


RT Robo Welding Torch
Systems
Instruction manual
0463 373 101 GB 20151222


TABLE OF CONTENTS
1 SAFETY ................................................................................................................ 5
2 WARRANTY.......................................................................................................... 7
2.1 Conditions of intended use.................................................................................7
3 INTRODUCTION................................................................................................... 8
3.1 Overview welding torch systems .......................................................................8
4 TECHNICAL DATA ............................................................................................. 10
4.1 Welding torch .....................................................................................................10
4.1.1 Voltage rating ...................................................................................................10
4.1.2 Cooling circuit limits ......................................................................................... 10
4.2 Torch mount ....................................................................................................... 11
4.2.1 Torch mounts for standard RT system ............................................................. 11
4.2.1.1 KS-2 safety-off mechanism ............................................................................ 12
4.2.1.2 FL-1 intermediate flange ................................................................................ 12
4.2.2 Torch mounts for hollow wrist system .............................................................. 12
4.2.2.1 KSC-2 torch mount with safety-off mechanism .............................................. 14
4.2.2.2 FLC-2 rigid torch mount ................................................................................. 15
4.3 Adaptor flanges .................................................................................................. 15
4.4 Cable assemblies ...............................................................................................16
4.4.1 Cable assemblies for standard RT system ..................................................... 16
4.4.2 Cable assemblies for hollow wrist systems ...................................................... 17
5 INSTALLATION................................................................................................... 19
5.1 Preparation ......................................................................................................... 19
5.2 Installing the adapter flange .............................................................................19
5.3 Installing the torch mount ................................................................................. 19
5.3.1 Torch mount in standard RT system ................................................................ 20
5.3.1.1 Direct mounting of KS-2 ................................................................................. 20
5.3.1.2 Mounting via mounting flange ....................................................................... 20
5.3.2 Torch mount in hollow wrist system..................................................................22
5.3.2.1 Mounting of KSC-2 ......................................................................................... 22
5.3.2.2 Mounting of FLC-2 ......................................................................................... 23
5.4 Installing the cable assembly ...........................................................................24
5.4.1 Installing the cable assembly in a standard RT system ...................................25
5.4.2 Installing the cable assembly in a hollow wrist system .................................... 26
5.5 Installing the wire guide .................................................................................... 29
5.5.1 Installing the neck liner..................................................................................... 29
5.5.2 Installing a split wire guide in the cable assembly............................................30
5.6 Installing the torch ............................................................................................. 31
5.6.1 Torch neck equipment ...................................................................................... 31
5.6.2 Aristo RT torch installation ............................................................................... 32
0463 373 101 © ESAB AB 2015

TABLE OF CONTENTS
5.7 Connecting to the wire feeder...........................................................................33
5.7.1 Standard RT system ........................................................................................ 33
5.7.2 Hollow wrist system..........................................................................................34
5.7.2.1 Feeding through the robot arm....................................................................... 34
5.7.2.2 Connections to the feeder cabinet ................................................................. 35
5.8 Electrical connections .......................................................................................37
5.8.1 Standard RT system ........................................................................................ 37
5.8.1.1 Connecting the safety-off mechanism KS-2................................................... 37
5.8.1.2 Connecting the nozzle sense function ........................................................... 38
5.8.2 Hollow wrist system with Infiniturn cable assembly.......................................... 38
5.8.2.1 Connecting the safety-off mechanism KSC-2 ................................................ 38
5.8.2.2 Connecting the nozzle sense function ........................................................... 38
5.8.3 Hollow wrist system with Helix cable assembly ...............................................39
5.8.3.1 Connecting the safety-off mechanism KSC-2 ................................................ 39
5.8.3.2 Connecting the nozzle sense function ........................................................... 40
6 OPERATION ....................................................................................................... 42
6.1 Important information for programming (hollow wrist system
only)................................................................................................................. 42
7 SERVICE AND MAINTENANCE ........................................................................ 44
7.1 Mandatory checks and actions.........................................................................44
8 TROUBLESHOOTING ........................................................................................ 46
9 ORDERING SPARE PARTS............................................................................... 48
Rights reserved to alter specifications without notice.
0463 373 101 © ESAB AB 2015

1 SAFETY
1 SAFETY
Users of ESAB equipment have the ultimate responsibility for ensuring that anyone who
works on or near the equipment observes all the relevant safety precautions. Safety
precautions must meet the requirements that apply to this type of equipment. The following
recommendations should be observed in addition to the standard regulations that apply to
the workplace.
All work must be carried out by trained personnel well-acquainted with the operation of the
equipment. Incorrect operation of the equipment may lead to hazardous situations which can
result in injury to the operator and damage to the equipment.
1. Anyone who uses the equipment must be familiar with:
○ its operation
○ location of emergency stops
○ its function
○ relevant safety precautions
○ welding and cutting or other applicable operation of the equipment
2. The operator must ensure that:
○ no unauthorised person is stationed within the working area of the equipment when it
is started up
○ no-one is unprotected when the arc is struck or work is started with the equipment
3. The workplace must:
○ be suitable for the purpose
○ be free from drafts
4. Personal safety equipment:
○ Always wear recommended personal safety equipment, such as safety glasses,
flame-proof clothing, safety gloves
○ Do not wear loose-fitting items, such as scarves, bracelets, rings, etc., which could
become trapped or cause burns
5. General precautions:
○ Make sure the return cable is connected securely
○ Work on high voltage equipment may only be carried out by a qualified electrician
○ Appropriate fire extinguishing equipment must be clearly marked and close at hand
○ Lubrication and maintenance must not be carried out on the equipment during
operation
CAUTION!
Read and understand the instruction manual before
installing or operating.
0463 373 101
- 5 -
© ESAB AB 2015

1 SAFETY
WARNING!
Arc welding and cutting can be injurious to yourself and others. Take precautions
when welding and cutting. Ask for your employer's safety practices which should
be based on manufacturers' hazard data.
ELECTRIC SHOCK - Can kill
• Install and earth the unit in accordance with applicable standards
• Do not touch live electrical parts or electrodes with bare skin, wet gloves or
wet clothing
• Insulate yourself from earth and the workpiece
• Ensure your working stance is safe
FUMES AND GASES - Can be dangerous to health
• Keep your head out of the fumes
• Use ventilation, extraction at the arc, or both, to take fumes and gases away
from your breathing zone and the general area
ARC RAYS - Can injure eyes and burn skin
• Protect your eyes and body. Use the correct welding screen and filter lens and
wear protective clothing
• Protect bystanders with suitable screens or curtains
FIRE HAZARD
• Sparks (spatter) can cause fire. Make sure therefore that there are no
inflammable materials nearby
NOISE - Excessive noise can damage hearing
• Protect your ears. Use earmuffs or other hearing protection.
• Warn bystanders of the risk
MALFUNCTION - Call for expert assistance in the event of malfunction.
Read and understand the instruction manual before installing or operating.
PROTECT YOURSELF AND OTHERS!
ESAB can provide you with all necessary welding protection and accessories.
0463 373 101
- 6 -
© ESAB AB 2015

