


FI
Aristo
MA4
Käyttöohjeet
Valid from program version 1.300458 818 173 FI 20110518

1 JOHDANTO 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Ohjauspaneeli 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Kauko-ohjain 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 VALIKOT 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Päävalikko ja mittausvalikko 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Säätövalikko 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MIG/MAG-HITSAUS 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Elektrodi vai lanka? 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Asetukset 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Näytön symbolit 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Säätöesimerkkejä 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 PUIKKOHITSAUS (MMA) 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Asetukset 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Näytön symbolit 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Säätöesimerkkejä 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 HIILIKAARILEIKKAUS 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Asetukset 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Näytön symbolit 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Säätöesimerkkejä 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 VIKAKOODIT 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Vikakoodiluettelo 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Vikakoodien kuvaus 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 VARAOSIEN TILAAMINEN 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
JOHDOTUSKAAVIO 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TILAUSNUMEROT 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Oikeudet muutoksiin pidätetään.
TOCx
- 2 -
FI
1 JOHDANTO
Tässä käyttöohjeessa on selostettu ohjauspaneelin MA4 käyttö. Ohjauspaneeli on
asennettu langansyöttöyksiköihin Feed 3004 ja Feed 4804.
Lisätietoa käytöstä on langansyöttöyksikön tai virtalähteen käyttöohjeessa.
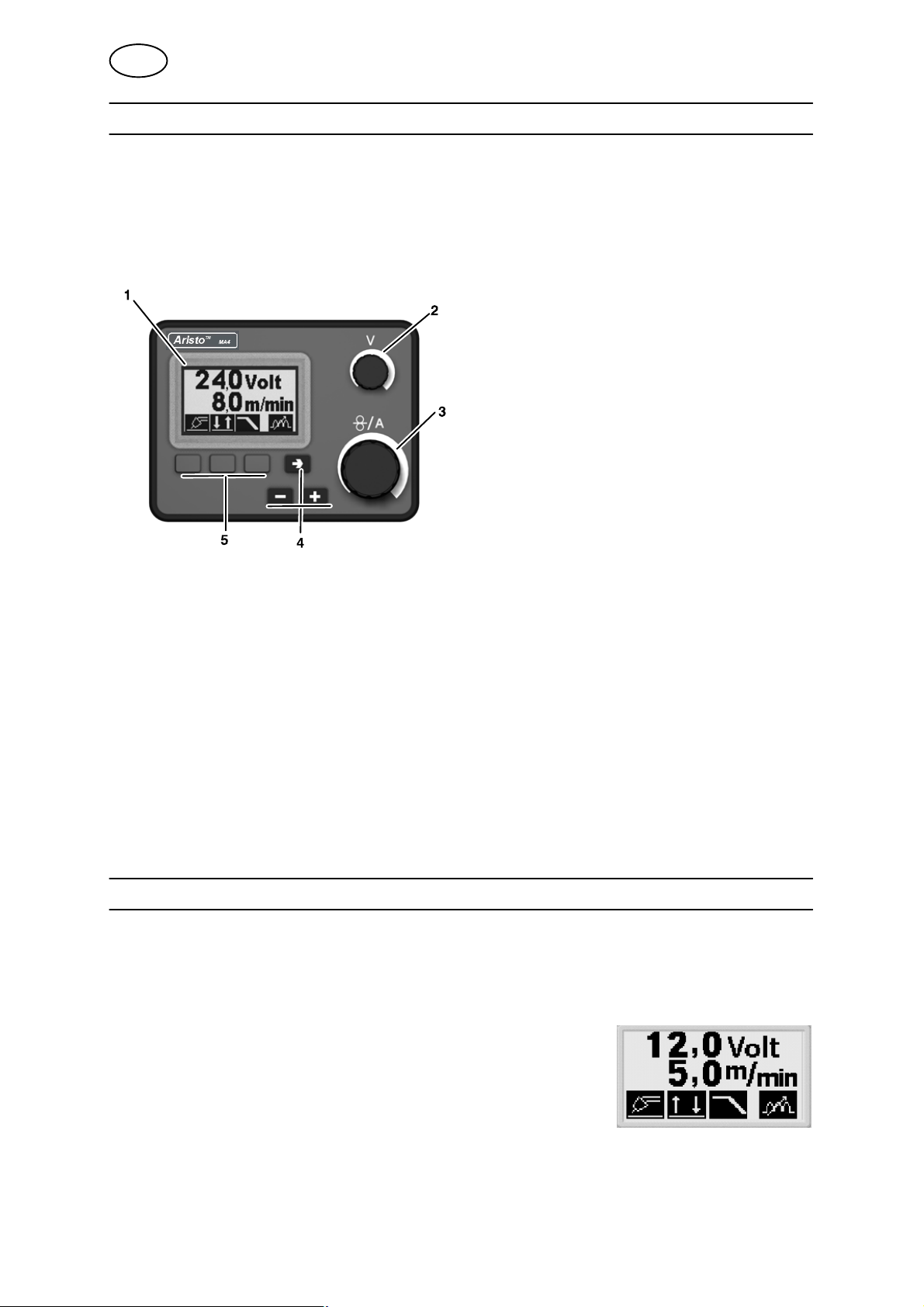
1.1 Ohjauspaneeli
1 Näyttö
2 Säätöpyörä jännitteen säätämistä varten
3 Säätöpyörä langansyöttönopeuden ja vir
ran säätöä varten
4 Suurentaa (+) tai pienentää (-) toimintoa.
Säädettävä toiminto valitaan toimintopai
nikkeella →
5 Ensimmäinen, toinen ja kolmas toiminto
painike
1.2 Kauko-ohjain
Kauko-ohjain mahdollistaa hitsausprosessin pääparametrien säätämisen muualta
kuin ohjauspaneelista.
Koneissa yhdennetyllä ohjauspaneelilla ohjelmaversion pitää olla 1.21 tai suurempi,
jotta kauko-ohjain toimisi oikein.
Ohjauspaneelin ulkonäkö kauko-ohjainta kytkettäessä
S Näyttö jää siihen valikkoon, joka on avattuna kauko-ohjaimen kytkennän
yhteydessä.
Mittaus- ja säätöarvot päivitetään, mutta ne näytetään vain niissä valikoissa,
joissa arvot voidaan näyttää.
S Jos näyttöön tulee vikakoodi, se voidaan poistaa vasta kun kauko-ohjain on
irtikytketty.
2 VALIKOT
Ohjauspaneelissa on useita erilaisia valikoita. Nämä ovat pää-, mittaus- ja
säätövalikko.
2.1 Päävalikko ja mittausvalikko
Päävalikko tulee aina näyttöön käynnistyksen jälkeen.
Valikossa näkyvät asetetut arvot. Jos hitsaaminen
aloitetaan niin, että näytössä on päävalikko, näyttöön tulee
automaattisesti mittausvalikko, jossa näkyvät mitatut arvot.
Mitatut arvot näkyvät näytössä myös hitsauksen lopetuksen
jälkeen.
Säätövalikon avaaminen ei hävitä mittausarvoja. Mittausarvot korvataan säätöarvoilla
vasta kun säätöpyörää käännetään.
bi02d1xa
- 3 -
© ESAB AB2001

