


NL
Caddy™
TA34 AC/DC
Gebruiksaanwijzing
Valid from program version 1.020460 227 077 NL 100315

1 INLEIDING 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Bedieningspaneel 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 TIG-LASSEN 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Instellingen 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Betekenis van symbolen en functies 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Verborgen TIG-functies 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 MMA-LASSEN 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Instellingen 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Betekenis van symbolen en functies 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Verborgen MMA-functies 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 LASDATAGEHEUGEN 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 FOUTCODES 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Lijst met foutcodes 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Beschrijvingen foutcodes 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 RESERVEONDERDELEN BESTELLEN 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELNUMMER 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
- 2 -

NL
1 INLEIDING
Deze handleiding beschrijft het gebruik van het bedieningspaneel TA34 AC/DC.
Algemene informatie over het gebruik vindt u in de instructiehandleiding van de
voeding.
Na het inschakelen controleert het systeem de LED's en het
display. De programmaversie wordt getoond. In dit geval is dat
versie 0.18.
Handleidingen in andere talen kunnen worden gedownload vanaf de site
www.esab.com.
1.1 Bedieningspaneel
Knop voor het instellen van de gegevens (stroom, spanning, percentage,
seconden of frequentie)
Display
Keuze van lasmethode: TIG of MMA
Drukknop voor selecteren van TIG-lassen met:
S Wisselstroom AC
S Gelijkstroom DC -
S Gelijkstroom DC - met puls
Drukknop voor selecteren van MMA-lassen met:
S Wisselstroom AC
S Gelijkstroom DC -
S Gelijkstroom DC +
bi18d1ha
- 3 -

NL
Keuze van HF-start of LiftArct
Keuze van tweetakt of viertakt
Paneelinstelling , programma instellen met behulp van de schakelaar van
de lastoorts of door de afstandsbediening aan te sluiten
Display van VRD-functie (gereduceerde open spanning) is wel of niet actief.
Opmerking! De VRD-functie werkt voor stroombronnen waar het wordt
toegepast.
Indicatie van de in het display getoonde parameter (stroom, spanning,
percentage, seconden of frequentie)
Keuze van stroomindicatie (A) of spanningsindicatie (V) op het display tijdens
het lassen
Indicatie van geselecteerde parameter, zie pagina 6. De rechterknop wordt
ook gebruikt voor verborgen functies
Knoppen voor instellingen van lasdatageheugens. Zie pagina 13.
2 TIG-LASSEN
2.1 Instellingen
TIG zonder puls AC/DC en TIG met pulserende DC
Functie Instellingsbereik In stappen van: Standaardwaarde
HF / LiftArct
Tweetakt/viertakt
Gasvoorstroomtijd
Slope-uptijd 0 - 10 s 0,1 s 0,0 s
Slope-downtijd 0 - 10 s 0,1 s 1,0 s
Gasnastroomtijd 0 - 25 s 0,1 s 10 s
Stroom 4 - 220 A 1 A 60 A
Actief paneel UIT of AAN - AAN
Wijzigen startgegevens UIT of AAN - UIT
Afstandsbediening UIT of AAN - UIT
Min. stroom
2)
2)
1)
2)
HF of LiftArct - LiftArct
Tweetakt of viertakt - Tweetakt
0 - 5 s 0,1 s 0,5 s
0-99 % - 30 %
bi18d1ha
- 4 -