2 WARRANTY
2 WARRANTY
Before delivery, our products are carefully checked. ESAB verify that each product is free
from defects of material and workmanship at the time of delivery and is functioning according
to its intended use.
ESAB provides warranty on defects of material and workmanship according to legal
requirements. Consumables are exempt from this warranty.
The warranty does not cover any damages or functional defects resulting from:
• overloading, abusing or diverting from intended use of the product
• collisions or accidents
• non compliance with instructions stated in these operating instructions
• improper installation or assembly
• insufficient maintenance
• modifying the product from its original state
• chemical influences
• normal wear and tear
ESAB assumes no liability other than for replacement or repair of faulty parts.
2.1 Conditions of intended use
1. The product is intended for industrial and commercial use and must only be utilized by
trained personnel. The manufacturer is not liable for any damage or accidents resulting
from improper usage.
2. The ESAB RT Robo welding system is designed and produced at the state of the art and
is safe and reliable in operation when handled, installed and maintained by trained
personnel. The instructions for installation, operation and maintenance described in this
document must be followed.
3. The ESAB RT Robo welding system may only be installed, operated and serviced by
trained personnel. The installation, operation, and maintenance regulations detailed in
this manual are to be followed.
4. The ESAB RT Robo welding system may solely be used for the purpose intended by the
manufacturer within the framework of its technical data and with automated handling
systems. The type of torch must be selected to suit the welding task.
5. The ESAB RT Robo welding system was designed for use as a complete system. The
incorporation of components from other manufacturers into the system is not permissible.
6. The torch mount KSC-2 is only to be used as an emergency stop mechanism within its
technical specifications and in combination with an Infiniturn or Helix cable assembly,
ESAB adapter flange and an Aristo RT welding torch.
7. No oil or anti-spatter fluid should be added to the blow-out gas. ESAB does not
guarantee chemical resistance to those substances. ESAB recommends using the ESAB
spraying unit to apply the minimum amount of anti-spatter fluid to the torch and therefore
protecting the environment.
8. The product must be kept dry and protected from humidity when transported, stored or
used.
9. The system is designed for environmental temperatures range from 5 °C to 40 °C (41 °F
to 104 °F). In case these limits are exceeded, specific action is needed. In case of frost
risk, use a suitable coolant.
0463 373 101
- 7 -
© ESAB AB 2015

3 INTRODUCTION
3 INTRODUCTION
The RT welding torch systems are developed for fully automatic MIG/MAG welding using
robots. The systems consist of a variety of Aristo RT torch necks designed for robotic use,
torch mounts, cable assemblies optimized for robotic use, and safety-off features to prevent
the system from damage in case of collision.
The standard RT welding system provides collision protection through the use of KS-2 that is
a mechanical spring-loaded safety-off functionality. This can optionally be replaced by FL-1 to
take advantage of the collision detection function of the robot control system. The standard
RT welding system can be used with a variety of cable assembly types.
KSC-2 and FLC-2 torch mounts with Infiniturn or Helix cable assemblies are intended for use
in hollow wrist robot welding systems designed for advanced welding applications. The
safety-off mechanism in the KSC-2 torch mount allows for large elastic deflection of the torch
in case of collision. The Infiniturn and Helix cable assemblies are light-weight and simple to
install, providing a highly reliable system with precise maneuvering capabilities.
In combination with the well established Aristo RT robot welding torches, these constituents
create a highly reliable and long lasting system which needs only a minimum of
maintenance.
Consumption wear parts and instruction manual are included on delivery of torch mounts and
cable assemblies.
The ESAB ordering numbers, available accessories, spare parts, and wear parts are
found in the Spare parts list.
3.1 Overview welding torch systems
Standard RT system
For a detailed description refer to the
corresponding section in the TECHNICAL
DATA chapter:
1. Torch
See "Welding torch".
2. Cable assembly
See "Cable assemblies for standard RT
system".
3. Torch mount
See "Torch mounts for standard RT
system".
4. KS-2 safety-off mechanism
See "KS-2 safety-off mechanism".
5. FL-1 intermediate flange
See "FL-1 intermediate flange".
6. Adapter flange
See "Adapter flanges".
0463 373 101
- 8 -
© ESAB AB 2015

3 INTRODUCTION
Hollow wrist system
For a detailed description refer to the
corresponding section in the TECHNICAL
DATA chapter:
1. Torch
See "Welding torch".
2. Torch mount KSC-2
See "KSC-2 torch mount with safety-off
mechanism".
3. Torch mount FLC-2
See "FLC-2 rigid torch mount".
4. Adapter flange
See "Adapter flanges".
5. Cable assembly Helix or Infiniturn
See "Cable assemblies for hollow wrist
systems".
0463 373 101
- 9 -
© ESAB AB 2015

4 TECHNICAL DATA
4 TECHNICAL DATA
4.1 Welding torch
The torch model has to be chosen according to the welding application. The required
duty-cycle and capacity, the cooling method, and the wire diameter must be considered. If
there are increased requirements, for example caused by preheated work pieces, high heat
reflection in corners, etc, these must be taken into account by selecting a welding torch with
adequate reserve in power rating.
The RT welding torches are intended for the use with CE-conform welding power sources for
the processes of metal inert gas welding (MIG), metal active gas welding (MAG) and metal
inert gas soldering with commercial round wires. Do not use the torch for other processes.
For aluminium welding the RT82W water cooled torch must be used.
See the spare parts list for available torch models.
Guiding method By machine only
Temperature ranges Storage -15° to 50°C (5° to 122°F)
Operation 5° to 40°C (41° to 104°F)
Blow-out gas Max. 10 bar, separate gas hose
Total weight with torch and 1 m cable
assembly
Approximately 5 kg
4.1.1 Voltage rating
Max. permitted voltage / amperage
Complete welding torch system 141 V (peak value for welding)
KS-2 safety-off control circuit
KS-2 push-button
KSC-2 safety off control circuit 48 V
Using nozzle sense functionality with a
standard cable assembly
Using nozzle sense functionality with Helix or
Infiniturn cable assemblies
For detailed information regarding the rating and technical specifications of your torch please
see the spare parts list included with the torch. The values for torch rating and duty cycle are
valid for a 10 min. cycle.
24 V / 1 A
48 V / 0.1 A
50 V / 5 A
(Allowed load max. 1 minute at the rated
nominal current)
50 V / 5 A
(Allowed load max. 1 minute at the rated
nominal current)
The indicated ratings refer to a standardized case of use. In special cases, e.g. in case of an
especially high heat reflection on the torch, the torch may overheat at lower currents than
indicated. In this case, please use a more powerful model or reduce the duty cycle.
The rating will be notably reduced with the use of pulsed arc power sources.
For cable assembly ratings, see section "Cable assemblies".
4.1.2 Cooling circuit limits
Valid for water cooled version only.
0463 373 101
- 10 -
© ESAB AB 2015

4 TECHNICAL DATA
Min. water flow rate: 1.0 l/min / 1.1 quarts/min
Min. water pressure: 2.5 bar / 36.3 PSI
Max. water pressure: 3.5 bar / 50.8 PSI
Inlet temperature: Max. 40 °C / 104 °F
Return temperature: Max. 60 °C / 140 °F
Cooling capacity: Min. 1000 W, depending on application
CAUTION!
Return temperatures above 60 °C / 140 °F may cause damage or destroy the
cable assembly.
4.2 Torch mount
The type of torch mount required depends on the RT welding torch system design and on the
choice of safety-off devices, see section "Overview welding torch systems" in the
INTRODUCTION chapter.
Component Approximate weight
Torch mount (for standard system) 0.43 kg
KS-2 safety-off mechanism (for standard
0.85 kg
system)
FL-1 intermediate flange (for standard
0.35 kg
system)
KSC-2 torch mount (for hollow wrist system) 1.90 kg
FLC-2 rigid torch mount (for hollow wrist
1.22 kg
system)
Robot welding torch 0.66 kg
4.2.1 Torch mounts for standard RT system
For standard RT systems the torch mount is installed on the KS-2 safety-off mechanism
(alternatively on the FL-1 intermediate flange), clamping the cable assembly and the
connected torch neck.
The torch mount must be selected in accordance with the type of torch and its geometry.
Various mount types may be used. See the spare parts list for available torch mounts for
standard RT system.
0463 373 101
- 11 -
© ESAB AB 2015

