

Page 1

Caddy®
TA34 AC/DC
Bruksanvisning
0460 227 170 SE 20131022 Valid from program version 1.20
Page 2

INNEHÅLLSFÖRTECKNING
1 INLEDNING........................................................................................................... 3
1.1 Bra att veta om svetsprodukten .........................................................................3
1.2 Inställningspanel.................................................................................................. 3
2 TIG-SVETSNING .................................................................................................. 5
2.1 Inställningar.......................................................................................................... 5
2.2 Symbol- och funktionsförklaringar ....................................................................6
2.3 Dolda TIG-funktioner .........................................................................................12
3 MMA-SVETSNING.............................................................................................. 13
3.1 Inställningar........................................................................................................ 13
3.2 Symbol- och funktionsförklaringar ..................................................................13
3.3 Dolda MMA-funktioner....................................................................................... 14
4 SVETSDATAMINNE............................................................................................ 16
5 FELKODER......................................................................................................... 17
5.1 Felkodslista ........................................................................................................17
5.2 Beskrivning av felkoder..................................................................................... 17
6 RESERVDELSBESTÄLLNING........................................................................... 20
BESTÄLLNINGSNUMMER .......................................................................................21
Vi förbehåller oss rätten till ändringar utan föregående meddelande.
0460 227 170 © ESAB AB 2013
Page 3

1 INLEDNING
1 INLEDNING
Manualen beskriver användningen av inställningspanelen TA34 AC/DC.
Läs strömkällans bruksanvisning för allmän information om drift.
När nätspänningen är tillslagen gör enheten ett självtest av
lysdioderna och displayen; därefter visas programversionen och
i detta exempel är det programversion 0.18.
OBS!
Panelens funktioner kan skilja sig åt, beroende på vilken produkt den är
installerad på.
Bruksanvisningar på andra språk kan laddas ned från vår webbplats: www.esab.com.
1.1 Bra att veta om svetsprodukten
Strömkällan är utrustad med funktionen True AC rating (TIG).
"True AC rating" innebär att man upprätthåller medelströmmen vid olika induktans och
motstånd i svetskretsen. Det är resultatet av en aktiv processreglering som kompenserar för
den induktans som finns i svetskretsen.
Processen optimeras för att energin i ljusbågen ska överensstämma med den inställda
svetsström som valts vid AC (växelström). Processoptimeringen leder i normalfallet till att
svetsning är möjlig med ett lägre inställt strömvärde (än med tidigare strömkällor) tack vare
minskade förluster i svetskretsen.
För bästa möjliga oxiduppbrytning och livslängd på volframelektroden för AC TIG
rekommenderas negativ AC-balans (-70%), vilket också är grundinställningen vid leverans.
Man kan minska inträngningsprofil (penetration) av smältpolen vid AC TIG, genom att minska
värmeutbytet med att sänka AC-balansen. Lägsta värde för AC-balansen är -50%, se tabell
1-3 på sida 8 för rekommenderade strömområden. Detta underlättar främst vid svetsning av
klenare/tunnare materialdimensioner.
1.2 Inställningspanel
0460 227 170
- 3 -
© ESAB AB 2013
Page 4
1 INLEDNING
1. Ratt för inställning av data (ström, spänning, procent, sekunder eller frekvens)
2. Display
3. Val av svetsmetod TIG eller MMA
4. Tryckknapp för val av TIG-svetsning med:
• Växelström AC
• Likström DC -
• Likström DC – med pulsning
Tryckknapp för val av MMA-svetsning med:
• Växelström AC
• Likström DC -
• Likström DC +
5. Val av start HF-start eller LiftArc
™
6. Val av 2-takt eller 4-takt
7. Inställningen från panelen , programändring med pistolens avtryckare
eller ansluta fjärrdon
8. Visning om VRD-funktionen (reducerad tomgångsspänning) är aktiv eller inaktiv.
OBS!
Den här funktionen kan användas med strömkällor som stöder denna
funktion.
9. Indikation av vilken parameter som visas i displayen (ström, spänning, procent,
sekunder eller frekvens)
10. Visning av mätvärde för ström (A) eller spänning (V) vid svetsning.
11. Indikation om vald inställningsparameter; se avsnittet "Symbol- och
funktionsförklaringar".
Den högra knappen används också för dolda funktioner.
12. Knappar för minnesinställningar för svetsdata; se avsnittet "Svetsdataminne".
Det uppmätta värdet i displayen för bågspänningen V och svetsströmmen A är ett aritmetiskt
medelvärde = likriktat medelvärde.
0460 227 170
- 4 -
© ESAB AB 2013
Page 5
2 TIG-SVETSNING
2 TIG-SVETSNING
2.1 Inställningar
TIG utan pulsning AC/DC och TIG med pulsning DC
Funktion Inställningsområde I steg om: Värde vid
leverans
HF/Liftarc
2/4-takt
Gasförströmningstid
™1)
1)
2)
HF eller LiftArc
2-takt eller 4-takt - 2-takt
0–5s 0,1 s 0,5 s
Slope up-tid 0-10s 0,1 s 0,0 s
Slope down-tid 0-10s 0,1 s 1,0 s
Gasefterströmningstid 0-25s 0,1 s 10,0 s
Ström
4 – max
3)
Aktiv panel AV eller PÅ - PÅ
Ändra triggerdata AV eller PÅ - AV
™
-
LiftArc
1 A 60 A
™
Fjärrdon AV eller PÅ - AV
Min ström
2)
0–99% - 0 %
VRD - - -
1)
Dessa funktioner kan inte ändras under pågående svetsning.
2)
Dessa funktioner är dolda TIG-funktioner; se avsnittet "Dolda TIG-funktioner".
3)
Inställningsområdet är beroende av vilken strömkälla som används.
TIG med AC
Funktion Inställningsområde I steg om: Värde vid
leverans
Balansinställning 50 – 98%* 1 % 50 %
Frekvensinställning 10 - 152 Hz 1 - 3 Hz 65 Hz
Elektrodförvärmning
automatisk
1)
manuell
*)
Beroende på frekvensinställningen.
1)
Dessa funktioner är dolda TIG-funktioner; se avsnittet "Dolda TIG-funktioner".
80 - 120 ms
15 - 100 ms
1
1
-
-
TIG med pulsning DC
Funktion Inställningsområde I steg om: Värde vid
leverans
Pulsström
Pulstid
Mikropuls
1)
Bakgrundsström
Bakgrundstid
Mikropuls
0460 227 170
1)
4 – max
0,01 - 2,5 s
0,001 - 0,250 s
4 – max
0,01 - 2,5 s
0,001 - 0,250 s
2)
2)
- 5 -
1 A 60 A
0,01 s
0,001 s
1,0 s
1 A 20 A
0,01 s
0,001 s
1,0 s
© ESAB AB 2013
Page 6

