


Aristo®
U6
Manuel d'instructions
0459 287 601 FR 20200522
Valid for: from program version 2.16U

TABLE DES MATIÈRES
1
INTRODUCTION
1.1 Avant de commencer
1.2 Procédure – panneau de commande
1.3 Panneau de commande
1.4 Symboles s’affichant à l’écran
1.5 Mise à jour du logiciel
2
MENUS
2.1 Menu principal et menu Mesures
2.2 Menu Sélection
3
SOUDAGE MIG/MAG
3.1 Paramètres
3.2 Explications des fonctions
4
SOUDAGE TIG
4.1 Aperçu
4.2 Paramètres
4.3 Explications des fonctions
........................................................................................................
..........................................................................................
.............................................................................
.........................................................................
............................................................................
.......................................................................................
..................................................................................
..............................................................................................
............................................................................................
.....................................................................................................
..............................................................................................
....................................................
..............................................................
..........................................................
....................................................................
....................................................................
4
4
5
5
6
6
8
8
8
10
10
12
18
18
18
19
5
SOUDAGE MMA
5.1 Paramètres
6
GOUGEAGE ARC-AIR
6.1 Paramètres
7
FONCTIONS GÉNÉRALES
7.1 Commande à distance
7.2 Langue
7.3 Unités de mesure
7.4 Activation panneau
7.5 Enregistrement automatique
7.6 Limites
7.7 Fonction de verrouillage par code
7.7.1 Configurer un code de verrouillage ...................................................... 27
7.7.2 Activer la fonction de verrouillage par code ......................................... 27
7.7.3 Accéder à un menu verrouillé............................................................... 27
7.8 VRD (Voltage Reduction Device, dispositif de réduction de la
tension)
..........................................................................................
..............................................................................................
................................................................................
..............................................................................................
.........................................................................
...........................................................................
.....................................................................................................
...................................................................................
................................................................................
.................................................................
.....................................................................................................
........................................................
....................................................................................................
24
24
25
25
26
26
26
26
26
26
27
27
27
8
GESTION DE LA MÉMOIRE
8.1 Enregistrement des paramètres de soudage
8.2 Rappel des paramètres de soudage
8.3 Effacement des paramètres de soudage
9
CODES D'ERREUR
9.1 Généralités
9.2 Liste des codes d’erreur
0459 287 601 © ESAB AB 2020
.....................................................................................
..............................................................................................
.......................................................................
......................................
.....................................................
