


TXH™
TXH 121, TXH 151, TXH 201,
TXH 251, TXH 401
Instrukcja obsługi
0463 349 001 PL 20150126


SPIS TREŚCI
1 BEZPIECZEŃSTWO.............................................................................................4
2 WPROWADZENIE ................................................................................................ 6
2.1 Opis ogólny ..........................................................................................................6
3 DANE TECHNICZNE ............................................................................................ 7
4 EKSPLOATACJA.................................................................................................. 9
4.1 Informacje ogólne ................................................................................................ 9
4.2 Przyłącza...............................................................................................................9
4.3 Wybór elektrody ...................................................................................................9
4.4 Szlifowanie.......................................................................................................... 10
4.5 Zginanie elastycznego uchwytu spawalniczego.............................................10
5 KONSERWACJA ................................................................................................ 11
5.1 Codziennie .......................................................................................................... 11
6 USUWANIE USTEREK.......................................................................................12
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH.............................................................. 13
CHARAKTERYSTYKA WYPŁYWU ..........................................................................14
NUMERY ZAMÓWIENIOWE .....................................................................................15
CZĘŚCI EKSPLOATACYJNE....................................................................................18
AKCESORIA..............................................................................................................25
Dane techniczne mogą ulec zmianie bez uprzedzenia.
0463 349 001 © ESAB AB 2015

1 BEZPIECZEŃSTWO
1 BEZPIECZEŃSTWO
Użytkownicy urządzeń firmy ESAB ponoszą odpowiedzialność za stosowanie odpowiednich
środków ostrożności przez osoby używające lub znajdujące się w pobliżu tych urządzeń.
Środki ostrożności muszą spełniać wymagania stawiane tego rodzaju urządzeniom
spawalniczym. Poza standardowymi przepisami dotyczącymi miejsca pracy należy
przestrzegać następujących zaleceń.
Wszelkie prace powinny być wykonywane przez przeszkolony personel, dobrze znający
zasady działania urządzenia. Nieprawidłowa obsługa urządzenia może prowadzić do sytuacji
niebezpiecznych, a w rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa urządzenia, powinien znać:
○ zasady jego obsługi
○ lokalizację wyłączników awaryjnych
○ jego działanie
○ odpowiednie środki ostrożności
○ zasady spawania i cięcia lub innego typu eksploatacji urządzenia
2. Operator powinien dopilnować, aby:
○ w momencie uruchamiania urządzenia w jego pobliżu nie było żadnych osób
nieupoważnionych
○ w chwili zajarzania łuku lub rozpoczęcia prac przy użyciu urządzenia wszystkie osoby
były odpowiednio zabezpieczone
3. Miejsce pracy powinno być:
○ odpowiednie do określonego celu
○ wolne od przeciągów
4. Sprzęt ochrony osobistej:
○ Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary
ochronne, odzież ognioodporna, rękawice ochronne
○ Nie należy nosić żadnych luźnych elementów odzieży, takich jak szaliki, bransolety,
pierścionki itp., które mogłyby o coś zahaczyć lub spowodować poparzenie
5. Ogólne środki ostrożności:
○ Upewnić się, że przewód masowy jest podłączony prawidłowo
○ Prace na urządzeniach wysokiego napięcia mogą być wykonywane wyłącznie
przez wykwalifikowanego elektryka
○ Odpowiedni sprzęt gaśniczy musi być wyraźnie oznaczony i znajdować się w pobliżu.
○ W trakcie pracy urządzenia nie wolno przeprowadzać jego smarowania ani
konserwacji
PRZESTROGA!
Przed przystąpieniem do montażu lub eksploatacji należy
przeczytać ze zrozumieniem instrukcję obsługi.
0463 349 001
- 4 -
© ESAB AB 2015

