


PT
Aristo
TA6
®
Manual de instruções
Valid from program version 1.300458 855 280 PT 110421

1 INTRODUÇÃO 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Faça isto primeiro 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Método de trabalho do painel de controlo 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Painel de controlo 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Símbolos no visor 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENUS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 O menu principal e o menu de medição 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 O menu de selecção 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Estrutura dos menus 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SOLDADURA TIG 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Definições 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 SOLDADURA MMA 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Definições 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 AIRCAIR 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Definições 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FUNÇÕES GERAIS 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Unidade de comando à distância 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Definições 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 GESTÃO DA MEMÓRIA 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Memorizar dados de soldadura 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Chamar os dados de soldadura 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Apagar os dados de soldadura 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 CODIGO PIN 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 CÓDIGOS DE AVARIA 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Lista de códigos de avaria 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Descrições dos códigos de avaria 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 ENCOMENDAR PEÇAS SOBRESSELENTES 25. . . . . . . . . . . . . . . . . . . . . . . . .
ESQUEMA 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NÚMEROS DE REFERÊNCIA 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
TOCp
- 2 -
PT
1 INTRODUÇÃO
Este manual descreve o funcionamento do painel de controlo TA6.
Para informações gerais sobre o funcionamento, ver as instruções de
funcionamento da fonte de alimentação.
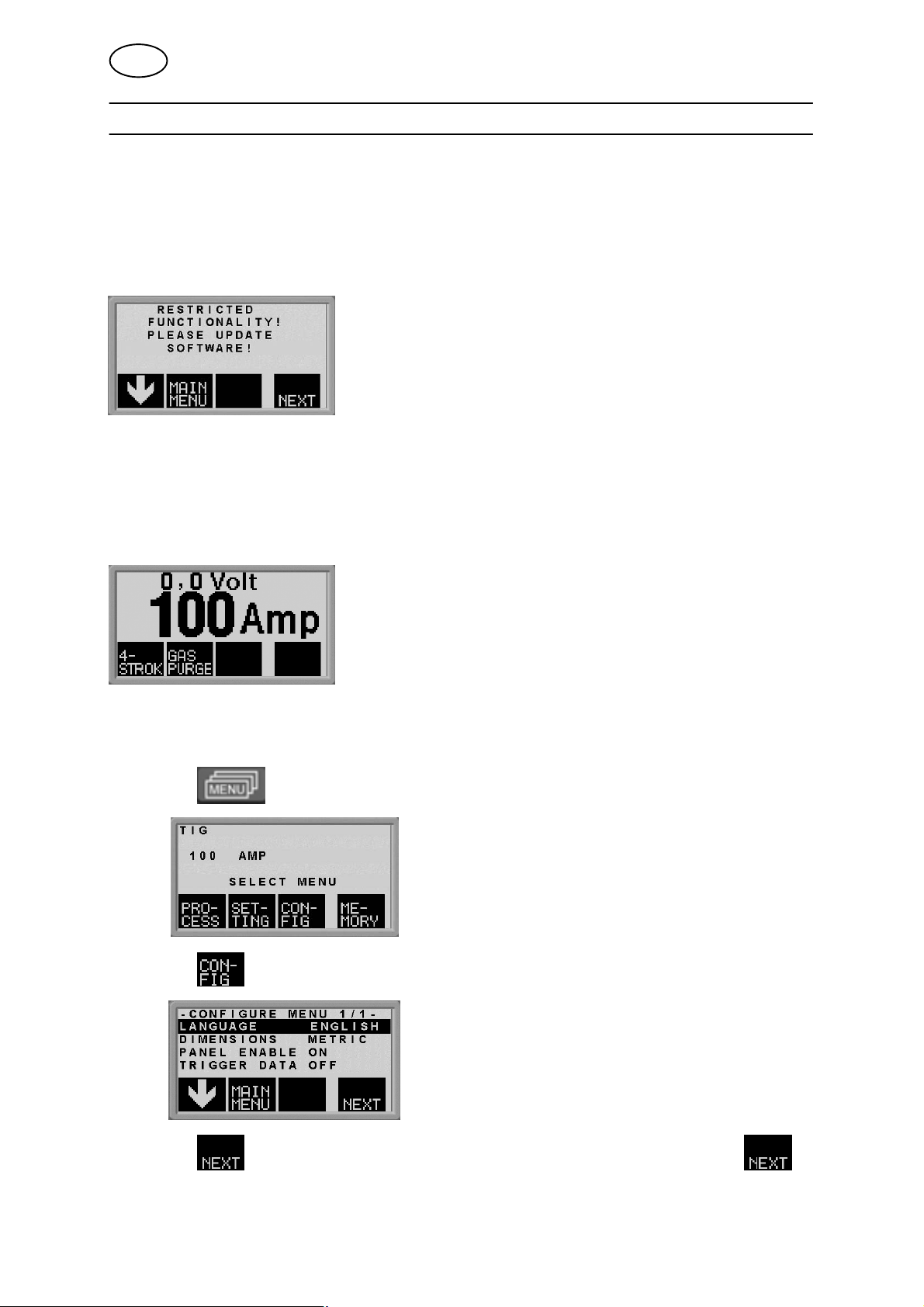
Se este aviso for exibido no visor, isso significa que a fonte de alimentação não
suporta esta função.
Contacte um técnico de assistência ESAB autorizado para obter um software
actualizado.
1.1 Faça isto primeiro
Este menu principal surge no visor a primeira vez que ligar a unidade de
alimentação.
Quando são entregues, o visor e o painel de controlo do aparelho estão em inglês.
Existem 14 idiomas memorizados no painel de controlo: para mudar para o idioma
pretendido proceda do seguinte modo.
S Prima para ver o primeiro menu de selecção.
S Prima para ver o menu de configuração.
S Prima (ou seja, o botão mole do lado direito por baixo do símbolo )
até o idioma certo ser apresentado no visor.
bi05intp1
- 3 -
© ESAB AB2001