FI
2.2 Säätövalikko
Säätövalikossa säädetään eri arvot.
Säätövalikkoon pääsee painamalla , , tai
-painiketta.
Kun virtalähde kytketään pois päältä ja käynnistetään uudelleen, käytetään viimeksi
asetettuja arvoja.
3 MIG/MAG-HITSAUS
3.1 Elektrodi vai lanka?
MIG/MAG-hitsauksessa käytetään kelalle käärittyä elektrodia. Tässä käyttöohjeessa
tämän tyyppisestä elektrodista käytetään nimitystä lanka.
3.2 Asetukset
Asetukset Säätöalue Säätöaskel Arvo toimitettaessa
Prosessi MIG/MAG, MMA tai hii
likaarileikkaus
2/4-vaihe* 2-vaihe tai 4-vaihe - 2-vaihe
Kraaterintäyttö* POIS tai PÄÄLLÄ - POIS
Kraaterin täyttöaika 0 -5 s 0,1 s 1,7 s
Induktanssi 0 - 100 1 70
Kaasun esisyöttö 0,1 -25,0 s 0,1 s 0,1 s
Ryömintäkäynnistys POIS tai PÄÄLLÄ - PÄÄLLÄ
Jälkipaloaika 1 -350 ms 10 ms 100 ms
Kaasun jälkisyöttö 0,1 -20 s 1 s 1 s
Jännite 8 -60 V 0,25 V (näytetään
Langansyöttönopeus 0,8 - 25,0 m/min 0,1 m/min 5 m/min
*) Näitä toimintoja ei voi muuttaa hitsauksen aikana.
MIG/MAG
- MIG/MAG
12 V
yhden desimaalin tark
kuudella)
MIG/MAG-hitsauksessa valokaari sulattaa jatkuvasti syötettävää lankaa. Sulate suoja
taan suojakaasulla.
bi02d1xa
- 4 -
© ESAB AB2001
FI
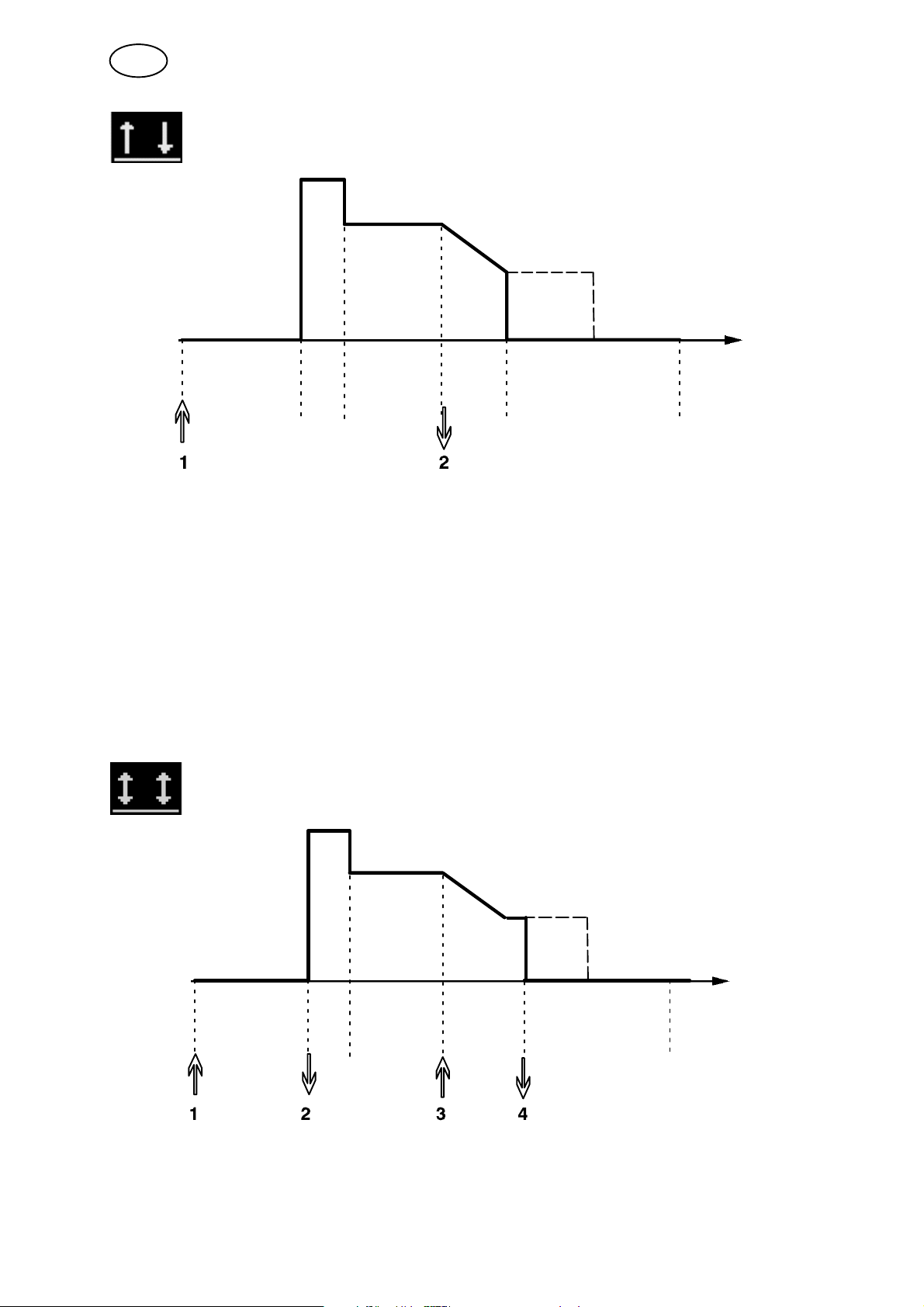
2-vaihe
Kaasun esisy
öttö
Toiminnot pistooliliipaisimen 2-vaiheohjauksella.
Kuu
ma
käyn
nistys
Hitsaus Kraate
rin täyt
tö
Kaasun jälkisyöttö
2-vaiheohjauksessa mahdollinen kaasun esisyöttö käynnistyy, kun pistoolin
liipaisinta painetaan (1). Sen jälkeen käynnistyy hitsausprosessi. Kun liipaisin
vapautetaan (2), alkaa mahdollinen kraaterin täyttö, hitsaus lopetetaan täysin ja
mahdollinen kaasun jälkisyöttö alkaa.
VIHJE! Jos pistoolin liipaisinta painetaan uudelleen kraaterin täytön aikana,
hitsausta voidaan jatkaa kraaterintäytön lopetusarvoilla halutun ajan (katkoviiva).
Kraaterintäyttö voidaan myös keskeyttää painamalla ja vapauttamalla pistoolin
liipaisin nopeasti kraaterin täytön aikana.
4-vaihe
Kaasun esisy
öttö
Toiminnot pistooliliipaisimen 4-vaiheohjauksella.
bi02d1xa
Kuu
ma
käyn
nistys
Hitsaus Kraate
Kaasun jälkisyöttö
rintäyttö
- 5 -
© ESAB AB2001

