


ES
Control panel T4
Instrucciones de uso
Valid from program version 1.300458 819 078 ES 051003

1 INTRODUCCIÓN 3...................................................
1.1 Panel de control 3...........................................................
1.2 Unidad de control remoto 3...................................................
2 MENÚS 3...........................................................
2.1 Menú principal y menú de medidas 3..........................................
2.2 Menú de ajustes 4...........................................................
3 SOLDADURA TIG 4..................................................
3.1 Parámetros 4...............................................................
3.2 Símbolos de la pantalla 7.....................................................
3.3 Ejemplo de parámetros 8.....................................................
4 SOLDADURA MMA 10.................................................
4.1 Parámetros 10...............................................................
4.2 Símbolos de la pantalla 1 1.....................................................
4.3 Ejemplo de parámetros 12.....................................................
5 RESANADO POR ARCO--AIRE 13......................................
5.1 Parámetros 13...............................................................
5.2 Símbolos de la pantalla 13.....................................................
5.3 Ejemplo de parámetros 14.....................................................
6 CÓDIGOS DE FALLO 14...............................................
6.1 Lista de códigos de fallo 15....................................................
6.2 Descripción de los códigos de fallo 16...........................................
7 PEDIDOS DE REPUESTOS 18..........................................
ESQUEMA 19...........................................................
REFERENCIA DE PEDIDO 20.............................................
Reservado el derecho de cambiar las especificaciones sin previo aviso.
TOCc
-- 2 --

ES
1 INTRODUCCIÓN
En este manual se describe la utilización del panel de control T4, con el que están
equipadas las fuentes de corriente de soldadura AristoTig 400.
Si desea información general sobre el funcionamiento, consulte el manual de
instrucciones de la fuente de corriente.
1.1 Panel de control
1 Pantalla
2 Mando de ajuste de la corriente
3 Incremento (+) o Disminución (--), selec-
ción mediante los botones de función →
4 Primero, segundo y tercer botones de fun-
ción.
1.2 Unidad de control remoto
Si utiliza una unidad de control remoto, podr á controlar los parámetros básicos del
proceso de soldadura desde un dispositivo distinto del panel de control.
Las máquinas de la línea Aristo con paneles de control incorporados deben tener
instalada la versión 1.21 o superior del programa para que el control remoto
funcione adecuadamente.
Comportamiento del panel de control cuando se conecta la unidad de control
remoto
S La pantalla se congela en el menú que se está visualizando cuando se conecta
el control remoto.
Los valores medidos y los valores configurados se actualizan, pero sólo
aparecen en los menús en los que pueden visualizarse.
S Si aparece en la pantalla un símbolo de código de fallo, no se podrá eliminar
hasta que no se desconecte el control remoto.
2MENÚS
El panel de control ofrece diferentes menús: el menú principal, el de medidas y el de
ajustes.
2.1 Menú principal y menú de medidas
El menú principal aparece en la pantalla en cuanto se
enciende la máquina y muestra los valores configurados. Si
está en pantalla al iniciar el proceso de soldadura, cambia
automáticamente para mostrar los valores medidos (menú
de medidas). Estos valores permanecen en la pantalla una
vez terminada la soldadura.
bi04d1ca
-- 3 --

ES
Es posible acceder al menú de ajustes sin que se pierdan los valores medidos. Para
que aparezcan en pantalla los valores configurados en lugar de los medidos, es
necesario girar el mando.
2.2 Menú de ajustes
En este menú se pueden introducir diferentes valores.
Para acceder al menú de ajustes, presione , o
.
Si se desconecta la fuente de corriente y se vuelve a conectar, se recuperan los
últimos valores configurados.
3 SOLDADURA TIG
3.1 Parámetros
Parámetros Rango de valores En pasos de: Valor predeterminado
Método de soldadura TIG, MMA o
resanado por arco--aire
2/4 tiempos * 2 tiempos o 4 tiempos -- 2 tiempos
HF / Liftarc* HF o Liftarc -- HF
Preflujo de gas 0--5s 0,1 s 0,5 s
Tiempo de rampa
ascendente
Tiempo de rampa descendente
Postflujo de gas 0--25s 0,1 s 1,0 s
Corriente 4 -- 400 A 1A 100 A
*) Estas funciones no se pueden cambiar durante el proceso de soldadura.
0--5s 0,1 s 0,0 s
0--10s 0,1 s 2,0 s
TIG
La soldadura TIG funde el metal de la pieza a partir de un arco y un electrodo de
tungsteno no consumible. El baño de soldadura y el electrodo están protegidos con
gas.
-- TIG
bi04d1ca
-- 4 --

