


Caddy®
TA34 AC/DC
Betriebsanleitung
0460 227 175 DE 20131022
Valid for: from program version 1.20

INHALT
1
EINFÜHRUNG ............................................................................................. 3
1.1 Allgemeine Informationen zum Schweißprodukt ................................ 3
1.2 Bedienkonsole........................................................................................ 4
2
WIG-SCHWEISSEN..................................................................................... 6
2.1 Einstellungen.......................................................................................... 6
2.2 Symbol- und Funktionserklärungen..................................................... 7
2.3 Ausgeblendete WIG-Funktionen........................................................... 13
3
E-HAND-SCHWEISSEN .............................................................................. 15
3.1 Einstellungen.......................................................................................... 15
3.2 Symbol- und Funktionserklärungen..................................................... 15
3.3 Ausgeblendete MMA-Funktionen.......................................................... 16
4
SCHWEISSDATENSPEICHER.................................................................... 18
5
FEHLERCODES .......................................................................................... 19
5.1 Liste mit Fehlercodes ............................................................................ 19
5.2 Beschreibung der Fehlercodes............................................................. 19
6
ERSATZTEILBESTELLUNG ....................................................................... 22
ORDERING NUMBERS....................................................................................... 23
Änderungen ohne vorherige Ankündigung vorbehalten.
0460 227 175 © ESAB AB 2013

1 EINFÜHRUNG
1 EINFÜHRUNG
In diesem Handbuch wird die Verwendung der Bedienkonsole TA34 AC/DC beschrieben.
Allgemeine Informationen zu Verwendung und Funktionsweise entnehmen Sie der
Betriebsanweisung für die Stromquelle.
Beim Einschalten der Netzspannung führt das Gerät einen
Selbsttest für LEDs und Display durch. Anschließend erscheint
die Programmversion (in diesem Beispiel 0.18).
HINWEIS!
Je nach installiertem Produkt kann sich der Funktionsumfang der Bedienkonsole
unterscheiden.
Betriebsanleitungen in anderen Sprachen können von der Website www.esab.com
heruntergeladen werden.
1.1 Allgemeine Informationen zum Schweißprodukt
Die Stromquelle ist mit der Funktion „True AC Rating“ (WIG) ausgestattet.
„True AC Rating“ bedeutet, dass die mittlere Stromstärke bei Abweichungen der Induktivität
und des Widerstands im Schweiß-Stromkreis aufrechterhalten werden kann. Dies ist das
Ergebnis einer aktiven Prozessregelung, die die im Schweißkreis vorhandene Drosselung
kompensiert.
Der Prozess wird optimiert, damit die Energie im Lichtbogen mit dem eingestellten
Schweißstrom übereinstimmt, der bei AC (Wechselstrom) gewählt wurde. Die
Prozessoptimierung führt im Normalfall dazu, dass das Schweißen mit einem niedriger
eingestellten Stromwert (als mit früheren Stromquellen) möglich ist, da weniger Verluste im
Schweißkreis auftreten.
Für eine bestmögliche Oxydauflösung und Lebensdauer der Wolframelektrode bei AC WIC
wird eine negative AC-Balance (-70 %) empfohlen, dies ist auch die werkseitige
Grundeinstellung. Man kann das Eindringungsprofil (Penetration) des Schmelzpols bei AC
WIG reduzieren, indem man den Wärmeaustausch durch Senkung der AC-Balance senkt.
Der niedrigste Wert für die AC-Balance beträgt -50 %, siehe Tabellen 1-3 auf Seite 8 mit
empfohlenen Strombereichen. Dies erleichtert das Schweißen von kleineren/dünneren
Materialien.
0460 227 175
- 3 -
© ESAB AB 2013

1 EINFÜHRUNG
1.2 Bedienkonsole
Drehknopf für die Dateneinstellung (Strom, Spannung, Prozent, Sekunden oder
1.
Frequenz)
2. Display
3. Auswahl der Schweißmethode WIG oder MMA
4. Drucktaste zur Auswahl des WIG-Schweißens mit:
• Wechselstrom AC
• Gleichstrom DC -
• Gleichstrom DC - mit Puls
Drucktaste zur Auswahl des MMA-Schweißens mit:
• Wechselstrom AC
• Gleichstrom DC -
• Gleichstrom DC +
5. Auswahl der HF-Starts oder LiftArc
™
6. Auswahl von 2-Takt oder 4-Takt
Einstellen über die Bedienkonsole der Programmänderung mit Auslöser am
7.
Schweißbrenner
oder Anschließen eines Fernbedienteils
8. Anzeige, ob VRD-Funktion (reduzierte Leerlaufspannung) aktiv oder inaktiv ist
HINWEIS!
Diese Funktion kann nur bei Stromquellen verwendet werden, in die
sie implementiert ist.
0460 227 175
- 4 -
© ESAB AB 2013

