



Caddy® TA33, TA34


Betriebsanweisung
| 1 | EINF | ÜHRUNG | 3 |
|---|---|---|---|
| 1.1 | Bedienkonsole | 3 | |
| 2 | WIG | -SCHWEISSEN | 5 |
| 2.1 | Einstellungen | 5 | |
| 2.2 | Symbol- und Funktionserklärungen | 6 | |
| 2.3 | Versteckte WIG-Funktionen | 10 | |
| 3 | MMA | A-SCHWEISSEN | 11 |
| 3.1 | Einstellungen | 11 | |
| 3.2 | Symbol- und Funktionserklärungen | 12 | |
| 3.3 | Versteckte MMA-Funktionen | 12 | |
| 4 | SCH | WEISSDATENSPEICHER | 14 |
| 5 | FEHI | LERCODES | 14 |
| 5.1 | Liste mit Fehlercodes | 15 | |
| 5.2 | Beschreibung der Fehlercodes | 15 | |
| 6 | ERS | ATZTEILBESTELLUNG | 15 |
| BE | ESTEI | 16 |
Änderungen vorbehalten.

1 EINFÜHRUNG
In diesem Handbuch wird die Verwendung der Bedienkonsole TA33 , TA34 beschrieben.
Allgemeine Informationen zu Verwendung und Funktionsweise entnehmen Sie der Betriebsanweisung für die Stromquelle.

Beim Einschalten der Netzspannung führt das Gerät einen Selbsttest für LEDs und Display durch. Anschließend erscheint die Programmversion (in diesem Beispiel 0.18).
Hinweis: Je nach Basisprodukt kann es zu Abweichungen bei der Funktionsweise der Bedienkonsole kommen.
Betriebsanweisungen in anderen Sprachen können von der Website www.esab.com heruntergeladen werden.
1.1 Bedienkonsole
Bedienkonsole TA33


8 Einstellung von Materialstärke 🕂 , Stromabsenkung 🥆 oder

Gasnachströmung 2
Die Taste wird auch für versteckte Funktionen verwendet, siehe Seite 10. Der Messwert in der Anzeige für den Schweißstrom A ist ein arithmetischer Durchschnittswert, also ein korrigierter Durchschnittswert.
Bedienkonsole TA34
2 Display

- 1 Drehregler zur Einstellung von Strom (A) oder Zeit (s)
- 3 Auswahl der Schweißmethode WIG der MMA der Schweißen mit Gleichstrom oder oder WIG-Schweißen mit Pulsstrom der Ger LiftArc der Ger G

