


RT Robo Welding Torch System
Betriebsanweisung
0463 373 001 DE 20131212


INHALT
1 SICHERHEIT......................................................................................................... 4
2 GARANTIE............................................................................................................ 6
3 TECHNISCHE DATEN.......................................................................................... 7
3.1 Anwendung........................................................................................................... 7
3.2 Kompatibilität ....................................................................................................... 7
3.3 Übersicht über das RT-Schweißbrennersystem ............................................... 7
3.4 Technische Daten................................................................................................. 8
3.4.1 Anwendungsbereich........................................................................................... 8
3.4.2 Leistung des Brenners .......................................................................................8
3.4.3 Nennspannung................................................................................................... 9
3.4.4 Grenzwerte des Schweißbrenner-Kühlkreislaufs (nur bei wassergekühlter
Version) .......................................................................................................... 9
3.5 Auswahl eines geeigneten Schweißbrenners .................................................10
3.6 Auswahl einer geeigneten Schweißbrenner-Befestigung für den
Schweißbrennerhals ......................................................................................10
3.7 Bedingungen für den beabsichtigten Verwendungszweck............................10
4 MONTAGE .......................................................................................................... 11
4.1 Vorbereitung ....................................................................................................... 11
4.2 Montieren des RT KS-1 am Roboterarm .......................................................... 11
4.3 Montage der Schweißbrenner-Befestigung ..................................................... 11
4.3.1 Direkte Montage am KS-1................................................................................ 11
4.3.2 Einbau des Befestigungsflansches am RT KS-1 ............................................. 12
4.4 Einbau der Kabelbaugruppe .............................................................................13
4.4.1 Montieren der Kabelbaugruppe (RT-Flansch) in der
Schweißbrenner-Befestigung .......................................................................14
4.5 Roboter-Schweißbrenner .................................................................................. 15
4.5.1 Ausstattung des Schweißbrennerhalses..........................................................15
4.5.2 Anbringen des Schweißbrennerhalses ............................................................ 16
4.6 Einbau der Drahtführung in der Kabelbaugruppe ..........................................17
4.6.1 Einbau einer geteilten Drahtführung (Kabelbaugruppe)................................... 17
4.6.2 Einbau einer kontinuierlichen Drahtführung (Kabelbaugruppe) ....................... 18
4.7 Verbindung am Drahtvorschubgehäuse ..........................................................20
5 ERSTE INBETRIEBNAHME ............................................................................... 22
6 PFLEGE UND WARTUNG.................................................................................. 23
7 ERSATZTEILLISTE ............................................................................................ 25
7.1 Roboter-Schweißbrenner .................................................................................. 25
7.2 Systemkomponenten......................................................................................... 25
7.3 Drahtführungen ..................................................................................................25
8 PROBLEMLÖSUNG ........................................................................................... 27
Änderungen ohne vorherige Ankündigung vorbehalten.
0463 373 001 © ESAB AB 2013

1 SICHERHEIT
1 SICHERHEIT
Nutzer von ESAB-Ausrüstung müssen uneingeschränkt sicherstellen, dass alle Personen,
die mit oder in der Nähe der Ausrüstung arbeiten, die geltenden Sicherheitsvorkehrungen
einhalten. Die Sicherheitsvorkehrungen müssen den Vorgaben für diesen Ausrüstungstyp
entsprechen. Neben den standardmäßigen Bestimmungen für den Arbeitsplatz sind die
folgenden Empfehlungen zu beachten.
Alle Arbeiten müssen von ausgebildetem Personal ausgeführt werden, das mit dem Betrieb
der Ausrüstung vertraut ist. Ein unsachgemäßer Betrieb der Ausrüstung kann zu
Gefahrensituationen führen, die Verletzungen beim Bediener sowie Schäden an der
Ausrüstung verursachen können.
1. Alle, die die Ausrüstung nutzen, müssen mit Folgendem vertraut sein:
○ Betrieb,
○ Position der Notausschalter,
○ Funktion,
○ geltende Sicherheitsvorkehrungen,
○ Schweiß- und Schneidvorgänge oder eine andere Verwendung der Ausrüstung.
2. Der Bediener muss Folgendes sicherstellen:
○ Es dürfen sich keine unbefugten Personen im Arbeitsbereich der Ausrüstung
aufhalten, wenn diese in Betrieb genommen wird.
○ Beim Zünden des Lichtbogens oder wenn die Ausrüstung in Betrieb genommen wird,
dürfen sich keine ungeschützten Personen in der Nähe aufhalten.
3. Das Werkstück:
○ muss für den Verwendungszweck geeignet sein,
○ darf keine Defekte aufweisen.
4. Persönliche Sicherheitsausrüstung:
○ Tragen Sie stets die empfohlene persönliche Sicherheitsausrüstung wie Schutzbrille,
feuersichere Kleidung, Schutzhandschuhe.
○ Tragen Sie keine lose sitzende Kleidung oder Schmuckgegenstände wie Schals,
Armbänder, Ringe usw., die eingeklemmt werden oder Verbrennungen verursachen
können.
5. Allgemeine Vorsichtsmaßnahmen
○ Stellen Sie sicher, dass das Rückleiterkabel sicher verbunden ist.
○ Arbeiten an Hochspannungsausrüstung dürfen nur von qualifizierten Elektrikern
ausgeführt werden.
○ Geeignete Feuerlöschausrüstung muss deutlich gekennzeichnet und in unmittelbarer
Nähe verfügbar sein.
○ Schmierung und Wartung dürfen nicht ausgeführt werden, wenn die Ausrüstung in
Betrieb ist.
0463 373 001
- 4 -
© ESAB AB 2013

1 SICHERHEIT
WARNUNG!
Das Lichtbogenschweißen und Schneiden kann Gefahren für Sie und andere
Personen bergen. Ergreifen Sie beim Schweißen und Schneiden entsprechende
Vorsichtsmaßnahmen. Fragen Sie nach den Sicherheitsroutinen des
Arbeitgebers. Diese sollten auf den Gefahrenangaben des Herstellers basieren.
STROMSCHLAG – Lebensgefahr
• Installieren und erden Sie die Einheit gemäß den geltenden Bestimmungen.
• Berühren Sie keine stromführenden elektrischen Bauteile oder Elektroden mit
• Isolieren Sie sich von Erde und Werkstück.
• Sorgen Sie für eine sichere Arbeitshaltung.
RAUCH UND GASE – Können gesundheitsgefährdend sein.
• Bleiben Sie außerhalb des Rauchbereichs.
• Nutzen Sie eine Ventilation, Entlüftung am Lichtbogen oder beides, um
bloßer Haut, nassen Handschuhen oder nasser Kleidung.
Rauch und Gase aus dem Atembereich sowie dem allgemeinen
Arbeitsbereich abzuleiten.
LICHTBOGENSTRAHLEN – Können Augenverletzungen verursachen und zu
Hautverbrennungen führen.
• Schützen Sie Augen und Körper. Verwenden Sie den korrekten
Schweißschirm und die passende Filterlinse. Tragen Sie Schutzkleidung.
• Schützen Sie Anwesende durch entsprechende Abschirmungen oder
Vorhänge.
FEUERGEFAHR
• Funken (Schweißspritzer) können Brände auslösen. Stellen Sie daher sicher,
dass sich keine brennbaren Materialien in der Nähe befinden.
GERÄUSCHPEGEL – Übermäßige Geräuschpegel können Gehörschäden
verursachen.
• Schützen Sie Ihre Ohren. Tragen Sie Ohrenschützer oder einen anderen
Gehörschutz. Schützen Sie Ihre Ohren. Tragen Sie Ohrenschützer oder
einen anderen Gehörschutz.
• Warnen Sie Anwesende vor bestehenden Risiken.
FEHLFUNKTION – Fordern Sie bei einer Fehlfunktion qualifizierte Hilfe an.
Vor Installation oder Verwendung müssen Sie die Betriebsanleitung gelesen
und verstanden haben.
0463 373 001
SCHÜTZEN SIE SICH UND ANDERE!
VORSICHT!
Vor Installation oder Verwendung müssen Sie die
Betriebsanleitung gelesen und verstanden haben.
- 5 -
© ESAB AB 2013