.............................................
........................................................................
29
29
29
30
32
32
32

TABLE DES MATIÈRES
9.3 Description des codes d’erreur
10
COMMANDE DE PIÈCES DE RECHANGE
DIAGRAMME
UNITÉS DE MESURE FIL ET GAZ
Lignes synergiques
Synergic lines – North American version
STRUCTURE DES MENUS
NUMÉROS DE COMMANDE
.......................................................................................................
.....................................................................
...................................................................................................
.................................................................................
..............................................................................
............................................................
................................................
...............................................................
32
38
39
40
40
41
44
58
Sous réserve de modifications techniques sans avertissement préalable.
0459 287 601 © ESAB AB 2020
1 INTRODUCTION
1 INTRODUCTION
Ce manuel contient le mode d’emploi du panneau de commande U6.
Pour les consignes de sécurité et les instructions générales d'utilisation, voir le mode
d'emploi du bloc d'alimentation et du dévidoir.
Les manuels d'instructions peuvent être téléchargés dans d'autres langues à l'adresse
suivante: manuals.esab.com
1.1 Avant de commencer
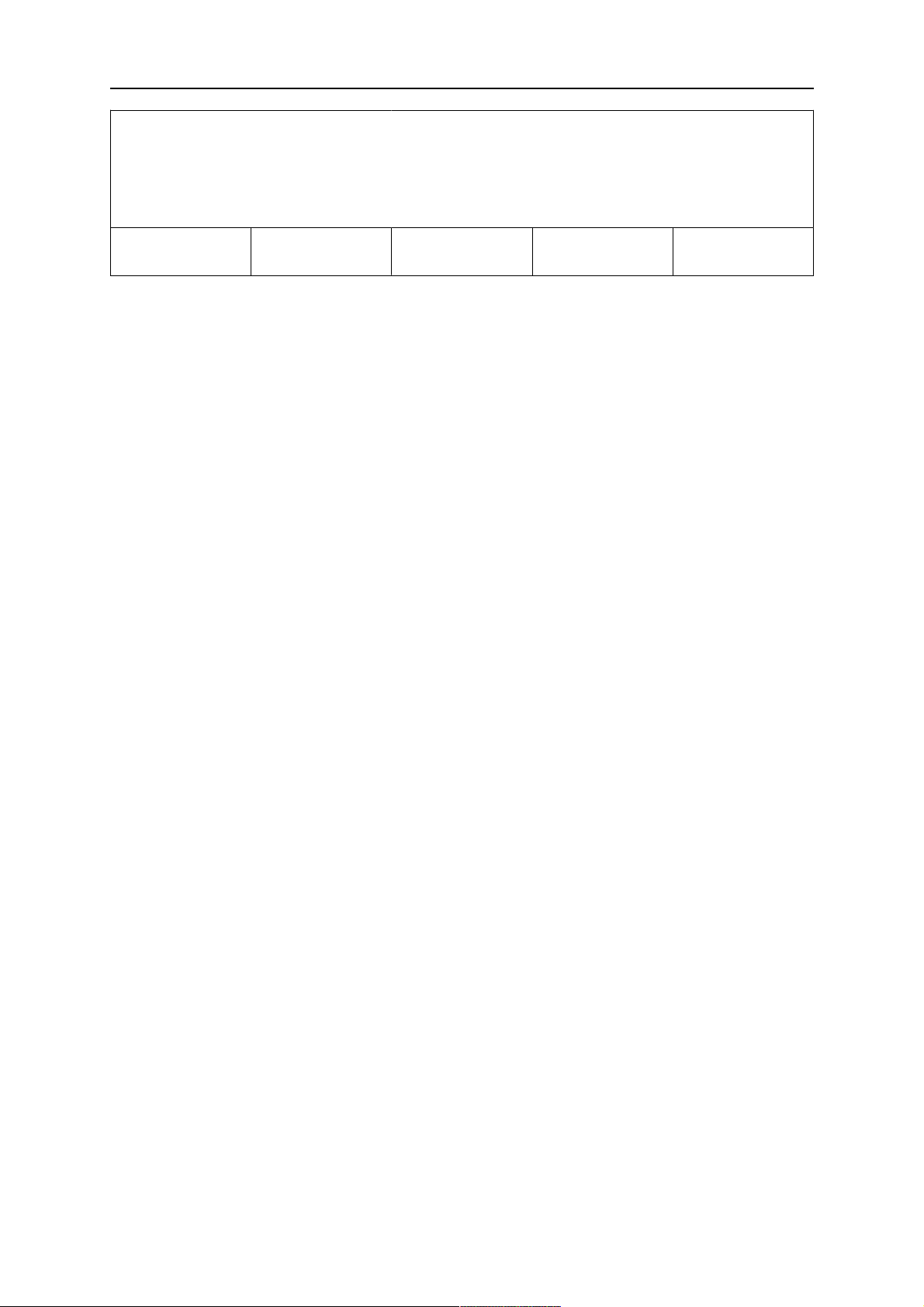
Au premier allumage du générateur, le menu suivant apparaît à l’écran.
4 - STROK REMPL. CRATÈRE DÉPART CHAUD SUIVANT
À la livraison, le panneau de commande et l’écran s’affichent en anglais. Le panneau de
commande donne un choix de 14 langues. Pour sélectionner la langue de votre choix,
procéder comme suit:
Appuyer sur MENU pour accéder au premier MENU SÉLECTION.
MIG / MAG
ER70S
CO2
0,8 MM
19,2 VOLT
MENU SÉLECTION
PROCEDE SETTING CONFIG MEMOIRE
Appuyer sur CONFIG pour accéder au MENU CONFIGURATION.
0459 287 601
- 4 -
5.0 M/MIN
© ESAB AB 2020

1 INTRODUCTION
- MENU CONFIGURATION 1 / 1 -
LANGUE
DIMENSIONS
ACTIVATION PANNEAU
PROGRAMM. GÂCHETTE
ENGLISH
MÉTRIQUE
ACTIVÉ
OFF
↓ MENU PRINCIPAL SUIVANT
Appuyer sur SUIVANT (c.-à-d. la touche située à droite sous l'écran) jusqu'à ce que la
langue souhaitée s'affiche à l'écran.
1.2 Procédure – panneau de commande
Le panneau de commande se compose de deux unités: la mémoire principale et la mémoire
relative aux paramètres de soudage.
1. ENREGTR (Store) 3. Paramètres de soudage
2. Rappeler (Recall) 4. Mémoire primaire
Un jeu complet de paramètres de soudage est créé dans la mémoire primaire. Il peut être
enregistré dans la mémoire des paramètres de soudage.
En cours de soudage, le processus est toujours commandé par la mémoire primaire. Pour
cette raison, il est possible de transférer les paramètres de la mémoire des données de
soudage vers la mémoire primaire.
Remarque: la mémoire primaire contient toujours les paramètres de soudage les plus
récents. Il peut s’agir soit de données rappelées de la mémoire des paramètres de soudage
ou de paramètres modifiés individuellement. En d’autres termes la mémoire primaire n’est
jamais vide ni remise à zéro
1.3 Panneau de commande
1. Écran
2. Bouton de réglage de la tension
3. Bouton de réglage de la vitesse du
dévidoir et de l'intensité
4. Touches de fonction, voir plus
d'explications ci-dessous
5. Touche MENU
Remarque! Les fonctionnalités de tous les
panneaux de commande U6 sont les mêmes
quelle que soit la variante du produit, même
si l'apparence n'est pas exactement identique
à celle illustrée à gauche.
0459 287 601
- 5 -
© ESAB AB 2020

1 INTRODUCTION
Touches de fonction
Les fonctions de ces touches (c.-à-d. le rôle de chacune) dépendent du sous-menu qui
apparaît à l'écran. La fonction spécifique de chaque touche s’affiche au-dessus de chaque
touche dans la ligne de texte située au bas de l’écran. (Lorsqu'une touche est activée, un
point blanc apparaît à côté du texte.)
Lorsqu'il est demandé dans ce manuel d'appuyer sur une touche de ce type , cela
signifie qu'il faut appuyer sur la touche de fonction située sous le texte affiché
correspondant.
