


Control panel T6
Instruction manual Инструкция по эксплуатации
Valid for program version. 1.300458 855 127 051003

Русский 3...............................................
ENGLISH 27..............................................
Rights reserved to alter specifications without notice.
Оставляем за собой право изменять спецификацию без предупреждения.
-- 2 --

Русский
1 ВВЕДЕНИЕ 4.......................................................
1.1 Сначала выполните следующее 4...........................................
1.2 Работа панели управления 5................................................
1.3 Панель управления 5.......................................................
1.4 Символы на дисплее 6.....................................................
2ÌÅÍÞ 6............................................................
2.1 Главное меню и меню измерений 6.........................................
2.2 Меню выбора 7............................................................
2.3 Структура меню 8.........................................................
3 СВАРКА TIG 10......................................................
3.1 Параметры 10..............................................................
4 СВАРКА MMA 16.....................................................
4.1 Параметры 16..............................................................
5 ВОЗДУШНО-ДУГОВАЯ СТРОЖКА 17.................................
5.1 Уставки 17..................................................................
6 ОБЩИЕ ФУНКЦИИ 18................................................
6.1 Пульт дистанционного управления 18........................................
6.2 Уставки 18..................................................................
7 УПРАВЛЕНИЕ ПАМЯТЬЮ 20..........................................
7.1 Сохранение параметров сварки 20...........................................
7.2 Вызов параметров сварки 20................................................
7.3 Удаление параметров сварки 21.............................................
8 LOCK CODE (“Защитный код”) 22.....................................
9КОДЫОШИБОК 22..................................................
9.1 Перечень кодов ошибок 23..................................................
9.2 Описание кодов ошибок 24..................................................
10 ИНФОРМАЦИЯ ДЛЯ ЗАКАЗА ЗАПАСНЫХ ЧАСТЕЙ 26.................
СХЕМА 48..............................................................
НОМЕР ЗАКАЗА 49.....................................................
TOCr
-- 3 --

RU
1 ВВЕДЕНИЕ
В настоящем руководстве приведены указания по работе с панелью
управления T6.
Общие сведения по эксплуатации приведены в инструкциях по эксплуатации
источника питания.
Если на экране появяется такое предупреждение, значит, источник питания не
поддержиает зту функцию.
Дпя того, чтобыпоучить обновленное прогаммное обеспечение, братитесь к
официальному инженеру по эксплуатации.
1.1 Сначала выполните следующее
Это главное меню появится на дисплее при первом включении источника
питания.
При поставке панель управления и дисплей настроены на английский язык.
Всего панель управления позволяет использовать 14 языков: выберите
требуемый язык, выполнив следующие операции.
S Нажмите , чтобы вызвать первое меню выбора.
S Нажмите , чтобы вызвать меню конфигурирования.
S Нажимайте (т. е. программируемую кнопку справа под символом
), пока на дисплее не появится требуемый язык.
bi05intr1 -- 4 --