1 EINFÜHRUNG
9. Anzeige des Parameters, der im Display angezeigt wird (Strom, Spannung, Prozent,
Sekunden oder Frequenz)
10. Messwertanzeige für Stromstärke (A) oder Spannung (V) während des Schweißens.
11. Anzeige des ausgewählten Einstellparameters, siehe Abschnitt „Symbol- und
Funktionserklärungen“.
Die rechte Taste wird auch für ausgeblendete Funktionen verwendet.
Tasten für Einstellungen des Schweißdatenspeichers, siehe Abschnitt
12.
„Schweißdatenspeicher“.
Der Messwert im Display für Bogenspannung V und Schweißstrom A entspricht dem
arithmetische Mittelwert = dem gleichgerichteten Mittelwert.
0460 227 175
- 5 -
© ESAB AB 2013

2 WIG-SCHWEISSEN
2 WIG-SCHWEISSEN
2.1 Einstellungen
WIG ohne Puls AC/DC und WIG mit Puls DC
Funktion Einstellbereich In Schritten von: Werkseitige
Einstellung
HF/LiftArc
2/4-Takt
Gasvorströmzeit
™1)
1)
2)
HF oder LiftArc
2- oder 4-Takt - 2-Takt
0–5 s 0,1 s 0,5 s
Stromanstiegszeit 0-10 s 0,1 s 0,0 s
Stromabsenkzeit 0-10 s 0,1 s 1,0 s
Gasnachströmzeit 0-25 s 0,1 s 10,0 s
Strom
4 – max
3)
Aktive Bedienkonsole AUS oder EIN - EIN
™
-
LiftArc
1 A 60 A
™
Änderung von
AUS oder EIN - AUS
Triggerdaten
Fernsteuerungseinheit AUS oder EIN - AUS
Min. Strom
2)
0–99% - 0 %
VRD - - -
1)
Diese Funktionen können während des Schweißens nicht geändert werden.
2)
Diese Funktionen sind ausgeblendete WIG-Funktionen, siehe Beschreibung in Abschnitt
„Ausgeblendete WIG-Funktionen“.
3)
Der Einstellbereich hängt von der verwendeten Stromquelle ab.
WIG mit AC
Funktion Einstellbereich In Schritten von: Werkseitige
Einstellung
Balanceeinstellung 50–98%* 1 % 50 %
Frequenzeinstellung 10 - 152 Hz 1 - 3 Hz 65 Hz
Elektrodenvorwärmung
automatisch
1)
manuell
80–120ms
15–100ms
1
1
-
-
*)
Je nach Frequenzeinstellung.
1)
Diese Funktionen sind ausgeblendete WIG-Funktionen, siehe Beschreibung in Abschnitt
„Ausgeblendete WIG-Funktionen“.
WIG mit Puls DC
Funktion Einstellbereich In Schritten von: Werkseitige
Einstellung
Impulsstrom
Impulszeit
Mikropuls
0460 227 175
4 – max
0,01 - 2,5 s
1)
0,001 - 0,250 s
2)
- 6 -
1 A 60 A
0,01 s
0,001 s
1,0 s
© ESAB AB 2013