4 TECHNICAL DATA
4.2.1.1 KS-2 safety-off mechanism
The KS-2 safety mechanism is a spring supported devise that protects the robot and the
torch system in case of a collision.
4.2.1.2 FL-1 intermediate flange
The rigid intermediate flange FL-1 can be used instead of the KS-2 if the robot has an
electronic collision detection system.
4.2.2 Torch mounts for hollow wrist system
In the hollow wrist system the Aristo RT welding torches are connected via a quick change
system to the torch mount.
The torch mount KSC-2 allows for elastic deflection of the torch in case of a collision. At the
same time, an electrical contact is opened, signalling the robot control to stop. After resetting
the error, the initial geometry and Tool Center Point (TCP) of the torch will be reached with
high precision. The system functions purely mechanically and is spring loaded.
The torch mount FLC-2 has no built-in safety-off function. It is a rigid mount that is connected
to the electronic collision detection system in the robot.
0463 373 101
- 12 -
© ESAB AB 2015

4 TECHNICAL DATA
For hollow wrist systems KSC-2W (alternatively FLC-2W) is recommended. This torch mount
can be used with both gas-cooled and water-cooled torches of the Aristo RT series.
KSC-2 FLC-2
Functional principle of the
Mechanical Not applicable (rigid mount)
safety-off mechanism
Axial release force (Fz) 650 N Not applicable (rigid mount)
Release torque on transverse
24 Nm Not applicable (rigid mount)
axis (Mx)
Reset after release Automatic Not applicable (rigid mount)
Repeatability Lateral ± 0.1 mm at the TCP
Not applicable (rigid mount)
of a standard Aristo RT torch
Max. deflection Approx. ± 8° Not applicable (rigid mount)
Safety switch Normally closed
Not applicable (rigid mount)
Electrical load max. 48 V / 1A
0463 373 101
- 13 -
© ESAB AB 2015

4 TECHNICAL DATA
Electrical control circuit for
nozzle sense function
Rating:
• For Helix cable
assemblies: max. 50 V DC
/ 5 A, max. 1 minute
After detection of contact,
the sensing voltage should
be disconnected quickly.
• For Infiniturn cable
assemblies, the nozzle
sense function has limited
functionality. Please
contact us for a detailed
investigation of possible
solutions in your
application.
Voltage rating The maximum permitted
voltage for the safety off
control circuit is 48 V.
4.2.2.1 KSC-2 torch mount with safety-off mechanism
Rating:
• For Helix cable
assemblies: max. 50 V DC
/ 5 A, max. 1 minute
• For Infiniturn cable
assemblies: max. 50 V DC
/ 1 A, max. 1 minute
After detection of contact, the
sensing voltage should be
disconnected quickly.
Item Description Function
1 Torch neck support Interface to Aristo RT torch
2 KSC-2 cover Assembly with interfaces to cable and torch
3 Rubber boot Protection for safety-off mechanism
4 KSC-2 main body Allows for mechanical deflection during a collision
0463 373 101
- 14 -
© ESAB AB 2015

4 TECHNICAL DATA
Item Description Function
5 Adaptor flange Isolating interface to the robot wrist, must be
selected to fit on the specific robot
6 Index pin For precise alignment to the adaptor flange
7 Connector for control cable Electrical connection for collision signal and nozzle
sense function
8 Micro switch Sensor for collision detection
4.2.2.2 FLC-2 rigid torch mount
Item Description Function
1 Torch neck support Interface to RoboMIG RT torch
2 FLC-2 cover Assembly with interfaces to cable and torch
3 FLC-2 main body Allows for mechanical deflection during a collision
4 Index pin For precise alignment to the adaptor flange
5 Adaptor flange Isolating interface to the robot wrist, must be
selected to fit on the specific robot
6 Connector for control cable
(3-pole)
Electrical connection of the nozzle sense function (if
applicable)
4.3 Adaptor flanges
The adaptor flange needed for installation on the robot arm must be chosen with regard of
the robot type. Adaptor flanges for all suitable standard and hollow wrist systems are
available, see the spare parts list.
0463 373 101
- 15 -
© ESAB AB 2015

4 TECHNICAL DATA
4.4 Cable assemblies
The connection to the wire feeder is effected by the cable assembly, the available versions
mainly depending on system design and cooling media (gas or water), see the spare parts
list.
The ratings are valid for cable lengths from 1 to 5 m.
Standard cable
Infiniturn Helix
assembly
Rating (10 min. cycle)
• Gas cooled (mixed
gas)
• Water cooled
• Max. 500 A / 60 %
duty cycle
Max. 350 A / 100
% duty cycle
• Max. 600 A / 100
% duty cycle
• Max. 400 A / 60 %
duty cycle
Max. 330 A / 100
% duty cycle
• Max. 550 A / 100
% duty cycle
• Max. 400 A / 60 %
duty cycle
Max. 330 A / 100
% duty cycle
• Max. 550 A / 100
% duty cycle
Rotational range Not rotatable Endlessly rotatable ± 270° from neutral
position
Weight
• Gas cooled
• Water cooled
1.2 m long:
• 2.35 kg
• 2.35 kg
1.0 m long:
• 2.0 kg
• 2.0 kg
1.0 m long:
• 2.0 kg
• 2.0 kg
4.4.1 Cable assemblies for standard RT system
Item Description Function
1 Neck support flange Interface to torch
2 Protective cover Protects the cable assembly from
damage
3 Control cable, 4-pole Electrical connection for safety-off
function (blue/black) and for push-button
(brown/white)
4 Connection for nozzle sense function
(optional)
5 EURO central connector Connection to the wire feeder
6 Blow-out hose (black cap) For cleaning the torch with cmpressed air
after welding
7 Water inlet (blue cap) Water inlet for cooling of the torch
0463 373 101
- 16 -
© ESAB AB 2015

4 TECHNICAL DATA
Item Description Function
8 Water return (red cap) Water return of heated water from the
torch
9 Control cable plug for safety-off
mechanism
Electrical connection with the KS-2 for the
safety-off signal and nozzle sense
function (if applicable)
4.4.2 Cable assemblies for hollow wrist systems
The Infiniturn cable assembly allows for endless rotation of the torch in both directions. At the
same time, cooling fluid, shield gas, blow out air, the welding power and the signal of the
safety-off mechanism are transferred.
The Helix cable assembly is designed for a rotational range of ±270° from the neutral
position and can be used for simple welding tasks that do not require endless rotation.
The Infiniturn cable assemblies are available in gas and water cooled versions, the Helix
cable assemblies can be universally used for gas or water cooled applications. A Helix cable
assembly operated with a gas cooled torch must not be connected to a water cooling
system.
Item Description Function
1 Flange Interface to the torch mount KSC-2 / FLC-2
2 Index pin Secures the correct orientation of the coupling
3 Control cable plug Electrical connection with the KSC-2 for the
safety-off signal and nozzle sense function (if
applicable)
4 EURO central connector Connection to the wire feeder
5 Control cable Electrical connection for the safety-off signal (from
KSC-2) and nozzle sense function (if applicable)
6 Water return (red cap) Water return of heated water from the torch
7 Water inlet (blue cap) Water inlet for cooling of the torch
0463 373 101
- 17 -
© ESAB AB 2015

4 TECHNICAL DATA
Item Description Function
8 Blow out hose (black cap) For cleaning the torch with compressed air after
welding
9 Media coupling Endlessly rotatable coupling with media transfer
10 Protective cover Protects the cable assembly from damage
0463 373 101
- 18 -
© ESAB AB 2015