2 GARANTIE
2 GARANTIE
Vor der Auslieferung werden unsere Produkte sorgfältig überprüft. Wir garantieren, dass alle
Produkte zum Zeitpunkt der Auslieferung keine Material- und Verarbeitungsfehler aufweisen
und gemäß dem vorgesehenen Verwendungszweck ordnungsgemäß funktionieren.
ESAB gibt eine Garantie für Material- und Verarbeitungsfehler gemäß den gesetzlichen
Bestimmungen. Verbrauchsartikel sind von dieser Garantie ausgeschlossen.
Die Garantie deckt jedoch keine Schäden oder funktionelle Mängel ab, die folgende Ursache
haben:
• Überbelastung, Missbrauch oder Verwendung außerhalb des vorgesehenen
Verwendungszwecks des Produkts
• Kollisionen oder Unfälle
• Missachtung der in dieser Betriebsanweisung aufgeführten Anweisungen
• unsachgemäße Aufstellung oder Montage
• unzulängliche Wartung
• Modifizierung des Produkts von seinem ursprünglichen Zustand
• chemische Einflüsse
• normaler Verschleiß
ESAB übernimmt keine Haftung, die über den Ersatz oder die Reparatur fehlerhafter Teile
hinausgeht.
0463 373 001
- 6 -
© ESAB AB 2013

3 TECHNISCHE DATEN
3 TECHNISCHE DATEN
3.1 Anwendung
Das Schweißbrennersystem RT wurde für das vollautomatische MIG/MAG-Schweißen in
Verbindung mit Schweißrobotern entwickelt. Es besteht aus den folgenden Komponenten:
• RT-Schweißbrenner
• Kabelbaugruppe
• Schweißbrenner-Befestigung
• Sicherheits-Abschaltmechanismus oder starrer Zwischenflansch
Es kann eine Gas- oder Wasserkühlung verwendet werden. Für die verschiedenen
Anforderungen des Schweißprozesses steht eine große Auswahl an geeigneten
Schweißbrennern mit unterschiedlichen Geometrien zur Verfügung.
3.2 Kompatibilität
Je nach Art des Roboters ist ein Adapterflansch erforderlich, um das System am
Robotergelenk anzubringen. Der Roboter muss an seinem Gelenk eine Tragfähigkeit von
mindestens 5 kg haben.
HINWEIS!
Die korrekte Auswahl der Systemkomponenten für die vorgesehene
Schweißaufgabe ist die Voraussetzung für den fehlerfreien Betrieb des Systems.
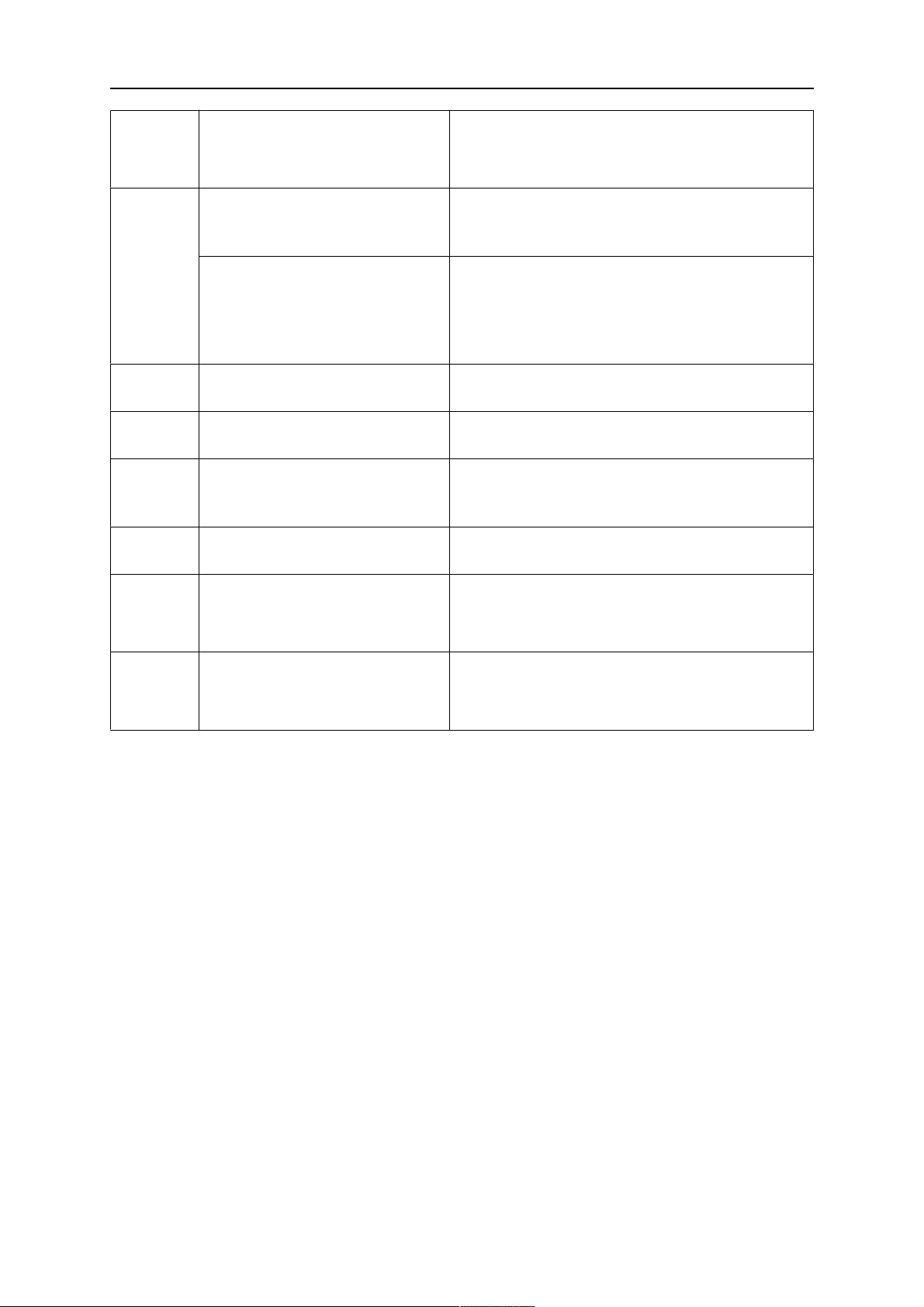
3.3 Übersicht über das RT-Schweißbrennersystem
Teil Beschreibung Funktion
1 RT-Schweißbrenner Es sind verschiedene Versionen verfügbar
A RT-Flansch Schnittstelle zum RT-Schweißbrenner
2 Kabel Es sind verschiedene Versionen verfügbar,
gas- oder wassergekühlt
3 Schweißbrenner-Befestigung In verschiedenen Ausführungen zur Montage
des Schweißbrennerhalses (z.B. wird der
Schweißbrenner um 45° angewinkelt)
0463 373 001
- 7 -
© ESAB AB 2013
3 TECHNISCHE DATEN
– Befestigungsflansch (ohne
Abbildung)
Wird nur bei einigen Versionen der
Brennerbefestigung benötigt (3)
(s. Kapitel „Einbau”)
4 RT KS-1 Vollständig mechanischer
Sicherheits-Ausschaltmechanismus mit
Federunterstützung
Alternativ:
Starrer Zwischenflansch RT
FL-1
Starrer Zwischenflansch für Roboter mit einem
elektronischen System zur
Kollisionserkennung kann anstelle des RT
KS-1 verwendet werden
(ohne Abbildung)
5 Steuerstecker Elektrischer Anschluss an den RT KS-1 für das
Signal zur Kollisionsüberwachung
6 Zentraler EURO-Steckverbinder
Anschluss an den Drahtvorschub
oder sonstige Stecker
7 Steuerkabel mit
Anschlussstecker
Elektrischer Anschluss für das
Sicherheits-Abschaltsignal RT KS-1 (4-adrig)
und das Signal „Düsenerkennung” (1-adrig)
8 Gebläseschlauch Zur Reinigung des Brenners mit Druckluft nach
dem Schweißen
9 Wassereinlass (blaue Kappe)
Wassereinlass zur Kühlung des Brenners
(nur bei der wassergekühlten
Ausführung)
10 Wasserrücklauf (rote Kappe)
(nur bei der wassergekühlten
Wasserrücklauf des erhitzten Wassers vom
Brenner
Ausführung)
3.4 Technische Daten
3.4.1 Anwendungsbereich
Die RT-Schweißbrenner sind für die Verwendung mit Stromquellen nach CE-Zulassung zum
Metall-Schutzgasschweißen (MIG), Metall-Aktivgasschweißen (MAG) und
Metall-Schutzgaslöten mit handelsüblichen Runddrähten konzipiert. Verwenden Sie den
Brenner nicht für andere Zwecke.
3.4.2 Leistung des Brenners
Ausführliche Informationen zu den Nennwerten und die technischen Daten Ihres
Schweißbrenners finden Sie in der Ersatzteilliste, die Sie zusammen mit dem
Schweißbrenner erhalten haben. Die Nennwerte gelten für Kabellängen von 1 bis 5 m. Die
Werte für den Schweißbrenner-Nennwert und den Arbeitszyklus gelten für einen
10-Minuten-Zyklus.
Die angegebenen Nennwerte beziehen sich auf einen standardisierten Anwendungsfall.
Unter besonderen Umständen– zum Beispiel bei einer besonders hohen Wärmeabstrahlung
am Schweißbrenner kann der Schweißbrenner auch bei geringeren Stromstärken
überhitzen. Verwenden Sie in diesem Fall ein Modell mit einer höheren Leistung oder
verkürzen Sie den Arbeitszyklus.
Bei Verwendung von Impulslichtbogen-Stromquellen wird die Leistung deutlich
beeinträchtigt.
0463 373 001
- 8 -
© ESAB AB 2013