FI
4-vaiheohjauksessa kaasun esisyöttö käynnistyy, kun pistoolin liipaisinta painetaan
(1). Hitsausprosessi käynnistyy, kun liipaisin vapautetaan (2). Kun liipaisinta
painetaan uudelleen (3), alkaa mahdollinen kraaterintäyttö ja hitsausarvoja
pienennetään. Kun liipaisin vapautetaan (4), hitsaus lopetetaan täysin ja mahdollinen
kaasun jälkisyöttö käynnistyy.
VIHJE! Kraaterintäyttö lopetetaan, kun liipaisin vapautetaan. Jos liipaisin pidetään
painettuna, hitsaus jatkuu kraaterintäytön lopetusarvoilla (katkoviiva).
Kraaterintäyttö
Kraaterintäytön avulla voidaan välttää huokosten, lämpöhalkeamien ja kraatereiden
muodostuminen työkappaleeseen hitsauksen loppuvaiheessa.
Induktanssi
Pieni induktanssi synnyttää kovemman äänen ja tasaisen, keskitetyn valokaaren.
Suuremmalla induktanssilla saadaan sujuvampi (vähemmän roiskeita) ja kuumempi
prosessi, jolloin hitsauspalko virtaa hieman paremmin.
Kaasun esisyöttö
Kaasun esisyötöllä määritetään kuinka kauan suojakaasua virtaa ennen valokaaren
sytytystä.
Ryömintäkäynnistys
Ryömintäkäynnistys tarkoittaa, että lankaa syötetään 50 % säädetystä
syöttönopeudesta, kunnes se saa sähköisen kosketuksen työkappaleeseen.
Jälkipaloaika
Jälkipaloaika määrittää viiveajan elektrodin jarrutuksen aloitushetkestä siihen kun
virtalähde katkaisee hitsausjännitteen. Liian lyhyt jälkipaloaika aiheuttaa sen, että
elektrodia on liian paljon esillä hitsauksen loputtua ja elektrodi saattaa jäädä kiinni
sulatteeseen. Liian pitkä jälkipaloaika aiheuttaa sen, että elektrodia on vähän esillä
hitsauksen loputtua ja valokaari saattaa palaa suuttimeen.
Kaasun jälkisyöttö
Kaasun jälkisyötöllä määritetään kuinka kauan suojakaasua virtaa valokaaren
sammutuksen jälkeen.
Jännite
Suurempi jännite kasvattaa valokaaren pituutta ja synnyttää kuumemman ja
leveämmän hitsauspalon.
Jännitettä voidaan säätää näytössä näkyvästä valikosta riippumatta. Arvo näkyy vain
päävalikossa.
bi02d1xa
- 6 -
© ESAB AB2001