RU
1.2 Работа панели управления
Панель управления содержит как бы два отдельных устройства памяти:
оперативную память и память параметров сварки.
Сохранить
Оперативная память Память параметров сварки
Вызвать
В оперативной памяти создается полный набор установленных параметров
сварки, который может быть сохранен в памяти параметров сварки.
В ходе сварки управление процессом всегда осуществляется в соответствии с
содержимым оперативной памяти. В связи с этим предусмотрена также
возможность вызова в оперативную память значений установленных
параметров сварки, сохраненных в памяти параметров сварки.
Следует иметь в виду, что оперативная память всегда содержит те значения
установленных параметров сварки, которые были введены в последний раз.
Это либо набор значений, вызванный из памяти параметров сварки, либо
значения, измененные по отдельности. Иначе говоря, для оперативной
памяти невозможны ни очистка “, ни сброс”
1.3 Панель управления
1 Дисплей
2 Ручка регулировки тока
3 Программируемые кнопки
(функциональные клавиши)
4 Кнопка МЕНЮ (MENU)
Программируемые кнопки
Функции этих кнопок (т. е. действия, выполняемые с их помощью) меняются в
зависимости от подменю, показанного на дисплее. На конкретную функцию
кнопок указывает текст в четырех прямоугольниках вдоль нижнего края
дисплея, соответствующих каждой кнопке. (Белая точка рядом с текстом
указывает, что данная кнопка активна.)
“Кнопка МЕНЮ (MENU)
Этакнопкаслужитдлявызоваменювыбора(см.пункт2.2),еслиВы
находитесь в главном меню. Если отображается какое-либо другое меню, то
при помощи этой кнопки происходит возврат на один уровень меню выше.
bi05intr1 -- 5 --
RU
1.4 Символы на дисплее
Назад в главное меню.
Переместить курсор вниз на новый параметр настройки.