2 WIG-SCHWEISSEN
Funktion Einstellbereich In Schritten von: Werkseitige
Einstellung
Hintergrundstrom
4 – max
2)
1 A 20 A
Grundzeit
Mikropuls
1)
Diese Funktionen sind ausgeblendete WIG-Funktionen, siehe Beschreibung in Abschnitt
1)
0,01 - 2,5 s
0,001 - 0,250 s
0,01 s
0,001 s
1,0 s
„Ausgeblendete WIG-Funktionen“.
2)
Der Einstellbereich hängt von der verwendeten Stromquelle ab.
2.2 Symbol- und Funktionserklärungen
WIG-Schweißen
Beim WIG-Schweißen wird das Metall des Werkstücks geschmolzen. Dazu wird
der Lichtbogen von einer Wolframelektrode genutzt, die selbst nicht schmilzt.
Schweißbad und Elektrode werden von Schutzgas umgeben.
AC, Wechselstrom
Der Vorteil von Wechselstrom liegt im guten Oxydaufbrechverhalten beim
Schweißen von Leichtmetallen (Aluminium, Magnesium und entsprechende
Legierungen).
Gleichstrom
Ein höherer Strom erzeugt einen breiteren Krater sowie ein besseres Eindringen
in das Werkstück
Impulsstrom (nur DC)
Das Pulsieren wird zur verbesserten Steuerung von Krater und
Erstarrungsprozess verwendet. Die Pulsfrequenz wird so niedrig festgelegt,
dass der Krater Zeit hat, zwischen jedem Puls zumindest teilweise zu erstarren.
Für das Festlegen des Pulsierens sind vier Parameter erforderlich: Pulsstrom,
Pulszeit, Hintergrundstrom und Hintergrundzeit.
Parametereinstellungen
1. Stromanstieg 6. Stromabsenkung
2. Schweißstrom 7. Gasnachströmzeit
3. Impulszeit 8. Balance
4. Hintergrundstrom 9. Frequenz
5. Grundzeit 10. Elektrodenvorwärmung
0460 227 175
- 7 -
© ESAB AB 2013
2 WIG-SCHWEISSEN
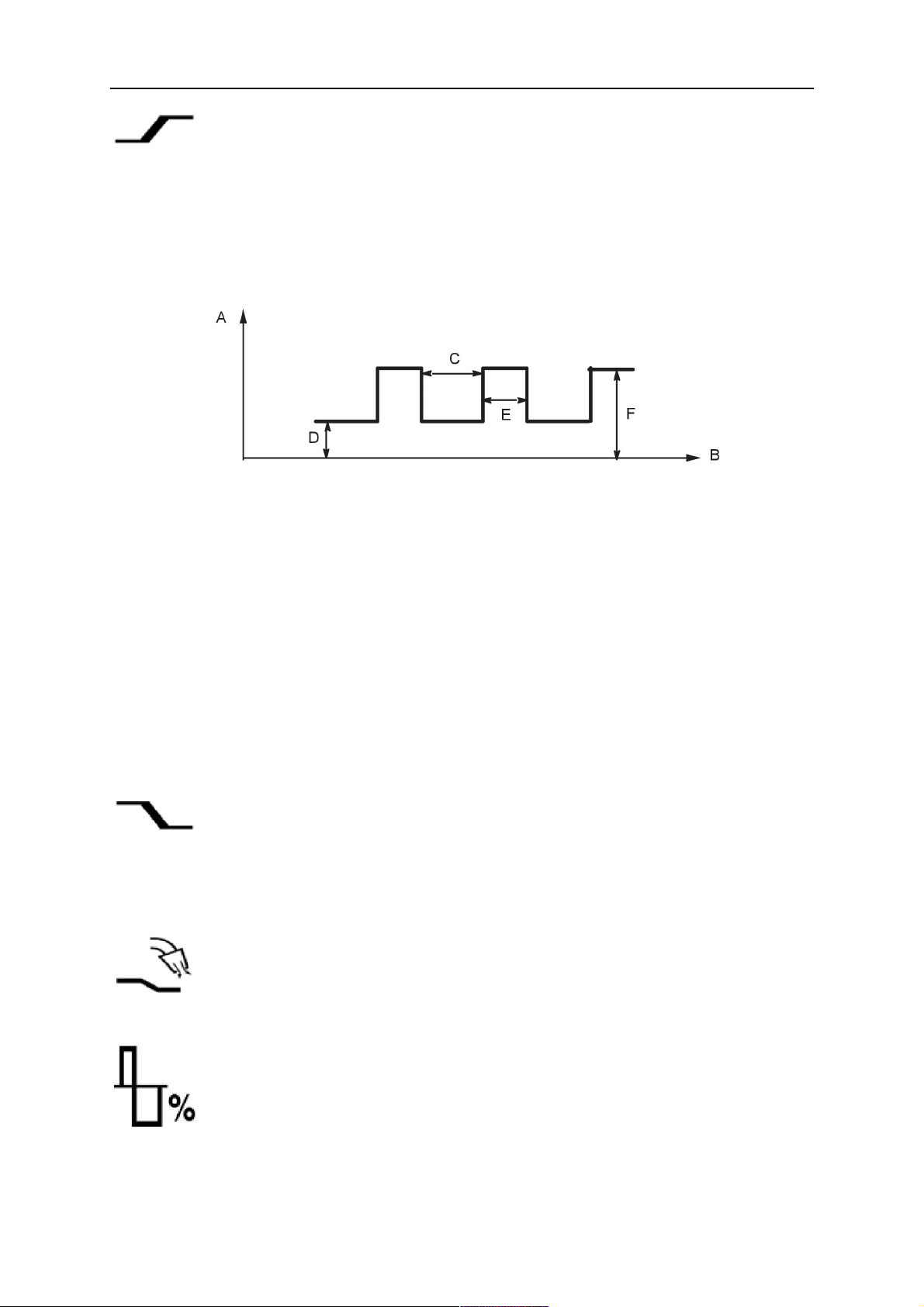
Up-Slope
Bei der Up-Slope-Funktion steigt der Strom beim Zünden des WIG-Lichtbogens
allmählich bis zum Vorgabewert an. Dadurch wird die Elektrode vorsichtiger
erhitzt und der Schweißer ist in der Lage, die Elektrode korrekt zu platzieren,
bevor der Schweißstrom erreicht wurde.
Impulsstrom
Der höhere der zwei Stromwerte beim gepulsten Strom.
A. Strom D. Hintergrundstrom
B. Zeit E. Impulszeit
C. Grundzeit F. Impulsstrom
WIG-Schweißen mit Impuls
Impulszeit
Die Zeit, die der Impulsstrom während einer Impulsperiode eingeschaltet ist.
Hintergrundstrom
Der niedrigere der zwei Stromwerte beim gepulsten Strom.
Grundzeit
Zeit für den Grundstrom, die gemeinsam mit der Impulsstromzeit eine Impulssequenz
ausmacht.
Down-Slope
Beim WIG-Schweißen wird die Down-Slope-Funktion genutzt. Hierbei sinkt der
Strom allmählich innerhalb einer vorgegebenen Zeitspanne, um nach
Beendigung eines Schweißvorgangs eine Krater- und bzw. oder Rissbildung zu
verhindern.
Gasnachströmung
Hiermit wird die Zeit festgelegt, in der nach dem Löschen des Lichtbogens
Schutzgas strömt.
0460 227 175
Balance
Einstellung der Balance zwischen Plus- (+) und Minuselektrode (-) beim
Wechselstromschweißen (WS).
Ein niedrigerer Balancewert erzeugt mehr Hitze an der Elektrode, was eine
höhere Oxidauflösung im Werkstück bewirkt.
Ein höherer Balancewert erzeugt mehr Hitze am Werkstück sowie einen
besseren Einbrand.
- 8 -
© ESAB AB 2013