PT
1.2 Método de trabalho do painel de controlo
Pode dizer-se que o painel de controlo é constituído por duas unidades: a memória
primária e a memória dos dados de soldadura.
Memorizar
Memória primária Memória dos dados de solda
dura
Chamar
Na memória primária, é criado um conjunto completo de definições de dados de
soldadura que podem ser memorizadas na memória dos dados de soldadura.
Quando se está a soldar, é sempre o conteúdo da memória primária que controla o
processo. É portanto igualmente possível chamar as definições dos dados de
soldadura da memória dos dados de soldadura para a memória primária.
Lembre-se que a memória primária contém sempre as definições dos dados de
soldadura efectuadas mais recentemente. Estas podem ser chamadas da memória
dos dados de soldadura ou de definições alteradas individualmente. Por outras
palavras, a memória primária nunca está vazia ou “reinicializada”
1.3 Painel de controlo
1 Visor
2 Botão para definir a corrente
3 Botões moles (teclas de função)
4 Botão MENU
Botões moles
As funções destes botões (ou seja, o que cada um faz) mudam, consoante o
sub-menu exibido no visor. A função específica para cada botão é apresentada
pelo texto nos quatro blocos ao longo da parte inferior do visor, correspondente aos
botões. (Um ponto branco ao lado do texto indica que o botão está activo.)
“Botão MENU
Este botão permite-lhe aceder ao menu de selecção (ver item 2.2) se estiver no
menu principal. Se estiver noutro menu, faz com que suba um menu.
bi05intp1
- 4 -
© ESAB AB2001

PT
1.4 Símbolos no visor
Voltar ao menu principal.
Movimentar o cursor para baixo para um parâmetro de definição novo.
Alterar a função na linha seleccionada.
Aumentar o valor. Diminuir o valor.
2 MENUS
O painel de controlo utiliza vários menus diferentes: o menu principal, o menu de
medição, o menu de selecção, o menu de processos, o menu de definições, o menu
de configuração e o menu de memória. Também é exibido um visor de inicialização
quando se inicia o aparelho, com informação sobre o tipo de painel e a versão do
software utilizada.
2.1 O menu principal e o menu de medição
O menu principal surge sempre imediatamente após a
inicialização do aparelho, exibindo os valores definidos. Se
se encontrar no menu principal quando iniciar a soldadura,
o menu mudará automaticamente para exibir os valores da
medição (o menu de medição). Os valores da medição
permanecerão no visor mesmo depois de a soldadura ter
parado.
Outros menus poderão ser acedidos sem perder os valores da medição.
Isto só acontece quando o botão está virado ou o método de soldadura é alterado
de forma que em vez dos valores da medição sejam visualizados os valores de
definição.
bi05intp1
- 5 -
© ESAB AB2001