5 INSTALLATION
5 INSTALLATION
5.1 Preparation
WARNING!
For your own safety, make sure that the robot is either in standby or power-less
state before doing maintenance work in the moving radius of the robot.
The following assembly instructions must be exactly adhered to. Attention is to be paid
during assembly that the cables are not damaged. This can lead to a short circuit, which may
damage the electronics of the robot or the welding torch.
Use only original ESAB components that have been specially developed for this purpose.
Only then can the correct functioning of the whole welding torch system be guaranteed.
Below, the different steps of installation are described in the preferred order, recommended
by ESAB.
CAUTION!
For hollow wrist systems make sure that the clear space around the robot is at
least Ø45 mm (1.8 inch) around the wrist and 50 mm (2.0 inch) near the wire
feeder.
5.2 Installing the adapter flange
1. Position the model-specific adapter flange (2) with the index pin on the robot arm and fix
it with the hexagon socket screws (1) included. The number and type of screws and
index pin may vary depending on the robot model.
NOTE!
Ensure that the index pin is located correctly! The maximum torque of 1.2 Nm
(10.5 lbf in) must be observed for the fastening of the adapter flange screws.
Prevent self-loosening of the screws by using suitable thread locking measures.
5.3 Installing the torch mount
The installation procedure of the torch mount depends on the design of the system together
with the choice of torch mount and safety-off mechanism.
Only torch mounts having a hole pattern coinciding with that of the mounting surface may be
attached.
0463 373 101
- 19 -
© ESAB AB 2015

5 INSTALLATION
5.3.1 Torch mount in standard RT system
5.3.1.1 Direct mounting of KS-2
1. If necessary, carefully press the cylindrical pins (1) into the corresponding holes in the
bracket. Avoid the formation of burrs. The pins should protrude by approximately 5 mm
(0.2 inch).
2. Position the mount on the safety-off mechanism KS-2 and carefully insert the cylindrical
pins (1) into the holes provided. In doing so, take the later position of the torch into
account. Two mounting positions may be potentially possible.
3. Then screw down the mount evenly using the enclosed cylinder screws with hexagon
socket (2).
NOTE!
The maximum tightening torque for the cylinder screw (2) is 6 Nm (53 lbf in)
and the property class category is 8.8.
1. Cylindrical pins Ø4×20
2. Cylinder screw with hexagon socket M6
DIN 912 (length of the screw depending
on the torch mount)
Side view
5.3.1.2 Mounting via mounting flange
Torch mounts with a central clamping assembly can only be fastened on the journal of the
mounting flange. For this, the mounting flange must be fastened first.
1. If applicable, carefully press the cylindrical pins (1) into the corresponding holes in the
mounting flange. Avoid the formation of burrs. The pins should protrude by
approximately 5 mm (0.2”).
2. Position the mount on the safety-off mechanism KS-2 and carefully insert the cylindrical
pins (1) into the holes provided. In doing so, take the later position of the torch into
account. Two mounting positions may be potentially possible.
3. Then screw down the mounting flange evenly using the enclosed cylinder screws with
hexagon socket (2).
NOTE!
The maximum tightening torque for the cylinder screw (2) is 7.1 Nm (62.8 lbf
in) and the property class category is 8.8.
4. Unscrew the axial cylinder screw with hexagon socket (4) out of the mounting flange
together with the washer (3).
0463 373 101
- 20 -
© ESAB AB 2015

5 INSTALLATION
1. Cylindrical pins Ø4×14
2. Cylinder screw with hexagon
socket M6×16
3. Washer Ø9 mm
4. Axial cylinder screw with hexagon
socket M8×16
Top view
5. Place the torch mount (5) onto the journal (6) of the mounting flange, paying attention
while doing so to the exact alignment of the feather key (7) and the corresponding
groove (7a).
6. Insert the clamping mandrel (8) into the lateral hole (see illustration) and position it so
that the mating surfaces (9a) of the clamping mandrel rest on the mating surface (9) of
the journal.
7. Then fix the clamping mandrel from the opposite side using the M6 cylinder screw with
hexagon socket (10) and the Ø22 mm washer (11).
0463 373 101
- 21 -
© ESAB AB 2015

5 INSTALLATION
8. Finally, screw the axial cylinder screw (4) with the Ø9 mm washer (3) into the mounting
flange and tighten firmly.
3. Washer Ø9 mm
4. Axial cylinder screw with hexagon socket M8×16
5. Torch mount
6. Mounting flange journal
7. Feather key; 7a. Groove for feather key
8. Clamping mandrel
9. Mating surface of mounting flange; 9a. Mating surfaces of clamping mandrel
10. Cylinder screw with hexagon socket M6×30
11. Washer Ø22×6.4 mm
5.3.2 Torch mount in hollow wrist system
5.3.2.1 Mounting of KSC-2
Remove the three screws (2) from the front cover (3) of the torch mount and carefully pull the
cover off the main body (5). Take care not to damage the micro switches installed inside the
assembly.
0463 373 101
- 22 -
© ESAB AB 2015

5 INSTALLATION
1. Hexagon wrench 4 mm
2. 3× M5×12 screws
3. KSC-2 front cover
4. Rubber boot
5. KSC-2 main body
Pull off the rubber boot (4) from the main body (5) to the front.
Now position the main body (5) on the adapter flange (7) so that the index pin is correctly
seated. Attach with the screws (6) enclosed.
Fastening torque max. 2.2 Nm (19.5 lbf in).
Reinstall the rubber boot (4) on the KSC-2 main body (5) and make sure it is correctly
located in the grooves on the front and back flange.
1. Hexagon wrench 4 mm
4. Rubber boot
6. 3× M5×12 hexagon socket screws
7. Adapter flange
5.3.2.2 Mounting of FLC-2
Remove the three M5 screws (2) from the front cover (3) of the FLC-2 torch mount and
carefully pull the cover off the main body (4).
0463 373 101
- 23 -
© ESAB AB 2015

5 INSTALLATION
1. Hexagon wrench 4 mm
2. 3× M5×12 screws
3. FLC-2 front cover
4. FLC-2 main body
Now position the FLC-2 main body (4) on the adapter flange (6) so that the index pin is
correctly seated. Attach with the screws (5) enclosed.
Fastening torque max. 2.2 Nm (19.5 lbf in).
1. Hexagon wrench 4 mm
4. FLC-2 main body
5. 3× M5×12 hexagon socket screws
6. Adapter flange
5.4 Installing the cable assembly
The cable assembly must be aligned to the intended use in length and design. The type of
cooling for the torch and the cable assembly must be the same (either gas or water cooled
respectively). In order to prevent damage to the torch system and other components, it is
imperative to observe the following instructions.
0463 373 101
- 24 -
© ESAB AB 2015

5 INSTALLATION
CAUTION!
• Coordinate the length and design of the cable assembly to suit the range of
action of the robot.
• Do not bend, compress or overstretch the cable assembly.
• Fix the cable assembly such that is can be moved freely and cannot become
entangled.
• Any additional holding devices possibly installed, for example a balancer,
must not crush or bend the cable assembly.
• Extreme turning movements must be avoided in which the cable assembly
may become twisted.
• Chafing on the robot or other objects must be excluded.
5.4.1 Installing the cable assembly in a standard RT system
The front part of the cable assembly is directly clamped into the torch mount (see illustration
below).
1. Unscrew the cylinder screws (1) and lift off the top section (2) of the torch mount.
2. Insert the feather key (4) into the recess of the neck support flange (3) from below.
3. Align the neck support flange (3) including the feather key (4) to the groove (4a) of the
torch mount and push into the groove right up to the stop of the flange.
4. Hold the cable assembly in this position and simultaneously place the top section (2)
back onto the torch mount. First screw both cylinder screws (1) loosely in to about the
same length, then tighten alternately. The top section (2) of the mount should have an
even gap to the bottom section.
1. Cylinder screws
2. Torch mount top section
3. Neck support flange
4. Feather key; 4a. Groove for feather key
0463 373 101
- 25 -
© ESAB AB 2015