Anzeige des gewählten Einstellungsparameters, siehe Seite 6.
Die rechte Taste wird auch für versteckte Funktionen verwendet, siehe Seite 10 und 12.
12 Tasten für Einstellungen im Schweißdatenspeicher, siehe Seite 14.
Bei gemessenem Wert in die Konsole für Bogenspannung V und Schweißstrom A entspreicht der arithmetische Mittelwert dem gemessenen gleichgerichteten Mittelwert.
2 WIG-SCHWEISSEN
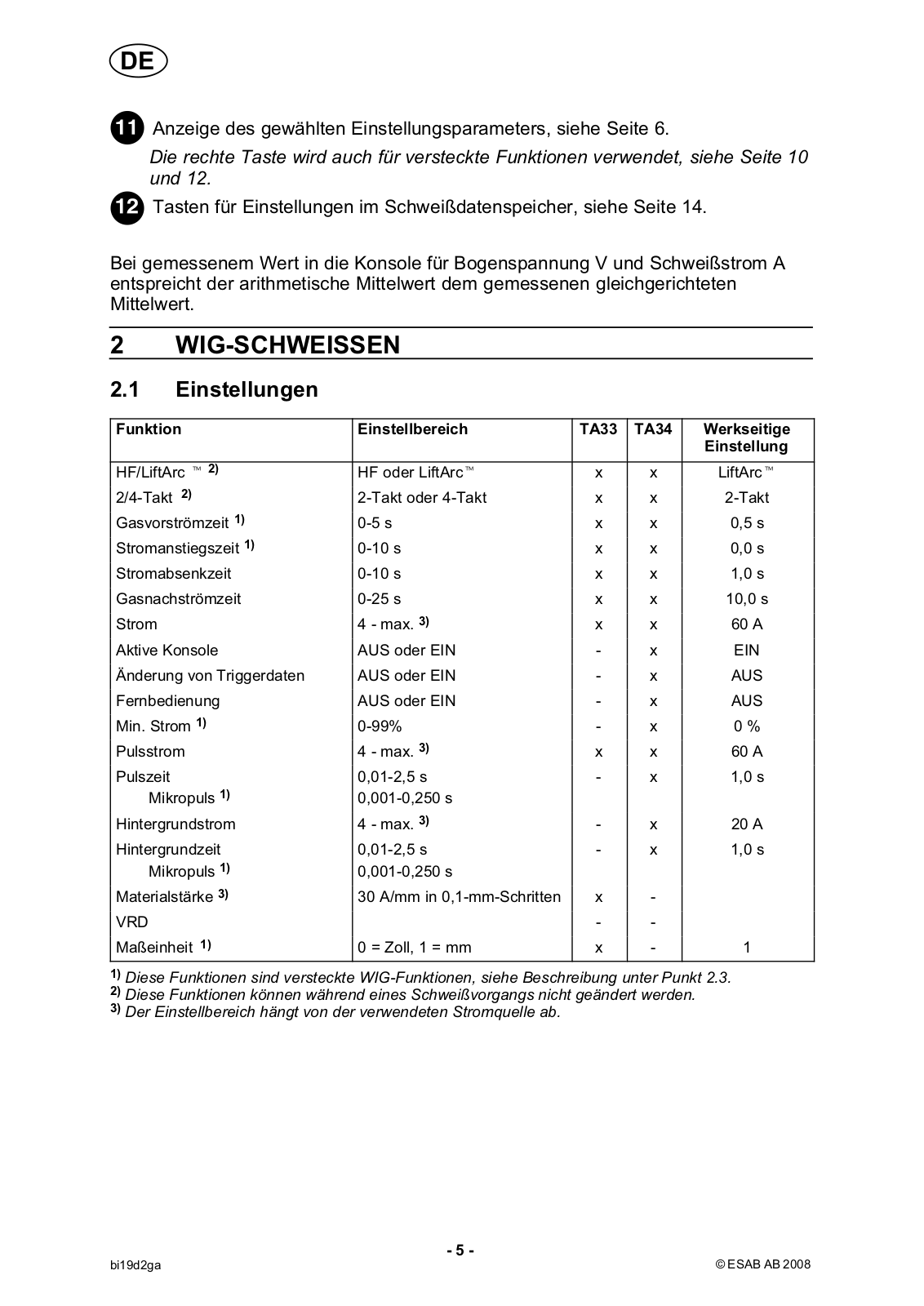
2.1 Einstellungen
| Funktion | Einstellbereich | TA33 | TA34 |
Werkseitige
Einstellung |
|---|---|---|---|---|
| HF/LiftArc ™ 2) | HF oder LiftArc™ | х | Х | LiftArc™ |
| 2/4-Takt 2) | 2-Takt oder 4-Takt | х | х | 2-Takt |
| Gasvorströmzeit 1) | 0-5 s | х | х | 0,5 s |
| Stromanstiegszeit 1) | 0-10 s | х | х | 0,0 s |
| Stromabsenkzeit | 0-10 s | х | х | 1,0 s |
| Gasnachströmzeit | 0-25 s | х | х | 10,0 s |
| Strom | 4 - max. 3) | х | х | 60 A |
| Aktive Konsole | AUS oder EIN | - | х | EIN |
| Änderung von Triggerdaten | AUS oder EIN | - | х | AUS |
| Fernbedienung | AUS oder EIN | - | х | AUS |
| Min. Strom 1) | 0-99% | - | х | 0 % |
| Pulsstrom | 4 - max. 3) | х | х | 60 A |
| Pulszeit | 0,01-2,5 s | - | х | 1,0 s |
| Mikropuls 1) | 0,001-0,250 s | |||
| Hintergrundstrom | 4 - max. 3) | - | х | 20 A |
| Hintergrundzeit | 0,01-2,5 s | - | х | 1,0 s |
| Mikropuls 1) | 0,001-0,250 s | |||
| Materialstärke 3) | 30 A/mm in 0,1-mm-Schritten | х | - | |
| VRD | - | - | ||
| Maßeinheit 1) | 0 = Zoll, 1 = mm | х | - | 1 |
1) Diese Funktionen sind versteckte WIG-Funktionen, siehe Beschreibung unter Punkt 2.3.
2) Diese Funktionen können während eines Schweißvorgangs nicht geändert werden.
3) Der Einstellbereich hängt von der verwendeten Stromquelle ab.