3 TECHNISCHE DATEN
Art der Führung Führung nur durch die Maschine
Gewichte
• Roboter-Schweißbrenner
• Kabelbaugruppe, 1,2 m lang, G
• Kabelbaugruppe, 1,2 m lang, W
• Schweißbrenner-Befestigung
(Std.)
• RT KS-1
Ca.
• 0,66 kg
• 2,35 kg
• 2,35 kg
• 0,43 kg
• 1,96 kg
• 0,37 kg
• RT FL-1
Umgebungstemperatur Lagerung -15 bis 50°C (5 bis 122°F)
Betrieb 5 bis 40°C (41 bis 104°F)
Nennwert der Kabelbaugruppen
• gasgekühlt
• wassergekühlt
Nennwert/ Arbeitszyklus (Gasgemisch, 10 Min.
Zyklus)
500 A/ 60 %, 350 A/ 100 %
600 A/ 100 %
Gebläsegasdruck max. 10 bar, separater Gasschlauch
3.4.3 Nennspannung
• Die maximal zulässige Schweißspannung für das System beträgt 141 V (Spitzenwert).
• Die maximal zulässige Spannung für den Steuerkreis der Sicherheitsabschaltung beträgt
24 V, max. 1 A, für die Drucktaste 48 V und max. 0,1 A.
• Die maximal zulässige Spannung für die Drucktaste (Kabelbaugruppe) beträgt 48 V und
max. 0,1 A.
3.4.4 Grenzwerte des Schweißbrenner-Kühlkreislaufs (nur bei
wassergekühlter Version)
Min.
Wasserdurchflussrate:
Min. Wasserdruck: 2,5 bar / 36,3 psi
Max. Wasserdruck: 3,5 bar / 50,8 psi
Einlasstemperatur: max. 40°C / 104°F
Rücklauftemperatur: max. 60°C / 140°F
Kühlleistung: Min. 1.000 W, je nach Anwendung
VORSICHT!
Rücklauftemperaturen von mehr als 60°C / 140°F können Schäden verursachen
oder die Kabelbaugruppe zerstören. Der Kühler muss immer mit ausreichend
Kühlflüssigkeit befüllt sein. Bitte beachten Sie die Betriebsanleitung für das
Kühlsystem. Bei einer hohen Wärmebelastung des Schweißbrenners muss ein
Kühler mit einer ausreichenden Kapazität verwendet werden.
Die Produkte von ESAB wurden nach dem neuesten Stand der Technik entwickelt und
hergestellt. Bei sachgemäßer Verwendung sind sie sicher und zuverlässig. Die
RT-Schweißbrenner erfüllen die Europäische Norm IEC 60974-7 und besitzen die
CE-Kennzeichnung.
1,0 l/min / 1,1 Quarts/min
0463 373 001
- 9 -
© ESAB AB 2013

3 TECHNISCHE DATEN
3.5 Auswahl eines geeigneten Schweißbrenners
Das Schweißbrennermodell muss nach der geplanten Schweißanwendung ausgewählt
werden. Die Anforderungen in Bezug auf Arbeitszyklus und Kapazität sowie das
Kühlverfahren und der Drahtdurchmesser müssen berücksichtigt werden. Eventuell
vorhandene zusätzliche Anforderungen– zum Beispiel durch vorerhitzte Werkstücke, starke
Wärmeabstrahlung in den Ecken etc.– müssen durch Auswahl eines Schweißbrenners mit
einer angemessenen Leistungsreserve berücksichtigt werden.
3.6 Auswahl einer geeigneten Schweißbrenner-Befestigung für
den Schweißbrennerhals
Die Schweißbrenner-Befestigungen müssen immer in Übereinstimmung mit der Art und
Geometrie des Schweißbrenners ausgewählt werden. Es können verschiedene
Ausführungen verwendet werden. Die Auswahl der richtigen Variante ist wichtig.
3.7 Bedingungen für den beabsichtigten Verwendungszweck
1. Das Produkt ist für die Nutzung in Industrie und Gewerbe vorgesehen und darf nur von
entsprechend qualifiziertem Personal verwendet werden. Der Hersteller haftet nicht für
Schäden oder Unfälle, die auf eine unsachgemäße Nutzung zurückzuführen sind.
2. Das RT-System darf nur in Verbindung mit automatisierten Handhabungssystemen und
für den Zweck verwendet werden, den der Hersteller vorgesehen hat. Darüber hinaus
müssen die technischen Daten beachtet werden. Die Art des Schweißbrenners muss
nach der geplanten Schweißaufgabe ausgewählt werden. Dabei müssen der
erforderliche Arbeitszyklus, die Tragfähigkeit, die Art der Kühlung, die Art der Führung
und der Drahtdurchmesser berücksichtigt werden. Bei anspruchsvolleren
Anforderungen– zum Beispiel durch vorerhitzte Werkstücke, starke Wärmeabstrahlung
in den Ecken etc.– muss ein Schweißbrenner mit einer entsprechenden
Leistungsreserve ausgewählt werden.
3. Das RT-System ist als Komplettsystem konzipiert. Die Einbindung von Komponenten
anderer Hersteller in das System ist nicht zulässig.
4. Das RT-System darf nur durch qualifiziertes Personal aufgestellt, betrieben und gewartet
werden. Die in diesem Handbuch aufgeführten Vorschriften zu Aufstellung, Betrieb und
Wartung müssen beachtet werden.
5. Bei Transport, Lagerung und Verwendung muss das Produkt trocken gehalten und vor
Feuchtigkeit geschützt werden.
6. Das System ist für Umgebungstemperaturen von 5 bis 40°C (41 bis 104°F) ausgelegt.
Werden diese Grenzwerte überschritten, sind besondere Maßnahmen erforderlich.
Verwenden Sie ein geeignetes Kühlmittel, wenn Frosttemperaturen nicht
ausgeschlossen sind.
0463 373 001
- 10 -
© ESAB AB 2013