5 INSTALLATION
5.4.2 Installing the cable assembly in a hollow wrist system
In a hollow wrist system the recommended order of installation is to feed the cable assembly
through the robot arm before connecting the cables to the torch mount, see description
"Feeding through the robot arm" under section "Connecting to the wire feeder".
When the cable assembly is correctly installed in the hollow wrist, continue the installation
according to the procedure described below.
NOTE!
For some robots, it may be possible to deviate from this order, and first connect
the cable assembly to the KSC-2 and FLC-2, then thread the cable from the front
through the robot arm. If in doubt, please follow the suggested order.
1. Loosen the three screws (7) with the associated washers and remove them from the
KSC-2 or FLC-2 cover (1). See illustration below.
2. Install the supplied O-rings (4) into the grooves in the cover (1). For gas cooled systems,
only one O-ring (4a) is needed, for water cooled systems all three O-rings are needed.
3. Pull the cable assembly approximately 15 cm (6”) from the main body (3).
0463 373 101
- 26 -
© ESAB AB 2015

5 INSTALLATION
4. Insert the coupling (2) into the socket of the cover (1) as shown. Align the index pin (6)
with the index hole (5) in the main body and insert completely.
NOTE!
Take great care that the position of the O-rings is not shifted by the index pin
during the assembly.
1. KSC-2 / FLC-2 cover
2. Coupling
3. KSC-2 / FLC-2 main body
4. 3× O-ring for water cooled systems; 4a. O-ring for gas cooled systems
5. Index hole
6. Index pin
7. 3× M5×35 screws
11. Control cable connector
5. Insert the three screws (7) with the associated washers (8) and tighten gently with the
enclosed hexagonal wrench, see below illustration.
Do not use excessive force! (approximately 2 Nm (18 lbf in))
0463 373 101
- 27 -
© ESAB AB 2015

5 INSTALLATION
6. If present insert the control cable plug (10) into the connector (11) and make sure it is
firmly seated.
7. 3× M5×35 screw
8. Washer
10. Control cable plug
11. Control cable connector
12. 2× Micro switch
13. Index pin
7. Gently push back the cable assembly into the robot arm and carefully seat the KSC-2 or
FLC-2 cover (1) in place. Observe the index pin (13) to be in the correct position. Make
sure the two micro switches (12) are not damaged if present.
8. Insert the three M5 screws (14) and tighten without excessive force.
13. Index pin
14. 3× M5×12 screws
0463 373 101
- 28 -
© ESAB AB 2015

5 INSTALLATION
5.5 Installing the wire guide
Choose the wire guide or liner depending on the filler wire material and diameter to be used,
see the spare parts list. Accurate performance of the system can only be guaranteed when
using original ESAB wire guides.
The recommended wire guide is the split wire guide, which consists of the neck liner and a
separate guide in the cable assembly. The front part of the wire guide, which is most
stressed, can be exchanged easily and independently of the cable assembly wire guide.
For correct installation, the following steps must be followed (example for Euro central
connector):
5.5.1 Installing the neck liner
The neck liner must be selected to fit the material and diameter of the welding wire, see the
spare parts list.
1. If present, remove the central guide nipple (1), from the torch neck using a hexagon
wrench (size 6 mm) or a large flat-blade screwdriver.
NOTE!
The guide nipple (1) can only be used with one-piece liners and must not be
used with the standard RT or hollow wrist system.
2. When replacing the neck liner:
Unfasten the sleeve nut and remove the torch neck.
Unfasten the liner nipple using a hexagon wrench (size 6 mm) and remove nipple and
liner from the torch neck.
3. Remove the gas nozzle and the contact tip.
4. Insert the new neck liner (2) into the torch. Carefully tighten the guide nipple using a
suitable tool, e.g. a hex-wrench (size 6 mm) or a large flat-blade screwdriver.
5. Cut the neck liner flush with the tip holder and remove the neck liner from the torch.
6. Install the contact tip.
0463 373 101
- 29 -
© ESAB AB 2015

5 INSTALLATION
7. Insert the neck liner again. It will be stopped by the contact tip. Measure the excess liner
sticking out of the neck.
8. Remove the liner again and shorten the front end by the measured length. Carefully
deburr the edge and make sure that the inner hole is not blocked.
9. Reinstall the neck liner and tighten the guide nipple in the neck.
5.5.2 Installing a split wire guide in the cable assembly
The correct liner must be inserted to suit the filler material and the wire diameter, see the
spare parts list.
The wire guide is inserted through the cable assembly from the rear, reaching the guide
nipple that is installed in the flange where the torch neck will be attached. The following
worksteps must be followed in order to correctly determine the wire guide length. (Example
for Euro central connector).
1. For standard RT system: Install the guide nipple (1) in the center hole of the neck
support flange, see illustration A below.
For hollow wrist system: Install the guide nipple (1) into the torch interface of the
KSC-2 / FLC-2 cover, see illustration B below.
2. Remove the sleeve nut (2) from the central connector, and remove the old wire guide.
3. Insert the wire guide through the central connection and push forwards as far as it will go
into the guide nipple (1), applying light pressure.
CAUTION!
Ensure that the wire guide has advanced right up to the stop at the front,
rotating and pushing forward gently.
4. Measure the excess length that needs to be cut from the wire guide.
0463 373 101
- 30 -
© ESAB AB 2015

