


RT Robo Welding Torch System
Instrukcja obsługi
0463 373 001 PL 20131212


SPIS TREŚCI
1 BEZPIECZEŃSTWO............................................................................................. 4
2 GWARANCJA....................................................................................................... 6
3 DANE TECHNICZNE ............................................................................................7
3.1 Zastosowanie .......................................................................................................7
3.2 Zgodność .............................................................................................................. 7
3.3 Przegląd systemu uchwytów spawalniczych RT ..............................................7
3.4 Dane techniczne................................................................................................... 8
3.4.1 Obszar zastosowania .........................................................................................8
3.4.2 Klasa uchwytu ....................................................................................................8
3.4.3 Klasa napięcia ....................................................................................................9
3.4.4 Limity obwodów chłodzenia uchwytów (tylko wersja z chłodzeniem
wodnym)......................................................................................................... 9
3.5 Wybór odpowiedniego uchwytu .........................................................................9
3.6 Wybór odpowiedniego uchwytu montażowego dla szyjki
uchwytu........................................................................................................... 10
3.7 Warunki przeznaczenia......................................................................................10
4 INSTALACJA ...................................................................................................... 11
4.1 Przygotowanie.................................................................................................... 11
4.2 Montaż urządzenia RT KS-1 na ramieniu robota............................................. 11
4.3 Instalacja uchwytu montażowego .................................................................... 11
4.3.1 Montaż bezpośredni na urządzeniu KS-1 ........................................................ 11
4.3.2 Instalacja kołnierza montażowego na urządzenia RT KS-1 .............................12
4.4 Montażu zespołu kabla ......................................................................................13
4.4.1 Montaż zespołu kabla (kołnierz RT) na uchwycie montażowym...................... 14
4.5 Zrobotyzowany uchwyt spawalniczy ...............................................................14
4.5.1 Montaż szyjki uchwytu ..................................................................................... 14
4.5.2 Montaż szyjki uchwytu ..................................................................................... 16
4.6 Montaż prowadnicy drutu w zespole kabla .....................................................16
4.6.1 Montaż podzielonej prowadnicy drutu (zespół kabla) ...................................... 17
4.6.2 Montaż ciągłej prowadnicy drutu (zespół kabla) .............................................. 18
4.7 Przyłącze przy szafce podajnika drutu ............................................................19
5 OBSŁUGA POCZĄTKOWA ............................................................................... 21
6 OBSŁUGA I KONSERWACJA ........................................................................... 22
7 LISTA CZĘŚCI ZAMIENNYCH ...........................................................................24
7.1 Zrobotyzowany uchwyt spawalniczy ...............................................................24
7.2 Komponenty systemu........................................................................................24
7.3 Prowadnice drutu............................................................................................... 24
8 USUWANIE USTEREK....................................................................................... 26
Dane techniczne mogą ulec zmianie bez uprzedzenia.
0463 373 001 © ESAB AB 2013

1 BEZPIECZEŃSTWO
1 BEZPIECZEŃSTWO
Użytkownicy urządzeń firmy ESAB ponoszą odpowiedzialność za stosowanie odpowiednich
środków ostrożności przez osoby używające lub znajdujące się w pobliżu tych urządzeń.
Środki ostrożności muszą spełniać wymagania stawiane tego rodzaju urządzeniom
spawalniczym. Poza standardowymi przepisami dotyczącymi miejsca pracy należy
przestrzegać następujących zaleceń.
Wszelkie prace powinny być wykonywane przez przeszkolony personel, dobrze znający
zasady działania urządzenia. Nieprawidłowa obsługa urządzenia może prowadzić do sytuacji
niebezpiecznych, a w rezultacie do obrażeń operatora oraz uszkodzenia sprzętu.
1. Każdy, kto używa urządzenia, powinien znać:
○ zasady jego obsługi
○ lokalizację wyłączników awaryjnych
○ jego działanie
○ odpowiednie środki ostrożności
○ zasady spawania i cięcia lub innego typu eksploatacji urządzenia
2. Operator powinien dopilnować, aby:
○ w momencie uruchamiania urządzenia w jego pobliżu nie było żadnych osób
nieupoważnionych
○ w chwili zajarzania łuku lub rozpoczęcia prac przy użyciu urządzenia wszystkie
osoby były odpowiednio zabezpieczone
3. Miejsce pracy powinno być:
○ odpowiednie do określonego celu
○ wolne od przeciągów
4. Sprzęt ochrony osobistej:
○ Należy zawsze stosować zalecany sprzęt ochrony osobistej, taki jak okulary
ochronne, odzież ognioodporna, rękawice ochronne
○ Nie należy nosić żadnych luźnych elementów odzieży, takich jak szaliki, bransolety,
pierścionki itp., które mogłyby o coś zahaczyć lub spowodować poparzenie
5. Ogólne środki ostrożności:
○ Upewnić się, że przewód masowy jest podłączony prawidłowo
○ Prace na urządzeniach wysokiego napięcia mogą być wykonywane wyłącznie
przez wykwalifikowanego elektryka
○ Odpowiedni sprzęt gaśniczy musi być wyraźnie oznaczony i znajdować się w
pobliżu.
○ W trakcie pracy urządzenia nie wolno przeprowadzać jego smarowania ani
konserwacji
0463 373 001
- 4 -
© ESAB AB 2013

1 BEZPIECZEŃSTWO
OSTRZEŻENIE!
Spawanie i cięcie plazmowe może stwarzać zagrożenie dla operatora i innych
osób. Podczas spawania lub cięcia należy stosować odpowiednie środki
ostrożności. Poprosić pracodawcę o przepisy BHP, które powinny być oparte na
danych producenta, dotyczących zagrożeń.
PORAŻENIE PRĄDEM ELEKTRYCZNYM – Może skutkować śmiercią
• Przeprowadzić montaż i uziemienie urządzenia spawalniczego zgodnie z
odpowiednimi normami
• Nie dotykać elementów pod napięciem ani elektrod odsłoniętą skórą, w
mokrych rękawicach lub w mokrej odzieży
• Odizolować się od ziemi i przedmiotu obrabianego
• Upewnić się, że stanowisko pracy jest bezpieczne
GAZY I OPARY – Mogą być szkodliwe dla zdrowia
• Trzymać głowę z dala od oparów
• Stosować wentylację, odprowadzanie przy łuku lub obydwa zabezpieczenia,
usuwając opary i gazy ze strefy oddychania i miejsca pracy
PROMIENIOWANIE ŁUKU – Może powodować obrażenia oczu i poparzenia
skóry
• Chronić oczy i ciało. Stosować odpowiednią maskę spawalniczą i szkła
filtrujące oraz nosić odzież ochronną
• Chronić osoby znajdujące się w pobliżu, stosując odpowiednie ekrany lub
zasłony
ZAGROŻENIE POŻAREM
• Iskry (rozpryski) mogą spowodować pożar. Dopilnować, aby w pobliżu nie
było żadnych materiałów łatwopalnych
HAŁAS – Nadmierny hałas może uszkodzić słuch
• Chronić uszy. Stosować ochraniacze uszu lub inne zabezpieczenie słuchu.
Chronić uszy. Stosować ochraniacze uszu lub inne zabezpieczenie słuchu
• Ostrzegać osoby znajdujące się w pobliżu o zagrożeniu
WADLIWE DZIAŁANIE – W razie nieprawidłowego działania poprosić o pomoc
fachowca.
Przed przystąpieniem do montażu lub eksploatacji należy przeczytać ze
zrozumieniem instrukcję obsługi.
CHROŃ SIEBIE I INNYCH!
0463 373 001
PRZESTROGA!
Przed przystąpieniem do montażu lub eksploatacji należy
przeczytać ze zrozumieniem instrukcję obsługi.
- 5 -
© ESAB AB 2013