1 BEZPIECZEŃSTWO
OSTRZEŻENIE!
Spawanie i cięcie plazmowe może stwarzać zagrożenie dla operatora i innych
osób. Podczas spawania lub cięcia należy stosować odpowiednie środki
ostrożności. Poprosić pracodawcę o przepisy BHP, które powinny być oparte na
danych producenta, dotyczących zagrożeń.
PORAŻENIE PRĄDEM ELEKTRYCZNYM – Może skutkować śmiercią
• Przeprowadzić montaż i uziemienie urządzenia spawalniczego zgodnie z
odpowiednimi normami
• Nie dotykać elementów pod napięciem ani elektrod odsłoniętą skórą, w
mokrych rękawicach lub w mokrej odzieży
• Odizolować się od ziemi i przedmiotu obrabianego
• Upewnić się, że stanowisko pracy jest bezpieczne
GAZY I OPARY – Mogą być szkodliwe dla zdrowia
• Trzymać głowę z dala od oparów
• Stosować wentylację, odprowadzanie przy łuku lub obydwa zabezpieczenia,
usuwając opary i gazy ze strefy oddychania i miejsca pracy
PROMIENIOWANIE ŁUKU – Może powodować obrażenia oczu i poparzenia
skóry
• Chronić oczy i ciało. Stosować odpowiednią maskę spawalniczą i szkła
filtrujące oraz nosić odzież ochronną
• Chronić osoby znajdujące się w pobliżu, stosując odpowiednie ekrany lub
zasłony
ZAGROŻENIE POŻAREM
• Iskry (rozpryski) mogą spowodować pożar. Dopilnować, aby w pobliżu nie
było żadnych materiałów łatwopalnych
HAŁAS – Nadmierny hałas może uszkodzić słuch
• Chronić uszy. Stosować ochraniacze uszu lub inne zabezpieczenie słuchu.
Chronić uszy. Stosować ochraniacze uszu lub inne zabezpieczenie słuchu
• Ostrzegać osoby znajdujące się w pobliżu o zagrożeniu
WADLIWE DZIAŁANIE – W razie nieprawidłowego działania poprosić o pomoc
fachowca.
Przed przystąpieniem do montażu lub eksploatacji należy przeczytać ze
zrozumieniem instrukcję obsługi.
CHROŃ SIEBIE I INNYCH!
Firma ESAB może dostarczyć wszystkie niezbędne zabezpieczenia i akcesoria
spawalnicze.
0463 349 001
- 5 -
© ESAB AB 2015

2 WPROWADZENIE
2 WPROWADZENIE
2.1 Opis ogólny
Uchwyty spawalnicze TIG TXH 121-TXH 401 są przeznaczone do spawania ręcznego TIG i
mogą być chłodzone wodą lub powietrzem. Niektóre modele są wyposażone w elastyczne
głowice ułatwiające pracę w ograniczonej przestrzeni.
Akcesoria do tego produktu można znaleźć w rozdziale „AKCESORIA” w niniejszej
instrukcji.
Uchwyt spawalniczy TIG jest dostarczany z:
• elektrodą:
○ Ø 1,6 mm TXH121
○ Ø 1,6 mm TXH151
○ Ø 2,4 mm TXH201
○ Ø 2,4 mm TXH251
○ Ø 3,2 mm TXH401
• częściami eksploatacyjnymi
• instrukcją obsługi
0463 349 001
- 6 -
© ESAB AB 2015

