


NL
Aristo
MA4
Gebruiksaanwijzing
Valid from program version 1.300458 818 177 NL 20110518

1 INLEIDING 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Bedieningspaneel 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Afstandsbediening 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENU's 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Het hoofd- en metingenmenu 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Instelmenu 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MIG/MAG-LASSEN 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Draad of elektrode? 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Instellingen 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Symbolen op het display 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Voorbeeld instelling 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MMA-LASSEN 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Instellingen 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Symbolen op het display 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Voorbeeld instelling 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 ELEKTRISCH GUTSEN 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Instellingen 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Symbolen op het display 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Voorbeeld instelling 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FOUTCODES 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Foutcodelijst 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Beschrijvingen foutcodes 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 RESERVEONDERDELEN BESTELLEN 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHEMA 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELNUMMER 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
- 2 -

NL
1 INLEIDING
Deze handleiding beschrijft het gebruik van het MA4-bedieningspaneel, dat is
geïnstalleerd in draadaanvoereenheid Feed 3004 en Feed 4804.
Algemene informatie over de werking van de stroombron en draadaanvoereenheid
vindt u in de bijbehorende handleiding.
1.1 Bedieningspaneel
1 Display
2 Knop voor instelling van de spanning
3 Knop voor instelling van de draadaan
voersnelheid en de lasstroom.
4 Verhogen (+) of verlagen (-) selecteren
m.b.v. de functieknoppen. →
5 Eerste, tweede en derde functieknop.
1.2 Afstandsbediening
Met de afstandsbediening kunnen de primaire parameters van het lasproces worden
ingesteld zonder gebruik te maken van het bedieningspaneel.
Bij apparatuur met geïntegreerde bedieningspanelen werkt de afstandsbediening
alleen als programmaversie 1.21 of hoger is geïnstalleerd.
Werking bedieningspaneel na aansluiting van de afstandsbediening
S Het display blijft het menu tonen dat zichtbaar was toen de afstandsbediening
werd aangesloten.
De meet- en instelwaarden worden bijgewerkt, maar worden alleen
weergegeven in de menu's waarin dit mogelijk is.
S Als er een foutcode wordt weergegeven, kan deze pas worden verwijderd nadat
de afstandsbediening is losgekoppeld.
2 MENU's
Het bedieningspaneel heeft verschillende menu's. Het hoofdmenu, het
metingenmenu en het instelmenu.
2.1 Het hoofd- en metingenmenu
Het hoofdmenu verschijnt zodra de machine is
ingeschakeld. Het menu toont de ingestelde waardes. Als
het hoofdmenu wordt getoond wanneer het lassen begint,
schakelt het automatisch over om de gemeten waardes te
tonen (metingenmenu). De gemeten waardes blijven zichtbaar op het display, ook als
u stopt met lassen.
Het instelmenu is toegankelijk zonder dat de gemeten waardes verloren gaan. Alleen
als de knop wordt verdraaid worden de ingestelde in plaats van de gemeten waarden
weergegeven.
bi02d1ha
- 3 -
© ESAB AB2001

NL
2.2 Instelmenu
In het instelmenu kunt u verschillende waardes ingeven.
Druk op , , of om naar het
instelmenu te gaan.
Wanneer de voedingsbron wordt uitgeschakeld en opnieuw wordt opgestart, worden
de laatst ingestelde waardes weergegeven.
3 MIG/MAG-LASSEN
3.1 Draad of elektrode?
Bij MIG/MAG-lassen wordt een op een haspel gewonden gevulde lasdraad gebruikt.
Dit soort elektrode wordt in deze handleiding draad genoemd.
3.2 Instellingen
Instellingen Instellingsbereik In stappen van: Standaardinstelling
Proces MIG/MAG, MMA of
elektrisch gutsen
Tweetakt/viertakt * Tweetakt of viertakt - Tweetakt
Kratervulling* AAN of UIT - UIT
Kratervultijd 0-5 s 0,1 s 1,7 s
Smoorspoelwerking 0 - 100 1 70
Gasvoorstroomtijd 0,1-25,0 s 0,1 s 0,1 s
Kruipstart AAN of UIT - AAN
Nabrandtijd 1 - 350 ms 10 ms 100 ms
Gasnastroomtijd 0,1-20 s 1 s 1 s
Spanning 8 -60 V 0,25 V (op display we
Draadaanvoersnelheid 0,8-25,0 m/min 0,1 m/min 5 m/min
*) Deze functies kunnen tijdens het lassen niet worden gewijzigd.