2 TIG-SVETSNING
1)
Dessa funktioner är dolda TIG-funktioner; se avsnittet "Dolda TIG-funktioner".
2)
Inställningsområdet är beroende av vilken strömkälla som används.
2.2 Symbol- och funktionsförklaringar
TIG-svetsning
TIG-svetsning smälter metallen i arbetsstycket med en ljusbåge från en icke
smältande volframelektrod. Smältbadet och elektroden skyddas med skyddsgas.
AC, Växelström
Fördelar med växelström är en god oxiduppbrytningsförmåga vid svetsning av
lättmetaller (aluminium, magnesium och dess legeringar).
Likström
Vid högre ström erhålls en bredare smältpool som ger bättre inträngning i
arbetsstycket.
Pulsad ström (endast DC)
Svetsning med pulserande ström används för att ge bättre kontroll över
smältbadet och svetsgodsets stelning. Pulsfrekvensen ska ställas in så lågt att
smältbadet hinner stelna åtminstone delvis mellan varje puls. Det krävs fyra
parametrar för att ställa in pulsfunktionen: pulsström, pulsvaraktighet,
bakgrundström och paustid.
Parameterinställningar
1. Slope up 6. Slope down
2. Svetsström 7. Gasefterströmningstid
3. Pulstid 8. Balans
4. Bakgrundsström 9. Frekvens
5. Bakgrundstid 10. Elektrodförvärmning
Uppramptid (slope up)
Upprampningsfunktionen låter TIG-ljusbågen tändas vid låg initialström och
rampar sedan sakta upp strömmen till inställt värde. Detta ger ”mjukare”
uppvärmning av elektroden och ger svetsaren tid att få elektrodläget korrekt
innan full svetsström uppnås.
Pulsström
Det högre av de två strömvärdena vid pulsström.
0460 227 170
- 6 -
© ESAB AB 2013
Page 7

