50%. Če je največji tok 100
A, najmanjši tok pa naj bo 90 A, nastavite najmanjši tok na 90 %.
- Vklop najmanjšega toka se opravi v meniju z nastavitvami.
0459 287 491
- 19 -
© ESAB AB 2016

4 VARJENJETIG
VRD (naprava za zniževanje napetosti)
FunkcijaVRD zagotovi, da napetost pri odprtem tokokrogu, kadar varjenje ne poteka, ne
preseže 35 V. Označuje jo ikona VRD, glejte sliko.
FunkcijaVRD se blokira, ko sistem zazna začetek varjenja.
Če pri vključeni funkciji VRD napetost pri odprtem tokokrogu preseže 35 V, se na
prikazovalniku prikaže obvestilo o napaki (16), pri prikazanem obvestilu o napaki pa varjenja
ni mogoče začeti.
Ikona VRD
OPOMBA!
Funkcija VRD deluje samo na tistih varilnih transformatorjih, na katerih je
vgrajena.
0459 287 491
- 20 -
© ESAB AB 2016

5 VARJENJEMMA
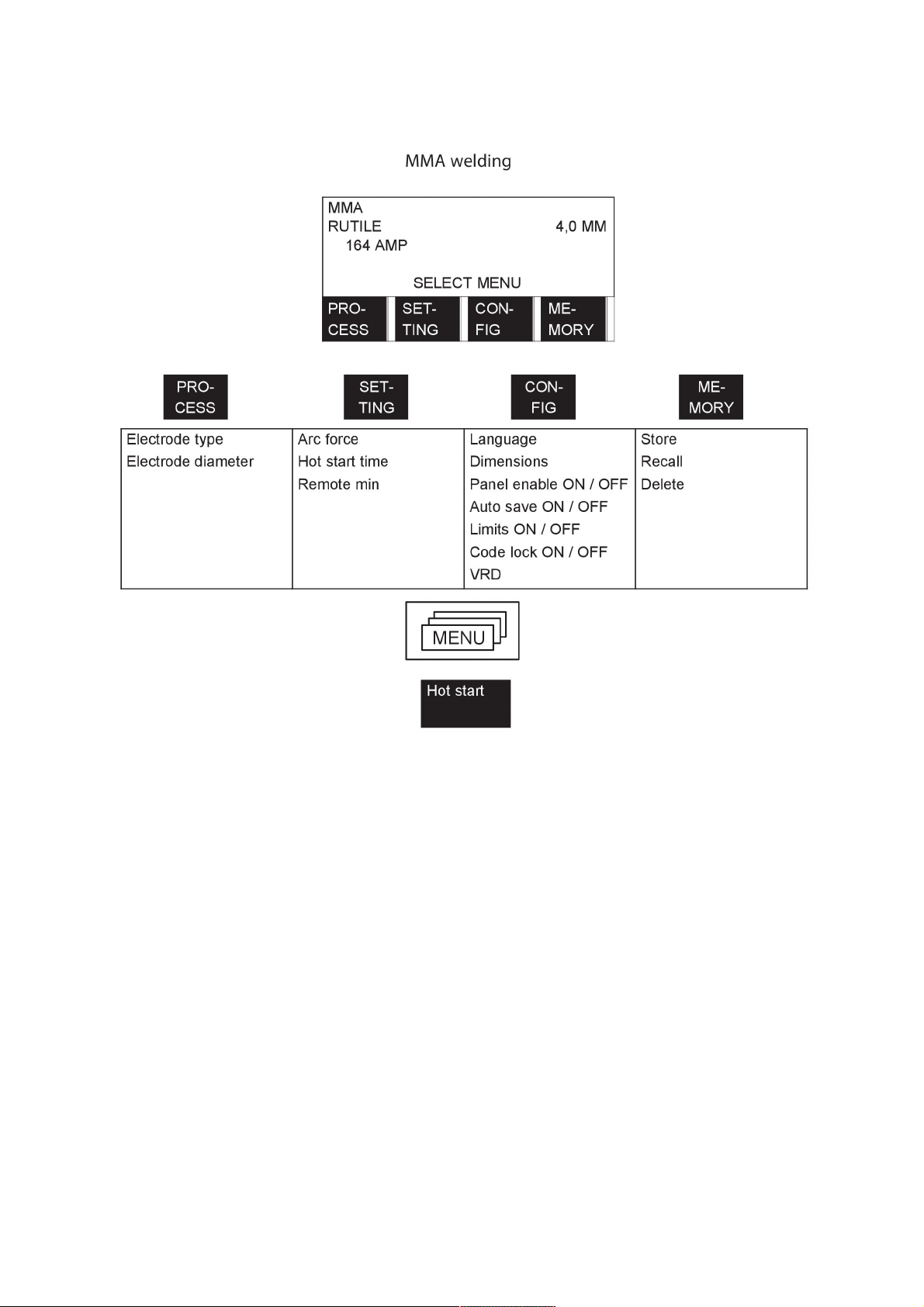
5 VARJENJEMMA
Varjenje MMA je varjenje z uporabo oplaščenih elektrod. Oblok tali elektrodo in plašč, slednji
pa pri tem ustvarja zaščitno žlindro.
5.1 Nastavitve
Nastavitve Območje nastavitev V korakih po Privzeta nastavitev
Vroči zagon
1)
Čas vročega zagona 1–30 1 10
Sila obloka 0–10 0,5 3
2)
Tok
Dimenzije Metrične ali palci – Metrične
Vključeno ali
– Izključen
izključeno
16–500A 1A 164 A
Omogočanje plošče IZKL (OFF) ali VKL
– Vključen
(ON)
Samodejno
shranjevanje
Meje IZKL (OFF) ali VKL
IZKL (OFF) ali VKL
(ON)
– Izključen
– Izključen
(ON)
Koda za zaklepanje IZKL (OFF) ali VKL
Izključen
(ON)
Najmanjši tok 0–99% 1% 0%
VRD – – –
1)
Teh funkcij ni mogoče spreminjati med varjenjem.
2)
Največji tok je odvisen od uporabljene vrste stroja.
Linija sinergije ob dobavi je primerna za rutilno elektrodo premera 4,0 mm.
Vroči zagon
Funkcija za vroči zagon zviša varilni tok za določen čas ob začetku procesa varjenja. S tem
zmanjšate nevarnost napak vezave na začetku zvara.
Nastavitve časa vročega zagona določite v meniju z nastavitvami.
Sila obloka
Sila obloka določa spreminjanje toka s spreminjanjem dolžine obloka. Nižja vrednost
omogoča mirnejši oblok z manj brizganja.
Silo obloka nastavite v meniju z nastavitvami.
Tok
Višji tok poskrbi za širše in globlje prodiranje v obdelovanec.
Nastavitev toka lahko spremenite ne glede na prikazan meni. Vrednost je prikazana v
glavnem ali izbirnem meniju.
Najmanjši tok (najmanj. daljinsko)
Uporablja se za nastavitev najmanjšega toka pri daljinskem upravljanju. Če je največji tok
100 A, najmanjši tok pa naj bo 50 A, nastavite najmanjši tok na 50%.
Če je največji tok 100 A, najmanjši tok pa naj bo 90 A, nastavite najmanjši tok na 90 %.
0459 287 491
- 21 -
© ESAB AB 2016

