

Rustler
EM280CPRO, EM350CPRO,
EM350CPROSYNERGIC
Betriebsanweisung
0463 930 001 DE 20230207
Valid for: GC236-, GC237-, GC238-,
OP250-XX XXXX


INHALT
1 SICHERHEIT
1.1 Bedeutung der Symbole
1.2 Sicherheitsvorkehrungen
2 EINFÜHRUNG
2.1 Ausrüstung
3 TECHNISCHE DATEN
3.1 Informationen zum ECO-Design
4 INSTALLATION
4.1 Standort
4.2 Bewegungsanweisungen (kein Anheben)
4.3 Netzstromversorgung
5 BETRIEB
5.1 Anschlüsse und Bedienelemente
...............................................................................................................................
.............................................................................................
...........................................................................................
.............................................................................................................................
..................................................................................................................
................................................................................................................
................................................................................
...........................................................................................................................
........................................................................................................................
.................................................................
.................................................................................................
.....................................................................................................................................
..............................................................................
5.2 Empfohlene maximale Stromwerte für Anschlusskabelsatz
5.3 Anschließen von Schweiß- und Massekabel
5.4 Polaritätswechsel
........................................................................................................
5.5 Stromversorgung ein-/ausschalten
5.6 Spulenbremse
..............................................................................................................
5.7 Drahtwechsel und -bestückung
5.8 Wechsel der Vorschubwalzen
5.9 Wechsel der Drahtführungen
5.9.1 Einlaufdrahtführungen
5.9.2 Mittlere Drahtführung
5.9.3 Auslaufdrahtführung
5.10 Walzendruck
6 BEDIENKONSOLE
................................................................................................................
.....................................................................................................................
6.1 Externe Bedienkonsole
...............................................................................................
....................................................................................
.....................................................................................
........................................................................................
..........................................................................................
...........................................................................................
6.2 Beschreibung der LED-Anzeigen
6.3 Interne Bedienkonsole
6.4 Menüauswahl
...............................................................................................................
................................................................................................
6.4.1 MIG/MAG und MIG/MAG SYN
...........................................................................
.................................................................................
...............................................................................
...........................................................................
............................................................
6.4.2 Ausgeblendete Funktionen für MIG/MAG und MIG/MAG SYN
6.4.3 MIG SPOT
..........................................................................................................
6.4.4 Ausgeblendete Funktionen für MIG SPOT
6.4.5 MMA
6.4.6 Ausgeblendete Funktionen für MMA
7 SERVICE
.....................................................................................................................................
7.1 Routinemäßige Wartung
7.2 Stromquelle
7.3 Inspektion, Reinigung und Austausch
8 FEHLERCODES
8.1 Beschreibung der Fehlercodes
9 FEHLERBEHEBUNG
10 KALIBRIERUNG UND VALIDIERUNG
10.1 Messverfahren und -toleranzen
10.2 Anforderungsspezifikationen und -normen
11 ERSATZTEILBESTELLUNG
...................................................................................................................
..................................................................
.............................................................................................
..................................................................................................................
......................................................................
.........................................................................................................................
..................................................................................
..................................................................................................................
.......................................................................................
.................................................................................
..............................................................
......................................................................................................
..................................
..........................
.........................................................
6
6
6
10
10
11
12
13
13
13
14
15
15
16
16
16
17
17
17
18
18
19
19
19
20
21
21
23
26
27
27
28
29
29
30
30
31
31
32
32
33
33
35
36
36
36
37
0463 930 001
- 4 -
© ESAB AB 2023

INHALT
SCHALTPLAN
.......................................................................................................................................
BESTELLNUMMERN
VERSCHLEISSTEILE
ZUBEHÖR
..............................................................................................................................................
............................................................................................................................
............................................................................................................................
38
40
41
43
0463 930 001
- 5 -
© ESAB AB 2023
1 SICHERHEIT
1 SICHERHEIT
1.1 Bedeutung der Symbole
Diese werden im gesamten Handbuch verwendet: Sie bedeuten „Achtung! Seien Sie
vorsichtig!“
GEFAHR!
Weist auf eine unmittelbare Gefahr hin, die unbedingt zu vermeiden ist, da sie
andernfalls unmittelbar zu schweren Verletzungen bis hin zum Tod führt.
WARNUNG!
Weist auf eine mögliche Gefahr hin, die zu Verletzungen bis hin zum Tod führen kann.
VORSICHT!
Weist auf eine Gefahr hin, die zu leichten Verletzungen führen kann.
WARNUNG!
Lesen Sie vor der Verwendung die Betriebsanweisung und
befolgen Sie alle Kennzeichnungen, die Sicherheitsroutinen des
Arbeitgebers und die Sicherheitsdatenblätter (SDBs).
1.2 Sicherheitsvorkehrungen
Nutzer von ESAB-Ausrüstung müssen uneingeschränkt sicherstellen, dass alle Personen, die mit oder
in der Nähe der Ausrüstung arbeiten, die geltenden Sicherheitsvorkehrungen einhalten. Die
Sicherheitsvorkehrungen müssen den Vorgaben für diesen Ausrüstungstyp entsprechen. Neben den
standardmäßigen Bestimmungen für den Arbeitsplatz sind die folgenden Empfehlungen zu beachten.
Alle Arbeiten müssen von ausgebildetem Personal ausgeführt werden, das mit dem Betrieb der
Ausrüstung vertraut ist. Ein unsachgemäßer Betrieb der Ausrüstung kann zu Gefahrensituationen
führen, die Verletzungen beim Bediener sowie Schäden an der Ausrüstung verursachen können.
1. Alle, die die Ausrüstung nutzen, müssen mit Folgendem vertraut sein:
• Betrieb,
• Position der Notausschalter,
• Funktion,
• geltende Sicherheitsvorkehrungen,
• Schweiß- und Schneidvorgänge oder eine andere Verwendung der
Ausrüstung.
2. Der Bediener muss Folgendes sicherstellen:
• Es dürfen sich keine unbefugten Personen im Arbeitsbereich der
Ausrüstung aufhalten, wenn diese in Betrieb genommen wird.
• Beim Zünden des Lichtbogens oder wenn die Ausrüstung in Betrieb
genommen wird, dürfen sich keine ungeschützten Personen in der Nähe
aufhalten.
3. Das Werkstück:
• muss für den Verwendungszweck geeignet sein,
• darf keine Defekte aufweisen.
0463 930 001
- 6 -
© ESAB AB 2023
1 SICHERHEIT
4. Persönliche Sicherheitsausrüstung:
• Tragen Sie stets die empfohlene persönliche Sicherheitsausrüstung wie
Schutzbrille, feuersichere Kleidung, Schutzhandschuhe.
• Tragen Sie keine lose sitzende Kleidung oder Schmuckgegenstände wie
Schals, Armbänder, Ringe usw., die eingeklemmt werden oder
Verbrennungen verursachen können.
5. Allgemeine Vorsichtsmaßnahmen
• Stellen Sie sicher, dass das Rückleiterkabel sicher verbunden ist.
• Arbeiten an Hochspannungsausrüstung dürfen nur von qualifizierten
Elektrikern ausgeführt werden.
• Geeignete Feuerlöschausrüstung muss deutlich gekennzeichnet und in
unmittelbarer Nähe verfügbar sein.
• Schmierung und Wartung dürfen nicht ausgeführt werden, wenn die
Ausrüstung in Betrieb ist.
Wenn ausgestattet mit einem ESAB-Kühler
Verwenden Sie nur von ESAB zugelassenes Kühlmittel. Die Verwendung eines nicht zugelassenen
Kühlmittels kann zu Schäden an der Ausrüstung führen und die Produktsicherheit gefährden. In einem
solchen Schadensfall erlöschen sämtliche Garantieverpflichtungen seitens ESAB.
Bestellinformationen finden Sie im Kapitel "ZUBEHÖR" in der Betriebsanweisung.
WARNUNG!
Das Lichtbogenschweißen und Schneiden kann Gefahren für Sie und andere Personen
bergen. Ergreifen Sie beim Schweißen und Schneiden entsprechende Vorsichtsmaßnahmen.
Bei ELEKTRISCHEN SCHLÄGEN besteht Lebensgefahr!
• Berühren Sie keine stromführenden elektrischen Bauteile oder Elektroden
mit bloßer Haut, nassen Handschuhen oder nasser Kleidung.
• Isolieren Sie sich von Erde und Werkstück.
• Sorgen Sie für eine sichere Arbeitsposition
ELEKTRISCHE UND MAGNETISCHE FELDER – Können gesundheitsgefährdend
sein
• Schweißer mit Herzschrittmachern sollten vor dem Schweißen ihren Arzt
konsultieren. EMF beeinträchtigen unter Umständen die Funktionsweise
einiger Schrittmacher.
• Das Arbeiten in EMF hat möglicherweise andere, bisher unbekannte
Auswirkungen auf die Gesundheit.
• Schweißer sollten die folgenden Vorkehrungen treffen, um das Arbeiten in
EMF zu minimieren:
○ Positionieren Sie die Elektrode und die Kabel auf derselben
Seite Ihres Körpers. Sichern Sie sie wenn möglich mit
Klebeband. Stellen Sie sich nicht zwischen die Elektrode und
die Kabel. Schlingen Sie den Brenner oder das Betriebskabel
niemals um Ihren Körper. Halten Sie die Stromquelle des
Schweißgeräts und die Kabel soweit von Ihrem Körper entfernt
wie möglich.
○ Schließen Sie das Betriebskabel zum Werkstück so nah wie
möglich am geschweißten Bereich an.
0463 930 001
RAUCH UND GASE – Können gesundheitsgefährdend sein.
• Bleiben Sie außerhalb des Rauchbereichs.
• Nutzen Sie eine Ventilation, Entlüftung am Lichtbogen oder beides, um
Rauch und Gase aus dem Atembereich sowie dem allgemeinen
Arbeitsbereich abzuleiten.
- 7 -
© ESAB AB 2023
1 SICHERHEIT
LICHTBOGENSTRAHLEN – Können Augenverletzungen verursachen und zu
Hautverbrennungen führen.
• Schützen Sie Augen und Körper. Verwenden Sie den korrekten
Schweißschirm und die passende Filterlinse. Tragen Sie Schutzkleidung.
• Schützen Sie Anwesende durch entsprechende Abschirmungen oder
Vorhänge.
GERÄUSCHPEGEL – Übermäßige Geräuschpegel können Gehörschäden
verursachen.
Schützen Sie Ihre Ohren. Tragen Sie Ohrenschützer oder einen anderen Gehörschutz.
BEWEGLICHE TEILE – Können Verletzungen verursachen
• Achten Sie darauf, dass alle Türen, Verkleidungsteile und Abdeckungen
geschlossen und gesichert sind. Für Wartungsarbeiten und
gegebenenfalls zur Fehlerbehebung darf nur qualifiziertes Personal die
Abdeckungen entfernen. Bringen Sie nach Abschluss der
Wartungsarbeiten die Verkleidungsteile und Abdeckungen wieder an, und
schließen Sie die Türen, bevor Sie den Motor starten.
• Stellen Sie den Motor ab, bevor Sie die Einheit montieren oder
anschließen.
• Halten Sie Hände, Haare, lose Kleidung und Werkzeuge fern von
beweglichen Teilen.
FEUERGEFAHR
• Funken (Schweißspritzer) können Brände auslösen. Stellen Sie daher
sicher, dass sich keine brennbaren Materialien in der Nähe befinden.
• Verwenden Sie das Gerät nicht an geschlossenen Behältern.
HEISSE OBERFLÄCHE – Teile können brennen
• Berühren Sie Teile nicht mit bloßen Händen.
• Lassen Sie die Ausrüstung vor dem Arbeiten abkühlen.
• Verwenden Sie zum Umgang mit heißen Teilen geeignetes Werkzeug
und/oder isolierte Schweißhandschuhe, um Verbrennungen zu vermeiden.
FEHLFUNKTION – Fordern Sie bei einer Fehlfunktion qualifizierte Hilfe an.
SCHÜTZEN SIE SICH UND ANDERE!
VORSICHT!
Dieses Produkt ist ausschließlich für das Lichtbogenschweißen vorgesehen.
VORSICHT!
Ausrüstung der Klasse A ist nicht für den Einsatz in
Wohnumgebungen vorgesehen, wenn eine Stromversorgung über
das öffentliche Niederspannungsnetz erfolgt. Aufgrund von
Leitungs- und Emissionsstöreinflüssen können in diesen
Umgebungen potenzielle Probleme auftreten, wenn es um die
Gewährleistung der elektromagnetischen Verträglichkeit von
Ausrüstung der Klasse A geht.
0463 930 001
- 8 -
© ESAB AB 2023
1 SICHERHEIT
HINWEIS!
Entsorgen Sie elektronische Ausrüstung in einer
Recyclinganlage!
Gemäß EU-Richtlinie 2012/19/EG zu Elektro- und
Elektronikgeräte-Abfall sowie ihrer Umsetzung durch nationale
Gesetze muss elektrischer und bzw. oder elektronischer Abfall in
einer Recyclinganlage entsorgt werden.
Als für diese Ausrüstung zuständige Person müssen Sie
Informationen zu anerkannten Sammelstellen einholen.
Weitere Informationen erhalten Sie von einem ESAB-Händler in
Ihrer Nähe.
ESAB bietet ein Sortiment an Schweißzubehör und persönlicher Schutzausrüstung zum
Erwerb an. Bestellinformationen erhalten Sie von einem örtlichen ESAB-Händler oder auf
unserer Website.
0463 930 001
- 9 -
© ESAB AB 2023

2 EINFÜHRUNG
2 EINFÜHRUNG
Bei RustlerEM280PRO, EM350PRO und EM350PROSynergic handelt es sich um kompakte
Schweißstromquellen, die zum Schweißen mit Volldrähten, Fülldrähten und beschichteten Elektroden
(MIG/MAG, FCAW und MMA) vorgesehen sind.
Das Gerät verfügt über integrierte Räder und eine Gasflaschenhalterung, damit es problemlos am
Arbeitsplatz bewegt und eine bessere Reichweite bieten kann.
Hauptmerkmale der Reihe RustlerEMPRO:
• Hoher Ausgangsstrom und hohe Einschaltdauer (ED)
• Einfache und intuitive Einrichtung
• Robustes Gehäuse
• Hervorragende Lichtbogeneigenschaften, optimiert für die am häufigsten verwendeten
Basismaterialien
• MMA-Schweißmodus
Das ESAB-Produktzubehör wird im Kapitel „ZUBEHÖR“ in dieser Betriebsanweisung
aufgeführt.
2.1 Ausrüstung
Lieferumfang der Stromquelle:
• 4m langer Gummigasschlauch, schwarz
• 3m langes Massekabel mit Erdungsklemme (Ausführung Krokodilklemme)
• Sicherheitshinweis
• Kurzanleitung
0463 930 001
- 10 -
© ESAB AB 2023

3 TECHNISCHE DATEN
3 TECHNISCHE DATEN
EM280 EM350 EM350SYN
Netzspannung 400V ±15%, 3~50/60Hz
Primärstrom I
MIG/MAG 14A 20,6A 20,6A
MMA 13,5A 20A 20A
Einstellbereich
MIG/MAG
MMA
Drahtvorschubgeschwindigkeit 1,5–22m/min
Zulässige Belastung bei MIG/MAG
40% ED 280A/28V 350A/31,5V 350A/31,5V
60% ED 229A/25,5V 286A/28,3V 286A/28,3V
100% ED 177A/22,9V 222A/25,1V 222A/25,1V
Leerlaufspannung 65V 71V 71V
Zulässige Belastung bei MMA
40% ED 250A/30V 320A/32,8V 320A/32,8V
60% ED 204A/28,2V 262A/30,5V 262A/30,5V
max
40A/16V–280A/2
8V
20A/20,8V–250A
/30V
30A/15,5V–350A
/31,5V
20A/20,8V–320A
/32,8V
30A/15,5V–350A
/31,5V
20A/20,8V–320A
/32,8V
100% ED 158A/26,3V 203A/28,1V 203A/28,1V
Leerlaufspannung 63V 66,6V 66,6V
Scheinleistung bei maximalem Strom 9,7kVA 14kVA 14kVA
WirkleistungI2bei maximalem Strom
Leistungsfaktor bei maximalem Strom 0,9 0,9 0,9
Wirkungsgrad bei maximaler
Ausgangsleistung 90% 89% 89%
Leerlaufleistung im Energiesparmodus 20W 20W 20W
Gewicht 54kg 57,5kg 61kg
Empfohlener Generator 12kW 17kW 17kW
Betriebstemperatur -10 bis +40°C (+14 bis 104°F)
Transporttemperatur -20bis +55°C (-4bis +131°F)
Abmessungen L x B x H 977×487×800mm
Isolationsklasse H
Schutzart IP23
Anwendungsklasse
8,7kW 12,6kW 12,6kW
0463 930 001
- 11 -
© ESAB AB 2023
3 TECHNISCHE DATEN
Relative Einschaltdauer (ED)
Als Einschaltdauer gilt der prozentuale Anteil eines 10-min-Zeitraums, in dem ohne Überlastung eine
bestimmte Last geschweißt oder geschnitten werden kann. Die Einschaltdauer gilt bei einer
Temperatur von 40°C (104°F) oder niedriger.