Touche MENU
Cette touche permet d'accéder à l'option MENU SÉLECTION (voir l'élément <>) à partir du
menu principal. À partir d’un autre menu, cette touche permet de revenir au menu
précédent.
1.4 Symboles s’affichant à l’écran
Retour au MENU PRINCIPAL
Déplacer le curseur vers le bas pour sélectionner un nouveau
paramètre.
Modifier la fonction de la ligne sélectionnée.
Augmenter la valeur.
Diminuer la valeur.
1.5 Mise à jour du logiciel
Si cet avertissement s'affiche, cela signifie que la source d'alimentation ne prend pas en
charge cette fonction.
Contacter un agent agréé ESAB afin d'obtenir un logiciel mis à jour.
0459 287 601
- 6 -
© ESAB AB 2020
1 INTRODUCTION
FONCTION
LIMITÉE!
VEUILLEZ METTRE À JOUR
LE LOGICIEL!
↓ MENU
PRINCIPAL
SUIVANT
0459 287 601
- 7 -
© ESAB AB 2020
2 MENUS
2 MENUS
Le panneau de commande permet d'accéder aux menus suivants: MENU PRINCIPAL,
MENU MESURE, MENU SÉLECTION, MENU PROCÉDÉ, MENU RÉGLAGES, MENU
CONFIGURATION et MENU MÉMOIRE. Au démarrage, des informations apparaissent à
l’écran pour indiquer le type de panneau de commande et la version de logiciel utilisés.
2.1 Menu principal et menu Mesures
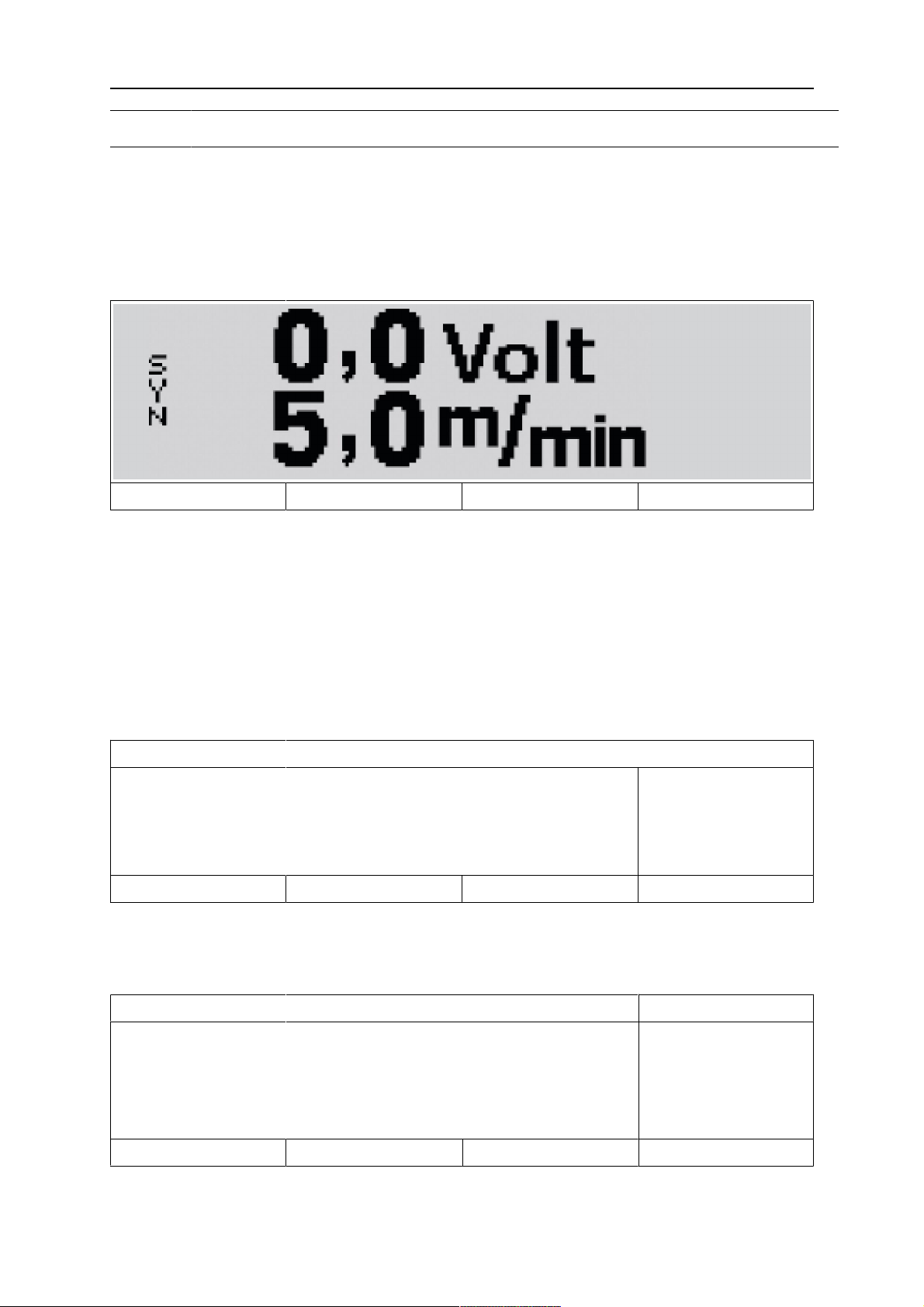
4 - STROK REMPL. CRATÈRE DÉPART CHAUD SUIVANT
Le MENU PRINCIPAL apparaît toujours au démarrage. Il affiche les paramètres
sélectionnés. Si le soudage est entamé lorsque le MENU PRINCIPAL est à l'écran,
l'affichage change automatiquement pour indiquer les valeurs mesurées (menu Mesures).