4 MONTAGE
4 MONTAGE
4.1 Vorbereitung
GEFAHR!
Stellen Sie zu Ihrer eigenen Sicherheit vor Beginn der Wartungsarbeiten im
Bewegungsradius des Roboters sicher, dass alle erforderlichen
Sicherheitsmaßnahmen ergriffen wurden und während des Aufenthaltes im
Gefahrenbereich eingehalten werden. Beachten Sie das Kapitel
„Sicherheitsanweisungen“ am Anfang dieses Handbuchs.
Die folgenden Montageanweisungen müssen strengstens beachtet werden. Während der
Montage muss darauf geachtet werden, dass die Kabel nicht beschädigt werden. Die Folgen
kann einen Kurzschluss sein, der die Elektronik des Roboters oder des Schweißbrenners
beschädigen könnte.
Für die bestmögliche Wiederholbarkeit und Stabilität des Systems verwenden Sie nur
Original-Bauteile von ESAB, die speziell für diesen Zweck entwickelt wurden. Nur dann kann
der korrekte Betrieb der gesamten Schweißbrenneranlage garantiert werden.
4.2 Montieren des RT KS-1 am Roboterarm
Verwenden Sie die separaten Anleitungen für Aufstellung und Betrieb für den
Sicherheits-Abschaltmechanismus RT KS-1 zum Einbau des RT KS-1 am Roboterarm.
4.3 Montage der Schweißbrenner-Befestigung
Für den RT-Schweißbrenner stehen verschiedene Befestigungen zur Verfügung. Je nach
Ausführung der Befestigung kann sie direkt oder mit Hilfe eines Befestigungsflansches (a) an
der Befestigungsoberfläche (b) des Sicherheits-Abschaltmechanismus RT KS-1 oder– falls
zutreffend– am Zwischenflansch RT FL-1 angebracht werden.
Nur Schweißbrenner-Befestigungen mit einem Lochmuster, das mit dem Muster der
Befestigungsoberfläche übereinstimmt, dürfen verwendet werden.
4.3.1 Direkte Montage am KS-1
1. Drücken Sie die zylindrischen Stifte (1) im Bedarfsfall vorsichtig in die entsprechenden
Löcher in der Halterung. Vermeiden Sie die Bildung von Graten. Die Stifte (Ø4×20)
sollten ungefähr 5 mm herausragen.
2. Positionieren Sie die Befestigung des Sicherheits-Abschaltmechanismus KS-1 und
führen Sie die zylindrischen Stifte (1) vorsichtig in die vorhandenen Löcher.
Berücksichtigen Sie dabei die spätere Position des Schweißbrenners; ggf. sind potenziell
2 Befestigungspositionen möglich.
0463 373 001
- 11 -
© ESAB AB 2013

4 MONTAGE
3. Schrauben Sie die Befestigung dann gleichmäßig und unter Verwendung der
beigefügten Zylinderschrauben (M6 x 20) mit Innensechskantschrauben (2) fest. Weitere
Informationen finden Sie im Kapitel „Einbau der Schweißbrenner-Befestigung“ der
Aufstell- und Betriebsanleitungen.
HINWEIS!
Das maximale Anzugsdrehmoment für die Zylinderschrauben ist 7 Nm und
die Festigkeitsklasse ist 8.8.
Seitenansicht
4.3.2 Einbau des Befestigungsflansches am RT KS-1
Schweißbrenner-Befestigungen mit einer mittigen Klemmbaugruppe können nur am Zapfen
des Befestigungsflansches angebracht werden. Daher muss der Befestigungsflansch zuerst
angebracht werden.
1. Drücken Sie die zylindrischen Stifte (1) im Bedarfsfall vorsichtig in die entsprechenden
Löcher im Befestigungsflansch. Vermeiden Sie die Bildung von Graten. Die Stifte
(Ø4×14) sollten ungefähr 5 mm herausragen.
2. Positionieren Sie die Befestigung des Sicherheits-Abschaltmechanismus RT KS-1 und
führen Sie die zylindrischen Stifte (1) vorsichtig in die vorhandenen Löcher.
Berücksichtigen Sie dabei die spätere Position des Schweißbrenners; ggf. sind
potenziell 2 Befestigungspositionen möglich.
3. Schrauben Sie den Befestigungsflansch dann gleichmäßig und unter Verwendung der
beigefügten Zylinderschrauben (M6 x 16) mit Innensechskant (2) fest. Weitere
Informationen finden Sie im Kapitel „Einbau der Schweißbrenner-Befestigung“ der
Aufstell- und Betriebsanleitungen.
HINWEIS!
Das maximale Anzugsdrehmoment für die Zylinderschrauben (M6x16) ist
7,1 Nm und die Festigkeitsklasse ist 8.8.
4. Schrauben Sie die axiale Zylinderschraube (M8x16) mit Innensechskant (4) zusammen
mit der Unterlegscheibe Ø9mm (3) aus dem Befestigungsflansch.
0463 373 001
- 12 -
© ESAB AB 2013

4 MONTAGE
Draufsicht
5. Platzieren Sie die Schweißbrenner-Befestigung (5) auf dem Zapfen (6) des
Befestigungsflansches und achten dabei auf die exakte Ausrichtung der Gleitfeder (7)
und der entsprechenden Nute (7a).
6. Führen Sie den Klemmdorn (8) in das seitliche Loch (siehe Abbildung) und
positionieren Sie ihn so, dass die Kontaktflächen (9a) des Klemmdorns auf der
Kontaktfläche (9) des Zapfens aufliegen.
7. Befestigen Sie dann den Klemmdorn von der gegenüberliegenden Seite mit der
Zylinderschraube (M6×30) mit Innensechskant (10) und der Unterlegscheibe Ø22×6,4
mm (10a).
8. Schrauben Sie abschließend die axiale Zylinderschraube (4) mit der Unterlegscheibe
(3) in den Befestigungsflansch und ziehen Sie sie fest an.
4.4 Einbau der Kabelbaugruppe
Die Kabelbaugruppe muss in Länge und Ausführung für den beabsichtigten
Verwendungszweck ausgelegt sein. Die Art der Kühlung für Schweißbrenner und
Kabelbaugruppe muss identisch sein (entweder Gas- oder Wasserkühlung). Zur
Verhinderung einer Beschädigung am Schweißbrennersystem und an anderen
Komponenten ist es wichtig, die folgenden Anweisungen zu beachten.
0463 373 001
- 13 -
© ESAB AB 2013
4 MONTAGE
VORSICHT!
• Passen Sie die Länge und Ausführung der Kabelbaugruppe an die
Reichweite des Roboters an.
• Die Kabelbaugruppe darf nicht verbogen, komprimiert oder übermäßig
gedehnt werden.
• Bringen Sie die Kabelbaugruppe so an, dass sie sich frei bewegen und sich
nirgendwo verfangen kann.
• Alle zusätzlichen Haltevorrichtungen, die möglicherweise angebracht
werden– wie zum Beispiel ein Ausgleich–, dürfen die Kabelbaugruppe nicht
verbiegen oder zerquetschen.
• Übermäßige Drehbewegungen, durch die die Kabelbaugruppe verdreht
werden könnte, müssen vermieden werden.
• Ein Scheuern am Roboter oder an anderen Gegenständen muss
ausgeschlossen sein.
4.4.1 Montieren der Kabelbaugruppe (RT-Flansch) in der Schweißbrenner-Befestigung
Der vordere Teil der Kabelbaugruppe wird direkt in der Schweißbrenner-Befestigung mit
Schellen befestigt.
1. Schrauben Sie die Zylinderschrauben (12) ab und heben Sie das Oberteil (5a) der
Schweißbrenner-Befestigung ab.
2. Führen Sie von unten die Passfeder (13) in die Aussparung am RT-Flansch
(Kabelbaugruppe) ein.
3. Richten Sie den RT-Flansch einschließlich Gleitfeder (13) auf die Nut (14) der
Schweißbrenner-Befestigung aus und drücken Sie ihn bis zum Anschlag (15) in die Nut.
4. Halten Sie die Kabelbaugruppe in dieser Position und drücken Sie gleichzeitig das
Oberteil (5a) zurück auf die Schweißbrenner-Befestigung. Schrauben Sie zunächst beide
Zylinderschrauben (12) locker und ungefähr gleich weit ein und ziehen Sie diese
anschließend abwechselnd an. Das Oberteil (5a) der Befestigung muss einen
gleichmäßigen Abstand zum Unterteil haben (siehe Abbildung unten).
0463 373 001
- 14 -
© ESAB AB 2013