2.2 Symbol- und Funktionserklärungen

VRD (Voltage Reducing Device)
Per VRD-Funktion überschreitet die Leerlaufspannung nicht 35 V, wenn kein Schweißvorgang ausgeführt wird. Dies wird durch eine leuchtende VRD-LED signalisiert. Die VRD-Funktion wird deaktiviert, wenn das System den Beginn eines Schweißvorgangs erkannt hat.
Wenn die Leerlaufspannung bei aktivierter VRD-Funktion den Grenzwert von 35 V überschreitet, erscheint eine Fehlermeldung (16) auf dem Display. Es kann kein Schweißvorgang begonnen werden, solange diese Fehlermeldung angezeigt wird.
Um die Funktion zu aktivieren, wenden Sie sich an einen autorisierten ESAB-Servicetechniker.

Beim WIG-Schweißen schmilzt ein Lichtbogen das Werkstück mithilfe einer nichtschmelzenden Wolframelektrode. Schmelze und Wolframelektrode werden per Schutzgas geschützt.

Gleichstrom
Durch einen höheren Strom wird ein tieferes Eindringen in das Werkstück erreicht.
──── ────────────────────────────────
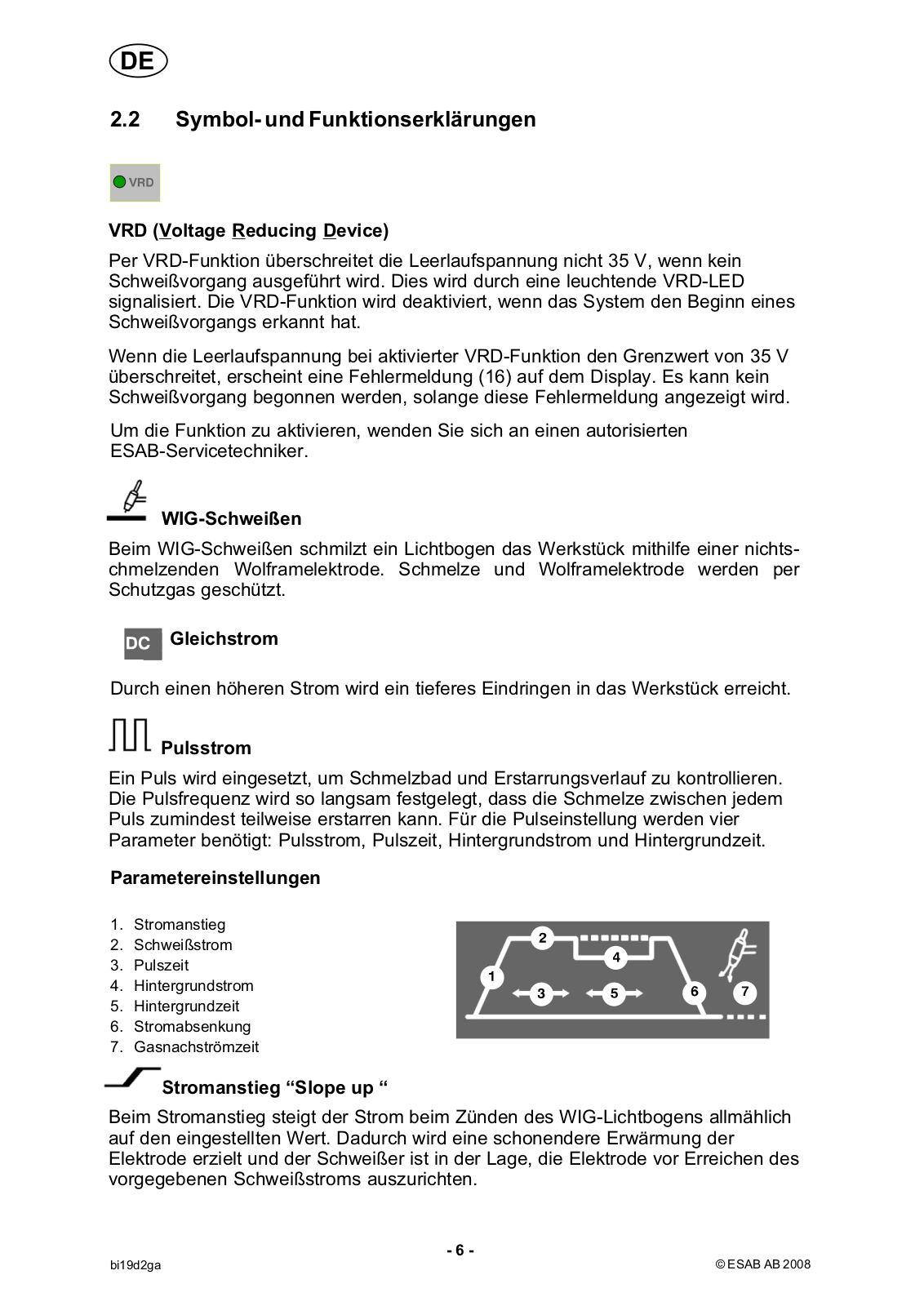
Ein Puls wird eingesetzt, um Schmelzbad und Erstarrungsverlauf zu kontrollieren. Die Pulsfrequenz wird so langsam festgelegt, dass die Schmelze zwischen jedem Puls zumindest teilweise erstarren kann. Für die Pulseinstellung werden vier Parameter benötigt: Pulsstrom, Pulszeit, Hintergrundstrom und Hintergrundzeit.
Parametereinstellungen
- 1. Stromanstieg
- 2. Schweißstrom
- 3. Pulszeit
- 4. Hintergrundstrom
- 5. Hintergrundzeit
- 6. Stromabsenkung
- 7. Gasnachströmzeit
Stromanstieg "Slope up "