Schutzart
Der IP-Code zeigt die Schutzart an, d.h. den Schutzgrad gegenüber einer Durchdringung durch
Festkörper oder Wasser.
Mit IP23 gekennzeichnete Ausrüstung ist für den Einsatz im Innen- und Außenbereich vorgesehen.
Anwendungsklasse
Das Symbol zeigt an, dass die Stromquelle für den Einsatz in Bereichen mit erhöhtem
elektrischem Gefahrengrad ausgelegt ist.
3.1 Informationen zum ECO-Design
Das Gerät wurde so konzipiert, dass es Richtlinie 2009/125/EG und Verordnung 2019/1784/EU
entspricht.
Wirkungsgrad und Stromverbrauch im Leerlauf:
Name Blindleistung Wirkungsgrad bei maximalen
Stromverbrauch
EM280CPRO 30W 89%
EM350CPRO 30W 89%
EM280CPROSYNERGIC 30W 89%
Der Wert von Wirkungsgrad und Verbrauch im Leerlauf wurde anhand der in der Produktnorm
EN60974-1 definierten Methoden und Bedingungen gemessen.
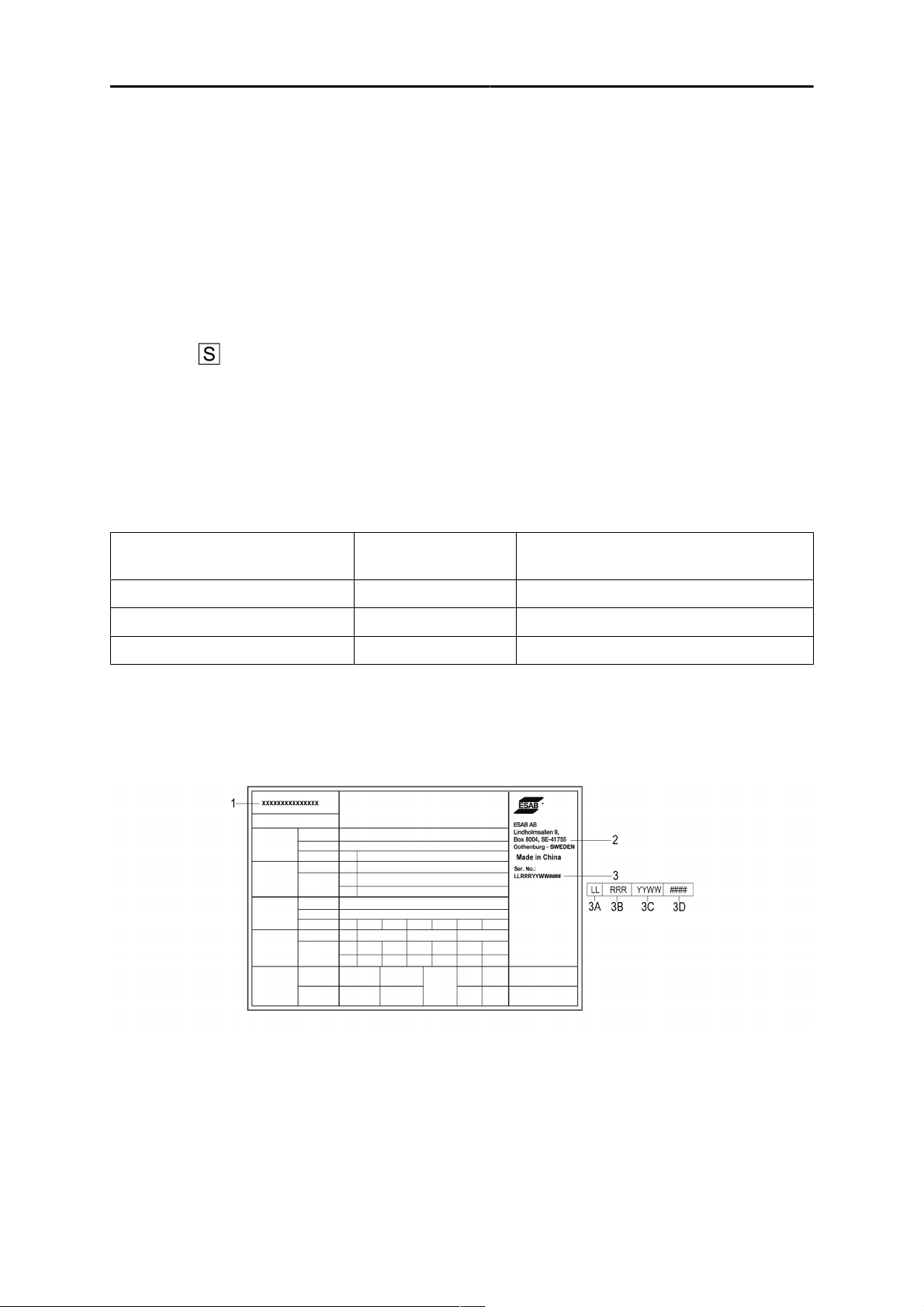
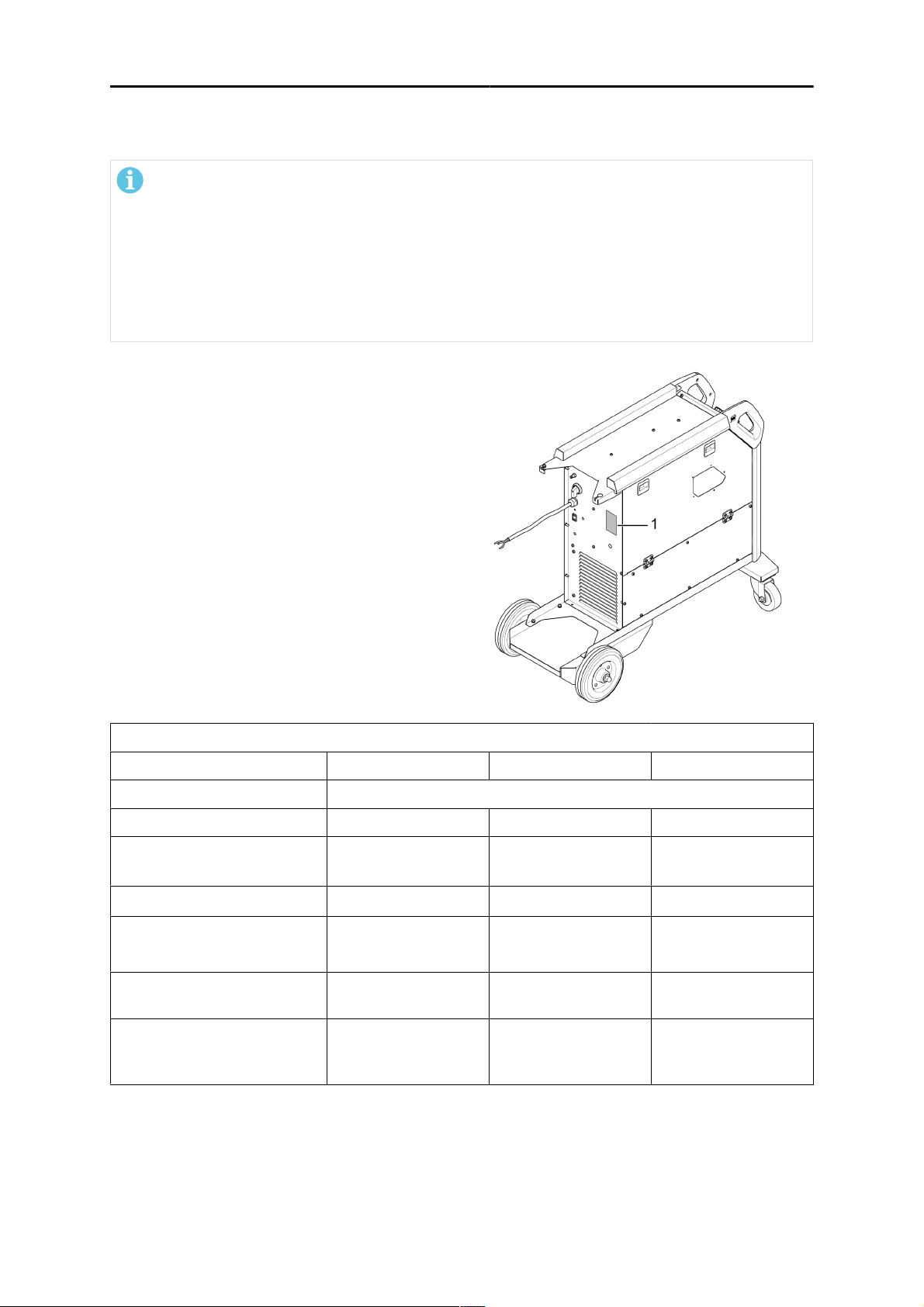
Der Herstellername, der Produktname, die Seriennummer und das Produktionsdatum können vom
Typenschild abgelesen werden.
1. Produktname
2. Name und Adresse des Herstellers
3. Seriennummer
3A. Code des Herstellungsorts
3B. Revisionsstufe (letzte Ziffer der Jahres- und Wochennummer)
3C. Jahr und Woche der Produktion (letzte zwei Ziffern der Jahres- und
Wochennummer)
3D. System laufender Nummern (jede Woche beginnt mit 0001)
0463 930 001
- 12 -
© ESAB AB 2023
4 INSTALLATION
4 INSTALLATION
Die Installation darf nur von Fachpersonal ausgeführt werden.
VORSICHT!
Dieses Produkt ist für die industrielle Nutzung vorgesehen. Der Einsatz in einer
Wohnumgebung kann Funkstörungen verursachen. Der Benutzer muss entsprechende
Vorkehrungen treffen.
4.1 Standort
Stellen Sie die Stromquelle so auf, dass Ein- und Auslassöffnungen für die Kühlluft nicht blockiert
werden.
WARNUNG!
Stromschlag! Werkstück oder Schweißkopf dürfen
während des Betriebs nicht berührt werden!
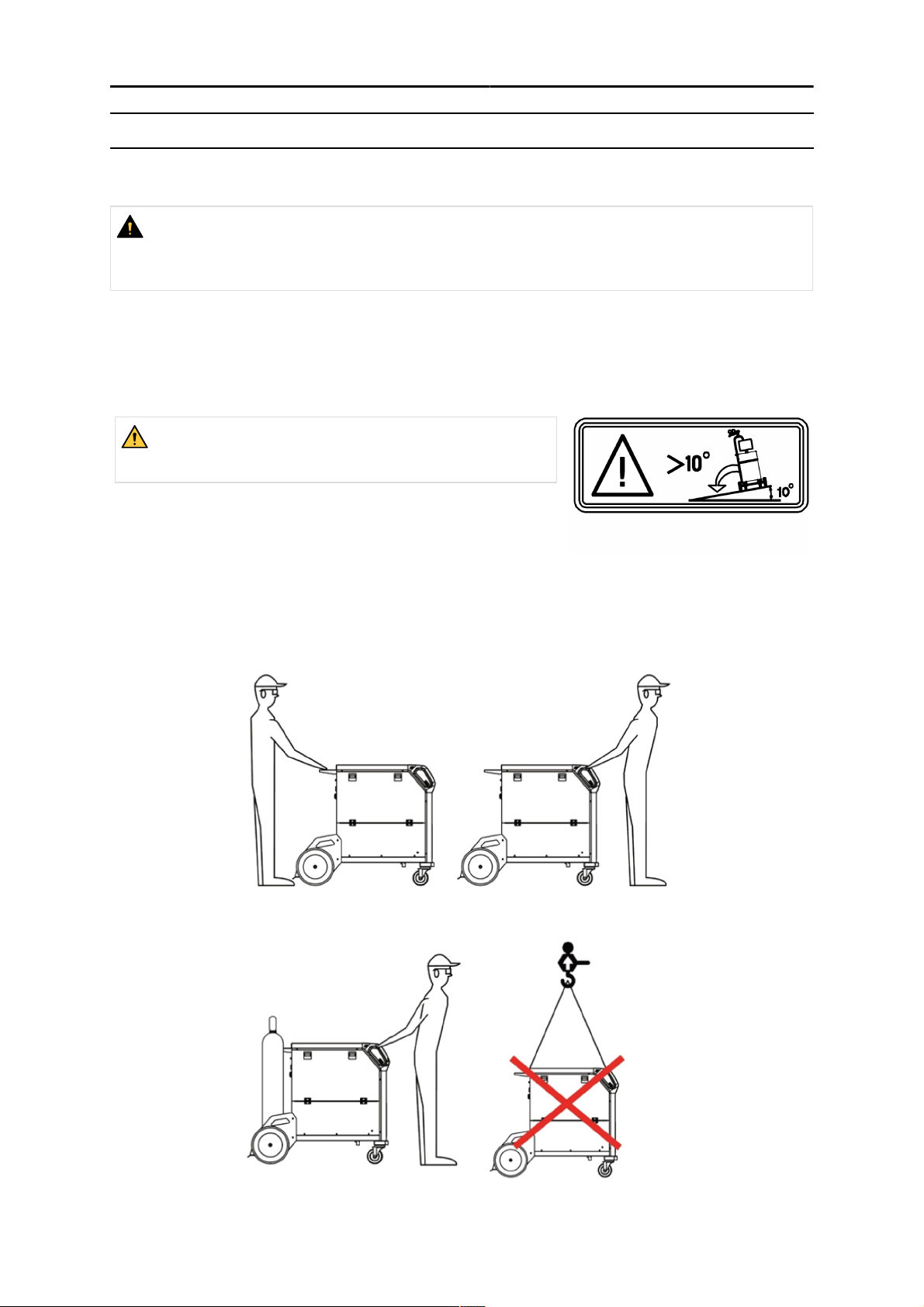
4.2 Bewegungsanweisungen (kein Anheben)
Das mechanische Anheben muss mit den beiden außen angebrachten Griffen erfolgen.
0463 930 001
- 13 -
© ESAB AB 2023
4 INSTALLATION
4.3 Netzstromversorgung
HINWEIS!
Anforderungen an die Netzstromversorgung
Die Ausrüstung entspricht den Vorgaben in IEC 61000-3-12, wenn die Kurzschlussleistung am
Verbindungspunkt zwischen dem Stromnetz des Benutzers und dem öffentlichen Stromnetz
größer gleich S
erforderlich, nach Rücksprache mit dem Netzbetreiber – sicherstellen, dass die Ausrüstung
nur an eine Stromversorgung mit einer Kurzschlussleistung größer gleich S
technische Daten im Kapitel „TECHNISCHE DATEN“.
ist. Der Installateur oder Benutzer der Ausrüstung muss – falls
scmin
scmin
ist. Siehe
1. Leistungsschild mit Daten für den
Stromversorgungsanschluss.
Empfohlene Werte für Sicherungsgrößen und Kabelmindestquerschnitt
EM280CPRO EM350CPRO EM350CPROSYN
Netzspannung 400V±15%, 3~50/60Hz
Netzkabelquerschnitt 4x2,5mm
Maximaler NennstromI
(MIG/MAG)
I
1eff
Sicherung
träge, TypC MCB
max
14A 21A 21A
9A 13A 13A
20A
20A
2
4x2,5mm
30A
30A
2
4x2,5mm
30A
30A
2
Empfohlene Maximallänge
einer Verlängerungsleitung
Empfohlener
Mindestquerschnitt einer
Verlängerungsleitung
0463 930 001
100m/330ft. 100m/330ft. 100m/330ft.
4x2,5mm
2
- 14 -
4x2,5mm
2
4x2,5mm
© ESAB AB 2023
2

5 BETRIEB
5 BETRIEB
Allgemeine Sicherheitshinweise für den Umgang mit der Ausrüstung werden im Kapitel
"SICHERHEIT" in diesem Dokument aufgeführt. Lesen Sie dieses Kapitel, bevor Sie mit der
Ausrüstung arbeiten!
HINWEIS!
Verwenden Sie beim Transport der Ausrüstung den dafür vorgesehenen Griff. Ziehen Sie
niemals an den Kabeln.