2 WIG-SCHWEISSEN
Frequenz
Eine niedrigere Frequenz (Wechselstrom) leitet mehr Hitze zum Werkstück und
erzeugt einen breiteren Krater.
Eine höhere Frequenz erzeugt einen schmaleren Lichtbogen mit höherer Arc
Force (schmalerer Krater).
HF-Start
Die Funktion HF-Start zündet den Lichtbogen über einen Funken von der
Elektrode zum Werkstück, während sich die Elektrode an das Werkstück
annähert.
Automatisches Vorwärmen der Elektrode mit AC
Die Automatik ist so ausgewogen gestaltet, dass ein stabiler Lichtbogen und ein
sicherer Start sichergestellt sind. Der Zeitraum für das Vorwärmen der Elektrode
wird von einer programmierten Zeit in Relation zum eingestellten Schweißstrom
gesteuert. Das automatische Vorwärmen kann eingestellt werden
(Feinabstimmung), wenn man sich im äußeren Bereich des Strombereichs der
Elektrode befindet, siehe empfohlene Strombereiche weiter unten.
Der Einstellungsbereich für den Vorheizbetrieb beträgt 80–120ms, wobei 100
ms dem Grundwert entsprechen (Wert bei Auslieferung).
Strombereiche für Elektrode WP (reines Wolfram)
Max A AC – 50% Balance Max A AC – 70% Balance
A. Schweißstrom A B. Elektrodendurchmesser (mm)
Tabelle 1: Empfohlene Strombereiche für Elektrodenauswahl WP = Grüne
Farbkennzeichnung und Klassifizierungsnamen gemäß ISO 6848:2004
0460 227 175
- 9 -
© ESAB AB 2013

2 WIG-SCHWEISSEN
Strombereich für Elektrode WC20 (WCe2)
Max A AC – 50% Balance Max A AC – 70% Balance
A. Schweißstrom A B. Elektrodendurchmesser (mm)
Tabelle 2: Empfohlene Strombereiche für Elektrodenauswahl WC20 = Graue
Farbkennzeichnung und Klassifizierungsnamen gemäß ISO 6848:2004
Strombereiche für Elektrode WLa 15/Gold Plus (70% AC Balance)
I max A AC
A. Schweißstrom A B. Elektrodendurchmesser (mm)
Tabelle 3: Empfohlene Strombereiche für Elektrodenauswahl WLa15 = Goldene
Farbkennzeichnung und Klassifizierungsnamen gemäß ISO 6848:2004
0460 227 175
- 10 -
© ESAB AB 2013

2 WIG-SCHWEISSEN
Deaktivierung des automatischen Vorwärmens der Elektrode
In ausgeblendeten WIG-Funktionen kann das automatische Vorwärmen für die manuelle
Einstellung zwischen 15–100ms für die Anpassung an besondere Fälle deaktiviert werden.
Beim Übergang von der automatischen zur manuellen Einstellung folgt der vorher
automatisch generierte Wert für das Vorwärmen, und der gewünschte Wert wird mit Hilfe des
Rads eingestellt.
LiftArc™
Die Funktion LiftArc™ zündet den Lichtbogen, wenn die Elektrode in Kontakt mit
dem Werkstück gebracht und danach von ihm abgehoben wird.
Zünden des Lichtbogens mit der Funktion LiftArc™:
1. Die Elektrode berührt das Werkstück.
2. Der Auslöser wird betätigt und ein niedriger Strom beginnt zu fließen.
3. Der Schweißer hebt die Elektrode vom Werkstück ab: Der Lichtbogen wird
gezündet und der Strom steigt automatisch bis zum Vorgabewert an.
2-Takt
A. Gasvorströmung C. Stromabsenkung
B. Stromanstieg D. Gasnachströmung
Funktionen des Schweißbrenners bei 2-Takt-Bedienung
Im 2-Takt-Modus startet (falls vorhanden) eine Gasvorströmung, wenn der Auslöser (1) des
WIG-Brenners betätigt und der Lichtbogen gezündet wird. Der Strom steigt auf den
eingestellten Wert (gesteuert von der Stromanstiegsfunktion, falls verwendet) Durch
Loslassen des Auslösers (2) sinkt der Strom wieder (mit eventueller Absenkung) und der
Lichtbogen erlischt. Falls verwendet, erfolgt eine Gasnachströmung.
0460 227 175
- 11 -
© ESAB AB 2013