2 GWARANCJA
2 GWARANCJA
Przed dostawą nasze produkty są dokładnie sprawdzane. Gwarantujemy, że wszystkie
produkty są wolne od wad materiału i wykonawstwa w momencie dostawy oraz że działają
zgodnie z przeznaczeniem.
Firma ESAB zapewnia gwarancję w zakresie wad materiału i wykonawstwa zgodnie z
wymaganiami prawnymi. Gwarancją tą nie są objęte materiały eksploatacyjne.
Gwarancja nie obejmuje uszkodzeń i defektów funkcjonalnych spowodowanych
• przeładowaniem, nadużyciami i nieprawidłowym wykorzystaniem produktu
• kolizjami i wypadkami
• brakiem zachowania zgodności z instrukcjami wymienionymi w tym podręczniku
• nieprawidłową instalacją lub montażem
• niewystarczającą konserwacją
• modyfikacją produktu i zmianą jego stanu początkowego
• działaniem substancji chemicznych
• zwykłym zużyciem
Firma ESAB nie przyjmuje żadnej odpowiedzialności poza wymianą lub naprawą
uszkodzonych części.
0463 373 001
- 6 -
© ESAB AB 2013
3 DANE TECHNICZNE
3 DANE TECHNICZNE
3.1 Zastosowanie
System uchwytów spawalniczych RT został stworzony do stosowania w pełni
automatycznym spawaniu MIG/MAG z użyciem robotów spawalniczych. Jego komponenty
to:
• uchwyt spawalniczy RT
• zespół kabla
• uchwyt montażowy
• mechanizm wyłączania awaryjnego lub sztywny kołnierz pośredni
Istnieje możliwość stosowania chłodzenia gazowego lub wodnego. Dostępna jest szeroka
gama uchwytów o różnych geometriach, spełniających różne potrzeby związane z procesem
spawania.
3.2 Zgodność
W zależności od typu robota do montażu systemu na ramieniu robota wymagany może być
kołnierz adaptera. Ramię robota powinno charakteryzować się dopuszczalnym obciążeniem
na poziomie co najmniej około 5 kg.
UWAGA!
Poprawne funkcjonowanie systemu wymaga poprawnego wyboru składników
systemu, odpowiadającego zadaniu spawania.
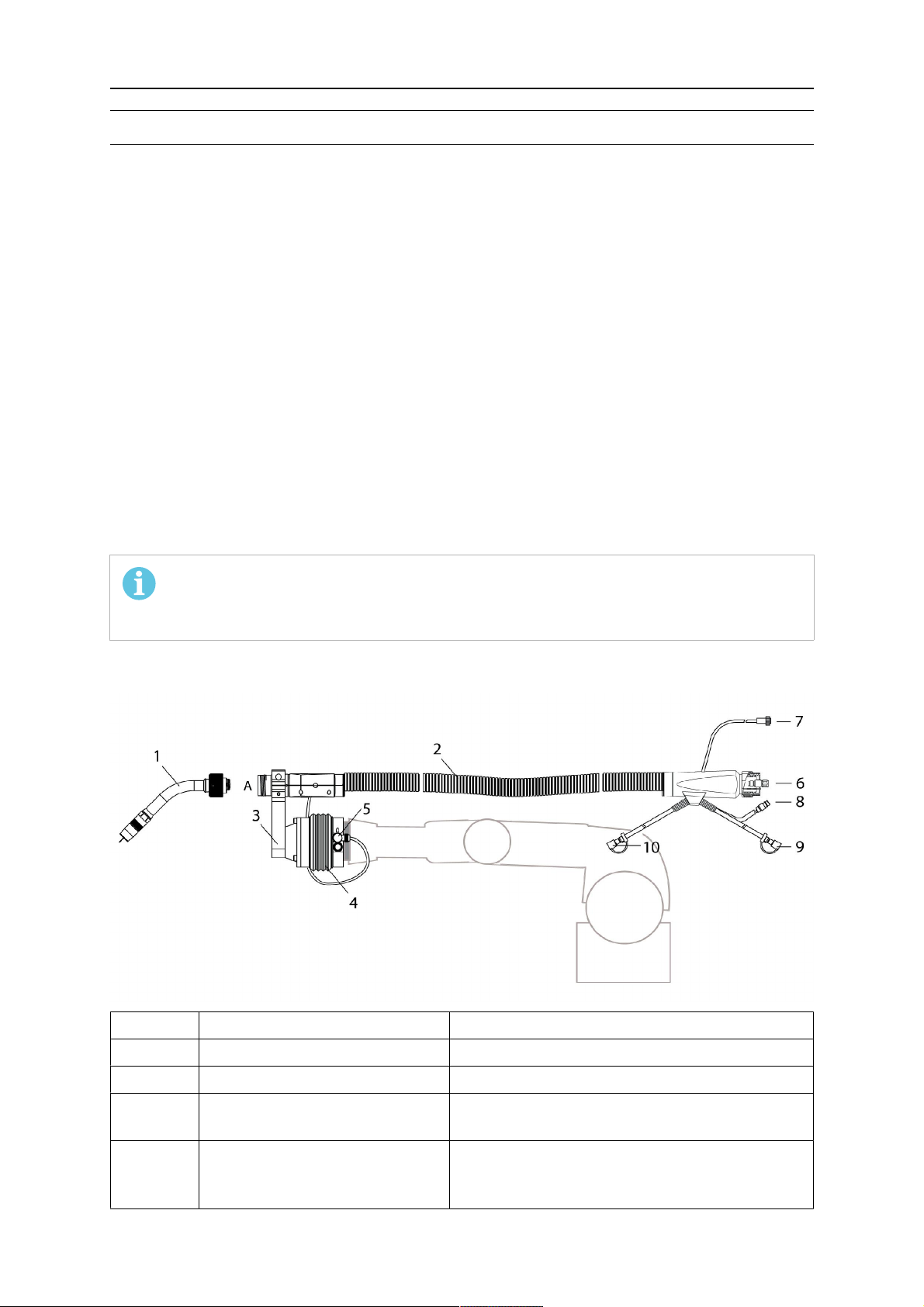
3.3 Przegląd systemu uchwytów spawalniczych RT
Element Opis Działanie
1 Uchwyt spawalniczy RT Dostępne różne wersje
A Kołnierz RT Interfejs do uchwytu spawalniczego RT
2 Zespół kabla Dostępne różne wersje, chłodzone gazem lub
wodą
3 Uchwyt montażowy Różne konstrukcje, odpowiadające szyjkom
uchwytu (na przykład uchwyt zgięty pod kątem
45°)
0463 373 001
- 7 -
© ESAB AB 2013

3 DANE TECHNICZNE
- Kołnierz montażowy
(niewidoczny)
Wymagany tylko w przypadku niektórych wersji
uchwytu montażowego (3)
(patrz sekcja „Instalacja”)
4 RT KS-1 Całkowicie mechaniczny, oparty na sprężynach
mechanizm bezpieczeństwa
Alternatywnie:
Sztywny kołnierz pośredni RT
FL-1
Sztywny kołnierz pośredni dla robotów z
elektronicznym systemem wykrywania kolizji,
może być stosowany zamiast modelu RT KS-1
(niewidoczny)
5 Wtyczka sterowania Połączenie elektryczne z urządzeniem RT
KS-1, umożliwiające przesyłanie sygnału
monitorowania kolizji
6 Złącze centralne EURO lub inne
Przyłącze podajnika drutu
złącze
7 Kabel sterowania z wtyczką
łączącą
Połączenie elektryczne sygnału
bezpieczeństwa RT KS-1 (4 przewody) i
sygnału „czujnik dyszy” (1 przewód)
8 Wąż wydmuchiwania Do czyszczenia uchwytu sprężonym
powietrzem po zakończeniu spawania
9 Wlot wody (niebieska zatyczka)
Wlot wody chłodzenia uchwytu
(tylko wersja chłodzona wodą)
10 Powrót wody (czerwona
Powrót ogrzanej wody z uchwytu
zatyczka)
(tylko wersja chłodzona wodą)
3.4 Dane techniczne
3.4.1 Obszar zastosowania
Uchwyty spawalnicze RT są przeznaczone do użytku ze zgodnymi z normą CE źródłami
prądu spawania do procesów spawania metali w gazie obojętnym (MIG), spawania metali w
gazie aktywnym (MAG) i lutowania metali w gazie obojętnym przy użyciu okrągłych drutów
komercyjnych. Nie należy stosować uchwytu do innych celów.
3.4.2 Klasa uchwytu
Szczegółowe informacje, w tym klasa i dane techniczne uchwytu można znaleźć na liście
części zamiennych dołączonej do uchwytu. Klasy te odnoszą się do kabli o długości od 1 do
5 m. Wartości klasy uchwytu i cyklu pracy dotyczą cykli 10-minutowych.
Wskazane klasy odnoszą się do standardowych przypadków zastosowania. W przypadkach
specjalnych, na przykład szczególnie wysokiego odbijania ciepła na uchwycie, uchwyt może
przegrzać się przy natężeniu prądu niższym od wskazanego. W takim przypadku należy
użyć modelu o wyższej mocy lub zredukować cykl pracy.
Zastosowanie impulsowych, łukowych źródeł prądu znacznie zmniejsza klasę urządzenia.
0463 373 001
- 8 -
© ESAB AB 2013