5 INSTALLATION
5. Remove the wire guide again and shorten the front end by the measured length.
Steel liner: grind down the burred edges if needed.
Plastic liner: make a clean cut and chamfer the edges (e.g. with a pencil sharpener)
NOTE!
Make sure the inner opening of the liner is not obstructed by the cut wire end.
6. Reinstall the wire guide and attach the sleeve nut (2).
NOTE!
For hollow wrist systems where Infiniturn and Helix cable assemblies are
used, wire guides should be installed without tension so that the ends of the
liners may rotate freely.
Important note when using a plastic liner:
The wire channel between the drive rolls of the feeder and the central
connector of the torch must be fitted with a plastic liner. Depending on the
design of the feeder, a piece of plastic liner inserted into a brass guide tube
can be used.
During wire run-in, make sure that the wire is fed correctly into the plastic
liner of the torch. If necessary, remove the cable assembly from the feeder
and insert the wire, then reattach.
5.6 Installing the torch
Be sure to use the correct version of the torch mount and cable assembly (water or gas
cooled).
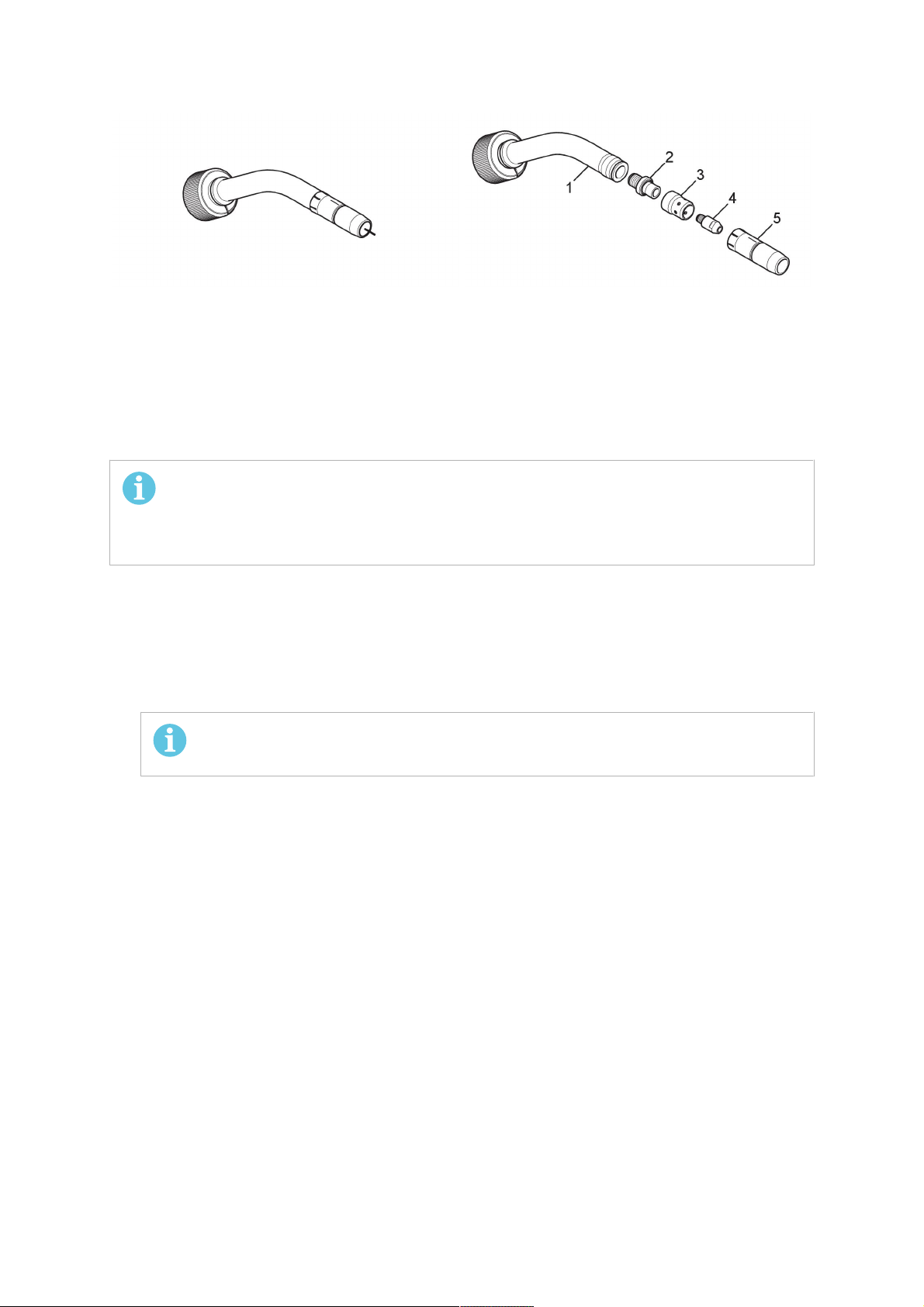
5.6.1 Torch neck equipment
The torch neck, see (1) in the illustration below, must always be equipped to suit the wire
diameter and material.
1. Select the correct wire guide, contact tip (4), tip holder (2), gas nozzle (5), and gas
diffuser/spatter protection (3). You will find an exact overview and possible alternative
equipment elements for various torch models in the spare parts list. Only use original
ESAB parts; only then is the fitting accuracy ensured.
2. Firmly tighten the tip holder and the contact tip using a suitable tool for example the
enclosed monkey wrench.
3. When using a split wire guide, remove the installed guide nipple including the o-ring from
the torch flange upon delivery if necessary (see section "Installing the neck liner").
CAUTION!
The torch must be completely equipped before welding, especially the gas
diffuser and/or spatter protection and all necessary insulators have to be
installed according to the spare parts list. Welding without these items may
cause immediate destruction of the torch.
0463 373 101
- 31 -
© ESAB AB 2015
5 INSTALLATION
1. Torch neck
2. Tip holder
3. Gas diffuser
4. Contact tip
5. Gas nozzle
5.6.2 Aristo RT torch installation
NOTE!
Check the O-rings on the flange of the torch neck before mounting. Replace the
O-rings if damaged or lost. Missing or faulty O-rings will lead to leaks of shielding
gas and coolant.
1. For hollow wrist systems, insert the torch into the torch mount in the correct orientation,
so that the locator pin fits into the slot of the KSC-2 or FLC-2 interface, see (A) in the
illustration below. For standard systems, attach the torch to the RT flange of the cable
assembly, (B) in the illustration below.
Installation is only possible in the correct orientation.
2. Tighten the locking nut of the torch neck.
NOTE!
Only tighten by hand, never use tools or excessive force.
0463 373 101
- 32 -
© ESAB AB 2015

5 INSTALLATION
3. The correct seating of the torch can be checked by means of the window (1). If the torch
has been correctly mounted, no gap should be seen through the window (1).
5.7 Connecting to the wire feeder
5.7.1 Standard RT system
In order to be able to create the connection, the cable assembly must be mounted as
described in the "Installing the cable assembly" section and equipped following "Installing the
wire guide" section. Only then can the central and media connection take place. Proceed as
described below:
0463 373 101
- 33 -
© ESAB AB 2015

5 INSTALLATION
1. Connect the central connector of the cable assembly (2) to the wire feeder cabinet
socket. Tighten the central connector sleeve nut fingertight. Do not use tools!
1. Control cable 5. Return of heated water (red cap)
2. EURO central connector 6. Main drive / feeder
3. Air blow-out 7. Water cooling system
4. Cooling water (blue cap)
2. Connect the water hoses to the cooling circuit (7) in water cooled systems. The end of
the hose marked blue (4) is connected to the water outlet, and the end marked red (5) is
connected to the water return.
3. Connect the blow-out line (3) to the corresponding connection of the feeder.
4. Connect the control line plug (1) to the feeder. See section "Electrical connections".
NOTE!
All hoses and the control line must be installed such that they cannot bend or be
damaged!
5.7.2 Hollow wrist system
5.7.2.1 Feeding through the robot arm
NOTE!
In order to adjust the wire feeder position to the cable assembly length, it must be
mounted on an adjustable support with a possible movement of ± 2-3 cm (± 1
inch) to the back and to the front. The length of the cable assembly must be
determined from the centred mounting position of the wire feeder.
1. Move the robot arm into a completely straight position, see illustration below. Make sure
that (1) axis 6 (rotation around the torch axis) is in 0° position.
2. Move the feeder (3) completely to the back in order to create space for inserting the
cable assembly. If it is not possible to move the feeder sufficiently, it should be removed
from the robot.
0463 373 101
- 34 -
© ESAB AB 2015

5 INSTALLATION
3. Insert the cable assembly with the coupling (2) first into the robot arm and feed it through
the robot wrist.
4. The feeder should only be installed again after the correct mounting position with respect
to the cable length has been determined. (See section "Installing the cable assembly").
CAUTION!
Important! Axis 6 must be in 0° position.
5.7.2.2 Connections to the feeder cabinet
When installed for the first time, the position of the wire feeder cabinet must be adjusted to
the length of the cable assembly. First, the robot arm must be fully extended (straight).
CAUTION!
As long as the correct position of the feeder corresponding to the length of the
cable assembly has not been determined, be careful when moving the robot arm
and avoid overstretching the cable. It is helpful to loosen the positioning screws
of the feeder before moving the robot arm to allow the feeder to follow the cable
assembly.
0463 373 101
- 35 -
© ESAB AB 2015

5 INSTALLATION
1. Loosen the sliding mechanism of the wire feeder and connect the cable assembly. Refer
to the instruction of the feeder manufacturer.
2. Now adjust the position of the wire feeder to suit the length of the Infiniturn or Helix
cable, as indicated with "A" in the illustration below.
CAUTION!
When adjusting the position of the feeder cabinet, make sure that the cable
assembly is not under stress when the robot arm is in stretched-out position.
It is normal for the cable assembly to sag slightly, it should never be taut.
3. Before securing the wire feeder in its permanent position, ensure that the Euro
connections are tightly connected. Then turn the torch mount down and up again
(rotating on the axis 5), in order not to tighten the cable assembly too much against the
feeder (see illustration above). Once this is done, tighten the feeder in that position.
4. For water cooled systems, connect the water lines to the cooling circuit. See section
"Cable assemblies for hollow wrist systems" in the TECHNICAL DATA chapter for
indications.
The hose with the blue rubber cap is for cooling water to the torch, the hose with the red
rubber cap returns the heated water. Make sure the hoses will not kink or get otherwise
blocked.
NOTE!
A Helix cable assembly used for a gas cooled system must not be connected
to a cooling circuit. As the water connections are not needed, they may be
cut off.
0463 373 101
- 36 -
© ESAB AB 2015