3 DANE TECHNICZNE
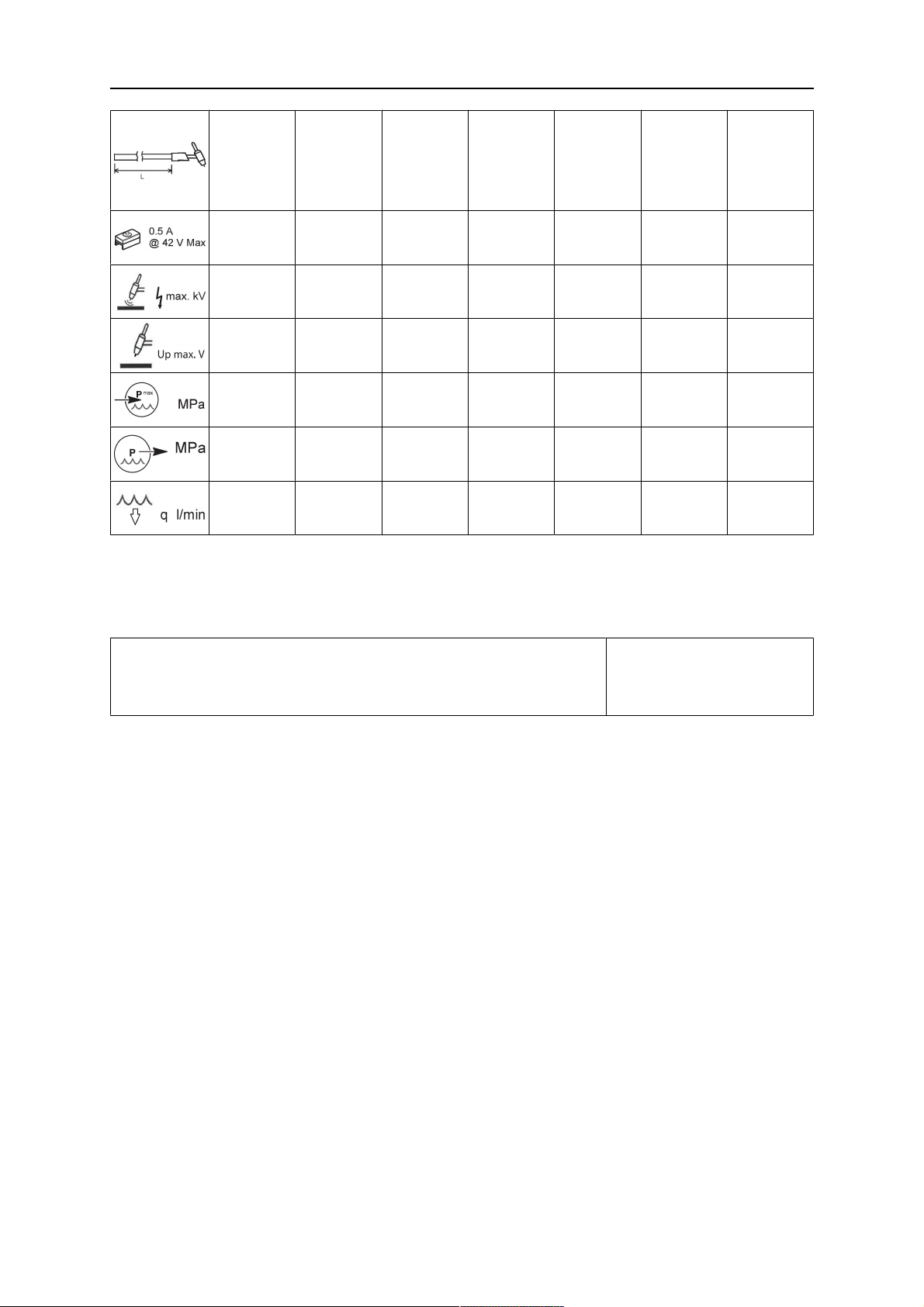
3 DANE TECHNICZNE
Zakres temperatury pracy Od -10 do +40°C
Temperatura transportu Od -20 do +55°C
A / %
TXH
121
121r
-
120/60
100/100
TXH
121V
-
120/60
100/100
TXH
121F
121Fr
-
120/60
100/100
TXH
151
151r
150/35
120/60
100/100
TXH
151V
150/35
120/60
100/100
TXH
151F
151Fr
150/35
120/60
100/100
1,0-3,2 1,0-3,2 1,0-3,2 1,0-3,2 1,0-3,2 1,0-3,2
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
4 i 8 m 4 i 8 m 4 i 8 m 4 i 8 m 4 i 8 m 4 i 8 m
X - X X - X
15 15 15 15 15 15
A / %
113 113 113 113 113 113
TXH
201
201r
TXH
201V
TXH
201F
201Fr
TXH
251w
251wr
TXH
251wF
251wFr
TXH
401w
401wr
TXH
401w HD
401wr HD
- - - X X X X
- - - 70 70 70 70
200/35
150/60
140/100
200/35
150/60
140/100
200/35
150/60
140/100
-
250/60
200/100
-
250/60
200/100
400/35
350/60
300/100
400/35
400/100
1,0-4,0 1,0-4,0 1,0-4,0 1,0-3,2 1,0-3,2 1,0-4,8 1,0-4,8
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
Ar
Ar/He
0463 349 001
- 7 -
© ESAB AB 2015
3 DANE TECHNICZNE
4 i 8 m 4 i 8 m 4 i 8 m 4 i 8 m 4 i 8 m 4 i 8 m 4 i 8 m
113 113 113 113 113 113 113
X - X X X X X
15 15 15 15 15 15 15
- - - 0,5 0,5 0,5 0,5
- - - 0,1 0,1 0,1 0,1
- - - 1 1 1 1
Cykl pracy
Cykl pracy to wyrażony w procentach okres dziesięciu minut, w trakcie którego można
spawać lub ciąć przy określonym obciążeniu, nie powodując przeciążenia. Cykl pracy
obowiązuje dla 40°C/104°F.
Stopień ochrony
Stopień ochrony uchwytów spawalniczych po stronie maszyny
IP3X
(EN 60 529)
Stopień ochrony
Kod IP informuje o stopniu ochrony, tj. stopniu zabezpieczenia przed penetracją przez ciała
stałe o średnicy 2,5 mm i większe. Brak drugiej cyfry cechowania.
0463 349 001
- 8 -
© ESAB AB 2015