3 DANE TECHNICZNE
Typ prowadzenia Prowadzenie wyłącznie przez urządzenie
Waga
• Zrobotyzowany uchwyt
spawalniczy
• Zespół kabla, długość 1,2 m, G
• Zespół kabla, długość 1,2 m, W
• Uchwyt montażowy (standard)
• RT KS-1
Około
• 0,66 kg
• 2,35 kg
• 2,35 kg
• 0,43 kg
• 1,96 kg
• 0,37 kg
• RT FL-1
Temperatura otoczenia Przechowywanie -15° do 50°C (5° do 122°F)
Praca 5° do 40°C (41° do 104°F)
Zespoły kabli zgodne z klasą
• z chłodzeniem gazowym
• z chłodzeniem wodnym
Klasa/cykl pracy (gaz mieszany, cykl 10-minutowy)
500 A/60 %, 350 A/100 %
600 A / 100 %
Ciśnienie gazu wydmuchu maksymalnie 10 bar, oddzielny wąż gazu
3.4.3 Klasa napięcia
• Maksymalne dopuszczalne napięcie spawania systemu to 141 V (wartość szczytowa).
• Maksymalne dopuszczalne napięcie obwodu sterowania bezpieczeństwem wynosi 24 V,
maks. 1 A, dla przycisku 48 V i maks. 0,1 A
• Maksymalne dopuszczalne napięcie dla przycisku (zespół kabla) to 48 V, maks. 0,1 A
3.4.4 Limity obwodów chłodzenia uchwytów (tylko wersja z chłodzeniem
wodnym)
min. natężenie przepływu
wody:
min. ciśnienie wody: 2,5 bara / 36,3 PSI
maks. ciśnienie wody: 3,5 bara / 50,8 PSI
temperatura wlotu: maks. 40°C / 104°F
temperatura powrotu: maks. 60°C / 140°F
wydajność chłodzenia: min. 1000 W, zależnie od zastosowania
PRZESTROGA!
Temperatury powrotu przekraczające 60°C / 140°F mogą spowodować
uszkodzenie lub zniszczenie zespołu kabla. W chłodnicy zawsze musi znajdować
się odpowiednia ilość płynu chłodzącego, zgodnie z instrukcją obsługi chłodnicy.
W przypadku dużego obciążenia termicznego uchwytu należy stosować
chłodnicę o odpowiedniej wydajności.
Produkty firmy ESAB zostały zaprojektowane i wytworzone przy użyciu najnowszych
osiągnięć technologicznych. Są bezpieczne w użytku i niezawodne w przypadku stosowania
zgodnie z przeznaczeniem. Uchwyty RT spełniają wymagania europejskiej normy IEC
60974-7 i są oznaczone znakiem CE.
1,0 l/min / 1,1 kwarty/min
3.5 Wybór odpowiedniego uchwytu
Model uchwytu należy wybrać zgodnie z zastosowaniem. Należy wziąć pod uwagę
wymagany cykl pracy i wydajność, metodę chłodzenia i średnicę drutu. W przypadku
0463 373 001
- 9 -
© ESAB AB 2013

3 DANE TECHNICZNE
podwyższonych wymagań, wynikających na przykład z wstępnego ogrzania elementów
obrabianych, odbijania ciepła w narożach itp., czynniki te muszą zostać wzięte pod uwagę i
należy wybrać uchwyt spawalniczy o odpowiedniej rezerwie mocy.
3.6 Wybór odpowiedniego uchwytu montażowego dla szyjki
uchwytu
Uchwyty montażowe należy wybierać zawsze zgodnie z typem uchwytu i jego geometrią.
Możliwe jest zastosowanie różnych typów uchwytów. Ważny jest wybór odpowiedniego
uchwytu.
3.7 Warunki przeznaczenia
1. Produkt jest przeznaczony do użytku przemysłowego i komercyjnego. Powinien być
używany wyłącznie przez przeszkolony personel. Producent nie jest odpowiedzialny za
żadne szkody i wypadki wynikające z nieprawidłowego użytkowania.
2. System RT może być używany wyłącznie do celów, do których jest przeznaczony,
zgodnie z jego danymi technicznymi oraz przy użyciu zautomatyzowanych systemów
obsługi. Należy wybrać typ uchwytu zgodny z danym zadaniem spawania. Pod uwagę
należy wziąć maksymalny wymagany cykl pracy, obciążenie, typ chłodzenia, typ
prowadzenia oraz średnicę drutu. W przypadku podwyższonych wymagań, wynikających
na przykład z wstępnego ogrzania elementów obrabianych, odbijania ciepła w narożach
itp., należy wybrać uchwyt o odpowiedniej rezerwie wydajności.
3. System RT został zaprojektowany do użytku jako kompletny system. Nie dopuszcza się
uzupełniania systemu o komponenty innych producentów.
4. System RT może być instalowany, obsługiwany i serwisowany jedynie przez wyszkolony
personel. Należy przestrzegać instrukcji instalacji, obsługi i konserwacji opisanych w
niniejszym podręczniku.
5. Produkt należy przechowywać w warunkach suchych. Musi być chroniony przed wilgocią
podczas transportu, przechowywania i użytkowania.
6. System został zaprojektowany do użytku przy temperaturze otoczenia w zakresie od 5°
do 40°C (41 do 104°F). W przypadku przekroczenia tych limitów wymagane jest podjęcie
konkretnych działań. W przypadku ryzyka zamrożenia należy zastosować odpowiednie
chłodziwo.
0463 373 001
- 10 -
© ESAB AB 2013