Beim Stromanstieg steigt der Strom beim Zünden des WIG-Lichtbogens allmählich auf den eingestellten Wert. Dadurch wird eine schonendere Erwärmung der Elektrode erzielt und der Schweißer ist in der Lage, die Elektrode vor Erreichen des vorgegebenen Schweißstroms auszurichten.

Pulsstrom
Der höhere von zwei Stromwerten beim Pulsstrom.

WIG-Schweißen mit Puls
Pulszeit
Zeit, die der Pulsstrom während einer Pulssequenz eingeschaltet ist.
Hintergrundstrom
Der niedrigere von zwei Stromwerten beim Pulsstrom.
Hintergrundzeit
Zeitvorgabe für den Hintergrundstrom, die gemeinsam mit der Pulsstromzeit eine Pulssequenz ausmacht.
Stromabsenkung "Slope down"
Beim WIG-Schweißen wird die Stromabsenkung verwendet, um Kraterrisse zum Abschluss des Schweißvorgangs zu verhindern. Dabei nimmt der Strom im Rahmen einer vorgegebenen Zeitspanne allmählich ab.
C Gasnachströmung
Mithilfe der Gasnachströmung wird angegeben, wie lange Schutzgas nach Ausschalten des Lichtbogens ausströmen soll.
HE
Bei der Hochfrequenzzündung wird der Lichtbogen von einem überspringenden Funken gezündet, während sich die Elektrode in einem bestimmten Abstand zum Werkstück befindet.

1 ______ LiftArc™
Bei der LiftArc™-Zündung wird der Lichtbogen gezündet, indem ein Kontakt zwischen Elektrode und Werkstück hergestellt und die Elektrode anschließend wieder angehoben wird.

LiftArc ™-Zündung. In Schritt 1 wird eine Verbindung zwischen Elektrode und Werkstück hergestellt. Beim Betätigen des Kontakts in Schritt 2 setzt ein niedriger Stromfluss ein. Der Lichtbogen wird in Schritt 3 gezündet, indem der Schweißer die Elektrode vom Arbeitsstück abhebt. Daraufhin steigt der Strom automatisch auf den eingestellten Wert.
↓1 2-Takt
Im 2-Takt-Modus startet eine evtl. Gasvorströmung, wenn der Pistolenkontakt betätigt wird. Daraufhin beginnt der Schweißprozess. Durch Loslassen des Kontakts wird das Schweißen abgebrochen und eine evtl. Gasnachströmung setzt ein.

Funktionen bei 2-Takt-Bedienung des Brennerauslösers
Im 2-Takt-Modus startet eine eventuelle Gasvorströmung, wenn der Auslöser des WIG-Brenners betätigt (1) und der Lichtbogen gezündet wird. Im Anschluss daran steigt der Strom auf den eingestellten Wert (mit eventuellem Anstieg). Durch Loslassen des Kontakts (2) sinkt der Strom wieder (mit eventueller Stromabsenkung) und der Lichtbogen erlischt. Daraufhin folgt eine eventuelle Gasnachströmung.