4 MONTAGE
4.5 Roboter-Schweißbrenner
4.5.1 Ausstattung des Schweißbrennerhalses
Der Schweißbrenner muss immer passend zum Drahtdurchmesser und -material
ausgestattet werden.
1. Wählen Sie dazu die korrekte Drahtführung, Kontaktspitze, Düsenhalterung, Gasdüse,
Gaszerstäuber und Spritzschutz aus. Eine genaue Übersicht sowie mögliche alternative
Ausstattungselemente für die verschiedenen Schweißbrennermodelle finden Sie in der
Ersatzteilliste Ihres Schweißbrenners. Verwenden Sie ausschließlich Original-Ersatzteile
von ESAB, denn nur dann ist die Passgenauigkeit gewährleistet.
2. Ziehen Sie die Düsenhalterung und Kontaktspitze mit einem geeigneten Werkzeug–
zum Beispiel mit dem beigefügten Universalschlüssel– fest an.
3. Entfernen Sie bei Verwendung einer geteilten Drahtführung den montierten
Führungsnippel einschließlich O-Ring (16) nach Auslieferung bei Bedarf vom
Schweißbrennerflansch (siehe Abbildung im Abschnitt „Einbau/Ausbau der Drahtführung
in den Schweißbrennerhals bei einer kontinuierlichen Drahtführung“)
VORSICHT!
Vor dem Schweißen muss der Schweißbrenner vollständig ausgestattet sein;
insbesondere der Gaszerstäuber und/oder der Spritzerschutz sowie alle
anderen erforderlichen Isolatoren müssen entsprechend der Ersatzteilliste
montiert sein. Das Schweißen ohne diese Komponenten kann die
unmittelbare Zerstörung des Schweißbrenners zur Folge haben.
Einbau oder Austausch der Drahtführung im Schweißbrennerhals bei einer separaten
Drahtführung
Die Drahtführung muss je nach Material und Durchmesser des Schweißdrahtes ausgewählt
werden. (Siehe Ersatzteilliste)
0463 373 001
- 15 -
© ESAB AB 2013

4 MONTAGE
1. Lösen Sie die Überwurfmutter und entfernen Sie den Schweißbrennerhals.
2. Lösen Sie bei Bedarf die Schraubverbindung des Verbindungsnippels und ziehen Sie die
Halsummantelung (Drahtführung) von hinten aus dem Schweißbrennerhals.
3. Entfernen Sie die Gasdüse und die Kontaktspitze vom Schweißbrenner.
4. Blasen Sie den Schweißbrennerhals mit Druckluft ab.
5. Führen Sie die neue Halsummantelung von hinten in den Schweißbrennerhals ein und
befestigen Sie sie mit dem Verbindungsnippel. Schneiden Sie die Drahtführung an der
Spitzenhalterung ab.
6. Zur Ermittlung des Gewindeüberstands der Kontaktspitze lösen Sie den
Verbindungsnippel und ziehen die Ummantelung wieder zurück; schrauben Sie dann die
Kontaktspitze wieder hinein.
7. Führen Sie die Halsummantelung wieder in den Schweißbrenner ein, bis sie die
Kontaktspitze erreicht. Messen Sie jetzt die übrige Länge, die von der Ummantelung
abgeschnitten werden muss.
8. Entfernen Sie jetzt erneut die Halsummantelung und schneiden Sie die zusätzliche
gemessene Länge vom vorderen Ende ab. Entgraten Sie nach Bedarf die Kanten.
9. Führen Sie die verkürzte Halsummantelung von hinten wieder in den
Schweißbrennerhals ein und schrauben Sie den Verbindungsnippel ein. Positionieren
oder verschrauben Sie die Gasdüse wieder.
10. Überprüfen Sie die O-Ringe am Flansch des Schweißbrennerhalses auf Beschädigung
oder Verschleiß und tauschen Sie betroffene Teile nach Bedarf aus.
11. Bringen Sie den Schweißbrennerhals gemäß der Beschreibung im Abschnitt „Anbringen
des Schweißbrennerhalses“ an. Verwenden Sie keine Werkzeuge, um die
Überwurfmutter anzuziehen!
Einbau/Ausbau der Drahtführung im Schweißbrennerhals bei einer kontinuierlichen
Drahtführung
Eine kontinuierliche Drahtführung, die sich von der mittigen Verbindung der Kabelbaugruppe
bis zur Kontaktspitze des Schweißbrenners erstreckt, kann als Alternative zur separaten
Drahtführung montiert werden. Beachten Sie hierzu die Beschreibung im Abschnitt „Einbau
der Drahtführung in der Kabelbaugruppe“. Dazu muss der Führungsnippel einschließlich
O-Ring (16) in den Schweißbrennerhals eingeführt werden.
4.5.2 Anbringen des Schweißbrennerhalses
Überprüfen Sie vor jeder Montage die O-Ringe des Flansches am Schweißbrennerhals auf
Beschädigungen oder Verluste und tauschen Sie die O-Ringe nach Bedarf aus. Fehlende
oder defekte O-Ringe führen zu Leckagen des Schutzgases und der Kühlflüssigkeit. Je nach
Drahtführung muss der Schweißbrennerhals gemäß Beschreibung im Abschnitt „Ausstattung
des Schweißbrennerhalses“ und die Kabelbaugruppe gemäß Abschnitt „Einbau einer
geteilten Drahtführung (Kabelbaugruppe)“ ausgestattet werden.
0463 373 001
- 16 -
© ESAB AB 2013

4 MONTAGE
1. Positionieren Sie die Schweißbrennerhälse gemäß der folgenden Darstellung und ziehen
Sie die Überwurfmutter mit der Hand im Uhrzeigersinn an. Verwenden Sie keine
Werkzeuge!
2. Die korrekte Positionierung des Schweißbrenners am RT-Flansch der Kabelbaugruppe
kann im Fenster (11) überprüft werden. Wenn der Schweißbrenner korrekt montiert
wurde, darf in dem Fenster (11) kein Spalt zu sehen sein.
4.6 Einbau der Drahtführung in der Kabelbaugruppe
Die Drahtführung wird von hinten durch die Kabelbaugruppe eingeführt. Passend zum
verwendeten Füllmaterial und zum Drahtdurchmesser muss die korrekte Ummantelung
ausgewählt werden. Die ordnungsgemäße Funktion des gesamten Systems kann nur
garantiert werden, wenn Original-Drahtführungen von ESAB verwendet werden. Von der
Kabelbaugruppe zur Kontaktspitze kann eine kontinuierliche Drahtführung oder eine geteilte
Drahtführung verwendet werden (zusätzlicher Schweißbrennerhals, zusätzliche
Kabelbaugruppe).
4.6.1 Einbau einer geteilten Drahtführung (Kabelbaugruppe)
Einbauen einer Stahlummantelung
Die Drahtführung wird von hinten durch die Kabelbaugruppe eingeführt und erreicht den
RT-Flansch. Zur korrekten Längenberechnung müssen die folgenden Arbeitsschritte
ausgeführt werden (Beispiel für mittigen Euro-Steckverbinder):
1. Montieren Sie den Führungsnippel mit Anschlag (E) im mittigen Loch des RT-Flansches.
2. Entfernen Sie die Überwurfmutter (D) vom Euro-Steckverbinder.
0463 373 001
- 17 -
© ESAB AB 2013

