


Aristo®
RobustFeedU6,
RobustFeedPulse
Руководство по эксплуатации
0446 253 201 RU 20221228
Valid for: serial no. 014-, 019-, 251-xxx-xxxx



СОДЕРЖАНИЕ
1
БЕЗОПАСНОСТЬ
1.1 Значение символов
1.2 Правила техники безопасности
2
ВВЕДЕНИЕ
2.1 Оборудование
3
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
4
УСТАНОВКА
4.1 Инструкции по подъему
5
ОПЕРАЦИЯ
5.1 Рекомендуемые максимальные значения тока для комплекта
5.2 Соединения и устройства управления
5.3 Подключение охлаждающей жидкости
5.4 Модернизация комплекта устройства для снятия напряжения
5.5 Переключатель системы обогрева (только модели для
5.6 Порядок пуска
5.7 Освещение внутри блока подачи проволоки
5.8 Тормоз катушки
5.9 Замена и загрузка проволоки
5.10 Замена подающих роликов
5.11 Замена направляющих проволоки
.................................................................................................
.................................................................................................
соединительных кабелей
между кабелями
морского применения)
.......................................................................................
..............................................................................
.........................................................
.......................................................................................
........................................................
...............................................................................................
......................................................................
...................................................................
.............................................
............................................
....................................................................................
.........................................................................
.......................................................................................
..................................
.....................................................................................
.............................................................
................................................................
...................................................
6
6
6
10
10
11
13
13
15
16
17
18
19
21
21
21
22
22
22
23
5.11.1 Входная направляющая проволоки .................................................. 23
5.11.2 Средняя направляющая проволоки .................................................. 24
5.11.3 Выходная направляющая проволоки................................................ 24
5.12 Давление ролика
5.13 Отсек для хранения изнашиваемых деталей
5.14 Установка комплекта колес
5.14.1 Прикрепление колес к раме комплекта колес .................................. 27
5.14.2 Блок подачи проволоки в вертикальном положении ....................... 28
5.14.3 Блок подачи проволоки в горизонтальном положении.................... 28
5.15 Крепление комплекта колес и устройства для снятия
напряжения для горелки
5.16 Установка Marathon Pac™
6
ПАНЕЛЬ УПРАВЛЕНИЯ
6.1 U6
6.1.1 Внешняя панель управления............................................................. 34
6.1.2 Внутренняя панель управления ........................................................ 35
6.1.3 Описание функции.............................................................................. 35
6.2 Импульс
.............................................................................................................
..................................................................................................
..................................................................................
..................................
................................................................
.....................................................................
...................................................................
............................................................................
24
26
27
29
31
34
34
36
6.2.1 Внешняя панель управления............................................................. 36
0446 253 201 © ESAB AB 2022

СОДЕРЖАНИЕ
6.2.2 Внутренняя панель управления ........................................................ 37
6.3 Настройка расхода газа
6.4 Поворот внешней панели управления
.......................................................................
.............................................
37
37
7
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.1 Проверка и чистка
8
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
9
ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
СХЕМА
НОМЕРА ДЛЯ ЗАКАЗА
................................................................................................................
......................................................................................
ИЗНАШИВАЕМЫЕ ДЕТАЛИ
ПРИНАДЛЕЖНОСТИ
.........................................................................................
................................................................................
....................................................................
.............................................................................
..........................................................
.......................................
39
39
40
41
42
45
47
49
Производитель оставляет за собой право изменять технические характеристики без предварительного уведомления.
0446 253 201 © ESAB AB 2022