5 VARJENJEMMA
- Vklop najmanjšega toka se opravi v meniju z nastavitvami.
VRD (naprava za zniževanje napetosti)
FunkcijaVRD zagotovi, da napetost pri odprtem tokokrogu, kadar varjenje ne poteka, ne
preseže 35 V. Označuje jo ikona VRD, glejte sliko.
FunkcijaVRD se blokira, ko sistem zazna začetek varjenja.
Če pri vključeni funkciji VRD napetost pri odprtem tokokrogu preseže 35 V, se na
prikazovalniku prikaže obvestilo o napaki (16), pri prikazanem obvestilu o napaki pa varjenja
ni mogoče začeti.
Ikona VRD
OPOMBA!
Funkcija VRD deluje samo na tistih varilnih transformatorjih, na katerih je
vgrajena.
0459 287 491
- 22 -
© ESAB AB 2016

6 ŽLEBLJENJE PO POSTOPKU OBLOK-ZRAK
6 ŽLEBLJENJE PO POSTOPKU OBLOK-ZRAK
Žlebljenje po postopku oblok-zrak poteka s posebno elektrodo, ki jo sestavlja oglena palica z
bakrenim ovojem. Med ogleno palico in obdelovancem se ustvari oblok, raztopljeni material
pa se odpihuje s stisnjenim zrakom, kar ustvari brazdo.
6.1 Nastavitve
Nastavitve Območje nastavitve V korakih po Privzeta nastavitev
Premer elektrode 4,0–8,0 mm 1 mm. 4,0 mm
Napetost 8–60 V 0,25 V (prikazano z
enim decimalnim
mestom)
Premer elektrode
Večji premer žice poskrbi za širše in globlje prodiranje v obdelovanec.
Napetost
Višja napetost poskrbi za širše in globlje prodiranje v obdelovanec.
37,0 V
0459 287 491
- 23 -
© ESAB AB 2016
7 SPLOŠNE FUNKCIJE
7 SPLOŠNE FUNKCIJE
7.1 Enota za daljinsko upravljanje
Stroji z vgrajeno nadzorno ploščo morajo imeti programsko različico 1.21 ali višjo, da bo
lahko daljinsko upravljanje pravilno delovalo.
Obnašanje nadzorne plošče ob priključitvi enote za daljinsko upravljanje
• Prikazovalnik zamrzne v meniju, ki je bil prikazan ob priključitvi enote za daljinsko
upravljanje.
Vrednosti meritev in nastavitev se posodobijo, vendar se lahko prikažejo samo v tistih
menijih, kjer se lahko prikažejo vrednosti.
• Če je prikazan simbol kode napake, ga ne morete odstraniti, dokler ne odklopite enote za
daljinsko upravljanje.
• Če imate enoto za daljinsko upravljanje z 10 programi, lahko preklopite med
pomnilniškimi mesti 1, 2, 3, 4, 5, 6, 7, 8, 9 in 10. Če je mesto pomnilnika 2 prazno, se