4 EKSPLOATACJA
4 EKSPLOATACJA
4.1 Informacje ogólne
Ogólne wskazówki bezpieczeństwa dotyczące obsługi urządzenia znajdują się w
rozdziale „BEZPIECZEŃSTWO” w niniejszej instrukcji. Należy je przeczytać przed
rozpoczęciem korzystania z urządzenia!
Przeczytaj instrukcje obsługi podzespołów spawalniczych, np. źródła prądu, i odpowiednio je
podłącz.
4.2 Przyłącza
Przyłącza należy starannie przykręcić do uchwytu, aby zapobiec jego przegrzewaniu,
poluzowaniu, uszkodzeniom mechanicznym oraz wyciekowi cieczy lub gazu.
Podłączając przyłącza wody do uchwytu, należy zawsze podłączać czerwone przyłącze do
odpowiedniego czerwonego przyłącza, a niebieskie przyłącze do odpowiedniego
niebieskiego przyłącza.
4.3 Wybór elektrody
Tworzenie stopu elektrody wolframowej z 1% do 2% lantanu lub ceru zwiększa emisję
elektronów, co umożliwia lepsze wstępne i opóźnione zajarzanie, a także zwiększa
stabilność łuku. Stopowe elektrody wolframowe zapewniają dłuższy czas eksploatacji,
tolerują większe prądy i stwarzają mniejsze ryzyko pozostawienia resztek wolframu w
spoinie.
Czysta elektroda wolframowa (AC) Zielony WP Stosowana przy
spawaniu stopów
metali lekkich
Elektroda wolframowa cerowa
(AC/DC)
Elektroda wolframowa lantanowa (DC) Złota WL15 Zwykle stosowana do
Elektroda wolframowa lantanowa
(AC/DC)
Szary WC20 Stosowana przy
spawaniu metali
lekkich, takich jak
aluminium i magnez.
przed spawaniem
końcówkę elektrody
należy zaokrąglić
spawania stali
nierdzewnej, stali,
miedzi, tytanu itp.
Czarny WL10 Stosowana do
spawania stopów
metali lekkich, stali
nierdzewnej, stali,
miedzi, tytanu itp.
Tabela wyboru
0463 349 001
- 9 -
© ESAB AB 2015

4 EKSPLOATACJA
A / AC A / DC
W CeO2 La2O3 CeO2 La2O3
1,0
1,6
2,4
3,2
4,0
6,4/8,0
6,4/8,0/9,8
9,8/11,2/12,7
11,2/12,7
12,7
10-60
50-100
100-160
130-180
180-230
-
60-90
90-130
140-190
200-250
15-100
70-160
110-200
150-205
180-270
70-80
80-140
150-210
220-320
330-420
20-100
80-160
120-230
200-305
250-420
4.4 Szlifowanie
Elektrody wolframowe należy szlifować zgodnie z poniższą tabelą:
UWAGA!
Elektrody wolframowe należy szlifować wzdłużnie. Nieprawidłowe szlifowanie
może powodować niestabilność łuku. Przy zwiększaniu prądu spawania należy
również zwiększyć kąt.
W przypadku spawania prądem przemiennym (AC), końcówkę elektrody należy lekko
zaokrąglić. Szlifowanie elektrody jest wtedy niepotrzebne. Wystarczy lekkie sfazowanie
krawędzi. Elektroda sama się formuje przy niewielkim przeciążeniu. Zaokrąglanie się
końcówki elektrody w trakcie spawania prądem przemiennym oznacza, że prąd jest za duży
w stosunku do jej średnicy.
Prąd spawania Kąt elektrody
20 A
20-100 A
100-200 A
ponad 200 A
30°
30°-90°
90°-120°
120°
4.5 Zginanie elastycznego uchwytu spawalniczego
Trwałość elastycznego uchwytu
spawalniczego jest ograniczona, a
maksymalny kąt zginania nie powinien
przekraczać 45 stopni.
Trwałość uchwytu można przedłużyć, stosując
odpowiednią technikę.
Podczas zginania zawsze należy podpierać
głowicę uchwytu kciukiem. Zapobiegnie to
uszkodzeniom przy zgięciach pod dużym
kątem.
0463 349 001
- 10 -
© ESAB AB 2015

5 KONSERWACJA
5 KONSERWACJA
UWAGA!
Regularna konserwacja jest bardzo ważna dla bezpiecznego i niezawodnego
działania.
OSTRZEŻENIE!
Przed czyszczeniem należy odłączyć zasilanie sieciowe.
PRZESTROGA!
Wszelkie zobowiązania gwarancyjne dostawcy przestają obowiązywać, jeśli
klient podejmie jakiekolwiek działania w okresie gwarancyjnym w celu naprawy
usterek w produkcie.
5.1 Codziennie
• Sprawdzać, czy wszystkie kable i przewody są nieuszkodzone i niezapętlone.
• Sprawdzać, czy dysza gazowa jest sprawna i odpowiednia do danego zadania.
• Sprawdzać, czy gaz osłonowy wypływa równomiernie i bez ograniczeń.
• Sprawdzać, czy elektroda jest nieuszkodzona oraz czy została zeszlifowana pod
odpowiednim kątem.
• Sprawdzić przepływ wody w przewodzie powrotnym urządzenia.
0463 349 001
- 11 -
© ESAB AB 2015