2 WIG-SCHWEISSEN
4-Takt
A. Gasvorströmung C. Stromabsenkung
B. Stromanstieg D. Gasnachströmung
Funktionen des Schweißbrenners bei 4-Takt-Bedienung
Im 4-Takt-Modus startet (falls vorhanden) eine Gasvorströmung, wenn der Auslöser (1)
betätigt wird. Am Ende der Gasvorströmung steigt der Strom auf den Pilotstrom an (einige
Ampere) und der Lichtbogen wird gezündet. Wenn der Auslöser (2) losgelassen wird, steigt
der Strom auf den eingestellten Wert (mit eventuellem Anstieg). Wenn der Auslöser erneut
gedrückt wird (3), sinkt der Strom erneut auf den eingestellten Steuerwert (mit eventueller
Stromabsenkung).
Wenn der Auslöser (4) erneut losgelassen wird, erlischt der Lichtbogen und die
Gasnachströmung erfolgt.
Aktive Konsole
Alle Einstellungen werden über die Bedienkonsole vorgenommen.
Änderung von Triggerdaten
Über diese Funktion können mithilfe eines Doppelklicks am
Schweißpistolenkontakt (Trigger) unterschiedliche voreingestellte
Schweißdatenspeicher angewählt werden. Gilt nur für das WIG-Schweißen.
Fernsteuerungseinheit
Alle Einstellungen werden über die Fernsteuerungseinheit vorgenommen.
Die Fernsteuerungseinheit muss vor der Aktivierung mit dem
Fernsteuerungsanschluss der Ausrüstung verbunden werden. Bei aktivierter
Fernsteuerungseinheit ist die Konsole inaktiv.
Spannungsminderungseinrichtung (VRD; Voltage Reducing Device)
0460 227 175
Per VRD-Funktion wird sichergestellt, dass die Leerlaufspannung maximal 35 V
beträgt, wenn kein Schweißvorgang stattfindet. Dies wird durch eine leuchtende
VRD-LED angezeigt.
Die VRD-Funktion wird blockiert, wenn das System den Beginn eines
Schweißvorgangs erkannt hat.
Wenn die Leerlaufspannung bei aktivierter VRD-Funktion den Grenzwert von 35
V überschreitet, erscheint eine Fehlermeldung (16) auf dem Display. So lange
diese Anzeige vorliegt, kann kein Schweißvorgang gestartet werden.
- 12 -
© ESAB AB 2013

2 WIG-SCHWEISSEN
Wenden Sie sich an einen autorisierten ESAB-Servicetechniker, um die Funktion zu
aktivieren.
2.3 Ausgeblendete WIG-Funktionen
Die Bedienkonsole enthält ausgeblendete Funktionen.
Zum Zugreifen auf die Funktionen halten Sie die Taste für 5 s gedrückt. Auf dem
Display erscheint daraufhin ein Buchstabe und ein Wert. Zur Funktionsauswahl drücken Sie
auf den Rechtspfeil. Verwenden Sie den Drehregler, um den Wert für die gewählte Funktion
zu ändern.
Zum Verlassen der ausgeblendeten Funktionen halten Sie die Taste für 5 Sekunden
gedrückt.
Funktion Einstellungen
A = Gasvorströmung 0 - 5 s
l = Min. Strom 0 - 99 %
L = automatischer
0 = AUS; 1 = EIN
Startpuls/Elektrodenvorwärmung
P = Startpuls Wert bei der Lieferung 70A bei Einstellwert
60A
b = Mikropuls (nur bei DC) 0 = AUS; 1 = EIN
Gasvorströmung
Hiermit wird die Zeit festgelegt, in der vor dem Zünden des Lichtbogens
Schutzgas strömt.
Min. Strom
Wird verwendet, um den minimalen Strom für die Fernsteuerung einzustellen.
Wenn der maximale Strom 100A und der minimale Strom 50A betragen soll, stellen Sie die
ausgeblendete Funktion für minimalen Strom auf 50%.
Wenn der maximale Strom 100 A beträgt und der minimale Strom bei 90 A liegen soll, stellen
Sie den minimalen Stromwert auf 90%.
Diese Funktion gilt auch für die Einstellung des Grundstroms bei WIG mit Puls.
Elektrodenvorwärmung
In der Funktion automatischer Startpuls/Elektrodenvorwärmung (L) ist die
Elektrodenvorwärmung nur bei AC aktiviert. Die Funktion wird verwendet, um möglichst
schnell einen stabilen Lichtbogen zu erhalten, und das Vorwärmen verlängert die
Lebensdauer der Elektrode.
Startpuls
HINWEIS!
Zum Aktivieren des manuellen Startpulses (P) muss die Funktion (L) zuerst in den
ausgeblendeten Funktionen deaktiviert werden, wählen Sie (0 = AUS).
0460 227 175
- 13 -
© ESAB AB 2013