ES
2 tiempos
Preflujo de gas Rampa
ascendente
Funciones con control de 2 tiempos de la antorcha de soldadura
Rampa descendente
Postflujo de
gas
En el modo de control de 2 tiempos, al presionar el gatillo comienza el preflujo de
gas (si se ha activado) y se forma el arco (1). La corriente aumenta hasta el valor
configurado (controlado por la función de rampa ascendente, si está activada). Al
soltar el gatillo (2), la corriente dism inuye (o se inicia la ram pa descendente, si está
activada) y el arco se extingue. Por último, se inicia el postflujo de gas, si se ha
seleccionado.
4 tiempos
Preflujo de gas Rampa
ascendente
Funciones con control de 4 tiempos de la antorcha de soldadura
Rampa descendente
Postflujo de
gas
En el modo de control de 4 tiempos, al presionar el gatillo comienza el preflujo de
gas (si se ha activado) (1). Cuando ha transcurrido el tiempo de preflujo de gas
establecido, la corriente aumenta hasta el nivel de control (unos pocos amperios) y
se forma el arco. Cuando se suelta el gatillo (2), la corriente asciende hasta el valor
fijado (con rampa ascendente, si se ha activado). Al concluir la soldadura, se
presiona nuevamente el gatillo (3), lo que reduce la corriente al nivel de contr ol (con
rampa descendente, si se ha activado). Por último, cuando se vuelve a soltar el
gatillo (4), el arco se extingue y comienza el postflujo de gas.
HF
La función HF (alta frecuencia) forma el arco mediante una chispa que salta del
electrodo de tungsteno a la pieza a soldar cuando se aproxima el electrodo a dicha
pieza.
bi04d1ca
-- 5 --
ES
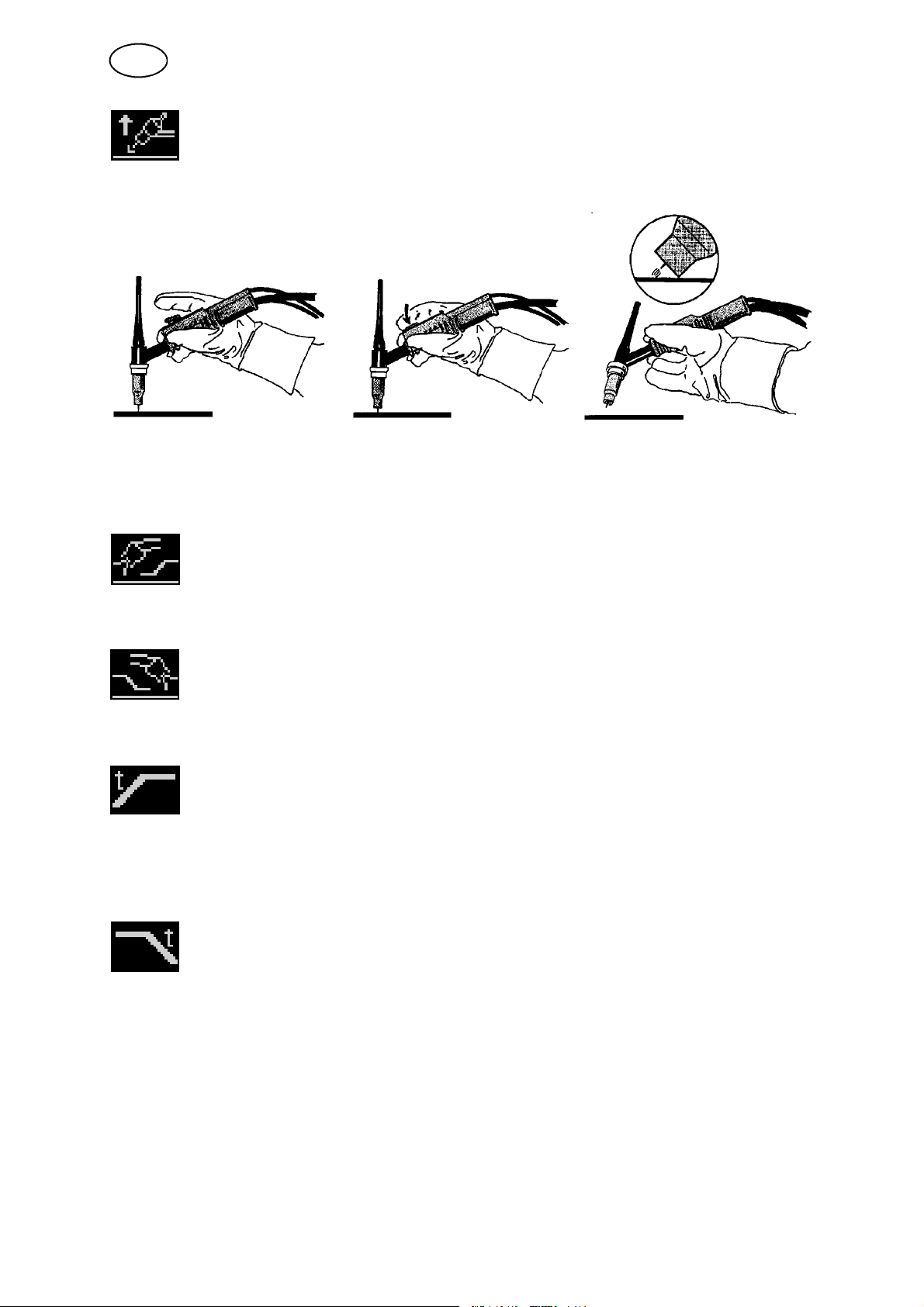
Lift Arc
La función “lift arc” forma el arco cuando el electrodo toca la pieza a soldar y luego
se retira de ésta.
Encendido del arco con la función Lift Arc. Paso 1: apoye el electrodo en la pieza. Paso 2: presione
el gatillo. Se generará una corriente débil. Paso 3: retire la antorcha de la pieza. El arco se forma y
la corriente aumenta automáticamente hasta el valor establecido.
Preflujo de gas
Controla el tiempo durante el cual fluye gas de protección antes de que se forme el
arco.
Postflujo de gas
Controla el tiempo durante el cual fluye gas de protección después de que se
extinga el arco.
Rampa ascendente
Esta función implica que, cuando se forma el arco TIG, la corriente aumenta
lentamente hasta el valor fijado. De este modo, el calentamiento del electrodo es
más “suave”, y el operario puede colocarlo correctamente antes de que se alcance
el valor de corriente máxima.
Rampa descendente
La soldadura TIG utiliza esta función, en la que la corriente disminuye “lentamente”
durante un periodo de tiempo controlado, para evitar que se formen cráteres y/o
fisuras en la soldadura terminada.
Corriente
Una corriente elevada produce un baño de soldadura más ancho, con mejor
penetración en la pieza a soldar.
El valor de corriente configurado se puede modificar independientemente del menú
que esté en pantalla. Sin embargo, dicho valor sólo se puede visualizar en el menú
principal.
bi04d1ca
-- 6 --