WARNUNG!
Stromschlag! Werkstück oder Schweißkopf dürfen während des Betriebs nicht berührt werden!
5.1 Anschlüsse und Bedienelemente
1. Externe Bedienkonsole 7. Hauptstromschalter, O/I
2. Anschluss für Schweißbrenner 8. Netzkabel
3. Kabel zum Ändern der Polarität 9. Heizbuchse (optional)
4. Schweiß-Minuspol: Rückleiter 10. Drahteinlassadapter zur Verwendung mit
MarathonPac™ (optional)
5. Schweiß-Pluspol: Schweißkabel 11. Drahtvorschubmechanismus
6. Anschluss für Schutzgas 12. Interne Bedienkonsole
0463 930 001
- 15 -
© ESAB AB 2023

5 BETRIEB
5.2 Empfohlene maximale Stromwerte für
Anschlusskabelsatz
Empfohlene maximale Schweißstromwerte für das Schweiß-/Massekabel (Kupfer) bei einer
Umgebungstemperatur von +25°C und einem normalen Zyklus von 10Minuten
Kabelgröße mm
50 285A 320A 370A 0,352V/100A
70 355A 400A 480A 0,254V/100A
95 430A 500A 600A 0,189V/100A
Empfohlene maximale Schweißstromwerte für das Schweiß-/Massekabel (Kupfer) bei einer
Umgebungstemperatur von +40°C und einem normalen Zyklus von 10Minuten
Kabelgröße mm
50 250A 280A 320A 0,352V/100A
70 310A 350A 420A 0,254V/100A
2
100% 60% 35%
2
100% 60% 35%
Relative Einschaltdauer (ED)
Relative Einschaltdauer (ED)
Spannungsabfall/
10m
Spannungsabfall/
10m
95 375A 440A 530A 0,189V/100A
5.3 Anschließen von Schweiß- und Massekabel
Die Stromquelle besitzt zwei Ausgänge: einen Schweiß-Pluspol (+) und einen Schweiß-Minuspol (-).
An diese werden Schweißkabel und Massekabel angeschlossen. Der Ausgang, mit dem das
Schweißkabel verbunden wird, hängt vom Schweißverfahren bzw. vom verwendeten Elektrodentyp
ab.
Schließen Sie das Massekabel an den anderen Ausgang der Stromquelle an. Stellen Sie sicher, dass
die Kontaktklemme des Massekabels am Werkstück angeschlossen ist und dass ein guter Kontakt
zwischen dem Werkstück und dem Ausgang für das Massekabel an der Stromquelle besteht.
• Beim MIG/MAG- und MMA-Schweißen kann das Schweißkabel je nach verwendetem
Elektrodentyp mit dem Schweiß-Pluspol(+) oder dem Schweiß-Minuspol(-)
verbunden werden. Die Anschlusspolarität ist auf der Elektrodenverpackung
angegeben.
5.4 Polaritätswechsel
Die Stromquelle wird mit am positiven Anschluss angeschlossenem Polaritätswechselkabel geliefert.
Für einige Schweißdrähte, beispielsweise selbstabschirmende Fülldrähte, wird das Schweißen mit
negativer Polarität empfohlen. Negative Polarität bedeutet, dass das Polaritätswechselkabel an den
negativen Anschluss und das Massekabel an den positiven Anschluss angeschlossen wird.
Überprüfen Sie daher die empfohlene Polarität für den Schweißdraht, den Sie benutzen möchten.
Die Polarität kann geändert werden, indem das Polaritätswechselkabel entsprechend dem
gewünschten Schweißprozess angeschlossen wird.
0463 930 001
- 16 -
© ESAB AB 2023
5 BETRIEB
5.5 Stromversorgung ein-/ausschalten
Zum Einschalten der Netzspannung bringen Sie den Netzschalter in Stellung „I“.
Zum Ausschalten der Einheit bringen Sie den Schalter in Stellung „O”.
Die Schweißprogramme werden, unabhängig davon, ob die Netzstromversorgung unterbrochen wird
oder ob die Stromquelle normal ausgeschaltet wird, gespeichert und sind nach dem nächsten Starten
der Einheit wieder verfügbar.
VORSICHT!
Schalten Sie die Stromquelle nicht beim Schweißen (mit Last) aus.
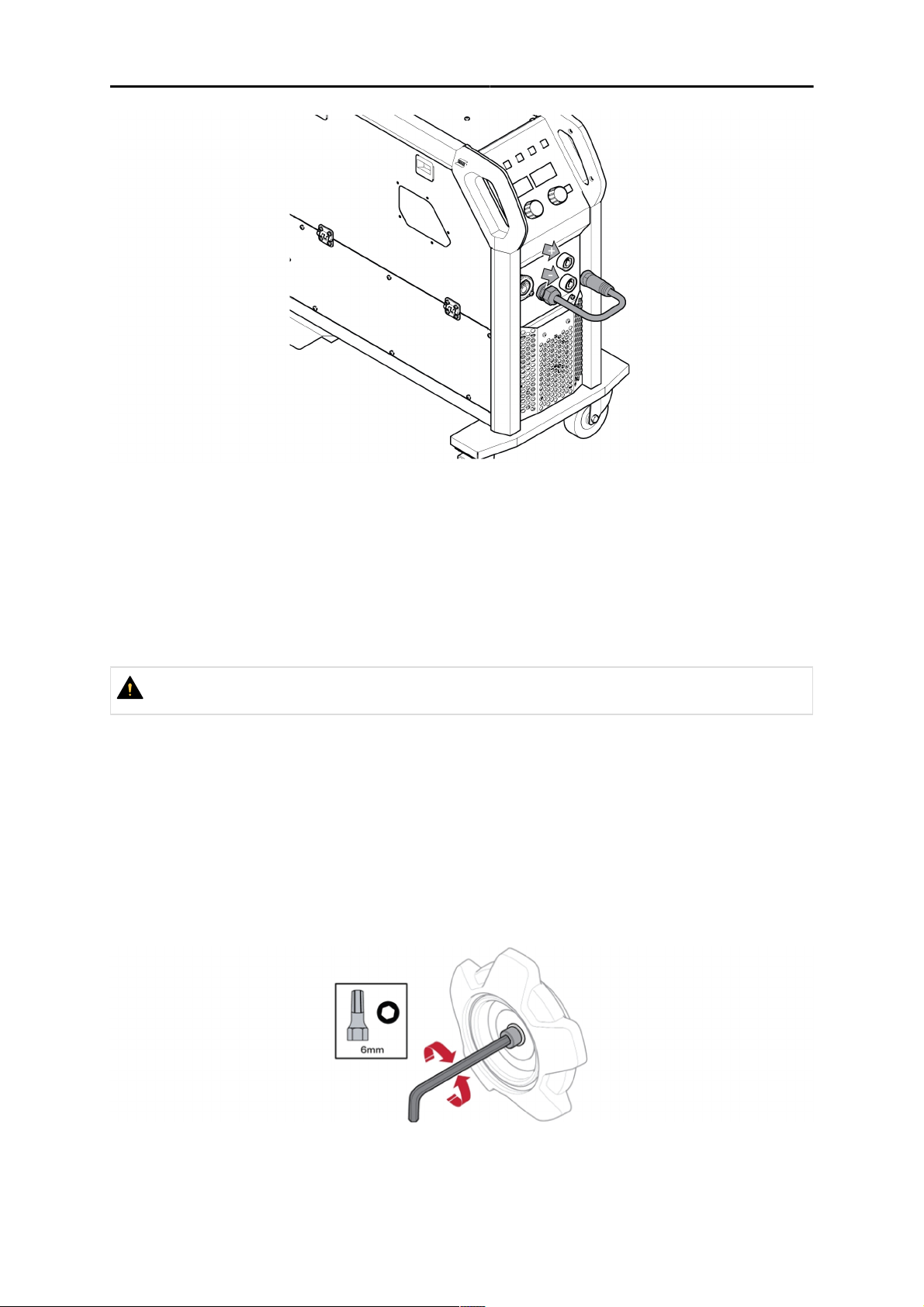
5.6 Spulenbremse
Die Bremskraft der Spulenbremse sollte gerade soweit erhöht werden, dass nicht zu viel Draht
zugeführt wird. Die tatsächlich benötigte Bremskraft ist abhängig von der
Drahtvorschubgeschwindigkeit und der Größe und dem Gewicht der Drahtspule.
Die Spulenbremse darf nicht überlastet werden! Eine zu hohe Bremskraft kann den Motor überlasten
und das Schweißergebnis verschlechtern.
Die Bremskraft der Spule wird mit der 6-mm-Innensechskantschraube in der Mitte der Mutter der
Bremsnabe eingestellt.
5.7 Drahtwechsel und -bestückung
1) Öffnen Sie die linke Klappe der Stromquelle.
2) Lösen und entfernen Sie die Mutter der Bremsnabe und entnehmen Sie die alte Drahtspule.
0463 930 001
- 17 -
© ESAB AB 2023
5 BETRIEB
3) Setzen Sie eine neue Drahtspule in die Einheit ein, und biegen Sie den neuen Schweißdraht
10–20cm gerade. Entfernen Sie Grate und scharfe Kanten am Drahtende mit einer Feile, bevor
der Draht in den Vorschubmechanismus geführt wird.
4) Verriegeln Sie die Drahtspule auf der Bremsnabe durch Anziehen der Mutter der Bremsnabe.
5) Führen Sie den Draht durch den Vorschubmechanismus.
HINWEIS!
Tauschen Sie die Mutter der Bremsnabe und die Hülse der Bremsnabe aus, wenn diese
verschlissen und nicht richtig arretiert sind.
6) Schließen und verriegeln Sie die linke Klappe der Drahtvorschubeinheit.
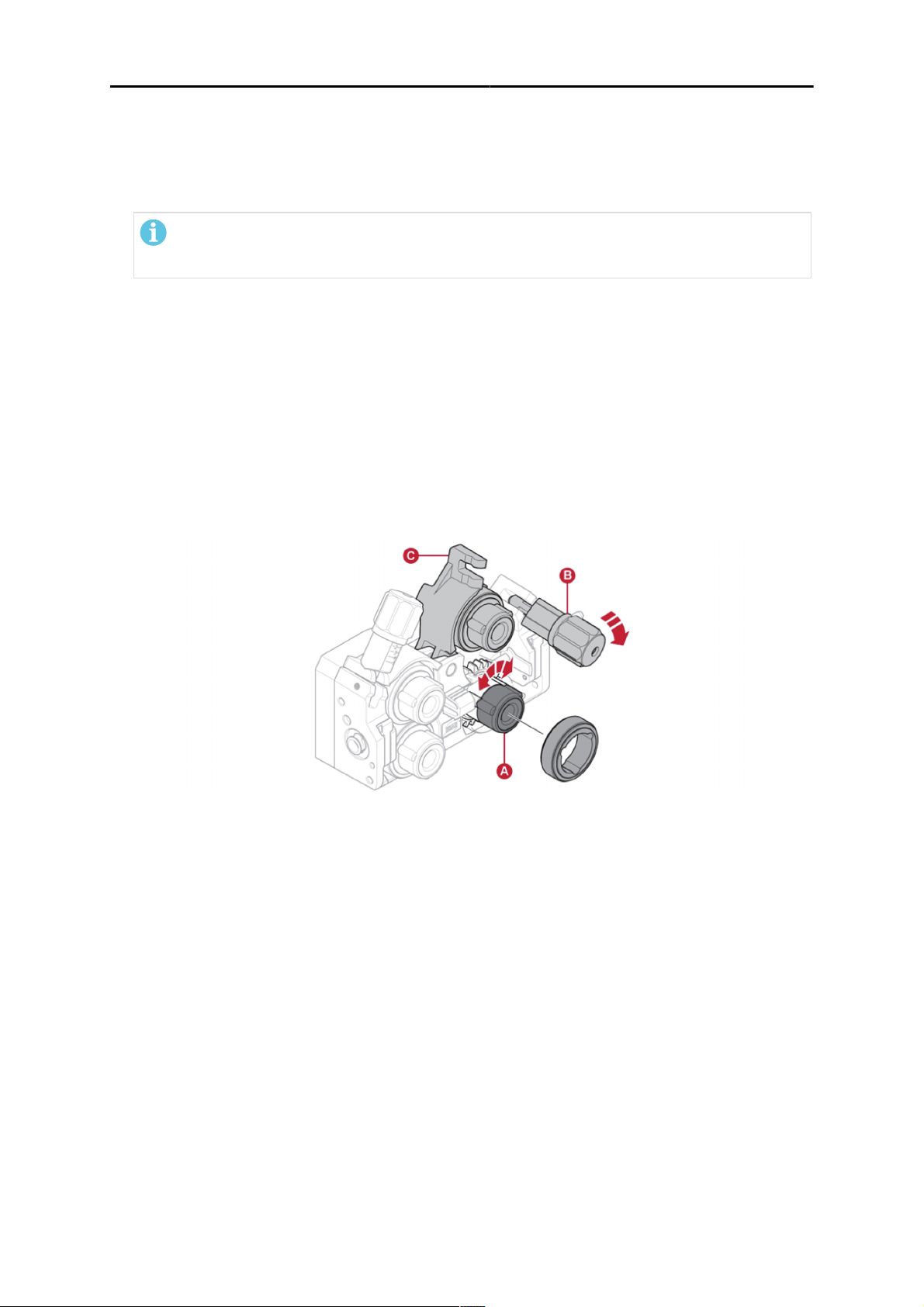
5.8 Wechsel der Vorschubwalzen
Beim Wechsel des Drahttyps sollten die Vorschubwalzen so geändert werden, dass sie dem neuen
Drahttyp entsprechen. Informationen zur richtigen Vorschubwalze in Abhängigkeit von
Drahtdurchmesser und -typ finden Sie im Anhang VERSCHLEISSTEILE.
1) Öffnen Sie die linke Klappe der Drahtvorschubeinheit.
2) Entriegeln Sie die auszutauschenden Vorschubwalzen, indem Sie die Schnellverriegelung(A) für
jede Walze drehen.
3) Klappen Sie die Spanneinheiten(B) nach unten, und lösen Sie dadurch die Schwenkarme(C), um
den Druck auf die Vorschubwalzen zu verringern.
4) Entfernen Sie die Vorschubwalzen und setzen Sie die richtigen Walzen ein (siehe Anhang
VERSCHLEISSTEILE).
5) Drücken Sie die Schwenkarme(C) nach unten, und sichern Sie sie mit den Spanneinheiten(B),
um wieder Druck auf die Vorschubwalzen zu bringen.
6) Verriegeln Sie die Rollen, indem Sie die Schnellverriegelungen(A) drehen.
7) Schließen und verriegeln Sie die linke Klappe der Drahtvorschubeinheit.
5.9 Wechsel der Drahtführungen
Beim Wechsel zu einem anderen Drahttyp müssen die Drahtführungen möglicherweise an den neuen
Drahttyp angepasst werden. Informationen zu den korrekten Drahtführungen je nach
Drahtdurchmesser und -typ finden Sie im Anhang VERSCHLEISSTEILE.