FI
Langansyöttönopeus
Langansyöttönopeus määrittää langan syöttönopeuden (m/min).
Langansyöttönopeutta voidaan säätää näytössä näkyvästä valikosta riippumatta.
Arvo näkyy vain päävalikossa.
3.3 Näytön symbolit
Toimintosymbolit
MIG/MAG Induktansi
2-vaihe 4-vaihe
Kaasun esisyöttö Kaasun jälkisyöttö
Kraaterintäyttö Kraaterin täyttöaika
Ryömintäkäynnistys Jälkipaloaika
Symbolien selitykset
Aktiivinen symboli (tumma tausta). Aktiivisella tarkoitetaan sitä, että
symbolin osoittama toiminto voidaan aktivoida. Uudet arvot voidaan asettaa vain
silloin, kun symboli on aktiivinen.
Ei aktiivinen symboli (vaalea tausta). Ei-aktiivisella tarkoitetaan sitä, että
symbolin osoittaman toiminnon asetuksia ei voi muuttaa.
Kun ei aktiivinen symboli valitaan säätövalikossa, näyttöön tulee päävalikko.
Merkki oikeassa yläkulmassa osoittaa, että kraaterintäyttö on PÄÄLLÄ.
Arvosymbolit
Arvosymbolit näkyvät kunkin toiminnon säätövalikossa.
Pieni induktanssi Suuri induktanssi
Ei kaasun virtausaikaa Pitkä kaasun virtausaika
- 7 -
bi02d1xa
© ESAB AB2001

FI
Ryömintäkäynnistys PÄÄLLÄ Ryömintäkäynnistys POIS
Lyhyt jälkipaloaika Pitkä jälkipaloaika
3.4 Säätöesimerkkejä
Seuraavassa on säätöesimerkki MIG/MAG-hitsauksesta.
Asetukset Arvo
Prosessi MIG/MAG
2/4-vaihe 4-vaihe
Kraaterin täyttö PÄÄLLÄ
Kraaterin täyttöaika 1 s
Induktanssi 80%
Ryömintäkäynnistys POIS
Jälkipaloaika 150 ms
Kaasun esisyöttö 0,7 s
Kaasun jälkisyöttö 3 s
Jännite 30 V
Langansyöttönopeus 10,0 m/min
Prosessi = MIG/MAG-hitsaus
S Avaa MIG/MIG-hitsauksen päävalikko painamalla ensimmäistä toimintopainiket
ta.
2/4-vaihe = 4-vaihe
S Valitse 4-vaihe painamalla .
Kraaterintäyttö = 1,0 sekuntia
S Paina , jolloin kraaterintäytön tila on PÄÄLLÄ.
- 8 -
bi02d1xa
© ESAB AB2001