↓↑ 4-Takt
Im 4-Takt-Modus startet eine evtl. Gasvorströmung, wenn der Pistolenkontakt betätigt wird. Durch Loslassen des Kontakts wird der Lichtbogen gezündet. Der Schweißprozess wird so lange fortgesetzt, bis der Kontakt wieder betätigt wird. Beim Loslassen des Kontakts erlischt der Lichtbogen und eine evtl. Gasnachströmung setzt ein.

Funktionen bei 4-Takt-Bedienung des Brennerauslösers
Im 4-Takt-Modus startet eine eventuelle Gasvorströmung, wenn der Auslöser betätigt wird (1). Nach Ablauf der Gasvorströmzeit steigt der Druck auf den Steuerstromwert (einige Ampere) und der Lichtbogen wird gezündet. Wenn der Kontakt losgelassen wird (2), steigt der Strom auf den eingestellten Wert (mit eventuellem Stromanstieg). Wenn der Kontakt erneut gedrückt wird (3), sinkt der Strom erneut auf den eingestellten Steuerwert (mit eventueller Stromabsenkung). Durch erneutes Loslassen des Auslösers (4) erlischt der Lichtbogen und eine eventuelle Gasnachströmung setzt ein.
↓ Materialdicke
Die Stromeinstellung erfolgt automatisch anhand der gewählten Materialstärke (mm/Zoll).
Um den Strom zu erhöhen oder zu verringern, drücken Sie so oft ......, bis die Symbole für Materialstärke, Stromabsenkung und Gasnachströmung inaktiv sind (nicht leuchten). Stellen Sie anschließend den gewünschten Stromwert ein.

Gasnachströmung
Mithilfe der Gasnachströmung wird angegeben, wie lange Schutzgas nach Ausschalten des Lichtbogens ausströmen soll.

Die Einstellungen werden per Bedienkonsole vorgenommen.

1+2 Änderung von Triggerdaten
Über diese Funktion können mithilfe einer doppelten Betätigung des Schweißbrennerkontakts (Auslösers) unterschiedliche voreingestellte Schweißdatenspeicher ausgewählt werden.
Gilt nur für das WIG-Schweißen

Die Einstellungen werden von der Fernbedienung aus vorgenommen.
Die Fernbedienung muss vor ihrer Aktivierung mit dem Fernbedienungsanschluss am Gerät verbunden sein. Bei aktivierter Fernbedienung ist die Bedienkonsole deaktiviert
23 VersteckteWIG-Funktionen
Die Bedienkonsole enthält versteckte Funktionen
Um die versteckten Funktionen aufzurufen, halten Sie die Taste Sekunden gedrückt. Auf dem Display erscheint ein Buchstabe und ein Wert. Zur Funktionsauswahl drücken Sie auf den Rechtspfeil. Verwenden Sie den Drehregler, um den Wert für die gewählte Funktion zu ändern.
Um die versteckten Funktionen zu verlassen, halten Sie die Taste Sekunden aedrückt.
Bedienkonsole TA33
| Funktion | Einstellung |
|---|---|
| A = Gasvorströmung | 0 - 5 s |
| b = Stromanstieg | 0 - 9,9 s |
| C = maßeinheit | 0 = Zoll, 1 = mm |
Redienkonsole TA34
| Funktion | Einstellung |
|---|---|
| A = Gasvorströmung | 0 - 5 s |
| b = Mikropuls | 0 = AUS; 1 = EIN |
| I = min. Strom | 0 - 99% |

Mithilfe der Gasvorströmung wird angegeben, wie viel Zeit zwischen dem Ausströmen des Schutzgases und dem Entzünden des Lichtbogens vergehen soll.