ohranijo vrednosti mesta 1. Za podrobnejša navodila glejte poglavje »UPRAVLJANJE
POMNILNIKA«.
7.2 Nastavitve
Omogočanje plošče
Ko je enota za daljinsko upravljanje priključena, lahko nastavite tok ali napetost in hitrost
podajanja žice z nadzorno ploščo ali enoto za daljinsko upravljanje.
OPOMBA!
To funkcijo je treba aktivirati pred priključitvijo enote za daljinsko upravljanje.
- Vklop omogočanja plošče se opravi v konfiguracijskem meniju.
Samodejno shranjevanje
Če iz pomnilnika za varilne parametre prikličete nastavitev varilnih parametrov in spremenite
katero od nastavitev, se spremenjene nastavitve shranijo samodejno, ko iz pomnilnika
prikličete novo nastavitev varilnih parametrov.
- Vklop samodejnega shranjevanja se opravi v konfiguracijskem meniju.
Meje
Ta funkcija olajša zagotavljanje dobre kakovosti varjenja z nastavitvijo največjih in najmanjših
vrednosti za podajanje žice, tok ali napetost. Omejitve lahko shranite na prvih 5 mest
pomnilnika varilnih parametrov.
- Vklop omejitev se opravi v konfiguracijskem meniju.
Koda za zaklepanje
S to funkcijo lahko zaklenete meni z nastavitvami, da je mogoč samo dostop do glavnega in
merilnega menija; glejte poglavje »KODA ZA ZAKLEPANJE«.
- Vklop kode za zaklepanje se opravi v konfiguracijskem meniju.
0459 287 491
- 24 -
© ESAB AB 2016
8 UPRAVLJANJE POMNILNIKA
8 UPRAVLJANJE POMNILNIKA
Različne varilne parametre, ustvarjene v glavnem pomnilniku, lahko shranite v meniju za
pomnilnik. Shranite lahko do 10 različnih nastavitev varilnih parametrov.
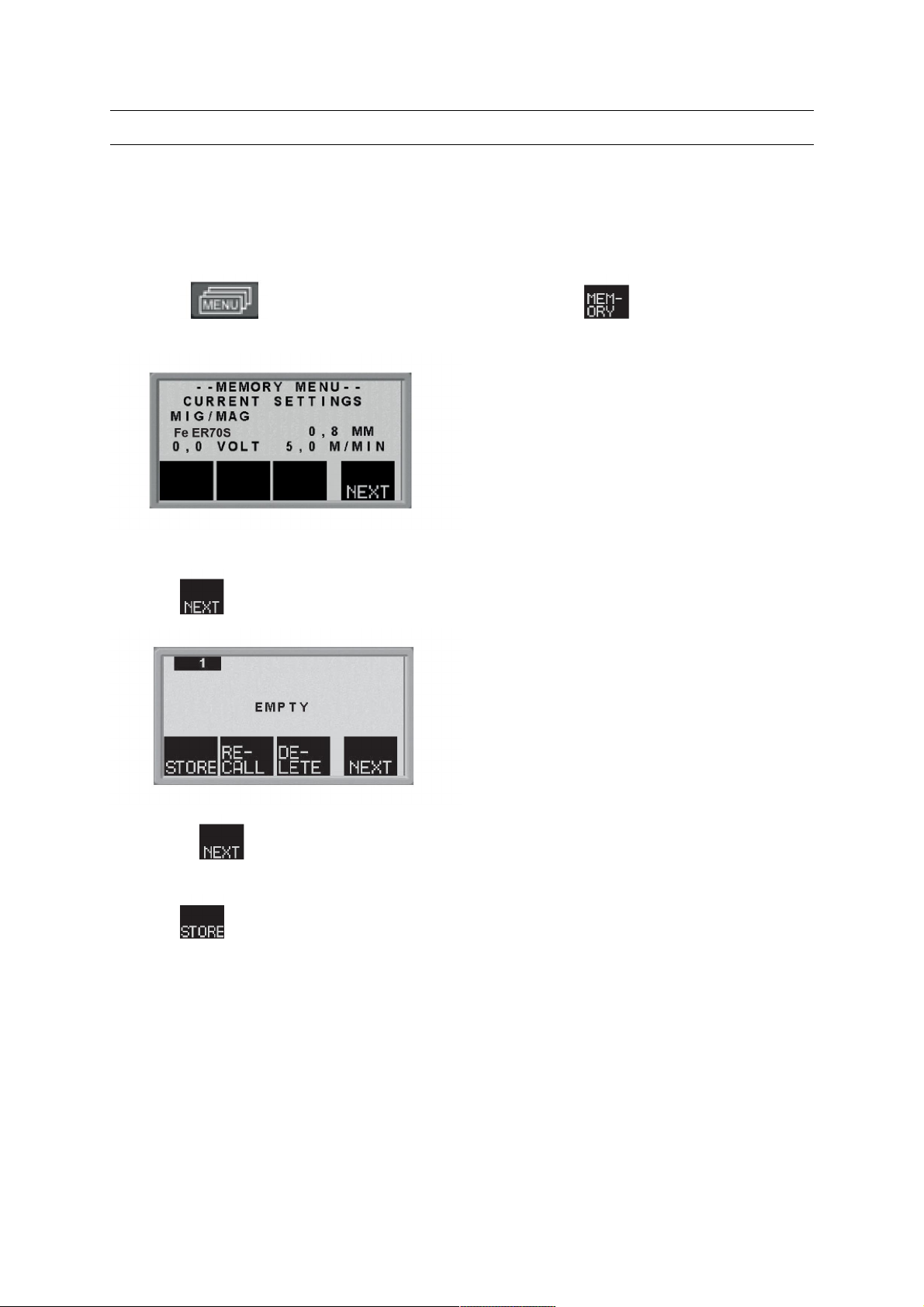
8.1 Shranjevanje varilnih parametrov
Nastavitev varilnih parametrov uredite v glavnem pomnilniku.
Pritisnite za dostop do izbirnega menija, potem pa , da pridobite dostop do
ustreznih nastavitev.
Preverite, ali so nastavitve varilnih parametrov pravilne.
Pritisnite za dostop do menija za pomnilnik.
Držite tipko , dokler ne pridete na mesto v pomnilniku, kjer želite shraniti nastavitve
varilnih podatkov, na primer mesto 2.
Pritisnite , da se nastavitev varilnih podatkov shrani v mesto pomnilnika 2. Druga mesta
pomnilnika so prazna.
0459 287 491
- 25 -
© ESAB AB 2016