0463 930 001
- 18 -
© ESAB AB 2023
5 BETRIEB
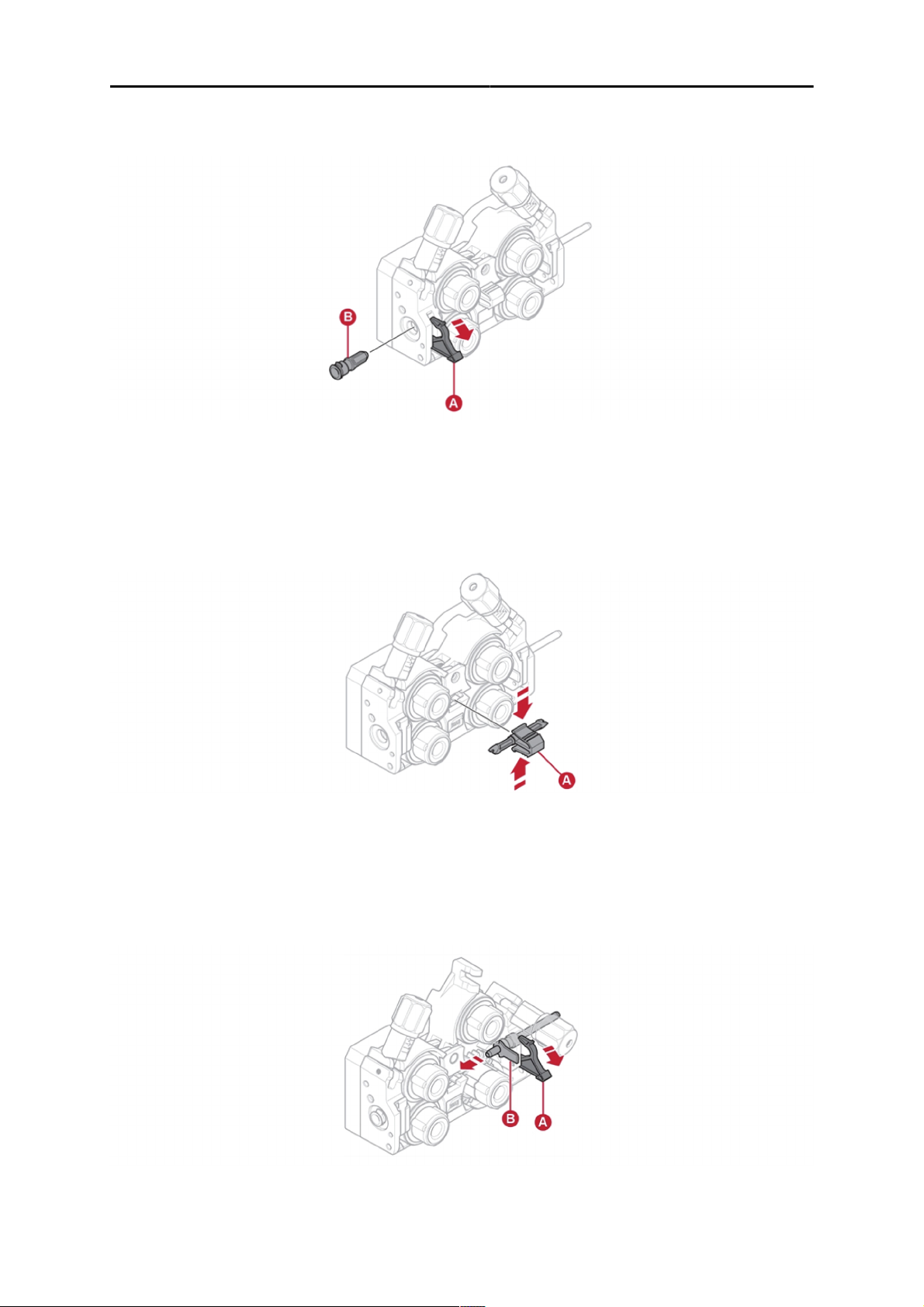
5.9.1 Einlaufdrahtführungen
1) Lösen Sie die Schnellverriegelung(A) der Einlaufdrahtführung durch Herausklappen.
2) Bauen Sie die Einlaufdrahtführung(B) aus.
3) Bauen Sie die richtige Einlaufdrahtführung ein (siehe Anhang VERSCHLEISSTEILE).
4) Verriegeln Sie die neue Einlaufdrahtführung mit der Schnellverriegelung(A) der Drahtführung.
5.9.2 Mittlere Drahtführung
1) Üben Sie etwas Druck auf die Klammer der mittleren Drahtführung aus, und ziehen Sie die mittlere
Drahtführung(A) heraus.
2) Schieben Sie die richtige Drahtführung (gemäß Anhang VERSCHLEISSTEILE) ein. Die Klammer
verriegelt die Drahtführung automatisch, wenn sie sich in der richtigen Position befindet.
5.9.3 Auslaufdrahtführung
1) Bauen Sie die untere rechte Vorschubwalze aus (siehe Abschnitt 5.8 "Wechsel der
Vorschubwalzen", Seite18).
0463 930 001
- 19 -
© ESAB AB 2023
5 BETRIEB
2) Bauen Sie die mittlere Drahtführung aus (siehe Abschnitt 5.9.2 "Mittlere Drahtführung",
Seite19).
3) Lösen Sie die Schnellverriegelung(A) der Auslaufdrahtführung durch Herausklappen.
4) Bauen Sie die Auslaufdrahtführung(B) aus.
5) Bauen Sie die richtige Auslaufdrahtführung ein (siehe Anhang VERSCHLEISSTEILE).
6) Verriegeln Sie die neue Auslaufdrahtführung mit der Schnellverriegelung(A) der Drahtführung.
7) Befestigen Sie das zweite Paar der Vorschubwalzen wieder, und bringen Sie wieder Druck auf die
Walzen (siehe Abschnitt 5.8 "Wechsel der Vorschubwalzen", Seite18).
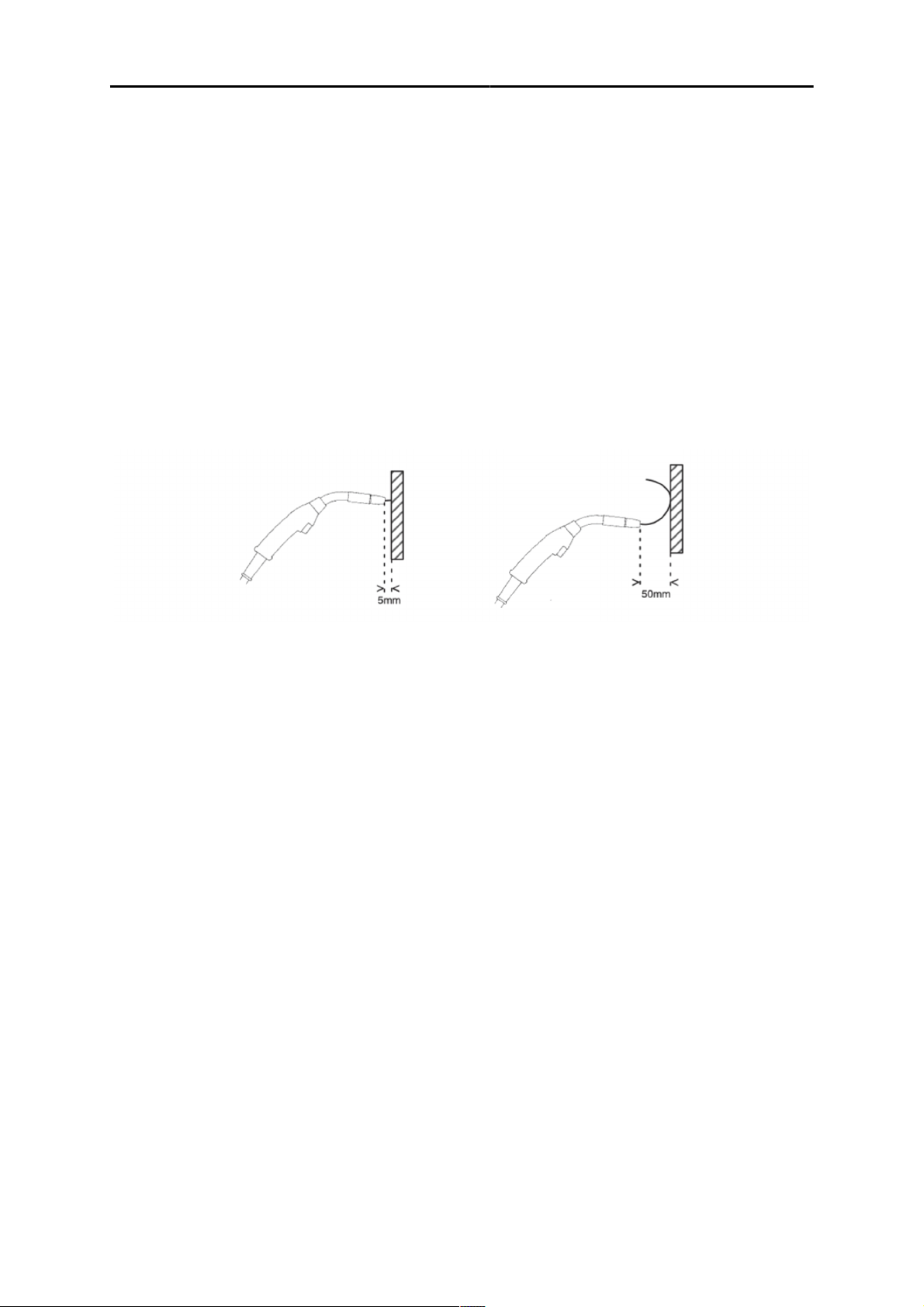
5.10 Walzendruck
Der Walzendruck muss an jeder Spanneinheit separat auf das verwendete Drahtmaterial und den
Durchmesser eingestellt werden.
Stellen Sie zunächst sicher, dass sich der Draht reibungslos durch die Drahtführung bewegt. Stellen
Sie danach den Druck an den Andruckwalzen des Drahtvorschubs ein. Der Druck darf keinesfalls zu
hoch sein.
AbbildungA. AbbildungB.
Um zu prüfen, ob der Vorschubdruck korrekt ist, können Sie den Draht gegen einen einzelnen
Gegenstand (z.B. ein Stück Holz) ausgeben lassen.
Wenn Sie den Schweißbrenner ca. 5mm vor das Holzstück (AbbildungA) halten, sollten sich die
Vorschubwalzen drehen.
Wenn Sie den Schweißbrenner ca. 50mm vor das Holzstück halten, sollte der Draht ausgegeben
werden und sich biegen (AbbildungB).
0463 930 001
- 20 -
© ESAB AB 2023
6 BEDIENKONSOLE
6 BEDIENKONSOLE
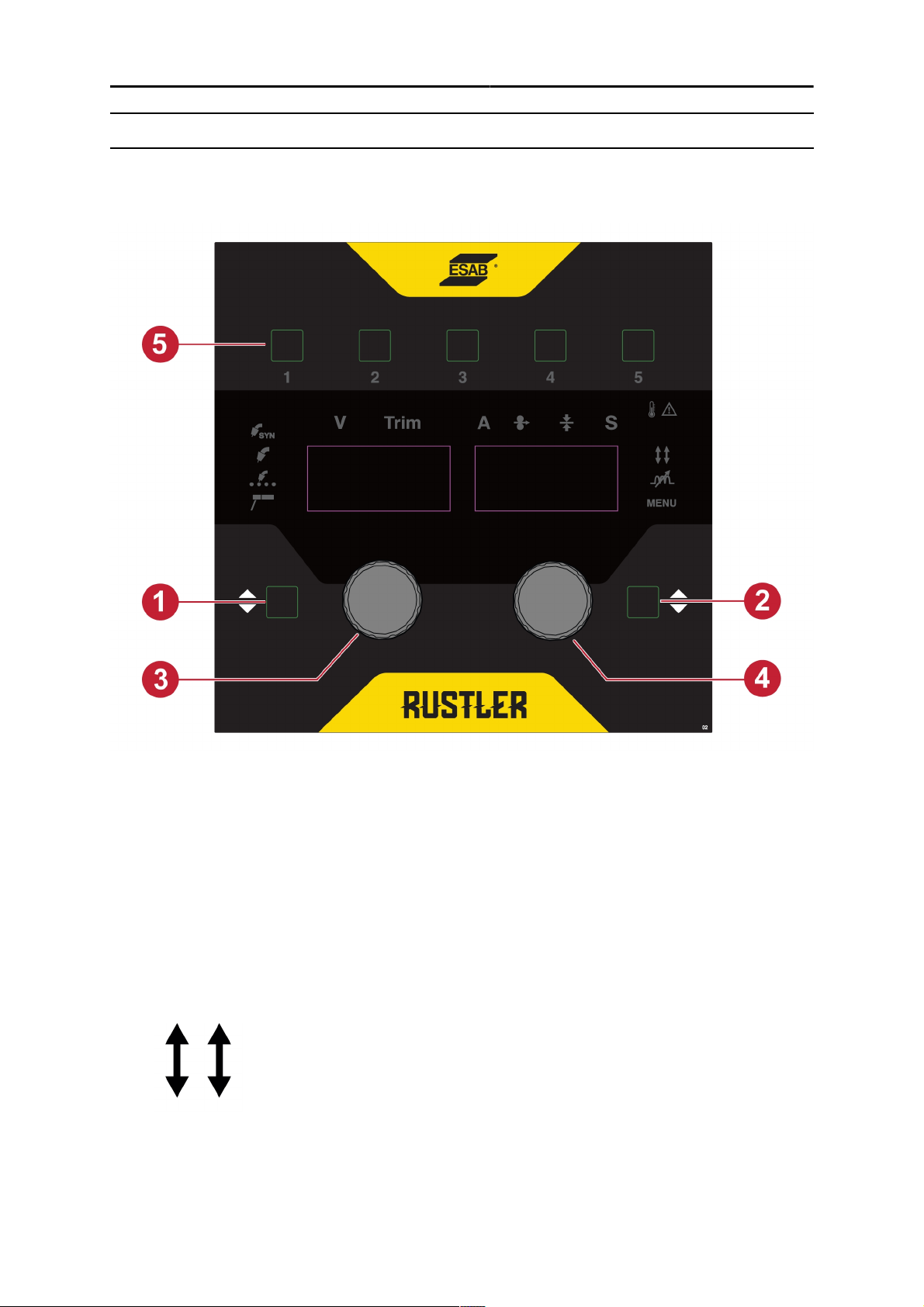
6.1 Externe Bedienkonsole
1. Schaltfläche für die Prozessauswahltaste 4. Potentiometerregler rechts
2. Schaltfläche für die Parameterauswahl 5. Jobs
3. Potentiometerregler links
Schaltfläche für die Prozessauswahl(1)
Über diese Schaltfläche können die verschiedenen Schweißverfahren, wie z.B. MIG, MIG SYN, MIG
SPOT und MMA, ausgewählt werden. Wenn das Gerät eingeschaltet wird, befindet es sich
standardmäßig im MIG-Modus. Drücken Sie diese Schaltfläche, um zu einem anderen
Schweißverfahren (MIG SYN/MIG SPOT/MMA) zu wechseln, und wiederholen Sie den Vorgang.
Schaltfläche für die Parameterauswahl(2)
Die Schaltfläche für die Parameterauswahl wird verwendet, um die Funktion des Auslösers am
Schweißbrenner zwischen Auslösermodus, Induktivität und Menü zu wechseln.
Auslösermodus
Zur Verwendung der Funktionen drücken Sie auf die Schaltfläche für die
Parameterauswahl, und lassen Sie das Symbol für den Auslösermodus
eingeschaltet. Auf dem linken Display wird die Buchstabenfolge TRG
angezeigt, auf dem rechten Display wird 2T oder 4T angezeigt. Wählen Sie
die Funktion durch Drehen des Reglers(4) aus.
0463 930 001
- 21 -
© ESAB AB 2023
6 BEDIENKONSOLE
Drosselung
Zur Verwendung der Funktionen drücken Sie auf die Schaltfläche zur
Parameterauswahl, und lassen Sie das Symbol für die Induktivität
eingeschaltet. Auf dem linken Display wird die Buchstabenfolge IND
angezeigt, auf dem rechten Display der Wert. Mit dem Drehregler(4)
können Sie den Wert der gewählten Funktion ändern.
MENÜ
Das Menü enthält die Grundfunktionen. Zur Verwendung der Funktionen
drücken Sie die Schaltfläche für die Parameterauswahl, bis das Symbol
MENU (Menü) eingeschaltet ist. Auf dem linken Display wird eine
Buchstabenfolge angezeigt und auf dem rechten Display ein Wert. Wählen
Sie die Funktion aus, indem Sie die gleiche Taste drücken. Mit dem
Drehregler(4) können Sie den Wert der gewählten Funktion ändern. Mit
dem Drehregler(3) können Sie zwischen den verschiedenen Funktionen
wechseln.
Potentiometerregler links(3)
HINWEIS!
Die Liste der Menüfunktionen richtet sich nach der ausgewählten
Anwendung.
Im MIG-Modus (GMAW/FCAW) wird mit dem Regler die Ausgangsspannung des Geräts eingestellt.
Im manuellen MIG-Modus ist das Einrichtungsdiagramm an der Tür des Drahtvorschubfachs
angebracht.
Im MIG-SYN-Modus (EM350CPROSYNERGIC) wird durch Drehen des Reglers die
Trimm-Funktion ausgewählt. Bei der Trimm-Funktion kann mit dem Regler im Uhrzeigersinn die
Spannung in Schritten von 0,1V erhöht werden. Der Maximalwert beträgt +5V.
Im Parameterauswahlstatus wird durch Drehen des linken Reglers(3) die jeweils andere Funktion
ausgewählt, und der Name wird durch die LED auf dem linken Display angezeigt.
Potentiometerregler rechts(4)
Mit dem rechten Regler(4) wird der Schweißstrom von der Stromquelle eingestellt. In den
MMA-Modi kann der Wechselrichter mit dem Regler direkt so eingestellt werden, dass er den
gewünschten Ausgangsstrom liefert.