Stromanstieg "Slope up "
Beim Stromanstieg steigt der Strom beim Zünden des WIG-Lichtbogens allmählich auf den eingestellten Wert. Dadurch wird eine schonendere Erwärmung der Elektrode erzielt und der Schweißer ist in der Lage, die Elektrode vor Erreichen des vorgegebenen Schweißstroms auszurichten.
Maßeinheit
0 = Zoll/min, 1 = mm/min, Werkseitige Einstellung = 1
Mikropuls
Zur Auswahl von Mikropuls muss die Maschine für die Funktionen Pulsstrom eingestellt sein. Der Wert für Pulszeit und Hintergrundstrom liegt normalerweise im Bereich 0,01-2,50 Sekunden. Durch Nutzung eines Mikropulses kann diese Zeit auf 0,001 Sekunden gesenkt werden. Ist die Funktion Mikropuls aktiviert, werden im Display Zeiten unter 0,25 Sekunden ohne Komma angezeigt.
Min. Strom
Wird zur Einstellung des minimalen Stroms für die Fernbedienung verwendet. Wenn der maximale Strom 100 A und der minimale Strom 50 A betragen soll, stellen Sie die versteckte Funktion für minimalen Strom auf 50%.
Wenn der maximale Strom 100 A und der minimale Strom 90 A betragen soll, stellen Sie den minimalen Strom auf 90%.
Diese Funktion gilt auch für die Einstellung des Grundstroms bei WIG mit Puls.
3 MMA-SCHWEISSEN
3.1 Einstellungen
| Funktion | Einstellbereich | TA33 | TA34 | Werkseitige |
|---|---|---|---|---|
| Einstellung | ||||
| Strom | 16 - max. 2) | х | х | 100 A |
| Hochstart "Hotstart" 1) | 0-99 | х | х | 0 |
|
Stromnachregelung "Arc
Force" 1) |
0-99 | х | х | 5 |
| Heftschweißen 1) | 0 = AUS oder 1 = EIN | х | х | AUS |
| Schweißregler ArcPlus ™ 1) | 1 = AUS oder 0 = EIN | х | х | EIN |
| Aktive Konsole | AUS oder EIN | х | х | EIN |
| Fernbedienung | AUS oder EIN | - | х | AUS |
| Min. Strom 1) | 0-99% | - | х | 0 % |
| VRD | - | - |
1) Diese Funktionen sind versteckt, siehe Beschreibung unter Punkt 3.3.
2) Der Einstellbereich hängt von der verwendeten Stromquelle ab.

3.2 Symbol- und Funktionserklärungen

VRD (Voltage Reducing Device)
Per VRD-Funktion überschreitet die Leerlaufspannung nicht 35 V, wenn kein Schweißvorgang ausgeführt wird. Dies wird durch eine leuchtende VRD-LED signalisiert. Die VRD-Funktion wird deaktiviert, wenn das System den Beginn eines Schweißvorgangs erkannt hat.
Wenn die Leerlaufspannung bei aktivierter VRD-Funktion den Grenzwert von 35 V überschreitet, erscheint eine Fehlermeldung (16) auf dem Display. Es kann kein Schweißvorgang begonnen werden, solange diese Fehlermeldung angezeigt wird.
Um die Funktion zu aktivieren, wenden Sie sich an einen autorisierten ESAB-Servicetechniker.
| 7 | |
|---|---|
| / | MMA-Schweißer |
Das MMA-Schweißen wird ebenfalls als Schweißen mit umhüllten Elektroden bezeichnet. Wenn der Lichtbogen entzündet wird, schmilzt die Elektrode, wodurch die Umhüllung eine schützende Schicht bildet.
Aktive Konsole
Die Einstellungen werden per Bedienkonsole vorgenommen.
Fernbedienung
Die Einstellungen werden von der Fernbedienung aus vorgenommen.
Die Fernbedienung muss vor ihrer Aktivierung mit dem Fernbedienungsanschluss am Gerät verbunden sein. Bei aktivierter Fernbedienung ist die Bedienkonsole deaktiviert.
3.3 Versteckte MMA-Funktionen
Die Bedienkonsole enthält versteckte Funktionen.

Um die versteckten Funktionen zu verlassen, halten Sie die Taste fü fü Sekunden gedrückt.