Изменить функцию в выбранной строке.
Увеличить значение. Уменьшить значение.
2ÌÅÍÞ
На панели управления используются несколько различных меню: главное
меню, меню измерений, меню выбора, меню процесса, меню настройки,
меню конфигурирования и меню памяти. Кроме того, при включении
отображается начальный экран с информацией о типе панели и
используемой версии программного обеспечения.
2.1 Главное меню и меню измерений
Главное меню всегда отображается сразу после
включения, показывая заданные значения параметров.
Если в момент начала сварки отображается главное
меню, то оно автоматически изменится, чтобы показать
измеренные значения (меню измерений). Измеренные
значения остаются на дисплее даже после прекращения процесса сварки.
К другим меню можно переходить при продолжающемся отображении
измеренных значений.
Отображение установленных параметров вместо измеренных значений
возможно только в том случае, когда повернута ручка или изменен метод
сварки.
bi05intr1 -- 6 --
RU
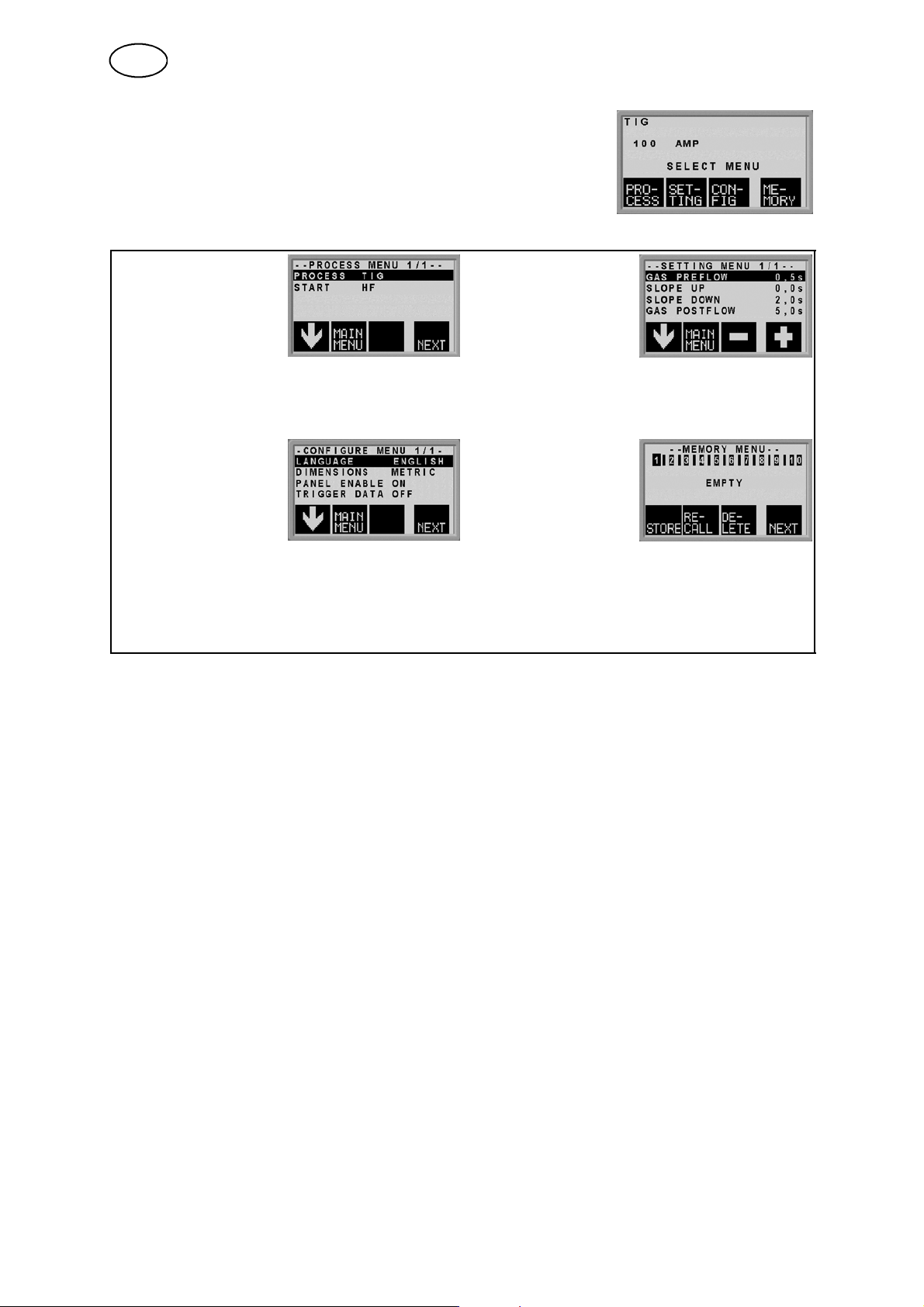
2.2 Меню выбора
Используйте меню выбора, чтобы выбрать меню
следующего уровня, в которое требуется перейти:
меню процесса, настройки, конфигурирования или
памяти.
Меню процесса
Используйте это
меню, чтобы
изменить тип сварки,
метод начала сварки
ит.п.
Меню
конфигурирования
Используйте это
меню, чтобы
изменить изменять
язык, единицы
измерения (метры
или дюймы) и т. д.
Меню настройки
Используйте это
меню, чтобы задать
параметры сварки,
такие как
предварительная
подача защитного
газа, “увеличение
тока ”, импульсный
ток и т. п.
Меню памяти
Используйте это
меню, чтобы
сохранить, вызвать
и/или стереть
записанные в память
параметры сварки.
Всего
предусмотрены
десять ячеек памяти
для хранения данных
сварки.
bi05intr1 -- 7 --