Les valeurs mesurées restent affichées même après l’arrêt du soudage.
On peut accéder à d’autres menus sans perdre les valeurs mesurées.
Les valeurs paramétrées ne viennent s’afficher à la place des valeurs mesurées que
lorsqu’on tourne le bouton ou que l’on change de méthode de soudage.
2.2 Menu Sélection
MIG / MAG
Fe ER70S
CO2
19,2 VOLT
MENU SÉLECTION
PROCEDE SETTING CONFIG MEMOIRE
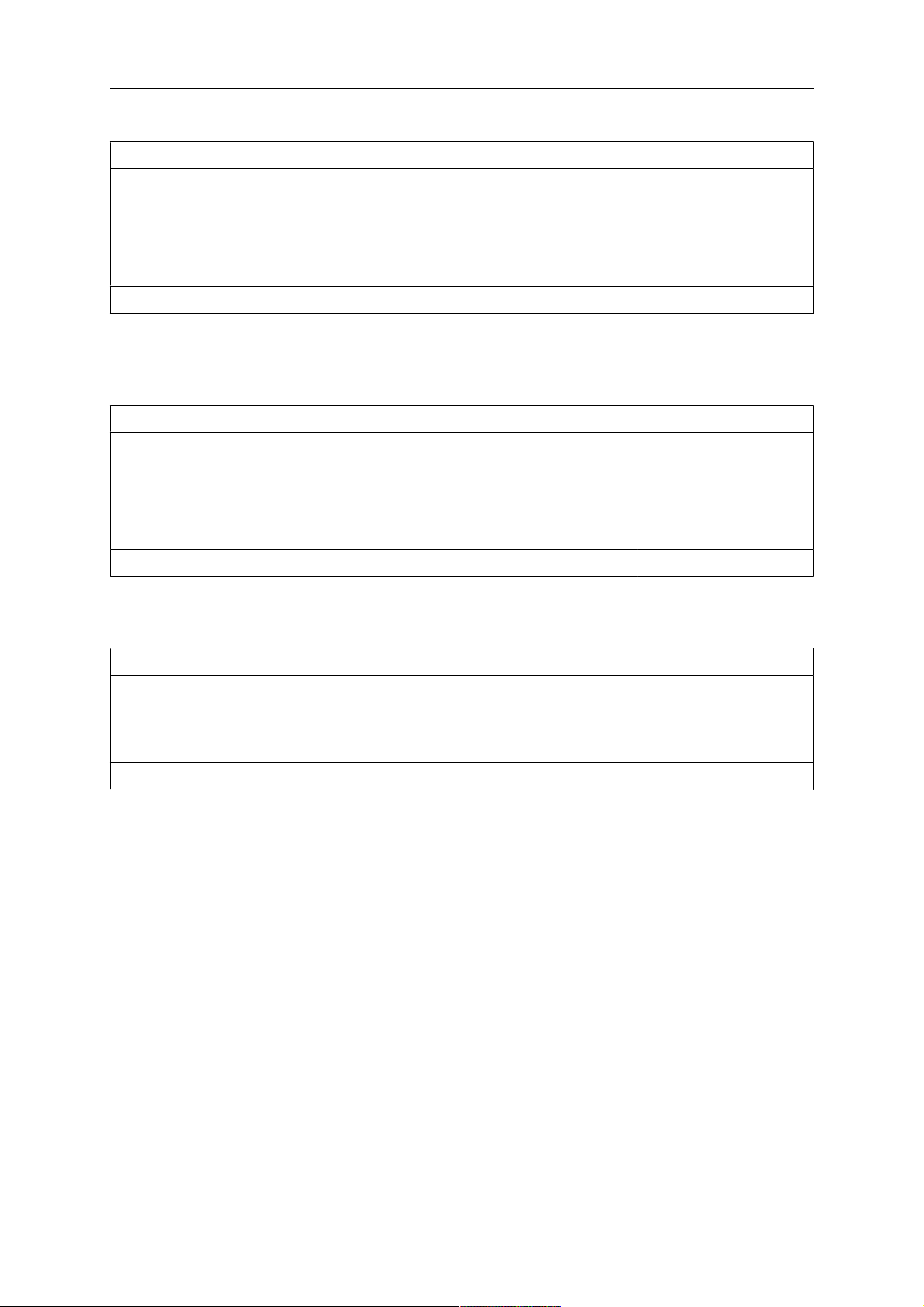
Le MENU SÉLECTION permet d'accéder au niveau de menu suivant: MENU PROCÉDÉ,
MENU RÉGLAGES, MENU CONFIGURATION ou MENU MÉMOIRE.
Menu Procéder
0,8 MM
5.0 M/MIN
- - MENU PROCÉDÉ 1 / 2 - PROCEDE
SYNERGIQUE
FIL
GAS
↓ MENU PRINCIPAL SUIVANT
Le MENU PROCÉDÉ permet de modifier le processus de soudage, le type de matériau, etc.