2 WIG-SCHWEISSEN
Der Startpuls sorgt für einen sicheren und kontrollierten Start und ist an den
Elektrodendurchmesser und den eingestellten Schweißstrom angepasst.
Mikropuls
Zur Auswahl von Mikropuls muss die Maschine für die Funktionen Pulsstrom
eingestellt sein. Der Wert für Pulszeit und Hintergrundstrom liegt normalerweise im Bereich
von 0,01–2,50Sekunden. Durch Nutzung eines Mikropulses kann diese Zeit auf
0,001Sekunden verkürzt werden. Ist die Funktion Mikropuls aktiviert, werden im Display
Zeiten unter 0,25 Sekunden ohne Komma angezeigt.
0460 227 175
- 14 -
© ESAB AB 2013

3 E-HAND-SCHWEISSEN
3 E-HAND-SCHWEISSEN
3.1 Einstellungen
Funktion Einstellbereich In Schritten von: Werkseitige
Einstellung
Strom
Heißstart
Lichtbogen
1)
1)
Tropfenschweißen
1)
16 – max. A
0–99 1 0
0–99 1 5
0 = AUS oder 1 = EIN - AUS
Schweißregler 1 = AUS oder 0 = EIN - EIN
Aktive Bedienkonsole AUS oder EIN - EIN
Fernsteuerungseinheit AUS oder EIN - AUS
Min. Strom
1)
0 - 99 % - 0 %
VRD - - -
1)
Bei diesen Funktionen handelt es sich um ausgeblendete Funktionen; siehe Beschreibung
im Abschnitt „Ausgeblendete MMA-Funktionen“.
2
1 A 100 A
2)
Der Einstellbereich hängt von der verwendeten Stromquelle ab.
3.2 Symbol- und Funktionserklärungen
MMA-Schweißen
MMA-Schweißen kann mit dem Schweißen mit beschichteten Elektroden
verglichen werden. Das Zünden des Lichtbogens schmilzt die Elektrode und ihre
Beschichtung bildet eine schützende Schlacke.
Beim MMA-Schweißen ist es möglich, ohne erneutes Anschließen der Schweißkabel an die
Stromquelle mit umgekehrter Polarität zu schweißen.
Wählen Sie MMA-Schweißen aus und drücken Sie auf
• AC für Wechselstrom
• DC (-) für Gleichstrom mit negativer Polarität an der Elektrode
• Keine Diode leuchtet für Gleichstrom mit positiver Polarität an der Elektrode
Aktive Konsole
Alle Einstellungen werden über die Bedienkonsole vorgenommen.
0460 227 175
Fernsteuerungseinheit
Alle Einstellungen werden über die Fernsteuerungseinheit vorgenommen.
Die Fernsteuerungseinheit muss vor der Aktivierung mit dem
Fernsteuerungsanschluss der Ausrüstung verbunden werden. Bei aktivierter
Fernsteuerungseinheit ist die Konsole inaktiv.
- 15 -
© ESAB AB 2013
3 E-HAND-SCHWEISSEN
Spannungsminderungseinrichtung (VRD; Voltage Reducing Device)
Per VRD-Funktion wird sichergestellt, dass die Leerlaufspannung maximal 35 V
beträgt, wenn kein Schweißvorgang stattfindet. Dies wird durch eine leuchtende
VRD-LED angezeigt.
Die VRD-Funktion wird blockiert, wenn das System den Beginn eines
Schweißvorgangs erkannt hat.
Wenn die Leerlaufspannung bei aktivierter VRD-Funktion den Grenzwert von 35
V überschreitet, erscheint eine Fehlermeldung (16) auf dem Display. So lange
diese Anzeige vorliegt, kann kein Schweißvorgang gestartet werden.
Wenden Sie sich an einen autorisierten ESAB-Servicetechniker, um die Funktion zu
aktivieren.
3.3 Ausgeblendete MMA-Funktionen
Die Bedienkonsole enthält ausgeblendete Funktionen.
Zum Zugreifen auf die Funktionen halten Sie die Taste für 5 s gedrückt. Auf dem
Display erscheint daraufhin ein Buchstabe und ein Wert. Zur Funktionsauswahl drücken Sie
auf den Rechtspfeil. Verwenden Sie den Drehregler, um den Wert für die gewählte Funktion
zu ändern.
Zum Verlassen der ausgeblendeten Funktionen halten Sie die Taste für 5 Sekunden
gedrückt.
Funktion Einstellungen
C = Lichtbogen 0 - 99 %
d = Heftschweißen 0 = AUS; 1 = EIN
F = Schweißregler vom Typ ArcPlus™ 0 = AUS; 1 = EIN
H = Heißstart 0 - 99 %
I = min. Strom 0 - 99 %
Arc Force
Per Arc Force wird bestimmt, wie der Strom auf Veränderungen der
Lichtbogenlänge reagiert. Ein niedrigerer Wert führt zu einem ruhigeren
Lichtbogen mit weniger Schweißspritzern.
Tropfenschweißen
Das Tropfenschweißen kann beim Schweißen mit Edelstahlelektroden genutzt werden. Die
Funktion umfasst das abwechselnde Zünden und Löschen des Lichtbogens für eine
optimierte Regelung der Wärmezufuhr. Zum Löschen des Lichtbogens muss die Elektrode
nur leicht angehoben werden.
Schweißregler ArcPlus™
Der Schweißregler ArcPlus™ ist ein neuer Reglertyp, der einen intensiveren,
konzentrierteren und ruhigeren Lichtbogen erzeugt. Dieser wird nach einem
Punktkurzschluss schneller wiederhergestellt, was das Risiko für am Werkstück anhaftende
Elektrode senkt.
0460 227 175
- 16 -
© ESAB AB 2013