MMA Air gouging
TIG
TIG Puls
MMA Air gouging
TIG
MMA
TIG Puls
Air gouging
3) Language
Dimension
Panel enable
3) Language
Dimension
Panel enable
3) Language
Dimension
Panel enable
Store
Recall
Delete
Trigger data
2/4 stroke
TIG Puls
2/4 stroke
TIG
Arc force
Hot start0
Peak puls A
Peak puls T
Gas pre fl.
Slope up
S.lope down
Gas post fl.
TIG TIG Puls MMA
Slope up
Slope down
Gas post fl.
Gas purge Gas purge Hot start
Process menu Setting menu Configure menu Memory menu
Air gouging
MMA
2) E--diam Gas pre fl,
1) E--type
E--diam
2.3 Структура меню
bi05menr2 -- 8 --
TIG
TIG Puls
HF
Liftarc

RU
1) В нижеследующей таблице приведены диаметры электродов, которые можно выбрать
в меню процесса сварки MMA.
Òèï ýëå êòð îä à
с основным покрытием 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
рутиловый 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
с целлюлозным покрытием 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
2) для воздушно-дуговой строжки
4,0 5,0 6,0 7,0 8,0
3) Текст на дисплейной панели может выводиться на следующих языках:
шведском, датском, норвежском, финском, английском, немецком, голландском,
французском, испанском (кастильском), итальянском, португальском, польском,
чешском, венгерском, турецком и английском (США).
Диаметр электрода
bi05tabr3 -- 9 --
RU
3ÑÂÀÐÊÀTIG
Для сварки неплавящимся электродом (TIG) используется вольфрамовый
электрод, на котором возбуждается электрическая дуга, расплавляющая
свариваемую деталь. Зона сварки и сам электрод защищены средой из
защитного газа.
Импульсный ток используется для того, чтобы дать больше контроля над
зоной сварки и отвердением шва. Частота импульсов достаточно низка,
чтобы обеспечить начало отверждения части зоны сварки между
импульсами. Импульсный режим имеет четыре контролируемых параметра:
длительность импульса, длительность тока фона, величина импульсного тока
и величина фонового тока.
3.1 Параметры
Сварка TIG в обычном режиме (без импульсного тока)
Параметры Диапазон уставок Сшагом Уставка по умолчанию
2/4-шаговое
HF/Lift Arc HF èëè Lift Arc - HF
Продувка газа
Подача газа до
возбуждения дуги
Время увеличения тока 0-5ñ 0,1 ñ 0,0 с
Время уменьшения тока 0-10с 0,1 ñ 2,0 с
Послеподача защитного
ãàçà
2)
Ток
Параметры пуска OFF (“Âûêë.”)
Размеры METRIC (“Метрические”)
Включение панели ON (“Âêë.”) èëè OFF
Автоматические
сохранение
Предельные значения
3)
Защитный код
1)
Эти функции нельзя изменить в процессе сварки.
2)
Максимальная величина тока зависит от типа используемой машины.
3)
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному инженеру
по обслуживанию компании ESAB.
1)
1)
3)
3)
2-шаговое или
4-шаговое
- 0-5ñ 0,1 ñ 0,5 ñ
0-25ñ 0,1 ñ 5,0 ñ
4 - 500 A 1A 100 A
ON (“Âêë.”) èëè
ARC OFF (“Äóãà Âûêë.”)
или INCH (“Дюймы”)
(“Âûêë.”)
ON (“Âêë.”) èëè OFF
(“Âûêë.”)
ON (“Âêë.”) èëè OFF
(“Âûêë.”)
ON (“Âêë.”) èëè OFF
(“Âûêë.”)
- 2-шаговое
- DISABLE (“Отключено”)
- METRIC (“Метрические”)
- ON (“Âêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
bi08tigr5 -- 1 0 --
RU
Сварка TIG с импульсным током
Параметры Диапазон уставок Сшагом Уставка по умолчанию
2/4-шаговое
HF/Lift Arc HF èëè Lift Arc - HF
Продувка газа
Подача газа до
возбуждения дуги
Время увеличения тока 0-5ñ 0,1 ñ 0,0 с
Время уменьшения тока 0-10с 0,1 ñ 2,0 с
Послеподача защитного
газа
Длительность импульса 0,001 -0,1 ñ
Длительность фонового
тока
Импульсный ток
Фоновый ток
Параметры пуска OFF (“Âûêë.”)
Размеры METRIC (“Метрические”)
Включение панели ON (“Âêë.”) èëè OFF
Автоматические
сохранение
Предельные значения
Защитный код
1)
Эти функции нельзя изменить в процессе сварки.
2)
Максимальная величина тока зависит от типа используемой машины.
3)
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному инженеру
по обслуживанию компании ESAB.
1)
2-шаговое или
- 2-шаговое
4-шаговое
1)
- 0-5ñ 0,1 ñ 0,5 ñ
0-25ñ 0,1 ñ 5,0 ñ
0,001 ñ
0,1-5ñ
0,001 -0,1 ñ
0,1-1ñ
2)
2)
4 - 500 A 1A 100 A
4 - 500 A 1A 25 A
0,1 ñ
0,001 ñ
0,1 ñ
0,100 ñ
0,200 ñ
- DISABLE (“Отключено”)
ON (“Вкл.”) или
ARC OFF (“Дуга Выкл.”)
- METRIC (“Метрические”)
или INCH (“Дюймы”)
- ON (“Âêë.”)
(“Âûêë.”)
3)
ON (“Âêë.”) èëè OFF
(“Âûêë.”)
3)
ON (“Âêë.”) èëè OFF
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
(“Âûêë.”)
3)
ON (“Âêë.”) èëè OFF
- OFF (“Âûêë.”)
(“Âûêë.”)
bi08tigr5 -- 1 1 --