0459 287 601
- 8 -
MIG / MAG
ARC ON
Fe ER70S
C0 2
© ESAB AB 2020
2 MENUS
Menu Réglages
- - MENU RÉGLAGES 1 / 2 - -
INDUCTANCE
SIGNAL DE
TEMPS DÉPART CHAUD
TEMPS REMPL. CRATÈRE
80%
0.1 s
1.5 s
1.0 s
↓ MENU PRINCIPAL — +
Le MENU RÉGLAGES permet de régler les paramètres de soudage tels que le pré-flux de
gaz, le temps de départ à chaud, le temps de remplissage de cratère, etc.
Menu Configurer
- MENU CONFIGURATION 1 / 1 -
LANGUE
DIMENSIONS
ACTIVATION PANNEAU
PROGRAMM. GÂCHETTE
ENGLISH
MÉTRIQUE
ACTIVÉ
OFF
↓ MENU PRINCIPAL SUIVANT
Le MENU CONFIGURATION permet de modifier la langue, les unités de mesure, etc.
Menu Mémoire
1
VIDE
ENREGTR RAPPELER SUPPRIMER SUIVANT
Le MENU MÉMOIRE permet d'accéder à la mémoire pour enregistrer, rappeler et/ou effacer
des paramètres de soudage. Dix configurations de soudage peuvent être mémorisées.
0459 287 601
- 9 -
© ESAB AB 2020

3 SOUDAGE MIG/MAG
3 SOUDAGE MIG/MAG
Dans le soudage MIG/MAG, l’arc fait fondre un métal d’apport (l’électrode) qui alimente en
continu le bain de fusion. La zone de fusion est protégée par un gaz inerte.
Le courant pulsé influence le transfert des gouttelettes d'électrode fondue et permet un
soudage stable sans étincelles, même en cas de soudage à valeurs basses.
3.1 Paramètres
Soudage MIG/MAG non pulsé
Paramètres Plage de réglages Par tranches de Réglage par défaut
2/4temps
1)
2temps ou 4temps - 2temps
Remplissage de
ON / OFF - OFF
cratère
Temps de
0 - 5 s 0,1s 1,0s
remplissage de
cratère
Départ chaud ON / OFF - OFF
T. départ chaud 0,0 - 10,0 s 0,1s 1,5s
Démarrage progressif ON / OFF - ACTIVÉ
Purge de gaz
1)
- - -
Vitesse fil à froid - - QSet ON / OFF - OFF
Synergie ON / OFF -
Affichage de
ON / OFF - OFF
ON
2)
l'estimation de
l'intensité
Inductance 0 - 100 1 -
Pré-flux de gaz 0,1 - 25 s 0,1s 0,1s
Temps de remontée
de l'arc (Burn-back)
0 - 0,35 s 0,01s 0,08s
3)
SCT SYN / OFF / ON - SYN
Démarrer le
8,0 - 60,0 0,25 -
paramètreR (Start
parameter R)
Post-flux de gaz 0 - 20 s 1s 1s
Soudage par points OFF / ON - OFF
Temps soudage par
0,1 - 25 s 0,1s 0,1s
points
Tension 8 - 60 0,25 (affichage d’une
Déviation synergie ±0
seule décimale)
vitesse de dévidage 0,8-25,0 m/min
0,1 m/min (1po/min) 5 m/min (31po/min)
(31-980po/min)
0459 287 601
- 10 -
© ESAB AB 2020
3 SOUDAGE MIG/MAG
Paramètres Plage de réglages Par tranches de Réglage par défaut
Programmation de la
SYN / OFF / ON - OFF
gâchette
Dévidoir AVC OFF / ON - OFF
1)
Il est impossible de modifier ces fonctions en cours de soudage.
2)
Ligne de synergie à la livraison: fil plein (ER70S), gaz inerte CO2avec fil 0,8mm.
3)
Le temps de remontée de l'arc est disponible uniquement lorsque la SCT est désactivée.
C'est le cas si la SCT est paramétrée sur ARRÊT ou sur SYN et que la SCT de la ligne
synergique sélectionnée est désactivée.
Soudage MIG/MAG pulsé
Paramètres Plage de réglages Par tranches de Réglage par défaut
2/4temps
1)
Remplissage de
2temps ou 4temps - 2temps
OFF / ON - OFF
cratère
Temps de
0 - 5 s 0,1s 1,0s
remplissage de
cratère
Départ chaud OFF / ON - OFF
T. départ chaud 0,0 - 10,0 s 0,1s 1,5s
Démarrage progressif OFF / ON - ACTIVÉ
Purge de gaz
1)
- - -
Vitesse fil à froid - - Affichage de
OFF / ON - OFF
l'estimation de
l'intensité
Pré-flux de gaz 0,1 - 25 s 0,1s 0,1s
Temps de remontée
0 - 0,35 s 0,01s 0,08s
de l'arc (Burn-back
time)
2)
SCT
3)
SYN / OFF / ON - SYN
Post-flux de gaz 0 - 20 s 1s 1s
Soudage par points OFF / ON - OFF
Temps soudage par
0,1 - 25 s 0,1s 0,1s
points
Tension 8 - 60 0,25 (affichage d’une
Déviation synergie ±0
seule décimale)
vitesse de dévidage 0,8-25,0 m/min
(31-980po/min)
Programmation de la
ON / ARC / OFF / ON - OFF
gâchette
0459 287 601
0,1 m/min (1po/min) 5 m/min (31po/min)
- 11 -
© ESAB AB 2020

3 SOUDAGE MIG/MAG
Paramètres Plage de réglages Par tranches de Réglage par défaut
Dévidoir AVC OFF / ON - OFF
Impulsion de
pincement/finale
1)
Il est impossible de modifier ces fonctions en cours de soudage.