Im MIG-Modus (GMAW/FCAW) wird mit dem rechten Regler die Geschwindigkeit des
Drahtvorschubmotors eingestellt. Die optimale Drahtvorschubgeschwindigkeit ist von der jeweiligen
Schweißanwendung abhängig. Das Einrichtungsdiagramm ist an der Tür des Drahtvorschubfachs
angebracht.
Im MIG-SYN-Modus (EM350CPROSYNERGIC) wird durch Drehen des rechten Reglers die
Drahtvorschubgeschwindigkeit oder -dicke ausgewählt. Der Standardwert der
Drahtvorschubgeschwindigkeit und -dicke kann in den ausgeblendeten Funktionen ausgewählt
werden.
Jobs(5)
Mit diesen Schaltflächen können fünf Schweißdatensätze vom Benutzer geladen und gespeichert
werden. Diese Datensätze können auf das MIG/MAG-Schweißen angewendet werden.
0463 930 001
- 22 -
© ESAB AB 2023
6 BEDIENKONSOLE
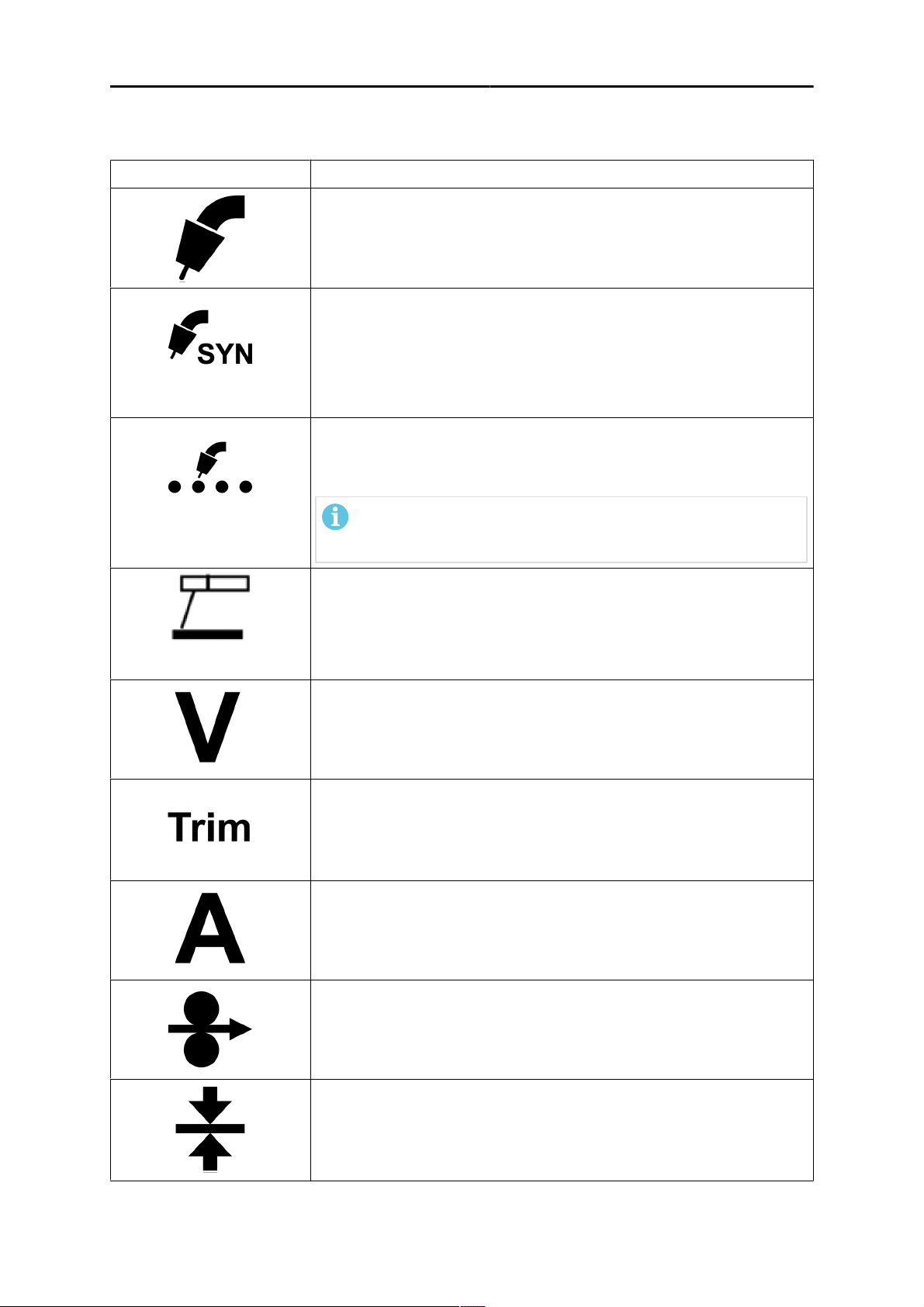
6.2 Beschreibung der LED-Anzeigen
Anzeige Beschreibung
MIG/MAG
Bei der konstanten Spannungsregelung werden die eingestellte
Spannung und die Drahtvorschubgeschwindigkeit unabhängig
voneinander eingestellt.
MIG/MAG SYN
Ein Prozess mit synergetischer Spannung und Induktivität in Bezug auf
die Drahtvorschubgeschwindigkeit unter Verwendung vordefinierter
Synergiekennlinienprogramme, die eine stabile Lichtbogenleistung
gewährleisten. Der Prozess basiert auf dem Kurzschluss-, dem Kugelund dem Sprühtropfen-Übertragungsmodus.
MIG/MAG SPOT
Das Punktschweißen wird verwendet, wenn Sie dünne Bleche
miteinander verbinden möchten.
HINWEIS!
Es ist nicht möglich, die Schweißdauer durch Loslassen des
Tasters zu verkürzen.
MMA
Das MMA-Schweißen kann mit dem Schweißen mit beschichteten
Elektroden verglichen werden. Das Zünden des Lichtbogens schmilzt
die Elektrode, wobei ihre Beschichtung eine schützende Schlacke
bildet.
Gemessene Spannung
Der Messwert im Display für die Schweißspannung V ist ein
numerischer Mittelwert, der während des Schweißens ohne den
Schweißabschluss berechnet wird.
Trimmen
Beim Trimmen wird der Parameter innerhalb eines zulässigen Bereichs
angepasst.
Diese Funktion kann nur bei MIG/MAG Synergic verwendet werden.
Gemessene Stromstärke
Der Messwert im Display für den Schweißstrom A ist ein numerischer
Mittelwert, der während des Schweißens ohne den Schweißabschluss
berechnet wird.
Drahtvorschubgeschwindigkeit
Der im Display angezeigte Messwert der Drahtvorschubgeschwindigkeit
ist ein numerischer Mittelwert, der während des Schweißens ohne den
Schweißabschluss berechnet wird.
0463 930 001
Dicke
Im Display wird die ausgewählte Dicke des Schweißwerkstücks
angezeigt.
Diese Funktion kann nur bei MIG/MAG Synergic verwendet werden.
- 23 -
© ESAB AB 2023
6 BEDIENKONSOLE
Anzeige Beschreibung
Zeit
Im Display wird die ausgewählte Zeit für die Punkt- und Ruhezeit in
Sekunden angezeigt.
Diese Funktion kann nur im MIG/MAG-SPOT-Modus verwendet
werden.
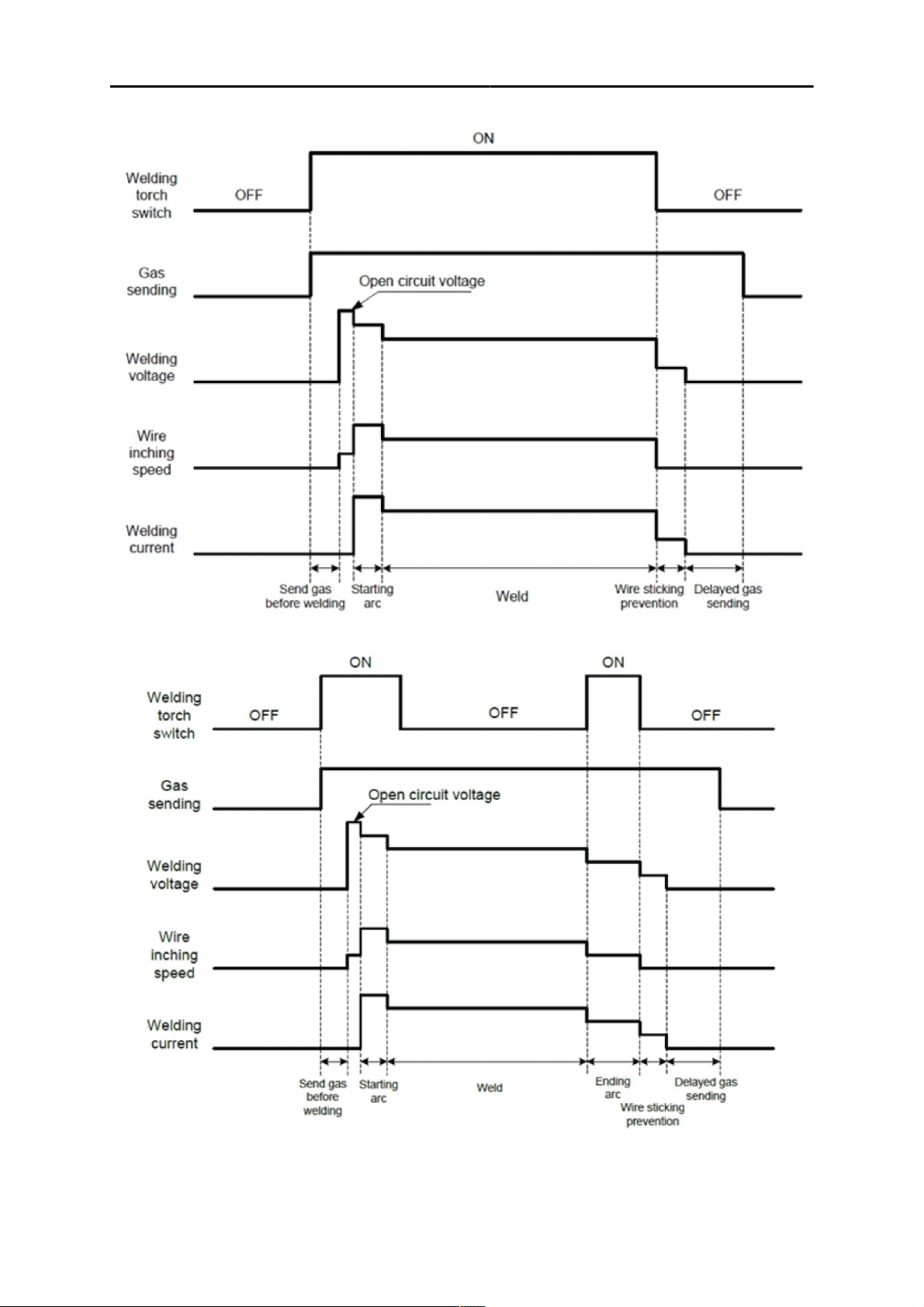
2-Takt
Diese Anzeige blinkt grün und zeigt 2T an.
Beim 2-Takt-Schweißen startet die Gasvorströmung, wenn der Auslöser
am Schweißbrenner betätigt wird. Danach startet der Schweißvorgang.
Durch Loslassen des Auslösers hält der Schweißvorgang komplett an
und die Gasnachströmung setzt ein.
4-Takt
Diese Anzeige leuchtet grün und zeigt 4T an.
Beim 4-Takt-Schweißen startet die Gasvorströmung, wenn der Auslöser
am Schweißbrenner betätigt wird. Beim Loslassen des Auslösers
beginnt der Drahtvorschub. Der Schweißvorgang wird fortgesetzt, bis
der Auslöser erneut betätigt wird. Danach stoppt der Drahtvorschub.
Beim Loslassen des Auslösers setzt die Gasnachströmung ein.
Drosselung
Mit der Lichtbogenregelung wird die Intensität des Schweißlichtbogens
eingestellt. Niedrigere Intensitätseinstellungen des Schweißlichtbogens
erzeugen einen weicheren Lichtbogen und reduzieren Schweißspritzer.
Höhere Intensitätseinstellungen des Schweißlichtbogens erzeugen
einen stärkeren, intensiveren Lichtbogen, mit dem die
Schweißdurchdringung erhöht werden kann. Ein weicher Lichtbogen
sorgt für maximale Induktivität, ein harter Lichtbogen für minimale
Induktivität.
Überhitzungsschutz
Die Schweißstromquelle besitzt einen Überhitzungsschutz, der bei zu
hoher Temperatur aktiviert wird. In diesem Fall wird der Schweißstrom
unterbrochen, und eine Anzeigelampe leuchtet als
Überhitzungsmeldung auf. Der Überhitzungsschutz stellt sich
automatisch zurück, wenn die Temperatur wieder auf normale
Betriebswerte gesunken ist.
0463 930 001
- 24 -
© ESAB AB 2023
6 BEDIENKONSOLE
2-Takt-Modus (Schweißen ohne Endlichtbogen)
4-Takt-Modus (Schweißen ohne Endlichtbogen)
0463 930 001
- 25 -
© ESAB AB 2023

6 BEDIENKONSOLE
6.3 Interne Bedienkonsole
1. Schaltfläche für Materialauswahl 3. Schaltfläche für Anschleichen und Gasspülung
2. Schaltfläche für Drahtdurchmesserauswahl 4. Schaltfläche für Gasauswahl (nur bei
Synergie-Variante)
Schaltfläche für Materialauswahl
Mit dieser Schaltfläche wird Schweißgrundmaterial für optimale Eigenschaften in der internen
Bedienkonsole ausgewählt.
Schaltfläche für Drahtdurchmesserauswahl
Mit dieser Schaltfläche wird der Durchmesser des eingebauten Drahts in der internen Bedienkonsole
ausgewählt.
Schaltfläche für Anschleichen und Gasspülung
Das Anschleichen wird verwendet, wenn ein Drahtvorschub ohne das Anliegen von
Schweißspannung erfolgen soll. Der Drahtvorschub findet so lange statt, wie die Taste gedrückt wird.
Diese Funktion ist nur bei MIG-Anwendungen aktiv.
Die Gasspülung wird beim Messen des Gasflusses verwendet oder wenn vor dem Schweißstart Luft
oder Feuchtigkeit aus den Gasschläuchen gespült werden soll. Die Gasspülung dauert 15Sekunden
lang, wenn die Taste für die Gasspülung oder der Auslöser gedrückt werden oder bis sie erneut
gedrückt werden. Die Gasspülung erfolgt ohne Spannung oder Start des Drahtvorschubs. Diese
Funktion ist nur bei MIG-Anwendungen aktiv.
Schaltfläche für Gasauswahl
Mit dieser Schaltfläche wird der geeignete Gastyp, der aktuell für das Gerät verwendet wird, in der
internen Bedienkonsole ausgewählt.
0463 930 001
- 26 -
© ESAB AB 2023

6 BEDIENKONSOLE
6.4 Menüauswahl
6.4.1 MIG/MAG und MIG/MAG SYN
Drücken Sie im MIG-Modus dreimal auf die Schaltfläche für die Parameterauswahl, um zur
Menüoption zu navigieren. Wählen Sie die gewünschte Schweißfunktion nacheinander durch Drehen
des linken Potentiometerreglers aus, und stellen Sie den gewünschten Wert durch Drehen des
rechten Potentiometerreglers ein.
Buchstabenfolge linkes
Display
B-B Rückbrand 0,1 0,01–0,35
CRA Kraterfüllzeit 0 0,0–9,9
PRG Vorströmung 0,1 0,5–9,9
POG Nachströmung 0,5 0,5–9,9
RIN Kriechstart (Einfahren) AN EIN/AUS
Rückbrand (B-B)
Die Rückbrandzeit ist eine Verzögerung zwischen der Drahtabbremsung und dem Unterbrechen der
Schweißspannung durch die Stromquelle.
Eine zu kurze Rückbrandzeit führt dazu, dass nach dem Schweißende zu viel Draht hervorsteht.
Dadurch besteht das Risiko, dass der Draht im erstarrenden Krater stecken bleibt.
Eine zu lange Rückbrandzeit bewirkt, dass weniger Draht hervorsteht. Dadurch besteht das Risiko,
dass der Lichtbogen erneut auf die Kontaktspitze übergreift.
Kraterfüllung (CRA)
Durch das Kraterfüllen können Wärme und Größe des Schweißbads zum Schweißende kontrolliert
gesenkt werden. So lassen sich Poren, Risse und Kraterbildung an der Schweißnaht leichter
vermeiden.