- MIG/MAG
12 V
ergegeven in één deci
maal)
MIG/MAG
Bij MIG/MAG-lassen wordt een lasdraad met constante snelheid aangevoerd en ge
smolten. Het lasbad wordt beschermd door het beschermgas.
bi02d1ha
- 4 -
© ESAB AB2001
NL
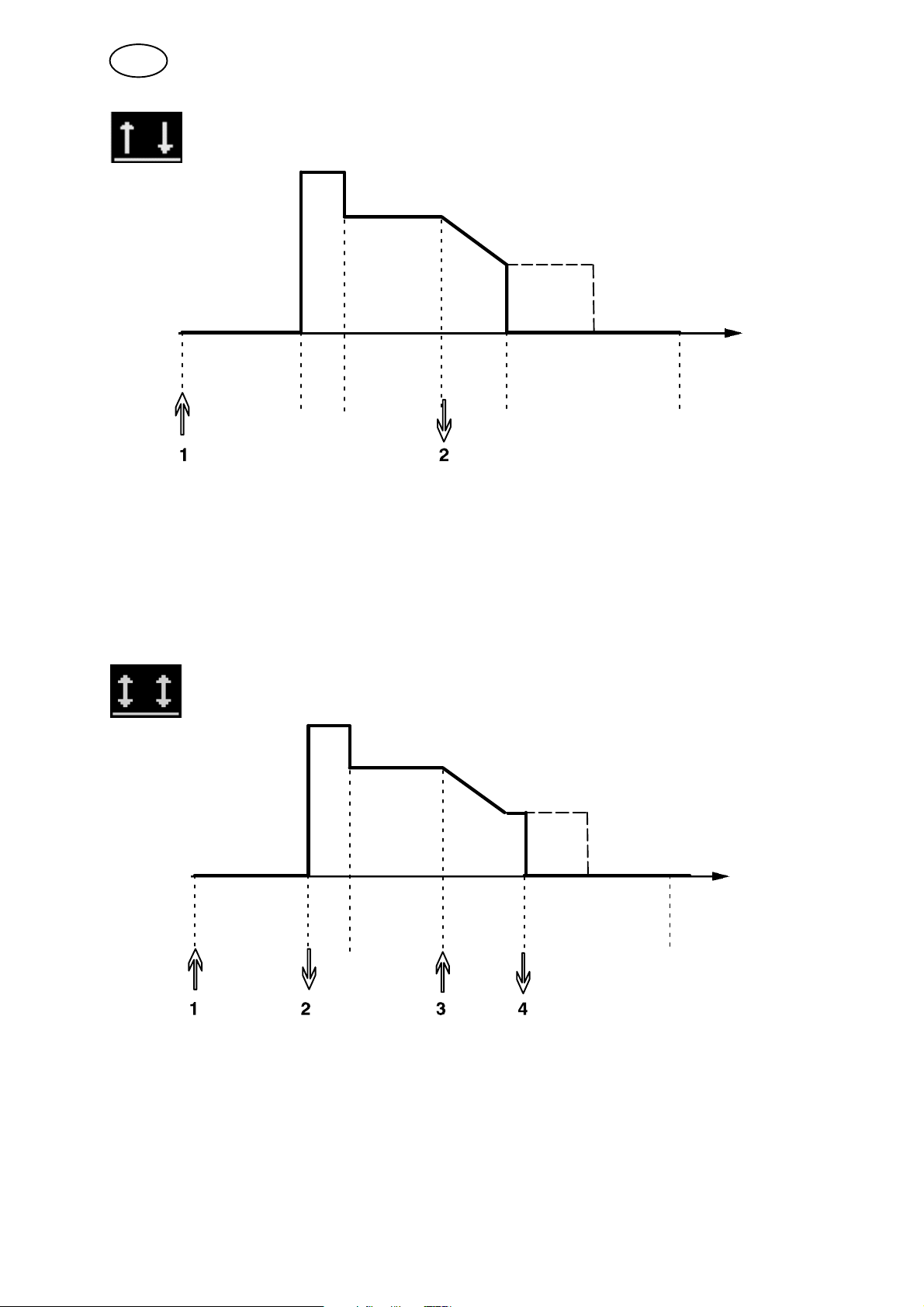
Tweetakt
Gasvoorstro
omtijd
In werking als de tweetaktregeling van de lastoorts wordt gebruikt.