8 UPRAVLJANJE POMNILNIKA
8.2 Priklic varilnih parametrov
OPOMBA!
Sporočilo o napaki (napaka 44) se lahko pojavi ob zbiranju varilnih podatkov, če
plošča U6 zazna neujemanje med načinom branja podatkov v pomnilniku in
trenutnimi podatki. To se lahko zgodi, če so varilni podatki zbrani ob priklopu na
varilni transformator z drugačno različico programske opreme od varilnega
transformatorja, s katerim so bili shranjeni varilni podatki.
Pritisnite za dostop do izbirnega menija, potem pa , da pridobite dostop do
ustreznih nastavitev.
Pritisnite za dostop do menija za pomnilnik.
Izberite mesto v pomnilniku, ki ga želite priklicati, npr. mesto 2. Pritisnite , dokler se ne
premaknete na mesto 2.
Pritisnite , da odprete mesto pomnilnika 2. Prikaže se naslednje vprašanje:
Pritisnite »DA (YES)«, če želite priklicati varilne parametre z mesta2 in spremeniti
nastavitve, ki so trenutno v glavnem pomnilniku. (Če si premislite, pritisnite »NE (NO)«.)
Ikona v glavnem meniju kaže mesto v pomnilniku, ki je priklicano.
0459 287 491
- 26 -
© ESAB AB 2016

8 UPRAVLJANJE POMNILNIKA
8.3 Brisanje varilnih parametrov
Pritisnite za dostop do izbirnega menija, potem pa , da pridobite dostop do
ustreznih nastavitev.
Pritisnite za dostop do menija za pomnilnik.
Izberite mesto v pomnilniku, ki ga želite izbrisati, npr. mesto 2. Pritisnite , dokler se ne
premaknete na mesto 2.
Pritisnite , da izbrišete mesto pomnilnika 2. Prikaže se naslednje vprašanje:
Pritisnite »DA (YES)«, če želite izbrisati varilne parametre na mestu pomnilnika2. (Če si
premislite, pritisnite »NE (NO)«.) Mesto pomnilnika 2 je zdaj prazno.
0459 287 491
- 27 -
© ESAB AB 2016