4 INSTALACJA
4 INSTALACJA
4.1 Przygotowanie
NIEBEZPIECZEŃSTWO!
Dla własnego bezpieczeństwa, przed rozpoczęciem prac konserwacyjnych w
zasięgu ruchu robota należy upewnić się, że wszystkie podjęte środki
bezpieczeństwa pozostaną w mocy podczas pobytu w obszarze zagrożenia.
Należy skonsultować się z rozdziałem „Instrukcje bezpieczeństwa” na początku
tego podręcznika.
Należy ściśle przestrzegać poniższych instrukcji montażu. Podczas montażu należy zwracać
uwagę, aby nie uszkodzić kabli. Może to prowadzić to zwarcia i uszkodzenia elementów
elektronicznych robota lub uchwytu spawalniczego.
W celu uzyskania najlepszej powtarzalności i stabilności systemu należy używać jedynie
oryginalnych komponentów firmy ESAB, zaprojektowanych specjalnie do tego celu. Jedynie
to może zagwarantować poprawne działanie całego systemu uchwytów spawalniczych.
4.2 Montaż urządzenia RT KS-1 na ramieniu robota
Podczas instalacji urządzenia RT KS-1 na ramieniu robota należy stosować się do osobnych
instrukcji instalacji i obsługi mechanizmu bezpieczeństwa RT KS-1.
4.3 Instalacja uchwytu montażowego
Dostępne są różne uchwyty montażowe do montażu uchwytu RT. W zależności od
konstrukcji uchwytu może on zostać przymocowany bezpośrednio lub przy użyciu kołnierza
montażowego (a) na powierzchni montażowej (b) mechanizmu bezpieczeństwa RT KS-1 lub,
jeśli to konieczne, kołnierza pośredniego RT FL-1.
Możliwe jest podłączanie jedynie uchwytów montażowych o wzorze otworów zgodnym z
powierzchnią montażową.
4.3.1 Montaż bezpośredni na urządzeniu KS-1
1. Jeśli to konieczne, ostrożnie wcisnąć cylindryczne sworznie (1) do odpowiadających im
otworów uchwytu. Unikać tworzenia zadziorów. Sworznie (Ø4×20) powinny wystawać na
około 5 mm.
2. Umieścić uchwyt na mechanizmie bezpieczeństwa KS-1 i ostrożnie wsunąć cylindryczne
sworznie (1) do odpowiednich otworów. Podczas tego działania należy uwzględnić
późniejszą pozycję uchwytu. Potencjalnie możliwe mogą być 2 pozycje montażowe.
0463 373 001
- 11 -
© ESAB AB 2013

4 INSTALACJA
3. Następnie równomiernie przykręcić uchwyt przy użyciu dołączonych śrub cylindrycznych
(M6x20) z gniazdem sześciokątnym (2). Dodatkowe informacje można znaleźć w
instrukcji montażu i obsługi urządzenia RT KS-1, rozdział „Instalacja uchwytu
montażowego”.
UWAGA!
Maksymalny moment dokręcenia śruby cylindrycznej to 7 Nm, a kategoria
klasy właściwości to 8,8.
Widok z boku
4.3.2 Instalacja kołnierza montażowego na urządzenia RT KS-1
Uchwyty montażowe z zaciskiem centralnym mogą być mocowane tylko na czopie kołnierza
montażowego. Wymaga to uprzedniego zamocowania kołnierza montażowego.
1. Jeśli to potrzebne, ostrożnie wcisnąć cylindryczne sworznie (1) do odpowiadających im
otworów kołnierza montażowego. Unikać tworzenia zadziorów. Sworznie (Ø4×14)
powinny wystawać na około 5 mm.
2. Umieścić uchwyt na mechanizmie bezpieczeństwa RT KS-1 i ostrożnie wsunąć
cylindryczne sworznie (1) do odpowiednich otworów. Podczas tego działania należy
uwzględnić późniejszą pozycję uchwytu. Potencjalnie możliwe mogą być 2 pozycje
montażowe.
3. Następnie równomiernie przykręcić kołnierz montażowy przy użyciu dołączonych śrub
cylindrycznych (M6x16) z gniazdem sześciokątnym (2). Dodatkowe informacje można
znaleźć w instrukcji montażu i obsługi urządzenia RT KS-1, rozdział „Instalacja uchwytu
montażowego”.
UWAGA!
Maksymalny moment dokręcenia śrub cylindrycznych (M6x16) to 7,1 Nm, a
kategoria klasy właściwości to 8,8.
4. Wykręcić osiową śrubę cylindryczną (M8x16) z gniazdem sześciokątnym (4) z kołnierza
montażowego razem z podkładką 9 mm (3).
0463 373 001
- 12 -
© ESAB AB 2013

4 INSTALACJA
Widok z góry
5. Umieścić uchwyt montażowy (5) na czopie (6) kołnierza montażowego, uważając, by
zachować dokładne wyrównanie wpustu przesuwnego (7) i odpowiadającego mu rowka
(7a).
6. Wsunąć trzpień zaciskowy (8) do poziomego otworu (patrz ilustracja) i umieścić go tak,
aby powierzchnie współpracujące (9a) trzpienia znalazły się na powierzchni
współpracującej (9) czopa.
7. Następnie zamocować trzpień zaciskowy z drugiej strony przy użyciu śruby
cylindrycznej (M6×30) z gniazdem sześciokątnym (10) i podkładki Ø22×6,4 mm (10a).
8. Następnie przykręcić osiową śrubę cylindryczną (4) z podkładką (3) do kołnierza
montażowego i mocno ją dokręcić.
4.4 Montażu zespołu kabla
Długość i konstrukcja zespołu kabla musi być zgodna z jego przeznaczeniem. Typy
chłodzenia uchwytu spawalniczego i zespołu kabla muszą być identyczne (odpowiednio
chłodzenie gazowe lub wodne). W celu zapobieżenia uszkodzeniom systemu uchwytu i
innych komponentów, konieczne jest stosowanie się do poniższych instrukcji.
0463 373 001
- 13 -
© ESAB AB 2013
4 INSTALACJA
PRZESTROGA!
• Należy koordynować długość i konstrukcję zespołu kabla, tak aby
odpowiadały zakresowi działań robota.
• Nie zginać, nie ściskać ani nie rozciągać zespołu kabla.
• Zamontować zespół kabla tak, aby możliwe było swobodne poruszanie nim i
by zapobiec jego splątaniu.
• Wszelkie dodatkowe zainstalowane pojemniki, takie jak wyrównywacz, nie
mogą miażdżyć ani wyginać zespołu kabla.
• Należy unikać gwałtownych obrotów, które mogą spowodować splątanie
zespołu kabla.
• Należy unikać ocierania o robota i inne obiekty.
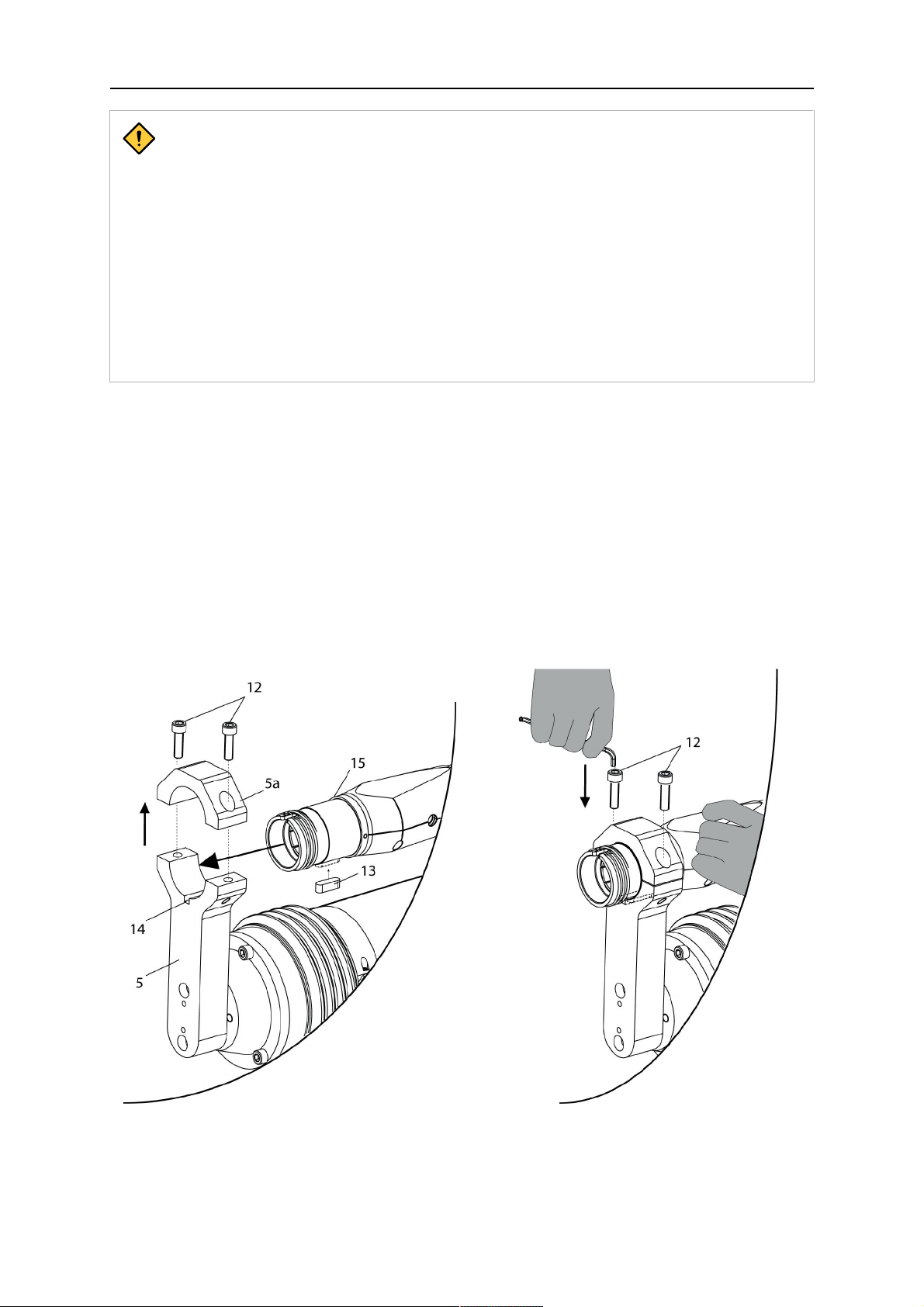
4.4.1 Montaż zespołu kabla (kołnierz RT) na uchwycie montażowym
Przednia część zespołu kabla jest mocowana bezpośrednio na uchwycie montażowym.
1. Odkręcić śruby cylindryczne (12) i podnieść górną część (5a) uchwytu montażowego.
2. Wstawić wpust przesuwny (13) od dołu do otworu w kołnierzu RT (zespół kabla).
3. Wyrównać kołnierz RT, w tym wpust przesuwny (13) z rowkiem (14) na uchwycie
montażowym i wepchnąć go do rowka do oporu (15).
4. Przytrzymać zespół kabla w tym położeniu i równocześnie umieścić górną część (5a)
ponownie na uchwycie montażowym. Wkręcić obie śruby cylindryczne (12) luźno na tę
samą długość, a następnie dokręcić je naprzemiennie. Górna część (5a) uchwytu
powinna charakteryzować się równym odstępem od części dolnej (patrz ilustracja
poniżej).
4.5 Zrobotyzowany uchwyt spawalniczy
4.5.1 Montaż szyjki uchwytu
Uchwyt zawsze powinien być zamontowany zgodnie z średnicą i materiałem drutu.
0463 373 001
- 14 -
© ESAB AB 2013