Hot
start
Lassen Krater
vulling
Gasnastroomtijd
Gasvoorstroom (indien gebruikt) begint als de schakelaar van de lastoorts wordt
ingedrukt (1). Het lasproces begint. Als de schakelaar wordt losgelaten (2), begint
de kratervulling (indien geselecteerd) en de lasstroom wordt gestopt. Gasnastroom
begint (indien geselecteerd).
TIP: Als u tijdens het kratervullen de lastoortsschakelaar weer indrukt, gaat het
kratervullen verder totdat de schakelaar wordt losgelaten (stippellijn). Kratervulling
kan ook onderbroken worden door de lastoortsschakelaar tijdens het proces snel in
te drukken en los te laten.
Viertakt
Gasvoorstro
omtijd
In werking als de viertaktregeling van de lastoorts wordt gebruikt.
Hot
start
Lassen Krater
vulling
Gasnastroomtijd
Gasvoorstroom begint als de schakelaar van de lastoorts wordt ingedrukt (1): als u
de schakelaar loslaat begint het lasproces. Als de schakelaar weer wordt ingedrukt
(3), begint het kratervullen (indien geselecteerd) en wordt de lasstroom verminderd.
Als de schakelaar wordt losgelaten (4), stopt het lasproces en start de gasnastroom
(indien geselecteerd).
TIP: De kratervulling stopt als de lastoortsschakelaar wordt losgelaten. Als u de
schakelaar ingedrukt houdt, gaat de kratervulling door (de stippellijn).
bi02d1ha
- 5 -
© ESAB AB2001
NL
Kratervulling
Kratervulling voorkomt poriën, hittescheuren en kratervorming in de lasnaad.
Smoorspoelwerking
Lage smoorspoelinstelling produceert een hardere, stabielere en geconcentreerde
boog. Hoge smoorspoelinstelling geeft een minder harde boog (minder spatten) en
meer warmte, zodat het lasbad meer kan uitlopen.
Gasvoorstroom
De gasvoorstroomtijd is de tijd waarin het beschermgas stroomt voordat de boog
wordt ontstoken.
Kruipstart
Bij een kruipstart wordt de draad op 50 % van de ingestelde snelheid aangevoerd tot
de draad elektrisch contact met het werkstuk maakt.
Nabrandtijd
Nabrandtijd is de vertraging tussen het tijdstip waarop de draadaanvoersnelheid
afneemt en het tijdstip waarop de stroombron de lasstroom uitschakelt. Een te korte
nabrandtijd resulteert in een langere ”draadpeuk”. Er bestaat dan een kans dat de
draad in het stollende lasbad blijft steken. Een te lange nabrandtijd resulteert in een
kortere ”draadpeuk”, waarbij de kans bestaat dat de lasboog in het lasmondstuk
slaat.
Gasnastroomtijd
Gasnastroomtijd is de tijd waarin het beschermgas blijft stromen nadat de boog
gedoofd is.
Spanning
Een hogere spanning zorgt voor een langere boog en produceert een heter en
breder lasbad.
Ongeacht het weergegeven menu kan de waarde voor spanning worden gewijzigd.
De waarde wordt alleen in het hoofdmenu weergegeven.
Draadaanvoersnelheid
Voor instelling van de gewenste draadaanvoersnelheid in meter/minuut.
Ongeacht het weergegeven menu kan de waarde voor de draadaanvoersnelheid
worden gewijzigd. De waarde wordt alleen in het hoofdmenu weergegeven.