FI
S Paina , kunnes näytössä näkyy 1,0 s.
Induktanssi = 80 %
S Paina , kunnes näytössä näkyy .
S Paina , kunnes näytössä näkyy 80.
Ryömintäkäynnistys = POIS
S Paina , kunnes näytössä näkyy .
S Paina , kunnes näytössä näkyy 0.
Jälkipaloaika = 150 millisekuntia
S Paina , kunnes näytössä näkyy .
S Paina , kunnes näytössä näkyy 150.
bi02d1xa
- 9 -
© ESAB AB2001

FI
Kaasun esisyöttö = 0,7 sekuntia
S Paina
S Paina
, kunnes näytössä näkyy .
, kunnes näytössä näkyy 0,7 s.
Kaasun jälkisyöttö = 3 sekuntia
S Paina , kunnes näytössä näkyy .
S Paina , kunnes näytössä näkyy 3 s.
Jännite = 30 V
S Käännä jännitteen säätöpyörää, kunnes näytössä näkyy 30,0 Volt.
Langansyöttönopeus = 10,0 m/min
S Käännä langansyöttönopeuden säätöpyörää, kunnes näytössä näkyy 10 m/min
bi02d1xa
- 10 -
© ESAB AB2001

FI
4 PUIKKOHITSAUS (MMA)
4.1 Asetukset
Asetukset Säätöalue Säätöaskel Arvo toimitettaessa
Prosessi MIG/MAG, MMA tai
hiilikaarileikkaus
Kuumakäynnistys ”Hot
start”*
Kuumakäynnistysaika ”Hot
start”
Kaaripaine ”Arc force” 0 - 10 0,5 3
Virta
Mig 4000i
Mig 5000i
*) Toimintoa ei voi muuttaa hitsauksen aikana.
POIS tai PÄÄLLÄ - POIS
1 - 30 1 10
16 -400 A
16 - 500 A
Puikkohitsaus (MMA)
- MIG/MAG
1 A
1 A
100 A
100 A
MMA eli puikkohitsaus on päällystetyillä elektrodeilla suoritettavaa hitsausta. Kun valo
kaari syttyy, elektrodi sulaa ja kuori muodostaa suojaavan kuonakerroksen.
Kuumakäynnistys ”Hot start”
Kuumakäynnistys ”Hot start” suurentaa hitsausvirtaa säädettävän ajanjakson ajan
hitsausprosessin alussa. Tämä vähentää hitsisauman alkuun muodostuvan liitosvian
vaaraa.
Kaaripaine ”Arc force”
Kaaripaine ”Arc force” määrittää sen, kuinka virranvoimakkuus muuttuu kaaren pituu
den muuttuessa. Pieni arvo synnyttää rauhallisemman valokaaren ja vähemmän hit
sausroiskeita.
Virta
Suuremmalla virralla tunkeuma työkappaleeseen on leveämpi ja syvempi.
Virtaa voidaan säätää näytössä näkyvästä valikosta riippumatta. Arvo näkyy vain
päävalikossa.
4.2 Näytön symbolit
Toimintosymbolit
Puikkohitsaus (MMA) Kaaripaine ”Arc force”
Kuumakäynnistys ”Hot start”
bi02d1xa
- 11 -
© ESAB AB2001

FI
Symbolien selitykset
Aktiivinen symboli (tumma tausta). Aktiivisella tarkoitetaan sitä, että
symbolin osoittama toiminto voidaan aktivoida. Uudet arvot voidaan asettaa vain
silloin, kun symboli on aktiivinen.
Ei aktiivinen symboli (vaalea tausta). Ei-aktiivisella tarkoitetaan sitä, että
symbolin osoittaman toiminnon asetuksia ei voi muuttaa.
Kun ei-aktiivinen symboli valitaan säätövalikossa, näyttöön tulee päävalikko.
Merkki oikeassa yläkulmassa osoittaa, että kuumakäynnistys ”Hot start” on
PÄÄLLÄ.
Arvosymbolit
Arvosymbolit näkyvät kunkin toiminnon säätövalikossa.
Ei kaaripainetta ”Arc force” Suuri kaaripaine ”Arc force”
Lyhyt kuumakäynnistysaika Pitkä kuumakäynnistysaika
”Hot start” ”Hot start”
4.3 Säätöesimerkkejä
Asetukset Arvo
Prosessi MMA
Kuumakäynnistys ”Hot
start”
Kuumakäynnistysaika
”Hot start”
Kaaripaine
”Arc force”
Virta 250 A
PÄÄLLÄ
12
5,0
Prosessi = MMA-hitsaus
S Avaa puikkohitsauksen päävalikko painamalla ensimmäistä toimintopainiketta.
bi02d1xa
- 12 -
© ESAB AB2001