6 USUWANIE USTEREK
6 USUWANIE USTEREK
Przeczytaj instrukcje obsługi podzespołów spawalniczych, np. źródła prądu.
Jeśli opisane poniżej środki zaradcze nie pomogą, należy skontaktować się z lokalnym
sprzedawcą lub producentem.
Problem Przyczyna Rozwiązanie
Nie można zajarzyć
łuku
• Niska jakość kabla lub złącza.
• Złe utlenienie elektrody w
uchwycie spawalniczym.
• Zanieczyszczenia w gazie
osłonowym (wilgoć, powietrze).
• Używana elektroda jest zbyt
duża lub gruba przy małym
prądzie.
Brak funkcji
załączania
• Przerwany/uszkodzony kabel
sterowania.
Słaba osłona gazem • Zanieczyszczenia w gazie
osłonowym (wilgoć, powietrze).
• Zanieczyszczenia w
obrabianym materiale (rdza,
smar).
• Niedostateczna ilość lub brak
gazu
osłonowego.
• W miejscu spawania jest zbyt
duży przeciąg.
• Spray spawalniczy na
soczewce lub osłonie gazowej.
• Sprawdzić kabel i złącze.
• Przeszlifować wzdłużnie
elektrodę.
• Przepłukać gazem.
• Zmienić elektrodę na mniejszą.
• Sprawdzić/naprawić.
• Przepłukać
gazem.
• Wyczyścić obrabiany
materiał.
• Sprawdzić zawartość
butli/przewodów z gazem i
ustawione ciśnienie.
• Osłonić miejsce spawania
odpowiednimi ekranami.
• Wyczyścić lub wymienić.
0463 349 001
- 12 -
© ESAB AB 2015

7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
7 ZAMAWIANIE CZĘŚCI ZAMIENNYCH
PRZESTROGA!
Prace naprawcze i elektryczne powinny być wykonywane przez technika
autoryzowanego serwisu. Należy stosować wyłącznie oryginalne części
zamienne i eksploatacyjne.
Uchwyty spawalnicze TXH 121, TXH 151, TXH 201, TXH 251w, TXH 401w zostały
zaprojektowane zgodnie z normami międzynarodowymi i europejskimi IEC-/ EN 60974-7.
Do obowiązków serwisu, który przeprowadzał konserwację lub naprawę, należy upewnienie
się, że produkt nadal jest zgodny z wymienioną normą.
Części zamienne można zamawiać przez lokalnego dealera firmy ESAB – patrz ostatnia
strona tego dokumentu. Przy składaniu zamówienia należy podać typ produktu, numer
seryjny, oznaczenie i numer części zamiennej według listy części zamiennych. Ułatwi to
wysyłkę i umożliwi prawidłową dostawę.
0463 349 001
- 13 -
© ESAB AB 2015

CHARAKTERYSTYKA WYPŁYWU
CHARAKTERYSTYKA WYPŁYWU
Charakterystyka wypływu
P = Pressure
Q = Flow rate
0463 349 001
- 14 -
© ESAB AB 2015

NUMERY ZAMÓWIENIOWE
NUMERY ZAMÓWIENIOWE
F=flexible body, V=valve, w=water cooled, HD=Heavy Duty
Ordering no. Type Torch head OKC25OKC50Connec
tion
ESAB
std
Connec
tion Tig
150i/
200i
Switch Valve F head 4m 8m 4m 8m 4m 8m 4m 8m
0700300522 TXH™ 121 X X X
0700300523 TXH™ 121V X X X
0700300524 TXH™ 121 X X X
0700300525 TXH™ 121F X X X X
0700300526 TXH™ 121F X X X X
0700300527 TXH™ 121 X X X
0700300528 TXH™ 121V X X X
0700300529 TXH™ 121 X X X
0700300530 TXH™ 121F X X X X
0700300531 TXH™ 121F X X X X
0700300532 TXH™ 121 X X X
0700300533 TXH™ 121F X X X X
0700300534 TXH™ 121 X X X
Water
0700300535 TXH™ 121F X X X X
0700300536 TXH™ 151 X X X
0700300537 TXH™ 151V X X X
0700300538 TXH™ 151 X X X
0700300539 TXH™ 151V X X X
0700300540 TXH™ 151F X X X X
0700300541 TXH™ 151F X X X X
0700300542 TXH™ 151 X X X
0700300543 TXH™ 151V X X X
0700300544 TXH™ 151 X X X
0700300545 TXH™ 151V X X X
0700300546 TXH™ 151F X X X X
0700300547 TXH™ 151F X X X X
0700300548 TXH™ 151 X X X
0700300549 TXH™ 151F X X X X
0700300550 TXH™ 151 X X X
0700300551 TXH™ 151F X X X X
0700300552 TXH™ 201 X X X
0700300553 TXH™ 201V X X X
0700300554 TXH™ 201F X X X X
0700300555 TXH™ 201 X X X
0463 349 001
- 15 -
© ESAB AB 2015