RU
2-шаговое
Подача газа до
возбуждения
дуги
2-шаговое управление пусковым выключателем сварочного пистолета.
Увелич
ение
тока
Уменьшение
тока
Послеподач
а защитного
газа
Ïðè 2-шаговом режиме управления после нажатия пускового выключателя
начинается предварительная подача защитного газа (если таковая
используется), а затем возбуждается электрическая дуга (1). Ток повышается
до заданной величины (в соответствии с функцией подъема, если она
включена). При отпускании пускового выключателя (2) ток сбрасывается (или
начинает снижаться, если включена функция снижения), и дуга гасится. Если
эта функция включена, начинается послеподача защитного газа
- Активизация 2-шагового режима вглавномменю.
4-шаговое
Подача газа до
возбуждения
дуги
Увелич
ение
тока
Уменьшение
тока
Послеподач
а защитного
газа
4-шаговое управление пусковым выключателем сварочного пистолета.
Ïðè 4-шаговом режиме управления после нажатия пускового выключателя
начинается предварительная подача защитного газа (если таковая включена)
(1). По окончании времени предварительной подачи защитного газа ток
повышается до начального уровня (несколько ампер), и возбуждается
электрическая дуга. При отпускании пускового выключателя (2) ток
повышается до заданной величины (с постепенным подъемом, если включена
функция подъема). По окончании процесса сварки сварщик снова нажимает
пусковой выключатель (3), и ток сбрасывается опять до начального уровня
(или постепенно снижается, если включена эта функция). При повторном
отпускании пускового выключателя (4) дуга гасится, и начинается послеподача
защитного газа.
- Активизация 4-шагового режима вглавномменю.
HF
Функция HF позволяет возбудить дугу с помощью искры, которая возникает,
когда вольфрамовый электрод подведен на определенное расстояние к
свариваемой детали.
- Активизация режима HF в меню процесса.
bi08tigr5 -- 1 2 --

RU
Lift Arc
Функция Lift Arc (”Поднять дугу”) позволяет возбудить дугу, когда электродом
касаются свариваемой детали, а затем приподнимают над ней.
Возбуждение дуги с помощью функции “Lift Arc”. На шаге 1 показан электрод, находящийся
в контакте со свариваемой деталью. Затем нажимают пусковой выключатель (Шаг 2) и
подается небольшой ток. Когда сварщик приподнимает сварочный пистолет над
поверхностью детали, возникает электрическая дуга (Шаг 3), в результате чего ток
автоматически повышается до заданной величины.
- Активизация “режима Lift-Arc” в меню пр оцесса.
Продувка газа
Используйте функцию продувки газа, чтобы измерить расход газа либо
продуть газовые шланги для удаления из них воздуха и/или влаги, перед тем
как начать процесс сварки. Продувка продолжается до тех пор, пока
пусковой выключатель остается нажатым, блокируя включение сварочного
тока и запуск подачи проволоки.
- Активизация продувки газа вглавномменю.
Подача газа до возбуждения дуги
Подача газа до возбуждения дуги означает время, в течение которого
производится подача защитного газа до того, как будет возбуждена дуга.
- Настройка длительности подачи газа до возбуждения дуги - вменю
настройки.
Подъем тока
“Увеличение тока ” означает, что начальный ток дуги при сварке TIG невелик и
медленно повышается до заданной величины. Это обеспечивает более
плавный разогрев вольфрамового электрода и дает сварщику время
позиционировать электрод и дугу до того, как будет подан полный сварочный
ток.
- Настройка “ длительности увеличения тока” в меню настройки.
Уменьшение тока
Функция “уменьшения тока ” при сварке TIG используется для того, чтобы не
допустить возникновения растрескивания кратера в конце процесса сварки.
Она медленно снижает ток в течение регулируемого промежутка времени.
- Настройка “ длительности уменьшения тока” в меню настройки.
Послеподача защитного газа
Послеподача защитного газа это время, в течение которого продолжается
подача защитного газа после того, как дуга погашена.
bi08tigr5 -- 1 3 --