NL
TIG met wisselstroom
Functie Instellingsbereik In stappen van: Standaardwaarde
Balansinstelling 50 - 98 %* 1 % 50 %
Frequentie-instelling 10 - 152 Hz 1 - 3 Hz 65 Hz
Voorverwarmen elektrode 0 - 100 1 -
*) Afhankelijk van de frequentie-instelling
TIG met pulserende DC
Functie Instellingsbereik In stappen van: Standaardwaarde
Pulsstroom 4 - 220 A 1 A 60 A
Pulstijd
Micropuls
Grondstroom 4 - 220 A 1 A 20 A
Grondstroomtijd
Micropuls
1)
Deze functies zijn verborgen TIG-functies, zie beschrijving bij punt 2.3.
2)
Deze functies kunnen tijdens het lassen niet worden gewijzigd
1)
1)
0,01 - 2,5 s
0,001 - 0,250 s
0,01 - 2,5 s
0,001 - 0,250 s
0,01 s
0,001 s
0,01 s
0,001 s
1,0 s
1,0 s
2.2 Betekenis van symbolen en functies
VRD (Voltage Reducing Device, spanningsreductievoorziening)
De VRD-functie beperkt de open spanning tot 35 V wanneer er niet wordt gelast. Dit
wordt aangegeven door een oplichtende VRD-LED.
De VRD-functie wordt geblokkeerd wanneer het systeem waarneemt dat het lassen
is gestart.
Als de VRD-functie is geactiveerd en de open spanning de limiet van 35 V
overschrijdt, verschijnt er een foutmelding (16) op het display. Het lassen kan niet
worden gestart zolang de foutmelding wordt weergegeven.
TIG-lassen
Bij TIG-lassen wordt het metaal van het werkstuk gesmolten met behulp van een boog
die wordt ontstoken door een wolfraamelektrode. De elektrode zelf smelt niet. Het las
bad en de elektrode worden beschermd door een beschermgas.
Wisselstroom
Bij het lassen van aluminium heeft wisselstroom het voordeel dat het risico op
verstoring van de magnetische boog kleiner is en dat oxide goed wordt afgebroken.
Gelijkstroom
Een hogere stroom zorgt voor een breder lasbad en een betere penetratie in het
werkstuk.
bi18d1ha
- 5 -
NL
Pulsstroom (alleen DC)
Pulserend lassen wordt gebruikt voor een betere beheersing van het lasbad en
stollingsproces. De pulsfrequentie is zo laag ingesteld dat het lasbad tussen iedere
puls de tijd krijgt gedeeltelijk te stollen. Voor het instellen van pulserend lassen zijn
vier parameters nodig: pulsstroom, pulstijd, grondstroom en grondstroomtijd.
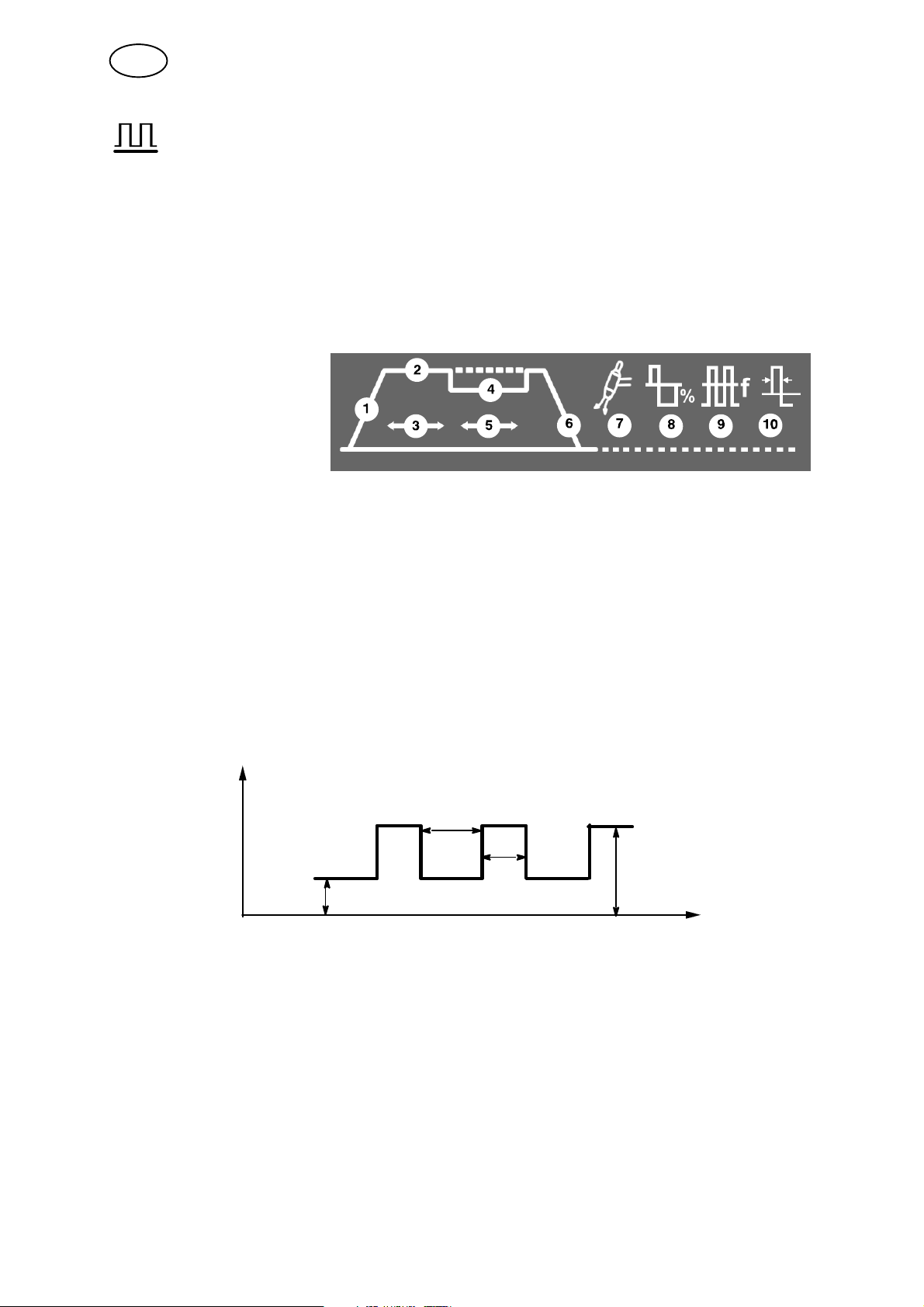
Parameterinstellingen
1. Slope-up (aanlooptijd)
2. Lasstroom
3. Pulstijd
4. Grondstroom
5. Grondstroomtijd
6. Slope-down
7. Gasnastroomtijd
8. Balans
9. Frequentie
10. Voorverwarmen elektrode
Slope-up (aanlooptijd)
De slope-up is de tijd waarin de stroom geleidelijk naar de ingestelde waarde stijgt
nadat de TIG-boog is ontstoken. Zo wordt de elektrode geleidelijker verhit en kan de
lasser de elektrode goed plaatsen voordat de ingestelde lasstroom wordt bereikt.
Pulsstroom
De hoogste van de twee stroomwaarden bij pulsstroom.
Stroom
Grondstroomtijd
Pulsstroom
Grondstroom Pulstijd
Tijd
TIG-pulslassen.
Pulstijd
De tijdsduur van een actieve stroompuls gedurende een pulsperiode.
Grondstroom
De laagste van de twee stroomwaarden bij pulsstroom.
Grondstroomtijd
Tijd voor grondstroom die samen met de tijd voor de pulsstroom de pulsperiode
bepaalt.
bi18d1ha
- 6 -
 Loading...
Loading...