Funktion Standard Einstellungen rechtes
Display
Vorströmung (PRG)
Über die Vorströmung wird die Zeit festgelegt, in der vor dem Zünden des Lichtbogens Schutzgas
strömt.
Nachströmung (POG)
Hiermit wird die Zeit festgelegt, in der nach dem Löschen des Lichtbogens Schutzgas strömt.
Kriechstart (RIN)
Bei einem Kriechstart erfolgt ein langsamer Drahtvorschub, bis ein elektrischer Kontakt zwischen
Draht und Werkstück hergestellt wird.
0463 930 001
- 27 -
© ESAB AB 2023
6 BEDIENKONSOLE
6.4.2 Ausgeblendete Funktionen für MIG/MAG und
MIG/MAG SYN
Drücken Sie lange auf die Schaltfläche für die Parameterauswahl, um durch die ausgeblendete
Menüoption zu navigieren (Kein Schweißen). Wählen Sie die gewünschte Funktion nacheinander
durch Drehen des linken Potentiometerreglers aus, und stellen Sie den Wert durch Drehen des
rechten Potentiometerreglers ein.
Buchstabenfolge linkes
Display
DIS Displaywert während des
SYN Arbeitspunkt in
UNT Einheit (metrisch oder
TJS Job-Auswahl auslösen AUS EIN/AUS
VEN Versionsnummer V4.0 -
RES Standardeinstellungen Nein Nein/Ja
Anzeige(DIS)
Über diese Funktion kann die Drahtvorschubgeschwindigkeit (WFS) oder die Amperezahl (AMP)
während des Schweißens angezeigt werden.
Synergie (SYN)
Über diese Funktion kann ein Maschinenarbeitspunkt basierend auf der
Drahtvorschubgeschwindigkeit (WFS) oder der Materialstärke (THI) eingestellt werden.
Einheit (UNT)
Funktion Standard Einstellungen rechtes
Display
WFS WFS/AMP
Schweißens
WFS WFS/THI
Synergie-Variante
MPM MPM/IPM
imperial)
Über diese Funktion kann zwischen Maßeinheiten (metrisch (MPM) oder imperial (IPM)) für die
Drahtvorschubgeschwindigkeit und -dicke gewechselt werden.
Job auslösen (TJS)
Über diese Funktion können durch Drücken des Auslösers vom Schweißbrenner verschiedene
Schweißdatenspeicher angewählt werden. Durch einmaliges Drücken des Auslösers wird Job1
aktiviert, durch zweimaliges Drücken des Auslösers wird Job 2 aktiviert. Dasselbe Verfahren sollte für
alle Jobs befolgt werden.
Versionsnummer (VEN)
Diese Funktion ermöglicht die Anzeige der Softwareversionen des angeschlossenen Systems.
Zurücksetzen (RES)
Mit dieser Funktion wird das Gerät auf die Werkseinstellungen zurückgesetzt. Alle gespeicherten
Jobs werden nach dem Zurücksetzen gelöscht.
0463 930 001
- 28 -
© ESAB AB 2023
6 BEDIENKONSOLE
6.4.3 MIG SPOT
Drücken Sie im MIG-SPOT-Modus dreimal auf die Schaltfläche für die Parameterauswahl, um zur
Menüoption zu navigieren. Wählen Sie die gewünschte Schweißfunktion nacheinander durch Drehen
des linken Potentiometerreglers aus, und stellen Sie den Wert durch Drehen des rechten
Potentiometerreglers ein.
Buchstabenfolge linkes
Display
B-B Rückbrand 0,1 0,01–0,35
S/T Punktzeit 0,1 0,1–5,0
DWE Ruhezeit 0,1 AUS/0,1–5,0
POG Nachströmung 0,5 0,5–9,9
Rückbrand (B-B)
Die Rückbrandzeit ist eine Verzögerung zwischen der Drahtabbremsung und dem Unterbrechen der
Schweißspannung durch die Stromquelle.
Eine zu kurze Rückbrandzeit führt dazu, dass nach dem Schweißende zu viel Draht hervorsteht.
Dadurch besteht das Risiko, dass der Draht im erstarrenden Krater stecken bleibt.
Eine zu lange Rückbrandzeit bewirkt, dass weniger Draht hervorsteht. Dadurch besteht das Risiko,
dass der Lichtbogen erneut auf die Kontaktspitze übergreift.
Punktzeiten (S/T)
Während der Punktzeit wird der Lichtbogen nach Drücken des Auslösers aktiviert.
Ruhezeit (DWE)
Die Ruhezeit wird verwendet, um die Zeit zwischen Schweißpunkten ohne Lichtbogen anzugeben.
Nachströmung (POG)
Funktion Standard Einstellungen rechtes
Display
Hiermit wird die Zeit festgelegt, in der nach dem Löschen des Lichtbogens Schutzgas strömt.
6.4.4 Ausgeblendete Funktionen für MIG SPOT
Drücken Sie lange auf die Schaltfläche für die Parameterauswahl, um durch die ausgeblendete
Menüoption zu navigieren (Kein Schweißen). Wählen Sie die gewünschte Funktion nacheinander
durch Drehen des linken Potentiometerreglers aus, und stellen Sie den Wert durch Drehen des
rechten Potentiometerreglers ein.
Buchstabenfolge linkes
Display
DIS Displaywert während des
UNT Einheit (metrisch oder
VEN Versionsnummer V4.0 -
RES Standardeinstellungen Nein Nein/Ja
Anzeige(DIS)
Über diese Funktion kann die Drahtvorschubgeschwindigkeit (WFS) oder die Amperezahl (AMP)
während des Schweißens angezeigt werden.
Funktion Standard Einstellungen rechtes
Display
WFS WFS/AMP
Schweißens
MPM MPM/IPM
imperial)
Einheit (UNT)
0463 930 001
- 29 -
© ESAB AB 2023
6 BEDIENKONSOLE
Über diese Funktion kann zwischen Maßeinheiten (metrisch (MPM) oder imperial (IPM)) für die
Drahtvorschubgeschwindigkeit und -dicke gewechselt werden.
Versionsnummer (VEN)
Diese Funktion ermöglicht die Anzeige der Softwareversionen des angeschlossenen Systems.
Zurücksetzen (RES)
Mit dieser Funktion wird das Gerät auf die Werkseinstellungen zurückgesetzt. Alle gespeicherten
Jobs werden nach dem Zurücksetzen gelöscht.
6.4.5 MMA
Drücken Sie im MMA-Modus einmal auf die Schaltfläche für die Parameterauswahl, sobald die Option
MENU (Menü) angezeigt wird. Wählen Sie die gewünschte Funktion nacheinander (HOT, ARC) durch
Drehen des linken Potentiometerreglers aus, und stellen Sie den Wert durch Drehen des rechten
Potentiometerreglers ein.
Buchstabenfolge linkes
Display
HOT Hotstart AUT 0–10
ARC Arc Force AUT 0–10
Hotstart
Mithilfe der Hotstart-Funktion wird zu Beginn des Schweißvorgangs der Schweißstrom
vorübergehend erhöht. Dadurch verringert sich das Risiko für Bindefehler am Anfang der
Schweißnaht.
Arc Force
Die Arc Force-Funktion bestimmt, wie sich der Strom bei variierender Lichtbogenlänge während des
Schweißvorgangs verändert. Stellen Sie einen niedrigen Arc Force-Wert ein, wenn Sie einen ruhigen
Lichtbogen benötigen, der wenig Spritzer verursacht, aber einen hohen Wert, wenn Sie einen
intensiven Lichtbogen mit grabender Wirkung benötigen.
Funktion Standard Einstellungen rechtes
Display
6.4.6 Ausgeblendete Funktionen für MMA
Drücken Sie lange auf die Schaltfläche für die Parameterauswahl, um durch die ausgeblendete
Menüoption zu navigieren (Kein Schweißen). Wählen Sie die gewünschte Funktion nacheinander
(RES, VER) durch Drehen des linken Potentiometerreglers aus, und stellen Sie den Wert durch
Drehen des rechten Potentiometerreglers ein.
Buchstabenfolge linkes
Display
VEN Versionsnummer V4.0 -
RES Standardeinstellungen Nein Nein/Ja
Versionsnummer (VEN)
Diese Funktion ermöglicht die Anzeige der Softwareversionen des angeschlossenen Systems.
Zurücksetzen (RES)
Mit dieser Funktion wird das Gerät auf die Werkseinstellungen zurückgesetzt. Alle gespeicherten
Jobs werden nach dem Zurücksetzen gelöscht.
0463 930 001
Funktion Standard Einstellungen rechtes
Display
- 30 -
© ESAB AB 2023
7 SERVICE
7 SERVICE
WARNUNG!
Der Netzanschluss muss während der Reinigung und/oder Wartung getrennt werden!
VORSICHT!
Nur Personen mit dem entsprechenden elektrischen Fachwissen (befugtes Personal) dürfen
Sicherheitsabdeckungen entfernen.
VORSICHT!
Für dieses Produkt gilt eine Herstellergarantie. Jeglicher Versuch, Reparaturarbeiten durch
nicht autorisierte Service-Center oder Service-Techniker durchführen zu lassen, führt zum
Erlöschen der Garantieansprüche.
HINWEIS!
Eine regelmäßige Wartung ist wichtig für einen sicheren und zuverlässigen Betrieb.
HINWEIS!
Führen Sie die Wartungsarbeiten in stark verschmutzten Umgebungen häufiger durch.
Stellen Sie vor jeder Verwendung sicher:
• Produkt und Kabel sind nicht beschädigt,
• Der Brenner ist sauber und nicht beschädigt.
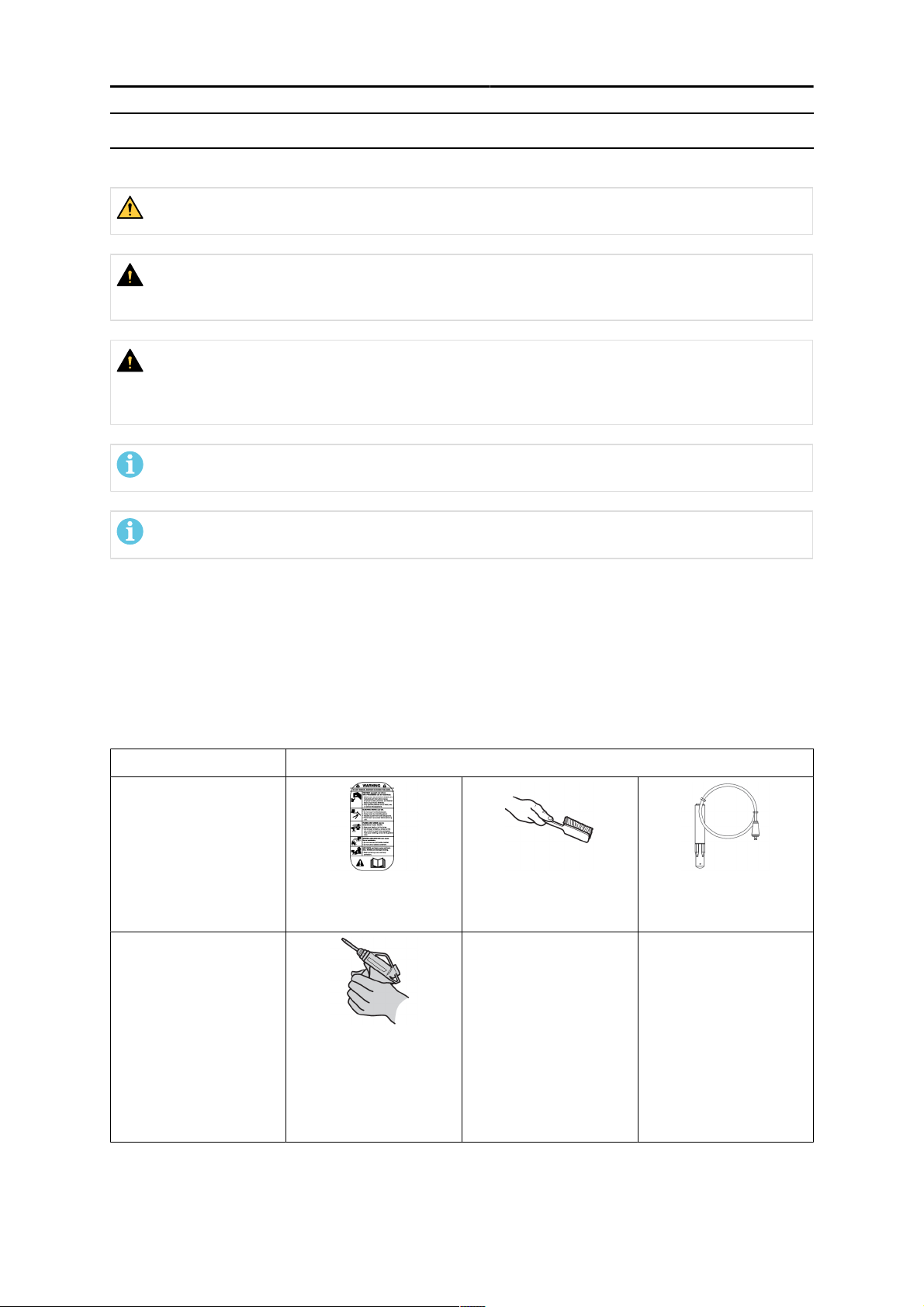
7.1 Routinemäßige Wartung
Wartungsplan unter normalen Bedingungen. Überprüfen Sie die Ausrüstung vor jeder Verwendung.
Intervall Zu wartender Bereich
Alle 3 Monate
Reinigen oder
Austauschen
unlesbarer Aufkleber.
Alle 6 Monate
Reinigen der
Innenbereiche der
Ausrüstung. Verwenden
Sie trockene Druckluft
mit reduzierter
Druckstufe.
Reinigen der
Schweißanschlüsse.
Überprüfen oder
Austauschen der
Schweißkabel.
0463 930 001
- 31 -
© ESAB AB 2023
7 SERVICE
7.2 Stromquelle
Um die Leistung aufrechtzuerhalten und die Lebensdauer der Stromquelle zu verlängern, ist es
dringend notwendig, sie regelmäßig zu reinigen. Wie oft hängt ab von:
• Schweißvorgang
• Lichtbogenzeit
• Arbeitsumgebung
7.3 Inspektion, Reinigung und Austausch
VORSICHT!
Stellen Sie sicher, dass der Reinigungsvorgang in einem entsprechend vorbereiteten
Arbeitsbereich stattfindet.
VORSICHT!
Die Reinigung sollte von einem autorisierten Servicetechniker durchgeführt werden.
Drahtvorschubmechanismus
Prüfen Sie regelmäßig, ob die Drahtvorschubeinheit frei von Verschmutzungen ist.
• Verschleißteile an der Drahtvorschubeinheit sind regelmäßig zu reinigen und zu
wechseln, um einen zuverlässigen Drahtvorschub zu gewährleisten. Hinweis: Bei
einer zu starken Vorbelastung kann es zu übermäßigem Verschleiß an Andruckwalze,
Vorschubwalze und Drahtführung kommen.
• Reinigen Sie die Laufbuchsen und andere mechanische Teile der Zuführung mit
Druckluft, und zwar in regelmäßigen Abständen oder wenn der Drahtvorschub
langsam erscheint.
• Wechseln der Düsen.
• Prüfen des Antriebsrads.
• Wechseln des Zahnradpakets.
Spulenhalterung
Prüfen Sie in regelmäßigen Abständen, ob die Hülse der Bremsnabe und die Mutter der Bremsnabe
nicht verschlissen und korrekt arretiert sind und tauschen Sie diese bei Bedarf aus.
Schweißbrenner
Verschleißteile am Schweißbrenner sind regelmäßig zu reinigen und zu wechseln, um einen
zuverlässigen Drahtvorschub zu gewährleisten. Blasen Sie die Drahtführung regelmäßig sauber und
reinigen Sie die Kontaktspitze.
Führen Sie nach der Reinigung Tests gemäß IEC60974-4 durch. Befolgen Sie das Verfahren im
Abschnitt „Nach Reparatur, Inspektion und Test“ im Servicehandbuch.