5 INSTALLATION
5. Connect the blow-out hose (black rubber cap) to the corresponding outlet of the wire
feeder.
NOTE!
If the blow-out function is not used, the blow-out hose must be sealed with
the rubber cap enclosed. With Infiniturn systems, the blow-out air must be
supplied to the corresponding connection hose, if it is not permitted to
connect blow-out air to the shield gas connection!
6. Install the necessary plug on the control cable and connect it to the safety off circuit
interface of the wire feeder (see section "Electrical connections").
5.8 Electrical connections
NOTE!
After connecting the control cable, secure the cable in order to protect it from
getting caught while the robot is moving.
Usually, the control cable will be directly connected to the wire feeder. Please see
the manufacturer's documentation for details. The link to the robot control is then
implemented via the power source controller.
5.8.1 Standard RT system
5.8.1.1 Connecting the safety-off mechanism KS-2
The switch for the safety-off functionality KS-2 is connected through the control cable, see (3)
in the illustration below. This connects to the KS-2 unit via the 4-pole plug (4) that contains
circuits for the push-button (6) and the safety-off signal (7).
If a collision is detected, the control circuit for the safety-off signal (7), which is normally
closed, will be interrupted.
Rating of the control circuit: max. 48 V / 1 A
1. Push-button for wire run-in 6. Switch for KS-2 push-button (brown/white)
2. Control cable (1-wire) for nozzle sense
function
7. Switch for KS-2 safety-off mechanism
(blue/black))
3. Control cable (4-wire) 8. Circuit for nozzle sense function (black)
4. Control cable plug 9. Power source / robot control
5. KS-2 connector for control cable plug
0463 373 101
- 37 -
© ESAB AB 2015

5 INSTALLATION
5.8.1.2 Connecting the nozzle sense function
If the robot control provides a control circuit for nozzle sense functionality, this can be applied
for both KS-2 and FL-1. The connection is accomplished with a 1-wire connection, see (8) in
the previous illustration.
Rating of the control circuit: max 50 V / 5 A.
DANGER!
If the nozzle sense function is not being used, the open end of the control cable
on the power source connection side must be properly isolated in order to avoid
short circuits. During certain problems on the torch head, the full welding potential
may be present on this cable.
CAUTION!
After detection of contact (gas nozzle on work piece), quickly reduce or cut off the
maximum current in the nozzle sense circuit in order to avoid overloading of the
system.
(Allowed load max. 1 minute at the rated nominal current)
5.8.2 Hollow wrist system with Infiniturn cable assembly
5.8.2.1 Connecting the safety-off mechanism KSC-2
The switch for the safety-off functionality KSC-2 is connected through the control cable, see
(3) in the illustration below. This connects to the KSC-2 unit via the control cable plug (1).
The safety-off signal requires a 2-wire connection (black/black) to the safety-off circuit in the
robot control (5).
If a collision is detected, the control circuit (normally closed) will be interrupted (4).
Rating of the control circuit: max. 48 V / 1 A.
1. Control cable plug 4. Switch for KSC-2 safety-off mechanism
(black/black)
2. EURO central connector 5. Power source / robot control
3. Control cable
5.8.2.2 Connecting the nozzle sense function
If the robot control provides a control circuit for nozzle sense functionality, this function can
be implemented for both KSC-2 and FLC-2.
The connection is accomplished with a 2-wire connection (black/black) to the nozzle sense
circuit in the robot control (5), see illustration below.
0463 373 101
- 38 -
© ESAB AB 2015

5 INSTALLATION
Usually, the control cable will be directly connected to the wire feeder. See the
manufacturer's documentation for details. The link to the robot control is then implemented
via the power source robot interface.
Rating of the control circuit: max. 50 V / 5 A.
DANGER!
If the nozzle sense function is not being used, the open end of the control cable
on the power source connection side must be properly isolated in order to avoid
short circuits. During certain problems on the torch head, the full welding potential
may be present on this cable.
CAUTION!
After detection of contact (gas nozzle on work piece), quickly reduce or cut off the
maximum current in the nozzle sense circuit in order to avoid overloading of the
system.
(Allowed load max. 1 minute at the rated nominal current)
1. Control cable plug 4. Connection to FLC-2 or KSC-2
(by-passing the switch)
2. EURO central connector 5. Power source / robot control for nozzle
sense function
3. Control cable
5.8.3 Hollow wrist system with Helix cable assembly
5.8.3.1 Connecting the safety-off mechanism KSC-2
The switch for the safety-off functionality KSC-2 is connected through the control cable, see
(2) in the illustration below. This connects to the KSC-2 unit via the control cable plug (1).
The safety-off signal requires a 2-wire connection (black/black) to the safety-off circuit in the
robot control (5).
If a collision is detected, the control circuit (normally closed) will be interrupted (4).
Rating of the control circuit: max. 48 V / 1 A
0463 373 101
- 39 -
© ESAB AB 2015

5 INSTALLATION
1. Control cable plug 4. Switch for KSC-2 safety-off mechanism
(normally closed)
2. Control cable 5. Power source / robot control
3. EURO central connector
5.8.3.2 Connecting the nozzle sense function
If the robot control provides a control circuit for nozzle sense functionality, this function can
be implemented for both KSC-2 and FLC-2.
The connection is accomplished with a 1-wire connection (green) to the nozzle sense circuit
in the robot control (5), see illustration below.
Usually, the control cable will be directly connected to the wire feeder. See the
manufacturer's documentation for details. The link to the robot control is then implemented
via the power source robot interface.
Rating of the control circuit: max. 50 V / 5 A.
DANGER!
If the nozzle sense function is not being used, the open end of the control cable
on the power source connection side must be properly isolated in order to avoid
short circuits. During certain problems on the torch head, the full welding potential
may be present on this cable.
CAUTION!
After detection of contact (gas nozzle on work piece), quickly reduce or cut off the
maximum current in the nozzle sense circuit in order to avoid overloading of the
system.
(Allowed load max. 1 minute at the rated nominal current)
0463 373 101
- 40 -
© ESAB AB 2015

5 INSTALLATION
1. Control cable plug 4. Connection to FLC-2 or KSC-2
(by-passing the switch)
2. Control cable 5. Power source / robot control with nozzle
sense function
3. EURO central connector
0463 373 101
- 41 -
© ESAB AB 2015