ES
3.2 Símbolos de la pantalla
Símbolos de función
TIG
2 tiempos 4 tiempos
Arranque HF Arranque Lift Arc
Preflujo de gas Postflujo de gas
Rampa ascendente Rampa descendente
Descripción de los símbolos
Símbolo activado (fondo oscuro). Significa que la función que representa el
símbolo se puede activar. Sólo se pueden configurar nuevos valores cuando este
símbolo está activado.
Símbolo desactivado (fondo claro). Significa que los parámetros de la
función que representa el símbolo no se pueden modificar.
Si se presiona un símbolo desactivado desde el menú de ajustes, aparece en
pantalla el menú principal.
Símbolos de valores
Los símbolos de valores de cada función se m uestran en el menú de ajustes.
Menor duración de la rampa y del flujo de gas
bi04d1ca
Mayor duración de la rampa y del flujo de gas
-- 7 --

ES
3.3 Ejemplo de parámetros
A continuación se muestra un ejemplo de los parámetros de soldadura TIG.
Parámetros Valor
Método de soldadura TIG
2/4 tiempos 4 tiempos
HF / Liftarc Liftarc
Preflujo de gas 1,0 s
Duración de la «rampa
ascendente»
Duración de la «rampa descendente»
Postflujo de gas 3,0 s
Corriente 150 A
Método de soldadura = soldadura TIG
0,5 s
1,0 s
S Visualice el menú principal de la soldadura TIG presionando el primer botón de
función.
2/4 tiempos = 4 tiempos
S Presione para seleccionar 4 tiempos.
HF / Liftarc = Liftarc
S Presione para cambiar a Liftarc.
bi04d1ca
-- 8 --
 Loading...
Loading...