4 INSTALACJA
1. W tym celu należy wybrać odpowiednią prowadnicę drutu, końcówkę stykową, uchwyt
dyszy, uchwyt gazu, dyfuzor gazu i osłonę rozprysków. Dokładny przegląd i lista
alternatywnych elementów wyposażenia dla różnych modeli uchwytów znajduje się na
liście części zamiennych uchwytu. Należy stosować wyłącznie oryginalne części firmy
ESAB, jako że tylko one gwarantują dokładność montażu.
2. Dokładnie dokręcić uchwyt dyszy i końcówkę stykową przy użyciu odpowiedniego
narzędzia, na przykład dołączonego klucza francuskiego.
3. W przypadku korzystania z podzielonej prowadnicy drutu, usunąć złączkę prowadnicy z
pierścieniem o-ring (16) zamontowaną na kołnierzu, jeśli to konieczne (patrz ilustracja
pod sekcją „Montaż/usuwanie prowadnicy drutu na szyjce uchwytu w przypadku stałego
prowadzenia drutu”)
PRZESTROGA!
Przed rozpoczęciem spawania należy w pełni wyposażyć uchwyt, zwłaszcza
zamontować dyfuzor gazu i/lub osłonę rozprysków, a także zainstalować
wszystkie wymagane izolatory, zgodnie z listą części zamiennych. Spawanie
bez tych elementów może spowodować natychmiastowe zniszczenie
uchwytu.
Montaż lub wymiana prowadnicy drutu na szyjce uchwytu w przypadku oddzielnego
prowadzenia drutu
Prowadnicę drutu należy wybierać tak, by odpowiadała materiałowi i średnicy drutu
spawalniczego. (Patrz lista części zamiennych)
1. Odkręcić nakrętkę tulejową i zdjąć szyjkę uchwytu.
2. Jeśli dotyczy, poluzować połączenie śrubowe złączki i wyciągnąć wyłożenie szyjki
(prowadnicę drutu) z szyjki uchwytu, od tyłu.
3. Wyjąć dyszę gazu i końcówkę stykową z uchwytu.
4. Przedmuchać szyjkę uchwytu sprężonym powietrzem.
5. Wsunąć nowe wyłożenie szyjki do szyjki uchwytu, od tyłu, i przymocować je przy użyciu
złączki. Przyciąć prowadnicę drutu przy uchwycie końcówki.
6. W celu określenia występu gwintu końcówki stykowej, poluzować złączkę i ponownie
odciągnąć wyłożenie, a następnie wkręcić końcówkę stykową.
7. Włożyć wyłożenie szyjki ponownie do uchwytu do momentu zetknięcia z końcówką
stykową. Teraz zmierzyć pozostały odcinek, który musi zostać odcięty z wyłożenia.
8. Następnie ponownie wyjąć wyłożenie szyjki i odciąć przednią końcówkę zmierzonego
dodatkowego odcinka. Jeśli to konieczne, spiłować krawędzie z zadziorami.
9. Ponownie wsunąć skrócone wyłożenie szyjki do szyjki uchwytu, od tyłu, i przykręcić je
przy użyciu złączki. Ponownie zamontować lub przykręcić dyszę gazu.
10. Sprawdzić uszczelki o-ring na kołnierzu szyjki uchwytu pod kątem uszkodzeń i zużycia,
wymienić je w razie potrzeby.
11. Zamontować szyjkę uchwytu zgodnie z opisem w sekcji „Montaż szyjki uchwytu”. Nie
używać narzędzi do dokręcenia nakrętki tulejkowej!
Montaż/usuwanie prowadnicy drutu na szyjce uchwytu w przypadku ciągłego
prowadzenia drutu
Ciągła prowadnica drutu, sięgająca od centralnego połączenia zespołu kabla do końcówki
stykowej uchwytu, może zostać zainstalowana jako alternatywa dla oddzielnej prowadnicy
drutu. W takim przypadku stosuje się opis w sekcji „Montaż prowadnicy drutu w zespole
kabla”. W tym celu należy zamocować w szyjce uchwytu złączkę prowadnicy, w tym
uszczelkę o-ring (16).
0463 373 001
- 15 -
© ESAB AB 2013