Bedienkonsole TA33
Funktion
- C = Stromnachregelung "Arc Force"
- d = Heftschweißen
- F = Reglertyp ArcPlus™
- H = Hochstart "Hotstart"
Bedienkonsole TA34
| Funktion | Einstellung |
|---|---|
| C = Stromnachregelung "Arc Force" | 0 - 99% |
| d = Heftschweißen | 0 = AUS; 1 = EIN |
| F = Reglertyp ArcPlus ™ | 1 = ArcPlus ™ II; 0 = ArcPlus ™ |
| H = Hochstart "Hotstart" | 0 - 99% |
| I = min. Strom | 0 - 99% |
Einstellung
0 - 99%
0 = AUS; 1 = EIN 1 = ArcPlus™II: 0 = ArcPlus™
0 - 99%
Stromnachregelung "Arc Force"
Per Stromnachregelung "Arc Force" wird gesteuert, wie sich der Strom bei einer Änderung der Bogenlänge ändert. Ein niedrigerer Wert sorgt für einen ruhigeren Lichtbogen mit geringerer Spritzmenge.
Heftschweißen
Das Heftschweißen kann beim Schweißen mit rostfreien Elektroden genutzt werden. Bei dieser Funktion wird der Lichtbogen wechselweise gezündet und gelöscht, um die Wärmezufuhr besser kontrollieren zu können. Um den Lichtbogen zu löschen, muss die Elektrode nur leicht angehoben werden.
Schweißregler
Der Schweißregler ist ein Regelungstyp, der für einen intensiveren, konzentrierteren und ruhigeren Lichtbogen sorgt. Nach einem Kurzschluss beim Heftschweißen wird der Lichtbogen schneller wieder hergestellt, wodurch sich das Risiko für ein Anhaften der Elektrode verringert.
- ArcPlus™ (0) wird für den Elektrodentyp "Basisch" empfohlen.
- ArcPlus™ II (1) wird für den Elektrodentyp "Rutil" und "Zellulose" empfohlen.
| 1 | Hotstart |
Beim Hotstart wird für einen einstellbaren Zeitraum zu Beginn des Schweißvorgangs der Schweißstrom erhöht. Dadurch verringert sich das Risiko für Bindefehler am Anfang der Schweißnaht.
Min. Strom
Wird zur Einstellung des minimalen Stroms für die Fernbedienung verwendet.
Wenn der maximale Strom 100 A und der minimale Strom 50 A betragen soll, stellen Sie die versteckte Funktion für minimalen Strom auf 50%.
Wenn der maximale Strom 100 A und der minimale Strom 90 A betragen soll, stellen Sie den minimalen Strom auf 90%.

SCHWEISSDATENSPEICHER
Im Speicher der Bedienkonsole können zwei verschiedene Schweißdateneinstellungen abgelegt werden.
Drücken Sie für die Dauer von 5 s. um Schweißdaten im Speicher zu sichern. Wenn die grüne Anzeige blinkt, wurden die Schweißdaten aesichert.
Um zwischen den Schweißdatenspeichern zu wechseln, drücken Sie die Taste

Der Schweißdatenspeicher verfügt über ein Backup, damit die Einstellungen selbst nach dem Ausschalten des Geräts erhalten bleiben.
FEHI FRCODES 5
Fehlercodes geben Auskunft darüber, ob ein Fehler an der Ausrüstung aufgetreten ist. Ein Code erscheint im Display als E gefolgt von einer Fehlernummer.
Fine Einheitennummer gibt an, an welcher Einheit der Fehler aufgetreten ist.
Fehlercode- und Einheitennummer werden abwechselnd angezeigt.
Liegen mehrere Fehler vor. wird nur der Code für den zuletzt aufgetretenen Fehler angezeigt. Um die Fehleranzeige vom Display zu löschen, drücken Sie eine der Funktionstasten oder bewegen den Drehregler.
Hinweis: Wenn die Fernbedienung aktiviert ist, deaktivieren Sie sie, indem Sie auf

drücken, um die Fehleranzeige auszublenden.

5.1 Liste mit Fehlercodes
| U 0 | = Schweißdateneinheit | U 2 = Stromquelle |
|---|---|---|
| U 1 | = Kühlaggregat | U 4 = Fernbedienung |
5.2 Beschreibung der Fehlercodes
Im Folgenden werden Fehlercodes beschrieben, bei denen der Benutzer selbst tätig werden kann. Wenn ein anderer Code erscheint, wenden Sie sich an einen Servicetechniker.
|
Fehler-
code |
Beschreibung |
|---|---|
| E 6 | Temperatur zu hoch |
| E 7 | Der Überhitzungsschutz wurde aktiviert. |
| Der laufende Schweißprozess wird angehalten. Ein erneuter Start ist erst möglich, nachdem die Temperatur abgesunken ist. | |
| Maßnahme: Vergewissern Sie sich, dass der Ein- bzw. Auslass für Kühlluft nicht blockiert oder verschmutzt ist. Kontrollieren Sie ebenfalls den Arbeitszyklus. Die Nennwerte dürfen nicht überschritten werden. | |
| E 14 | Kommunikationsfehler (Bus deaktiviert) |
| Schwerwiegende Störungen am CAN-Bus. | |
| Maßnahme: Stellen Sie sicher, dass keine mit dem CAN-Bus verbundene Einheit fehlerhaft ist. Überprüfen Sie die Verkabelung. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker. | |
| E 16 | Hohe Leerlaufspannung VRD |
| Die Leerlaufspannung war zu hoch. | |
| Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker. | |
| E 29 | Kein Wasserfluss |
| Der Durchflusswächter wurde aktiviert. | |
| Der laufende Schweißprozess wird angehalten und ein Neustart blockiert. | |
| Maßnahme: Kontrollieren Sie Kühlwasserkreis und Pumpe. | |
| E 41 | Verbindung zum Kühlaggregat unterbrochen |
| Kontaktverlust zwischen Schweißdateneinheit und Kühlaggregat. Der Schweißprozess wird angehalten. | |
| Maßnahme: Überprüfen Sie die Verkabelung. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker. |
6 ERSATZTEILBESTELLUNG
Ersatzteile bestellen Sie bei einem ESAB-Vertreter in Ihrer Nähe (siehe letzte Seite).
TA33, TA34
Bestellnummer