4 MONTAGE
3. Führen Sie die Ummantelung durch die mittlere Verbindung ein und drücken Sie sie so
weit wie möglich unter Anwendung eines leichten Drucks in den Führungsnippel (E).
VORSICHT!
Stellen Sie sicher, dass die Drahtführung vorn bis zum Anschlag vorgerückt
ist. Drehen Sie dazu die Drahtführung und drücken Sie sie dabei vorsichtig
nach vorn.
4. Messen Sie jetzt die überstehende Länge, die von der Ummantelung abgeschnitten
werden muss.
5. Entfernen Sie jetzt erneut die Ummantelung und schneiden Sie die zusätzliche
gemessene Länge vom vorderen Ende ab. Entgraten Sie nach Bedarf die Kanten.
Stellen Sie sicher, dass die innere Öffnung der Ummantelung nicht durch das
abgeschnittene Drahtende blockiert wird.
6. Bringen Sie die Drahtführung und die Überwurfmutter (D) wieder an.
Einbauen einer Kunststoffummantelung
1. Montieren Sie den Führungsnippel mit Anschlag (E) im mittigen Loch des RT-Flansches.
2. Entfernen Sie die Überwurfmutter (D) vom Euro-Steckverbinder.
3. Machen Sie am vorderen Ende der Ummantelung einen sauberen Schnitt und spitzen
Sie die Kanten an (zum Beispiel mit einem Bleistiftanspitzer).
4. Führen Sie die Ummantelung (E) durch den mittigen Steckverbinder bis zum Anschlag in
die Kabelbaugruppe. Wenn sie stecken bleibt, drehen Sie die Ummantelung, um sie zu
lösen und den Einbau zu erleichtern. Hinweis: Stellen Sie sicher, dass die Ummantelung
vollständig eingefügt ist, indem Sie sie drehen und leicht nach vorn schieben, bis sie
fühlen können, dass sie den Anschlag erreicht hat.
5. Bringen Sie den Nippel (B) und den O-Ring (C) an, bewegen Sie ihn in die richtige
Position und befestigen Sie ihn mit der Überwurfmutter (D) des mittigen
Euro-Steckverbinders.
6. Messen Sie die erforderliche Überschneidung, die im Drahtvorschubgehäuse erforderlich
ist und schneiden Sie die Ummantelung dementsprechend zu.
4.6.2 Einbau einer kontinuierlichen Drahtführung (Kabelbaugruppe)
Einbauen einer Stahlummantelung
Die Drahtführung wird von hinten durch die Kabelbaugruppe eingeführt und erreicht die
Kontaktspitze. Zur korrekten Längenberechnung müssen die folgenden Arbeitsschritte
ausgeführt werden (Beispiel für mittigen Euro-Steckverbinder):
0463 373 001
- 18 -
© ESAB AB 2013

4 MONTAGE
1. Bringen Sie den Schweißbrenner an (siehe Abschnitt „Anbringen des
Schweißbrennerhalses“).
2. Entfernen Sie die Gasdüse und die Kontaktspitze vom Schweißbrenner.
3. Entfernen Sie die Überwurfmutter (D) vom Euro-Steckverbinder.
4. Drücken Sie die Ummantelung durch den mittigen Steckverbinder und befestigen Sie sie
mit der Überwurfmutter.
5. Schneiden Sie die Ummantelung bündig mit der Düsenhalterung ab. Zum Ermitteln des
Gewindeüberstands der Kontaktspitze ziehen Sie die Ummantelung zurück und
schrauben die Kontaktspitze ein.
6. Drücken Sie die Ummantelung so weit wie möglich und mit einem leichten Druck bis zur
Kontaktspitze und messen Sie die Länge, die am Ende abgeschnitten werden muss.
7. Entfernen Sie jetzt erneut die Ummantelung und schneiden Sie die zusätzliche
gemessene Länge vom vorderen Ende ab. Entgraten Sie nach Bedarf die Kanten.
Stellen Sie sicher, dass die innere Öffnung der Ummantelung nicht durch das
abgeschnittene Drahtende blockiert wird.
8. Das Isolationsmaterial der Ummantelung muss nach dem Abschneiden im Frontbereich
entfernt werden, sodass die Isolierung ungefähr 5 cm aus dem RT-Flansch heraus
schaut. Entfernen Sie dazu kurzzeitig den Schweißbrennerhals.
9. Drücken Sie die Ummantelung wieder zurück und befestigen Sie sie mit der
Überwurfmutter (D). Bringen Sie die Gasdüse wieder an.
Einbauen einer Kunststoffummantelung
1. Bringen Sie den Schweißbrennerhals an (siehe Abschnitt „Anbringen des
Schweißbrennerhalses“) und statten Sie ihn mit einer Gasdüse und einer Kontaktspitze
aus.
2. Entfernen Sie die Überwurfmutter (D) vom Euro-Steckverbinder.
3. Schneiden Sie die Ummantelung sauber ab, brechen Sie die äußeren Kanten leicht und
spitzen Sie sie leicht an (zum Beispiel mit einem Bleistiftanspitzer).
4. Führen Sie die Ummantelung bei montiertem Schweißbrenner durch den mittigen
Steckverbinder in die Kabelbaugruppe. Wenn sie stecken bleibt, drehen Sie die
Ummantelung, um sie zu lösen und den Einbau zu erleichtern. Hinweis: Stellen Sie
sicher, dass die Ummantelung vollständig eingefügt ist, indem Sie sie drehen und leicht
nach vorn schieben, bis sie fühlen können, dass sie den Anschlag erreicht hat.
0463 373 001
- 19 -
© ESAB AB 2013

4 MONTAGE
5. Bringen Sie den Nippel (B) und den O-Ring (C) an, bewegen Sie ihn in die richtige
Position und befestigen Sie ihn mit der Überwurfmutter (D) des mittigen
Euro-Steckverbinders.
6. Messen Sie die erforderliche Überschneidung, die im Drahtvorschubgehäuse erforderlich
ist und schneiden Sie die Ummantelung dementsprechend zu.
4.7 Verbindung am Drahtvorschubgehäuse
Zum Herstellen der Verbindung muss die Kabelbaugruppe gemäß Beschreibung im
Abschnitt „Einbau der Kabelbaugruppe“ montiert und gemäß Abschnitt „Einbau der
Drahtführung in die Kabelbaugruppe“ ausgerüstet werden. Erst dann kann die Mitten- und
Mediumverbindung erfolgen. Gehen Sie wie folgt vor:
1. Schließen Sie den mittigen Steckverbinder der Kabelbaugruppe an der
Drahtvorschub-Gehäusebuchse an. Ziehen Sie die Überwurfmutter des mittigen
Steckverbinders mit der Hand an. Verwenden Sie keine Werkzeuge!
2. Schließen Sie bei wassergekühlten Systemen die Wasserschläuche an den Kühlkreislauf
an. Das blau gekennzeichnete Ende der Schlauchleitung an den Wasserauslass und das
andere, rot gekennzeichnete Ende an den Wasserrücklauf.
0463 373 001
- 20 -
© ESAB AB 2013

4 MONTAGE
3. Schließen Sie die Ausblasleitung an den entsprechenden Anschluss des
Drahtvorschubgehäuses an.
4. Schließen Sie den Steuerleitungsstecker an das Gehäuse des Drahtvorschubs an.
HINWEIS!
Alle Schläuche und die Steuerleitung müssen so montiert werden, dass sie nicht
geknickt oder beschädigt werden können!
0463 373 001
- 21 -
© ESAB AB 2013