FI
Kuumakäynnistysaika ”Hot start” = 12
S Paina , jolloin kuumakäynnistyksen tila on PÄÄLLÄ.
S Paina , kunnes näytössä näkyy 12,0.
Kaaripaine ”Arc force” = 5,0
S Paina , kunnes näytössä näkyy .
S Paina , kunnes näytössä näkyy 5,0.
Virta = 250 A
S Käännä virran säätöpyörää, kunnes näytössä näkyy 250 Amp.
bi02d1xa
- 13 -
© ESAB AB2001

FI
5 HIILIKAARILEIKKAUS
Hiilikaarileikkauksessa käytetään erikoiselektrodia, joka koostuu kuparikuoren sisällä
olevasta hiilipuikosta. Hiilipuikon ja työkappaleen väliin syntyy valokaari, jonka sulat
tama materiaali puhalletaan pois paineilmalla.
5.1 Asetukset
Asetukset Säätöalue Säätöaskel Arvo toimitettaessa
Prosessi MIG/MAG, MMA tai hii
likaarileikkaus
Jännite 8 -60 V 0,25 V (näytetään
Jännite
Suuremmalla jännitteellä tunkeuma työkappaleeseen on leveämpi ja syvempi.
5.2 Näytön symbolit
- MIG/MAG
37,0 V
yhden desimaalin tark
kuudella)
Toimintosymbol
Hiilikaarileikkaus
5.3 Säätöesimerkkejä
Asetukset Arvo
Prosessi Hiilikaarileikkaus
Jännite 45 V
Prosessi = Hiilikaarileikkaus
S Valitse prosessi painamalla ensimmäistä toimintopainiketta, kunnes näytössä
näkyy .
Jännite = 45 V
S Kierrä säätöpyörää, kunnes näytössä näkyy 45 V.
- 14 -
bi02d1xa
© ESAB AB2001

FI
6 VIKAKOODIT
Vikakoodeilla osoitetaan laitteistossa ilmenneet viat. Ne osoitetaan näytössä
seuraavalla symbolilla:
Vikakoodit päivitetään 3 sekunnin välein. Ylin numero osoittaa
vikakoodin numeron, katso kohta 6.1. Alin numero osoittaa vikakoodin
aiheuttaneen yksikön.
0 = ohjauspaneeli
2= virtalähde
3 = langansyöttöyksikkö
4 = kauko-ohjain
Edellä näkyvä symboli osoittaa, että ohjauspaneelin (0) ja virtalähteen välinen yhteys on
katkennut.
Jos useampia vikoja on havaittu, näytetään vain viimeksi ilmenneen vian koodi.
Symboli poistetaan näytöstä painamalla jotain toimintopainiketta.
Symboli näkyy jatkuvasti tai vilkkuu vian tyypistä riippuen.
Vilkkuva symboli merkitään merkillä ”o” vikakoodiluettelossa.
6.1 Vikakoodiluettelo
Vi
Kuvaus Ohjauspa
ka
koo
di
1 Muistivirhe, EEPROM x x x x
2 Muistivirhe, RAM x x x
3 Muistivirhe, ulkoinen RAM x
4 Syöttöjännite, 5 V x x
5 Suuri tasavirtavälijännite x
6 Korkea lämpötila x
8 Syöttöjännite 1* x x x x
9 Syöttöjännite 2* x x x
10 Syöttöjännite 3* x
11 Langansyöttönopeusservo x
12 Tiedonsiirtovika (varoitus) x x x x
14 Tiedonsiirtovika (väylävika) x
15 Hävinneitä viestejä x x x x
16 Suuri tyhjäkäyntijännite x
17 Katkennut yhteys
syöttöyksikköön
18 Katkennut yhteys hitsausvir
talähteeseen
19 Ulkoisen RAM-muistin ase
tukset virheelliset
20 Muistin allokointivirhe x
22 Hävikkiä lähetyspuskurissa x
23 Hävikkiä vastaanottopuskuris
sa
neeli
o
o
x
x
Virtalähde Langansyöt
töyksikkö
Kauko-
ohjain
bi02d1xa
- 15 -
© ESAB AB2001