0463 930 001
- 32 -
© ESAB AB 2023
8 FEHLERCODES
8 FEHLERCODES
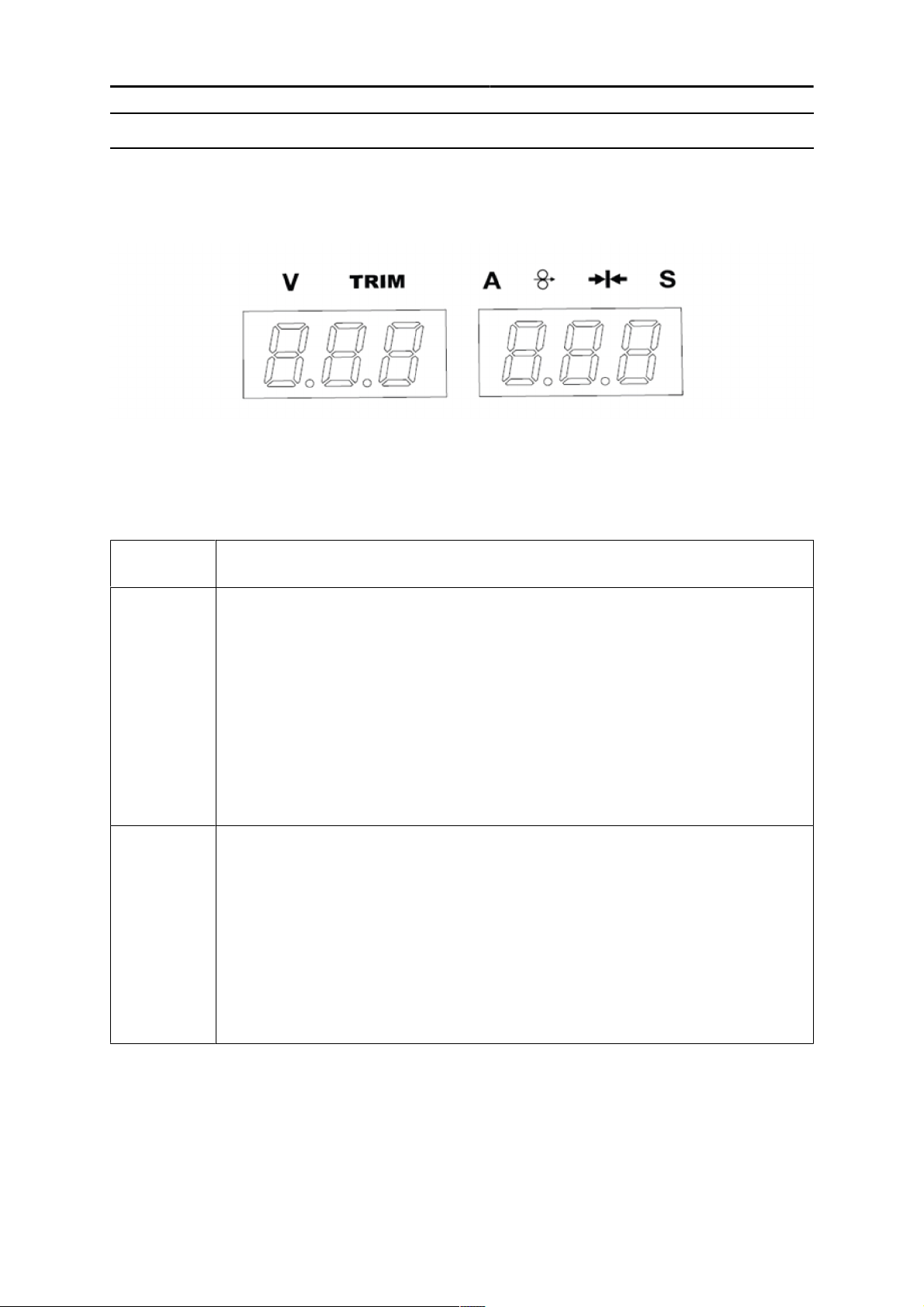
Fehlercodes zeigen an, dass ein Fehler an der Ausrüstung aufgetreten ist. Fehler werden auf dem
Display durch den Text „Err“ angezeigt, gefolgt von einer Fehlernummer.
Bildschirme
8.1 Beschreibung der Fehlercodes
Fehlercodes, die der Anwender beheben kann, sind nachstehend aufgeführt. Wird ein Fehlercode
angezeigt, wenden Sie sich an einen autorisierten ESAB-Servicetechniker.
EreigniskodeBeschreibung
Err 002 Fehler des Auslösers am Schweißbrenner
Der Auslöser am Schweißbrenner wird ständig gedrückt, oder das Auslösesignal des
Schweißbrenners ist kurzgeschlossen, und die ARC-Funktion kann ebenfalls nicht
hergestellt werden.
Maßnahme:
1. Prüfen Sie, dass der Auslöseschalter des Schweißbrenners nicht
gedrückt ist, wenn die Stromquelle eingeschaltet ist.
2. Prüfen Sie beim Loslassen des Auslösers, ob der Auslöseschalter
kurzgeschlossen ist.
3. Wenn der Fehlercode weiterhin angezeigt wird, rufen Sie das
Serviceprotokoll ab.
Err 205 Schutz gegen Phasenmangel
Die Eingangsbuchse verliert die Phase, wenn die Eingangsdrähte an die Buchse
angeschlossen werden.
Maßnahme:
1. Prüfen Sie den Zustand der Stromversorgung, und stellen Sie sicher,
dass alle Verbindungen einwandfrei sind.
2. Stellen Sie sicher, dass die Stromquelle mit der
Nenneingangsversorgungsspannung verbunden ist, und schalten Sie
den Hauptstromschalter ein. Wenn der Fehlercode weiterhin angezeigt
wird, rufen Sie das Serviceprotokoll ab.
0463 930 001
- 33 -
© ESAB AB 2023
8 FEHLERCODES
EreigniskodeBeschreibung
Err 206 Übertemperatur
Die Stromquelle läuft über die Einschaltdauer hinaus.
Maßnahme:
1. Warten Sie zehn Minuten, bis sich die Stromquelle abgekühlt hat.
2. Stellen Sie sicher, dass die Nennwerte der Stromquelle nicht
überschritten werden.
3. Stellen Sie sicher, dass die Stromquelle mit der
Nenneingangsversorgungsspannung verbunden ist, und schalten Sie
den Hauptstromschalter ein. Wenn der Fehlercode weiterhin angezeigt
wird, rufen Sie das Serviceprotokoll ab.
Err 215 Ausgang kurzgeschlossen
Während eines Fehlauslösens wird bei aktiviertem Ausgang ein Kurzschluss erkannt.
Maßnahme:
1. Stellen Sie sicher, dass die Schweißkabel ordnungsgemäß an den
Schweißklemmen angebracht sind.
2. Schalten Sie die Stromquelle aus, und warten Sie einige Minuten. Wenn
der Fehlercode weiterhin angezeigt wird, rufen Sie das Serviceprotokoll
ab.
Err 216 Ausgangsüberstrom
Die Ausgangsamperezahl überschreitet die Auslegungsgrenzen.
Maßnahme:
1. Stellen Sie sicher, dass die Nennwerte der Stromquelle nicht
überschritten werden.
2. Schalten Sie die Stromquelle aus, und warten Sie einige Minuten.
3. Stellen Sie die Stromquelle auf Nennausgangsspannung und -strom ein.
Wenn der Fehlercode weiterhin angezeigt wird, rufen Sie das
Serviceprotokoll ab.
Err 311 Ausgangsüberstrom für Drahtvorschub
Die Amperezahl des Drahtvorschubmotors überschreitet die Auslegungsgrenzen.
Maßnahme:
1. Prüfen Sie den Drahtleiter und reinigen Sie ihn mit Druckluft. Den
Drahtleiter ersetzen, wenn er beschädigt oder verschlissen ist.
2. Prüfen Sie die Einstellung des Drahtdrucks und passen Sie sie bei
Bedarf an.
3. Prüfen Sie die Antriebsrollen auf Verschleiß und tauschen Sie sie bei
Bedarf aus.
4. Stellen Sie sicher, dass sich die Metallspule der Füllmaschine ohne
hohen Widerstand drehen kann.
Stellen Sie ggf. die Bremsnabe ein.
0463 930 001
- 34 -
© ESAB AB 2023
9 FEHLERBEHEBUNG
9 FEHLERBEHEBUNG
Führen Sie immer erst diese Prüfungen und Kontrollen durch, bevor Sie einen autorisierten
Servicetechniker anfordern.
Prüfen Sie vor Beginn von Reparaturmaßnahmen, ob die Stromversorgung unterbrochen ist.
Fehlertyp Behebungsmaßnahme
Kein Lichtbogen Kontrollieren Sie, ob der Schalter für die Netzspannung eingestellt ist.
Prüfen Sie, ob Netz-, Schweiß- und Massekabel korrekt angeschlossen
sind.
Vergewissern Sie sich, dass der korrekte Stromwert eingestellt ist.
Überprüfen Sie die Netzspannungssicherungen.
Der Überhitzungsschutz
wird häufig ausgelöst
Unzureichende
Schweißleistung
Der Drahtvorschub durch
die Zuführung ist
langsam/steif.
Stellen Sie sicher, dass die Nennwerte der Stromquelle nicht
überschritten werden (also dass keine Überlastung der Stromquelle
vorliegt).
Prüfen Sie, dass die Umgebungstemperatur nicht über der für die
Einschaltdauer ausgelegten Temperatur von 40°C (104°F) liegt.
Prüfen Sie, ob Schweißstrom- und Massekabel korrekt angeschlossen
sind.
Vergewissern Sie sich, dass der korrekte Stromwert eingestellt ist.
Vergewissern Sie sich, dass die korrekten Schweißdrähte verwendet
werden.
Überprüfen Sie die Sicherungen für die Hauptstromversorgung.
Reinigen Sie die Laufbuchsen und andere mechanische Teile der
Zuführung mit Druckluft.
Reinigen Sie die Walzen, und justieren Sie den Walzendruck gemäß der
Tabelle auf dem Aufkleber an der linken Klappe.
0463 930 001
- 35 -
© ESAB AB 2023

10 KALIBRIERUNG UND VALIDIERUNG
10 KALIBRIERUNG UND VALIDIERUNG
WARNUNG!
Die Kalibrierung und Validierung sollte von einem geschulten Servicetechniker durchgeführt
werden, der über eine ausreichende Schulung in der Schweiß- und Messtechnik verfügt. Der
Techniker sollte die Gefahren kennen, die beim Schweißen und Messen auftreten können, und
sollte auch die erforderlichen Schutzmaßnahmen ergreifen!
10.1 Messverfahren und -toleranzen
Bei der Kalibrierung und Validierung muss für das Referenzmessgerät das gleiche Messverfahren im
Gleichstrombereich verwendet werden (Mitteln und Gleichrichten der Messwerte). Für
Referenzinstrumente werden verschiedene Messverfahren verwendet, z.B. TRMS (True Root Mean
Square), RMS (Root-Mean-Square) und gleichgerichtete arithmetische Mittelwerte. Der
RustlerEMPRO verwendet den gleichgerichteten arithmetischen Mittelwert und sollte daher mit dem
gleichgerichteten arithmetischen Mittelwert auf ein Referenzmessgerät kalibriert werden.
Bei der Feldanwendung kann es vorkommen, dass ein Messgerät und ein RustlerEMPRO
unterschiedliche Werte anzeigen, obwohl beide Systeme validiert und kalibriert sind. Dieses Problem
ist auf die Messtoleranzen und die Messmethode der beiden Messsysteme zurückzuführen. Dies kann
zu einer Gesamtabweichung bis hin zur Summe beider Messtoleranzen führen. Bei einer
abweichenden Messmethode (TRMS, RMS oder gleichgerichteter arithmetischer Mittelwert) sind
erheblich höhere Abweichungen zu erwarten!
Die ESABRustlerEMPRO-Schweißstromquelle stellt den Messwert als gleichgerichteten
arithmetischen Mittelwert dar und sollte daher aufgrund des Messverfahrens keine erheblichen
Unterschiede zu anderen ESAB-Schweißgeräten aufweisen.
10.2 Anforderungsspezifikationen und -normen
Der RustlerEMPRO wurde entwickelt, um die Genauigkeitsanforderungen für Anzeigen und
Messgeräte gemäß IEC/EN60974-14, per Definition Standardqualität, zu erfüllen.
Kalibrierungsgenauigkeiten des angezeigten Werts
Lichtbogenspannung ±1,5V (U
Messbereich in einem RustlerEMPRO-System beträgt 0,25–199V.)
Schweißstrom ±2,5% von I2max. gemäß Typenschild der zu prüfenden Einheit,
Auflösung 1A. Der Messbereich wird durch das Typenschild an der
verwendeten RustlerEMPRO-Schweißstromquelle angegeben.
Empfohlenes Verfahren und geltende Norm
ESAB empfiehlt eine Kalibrierung und Validierung gemäß IEC/EN60974-14(:2018) oder EN
50504:2008 (sofern kein anderes Verfahren von ESAB angegeben wurde).
–U2) unter Last, Auflösung 0,25V (der theoretische
min
0463 930 001
- 36 -
© ESAB AB 2023
11 ERSATZTEILBESTELLUNG
11 ERSATZTEILBESTELLUNG
VORSICHT!
Reparaturen und elektrische Arbeiten sind von einem autorisierten ESAB-Servicetechniker
auszuführen. Verwenden Sie nur ESAB-Originalersatzteile und ESAB-Originalverschleißteile.
Die RustlerEM280PRO, EM350PRO und EM350PROSYNERGIC wurden gemäß den
internationalen und europäischen Normen ENIEC60974-1, ENIEC60974-5 und
ENIEC60974-10ClassA entwickelt und getestet. Nach dem Abschluss von Service- oder
Reparaturarbeiten müssen die ausführenden Personen sicherstellen, dass das Produkt weiterhin
den Vorgaben der oben genannten Standards entspricht.
Ersatz- und Verschleißteile können über Ihren nächstgelegenen ESAB-Händler bestellt werden, siehe
esab.com. Geben Sie bei einer Bestellung Produkttyp, Seriennummer, Bezeichnung und
Ersatzteilnummer gemäß Ersatzteilliste an. Dadurch wird der Versand einfacher und sicherer gestaltet.