9 KODA ZA ZAKLEPANJE
9 KODA ZA ZAKLEPANJE
Pritisnite za vstop v meni kode zaklepanja.
Pritiskajte dokler se ne izbere prvo mesto kodePIN.
Pritisnite za shranitev prvega mesta kode. Postopek ponovite za preostala mesta.
Pritisnite če želite odkleniti nadzorno ploščo.
0459 287 491
- 28 -
© ESAB AB 2016

10 KODE NAPAK
10 KODE NAPAK
10.1 Splošno
Kode napak kažejo, da je v opremi prišlo do napake. Prikažejo se na prikazovalniku v obliki
simbola:
Kode napak se posodobijo vsake tri sekunde. Zgornja cifra v simbolu je
številka kode napake. Spodnja številka kaže mesto napake.
Zgornji simbol kaže, da je nadzorna plošča (0) izgubila stik z močnostno enoto.
Če sistem zazna več napak, je prikazana samo koda napake, ki je nastopila zadnja.
Če želite simbol izbrisati s prikazovalnika, pritisnite poljubno funkcijsko tipko.
Simboli so lahko prikazani stalno ali pa utripajo, odvisno od vrste napake.
Utripajoči simboli so označeni z »o« na seznamu kod napak.
10.2 Seznam kod napak
0 = nadzorna plošča 3 = enota za podajanje žice
1 = hladilna enota 4 = enota za daljinsko upravljanje
2 = varilni transformator
Koda
napak
e
1 Napaka pomnilnika, EPROM x x x x x
2 Napaka pomnilnika, RAM x x x x
3 Napaka pomnilnika, zunanji RAM x x
4 Napajalnik, 5V x x
5 Srednja enosmerna napetost je
6 Visoka temperatura x x
8 Napajalnik 1* x x x x x
9 Napajalnik 2* x x x
10 Napajalnik 3* x
11 Servopogon podajalnika žice x
12 Napaka v komunikaciji (opozorilo) x x x x x
Opis 0 1 2 3 4
x
zunaj območja
14 Napaka v komunikaciji (izpad vodila) x x
15 Sporočila izgubljena x x x x
16 Visoka napetost odprtega tokokroga x
17 Izgubljen stik s podajalno enoto za
žico
18 Izgubljen stik z močnostno enoto o
19 Napačne vrednosti nastavitev v
zunanjem pomnilniku RAM
0459 287 491
o
x
- 29 -
© ESAB AB 2016

10 KODE NAPAK
Koda
Opis 0 1 2 3 4
napak
e
20 Napaka dodelitve pomnilnika x
22 Preliv medpomnilnika oddajnika x x
23 Preliv medpomnilnika sprejemnika x x
26 Stražni mehanizem x x x
27 Zmanjkalo žice x x o
28 Preliv sklada x x x x
29 Ni pretoka hladilne vode o
30 Napaka, predolg čas regulacije x x
31 Ni odziva enote prikazovalnika x
32 Ni pretoka plina o
40 Nezdružljive enote x
43 Priklopljen varilni transformator nima
x
najnovejše različice
44 Napaka upravljanja pomnilnika x
Enota Napajalnik 1* Napajalnik 2* Napajalnik 3*
Hladilna enota +24V
Nadzorna plošča +3V
Močnostna enota +15V -15V +24V
Podajalnik žice
Podajalna enota za
+15V
+15V
+20 V
60V
žico L
Daljinsko upravljanje +12V +10V
10.3 Opisi kod napak
V nadaljevanju so opisane kode dogodkov, pri katerih lahko napake odpravi sam uporabnik.
Če je prikazana kakšna druga koda napake, pokličite serviserja.
Koda napake Opis
1 Napaka programskega pomnilnika, (EPROM)
V programskem pomnilniku je prišlo do napake.
Ta napaka ne onemogoči nobene funkcije.
Ukrep: Ponovno zaženite napravo. Če se napaka ponavlja, pokličite
serviserja.
2 Napaka pomnilnika RAM v mikroprocesorju
Mikroprocesor ne more brati in zapisovati v določeno mesto v notranjem
pomnilniku ter iz njega.
Ta napaka ne onemogoči nobene funkcije.
Ukrep:Ponovno zaženite napravo. Če se napaka ponavlja, pokličite
serviserja.
0459 287 491
- 30 -
© ESAB AB 2016