3 E-HAND-SCHWEISSEN
• ArcPlus™ (0) wird für eine Stabelektrode empfohlen.
• ArcPlus™ (1) wird für Rutilelektroden empfohlen.
Hotstart
Per Hotstart wird zu Beginn des Schweißvorgangs für eine einstellbare
Zeitdauer der Schweißstrom erhöht. So wird das Risiko für eine unzureichende
Verschmelzung am Anfang der Schweißnaht gesenkt.
Min. Strom
Wird verwendet, um den minimalen Strom für die Fernsteuerung einzustellen.
Wenn der maximale Strom 100A und der minimale Strom 50A betragen soll, stellen Sie die
ausgeblendete Funktion für minimalen Strom auf 50%.
Wenn der maximale Strom 100 A beträgt und der minimale Strom bei 90 A liegen soll, stellen
Sie den minimalen Stromwert auf 90%.
0460 227 175
- 17 -
© ESAB AB 2013

4 SCHWEISSDATENSPEICHER
4 SCHWEISSDATENSPEICHER
Im Speicher der Bedienkonsole können zwei verschiedene Schweißdatenprogramme
abgelegt werden.
Drücken Sie oder für die Dauer von 5Sekunden, um die Schweißdaten im
Speicher zu speichern. Wenn die grüne Anzeige blinkt, wurden die Schweißdaten
gespeichert.
Zum Wechseln zwischen den Schweißdatenspeichern drücken Sie die Taste oder
Der Schweißdatenspeicher verfügt über ein Backup, damit die Einstellungen selbst nach
dem Ausschalten des Geräts erhalten bleiben.
0460 227 175
- 18 -
© ESAB AB 2013

5 FEHLERCODES
5 FEHLERCODES
Fehlercodes geben Auskunft darüber, ob ein Fehler an der Ausrüstung aufgetreten ist. Ein
Code erscheint im Display als E gefolgt von einer Fehlernummer.
Eine Einheitennummer gibt an, an welcher Einheit der Fehler aufgetreten ist.
Fehlercode- und Einheitennummer werden abwechselnd angezeigt.
Liegen mehrere Fehler vor, wird nur der Code für den zuletzt aufgetretenen Fehler
angezeigt. Um die Fehleranzeige vom Display zu löschen, drücken Sie eine der
Funktionstasten oder bewegen den Drehregler.
HINWEIS!
Wenn die Fernbedienung aktiviert ist, deaktivieren Sie sie, indem Sie auf
drücken, um die Fehleranzeige auszublenden.
5.1 Liste mit Fehlercodes
U 0 = Schweißdateneinheit U 2 = Stromquelle U 5 = AC-Einheit
U 1 = Kühlaggregat U 4 = Fernbedienung
5.2 Beschreibung der Fehlercodes
Code Beschreibung
E 4
Spannungsabfall bei 5-V-Versorgungsspannung
U 0
Die Versorgungsspannung ist zu niedrig.
U 5
Der laufende Schweißprozess wird angehalten und ein Neustart verhindert.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
E 6
Hohe Temperatur
U 1
Der Überhitzungsschutz wurde aktiviert.
U 2
Der laufende Schweißprozess wird angehalten. Ein erneuter Start ist erst möglich,
nachdem die Temperatur abgesunken ist.
U 5
Maßnahme: Vergewissern Sie sich, dass der Ein- bzw. Auslass für Kühlluft nicht
blockiert oder verschmutzt ist. Kontrollieren Sie ebenfalls die Einschaltdauer, um eine
Überlastung der Ausrüstung auszuschließen.
E 7
Hohe Temperatur
U 5
Der Überhitzungsschutz wurde aktiviert.
Der laufende Schweißprozess wird angehalten. Ein erneuter Start ist erst möglich,
nachdem die Temperatur abgesunken ist.
Maßnahme: Vergewissern Sie sich, dass der Ein- bzw. Auslass für Kühlluft nicht
blockiert oder verschmutzt ist. Kontrollieren Sie ebenfalls die Einschaltdauer, um eine
Überlastung der Ausrüstung auszuschließen.
0460 227 175
- 19 -
© ESAB AB 2013