0463 930 001
- 37 -
© ESAB AB 2023
ANHANG
ANHANG
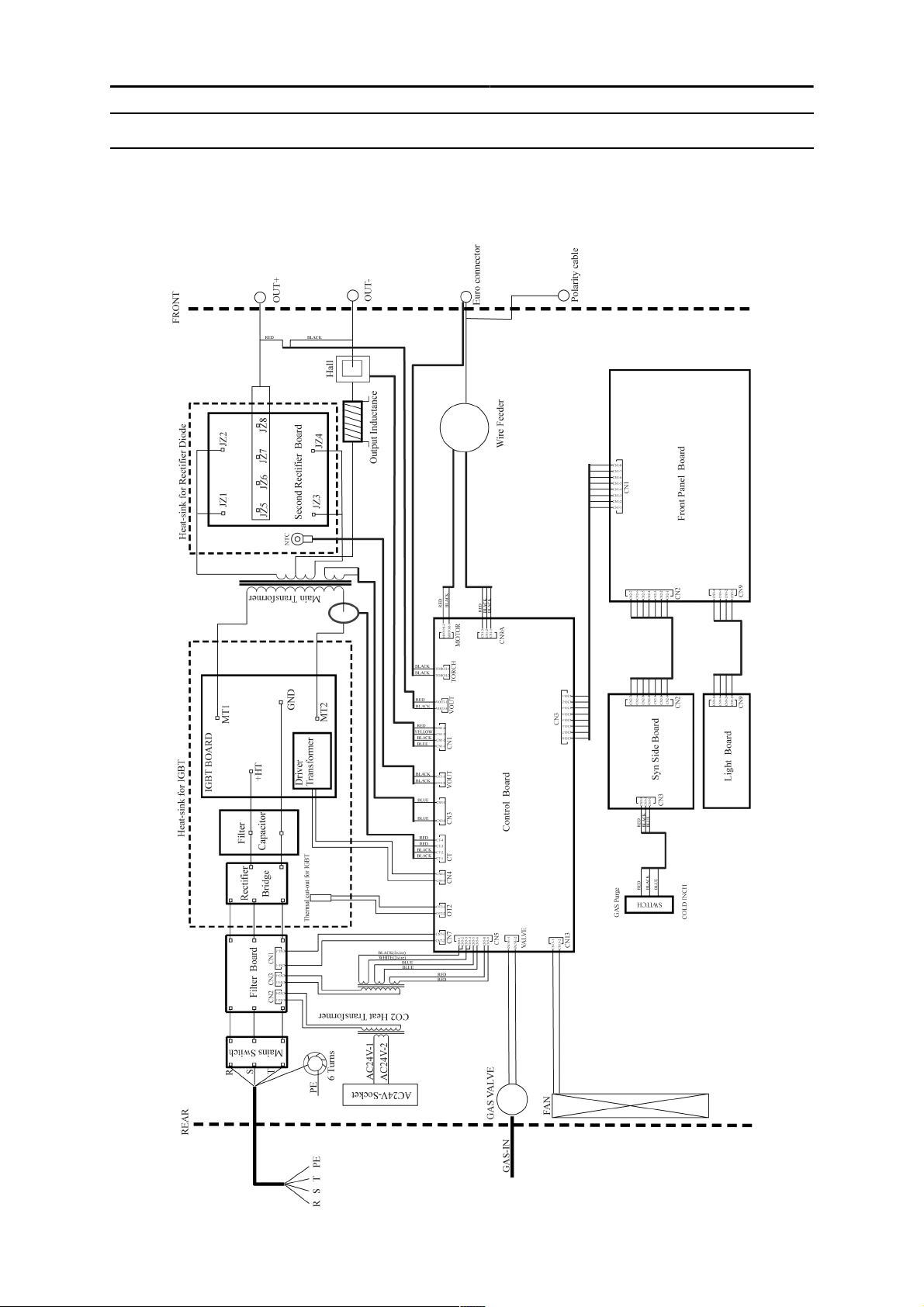
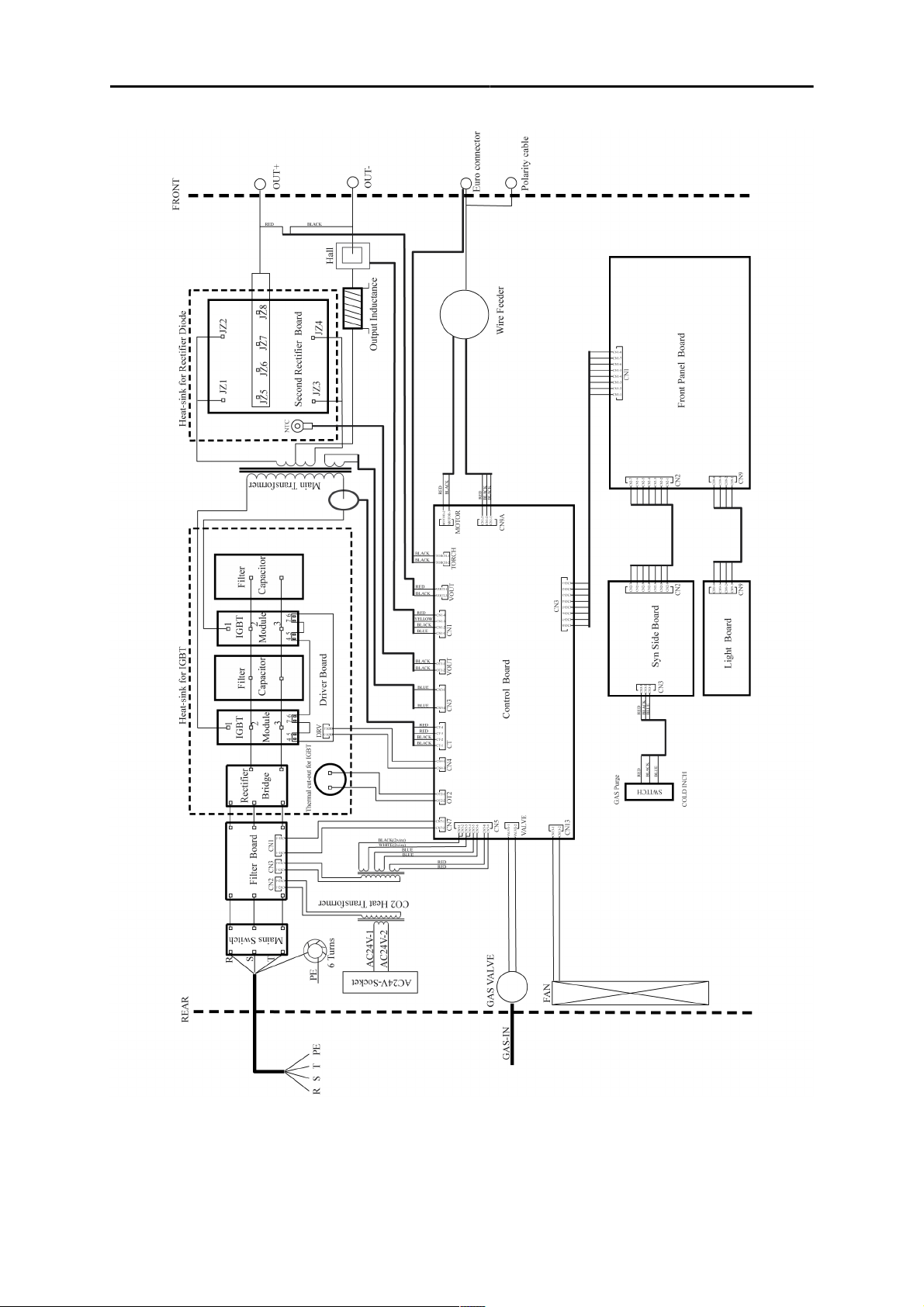
SCHALTPLAN
EM280PRO
0463 930 001
- 38 -
© ESAB AB 2023
ANHANG
EM350PRO
0463 930 001
- 39 -
© ESAB AB 2023

ANHANG
BESTELLNUMMERN
Ordering number Denomination Notes
0448 280 880 RustlerEM280CPRO With Exeor Torch 315, Remote 4 m
0448 350 881 RustlerEM350CPRO With Exeor Torch 315, Remote 4 m
0448 350 882 RustlerEM350CPROSynergic With Exeor Torch 315, Remote 4 m
0448 280 890 RustlerEM280CPRO
0448 350 891 RustlerEM350CPRO
0448 350 892 RustlerEM350CPROSynergic
0463 930 * Instruction manual RustlerEMPRO
0463 931 001 Spare parts list RustlerEMPRO
Die drei letzten Ziffern in der Dokumentnummer des Handbuchs zeigen die Version des Handbuchs
an. Daher werden sie hier durch * ersetzt. Stellen Sie sicher, dass Sie ein Handbuch mit einer
Seriennummer oder Softwareversion verwenden, die dem Produkt entspricht, siehe Vorderseite des
Handbuchs.
Technische Dokumentation steht im Internet zur Verfügung unter: www.esab.com
0463 930 001
- 40 -
© ESAB AB 2023
ANHANG
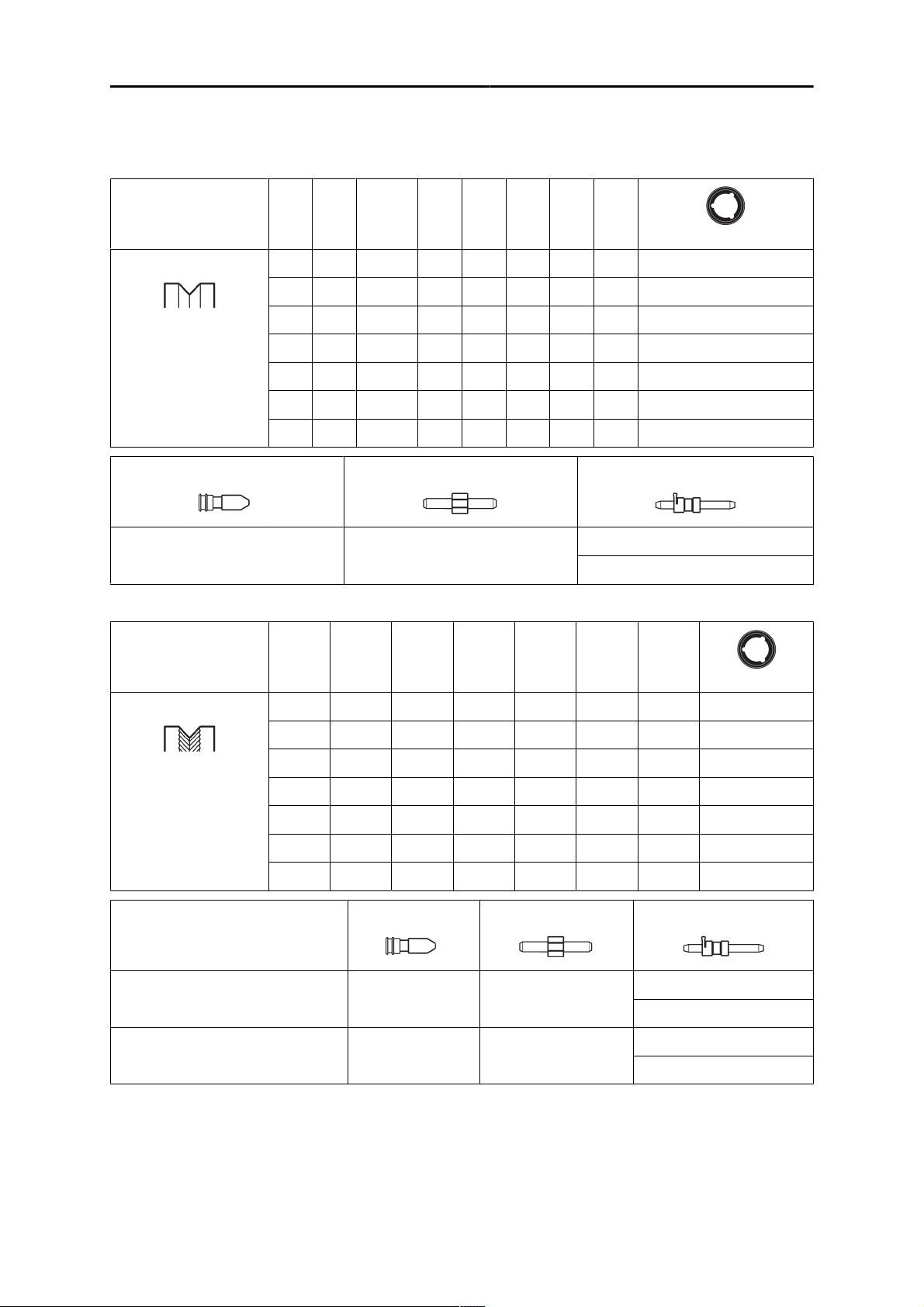
VERSCHLEISSTEILE
Fe, Ss and cored wire
Wire diameter (in.)
(mm)
V-groove X X 0445 850 001
Inlet wire guide Middle wire guide Outlet wire guide
.023
0.6
.030
0.8
X X 0445 850 002
.040
0.9/1.0
.045
.052
1/16
.070
5/64
1.2
1.4
1.6
1.8
2.0
Feed roller
X 0445 850 003
X X 0445 850 004
X 0445 850 005
X X 0445 850 006
X 0445 850 007
0445 822 001
(2 mm)
Cored wire – Different wire guides dependent on wire diameter!
Wire diameter (in.)
(mm)
V-K-knurled X X 0445 850 030
Wire diameter 0.040–1/16in.
.040
0.9/1.0
0.9–1.6mm
.045
1.2
X 0445 850 031
X X 0445 850 032
Inlet wire guide Middle wire guide Outlet wire guide
0445 822 001
0446 080 882
.052
1.4
(2 mm)
1/16
1.6
X 0445 850 033
.070
1.8
X 0445 850 034
0446 080 882
0445 830 883 (Tweco)
0445 830 881 (Euro)
5/64
2.0
X 0445 850 035
3/32
2.4
Feed roller
X 0445 850 036
0445 830 883 (Tweco)
0445 830 881 (Euro)
Wire diameter 0.070–3/32in.
1.8–2.4mm
0463 930 001
0445 822 002
(3 mm)
- 41 -
0446 080 883
0445 830 884 (Tweco)
0445 830 882 (Euro)
© ESAB AB 2023
ANHANG
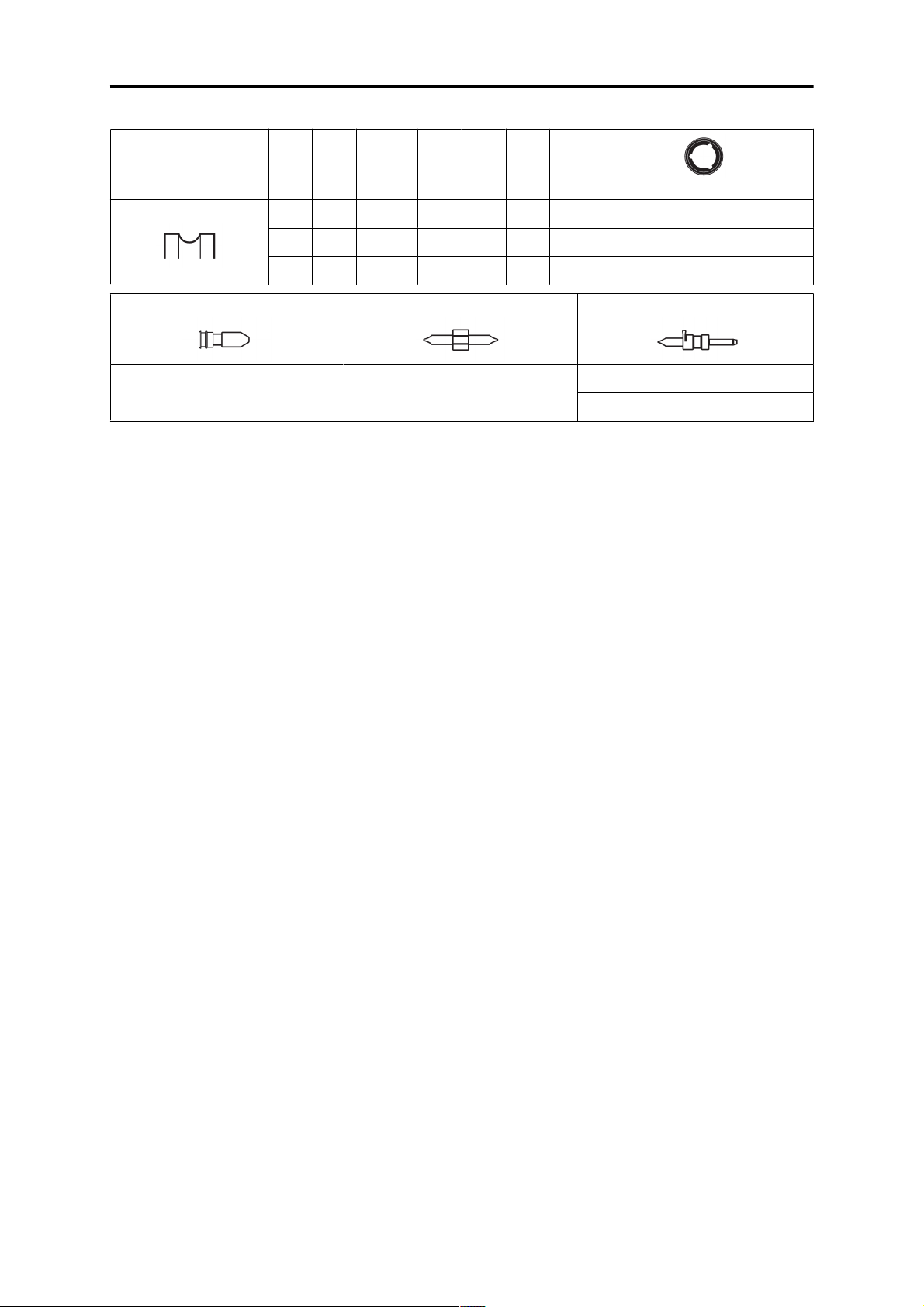
Al wire
Wire diameter (in.)
(mm)
.023
0.6
.030
0.8
.040
0.9/1.0
.045
1.2
.052
1.4
1/16
1.6
.070
1.8
U-groove X X 0445 850 050
X X 0445 850 051
X X 0445 850 052
Inlet wire guide Middle wire guide Outlet wire guide
Feed roller
0445 822 001
(2 mm)
0446 080 881
0445 830 886 (Tweco)
0445 830 885 (Euro)
0463 930 001
- 42 -
© ESAB AB 2023

ANHANG
ZUBEHÖR
0700 026 114 MIG Torch Exeor 315 R4, Remote, 4 m
MIG Torch PSF 315
0700 0250 030 3 m
0700 0250 031 4 m
0700 0250 032 5 m
F102 440 880 Quick connectorMarathon Pac™
0448 156 880 Top storage toolbox
0448 157 880 User Interface protective cover
0700 401 024 CO2heater kit
0700 006 902 Electrode holder kit, Handy 300, OKC 50, 3 m
0700 006 888 Electrode holder kit, Handy 300, OKC 50, 5 m
0463 930 001
- 43 -
© ESAB AB 2023
ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
Kontaktinformationen finden Sie unter http://esab.com
 Loading...
Loading...