RU
- Настройка длительности послеподачи защитного газа в меню настройки.
Длительность импульса
Это время, в течение которого подается импульсный ток в течение каждого
цикла импульсного тока.
- Настройка длительности импульса в меню настройки.
Длительность фонового тока
Это продолжительность времени, в течение которого протекает фоновый ток.
В сумме с длительностью импульса это время дает общую
продолжительность цикла импульсного тока.
- Настройка длительности фонового тока в меню настройки.
Фоновый ток
Это более низкая величина тока из двух значений, используемых при сварке с
подачей импульсного тока.
- Настройка силы фонового тока в меню настройки.
Импульсный ток
Это более высокая величина тока из двух значений, используемых при сварке с
подачей импульсного тока.
Заданное значение импульсного тока можно изменять независимо от того,
какое меню выведено на дисплей. Это значение отображается в главном
меню, в меню выбора или в меню настройки.
Òîê Длительность
фонового тока
Амплитуда импульса
Амплитуда
фонового тока
Сварка TIG импульсным током.
Длительнос
ть импульса
Время
Òîê
Чем выше ток, тем шире и глубже проникновение в свариваемую деталь.
Заданную силу тока можно изменять независимо от того, какое меню
выведено на дисплей. Это значение силы тока отображается в главном меню
или в меню настройки.
bi08tigr5 -- 1 4 --

RU
Изменение данных пуска
Эта функция позволяет двойным щелчком на пусковом выключателе
сварочного дутья переключаться на разные наборы установленных
параметров сварки.
Такое переключение осуществляется межу ячейками памяти 1, 2 и 3 (см. главу
7 “управление памятью”). Если в ячейке памяти 2 данные отсутствуют, то
переключение осуществляется только между ячейками 1 и 3.
ON (“Вкл.”) - Переключение между ячейками памяти может иметь место äî,
после èëè во время сварки.
ARC OFF (“Дуга Выкл.”) - Переключение между ячейками памяти может иметь
место только äî èëè после сварки.
- Активизация переключения данных пуска в меню конфигурирования.
bi08tigr5 -- 1 5 --

RU
4 СВАРКА MMA
Сварка MMA это сварка с использованием покрытых электродов. При
возбуждении электрической дуги электрод и его покрытие расплавляются, при
этом покрытие образует защитный шлак.
4.1 Параметры
Параметры Диапазон уставок Сшагом Óñòà âê à ï î
умолчанию
“Горячий пуск”
Время горячего пуска 1-30 1 10
Мощность дуги 0-10 0,5 3
2)
Òîê
Размеры METRIC (“Метрические”)
Включение панели OFF (“Âûêë.”) èëè ON
Автоматическое
сохранение
Предельные значения
Защитный код
1)
3)
3)
ON (“Âêë.”) èëè OFF
(“Âûêë.”)
16 - 500 A 1A 16 4 A
или INCH (“Дюймы”)
(“Âêë.”)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
3)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
OFF (“Âûêë.”) èëè ON
(“Âêë.”)
- OFF (“Âûêë.”)
- METRIC
- ON (“Âêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
- OFF (“Âûêë.”)
(“Метрические”)
1)
Эту функцию нельзя изменить в процессе сварки.
2)
Максимальная сила тока зависит от типа используемой машины.
3)
Для того, чтобы активизировать эту функцию, обратитесь к уполномоченному инженеру
по обслуживанию компании ESAB.
Синергическая линия при поставке: рутиловая проволока 4,0 мм.
Горячий пуск
Функция горячего пуска увеличивает сварочный ток на регулируемое время в
начале процесса сварки. Это уменьшает риск плохого сплавления в начале
сварки.
Настройка продолжительности горячего пуска в меню настройки.
Мощность дуги
От мощности дуги зависит, как будет изменяться ток при изменении длины дуги.
Чем меньше мощность дуги, тем менее резкий звук и меньше разбрызгивание.
Настройка мощности дуги в меню настройки.
Òîê
Чем выше ток, тем шире и глубже проникновение в свариваемую деталь.
Независимо от того, какое меню отображается, установленное значение тока
всегда можно изменить. Это значение отображается в главном меню или в
меню выбора.
bi08mmar6 -- 1 6 --
 Loading...
Loading...