NUMERY ZAMÓWIENIOWE
0700300556 TXH™ 201V X X X
0700300557 TXH™ 201F X X X X
0700300558 TXH™ 201 X X X X
0700300559 TXH™ 201F X X X X
0700300560 TXH™ 201 X X X
0700300561 TXH™ 251w X X X X
0700300562 TXH™ 251wF X X X X X
0700300563 TXH™ 251w X X X X
0700300564 TXH™ 251wF X X X X X
0700300565 TXH™ 401w X X X X
0700300566 TXH™ 401w
X X X X
HD
0700300567 TXH™ 401w X X X X
0700300568 TXH™ 401w
X X X X
HD
F=flexible body, V=valve, w=water cooled, HD=Heavy Duty
Ordering no. Type Torch head OKC 50 Connection
Water
ESAB std
Switch F head 4 m 8 m 4 m 8 m
0700300620 TXH™ 121r X X X
0700300621 TXH™ 121Fr X X X X
0700300622 TXH™ 121r X X X
0700300623 TXH™ 121Fr X X X X
0700300624 TXH™ 151r X X X
0700300625 TXH™ 151Fr X X X X
0700300626 TXH™ 151r X X X
0700300627 TXH™ 151Fr X X X X
0700300628 TXH™ 201r X X X
0700300629 TXH™ 201Fr X X X X
0700300630 TXH™ 201r X X X
0700300631 TXH™ 201Fr X X X X
0700300632 TXH™ 251wr X X X X
0700300633 TXH™ 251wFr X X X X X
0700300634 TXH™ 251wr X X X X
0700300635 TXH™ 251wFr X X X X X
0700300636 TXH™ 401wr X X X X
0700300637 TXH™ 401wr HD X X X X
0700300638 TXH™ 401wr X X X X
0700300639 TXH™ 401wr HD X X X X
0459839087 Spare parts list
0463 349 001
- 16 -
© ESAB AB 2015

NUMERY ZAMÓWIENIOWE
Ordering no. Type Torch head OKC 50 Connection
Water
ESAB std
Switch F head 8m 12m 16m 8m 12m 16m
0700300682 TXH™ 251WF X X X X X
0700300683 TXH251™ WF X X X X X
0700300806 TXH401™ WF X X X X X
0700300662 TXH™ 201
X X X X
Wheel Remote
0700300663 TXH™ 251W
X X X X X
Wheel Remote
0700300659 TXH™ 251W
X X X X X
Wheel Remote
0700300660 TXH™ 401W
X X X X X
Wheel Remote
UWAGA!
CAN based adapter, is to be used for connection of above TIG torches with
remote function, see Accessories in Sekcja 4„AKCESORIA”, strona25.
Części zamienne można zamawiać przez lokalnego dealera firmy ESAB – patrz ostatnia
strona tego dokumentu. Przy składaniu zamówienia należy podać typ produktu, numer
seryjny, oznaczenie i numer części zamiennej według listy części zamiennych. Ułatwi to
wysyłkę i umożliwi prawidłową dostawę.
PRZESTROGA!
Prace naprawcze i elektryczne powinny być wykonywane przez technika
autoryzowanego serwisu firmy ESAB. Należy stosować wyłącznie oryginalne
części zamienne i eksploatacyjne firmy ESAB.
Technical documentation is available on the Internet at www.esab.com
0463 349 001
- 17 -
© ESAB AB 2015

CZĘŚCI EKSPLOATACYJNE
CZĘŚCI EKSPLOATACYJNE
Tungsten electrodes Eco
Ordering no.
150 mm
0151 574 245
0151 574 210
0151 574 211
0151 574 237
0151 574 242
0151 574 238
0151 574 239
0151 574 240
0151 574 230
0151 574 231
0151 574 232
0151 574 233
Ordering no.
175 mm
0151 574 009
0151 574 010
0151 574 011
0151 574 012
0151 574 037
0151 574 038
0151 574 039
0151 574 040
0151 574 050
0151 574 051
0151 574 052
Tungsten
electrodes Eco
Wolfram, pure
Wolfram, pure
Wolfram, pure
Wolfram, pure
Wolfram, pure
Cerium 2%
Cerium 2%
Cerium 2%
Cerium 2%
Cerium 2%
Lantan 1.5%
Lantan 1.5%
Lantan 1.5%
Lantan 1.5%
Diameter Colour Code Current
Ø 1,6
Ø 2,0
Ø 2,4
Ø 3,2
Ø 4,0
Ø 1,6
Ø 2,0
Ø 2,4
Ø 3,2
Ø 4,0
Ø 1,0
Ø 1,6
Ø 2,0
Ø 2,4
Green
Green
Green
Green
Green
Grey
Grey
Grey
Grey
Grey
Gold
Gold
Gold
Gold
WP
WP
WP
WP
WP
WC20
WC20
WC20
WC20
WC20
WL15
WL15
WL15
WL15
AC
AC
AC
AC
AC
AC/DC
AC/DC
AC/DC
AC/DC
AC/DC
AC/DC
AC/DC
AC/DC
AC/DC
0151 574 234
0151 574 235
-
0151 574 053
0151 574 054
0151 574 055
Lantan 1.5%
Lantan 1.5%
Lantan 1.5%
Ø 3,2
Ø 4,0
Ø 4,8
Gold
Gold
Gold
WL15
WL15
WL15
AC/DC
AC/DC
AC/DC
0463 349 001
- 18 -
© ESAB AB 2015