2)
Uniquement réglable si la SCT est désactivée.
3)
Le temps de remontée de l'arc est disponible uniquement lorsque la SCT est désactivée.
0 - 100 % 1 %
2)
C'est le cas si la SCT est paramétrée sur ARRÊT ou sur SYN et que la SCT de la ligne
synergique sélectionnée est désactivée.
3.2 Explications des fonctions
2temps
Fonctionnement en 2temps de la gâchette de la torche de soudage
A = pré-flux de
gaz
B = départ
chaud
C = soudage D = remplissage
de cratère
E = post-débit de
gaz
En mode 2 temps, une pression sur la gâchette libère le pré-flux de gaz (si cette fonction est
utilisée) (1) et amorce l’arc. La libération de la gâchette (2) amorce le remplissage du cratère
(si sélectionné), éteint l’arc et libère le post-flux de gaz (si sélectionné).
ASTUCE : Si la gâchette de la torche de soudage est ré-enfoncée pendant le remplissage
du cratère, le soudage peut être poursuivi aussi longtemps qu’on le souhaite (ligne pointillée)
si le paramètre de remplissage du cratère est sélectionné. Le remplissage du cratère peut
également être interrompu en pressant et relâchant rapidement la gâchette pendant que le
processus est en cours.
- L'activation du mode 2temps s'effectue dans le MENU PRINCIPAL.
0459 287 601
- 12 -
© ESAB AB 2020

3 SOUDAGE MIG/MAG
4temps
Fonctionnement avec torche de soudage à contrôle 4temps.
A = pré-flux de
gaz
B = départ
chaud
C = soudage D = remplissage
de cratère
E = post-débit de
gaz
En mode 4 temps, une pression sur la gâchette libère le pré-flux de gaz (1). Le soudage
commence au moment où la gâchette est relâchée (2). À la fin du soudage, le soudeur
appuie à nouveau sur la gâchette (3), ce qui amorce le remplissage du cratère (si
sélectionné) et réduit la puissance de soudage à une valeur inférieure. En relâchant la
gâchette (4), l’arc s’éteint et le post-flux de gaz est libéré (si sélectionné).
ASTUCE : Le remplissage du cratère s’arrête au moment où la gâchette est relâchée. En
maintenant la gâchette enfoncée, le soudage se poursuit à la valeur inférieure de la fonction
de remplissage du cratère (ligne pointillée).
- L'activation du mode 4temps s'effectue dans le MENU PRINCIPAL.
Remplissage de cratère
La fonction remplissage du cratère sert à éviter la formation de pores, de cratères et de
fissures en fin de soudage.
- Le réglage du temps de remplissage de cratère s'effectue dans le MENU RÉGLAGES.
Départ chaud
La fonction Départ chaud augmente, pendant un délai réglable, l'intensité du courant de
soudage au démarrage, ce qui réduit les risques d’une fusion insuffisante à l’amorce du
soudage.
- Le réglage du temps de départ à chaud s'effectue dans le MENU RÉGLAGES.
Démarrage progressif
Le démarrage progressif fait avancer le fil à une vitesse de 1,5mètre/minute jusqu'à ce que
le contact électrique soit fait avec la pièce à souder.
- L'activation du démarrage progressif s'effectue dans le MENU PRINCIPAL.
Purge de gaz
La fonction de purge de gaz s’utilise pour la mesure du débit gazeux ou pour éliminer l’air ou
l’humidité des tuyaux de gaz avant d’entamer le soudage. La purge continue tant que la
gâchette est enfoncée. Elle interrompt la tension et empêche le dévidage du fil.
- L'activation de la fonction de purge de gaz s'effectue dans le MENU PRINCIPAL.
0459 287 601
- 13 -
© ESAB AB 2020

3 SOUDAGE MIG/MAG
Alimentation de fil à froid (avance fil)
L’alimentation de fil à froid permet un apport de fil sans allumer d’arc. Le fil se dévide tant
que la gâchette est maintenue enfoncée.
- L'activation de l'alimentation de fil à froid s'effectue dans le MENU PRINCIPAL.
QSet™
La fonction QSet™ facilite le réglage des paramètres de soudage.
REMARQUE !
La fonction QSet™ et la fonction Synergie sont mutuellement exclusives. Si l'une est
sélectionnée, l'autre est désélectionnée. Les deux peuvent être désactivées.
• Lorsque l'on tourne le bouton dans le sens
des aiguilles d'une montre, on augmente (+) la
longueur de l'arc.
• Lorsque l'on tourne le bouton dans le sens
contraire des aiguilles d'une montre, on
diminue (-) la longueur de l'arc.