| Ordering no. | Denomination |
|---|---|
| 0460 250 882 | Control panel Caddy ™ TA34 |
| 0460 250 886 | Control panel Caddy™ TA33 |
| 0460 447 070 | Instruction manual SE |
| 0460 447 071 | Instruction manual DK |
| 0460 447 072 | Instruction manual NO |
| 0460 447 073 | Instruction manual FI |
| 0460 447 074 | Instruction manual GB |
| 0460 447 075 | Instruction manual DE |
| 0460 447 076 | Instruction manual FR |
| 0460 447 077 | Instruction manual NL |
| 0460 447 078 | Instruction manual ES |
| 0460 447 079 | Instruction manual IT |
| 0460 447 080 | Instruction manual PT |
| 0460 447 081 | Instruction manual GR |
| 0460 447 082 | Instruction manual PL |
| 0460 447 083 | Instruction manual HU |
| 0460 447 084 | Instruction manual CZ |
| 0460 447 085 | Instruction manual SK |
| 0460 447 086 | Instruction manual RU |
| 0460 447 087 | Instruction manual US |
| 0460 447 089 | Instruction manual EE |
| 0460 447 090 | Instruction manual LV |
| 0460 447 091 | Instruction manual SL |
| 0460 447 092 | Instruction manual LT |
| 0460 447 093 | Instruction manual CN |
Instruction manuals and the spare parts list are available on the Internet at www.esab.com
NOTES
notes
NOTES
notes
NOTES
notes
ESAB subsidiaries and representative offices
Europe
AUSTRIA ESAB Ges.m.b.H Vienna-Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85
BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28
BULGARIA ESAB Kft Representative Office Sofia Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Vamberk Tel: +420 2 819 40 885 Fax: +420 2 819 40 120
DENMARK Aktieselskabet ESAB Herlev Tel: +45 36 30 01 11 Fax: +45 36 30 40 03
FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71
FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24
GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Fax: +49 212 298 218
GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03
ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74
HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186
ITALY ESAB Saldatura S.p.A. Bareggio (Mi) Tel: +39 02 97 96 8.1 Fax: +39 02 97 96 87 01
THE NETHERLANDS ESAB Nederland B.V. Amersfoort Tel: +31 33 422 35 55 Fax: +31 33 422 35 44

POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20
PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277
ROMANIA ESAB Romania Trading SRL Bucharest Tel: +40 316 900 600 Fax: +40 316 900 601
RUSSIA LLC ESAB Moscow Tel: +7 (495) 663 20 08 Fax: +7 (495) 663 20 09
SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41
SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461
SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 22
ESAB international AB Gothenburg Tel: +46 31 50 90 00 Eax: +46 31 50 93 60
SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 25
UKRAINE ESAB Ukraine LLC Kiev Tel: +38 (044) 501 23 24 Fax: +38 (044) 575 21 88
North and South America
ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313
BRAZIL ESAB S.A. Contagem-MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440
CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79
MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554
USA ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48
AUSTRALIA ESAB South Pacific Archerfield BC QLD 4108 Tel: +61 1300 372 228 Fax: +61 7 3711 2328
CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 2326 3000 Fax: +86 21 6566 6622
INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80
INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929
JAPAN ESAB Japan Tokyo Tel: +81 45 670 7073 Fax: +81 45 670 7001
MALAYSIA ESAB (Malaysia) Snd Bhd USJ Tel: +603 8023 7835 Fax: +603 8023 0225
SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95
SOUTH KOREA
Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864
UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63
Africa
EGYPT ESAB Egypt Dokki-Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13
SOUTH AFRICA ESAB Africa Welding & Cutting Ltd Durbanvill 7570 - Cape Town Tel: +27 (0)21 975 8924
Distributors
For addresses and phone numbers to our distributors in other countries, please visit our home page
www.esab.com

www.esab.com

















 Loading...
Loading...