4 INSTALACJA
4.5.2 Montaż szyjki uchwytu
Przed rozpoczęciem montażu sprawdzić uszczelki o-ring na kołnierzu szyjki uchwytu pod
kątem uszkodzeń i wymienić je, jeśli to konieczne. Brak i awarie uszczelek o-ring prowadzą
do przecieków gazu osłonowego i chłodziwa. W zależności od prowadnicy drutu konieczny
może być montaż szyjki uchwytu zgodnie z opisem w sekcji „Montaż szyjki uchwytu”, także
zespołu kabla, zgodnie z opisem w sekcji „Montaż podzielonej prowadnicy drutu (zespół
kabla)”.
1. Umieścić szyjki uchwytów w sposób przedstawiony poniżej i dokręcić ręcznie nakrętkę
tulejkową, w kierunku zgodnym z ruchem wskazówek zegara. Nie używać narzędzi!
2. Poprawność umiejscowienia uchwytu na kołnierzu RT zespołu kabla można sprawdzić
przy użyciu okienka (11). W przypadku prawidłowego zamontowania uchwytu w okienku
(11) nie powinien być widoczny żaden odstęp.
4.6 Montaż prowadnicy drutu w zespole kabla
Prowadnicę drutu należy wsunąć od tyłu przez zespół kabla. Należy wybrać poprawne
wyłożenie, odpowiadające zastosowanemu materiałowi wypełniającemu i średnicy drutu.
Jedynie zastosowanie oryginalnych prowadnic drutu firmy ESAB gwarantuje poprawne
funkcjonowanie całego systemu. Istnieje możliwość zastosowania ciągłej prowadnicy drutu z
zespołu kabla do końcówki stykowej lub podzielonej prowadnicy drutu (dodatkowa szyjka
uchwytu, dodatkowy zespół kabla).
0463 373 001
- 16 -
© ESAB AB 2013

4 INSTALACJA
4.6.1 Montaż podzielonej prowadnicy drutu (zespół kabla)
Montaż wyłożenia stalowego
Prowadnicę drutu należy wsunąć od tyłu przez zespół kabla, tak aby dosięgła kołnierza RT.
Poprawne obliczenie długości (na przykład złącza centralnego Euro) wymaga postępowania
zgodnie z następującą procedurą:
1. Zainstalować złączkę prowadnicy z zatrzymaniem (E) w otworze środkowym kołnierza
RT.
2. Usunąć nakrętkę tulejkową (D) ze złącza Euro.
3. Wsunąć wyłożenie przez połączenie centralne i wepchnąć je do oporu do złączki
prowadnicy (E), lekko naciskając.
PRZESTROGA!
Upewnić się, że prowadnica została wsunięta aż do zatrzymania w przedniej
części. W tym celu należy obrócić prowadnicę drutu i ponownie popchnąć ją
delikatnie do przodu.
4. Teraz zmierzyć zbyt długi odcinek, który musi zostać odcięty od wyłożenia.
5. Następnie ponownie wyjąć wyłożenie i odciąć przednią końcówkę zmierzonego
nadmiarowego odcinka. Jeśli to konieczne, spiłować krawędzie z zadziorami. Upewnić
się, obcięta końcówka drutu nie zasłania wewnętrznego otworu wyłożenia.
6. Ponownie zamontować prowadnicę drutu i nakrętkę tulejkową (D).
Montaż wyłożenia plastikowego
1. Zainstalować złączkę prowadnicy z zatrzymaniem (E) w otworze środkowym kołnierza
RT.
2. Usunąć nakrętkę tulejkową (D) ze złącza Euro.
3. Równo odciąć przednią część wyłożenia i spiłować krawędzie (na przykład przy użyciu
temperówki do ołówków).
4. Wsunąć wyłożenie (E) przez centralne złącze do zespołu kabla, do oporu. W przypadku
utknięcia obrócić wyłożenie, aby je uwolnić i ułatwić montaż. Uwaga! Upewnić się, że
wyłożenie zostało całkowicie wsunięte, obracając je i delikatnie popychając do przodu,
aż do wyczucia oporu.
5. Zamontować złączkę (B) i uszczelkę o-ring (C), przesunąć ją w odpowiednie położenie i
zamocować przy użyciu nakrętki tulejkowej (D) centralnego złącza Euro.
6. Zmierzyć zachodzenie wymagane wewnątrz szafki podajnika drutu i odpowiednio
przyciąć wyłożenie.
0463 373 001
- 17 -
© ESAB AB 2013

4 INSTALACJA
4.6.2 Montaż ciągłej prowadnicy drutu (zespół kabla)
Montaż wyłożenia stalowego
Prowadnicę drutu należy wsunąć od tyłu przez zespół kabla, tak aby dosięgła końcówki
stykowej. Poprawne obliczenie długości (na przykład złącza centralnego Euro) wymaga
postępowania zgodnie z następującą procedurą:
1. Zamontować uchwyt (patrz sekcja „Montaż szyjki uchwytu”).
2. Wyjąć dyszę gazu i końcówkę stykową z uchwytu.
3. Usunąć nakrętkę tulejkową (D) ze złącza Euro.
4. Wepchnąć wyłożenie do centralnego połączenia i zamocować je przy użyciu nakrętki
tulejkowej.
5. Odciąć nadmiar wyłożenia przy uchwycie dyszy. W celu określenia występu gwintu
końcówki stykowej, odciągnąć wyłożenie do tyłu i wkręcić końcówkę stykową.
6. Wepchnąć wyłożenie do oporu do końcówki stykowej, lekko naciskając wyłożenie, a
następnie zmierzyć odcinek do skrócenia w tylnej części.
7. Następnie ponownie wyjąć wyłożenie i odciąć przednią końcówkę zmierzonego
nadmiarowego odcinka. Jeśli to konieczne, spiłować krawędzie z zadziorami. Upewnić
się, obcięta końcówka drutu nie zasłania wewnętrznego otworu wyłożenia.
8. Po odcięciu przedniej części należy usunąć izolację wyłożenia, tak aby izolacja
wystawała z kołnierza RT na około 5 cm. W tym celu należy chwilowo usunąć szyjkę
uchwytu.
9. Ponownie wepchnąć wyłożenie i zamocować je przy użyciu nakrętki tulejkowej (D).
Ponownie zamontować dyszę gazową.
Montaż wyłożenia plastikowego
1. Zamontować szyjkę uchwytu (patrz sekcja „Montaż szyjki uchwytu”) i wyposażyć ją w
dyszę gazu i końcówkę stykową.
2. Usunąć nakrętkę tulejkową (D) ze złącza Euro.
3. Odciąć równo wyłożenie, lekko odłamać krawędzie zewnętrzne i nieznacznie zaostrzyć
(na przykład przy użyciu temperówki do ołówków).
4. Wsunąć wyłożenie przez centralne złącze do zespołu kabla z zamontowanym uchwytem.
W przypadku utknięcia obrócić wyłożenie, aby je uwolnić i ułatwić montaż. Uwaga!
Upewnić się, że wyłożenie zostało całkowicie wsunięte, obracając je i delikatnie
popychając do przodu, aż do wyczucia oporu.
0463 373 001
- 18 -
© ESAB AB 2013

4 INSTALACJA
5. Zamontować złączkę (B) i uszczelkę o-ring (C), przesunąć ją w odpowiednie położenie i
zamocować przy użyciu nakrętki tulejkowej (D) centralnego złącza Euro.
6. Zmierzyć zachodzenie wymagane wewnątrz szafki podajnika drutu i odpowiednio
przyciąć wyłożenie.
4.7 Przyłącze przy szafce podajnika drutu
W celu umożliwienia utworzenia połączenia konieczne jest zamontowanie zespołu kabla w
sposób opisany w sekcji „Montaż zespołu kabla” i wyposażenie go zgodnie z sekcją „Montaż
prowadnicy drutu w zespole kabla”. Tylko po spełnieniu tych warunków możliwe jest
połączenie elementu centralnego i mediów. Należy postępować w sposób opisany poniżej:
1. Podłączyć złącze centralne zespołu kabla do gniazda szafki podajnika drutu. Dokręcić
ręcznie nakrętkę tulejkową złącza centralnego. Nie używać narzędzi!
2. W przypadku systemów z chłodzeniem wodnym podłączyć węże wodne do obwodu
chłodzenia. Niebieską końcówkę węża należy podłączyć do wylotu wody, a czerwoną do
jej powrotu.
3. Podłączyć przewód wydmuchiwania do odpowiedniego połączenia szafki podajnika
drutu.
4. Podłączyć wtyczkę linii sterowania do szafki podajnika drutu.
0463 373 001
- 19 -
© ESAB AB 2013