PT
2.2 O menu de selecção
Utilize o menu de selecção para seleccionar o próximo nível
do menu para o qual pretende ir: processos, definições,
configuração ou memória.
Menu de processos
Utilize este menu para
alterar o processo de
soldadura, o método de
iniciar a soldadura etc.
Menu de configura
ção
Utilize este menu para
alterar o idioma, as
unidades de medida
(metros ou polegadas)
etc.
Menu de definições
Utilize este menu para
definir os parâmetros
para a soldadura, como
o fluxo prévio do gás, a
“subida”, corrente
pulsada etc.
Menu de memória
Utilize este menu para
memorizar, chamar
e/ou apagar várias
definições de dados de
soldadura memoriza
das. Existem dez
posições de memoriza
ção de dados.
bi05intp1
- 6 -
© ESAB AB2001

bi05men2
2.3 Estrutura dos menus
- 7 -
TIG Puls
HF
Liftarc
TIG
TIG
Process menu Setting menu Configure menu
MMA
1) E-type
E-diam
2/4 stroke
Gas purge Gas purge Hot start
Air gouging
2) E-diam Gas pre fl,
Slope up
Slope down
Gas post fl.
TIG Puls
TIG TIG Puls MMA
Peak puls A
Peak puls T
Backgr. A
Backgr. T
Gas pre fl.
Slope up
S.lope down
Gas post fl.
2/4 stroke
Arc force
Hot start0
TIG
TIG Puls
3) Language
Dimension
Panel enable
Trigger data
Min current
MMA Air gouging
3) Language
Dimension
Panel enable
MMA Air gouging
3) Language
Dimension
Panel enable
Memory menu
TIG
TIG Puls
MMA
Air gouging
Store
Recall
Delete
© ESAB AB2001

PT
1) O quadro seguinte apresenta os diâmetros dos eléctrodos que podem ser seleccionados no
menu de processos de soldadura MMA.
Tipo de eléctrodo Diâmetro do eléctrodo
Básico 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutílico 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Celulósico 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
2) diâmetros dos eléctrodos que podem ser seleccionados no menu de processos Aircair.
4,0 5,0 6,0 7,0 8,0
3) O texto no painel de visualização está disponível nos seguintes idiomas:
Sueco, dinamarquês, norueguês, finlandês, inglês, alemão, holandês, francês, espanhol
(castelhano), italiano, português, polaco, checo, húngaro, turco e inglês dos EUA.
bi05tabp3
- 8 -
© ESAB AB2001
PT
3 SOLDADURA TIG
A soldadura TIG utiliza um eléctrodo de tungsténio que não se derrete e a partir do
qual o arco é formado e funde a peça de trabalho. O banho de fusão derretido e o
eléctrodo de tungsténio estão protegidos por um gás de protecção.
Os impulsos são utilizados para dar um maior controlo do banho de fusão e da soli
dificação. A frequência dos impulsos é suficientemente baixa para permitir que par
te do banho de fusão comece a solidificar entre cada impulso. Os impulsos têm
quatro parâmetros controláveis: duração dos impulsos, tempo da corrente base,
corrente pulsada e corrente base.
3.1 Definições
Soldadura TIG sem impulsos
Definições Gama de definição Em passos de Adjusta de fábrica
2/4 tempos
HF/Arco de levanta
mento
Purga de gás
Fluxo prévio de gás 0 - 5 s 0,1 s 0,5 s
Tempo de “Subida” 0 - 5 s 0,1 s 0,0 s
Tempo de ”Descida” 0 -10 s 0,1 s 2,0 s
Fluxo posterior de gás 0 -25 s 0,1 s 5,0 s
Corrente
Dados gat sw DESARMAR,
Uni dades MÉTRICAS ou
PaInel activ OFF ou ON - ON
Memória auto
Int limites
Fecho acces
Corrente mín. 0 - 99% - VRD
1)
1)
2)
3)
3)
3)
3)
2 tempos ou 4 tempos - 2 tempos
HF ou Arco de levanta
mento
- -
4 -500 A 1 A 100 A
ARC ON or
ARC OFF
POLEGADA
OFF ou ON - OFF
OFF ou ON - OFF
OFF ou ON - OFF
- - -
- HF
- DESARMAR
- MÉTRICAS
1)
Estas funções não podem ser alteradas enquanto a soldadura estiver em curso.
2)
A corrente máxima depende do tipo de máquina a ser utilizada.
3)
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
bi05tigp5
- 9 -
© ESAB AB2001
 Loading...
Loading...