10 KODE NAPAK
Koda napake Opis
3 Napaka zunanjega pomnilnika RAM
Mikroprocesor ne more brati in zapisovati v določeno mesto v zunanjem
pomnilniku ter iz njega.
Ta napaka ne onemogoči nobene funkcije.
Ukrep: Ponovno zaženite napravo. Če se napaka ponavlja, pokličite
serviserja.
4 Napajalna napetost 5 V je prenizka
Napajalna napetost je prenizka.
Trenutni postopek varjenja se ustavi in ga ni mogoče začeti znova.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto. Če se napaka
ponavlja, pokličite serviserja.
5 Srednja enosmerna napetost je zunaj območja
Napetost je previsoka ali prenizka. Previsoka napetost se lahko pojavlja
zaradi zelo močnih prehodnih pojavov na omrežnem napajalniku ali zaradi
šibkega dovoda energije (visoka induktivnost dovoda ali izguba faze).
Močnostna enota se ustavi in je ni mogoče znova zagnati.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto. Če se napaka
ponavlja, pokličite serviserja.
6 Visoka temperatura
Sprožila se je zaščita pred pregrevanjem.
Postopek varjenja se ustavi in ga ni mogoče zagnati znova, dokler se zaščita
ne ponastavi.
Ukrep: Preverite, ali dovodne in odvodne odprtine za hladilni zrak niso
prekrite ali zamašene z umazanijo. Preverite uporabljeno razmerje vklopa in
se prepričajte, da oprema ni preobremenjena.
8 Napajalna napetost +24 V (hladilna enota)
Napetost je previsoka ali prenizka.
Ukrep: Pokličite serviserja.
8 Nizka napetost baterije +3 V (na nadzorni plošči)
Napetost baterije za ohranjanje vsebine pomnilnika je prenizka. Če baterije
ne zamenjate, boste izgubili vsebino pomnilnika varilnih parametrov v
nadzorni plošči.
Ta napaka ne onemogoči nobene funkcije.
Ukrep: Pokličite serviserja, da zamenja baterijo.
8 Napajalna napetost +15 V (podajalna enota za žico in močnostna enota)
Napetost je previsoka ali prenizka.
Ukrep: Pokličite serviserja.
8 Napajalna napetost +13 V (enota za daljinsko upravljanje)
Napetost je previsoka ali prenizka.
Ukrep: Pokličite serviserja.
9 Napajalna napetost -15 V (močnostna enota)
Napetost je previsoka ali prenizka.
Ukrep: Pokličite serviserja.
0459 287 491
- 31 -
© ESAB AB 2016

10 KODE NAPAK
Koda napake Opis
9 Napajalni napetosti +20 V, + 60 V (podajalna enota za žico)
Napetost je previsoka ali prenizka.
Ukrep: Pokličite serviserja.
9 Napajalna napetost +10 V (enota za daljinsko upravljanje)
Napetost je previsoka ali prenizka.
Ukrep: Pokličite serviserja.
10 Napajalnik, +24V
Napetost je previsoka ali prenizka.
Ukrep: Pokličite serviserja.
11 Hitrost podajanja žice
Hitrost podajanja žice ni enaka nastavljeni.
Če pride to te napake, se podajanje žice ustavi.
Ukrep: Pokličite serviserja.
12 Napaka v komunikaciji (opozorilo)
Obremenitev sistemskega vodila CAN je začasno prevelika.
Močnostna enota ali podajalna enota za žico je lahko izgubila stik z
nadzorno ploščo.
Ukrep: Preverite opremo in se prepričajte, da je priključena samo ena
podajalna enota za žico ali samo ena enota za daljinsko upravljanje. Če se
napaka ponavlja, pokličite serviserja.
14 Napaka v komunikaciji
Sistemsko vodilo CAN je začasno prenehalo delovati zaradi prekomerne
obremenitve.
Trenutni postopek varjenja se ustavi.
Ukrep: Preverite opremo in se prepričajte, da je priključena samo ena
podajalna enota za žico ali samo ena enota za daljinsko upravljanje. Izklopite
glavno napajanje, da ponastavite enoto. Če se napaka ponavlja, pokličite
serviserja.
15 Sporočila izgubljena
Mikrokrmilnik ne uspe dovolj hitro obdelati dohodnih sporočil, zato so bile
informacije izgubljene.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto. Če se napaka
ponavlja, pokličite serviserja.
16 Visoka napetost odprtega tokokroga
Napetost pri odprtem tokokrogu je bila previsoka.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto. Če se napaka
ponavlja, pokličite serviserja.
17 Izgubljen stik
Nadzorna plošča je izgubila stik s podajalno enoto za žico.
Trenutni postopek varjenja se ustavi.
Ukrep: Preverite kable. Če se napaka ponavlja, pokličite serviserja.
0459 287 491
- 32 -
© ESAB AB 2016