FI
Vi
Kuvaus
ka
koo
di
26 Watchdog x x x
27 Lanka lopussa o
28 Hävikkiä pinossa x x x
29 Ei veden virtausta o
31 Ei vastausta näyttöyksiköstä x
32 Ei kaasun virtausta o
Yksikkö Syöttöjännite 1* Syöttöjännite 2* Syöttöjännite 3*
Ohjauspaneeli +3 V
Virtalähde +15 V -15 V +24 V
Langansyöttöyksikkö +15 V + 20 V
Kauko-ohjain +13 V +10 V
neeli
VirtalähdeOhjauspa
Langansyöt
töyksikkö
Kauko-
ohjain
6.2 Vikakoodien kuvaus
Vika
koodi
Kuvaus
1 Ohjelmamuistivirhe (EEPROM)
Vika ohjelmamuistissa.
Tämä vika ei salpaa mitään toimintoja.
Toimenpide: Käynnistä laite uudelleen. Jos vika ei häviä, ota yhteys huoltoon.
2 Vika mikrosuorittimen RAM-muistissa
Mikrosuoritin ei voi kirjoittaa/lukea sisäistä muistia.
Tämä vika ei salpaa mitään toimintoja.
Toimenpide: Käynnistä laite uudelleen. Jos vika ei häviä, ota yhteys huoltoon.
3 Vika ulkoisessa RAM-muistissa
Mikrosuoritin ei voi kirjoittaa/lukea ulkoista muistia.
Tämä vika ei salpaa mitään toimintoja.
Toimenpide: Käynnistä laite uudelleen. Jos vika ei häviä, ota yhteys huoltoon.
4 Jännitehäviö 5 V -syöttöjännitteessä
Syöttöjännite liian alhainen.
Käynnissä oleva hitsausprosessi keskeytetään ja käynnistys estetään.
Toimenpide:Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
5 Tasavirtavälijännite raja-arvojen ulkopuolella
Jännite liian suuri tai liian pieni. Liian suuri jännite voi johtua hetkellisistä jännitepiikeistä
verkossa tai heikosta verkosta (verkon induktanssi suuri tai yksi vaihe puuttuu).
Virtalähde kytketään pois päältä eikä sitä voi kytkeä päälle.
Toimenpide: Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
bi02d1xa
- 16 -
© ESAB AB2001

FI
Vika
koodi
10 Syöttöjännite +24 V
11 Langansyöttönopeus
12 Tiedonsiirtovika (varoitus)
14 Tiedonsiirtovika
Kuvaus
6 Korkea lämpötila
Lämpövaroke on lauennut.
Käynnissä oleva hitsausprosessi keskeytetään eikä virtalähdettä voi kytkeä päälle ennen
kuin lämpövaroke on sulkeutunut.
Toimenpide: Tarkasta, että jäähdytysilman tulo-/poistoaukot eivät ole tukossa tai likaiset.
Tarkasta myös työjakso ja ettei nimellisarvoja ylitetä.
8 Alhainen paristojännite +3 V (ohjauspaneeli)
Liian alhainen paristojännite. Jos paristoja ei vaihdeta, tallennetut tiedot häviävät.
Tämä vika ei salpaa mitään toimintoja.
Toimenpide: Ota yhteys huoltoon paristojen vaihtoa varten.
8 Syöttöjännite +15 V (syöttöyksikkö ja virtalähde)
Syöttöjännite liian suuri tai liian pieni.
Toimenpide: Ota yhteys huoltoon.
8 Syöttöjännite +13 V (kauko-ohjain)
Syöttöjännite liian suuri tai liian pieni.
Toimenpide: Ota yhteys huoltoon.
9 Syöttöjännite –15 V (virtalähde)
Syöttöjännite liian suuri tai liian pieni.
Toimenpide: Ota yhteys huoltoon.
9 Syöttöjännite +20 V (syöttöyksikkö)
Syöttöjännite liian suuri tai liian pieni.
Toimenpide: Ota yhteys huoltoon.
9 Syöttöjännite +10 V (kauko-ohjain)
Syöttöjännite liian suuri tai liian pieni.
Toimenpide: Ota yhteys huoltoon.
Syöttöjännite liian suuri tai liian pieni.
Toimenpide: Ota yhteys huoltoon.
Langansyöttönopeus poikkeaa ohjelmoidusta arvosta.
Langansyöttö pysäytetään vian ilmetessä.
Toimenpide: Ota yhteys huoltoon.
Järjestelmän CAN-väylän kuormitus on hetkellisesti liian suuri.
Ohjauspaneelin ja virtalähteen / syöttöyksikön välinen yhteys katkennut.
Toimenpide: Yritä käyttää laitteistoa niin, että vain syöttöyksikkö tai kauko-ohjain on kyt
ketty. Jos vika ei häviä, ota yhteys huoltoon.
Järjestelmän CAN-väylä on lopettanut toimintansa liian suuren kuormituksen vuoksi.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Yritä käyttää laitteistoa niin, että vain syöttöyksikkö tai kauko-ohjain on kyt
ketty. Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys huolto
on.
bi02d1xa
- 17 -
© ESAB AB2001