CZĘŚCI EKSPLOATACYJNE
Nozzles, collets, collet bodies and gas lenses for TXH torches
Bold = standard delivery
Item Size Denomination Ordering no.
1 Long
Medium
Short
Back cap 0365 310 051
0365 310 050
0365 310 049
2, Heat shield 0366 960 017
3, Ø 1,0
Ø 1,6
Ø 2,0
Ø 2,4
4, Ø 1,0
Ø 1,6
Ø 2,0
Ø 2,4
5, Ø 0,5
Ø 1,0
Ø 1,6
Ø 3,2
Standard collet 0365 310 028
0365 310 029
0365 310 030
0365 310 091
Standard collet body 0365 310 037
0365 310 038
0365 310 039
0365 310 091
Gas lens body 0157 121 016
0157 121 017
0157 121 018
0157 121 041
6 Ø 6,4 (Nr 4)
Ø 8,0 (Nr 5)
Ø 9,8 (Nr 6)
Ø 11,2 (Nr 7)
Ø 12,7 (Nr 8)
Ø 15,9 (Nr 10)
7, Ø 6,4
Ø 8,0
Ø 9,8
Ø 11,2
Ø 12,7
Standard ceramic cup 0365 310 044
0365 310 045
0365 310 046
0365 310 047
0365 310 048
0588 000 440
Gas lens cup 0157 121 032
0157 121 033
0157 121 034
0157 121 039
0157 121 040
0463 349 001
- 19 -
© ESAB AB 2015

CZĘŚCI EKSPLOATACYJNE
0463 349 001
- 20 -
© ESAB AB 2015

CZĘŚCI EKSPLOATACYJNE
Nozzles, collets, collet bodies and gas lenses for TXH torches
Bold = standard delivery
Item Size Denomination Ordering no.
1, Long
Medium
Short
Back cap 0157 123 029
0588 000 591
0157 123 028
2, Cup gasket 0366 960 016
3 Ø 1,0
Ø 1,6
Ø 2,4
Ø 3,2
Ø 4,0
Standard collet 0157 123 010
0157 123 011
0157 123 012
0157 123 013
0157 123 014
4, Gas lens insulator 0366 960 020
5, Insulator large gas
0366 960 021
lens
6, Ø 1,0
Ø 1,6
Ø 2,4
Ø 3,2
Standard collet body 0157 123 015
0157 123 016
0157 123 017
0157 123 018
Ø 4,0-4,8
7, Ø 1,0
Ø 1,6
Ø 2,4
Ø 3,2
Ø 4,0
8, Ø 1,0
Ø 1,6
Ø 2,4
Ø 3,2
Ø 4,0-4,8
9, Ø 6,4 (Nr 4)
Ø 8,0 (Nr 5)
Ø 9,8 (Nr 6)
Ø 11,2 (Nr 7)
Ø 12,7 (Nr 8)
0157 123 019
Gas lens body 0157 123 021
0157 123 022
0157 123 023
0157 123 024
0157 123 025
Large diameter gas
lens body
0157 123 083
0157 123 084
0157 123 085
0157 123 086
0157 123 087
Standard ceramic cup 0157 123 052
0157 123 053
0157 123 054
0157 123 055
0157 123 056
0463 349 001
Ø 15,9 (Nr 10)
Ø 19,0 (Nr 12)
- 21 -
0588 000 442
0588 000 441
© ESAB AB 2015

CZĘŚCI EKSPLOATACYJNE
10, Ø 6,4
Ø 8,0
Ø 9,8
Ø 11,2
Ø 12,7
Ø 17,5
11, Ø 9,8
Ø 12,7
Ø 15,9
Ø 19,0
Ø 24,0
Standard gas lens
cup
Large diameter gas
lens cup
0157 123 057
0157 123 058
0157 123 059
0157 123 060
0157 123 061
0588 000 439
0157 123 088
0157 123 089
0588 000 438
0157 123 098
0588 000 437
0463 349 001
- 22 -
© ESAB AB 2015