2 TIG-SVETSNING
A. Ström D. Bakgrundsström
B. Tid E. Pulstid
C. Bakgrundstid F. Pulsström
TIG-svetsning med pulsning.
Pulstid
Den tid pulsströmmen är aktiv under en pulsperiod.
Bakgrundsström
Det lägre av de två strömvärdena vid pulsström.
Bakgrundstid
Tid för bakgrundsström som tillsammans med tid för pulsström ger pulsperiod.
Nedrampning (slope down)
Vid TIG-svetsning används nedrampningsfunktionen för att undvika kratrar och
sprickor vid svetsavslut.
Gasefterströmning
Gasefterströmning anger hur lång tid skyddsgasen ska strömma efter att
ljusbågen släckts.
Balans
Inställning av balansen mellan den positiva (+) och negativa (–)
elektrodhalvperioden vid svetsning med växelström (AC).
Lägre balansvärde får en större andel av svetsvärmet att utvecklas i elektroden
och ger bättre oxidbrytning på arbetsstycket.
Högre balansvärde får en större andel av svetsvärmet att utvecklas i
arbetsstycket och ger därmed ökad inträngning.
0460 227 170
Frekvens
Lägre frekvens (vid växelströmssvetsning) medför att en större andel av
svetsvärmet utvecklas i arbetsstycket, vilket ger bredare smältbad.
Högre frekvens ger smalare ljusbåge med högre bågtryck, vilket gör smältbadet
smalare.
HF-tändning
HF-tändningen tänder ljusbågen med hjälp av en högfrekvent pilotström, när
elektroden förs i närheten av arbetsstycket.
- 7 -
© ESAB AB 2013
Page 8
2 TIG-SVETSNING
Automatisk förvärmning av elektrod vid AC
Automatiken är utformad för att på ett balanserat sätt ge en stabil ljusbåge och
en säker start. Tiden för förvärmning av elektroden styrs av en förprogrammerad
tid i relation till inställd svetsström. Den automatiska förvärmningen är möjlig att
ställa in (finjustera) när man befinner sig i ytterområdena för elektrodens
strömområde, se rekommenderat strömområde nedan.
Inställningsområde för förvärmning är 80-120 ms, där 100 ms är lika med
grundvärde (värde vid leverans).
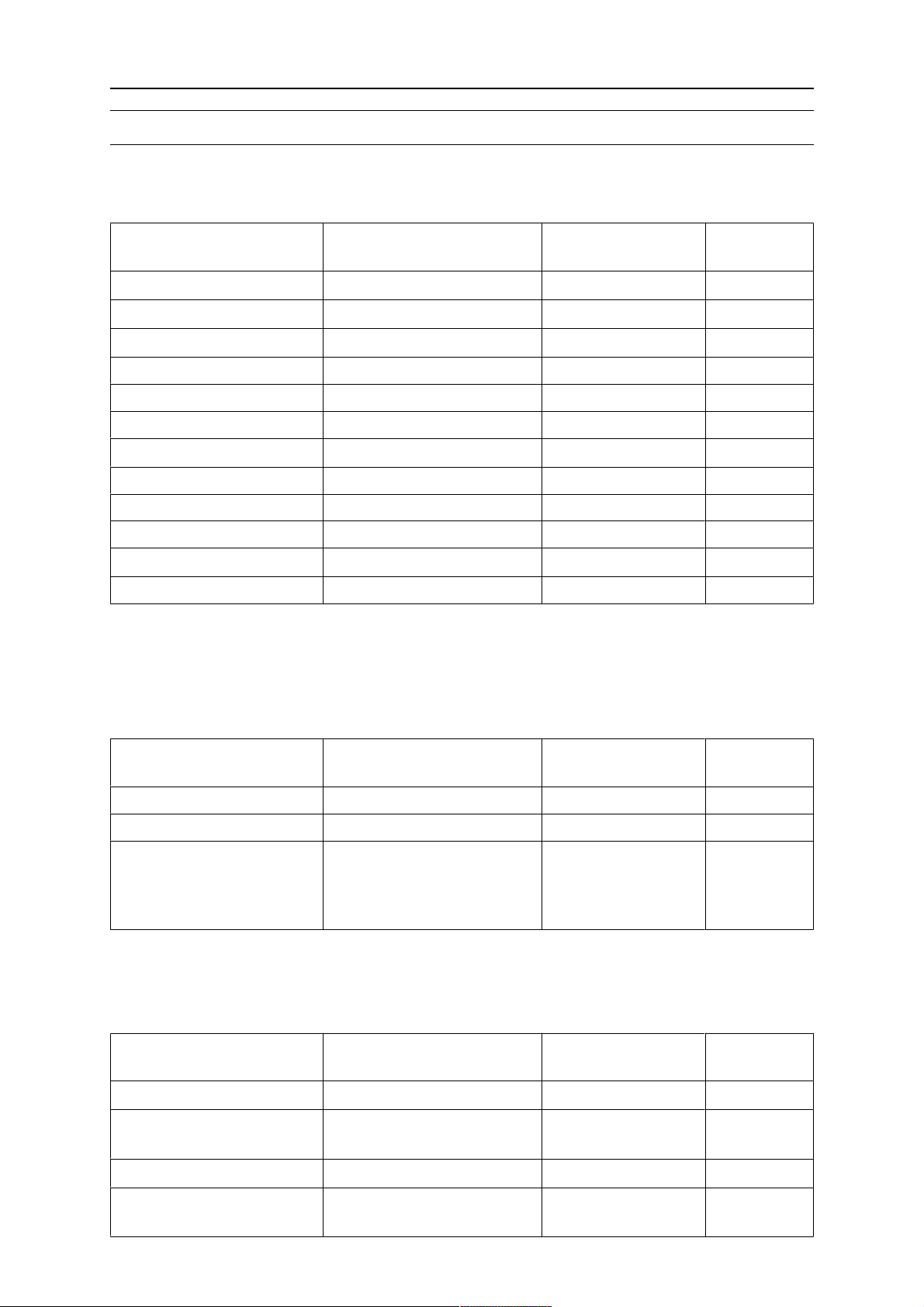
Strömområden för elektrod WP (ren volfram)
Max A AC – 50% balans Max A AC – 70% balans
A. Svetsström A B. Elektroddiameter (mm)
Tabell 1 – rekommenderade strömområden för urval av elektrod WP = grön färgkodning och
klassificeringsnamn enligt ISO 6848:2004
0460 227 170
- 8 -
© ESAB AB 2013
Page 9