5 FEHLERCODES
Code Beschreibung
E 8
Falsche 24/15-V-Versorgungsspannung
U 1
Die Versorgungsspannung ist zu hoch oder zu niedrig.
U 5
Der laufende Schweißprozess wird angehalten und ein Neustart verhindert.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
E 9
Falsche 24/15-V-Versorgungsspannung
U 1
Die Versorgungsspannung ist zu hoch oder zu niedrig.
U 5
Der laufende Schweißprozess wird angehalten und ein Neustart verhindert.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
E 12
U 0
U 1
U 4
U 5
E 14
U 0
E 15
U 0
E 16
U 2
Kommunikationsfehler (Warnung)
Geringfügige Störungen am CAN-Bus.
Maßnahme: Stellen Sie sicher, dass keine mit dem CAN-Bus verbundene Einheit
fehlerhaft ist. Überprüfen Sie die Kabel. Wenn der Fehler weiterhin besteht, wenden
Sie sich an einen Servicetechniker.
Kommunikationsfehler (Bus wird deaktiviert)
Schwerwiegende Störungen am CAN-Bus.
Maßnahme: Stellen Sie sicher, dass keine mit dem CAN-Bus verbundene Einheit
fehlerhaft ist. Überprüfen Sie die Kabel. Wenn der Fehler weiterhin besteht, wenden
Sie sich an einen Servicetechniker.
Kommunikationsfehler (Mitteilung verloren)
Der CAN-Bus des Systems wurde überlastet.
Maßnahme: Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
Hohe Leerlaufspannung VRD
Die Leerlaufspannung war zu hoch.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
E 19
Fehler im vorhandenen Speicher
U 0
Der Inhalt des vorhandenen Speichers ist fehlerhaft. Es werden die
Grundeinstellungen verwendet.
Maßnahme: Schalten Sie die Netzspannungsversorgung aus, um die Einheit
zurückzusetzen. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
0460 227 175
- 20 -
© ESAB AB 2013

5 FEHLERCODES
Code Beschreibung
E 20
U 2
E 25
U 0
E 26
U 0
Hohe Drosselung im Schweißkreis
Die Stromquelle kann den gewünschten Strom nicht liefern, da die gemessene
Drosselung im Schweißkreis zu hoch ist. Die Fehlerangabe wird zurückgesetzt, wenn
der Induktivitätsmesswert zu Beginn des Schweißens einen ausreichend niedrigen
Wert empfängt. Ein Zurücksetzen kann auch durch Ausschalten der
Stromversorgung erreicht werden.
Maßnahme: Verwenden Sie kürzere Schweißkabel und achten Sie darauf, dass die
Kabel nicht zusammengerollt sind. Legen Sie die Schweißkabel und Anschlusskabel
nebeneinander. Falls möglich kann die Induktivität durch Schweißen mit kürzerem
Lichtbogen verringert werden.
Wenn der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker.
Verbindungsunterbrechung mit AC-Einheit
Kontaktverlust zwischen Bedienkonsole und AC-Einheit.
Der laufende Schweißvorgang wird angehalten.
Maßnahme: Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
Fehler bei Programmausführung
Der Prozessor wurde an der Ausführung seiner normalen Funktionen im Programm
gehindert.
E 29
U 0
U 1
E 41
U 0
Das Programm wird automatisch neu gestartet. Der aktuelle Schweißvorgang wird
angehalten. Dieser Fehler deaktiviert keine Funktionen.
Maßnahme: Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
Kein Kühlwasserfluss
Der Durchflusswächter wurde aktiviert.
Der laufende Schweißprozess wird angehalten und ein Neustart verhindert.
Maßnahme: Kontrollieren Sie Kühlwasserkreis und Pumpe.
Verbindung zum Kühlaggregat unterbrochen
Kontaktverlust zwischen Schweißdateneinheit und Kühlaggregat. Der
Schweißprozess wird angehalten.
Maßnahme: Überprüfen Sie die Verdrahtung. Wenn der Fehler weiterhin besteht,
wenden Sie sich an einen Servicetechniker.
0460 227 175
- 21 -
© ESAB AB 2013

6 ERSATZTEILBESTELLUNG
6 ERSATZTEILBESTELLUNG
Ersatz- und Verschleißteile können über Ihren nächstgelegenen ESAB-Händler bestellt
werden, siehe esab.com. Geben Sie bei einer Bestellung Produkttyp, Seriennummer,
Bezeichnung und Ersatzteilnummer gemäß Ersatzteilliste an. Dadurch wird der Versand
einfacher und sicherer gestaltet.
0460 227 175
- 22 -
© ESAB AB 2013

ORDERING NUMBERS
ORDERING NUMBERS
Ordering no. Denomination
0460 250 880
0460 227 170
0460 227 171
0460 227 172
0460 227 173
0460 227 174
0460 227 175
0460 227 176
0460 227 177
0460 227 178
0460 227 179
0460 227 180
0460 227 181
0460 227 182
0460 227 183
Control panel Caddy™ TA34 AC/DC
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 227 184
0460 227 185
0460 227 186
0460 227 187
0460 227 189
0460 227 190
0460 227 191
0460 227 192
0460 227 193
0460 227 197
0460 227 175
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual US
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manual HR
- 23 -
© ESAB AB 2013

ORDERING NUMBERS
Die Bedienungsanleitung sowie eine Ersatzteilliste finden Sie im Internet unter:
www.esab.com
0460 227 175
- 24 -
© ESAB AB 2013

ORDERING NUMBERS
0460 227 175
- 25 -
© ESAB AB 2013

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...