bi02d1ha
- 6 -
© ESAB AB2001

NL
3.3 Symbolen op het display
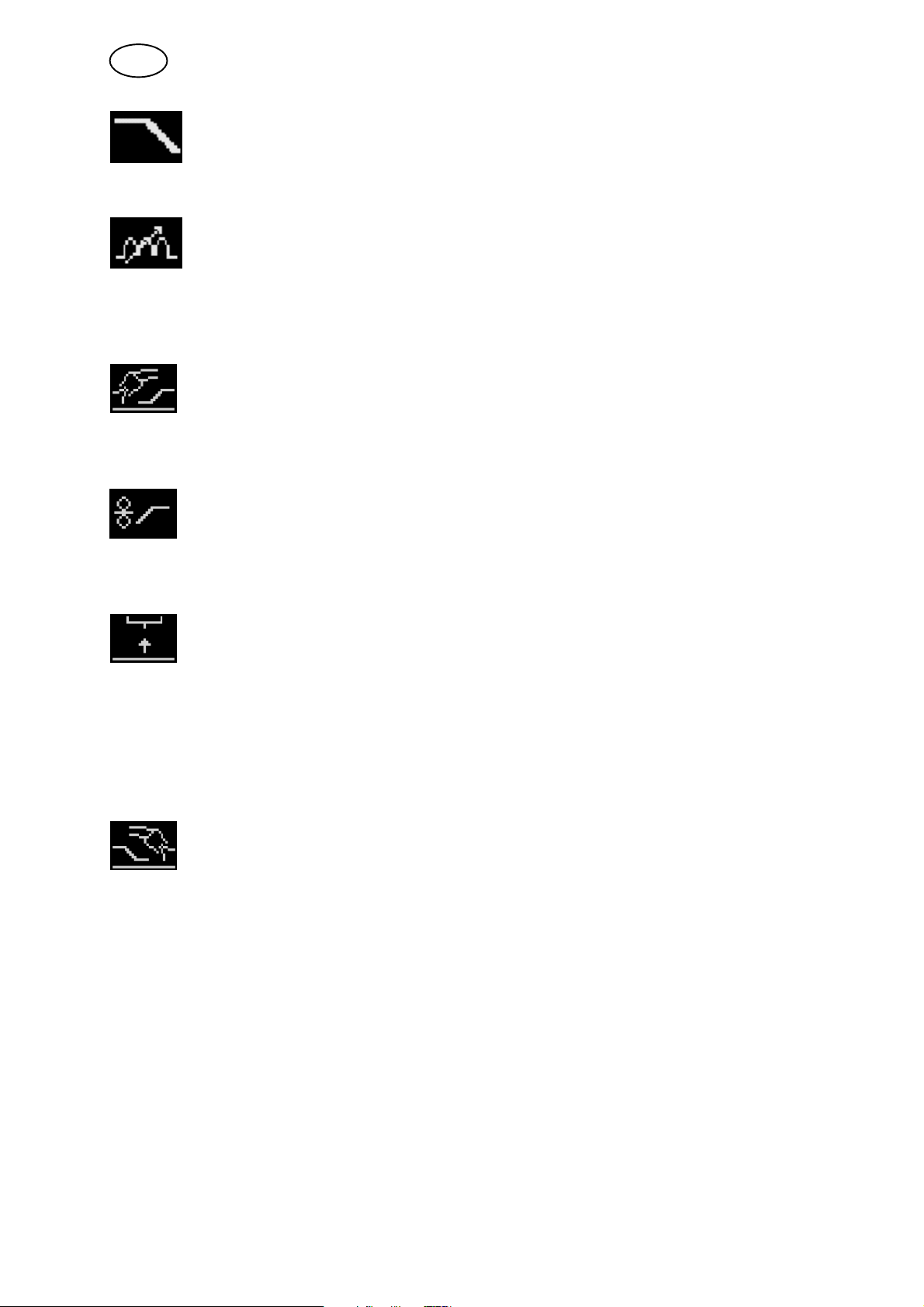
Functiesymbolen
MIG/MAG Smoorspoel
Tweetakt Viertakt
Gasvoorstroom Gasnastroom
Kratervulling Kratervultijd
Kruipstart Nabrandtijd
Uitleg over de symbolen
Actief-symbool (donkere achtergrond). Actief betekent dat de bij het
symbool behorende functie in werking kan worden gesteld. Nieuwe waardes kunnen
alleen worden ingegeven als het symbool actief is.
Non-actief-symbool (lichte achtergrond). Non-actief betekent dat de bij het
symbool behorende functie niet veranderd kan worden.
Als er in het instelmenu een non-actief-symbool wordt ingedrukt zal de machine naar
het hoofdmenu terugkeren.
Een punt in de rechter bovenhoek geeft aan dat kratervulling aanstaat..