5 ERSTE INBETRIEBNAHME
5 ERSTE INBETRIEBNAHME
VORSICHT!
Überprüfen Sie vor dem Einschalten des Systems die gesamte Installation
entsprechend den Anweisungen des Herstellers und den geltenden
Sicherheitsvorschriften.
Überzeugen Sie sich durch die Überprüfung der folgenden Komponenten davon, dass das
System korrekt aufgestellt wurde:
1. Sind alle Teile fest angebracht (Schweißbrenner, Schweißbrenner-Befestigung,
Kabelbaugruppe, Sicherheits-Abschaltmechanismus RT KS-1 oder der starre
Zwischenflansch RT FL-1 und der Drahtvorschub)?
2. Sind alle Versorgungsschläuche korrekt angeschlossen und vor Beschädigung
geschützt?
3. Ist der mittige Euro-Steckverbinder oder der direkte Steckverbinder fest angezogen?
4. Ist die Länge der Kabelbaugruppe korrekt und für die Anlage geeignet? Das Kabel darf
nicht stark geknickt werden und das Risiko muss ausgeschlossen sein, dass das Kabel
von einem anderen Gegenstand erfasst wird.
5. Ist der Kreislauf für die Sicherheitsabschaltung RT KS-1 korrekt angeschlossen und
betriebsbereit? (Bewegen Sie zum Ausprobieren den Schweißbrenner mit der Hand.)
6. Ist der Schweißbrenner fest angebracht und vollständig ausgestattet?
7. Wurde die Drahtführung entsprechend dem Handbuch montiert?
8. Sind alle Leitungen und Rohre so angeordnet, dass sie nicht beschädigt oder verbogen
werden können?
Ergreifen Sie alle erforderlichen Sicherheitsvorkehrungen, bevor Sie mit dem
Schweißvorgang beginnen!
Das Einfahren des Drahtes kann jetzt beginnen; entweder mit Hilfe der Drucktaste für das
Drahteinfahren (2a; siehe Abschnitt „Übersicht über das RT-Schweißbrennersystem“) oder
mit Hilfe des Drahteinfahrens am Drahtvorschubgehäuse.
0463 373 001
- 22 -
© ESAB AB 2013

6 PFLEGE UND WARTUNG
6 PFLEGE UND WARTUNG
GEFAHR!
• Vor der Wartung des Systems muss die Hauptstromversorgung der Anlage
ausgeschaltet werden. Beachten Sie die Sicherheitsvorschriften am Anfang
dieses Handbuchs!
• Beschädigte Schweißbrenner oder Kabelbaugruppen dürfen nicht mehr
verwendet werden! Bekannte Mängel müssen vor der erneuten Verwendung
der Anlage durch qualifiziertes Personal beseitigt werden.
• Zur Vermeidung von Schäden an der Anlage oder Verletzungen von
Personen muss Folgendes beachtet werden: Reparaturen am
Sicherheits-Abschaltmechanismus RT KS-1 dürfen nur von ESAB ausgeführt
werden!
GEFAHR!
Verbrennungsrisiko
Sowohl die Gasdüse als auch der Schweißbrennerkopf werden beim Schweißen
sehr heiß. Lassen Sie den Schweißbrenner vor der Durchführung von
Wartungsarbeiten abkühlen!
Für die Gewährleistung eines fehlerfreien Betriebs und einer langen Nutzungsdauer des
Gerätes müssen Schweißbrenner und Kabelbaugruppe regelmäßig überprüft und gewartet
werden.
Spätestens wenn die Schweißleistung nachlässt, müssen die Reinigungs- und
Wartungsarbeiten durchgeführt werden.
1. Überprüfen Sie vor jeder Nutzung den Schweißbrenner und die Kabelbaugruppe auf
Beschädigungen. Beschädigungen müssen vor der erneuten Verwendung des Produkts
durch qualifiziertes Personal beseitigt werden. Das gilt besonders bei Beschädigungen
der Isolierung am Schweißbrenner oder Kabel.
2. Verschlissene und beschädigte Teile am Schweißbrenner müssen unverzüglich durch
Original-Ersatzteile und -Verbrauchsartikel ersetzt werden.
3. Die Kontaktspitze muss ersetzt werden, wenn das Innenloch versenkt ist oder wenn
Probleme mit der Zündung auftreten.
4. Tauschen Sie die Kontaktspitze und die Ummantelung aus, wenn Probleme mit der
Drahtvorschubeinheit auftreten. Achten Sie darauf, die neue Ummantelung korrekt und
passgenau für die Länge des Kabels anzubringen.
5. Blasen Sie die Ummantelungs-Führungsleitung des Schweißbrenners bei jedem
Austausch der Ummantelung oder nach Bedarf auch häufiger mit Druckluft aus.
6. Es wird dringend empfohlen, ein qualitativ hochwertiges Anti-Spritzer-Spray– wie zum
Beispiel die RT Anti-Spritzer-Flüssigkeit– zu verwenden, das die Nutzungsdauer der
Verbrauchsartikel erheblich verlängern wird.
7. Kontaktspitze und Gasdüse müssen gereinigt werden, sobald eine Anhaftung von
Spritzern erkennbar ist. Es muss vermieden werden, dass sich eine Spritzerbrücke
zwischen der Kontaktspitze und der Gasdüse bildet; andernfalls könnte der
Schweißbrenner beschädigt werden.
8. Die Gasdüse muss regelmäßig auf der Innenseite gereinigt werden, um zu verhindern,
dass anhaftende Spritzer Gasverwirbelungen verursachen.
9. Stellen Sie sicher, dass die Kühlflüssigkeit sauber ist und tauschen Sie sie nach Bedarf
aus. Verunreinigungen in der Kühlflüssigkeit können die Wasserkanäle des
Schweißbrenners verstopfen.
0463 373 001
- 23 -
© ESAB AB 2013

6 PFLEGE UND WARTUNG
Die folgenden Wartungsintervalle gelten für das ESAB RT-Schweißbrennersystem:
Täglich:
• Sichtprüfung auf Beschädigungen; wie zum Beispiel Verformungen oder Risse.
• Überprüfen Sie die korrekte Position der Kabelbaugruppe; sie sollte weder unter
Spannung stehen, noch zusammen gedrückt werden.
• Überprüfen Sie die Mediumanschlüsse auf Undichtigkeiten.
Monatlich oder häufiger bei intensiver Nutzung:
• Blasen Sie den Drahtführungskanal mit Druckluft aus (entfernen Sie die Kontaktspitze
und die Drahtführung).
• Vergewissern Sie sich, dass alle Schrauben angezogen sind.
• Bei Bedarf: Überprüfen Sie alle Verbindungen und Schläuche auf Beschädigungen.
0463 373 001
- 24 -
© ESAB AB 2013

7 ERSATZTEILLISTE
7 ERSATZTEILLISTE
7.1 Roboter-Schweißbrenner
Ersatz- und Verschleißteile finden Sie in der entsprechenden Ersatzteilliste, die Sie
zusammen mit Ihrem RT-Schweißbrenner erhalten haben. Verwenden Sie ausschließlich
Original-Ersatzteile von ESAB, denn nur dann ist die Passgenauigkeit gewährleistet.
7.2 Systemkomponenten
Teil Teile-Nr. Benennung
4 700300434 RT KS-1 Sicherheits-Abschaltmechanismus komplett
17 Auf Anfrage Gummikappe für den
Sicherheits-Abschaltmechanismus KS-1
E Auf Anfrage Nippel mit Anschlag
18 Auf Anfrage Steckverbinder-Abdeckung, rot
19 Auf Anfrage Steckverbinder-Abdeckung, blau
20 Auf Anfrage Schnellkupplung (für Wasser)
21 Auf Anfrage Schnellkupplung, 6 mm (für Gas)
22 Auf Anfrage O-Ring 4,0 x 1,0 mm (für Gas)
23 Auf Anfrage O-Ring 4,0 x 1,0 mm (für Gas)
24 Auf Anfrage Mutter M10x1
7.3 Drahtführungen
0463 373 001
- 25 -
© ESAB AB 2013