CZĘŚCI EKSPLOATACYJNE
Nozzles, collets, collet bodies and gas lenses for TXH torches
Bold = standard delivery
Item Size Denomination Ordering no.
1, Long
Medium
Short
Back cap 0157 123 029
0588 000 591
0157 123 028
2, Cup gasket 0366 960 018
3, Ø 1,0
Ø 1,6
4, Ø 2,4
Ø 3,2
Ø 4,0
Ø 4,8
5, Ø 0,5-2,4
Ø 3,2-4,8
6, Ø 6,4 (Nr 4)
Ø 8,0 (Nr 5)
Ø 9,8 (Nr 6)
Ø 11,2 (Nr 7)
Standard collet 0157 123 010
0157 123 011
Heavy duty collet 0157 123 077
0157 123 078
0157 123 079
0157 123 074
Collet body 0157 123 081
0157 123 082
Standard gas lens
ceramic cup
0157 123 057
0157 123 058
0157 123 059
0157 123 060
Ø 12,7 (Nr 8)
Ø 17,5
7, Ø 1,0
Ø 1,6
Ø 2,4
Ø 3,2
Ø 4,0
Ø 4,8
0157 123 061
0588 000 439
Gas lens body 0157 123 091
0157 123 092
0157 123 093
0157 123 094
0157 123 095
0157 123 075
0463 349 001
- 23 -
© ESAB AB 2015

CZĘŚCI EKSPLOATACYJNE
0463 349 001
- 24 -
© ESAB AB 2015

AKCESORIA
AKCESORIA
0366 960 049 Protective cable cover with zipper 4 m
0366 960 050 Protective cable cover with zipper 8 m
0155 716 880 Gas flow meter
0365 803 010 Water quick coupling Male
0365 803 002 Water quick coupling female
0366 960 066 Spot welding set for;
TXH 151, 151r, 151F, 151Fr, 151V, 201,
201r, 201V, 201F, 201Fr
Gas nozzle Ø 6,4, 8,0, 9,8, 11,2 i 12,7
0368 846 880 Accessory kit for;
TXH 121V, 121r, 121F, 121Fr, 251w,
251wr, 251wF, 251wFr
Contains:
1 Back cap, short
1 Back cap, medium
3 Collet, 1.6 mm
2 Collet, 2.4 mm
1 Collet, 3.2 mm
2 Collet body, 1.6 mm
2 Collet body, 2.4 mm
2 Collet body, 3.2 mm
3 Heat shield
1 Gas nozzle, 6.4 mm
3 Gas nozzle, 8.0 mm
4 Gas nozzle, 9.8 mm
1 Gas nozzle, 11.2 mm
1 Gas nozzle, 12.7 mm
0463 349 001
- 25 -
1 Gas lens, 1.6 mm
1 Gas lens nozzle, 8.0 mm
1 Valve stem, VS-2
2 O-ring
2 O-ring for valve
© ESAB AB 2015

AKCESORIA
0368 846 881 Accessory kit for;
TXH 151, 151r, 151F, 151 Fr, 151V,
201, 201r, 201V, 201F, 201 Fr
Contains:
1 Back cap, short
2 Collet, 1.6 mm
1 Collet, 3.2 mm
2 Collet body, 1.6 mm
2 Collet body, 2.4 mm
2 Collet body, 3.2 mm
2 Heat shield
1 Gas nozzle, 6.4 mm
3 Gas nozzle, 8.0 mm
3 Gas nozzle, 9.8 mm
2 Gas nozzle, 11.2 mm
1 Gas nozzle, 12.7 mm
1 Gas lens, 1.6 mm
1 Gas nozzle, 8.0 mm
0368 846 882 Accessory kit for;
TXH 401w, 401wr, 401w HD, 401wr HD
1 Valve stem
2 O-ring
2 O-ring for valve
Contains:
1 Back cap, short
1 Collet, 1.0 mm
4 Collet, 1.6 mm
3 Collet, 2.4 mm
1 Collet, 2.4 mm
1 Collet, 3.2 mm
2 Collet body, 0.5 mm
2 Collet body, 0.5-2.4 mm
3 Heat shield
1 Gas nozzle, 6.4 mm
1 Gas nozzle, 8.0 mm
2 Gas nozzle, 9.8 mm
0463 349 001
- 26 -
3 Gas nozzle, 11.2 mm
3 Gas nozzle, 12.7 mm
1 Gas lens, 2.4 mm
1 Gas lens, 3.2 mm
1 Heat shield
2 O-ring
© ESAB AB 2015

AKCESORIA
Extension cables with OKC connections (not for TXHr)
0466 705 880
0466 705 882
0466 705 881
0466 705 883
Air cooled
Air cooled
Water cooled
Water cooled
TIG adaptors
0459 491 912 Remote adaptor kit RA T1 for TXHr,
12-pole incl. holder and 0.25 m cable
0459 491 913 Remote adaptor kit RA T1 for TXHFr,
10-pole incl. holder and 0.25 m cable
8 m, max current 200 A
16 m, max current 200 A
8 m, max current 400 A
16 m, max current 400 A
0463 349 001
- 27 -
© ESAB AB 2015

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...