ARC COURT
La première fois que l'on commence à souder à l'aide d'un type de fil ou de gaz donné,
Qset™ définit automatiquement les paramètres de soudage voulus. Ensuite, Qset™
enregistre toutes les données nécessaires à une bonne soudure. La tension s'adapte ensuite
automatiquement aux changements de la vitesse de dévidage.
ARC PULVÉRISÉ
À l'approche de la zone de pulvérisation, la valeur de QSet™ doit être augmentée. En
soudage avec arc pulvérisé pur, désactiver la fonction QSet™. Tous les paramètres sont
préréglés par QSet™, à l’exception de la tension, qui doit être réglée manuellement.
Recommandation: effectuer la première soudure (6secondes) avec QSet™ sur une chute
pour obtenir les données correctes.
- L'activation de la fonction QSet s'effectue dans le MENU PROCÉDÉ.
Synergie
Chaque combinaison de type de fil, section d’électrode et mélange gazeux correspond à des
paramètres spécifiques de vitesse de dévidage et de tension (longueur d’arc) afin d’obtenir
un arc stable. La tension (longueur d’arc) est automatiquement déterminée par une
combinaison synergique préprogrammée par le soudeur, ce qui permet une sélection rapide
des paramètres pour un soudage optimal. La ligne synergique ou caractéristique de synergie
désigne le rapport entre la vitesse de dévidage du fil et les autres paramètres.
REMARQUE !
La fonction QSet™ et la fonction Synergie sont mutuellement exclusives. Si l'une est
sélectionnée, l'autre est désélectionnée. Les deux peuvent être désactivées.
Synergie activée: le MENU PRINCIPAL affiche la vitesse de dévidage sélectionnée ainsi
que la déviation positive et négative de la tension de la ligne de synergie.
0459 287 601
- 14 -
© ESAB AB 2020

3 SOUDAGE MIG/MAG
Une barre apparaît au-dessus de SYN lorsque la déviation est positive, et en dessous
lorsqu’elle est négative.
Synergie désactivée: le MENU PRINCIPAL affiche la tension et la vitesse de dévidage
sélectionnées.
- L'activation de la synergie s'effectue dans le MENU PROCÉDÉ.
Kit lignes de synergie
Le kit lignes de synergie fourni avec la machine a pour nom «Standard synergic lines».
D’autres kits de lignes de synergie sont disponibles sur commande. Ils doivent être installés
par un agent ESAB agréé.
Affichage de l'estimation de l'intensité
Une estimation de l'intensité est calculée à l'aide de la vitesse de dévidage actuelle pour la
ligne de synergie choisie. Le réglage de ce paramètre s'effectue dans le MENU PRINCIPAL
via la touche AMP.
L'estimation de l'intensité est affichée pour référence lorsque le soudeur ne sait pas quelle
vitesse de dévidage sélectionner. En fonction du type de joint et du dépassement (distance
entre la pointe de la torche et la pièce) utilisé, il peut y avoir des écarts entre l'estimation de
l'intensité et l'intensité effectivement mesurée. Un écart trop important signifie que le
dépassement doit être réglé afin d'optimiser les résultats du soudage.
L'estimation de l'intensité est indiquée dans le MENU PRINCIPAL lorsque la vitesse de
dévidage ou la tension est réglée. La vitesse de dévidage affichée est remplacée par
l'estimation de l'intensité. Les valeurs mesurées du courant de soudage s'affichent sur la
même ligne pendant et après le soudage.
Inductance
Une inductance élevée produit un soudage plus fluide avec moins de projections. Un niveau
d'inductance bas produit un bruit plus aigu, mais l'arc qui en résulte est stable et concentré.
- Le réglage de l'inductance s'effectue dans le MENU RÉGLAGES.
Pré-flux de gaz
Le pré-flux de gaz est le temps pendant lequel le gaz inerte est émis avant que l’arc ne soit
produit.
- Le réglage du temps de pré-flux s'effectue dans le MENU RÉGLAGES.
Temps de remontée de l'arc (Burn-back time)
Le burn-back est l’intervalle entre le moment où le dévidage du fil commence à ralentir et le
moment où le générateur interrompt le courant de soudage. Si le burn-back est trop court, le
0459 287 601
- 15 -
© ESAB AB 2020

3 SOUDAGE MIG/MAG
fil de remplissage continue à se dévider et risque d’adhérer au bain de fusion lorsque celui-ci
se solidifie. Si par contre le burn-back est trop long, le dévidage s’arrête trop tôt et l’arc
risque de se produire sur l’extrémité de contact de la torche de soudage à la reprise du
travail.
- Le réglage du temps de remontée de l'arc s'effectue dans le MENU RÉGLAGES. Le temps
de remontée de l'arc est disponible uniquement lorsque la SCT est désactivée. C'est le cas
si le réglage SCT est égal à 1 ou à 0 et que la SCT de la ligne synergique sélectionnée est
désactivée.
SCT
SCT est une fonction permettant la répétition de légers courts-circuits à la fin du soudage
jusqu'à l'interruption totale de l'alimentation du câble et du contact avec la pièce.
Les réglages suivants sont possibles: SYN: la valeur (MARCHE/ARRÊT) est déterminée
par la ligne synergique (option par défaut).
ARRÊT: la SCT est désactivée
MARCHE: la SCT est activée
Ne pas utiliser la SCT avec un fil fourré.