2 TIG-SVETSNING
Strömområden för elektrod WC20 (WCe2)
Max A AC – 50% balans Max A AC – 70% balans
A. Svetsström A B. Elektroddiameter (mm)
Tabell 2 – rekommenderade strömområden för urval av elektrod WC20 = grå färgkodning
och klassificeringsnamn enligt ISO 6848:2004
Strömområden för elektrod WLa 15/Guld Plus (70% AC-balans)
I max A AC
A. Svetsström A B. Elektroddiameter (mm)
Tabell 3 – rekommenderade strömområden för urval av elektrod WLa15 = guld färgkodning
och klassificeringsnamn enligt ISO 6848:2004
0460 227 170
- 9 -
© ESAB AB 2013
Page 10
2 TIG-SVETSNING
Avaktivering av automatisk förvärmning av elektrod
I dolda TIG-funktioner kan den automatiska förvärmningen avaktiveras för manuell inställning
från 15–100 ms för anpassning till ett specifikt fall. Vid övergång från automatisk till manuell
inställning följer det tidigare autogenererade värdet för förvärmningen och önskat värde ställs
in med hjälp av ratten.
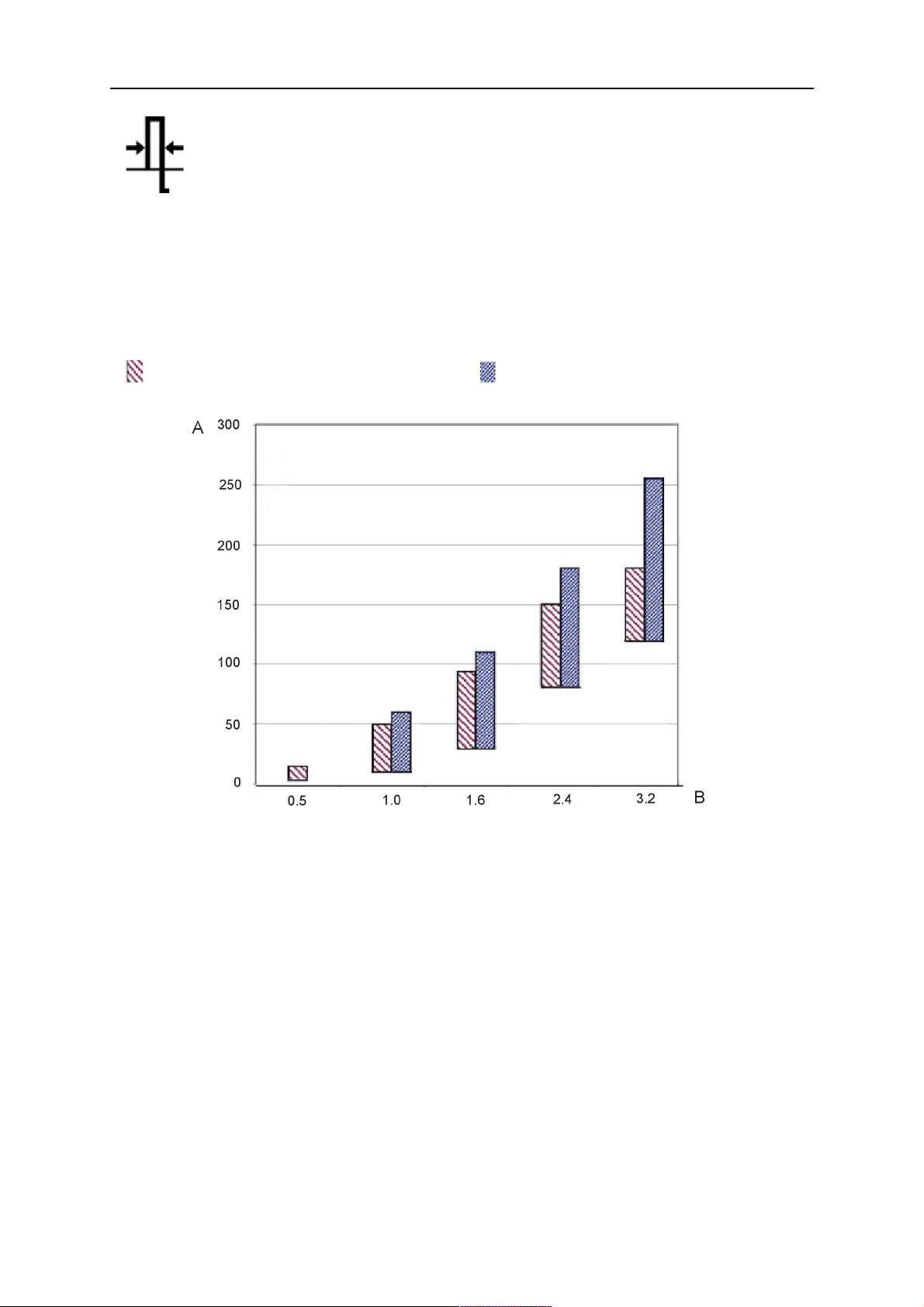
LiftArc™-tändning
LiftArc™ tänder ljusbågen när elektroden stryks mot arbetsstycket och sedan
lyfts upp en liten bit.
Tändning med LiftArc™:
1. Elektroden bringas i kontakt med arbetsstycket.
2. Svetspistolens avtryckare trycks in och en låg tändström börjar flyta.
3. Svetsaren lyfter elektroden från arbetsstycket, varvid ljusbågen tänds och
svetsströmmen automatiskt ökar till inställt värde.
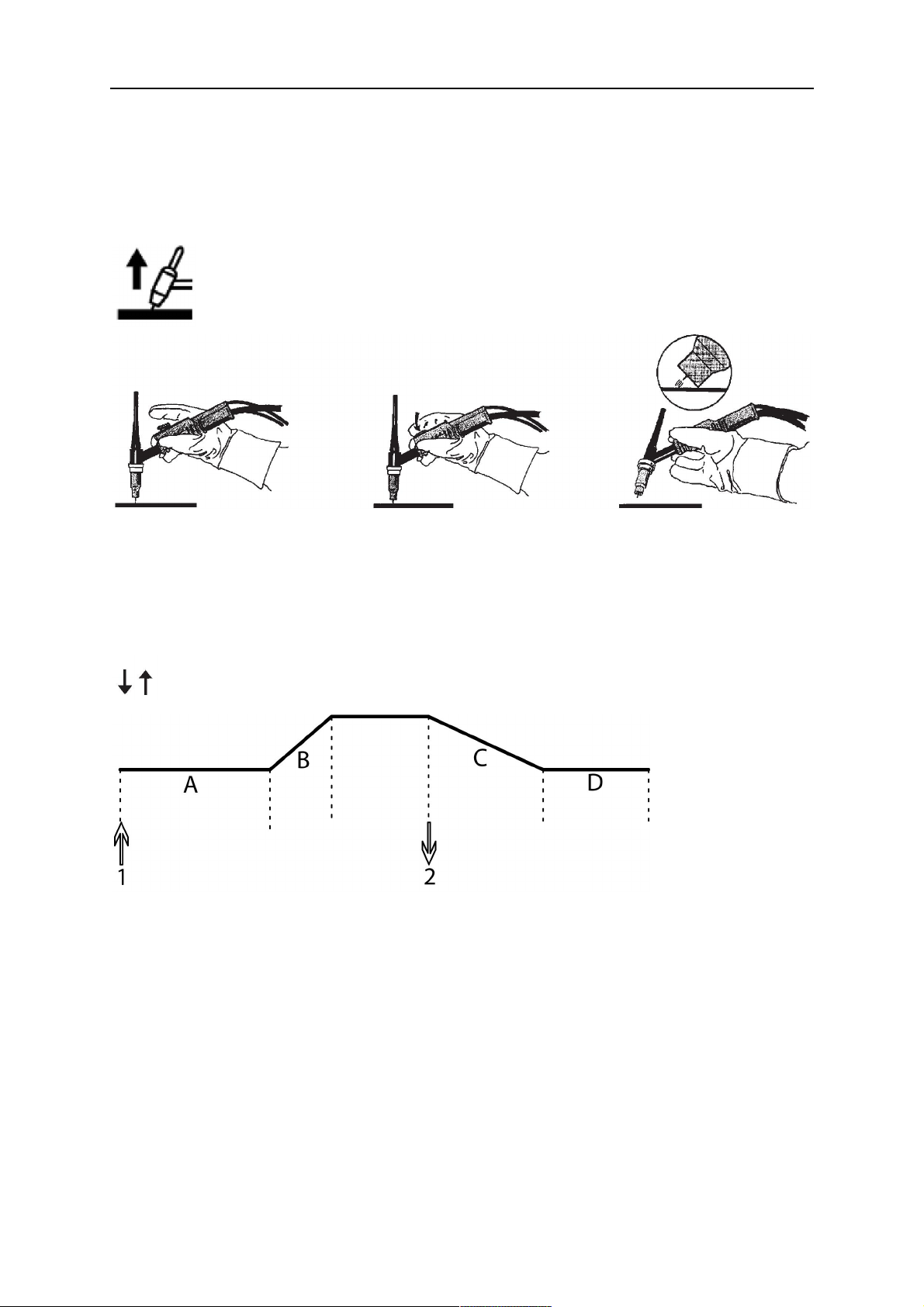
2-takt
A. Gasförströmning C. Slope down
B. Slope up D. Gasefterströmning
Funktioner vid 2-takt manövrering av brännaravtryckare.
I läge 2-takt startar gasförströmning (om sådan används) när TIG-brännarens avtryckare (1)
trycks in och ljusbågen tänds. Strömmen stiger till inställt värde (reglerat av slope
up-funktionen, om sådan är aktiverad). När avtryckaren släpps (2) sänks strömmen (eller
startar slope down, om sådan är aktiverad) och ljusbågen släcks. Gasefterströmning sker,
om sådan är aktiverad.
0460 227 170
- 10 -
© ESAB AB 2013
Page 11