10 KODE NAPAK
Koda napake Opis
18 Izgubljen stik
Nadzorna plošča je izgubila stik z močnostno enoto.
Trenutni postopek varjenja se ustavi.
Ukrep: Preverite kable. Če se napaka ponavlja, pokličite serviserja.
19 Napačne vrednosti nastavitev v zunanjem pomnilniku RAM
Ta napaka se zazna, če se poškodujejo podatki v pomnilniku z rezervnim
baterijskim napajanjem.
Ukrep: Napaka se popravi sama, vendar boste izgubili podatke na
trenutnem mestu v pomnilniku.
20 Napaka dodelitve pomnilnika
Mikrokrmilnik ne more rezervirati zadostnega prostora v pomnilniku.
Ta napaka sproži kodo napake 26.
Ukrep: Pokličite serviserja.
22 Preliv medpomnilnika oddajnika
Nadzorna plošča informacij ne more poslati drugim enotam z ustrezno
hitrostjo.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto.
23 Preliv medpomnilnika sprejemnika
Nadzorna plošča ne more dovolj hitro obdelati informacij, ki jih je prejela od
drugih enot.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto.
26 Stražni mehanizem
Procesorju je nekaj preprečilo izvajanje običajnih programiranih nalog.
Program se bo samodejno znova zagnal. Trenutni postopek varjenja bo
prekinjen. Ta napaka ne onemogoči nobene funkcije.
Ukrep: Če se napaka ponavlja, pokličite serviserja.
27 Zmanjkalo je žice (podajalna enota za žico)
Podajalna enota za žico ne podaja več žice. Trenutni postopek varjenja se
ustavi in ga ni mogoče začeti znova.
Koda napake iz zunanjega vira.
Ukrep: Vstavite novo žico.
Ročno preverite povezane enote.
28 Preliv sklada
Program se ne izvaja pravilno.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto. Če se napaka
ponavlja, pokličite serviserja.
29 Ni pretoka hladilne vode
Sprožilo se je nadzorno stikalo pretoka.
Trenutni postopek varjenja se ustavi in ga ni mogoče začeti znova.
Ukrep: Preverite tokokrog hladilne vode in črpalko.
30 Napaka, predolg čas regulacije
Predolg čas regulacije (samo pri MIG/MAG).
0459 287 491
- 33 -
© ESAB AB 2016

10 KODE NAPAK
Koda napake Opis
31 Ni odziva enote prikazovalnika
Mikroprocesor ni v stiku s kartico prikazovalnika.
Ukrep: Pokličite serviserja.
32 Ni pretoka plina
Pretok plina je manjši od 6 l/min. Varjenja ni mogoče zagnati.
Ukrep: Preverite plinski ventil, gibke cevi in spojke.
40 Nezdružljive enote
Priključena je neustrezna podajalna enota za žico. Ni mogoče začeti
varjenja.
Ukrep: Priključite ustrezno podajalno enoto za žico.
43 Priklopljen varilni transformator nima najnovejše različice
Plošča U6 je povezana z varilnim transformatorjem, ki ne podpira regulatorja
tipa 17.
Ukrep: Posodobite programsko opremo varilnega transformatorja
44 Napaka upravljanja pomnilnika
Plošča U6 je zaznala neujemanje med načinom branja podatkov iz
pomnilnika in trenutnih podatkov. Za varjenje MIG/MAG v režimu sinergije.
Ukrep: Uredite nastavitve in shranite nove vrednosti. Stare vrednosti so
odvečne.
0459 287 491
- 34 -
© ESAB AB 2016

11 NAROČANJE REZERVNIH DELOV
11 NAROČANJE REZERVNIH DELOV
PREVIDNO!
Vsak kupčev poskus odpraviti napake s posegi v izdelek v garancijski dobi izniči
vse dobaviteljeve garancijske obveznosti.
Nadomestne dele lahko naročite pri najbližjem predstavniku proizvajalca ESAB – glejte
zadnjo stran tega zvezka. Pri naročanju navedite tip in serijsko številko izdelka ter oznako in
številko nadomestnega dela po seznamu nadomestnih delov. S tem poenostavite dobavo in
si zagotovite, da bo pravilna.
0459 287 491
- 35 -
© ESAB AB 2016