FI
Vika
koodi
15 Hävinneitä viestejä
16 Suuri tyhjäkäyntijännite
17 Katkennut yhteys
18 Katkennut yhteys
19 Ulkoisen RAM-muistin asetukset virheelliset
20 Muistin allokointivirhe
22 Hävikkiä lähetyspuskurissa
23 Hävikkiä vastaanottopuskurissa
26 Watchdog
27 Lanka lopussa (syöttöyksikkö)
28 Hävikkiä pinossa
Kuvaus
Mikrosuoritin ei ehdi käsitellä tulevia viestejä riittävän nopeasti ja tietoja on hävinnyt.
Toimenpide: Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
Tyhjäkäyntijännite on ollut liian suuri.
Toimenpide: Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
Ohjauspaneelin ja syöttöyksikön välinen yhteys katkennut.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Tarkasta kaapelit. Jos vika ei häviä, ota yhteys huoltoon.
Ohjauspaneelin ja virtalähteen välinen yhteys katkennut.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Tarkasta kaapelit. Jos vika ei häviä, ota yhteys huoltoon.
Vika havaitaan, jos paristovarmennetussa muistissa on virheellistä tietoa.
Toimenpide: Vika poistuu itsestään, mutta kyseisessä muistipaikassa olevat tiedot mene
tetään.
Mikrosuoritin ei pysty varaamaan riittävästi muistia.
Vika aiheuttaa vikakoodin 26 tallentumisen.
Toimenpide: Ota yhteys huoltoon.
Ohjauspaneeli ei ehdi lähettää tietoa muihin yksiköihin riittävän nopeasti.
Toimenpide: Nollaa laitteisto katkaisemalla jännitteensyöttö.
Ohjauspaneeli ei ehdi käsitellä muilta yksiköiltä tulevaa tietoa riittävän nopeasti.
Toimenpide: Nollaa laitteisto katkaisemalla jännitteensyöttö.
Jokin on estänyt suorittimen toiminnan ohjelman suorituksen aikana.
Ohjelma käynnistetään automaattisesti uudelleen. Käynnissä oleva hitsausprosessi pysäy
tetään. Tämä vika ei salpaa mitään toimintoja.
Toimenpide: Jos vika ilmenee uudelleen, ota yhteys huoltoon.
Lankayksikkö ei syötä lankaa. Käynnissä oleva hitsausprosessi keskeytetään ja käynnistys
estetään.
Toimenpide: Asenna uusi lankakela.
Ohjelman suoritus ei toimi.
Toimenpide: Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
bi02d1xa
- 18 -
© ESAB AB2001

FI
Vika
koodi
29 Ei veden virtausta
31 Ei vastausta näyttöyksiköstä
32 Ei kaasun virtausta
Kuvaus
Virtausvartija on lauennut.
Käynnissä oleva hitsausprosessi keskeytetään ja käynnistys estetään.
Toimenpide: Tarkasta jäähdytyspiiri ja pumppu.
Mikrosuorittimen ja näyttökortin välinen yhteys katkennut.
Toimenpide: Ota yhteys huoltoon.
Kaasun virtaus on alle 6 l/min. Käynnistys estetään.
Toimenpide: Tarkasta kaasuventtiili, letkut ja liitännät.
7 VARAOSIEN TILAAMINEN
HUOM!
Kaikki tavarantoimittajan myöntämät takuut lakkaavat olemasta voimassa, jos
asiakas yrittää itse korjata laitteeseen tulleita vikoja takuuaikana.
Varaosia voi tilata lähimmältä ESAB-edustajalta, tiedot löytyvät tämän esitteen vii
meiseltä sivulta.
bi02d1xa
- 19 -
© ESAB AB2001

Johdotuskaavio
bi02e11a
- 20 -
© ESAB AB2001

MA4
Tilausnumerot
Ordering no. Denomination
0458 535 884 AristoR MA4
0458 818 170 Instruction manual SE
0458 818 171 Instruction manual DK
0458 818 172 Instruction manual NO
0458 818 173 Instruction manual FI
0458 818 174 Instruction manual GB
0458 818 175 Instruction manual DE
0458 818 176 Instruction manual FR
0458 818 177 Instruction manual NL
0458 818 178 Instruction manual ES
0458 818 179 Instruction manual IT
0458 818 180 Instruction manual PT
0458 818 181 Instruction manual GR
0458 818 182 Instruction manual PL
0458 818 183 Instruction manual HU
0458 818 184 Instruction manual CZ
0458 818 127 Instruction manual RU, GB
0458 818 187 Instruction manual US
0458 818 990 Spare parts list AristoR MA4
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
bi02o
- 21 -
© ESAB AB2001

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 22 -

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 23 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
www.esab.com
110426© ESAB AB
 Loading...
Loading...