2 TIG-SVETSNING
4-takt
A. Gasförströmning C. Slope down
B. Slope up D. Gasefterströmning
Funktioner vid 4-takt manövrering av brännaravtryckare.
I läge 4-takt startar gasförströmning (om sådan används) när avtryckaren (1) trycks in. När
gasförströmningstiden löpt ut går strömmen upp till pilotnivå (några ampere) och ljusbågen
tänds. När avtryckaren släpps (2) ökar strömmen till inställt värde (med slope up, om sådan
är aktiverad). När avtryckaren åter trycks in (3) går strömmen åter ner till inställd pilotström
(med eventuell "slope down").
När avtryckaren släpps i detta skede (4) släcks ljusbågen och eventuell gaseftertrömning
sker.
Aktiv panel
Inställningarna görs från inställningspanelen.
Ändra triggerdata
Med denna funktion är det möjligt att med hjälp av en dubbeltryckning på
svetspistolens avtryckare (trigger) byta till olika förinställda svetsdataminnen.
Gäller endast vid TIG-svetsning.
Fjärrdon
Inställningarna görs från fjärrdonet.
Fjärrdonet måste anslutas till fjärrdonsanslutningen på strömkällan innan det
aktiveras. När fjärrdonet är aktiverat är panelen inaktiv.
Spänningsbegränsning (VRD – Voltage Reducing Device)
VRD-funktionen säkerställer att tomgångsspänningen inte överstiger 35 V när
ingen svetsning utförs. Detta visas genom att VRD-lampan lyser.
VRD-funktionen blockeras när systemet känner av att svetsningen har påbörjats.
Om VRD-funktionen är aktiverad och tomgångsspänningen överskrider gränsen
35 V, visas ett felmeddelande (16) i displayen. Svetsningen kan inte påbörjas
medan felmeddelandet visas.
Kontakta auktoriserad ESAB-servicetekniker för att få funktionen aktiverad.
0460 227 170
- 11 -
© ESAB AB 2013
Page 12
2 TIG-SVETSNING
2.3 Dolda TIG-funktioner
Det finns dolda funktioner i inställningspanelen.
För att komma åt funktionerna, tryck in i 5 sekunder. Displayen visar då en bokstav
och ett värde. Välj funktion genom att trycka på högerpilen. Ratten används för att ändra
värdet på vald funktion.
För att lämna dolda funktioner, tryck in i 5 sekunder.
Funktion Inställningar
A = gasförströmning 0 - 5 s
l = min ström 0 - 99 %
L = automatisk startpuls/elektrodförvärmning 0 = FRÅN, 1 = TILL
P = startpuls värde vid leverans 70A vid inställningen 60A
b = mikropuls (endast i DC) 0 = FRÅN, 1 = TILL
Gasförströmning
Gasförströmning anger hur lång tid skyddsgasen ska strömma innan ljusbågen
tänds.
Min ström
Används för att ställa in min. ström för fjärrdonet.
Om maxströmmen är 100A och min strömmen ska vara 50A ska den dolda funktionens min
ström ställas in till 50%.
Om max. ström är 100 A och min. ström ska vara 90 A, sätt min. ström till 90%.
Denna funktion gäller även vid inställning av bakgrundsström vid pulsad TIG.
Elektrodförvärmning
I funktionen automatisk startpuls/elektrodförvärmning (L) är elektrodförvärmning endast
aktiverad i AC. Funktionen används för att på ett snabbt sätt erhålla en stabil ljusbåge och
förvärmningen förlänger livslängden på elektroden.
Startpuls
OBS!
För att aktivera manuell startpuls (P) måste funktionen (L) först avaktiveras i den
dolda funktionen, välj (0 =FRÅN).
Startpulsen ger en trygg och kontrollerad start och är avvägd och anpassad till
elektroddiametern och den inställda svetsströmmen.
Mikropuls
För att välja mikropuls måste maskinen vara i funktionen pulsad ström . Värdet för
pulstid och bakgrundsström är normalt 0,01 - 2,50 sekunder. Genom att använda
mikropulsen kan tiden gå ner till 0,001 sekunder. När mikropulsfunktionen är aktiv, visas
tider i displayen som är kortare än 0,25 sekunder utan decimalkomma.
0460 227 170
- 12 -
© ESAB AB 2013
Page 13