Démarrer le paramètreR (Start parameter R)
La fonction Démarrer le paramètreR (Start parameter R) permet de régler avec précision
l'arc électrique au début du soudage. Le paramètre peut être réglé de 8,0 à 60,0, par
tranches de 0,25. Le mode synergique doit être désactivé pour que ce paramètre soit
disponible (la méthode choisie est alors le soudage à l'arc court).
Post-flux de gaz
La fonction post-flux de gaz est le temps pendant lequel l’émission de gaz inerte continue
après l’extinction de l’arc.
- Le réglage du temps de post-flux s'effectue dans le MENU RÉGLAGES.
Modification des paramètres de la gâchette
Cette fonction permet de sélectionner différentes combinaisons de paramètres de soudage
prédéfinis. Double-cliquer sur la gâchette du chalumeau de soudage.
La sélection s’effectue entre les positions de mémoire 1, 2 et 3, voir chapitre «GESTION DE
LA MÉMOIRE». Si la position de mémoire 2 est vide, la sélection s’effectue entre les
positions 1 et 3.
MARCHE - il est possible de changer de position de mémoire avant, après ou pendant le
soudage.
ARRÊT ARC - il est uniquement possible de changer de position mémoire avant ou après le
soudage.
OFF - le basculement entre les positions de mémoire ne peut pas être effectué à l'aide de la
gâchette du chalumeau de soudage.
- L'activation de la modification de la programmation de la gâchette s'effectue dans le MENU
RÉGLAGES.
Dévidoir AVC
Lorsque l’unité de dévidage est alimentée par la tension de l’arc, cette fonction permet
d’utiliser un dévideur contrôlé par l’arc (AVC) ou en dehors de l’arc.
- L'activation du dévidoir AVC s'effectue dans le MENU PROCÉDÉ.
Soudage par points
0459 287 601
- 16 -
© ESAB AB 2020

3 SOUDAGE MIG/MAG
Sélectionner Soudage par points pour effectuer un soudage par points entre de fines tôles
métalliques.
- L'activation et le réglage du soudage par points s'effectuent dans le MENU RÉGLAGES.
Tension
Une tension élevée augmente la longueur de l’arc et produit un bain de fusion plus chaud et
plus large.
La valeur correspondant à la tension peut être modifiée quel que soit le menu affiché. La
valeur s'affiche dans le MENU PRINCIPAL ou le MENU SÉLECTION.
vitesse de dévidage
La fonction Vitesse de dévidage permet de définir la vitesse du fil en mètres/minute (po/min).
La valeur correspondant à la vitesse de dévidage peut être toujours modifiée, quel que soit le
menu affiché. La valeur s'affiche dans le MENU PRINCIPAL ou le MENU SÉLECTION.
Impulsion de pincement/finale (Final pulse)
La pulsation de pincement vise à éviter la formation d’une bille à l’extrémité du fil en fin de
soudage. S'applique au soudage MIG/MAG avec courant lisse et pulsé. En mode pulsé, la fin
du soudage est synchronisée avec une impulsion (impulsion de fin) qui peut être définie
entre 0 et 100%.
0459 287 601
- 17 -
© ESAB AB 2020
4 SOUDAGE TIG
4 SOUDAGE TIG
4.1 Aperçu
Le soudage TIG s’effectue au moyen d’une électrode tungstène réfractaire. Celle-ci génère
l’arc qui fait fondre la pièce à souder. Le bain de fusion et l’électrode tungstène sont protégés
par du gaz inerte.
Pour avoir un meilleur contrôle sur le bain de fusion et sa solidification, des impulsions sont
générées. La fréquence des impulsions est suffisamment basse pour permettre au bain de
fusion de commencer à se solidifier entre chaque impulsion. Il existe quatre paramètres
réglables relatifs aux impulsions: durée d'impulsion, temps du courant de fond, intensité de
l'impulsion et courant de fond.
4.2 Paramètres
Soudage TIG non pulsé
Paramètres Plage de réglages Par tranches de Réglage par défaut
2/4temps
1)
2temps / 4temps - 2temps
HF / Liftarc HF / Liftarc - HF
Purge de gaz
1)
- - -
Pré-flux de gaz 0,0 - 5,0 s 0,1s 0,5s
Temps de montée 0,0 - 5,0 s 0,1s 0,0s
Temps de descente 0,0 - 10,0 s 0,1s 2,0s
Post-flux de gaz 0,0 - 25,0 s 0,1s 5,0s
Courant 4 - 500A 1 A 100 A
Min. à distance 0 - 99% 1% 0%
Programmation de la
OFF / ON / ARC OFF - OFF
gâchette
Soudage par points ON / OFF OFF
Temps de soudage
0,0 - 25,0 0,1s
par points
1)
Il est impossible de modifier ces fonctions en cours de soudage.
Soudage TIG pulsé
Paramètres Plage de réglages Par tranches de Réglage par défaut
2/4temps
1)
2temps / 4temps - 2temps
HF / Lifetic HF / Liftarc - HF
Purge de gaz
1)
AMP impulsion de
2)
crête
Temps d'impulsion de
crête
AMP fond
0459 287 601
2)
4 - 500A 1 A 100 A
0,001 - 0,1 s
0,1 -1s
0,001s
0,1s
0,200s
4 - 500A 1 A 25 A
- 18 -
© ESAB AB 2020
 Loading...
Loading...