4 INSTALACJA
UWAGA!
Wszystkie węże i linia sterowania muszą zostać zainstalowane tak, by nie było
możliwe ich wygięcie lub uszkodzenie!
0463 373 001
- 20 -
© ESAB AB 2013

5 OBSŁUGA POCZĄTKOWA
5 OBSŁUGA POCZĄTKOWA
PRZESTROGA!
Przed uruchomieniem systemu należy sprawdzić całą instalację zgodnie z
instrukcjami producenta i obowiązującymi przepisami bezpieczeństwa.
Sprawdzić następujące elementy i upewnić się, że system został zainstalowany poprawnie:
1. Czy wszystkie części zostały bezpiecznie zamontowane (uchwyt, uchwyt montażowy,
zespół kabla, mechanizm bezpieczeństwa RT KS-1 lub sztywny kołnierz pośredni RT
FL-1 i podajnik drutu)?
2. Czy wszystkie węże mediów są połączone poprawnie i chronione przed uszkodzeniem?
3. Czy centralne złącze Euro lub złącze bezpośrednie zostało poprawnie zamontowane?
4. Czy zespół kabla ma odpowiednią długość i odpowiada danej instalacji? Kabla nie wolno
mocno zginać, należy także wyeliminować ryzyko zaczepienia kabla o inny obiekt.
5. Czy obwód bezpieczeństwa urządzenia RT KS-1 został zamontowany i działa
poprawnie? (przesunąć uchwyt ręcznie, aby go przetestować).
6. Czy uchwyt został zamontowany poprawnie i jest w pełni wyposażony?
7. Czy prowadnica drutu została zainstalowana poprawnie i zgodnie z instrukcją?
8. Czy wszystkie linie i przewody zostały ułożone tak, by wyeliminować ryzyko ich
uszkodzenia lub wygięcia?
Przed rozpoczęciem procesu spawania podjąć odpowiednie środki bezpieczeństwa!
Przebieg drutu można teraz uruchomić przy użyciu przycisku przebiegu drutu (2a), patrz
sekcja „Przegląd systemu uchwytu spawalniczego RT” lub systemu przebiegu drutu szafki
podajnika drutu.
0463 373 001
- 21 -
© ESAB AB 2013

6 OBSŁUGA I KONSERWACJA
6 OBSŁUGA I KONSERWACJA
NIEBEZPIECZEŃSTWO!
• Przed przeprowadzeniem konserwacji systemu należy wyłączyć zasilanie
główne instalacji. Należy zwrócić uwagę na regulacje bezpieczeństwa
znajdujące się na początku niniejszego podręcznika!
• Zabronione jest używanie uszkodzonych uchwytów i zespołów kabli! Znane
awarie muszą zostać naprawione przez wykwalifikowany personel przed
kontynuowaniem użytkowania urządzenia.
• W celu uniknięcia uszkodzenia systemu i obrażeń ciała należy przestrzegać
następujących zaleceń: Naprawy mechanizmu bezpieczeństwa RT KS-1
może przeprowadzać jedynie firma ESAB!
NIEBEZPIECZEŃSTWO!
Ryzyko oparzeń
Dysza gazu i głowica uchwytu mogą rozgrzać się do wysokiej temperatury
podczas spawania. Przed rozpoczęciem konserwacji urządzenia należy
odczekać na ochłodzenie uchwytu!
W celu zapewnienia bezawaryjnej pracy i długiego czasu eksploatacji urządzenia konieczna
jest regularna kontrola i obsługa uchwytu oraz zespołu kabla.
Czyszczenie i konserwację należy przeprowadzić najpóźniej w przypadku zauważenia
pogarszania się wydajności spawania.
1. Przed każdym rozpoczęciem użytkowania należy sprawdzić uchwyt i zespół kabla pod
kątem uszkodzeń. Uszkodzenia muszą zostać naprawione przez wykwalifikowany
personel przed kontynuowaniem użytkowania urządzenia. Jest to szczególnie istotne w
przypadku uszkodzeń izolacji elektrycznej uchwytu lub kabla.
2. Zużyte i uszkodzone elementy uchwytu muszą zostać natychmiast wymienione na
oryginalne części zamienne i materiały eksploatacyjne.
3. Końcówkę stykową należy wymienić w przypadku nawiercenia otworu wewnętrznego lub
wystąpienia problemów z zapłonem.
4. W przypadku problemów z podawaniem drutu należy wymienić końcówkę stykową i
wypełnienie. Należy zwrócić uwagę na poprawność instalacji nowego wypełnienia i
dopasowanie go do długości kabla.
5. Podczas wymiany wypełnienia lub częściej, jeśli to konieczne, przedmuchać przewód
prowadnicy wypełnienia uchwytu sprężonym powietrzem, aby usunąć pył i drobiny drutu.
6. Zdecydowanie zaleca się stosowanie wysokiej jakości sprayu zapobiegającego
rozpryskom, na przykład płynu RT, jako że znacznie zwiększa to trwałość materiałów
eksploatacyjnych.
7. Końcówkę stykową i dyszę gazu należy wyczyścić w momencie zauważenia
pozostałości rozprysków. Należy unikać tworzenia się połączeń rozprysków między
końcówką stykową i dyszą gazu, jako że może prowadzić to do uszkodzenia uchwytu.
8. Należy regularnie czyścić wnętrze dyszy gazu, aby zapobiec wpływowi przyczepionych
rozprysków na przepływ gazu.
9. Należy upewnić się, że chłodziwo jest przezroczyste i wymienić je, jeśli to konieczne.
Zanieczyszczenia chłodziwa mogą blokować kanały wodne uchwytu.
Do systemu uchwytów spawalniczych RT stosują się poniższe częstotliwości serwisu:
Codziennie:
0463 373 001
- 22 -
© ESAB AB 2013

6 OBSŁUGA I KONSERWACJA
• Wizualna kontrola uszkodzeń, takich jak wygięcia i pęknięcia.
• Sprawdzić poprawność położenia zespołu kabla, który nie powinien być zbytnio napięty
ani ściśnięty.
• Sprawdzić połączenia mediów pod kątem przecieków.
Co miesiąc lub częściej w przypadku częstej eksploatacji:
• Przedmuchać kanał prowadnicy drutu sprężonym powietrzem (zdjąć końcówkę stykową i
prowadnicę drutu).
• Upewnić się, że wszystkie śruby są dokręcone.
• W razie potrzeby: Zbadać wszystkie połączenia i węże pod kątem uszkodzeń.
0463 373 001
- 23 -
© ESAB AB 2013

7 LISTA CZĘŚCI ZAMIENNYCH
7 LISTA CZĘŚCI ZAMIENNYCH
7.1 Zrobotyzowany uchwyt spawalniczy
Na liście części zamiennych danego uchwytu RT można znaleźć wykaz odpowiednich części
zamiennych i eksploatacyjnych. Należy stosować wyłącznie oryginalne części firmy ESAB,
jako że tylko one gwarantują dokładność montażu.
7.2 Komponenty systemu
Element Nr części Oznaczenie
4 700300434 Pełny mechanizm bezpieczeństwa RT KS-1
17 na życzenie Osłona gumowa mechanizmu bezpieczeństwa KS-1
E na życzenie Mocowanie z ogranicznikiem
18 na życzenie Pokrywa złącza, czerwona
19 na życzenie Pokrywa złącza, niebieska
20 na życzenie Szybkozłącze (wodne)
21 na życzenie Szybkozłącze 6 mm (gazowe)
22 na życzenie Uszczelka o-ring 4,0x1,0 mm (gazowa)
23 na życzenie Uszczelka o-ring 4,0x1,0 mm (gazowa)
24 na życzenie Nakrętka M10x1
7.3 Prowadnice drutu
Należy wybrać prowadnicę drutu odpowiednią dla danej średnicy drutu i materiału. Należy
stosować wyłącznie oryginalne części firmy ESAB, jako że tylko one gwarantują poprawne
działanie.
0463 373 001
- 24 -
© ESAB AB 2013