3 MMA-SVETSNING
3 MMA-SVETSNING
3.1 Inställningar
Funktion Inställningsområde I steg om: Värde vid
leverans
Ström
Varmstart ("hotstart")
Bågtryck ”Arc Force”
Droppsvetsning
1)
1)
1)
16 – max A
0 - 99 1 0
0 - 99 1 5
0=FRÅN eller 1=TILL - AV
Svetsregulator 1=FRÅN eller 0=TILL - PÅ
Aktiv panel AV eller PÅ - PÅ
Fjärrdon AV eller PÅ - AV
Min ström
1)
0 - 99 % - 0 %
VRD - - -
1)
Dessa funktioner är dolda MMA-funktioner; se avsnittet "Dolda MMA-funktioner".
2
1 A 100 A
2)
Inställningsområdet är beroende av vilken strömkälla som används.
3.2 Symbol- och funktionsförklaringar
MMA-svetsning
Manuell bågsvetsning, MMA-svetsning, är svetsning med belagda elektroder.
När ljusbågen tänds smälter elektroden och beläggningen bildar skyddande
slagg.
Vid MMA-svetsning går det att svetsa med omvänd polaritet utan att koppla om
svetskablarna på svetsströmkällan.
Välj MMA-svetsning och tryck sedan på
• AC, för växelström
• DC (-), för likström med negativ polaritet på elektroden
• Ingen diod lyser, för likström med positiv polaritet på elektroden.
Aktiv panel
Inställningarna görs från inställningspanelen.
0460 227 170
Fjärrdon
Inställningarna görs från fjärrdonet.
Fjärrdonet måste anslutas till fjärrdonsanslutningen på strömkällan innan det
aktiveras. När fjärrdonet är aktiverat är panelen inaktiv.
- 13 -
© ESAB AB 2013
Page 14
3 MMA-SVETSNING
Spänningsbegränsning (VRD – Voltage Reducing Device)
VRD-funktionen säkerställer att tomgångsspänningen inte överstiger 35 V när
ingen svetsning utförs. Detta visas genom att VRD-lampan lyser.
VRD-funktionen blockeras när systemet känner av att svetsningen har påbörjats.
Om VRD-funktionen är aktiverad och tomgångsspänningen överskrider gränsen
35 V, visas ett felmeddelande (16) i displayen. Svetsningen kan inte påbörjas
medan felmeddelandet visas.
Kontakta auktoriserad ESAB-servicetekniker för att få funktionen aktiverad.
3.3 Dolda MMA-funktioner
Det finns dolda funktioner i inställningspanelen.
För att komma åt funktionerna, tryck in i 5 sekunder. Displayen visar då en bokstav
och ett värde. Välj funktion genom att trycka på högerpilen. Ratten används för att ändra
värdet på vald funktion.
För att lämna dolda funktioner, tryck in i 5 sekunder.
Funktion Inställningar
C = Bågtryck ("Arc Force") 0 - 99 %
d = droppsvetsning 0 = FRÅN, 1 = TILL
F = svetsregulatortyp ArcPlus™ 0 = FRÅN, 1 = TILL
H = Varmstart ("hotstart") 0 - 99 %
l = min ström 0 - 99 %
Bågtryck (Arc Force)
Bågtrycket har betydelse för hur strömmen ändras vid förändring av båglängden.
Lägre bågtryck ger lugnare ljusbåge med mindre stänk.
Droppsvetsning
Droppsvetsning kan användas vid svetsning med rostfria elektroder. Funktionen innebär att
ljusbågen omväxlande tänds och släcks för att få bättre kontroll över värmetillförseln.
Elektroden behöver bara lyftas något litet för att ljusbågen ska släckas.
Svetsregulator ArcPlus™
Svetsregulator ArcPlus™ är en ny regulatortyp som ger en lugnare och samtidigt mer
intensiv och koncentrerad ljusbåge. Den ger snabbare återhämtning om du skulle råka
kortsluta bågen, vilket minskar risken att elektroden fastnar i arbetsstycket.
• ArcPlus™ (0) rekommenderas för en basisk elektrod.
• ArcPlus™ (1) rekommenderas för en rutil elektrod.
Varmstart (Hot Start)
Varmstartsfunktionen Hot Start ökar svetsströmmen under en fast inställd tid i
början av svetsningen.
0460 227 170
- 14 -
© ESAB AB 2013
Page 15