SHEMA
SHEMA
0459 287 491
- 36 -
© ESAB AB 2016

DIMENZIJE ZA ŽICO IN PLIN
DIMENZIJE ZA ŽICO IN PLIN
MIG/MAG synergy welding
Wire type Shielding gas Wire diameter
Low-alloy or non-alloy solid wire (Fe ER70S) CO
2
Ar + 8% CO
Ar + 18% CO
Stainless solid wire (Ss ER316LSi) Ar + 2% CO
Ar + 2% O
Stainless solid wire (SsER307Si) Ar+2%O
Ar+2%CO
2
2
2
2
2
2
0.8 1.0 1.2
0.8 1.0 1.2
0.8 1.0 1.2
0.8 1.0 1.2
0.8 1.0 1.2
1,01,2
0,81,01,2
Magnesium-alloyed aluminium wire (AlMgER5356) Ar 1.0 1.2 1.6
Silicon-alloyed aluminium wire (AlSi ER4043) Ar 1.0 1.2 1.6
Metal powder-filled cored wire (FeE70MCW) Ar + 18% CO
Rutile flux-filled cored wire (FeE70RFCW) Ar + 18% CO
Basic flux-filled cored wire (FeE70BFCW) Ar + 18% CO
Silicon bronze (ERCuSi-A) Ar
Ar + 1% CO
2
2
2
2
1.2 1.4 1.6
1.2 1.4 1.6
1.2 1.4 1.6
1.0 1.2
1.0 1.2
Pulsed MIG/MAG synergy welding
Wire type Shielding gas Wire diameter
Low-alloy or non-alloy solid wire (Fe ER70S) Ar + 8% CO
Ar + 18% CO
Stainless solid wire (Ss ER316LSi) Ar + 2% CO
Ar + 2% O
Stainless solid wire (SsER308LSi) Ar + 2% CO
Stainless solid wire (SsER309LSi) Ar + 2% CO
Stainless solid wire (SsER307Si) Ar+2%O
Ar+2%CO
Stainless solid wire (Ss309MoL) Ar + 2% CO
2
2
2
2
2
2
2
2
2
0.8 1.0 1.2
0.8 1.0 1.2
0.8 1.0 1.2
0.8 1.0L 1.0H 1.2
0.9 1.0 1.2
0.9 1.0 1.2
1,01,2
1,01,2
1.0 1.2
Stainless duplex wire (DuplexER2209) Ar +30%He +1%O21.0 1.2
Magnesium-alloyed aluminium wire
Ar 1.0 1.2 1.6
(AlMgER5356)
Magnesium-alloyed al wire (AlMg ER5356) Ar + 30% He 1.2
Magnesium-alloyed al wire (AlMgER5183) Ar 1.6
Silicon-alloyed aluminium wire (AlSi ER4043) Ar 1.0 1.2 1.6
Silicon-alloyed al wire (AlSi ER4043) Ar + 30% He 0.9 1.0 1.2
Silicon-alloyed al wire (AlSiER4047) Ar 1.2 1.6
0459 287 491
- 37 -
© ESAB AB 2016

DIMENZIJE ZA ŽICO IN PLIN
Wire type Shielding gas Wire diameter
Silicon bronze (ERCuSi-A) Ar
Ar + 1% CO
2
1.0 1.2
1.0 1.2
Aluminium solid wire (Al99,5ER1100) Ar 1.2
Copper and aluminium wire (ERCuAl-A1) Ar 1.0 1.2
Metal powder-filled cored wire (FeE70MCW) Ar + 18% CO
2
1.2 1.4 1.6
MMA welding
Electrode type Electrode diameter
Basic 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6 6.0 7.0
Rutile 1.6 2.0 2.5 3.2 4.0 4.5 5.0 5.6 6.0 7.0
Cellulose 2.0 2.5 3.2 4.0 4.5 5.0 5.6 6.0
Air arc gouging
Electrode type: 4.0 5.0 6.0 8.0
The text on the display panel is available in the following languages: Swedish, Danish,
Norwegian, Finnish, English, German, Dutch, French, Spanish (Castilian), Italian,
Portuguese, Polish, Czech, Hungarian, Turkish and US English.
0459 287 491
- 38 -
© ESAB AB 2016

STRUKTURA MENIJEV
STRUKTURA MENIJEV
0459 287 491
- 39 -
© ESAB AB 2016

STRUKTURA MENIJEV
0459 287 491
- 40 -
© ESAB AB 2016

STRUKTURA MENIJEV
0459 287 491
- 41 -
© ESAB AB 2016

STRUKTURA MENIJEV
0459 287 491
- 42 -
© ESAB AB 2016

STRUKTURA MENIJEV
0459 287 491
- 43 -
© ESAB AB 2016
STRUKTURA MENIJEV
0459 287 491
- 44 -
© ESAB AB 2016

STRUKTURA MENIJEV
0459 287 491
- 45 -
© ESAB AB 2016

ŠTEVILKE ZA NAROČANJE
ŠTEVILKE ZA NAROČANJE
Ordering no. Denomination
0458 535 890
0458 818 990
Aristo™ U6
Spare parts list M2, MA4, MA6, U6
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
0459 287 491
- 46 -
© ESAB AB 2016

ŠTEVILKE ZA NAROČANJE
0459 287 491
- 47 -
© ESAB AB 2016

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...