bi02d1ha
- 7 -
© ESAB AB2001
NL
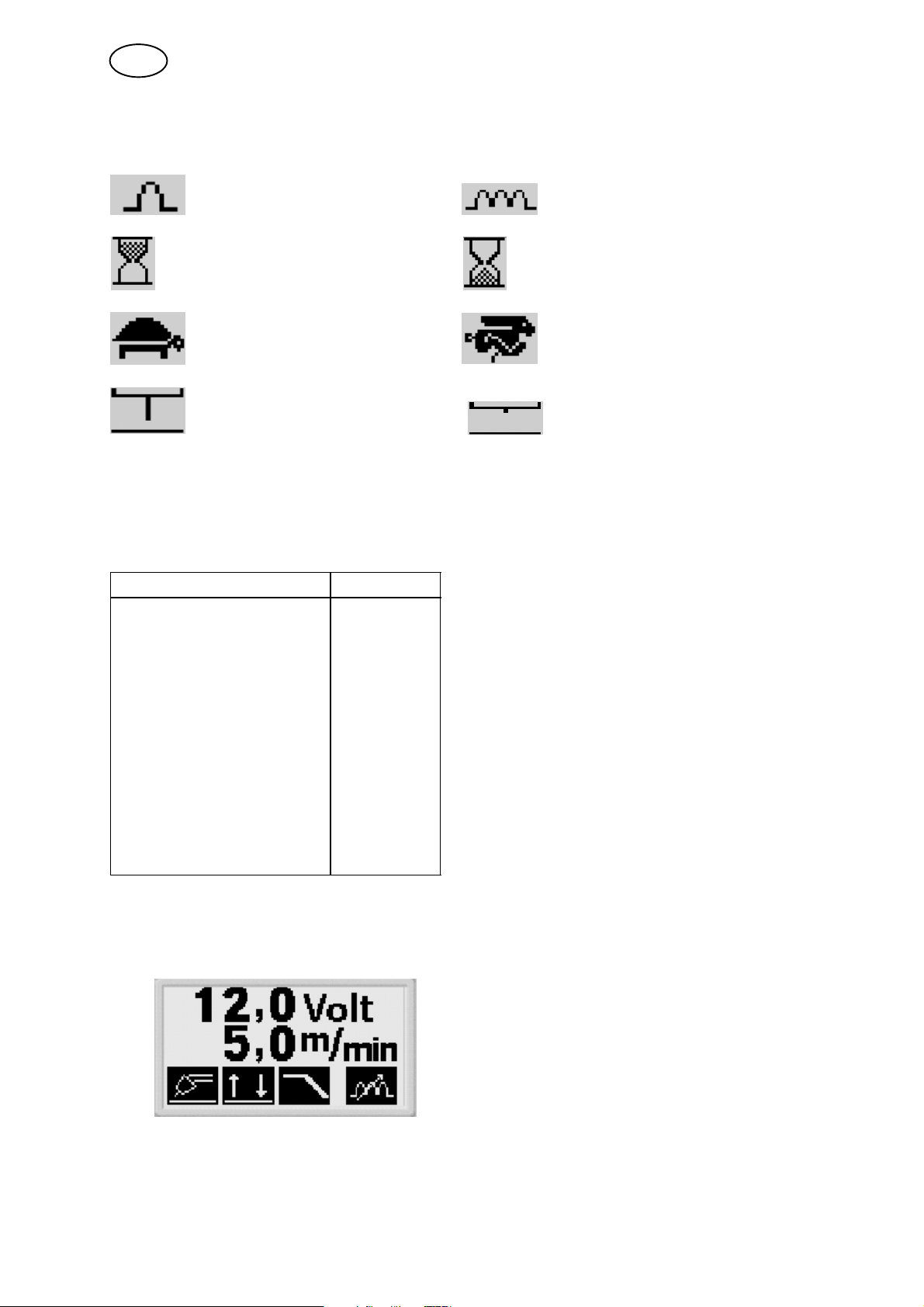
Waardesymbolen
De waardesymbolen voor iedere functie worden in het instelmenu weergegeven.
Weinig smoorspoelwerking Veel smoorspoelwerking
Geen gasstroomtijd Lange gasstroomtijd
Kruipstart AAN Kruipstart UIT
Kortere nabrandtijd Langere nabrandtijd
3.4 Voorbeeld instelling
Hier volgt een voorbeeld van de instellingen die worden gebruikt bij MIG/MAG-las
sen.
Instellingen Waarde
Proces MIG/MAG
Tweetakt/viertakt Viertakt
Kratervulling AAN
Kratervultijd 1 s
Smoorspoelwerking 80%
Kruipstart UIT
Nabrandtijd 150 ms
Gasvoorstroomtijd 0,7 s
Gasnastroomtijd 3 s
Spanning 30 V
Draadaanvoersnelheid 10,0 m/min
Proces = MIG/MAG-lassen
S Druk op de eerste functieknop voor weergave van het hoofdmenu voor
MIG/MAG-lassen.
bi02d1ha
- 8 -
© ESAB AB2001
 Loading...
Loading...