3 MMA-SVETSNING
Min ström
Används för att ställa in min ström för fjärrdonet.
Om max ström är 100 A och min ström ska vara 50 A, ställ in den dolda funktionen min ström
på 50%.
Om max. ström är 100 A och min. ström ska vara 90 A, sätt min. ström till 90%.
0460 227 170
- 15 -
© ESAB AB 2013
Page 16

4 SVETSDATAMINNE
4 SVETSDATAMINNE
Två olika svetsdataprogram kan lagras i inställningspanelens minne.
Tryck in eller i 5 sekunder för att lagra svetsdata i minnet. När den gröna
indikeringslampan börja blinka är svetsdatan lagrade.
För att byta mellan de olika svetsdataminnena tryck på knapp eller .
Svetsdataminnet har ett backupbatteri så att inställningarna finns kvar även om maskinen
stängs av.
0460 227 170
- 16 -
© ESAB AB 2013
Page 17

5 FELKODER
5 FELKODER
Felkoden används för att påvisa att det har uppstått ett fel i utrustningen. Den anges i
displayen med ett E följt av felkodsnummer.
För att veta vilken enhet som har genererat felet visas ett enhetsnummer.
Felkodsnummer och enhetsnummer visas växelvis.
Har flera fel detekterats, visas endast koden för det sist inträffade felet. För att få bort
felindikeringen från displayen tryck på någon funktionsknapp eller vrid på ratten.
OBS!
Är fjärrdonet aktiverat, avaktivera fjärrdonet genom att trycka på för att få
bort felindikeringen.
5.1 Felkodslista
U 0 = svetsdataenhet U 2 = strömkälla U 5 = AC-enhet
U 1 = kylaggregat U 4 = fjärreglage
5.2 Beskrivning av felkoder
Kod Beskrivning
E 4
5 V matningsspänning låg
U 0
Matningsspänningen är för låg.
U 5
Pågående svetsprocess är stoppad och start förhindras.
Åtgärd: Slå från spänningsförsörjningen för att återställa enheten. Tillkalla
servicetekniker om felet kvarstår.
E 6
Hög temperatur
U 1
Överhettningsskyddet har löst ut.
U 2
Pågående svetsprocess stoppas och kan inte starta om förrän temperaturen har
sjunkit.
U 5
Åtgärd: Kontrollera att kylluftens in- och utlopp inte är blockerade eller igensatta.
Kontrollera även att data för arbetscykeln inte överskrider märkdata.
E 7
Hög temperatur
U 5
Överhettningsskyddet har löst ut.
Pågående svetsprocess stoppas och kan inte starta om förrän temperaturen har
sjunkit.
Åtgärd: Kontrollera att kylluftens in- och utlopp inte är blockerade eller igensatta.
Kontrollera även att data för arbetscykeln inte överskrider märkdata.
E 8
Felaktig 24V/15V matningsspänning
U 1
Matningsspänningen är för hög eller för låg.
U 5
Pågående svetsprocess är stoppad och start förhindras.
Åtgärd: Slå från spänningsförsörjningen för att återställa enheten. Tillkalla
servicetekniker om felet kvarstår.
0460 227 170
- 17 -
© ESAB AB 2013
Page 18