7 LISTA CZĘŚCI ZAMIENNYCH
Element Nr części Oznaczenie
A (do drutu
stalowego)
B (do drutu
aluminiowego i ze
stali nierdzewnej)
D (do drutu
aluminiowego i ze
stali nierdzewnej)
700300498 Wyłożenie niebieskie 1,50 m, drut 0,8-1,0 mm
700300499 Wyłożenie niebieskie 1,70m, drut 0,8-1,0 mm
700300500 Wyłożenie niebieskie 2,00m, drut 0,8-1,0 mm
700300322 Wyłożenie niebieskie 3,50 m, drut 0,8-1,0 mm
700300501 Wyłożenie czerwone 1,50 m, drut 1,0-1,2 mm
700300502 Wyłożenie czerwone 1,70m, drut 1,0-1,2 mm
700300503 Wyłożenie czerwone 2,00m, drut 1,0-1,2 mm
700300507 Wyłożenie czerwone 2,50m, drut 1,0-1,2 mm
700300508 Wyłożenie czerwone 3,50m, drut 1,0-1,2 mm
700300504 Wyłożenie żółte 1,50 m, drut 1,2-1,6 mm
700300505 Wyłożenie żółte 1,70m, drut 1,2-1,6 mm
700300506 Wyłożenie żółte 2,00m, drut 1,2-1,6 mm
700300320 Wyłożenie PTFE 3,50 m, drut 1,0-1,2 mm
700300321 Wyłożenie PA 3,50 m, drut 1,0-1,2 mm
700300468 Wyłożenie szyjki brązowe 217 mm, drut 1,2-1,6 mm
700300469 Wyłożenie szyjki stalowe 217 mm, drut 0,8-1,2 mm
D (do drutu
stalowego)
700300470 Wyłożenie szyjki stalowe 217 mm, drut 1,2-1,6 mm
700300472 Wyłożenie szyjki brązowe 217 mm, drut 0,8-1,0 mm
E 700300473 Mocowanie z ogranicznikiem rozmiaru 4,0-4,7 mm
0463 373 001
- 25 -
© ESAB AB 2013

8 USUWANIE USTEREK
8 USUWANIE USTEREK
Usterka Możliwa przyczyna Działanie
Brak
podawania
drutu
Czy wyprostowano drut spawalniczy
przed włożeniem go do zespołu
kabla?
Czy uchwyt RT i zespół kabla
zostały poprawnie wyposażone,
zgodnie ze średnicą i materiałem
drutu?
Tylko w przypadku używania
podzielonej prowadnicy drutu: Czy
prowadnica drutu została włożona
poprawnie do zespołu kabla?
Czy końcówka stykowa jest
zablokowana drobinami drutu lub
prowadnica drutu jest zużyta, czy
brud i drobiny przeszkadzają w
podawaniu drutu?
Jeśli to konieczne, wyciągnąć
ponownie drut spawalniczy, odciąć i
spiłować jego końcówkę oraz
wyprostować pierwsze 10 cm drutu.
Następnie ostrożnie przeciągnąć go
ponownie przez zespół kabla.
Sprawdzić prowadnicę drutu (zespół
kabla i szyjkę uchwytu) oraz
końcówkę stykową.
Wyciągnąć nieco prowadnicę drutu
ze złącza Euro. Podczas wkładania
kabla odczuwalne powinno być
wsuwanie ostatniego centymetra do
złączki prowadnicy w interfejsie
uchwytu. W przeciwnym wypadku
prowadnica drutu może być zbyt
krótka lub nie została włożona do
końca.
Wymienić końcówkę stykową i/lub
prowadnicę drutu, przedmuchać
szyjkę uchwytu, kanał prowadnicy
drutu i prowadnicę drutu sprężonym
powietrzem.
Uchwyt
zbytnio się
rozgrzewa
Nie dokręcono poprawnie końcówki
stykowej lub uchwytu styku.
System chłodzenia nie działa
poprawnie.
System chłodzenia nie został
poprawnie podłączony.
Użyć odpowiedniego narzędzia do
dokręcania ręcznego.
Sprawdzić przepływ wody, poziom
wypełnienia i czystość.
Sprawdzić połączenia (wlot i powrót
wody).
Nadmierne obciążenie uchwytu. Przestrzegać danych technicznych.
Jeśli to konieczne, wybrać inny typ.
Awaria zespołu kabla. Sprawdzić kable, przewody i
przyłącza.
0463 373 001
- 26 -
© ESAB AB 2013

8 USUWANIE USTEREK
Problemy z
podawaniem
drutu
Podawanie
drutu
zatrzymuje się
podczas
spawania
Zużyta końcówka stykowa. Wymienić końcówkę stykową.
Wyłożenie jest zużyte/brudne. Sprawdzić wyłożenie, przedmuchać
je, wymienić w razie konieczności.
Używane materiały eksploatacyjne
Sprawdzić listę części zamiennych.
nie są zgodne z daną średnicą lub
materiałem drutu.
Nieprawidłowa konfiguracja
podajnika drutu.
Zespół kabla jest wygięty, rozłożony
na zbyt małym promieniu lub
splątany.
Sprawdzić rolki podawania drutu,
ciśnienie stykowe i hamulec szpuli.
Sprawdzić zespół kabla pod kątem
uszkodzeń. Czy wyłożenie można
łatwo włożyć? Zamontować zgodnie
z instrukcją (patrz sekcja „Montaż
zespołu kabla”).
Drut jest zanieczyszczony. Użyć filcu czyszczącego.
Pusta szpula drutu? Sprawdzić ilość drutu spawalniczego
na szpuli podajnika drutu.
Czy drut jest zablokowany w zespole
kabla?
Sprawdzić podawanie drutu
(potencjalnie zbyt szybkie),
sprawdzić końcówkę stykową pod
kątem zanieczyszczeń/zatkania,
wyczyścić lub wymienić końcówkę
stykową, jeśli to konieczne.
Proces
spawania
zatrzymuje się.
Pory na
szwach
Dopalanie drutu do końcówki
Wymienić końcówkę stykową.
stykowej lub zużyta końcówka
stykowa.
Uruchomiono mechanizm
bezpieczeństwa.
Wyszukać punkty kolizji i naprawić
je. Sprawdzić linię sterowania pod
kątem luźnych styków.
Uruchomiono mechanizm
bezpieczeństwa bez wystąpienia
kolizji.
Zakłócenia przepływu gazu
spowodowane przyczepianiem
Sprawdzić linię sterowania pod
kątem złamanych kabli/luźnych
styków.
Wyczyścić głowicę uchwytu, użyć
dyfuzora gazu/osłony rozprysków.
rozprysków.
Zbyt mały lub bardzo wysoki
przepływ gazu w uchwycie.
Sprawdzić tempo przepływu przy
użyciu narzędzia pomiarowego.
Awaria dopływu gazu. Sprawdzić tempo przepływu i
potencjalne przecieki.
Wilgoć lub zanieczyszczenie drutu
lub materiału roboczego.
Sprawdzić drut i element roboczy,
użyć mniejszej ilości lub innego
płynu zapobiegającego rozpryskom.
0463 373 001
- 27 -
© ESAB AB 2013

8 USUWANIE USTEREK
Niestabilny łuk Zużyta końcówka stykowa. Wymienić końcówkę stykową.
Nieprawidłowe parametry spawania. Sprawdzić konfigurację uchwytu
spawalniczego.
Brak wystarczających połączeń
elektrycznych w obwodzie.
Sprawdzić wszystkie połączenia
elektryczne (w tym kabel
uziemiający) pomiędzy źródłem
prądu, uchwytem i materiałem
roboczym pod kątem prawidłowego
montażu.
0463 373 001
- 28 -
© ESAB AB 2013

8 USUWANIE USTEREK
0463 373 001
- 29 -
© ESAB AB 2013
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...