7 ERSATZTEILLISTE
Bitte wählen Sie eine Drahtführung aus, die für den Durchmesser und das Material des
Drahtes geeignet ist. Verwenden Sie ausschließlich Original-Ersatzteile von ESAB, denn nur
dann ist die ordnungsgemäße Funktion gewährleistet.
Teil Teile-Nr. Benennung
A (für Stahldraht) 700300498 Ummantelung, blau 1,50 m, Draht 0,8–1,0 mm
700300499 Ummantelung, blau 1,70 m, Draht 0,8–1,0 mm
700300500 Ummantelung, blau 2,00 m, Draht 0,8–1,0 mm
700300322 Ummantelung, blau 3,50 m, Draht 0,8–1,0 mm
700300501 Ummantelung, rot 1,50m, Draht 1,0–1,2 mm
700300502 Ummantelung, rot 1,70m, Draht 1,0–1,2 mm
700300503 Ummantelung, rot 2,00m, Draht 1,0–1,2 mm
700300507 Ummantelung, rot 2,50m, Draht 1,0–1,2 mm
700300508 Ummantelung, rot 3,50m, Draht 1,0–1,2 mm
700300504 Ummantelung, gelb 1,50m, Draht 1,2–1,6 mm
700300505 Ummantelung, gelb 1,70m, Draht 1,2–1,6 mm
700300506 Ummantelung, gelb 2,00m, Draht 1,2–1,6 mm
B (für Alu- und
Edelstahldraht)
D (für Alu- und
Edelstahldraht)
700300320 PTFE-Ummantelung, 3,50m, Draht 1,0–1,2 mm
700300321 PA-Ummantelung, 3,50m, Draht 1,0–1,2 mm
700300468 Halsummantelung Bronze, 217 mm, Draht 1,2–1,6
mm
700300469 Halsummantelung Stahl, 217 mm, Draht 0,8–1,2 mm
D (für Stahldraht) 700300470 Halsummantelung Stahl, 217 mm, Draht 1,2–1,6 mm
700300472 Halsummantelung Bronze, 217 mm, Draht 0,8–1,0
mm
E 700300473 Montage mit Anschlaggröße 4,0–4,7 mm
0463 373 001
- 26 -
© ESAB AB 2013

8 PROBLEMLÖSUNG
8 PROBLEMLÖSUNG
Fehler Mögliche Ursache Maßnahme
Draht kann
nicht eingelegt
werden
Haben Sie den Schweißdraht gerade
gerichtet, bevor Sie ihn in die
Kabelbaugruppe eingeführt haben?
Sind RT-Schweißbrenner und
Kabelbaugruppe für den
Drahtdurchmesser und das
Drahtmaterial geeignet?
Nur bei Verwendung einer geteilten
Drahtführung: Wurde die
Drahtführung korrekt in die
Kabelbaugruppe eingeführt?
Ist die Kontaktspitze durch
Drahtrückstände blockiert oder ist
die Drahtführung verschlissen? Ist
der Drahtvorschub durch Schmutz
und Fremdstoffe im Schweißbrenner
beeinträchtigt?
Ziehen Sie den Schweißdraht ggf.
wieder heraus, schneiden Sie ihn ab
und entgraten Sie das Ende, bevor
Sie die ersten 10 cm des Drahtes
gerade richten. Führen Sie ihn dann
wieder in die Kabelbaugruppe ein.
Überprüfen Sie die Drahtführung
(Kabelbaugruppe und
Schweißbrennerhals) und die
Kontaktspitze.
Ziehen Sie die Drahtführung ein
kurzes Stück aus dem
Euro-Steckverbinder. Beim
Einführen müssten Sie bemerken,
dass der letzte Zentimeter in den
Führungsnippel in der
Schweißbrenner-Schnittstelle gleitet.
Andernfalls ist die Drahtführung
vielleicht zu kurz und nicht
vollständig eingeführt.
Tauschen Sie die Kontaktspitze
und/oder die Drahtführung aus;
blasen Sie den Schweißbrennerhals,
den Drahtführungskanal und die
Drahtführung mit Druckluft aus.
Schweißbrenn
er wird zu heiß
Kontaktspitze oder Spitzenhalterung
sind nicht korrekt angezogen.
Verwenden Sie zum handfesten
Anziehen ein geeignetes Werkzeug.
Kühlsystem arbeitet nicht gut. Überprüfen Sie den Wasserfluss,
den Füllstand und die Sauberkeit.
Kühlsystem ist nicht korrekt
angeschlossen.
Überprüfen Sie die Verbindungen
(Wassereinlass und -rücklauf).
Schweißbrenner überlastet. Beachten Sie die technischen Daten
und wählen Sie ggf. eine andere
Variante aus.
Kabelbaugruppe defekt. Überprüfen Sie Kabel, Leitungen
und Verbindungen.
0463 373 001
- 27 -
© ESAB AB 2013

8 PROBLEMLÖSUNG
Probleme mit
der
Drahtzufuhr
Drahtzufuhr
stoppt
während des
Schweißens
Kontaktspitze ist verschlissen. Tauschen Sie die Kontaktspitze aus.
Ummantelung ist verschlissen /
verschmutzt.
Überprüfen Sie die Ummantelung,
blasen Sie sie ab und tauschen Sie
sie bei Bedarf aus.
Die verwendeten Verbrauchsartikel
sind für den Drahtdurchmesser oder
Schlagen Sie in der Ersatzteilliste
nach.
-material ungeeignet.
Drahtvorschub nicht korrekt
eingestellt.
Überprüfen Sie die
Drahtzufuhrwalzen, den
Kontaktdruck und die Rollenbremse.
Kabelbaugruppe ist verbogen oder in
einem zu kleinen Radius ausgelegt
oder verdreht.
Überprüfen Sie die Kabelbaugruppe
auf Beschädigungen. Lässt sich die
Ummantelung problemlos
einführen? Montieren Sie gemäß
Anweisung (siehe Abschnitt „Einbau
der Kabelbaugruppe“).
Draht ist verschmutzt. Verwenden Sie einen Reinigungsfilz.
Drahtrolle leer? Überprüfen Sie die Menge des
Schweißdrahtes auf der Spule im
Drahtvorschub.
Liegt Blockierung des Drahtes in der
Kabelbaugruppe vor?
Überprüfen Sie die Drahtzufuhr
(möglicherweise zu schnell),
überprüfen Sie die Kontaktspitze auf
Verschmutzung/Verstopfung,
säubern Sie die Kontaktspitze oder
tauschen Sie sie nach Bedarf aus.
Schweißproze
ss wird
unterbrochen.
Poren in der
Schweißnaht
Rückbrand des Drahtes in der
Tauschen Sie die Kontaktspitze aus.
Kontaktspitze oder Kontaktspitze
verschlissen.
Sicherheits-Abschaltmechanismus
wurde ausgelöst.
Suchen Sie nach Kollisionspunkten
und verhindern Sie diese. Prüfen Sie
die Steuerleitung auf lockeren
Kontakt.
Sicherheits-Abschaltmechanismus
wurde ohne Kollision ausgelöst.
Gasverwirbelungen, verursacht
durch Spritzer-Anhaftung.
Prüfen Sie die Steuerleitung auf
Kabelbruch/lockeren Kontakt.
Reinigen Sie den
Schweißbrennerkopf, verwenden Sie
einen Gaszerstäuber und
Spritzschutz.
Gasströmung im Schweißbrenner zu
gering oder extrem stark.
Überprüfen Sie die Durchflussrate
mit einem Messwerkzeug.
Gasversorgung defekt. Überprüfen Sie die Durchflussrate
und auf mögliche Undichtigkeiten.
Feuchtigkeit oder Verunreinigung auf
dem Draht oder Werkstück.
Überprüfen Sie den Draht und das
Werkstück; verwenden Sie weniger
oder eine andere
Anti-Spritzer-Flüssigkeit.
0463 373 001
- 28 -
© ESAB AB 2013

8 PROBLEMLÖSUNG
Lichtbogen ist
nicht stabil
Kontaktspitze ist verschlissen. Tauschen Sie die Kontaktspitze aus.
Falsche Schweißparameter. Überprüfen Sie die Einstellung des
Schweißbrenners.
Unzureichende elektrische
Verbindungen in der Schaltung.
Überprüfen Sie alle elektrischen
Verbindungen (einschl. Massekabel)
zwischen Stromquelle,
Schweißbrenner und Werkstück auf
festen Sitz.
0463 373 001
- 29 -
© ESAB AB 2013

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...