5 FELKODER
Kod Beskrivning
E 9
Felaktig 24V/15V matningsspänning
U 1
Matningsspänningen är för hög eller för låg.
U 5
Pågående svetsprocess är stoppad och start förhindras.
Åtgärd: Slå från spänningsförsörjningen för att återställa enheten. Tillkalla
servicetekniker om felet kvarstår.
E 12
Kommunikationsfel (varning)
U 0
Mindre allvarliga störningar på CAN-bussen.
U 1
Åtgärd: Kontrollera att ingen enhet som är inkopplad på CAN-bussen är felaktig.
Kontrollera kablarna. Tillkalla servicetekniker om felet kvarstår.
U 4
U 5
E 14
Kommunikationsfel (buss av)
U 0
Allvarliga störningar på CAN-bussen.
Åtgärd: Kontrollera att ingen enhet som är inkopplad på CAN-bussen är felaktig.
Kontrollera kablarna. Tillkalla servicetekniker om felet kvarstår.
E 15
Kommunikationsfel (tappat meddelande)
U 0
Systemets CAN-buss har överbelastats.
Åtgärd: Tillkalla servicetekniker om felet kvarstår.
E 16
Hög tomgångsspänning VRD
U 2
Tomgångsspänningen har varit för hög.
Åtgärd: Slå från spänningsförsörjningen för att återställa enheten. Tillkalla
servicetekniker om felet kvarstår.
E 19
Fel i minnet
U 0
Innehållet i befintligt minne är felaktigt. Grunddata kommer att användas.
Åtgärd: Slå från spänningsförsörjningen för att återställa enheten. Tillkalla
servicetekniker om felet kvarstår.
E 20
Hög induktans i svetskretsen
U 2
Strömkällan kan inte ge önskad ström på grund av att den uppmätta induktansen i
svetskretsen är för hög. Felindikeringen återställs om induktansavläsningen får ett
tillräckligt lågt värde vid svetsning. Återställningen kan också uppnås genom att
stänga av strömmen.
Åtgärd: Använd kortare svetskablar och se till att kablarna inte ligger ihoprullade.
Lägg svetskabeln och återledakarbeln intill varandra. Om möjligt kan induktansen
minskas genom svetsning med en kortare ljusbåge.
Tillkalla servicetekniker om felet kvarstår.
E 25
Förlorat kontakt med AC-enhet
U 0
Inställningspanelen har förlorat kontakten med AC-enheten.
Pågående svetsprocess stoppas.
Åtgärd: Tillkalla servicetekniker om felet kvarstår.
0460 227 170
- 18 -
© ESAB AB 2013
Page 19

5 FELKODER
Kod Beskrivning
E 26
Programkörningsfel
U 0
Något har förhindrat processorn att utföra sina normala uppgifter i programmet.
Programmet startas om automatiskt. Den aktuella svetsprocessen stoppas. Felet
avaktiverar inte några funktioner.
Åtgärd: Tillkalla servicetekniker om felet kvarstår.
E 29
Inget kylvattenflöde
U 0
Flödesvakten har löst ut.
U 1
Pågående svetsprocess är stoppad och start förhindras.
Åtgärd: Kontrollera kylvattenflöde och pump.
E 41
Förlorat kontakten med kylaggregatet
U 0
Svetsdataenheten har förlorat kontakten med kylaggregatet. Svetsprocessen
stoppas.
Åtgärd: Kontrollera kablaget. Tillkalla servicetekniker om felet kvarstår.
0460 227 170
- 19 -
© ESAB AB 2013
Page 20
6 RESERVDELSBESTÄLLNING
6 RESERVDELSBESTÄLLNING
Reservdelar kan beställas från närmaste ESAB-återförsäljare, se baksidan av detta
dokument. Vid beställning, uppge produkttyp, serienummer, beteckning och reservdelens
artikelnummer enligt reservdelslistan. Detta underlättar hanteringen av din beställning och
minskar risken för felleverans.
0460 227 170
- 20 -
© ESAB AB 2013
Page 21

BESTÄLLNINGSNUMMER
BESTÄLLNINGSNUMMER
Ordering no. Denomination
0460 250 880
0460 227 170
0460 227 171
0460 227 172
0460 227 173
0460 227 174
0460 227 175
0460 227 176
0460 227 177
0460 227 178
0460 227 179
0460 227 180
0460 227 181
0460 227 182
0460 227 183
Control panel Caddy™ TA34 AC/DC
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 227 184
0460 227 185
0460 227 186
0460 227 187
0460 227 189
0460 227 190
0460 227 191
0460 227 192
0460 227 193
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual US
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Bruksanvisningar och en reservdelslista finns online på: www.esab.com
0460 227 170
- 21 -
© ESAB AB 2013
Page 22

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...