6 OPERATION
6 OPERATION
CAUTION!
Before starting the system, check the whole installation according to the
manufacturer's instructions and applicable safety regulations.
Please check the following to make sure that the system has been installed correctly:
1. Are all parts securely attached (torch, torch mount, flanges, safety-off device, cable
assembly, and wire feeder cabinet)?
2. Are all media hoses connected correctly and protected from damage?
3. Is the EURO central connector or direct connector fastened tightly?
4. Is the cable assembly length correct and suitable for the installation and can the cable
rotate freely? The cable must not be bent sharply. Any risk of the cable getting caught on
another object must be eliminated.
5. Is the control cable of the safety-off circuit connected and functioning? Move torch by
hand to test (KSC-2 and KS-2 only).
6. Is the torch firmly attached and is it completely equipped?
7. Is the wire guide installed according to the manual?
8. Are all lines and tubes arranged so that they cannot be damaged or bent?
The wire run-in can now be started, either via the wire run-in pushbutton or via the wire run-in
at the feeder.
6.1 Important information for programming (hollow wrist
system only)
Fast rotation of axis 6 of the robot will significantly stress the cable assembly. In certain
cases, this can lead to damage or destruction of the cable. In order to maximize the lifetime
of the cable, we strongly suggest respecting the following limitations when programming the
robot.
Position of axis 5 Max. rotational speed of axis 6
0 – 60° 100 % (no limitations)
60° – 80° 300°/sec (approximately 50 % of max. robot speed)
> 80° 120°/sec (approximately 20 % of max. robot speed)
NOTE!
The above values are only indications. For information on the exact rotational
speed limits, refer to the individual robot manual or contact the robot supplier.
To reposition the torch quickly, the robot arm may have to be slightly extended first to achieve
a bending angle of max. 60° of axis 5. In this position, the maximum available rotation speed
of axis 6 can be used.
When using the ESAB Helix cable assembly, the max. rotation of ±270° from the neutral
position must not be exceeded.
0463 373 101
- 42 -
© ESAB AB 2015

6 OPERATION
CAUTION!
While axis 5 is bent more than
60°, the rotational speed of the
torch around axis 6 must be
limited, see table above.
Otherwise, the cable assembly
may be damaged.
0463 373 101
- 43 -
© ESAB AB 2015

7 SERVICE AND MAINTENANCE
7 SERVICE AND MAINTENANCE
WARNING!
Before performing maintenance on the system, the main power of the installation
must be turned off. Please note the safety regulations at the beginning of this
manual.
Damaged torches or cable assemblies must not be used any more! Known
defects must be repaired by qualified personnel prior to the next use of the
equipment.
WARNING!
Risk of burn injuries! Gas nozzle and torch head get very hot during welding. Let
the torch cool down prior to doing maintenance work.
WARNING!
In order to prevent personal injuries or damage to your installation, the following
instructions must be followed:
1. Repair of the KSC-2 or FLC-2 torch mount, the KS-2 safety-off mechanism,
the cable assembly, or the Infiniturn media coupling must only be carried out
by ESAB service support.
2. The Infiniturn media coupling must never be opened. It contains no
user-serviceable parts and will be destroyed by disassembly.
3. Never disassemble the KSC-2 or KS-2. This is a spring loaded mechanism.
Improper manipulation can lead to severe injury.
7.1 Mandatory checks and actions
Before every use:
• Check torch, contact tip, gas nozzle, neck liner, cables, and overall equipment for general
damage
NOTE!
To minimize down-time it is recommended to alternate between two torch necks,
always having a freshly equipped torch neck at hand and ready for use.
Every 8 hours of use:
• Change contact tip.
Daily:
• Do a functional check by hand of the safety-off mechanism.
• Do a visual inspection for damage - e.g. bends or cracks.
• Verify the correct position of the wire feeder. The cable assembly must not be too tense
or sagging.
• Inspect the media connections and the Infiniturn media coupling for leakage.
• Perform cleaning and maintenance of the torch according to the torch manual.
Every 40 hours of use:
• Change wire liners.
• Change neck liners.
0463 373 101
- 44 -
© ESAB AB 2015

7 SERVICE AND MAINTENANCE
Weekly or as needed depending on use:
• Remove the wire guide and check for wear and dirt deposits. Exchange if needed.
Monthly or more often at heavy use (i.e. more than 8 hours/day):
• Blow out the wire guide channel with compressed air (remove contact tip and wire guide).
• Make sure that all screws are tightened.
• Inspect all connections and hoses for damages.
Damage of the electrical isolation must be repaired by trained personnel before the system
can safely be operated. When in doubt, exchange the whole cable assembly and send it in
for inspection and repair by ESAB.
0463 373 101
- 45 -
© ESAB AB 2015

8 TROUBLESHOOTING
8 TROUBLESHOOTING
Fault Possible cause Action
Cannot feed in
the wire
Torch is getting
too hot
The welding wire has not been
straightened before feeding into the
cable assembly
The torch and the cable assembly
are not equipped correctly for the
wire diameter and wire material
The wire guide is not correctly
inserted into the cable assembly
The contact tip blocked is blocked
with wire debris
The wire guide is worn
The wire feed is impeded by dirt
and debris in the torch
Contact tip or tip holder are not
tightened correctly
If necessary, pull the welding wire
out again, cut off and deburr the
end and straighten the first 10 cm of
the wire. Then thread back into the
cable assembly.
Check wire guide (cable assembly
and torch neck) and the contact tip.
Pull out the wire guide a little from
the Euro-connector. When inserting
the wire guide you should feel the
last centimeters slip into the guide
nipple in the torch interface.
Otherwise the wire guide may be
too short and not fully inserted.
Replace the contact tip and/or wire
guide, blow out torch neck, wire
guide conduit and wire guide with
compressed air.
Use a suitable tool for tightening
hand-tight.
Wire feeding
problems
Cooling system is not working well Check water flow, filling level and
cleanliness.
Cooling system is not correctly
connected
Check connections (water inlet and
return)
Torch overstrained Observe technical data, if needed,
choose a different type.
Cable assembly defective Check cables, tubes and
connections
Contact tip is worn Exchange contact tip
Liner is worn / dirty Check the liner; blow it out. If
needed exchange it.
Consumables used are not suitable
Check with spare part list.
for the wire diameter or material
Wire feeder not set-up properly Check the wire feeding rolls, the
contact pressure and the spool
brake.
Cable assembly is bent or laid out in
too small radii
Check the cable assembly for
damages. Can the liner be inserted
easily? Install as instructed (see
section "Installing the cable
assembly").
0463 373 101
Wire is contaminated Use a cleaning felt.
- 46 -
© ESAB AB 2015

8 TROUBLESHOOTING
Fault Possible cause Action
Wire feed stops
during welding
Welding
process is
stopping
Pores in the
seam
Wire spool is empty Check the quantity of the welding
wire on the spool in the wire feeder.
Wire blockage in the cable
assembly
Check wire feed (possibly too fast),
check the contact tip for
contamination/clogging, clean or
replace the contact tip if required.
Wire burn back into the contact tip
Replace the contact tip.
or worn contact tip.
Safety-off mechanism has triggered. Search for collision points and
prevent them. Check control line for
a loose contact.
Gas swirl caused by spatter
adherence
Too small or extremely high gas
flow in the torch
Clean the torch head, use gas
diffuser / spatter protection.
Check flow rate with measurement
tool.
Gas supply defective Check flow rate and possible
leakage.
Moisture or contamination on the
wire or on the work piece
Check the wire and the work piece,
use less or different anti-spatter
liquid.
Arc is not stable Contact tip is worn Exchange contact tip.
Wrong welding parameters Check the set-up of the welding
equipment.
Insufficient electrical connections in
the circuit
Check all electrical connections
(incl. ground cable) between the
power source torch or work piece
for firm seating.
0463 373 101
- 47 -
© ESAB AB 2015

9 ORDERING SPARE PARTS
9 ORDERING SPARE PARTS
CAUTION!
Repair and electrical work should be performed by an authorised ESAB service
technician. Use only ESAB original spare and wear parts.
The ESAB RT torches, torch mounts, and cable assemblies are designed and tested in
accordance with the international and European standards IEC-/ EN 60974-7. It is the
obligation of the service unit which has carried out the service or repair work to make sure
that the product still conforms to the said standard.
Spare parts may be ordered through your nearest ESAB dealer, see the back cover of this
document. When ordering, please state product type, serial number, designation and spare
part number in accordance with the spare parts list. This facilitates dispatch and ensures
correct delivery.
0463 373 101
- 48 -
© ESAB AB 2015

9 ORDERING SPARE PARTS
0463 373 101
- 49 -
© ESAB AB 2015

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...