1 БЕЗОПАСНОСТЬ
1 БЕЗОПАСНОСТЬ
1.1 Значение символов
При использовании в тексте руководства: Означает «Внимание!» Осторожно!
ОПАСНО!
Означает непосредственную опасность, которая, если ее не избежать,
может немедленно привести к серьезной травме или смерти.
ПРЕДУПРЕЖДЕНИЕ!
Означает потенциальную опасность, которая может привести к травме
или смерти.
ОСТОРОЖНО!
Означает опасности, которые могут привести к незначительным
травмам.
ПРЕДУПРЕЖДЕНИЕ!
Перед использованием необходимо внимательно
ознакомиться с инструкцией и соблюдать указания
на табличках, требования техники безопасности на
месте эксплуатации и данные паспортов
безопасности.
1.2 Правила техники безопасности
Пользователи оборудования компании ESAB несут полную ответственность за
соблюдение всеми лицами, работающими с оборудованием или вблизи от него, всех
соответствующих мер безопасности. Меры безопасности должны соответствовать
требованиям, которые распространяются на данный тип сварочного оборудования. В
дополнение к стандартным правилам, относящимся к рабочему месту, необходимо
выполнять следующие рекомендации.
Все работы должны выполняться прошедшим обучение персоналом, хорошо знакомым
с эксплуатацией оборудования. Неправильная эксплуатация оборудования может
привести к возникновению опасных ситуаций, следствием которых может стать
получение травм оператором и повреждение оборудования.
1. Все лица, использующие оборудование, должны быть ознакомлены с:
○ правилами его эксплуатации;
○ расположением органов аварийного останова;
○ их функционированием;
○ соответствующими правилами техники безопасности;
○ сваркой и резкой, а также другим применением оборудования.
2. Оператор должен убедиться в том, что:
○ в пределах рабочей зоны оборудования, при его запуске, не находятся
люди, не имеющие соответствующего разрешения;
○ при загорании дуги обеспечивается соответствующая защита персонала.
3. Рабочее место:
○ должно соответствовать выполняемой работе;
○ не должно быть подвержено сквознякам.
0446 253 201
- 6 -
© ESAB AB 2022

1 БЕЗОПАСНОСТЬ
4. Средства индивидуальной защиты:
○ Во всех случаях используйте рекомендованные средства индивидуальной
защиты, такие как защитные очки, огнестойкую одежду, защитные перчатки.
○ Запрещается носить незакрепленные предметы одежды и украшения,
такие как шейные платки, браслеты, кольца, и т.д., которые могут
зацепиться за детали оборудования или вызвать ожоги.
5. Общие меры безопасности:
○ Убедитесь в том, что обратный кабель надежно закреплен.
○ К работе с высоковольтным оборудованием может быть допущен только
квалифицированный электрик.
○ Соответствующие средства пожаротушения должны быть четко
обозначены и находиться поблизости.
○ Смазку или техническое обслуживание не следует выполнять во время
работы оборудования.
При наличии охладителя ESAB
Используйте охлаждающую жидкость, рекомендованную компанией ESAB. Не
рекомендованные к использованию охлаждающие жидкости могут привести к
повреждению оборудования и угрожать безопасной эксплуатации продукции. В случае
такого повреждения все гарантийные обязательства компании ESAB теряют силу.
Информация для заказа указана в главе «ПРИНАДЛЕЖНОСТИ» руководства по
эксплуатации.
ПРЕДУПРЕЖДЕНИЕ!
Дуговая сварка и резка могут быть опасными для сварщика и других людей.
При выполнении сварки или резки примите меры предосторожности.
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ — может оказаться
смертельным
• Не прикасайтесь к электрическим деталям или электродам,
находящимся под напряжением, открытыми участками кожи,
влажными перчатками или мокрой одеждой
• Обеспечьте индивидуальную изоляцию от земли и рабочего
оборудования.
• Обеспечьте безопасность вашего рабочего места.
ЭЛЕКТРИЧЕСКИЕ И МАГНИТНЫЕ ПОЛЯ — могут быть опасными для
здоровья
• Сварщики с кардиостимуляторами должны проконсультироваться с
лечащим врачом. Электромагнитные поля могут нарушать работу
некоторых типов кардиостимуляторов.
• Воздействие электромагнитных полей может вызывать другие
неизвестные нарушения здоровья.
• Для минимизации воздействия электромагнитных полей сварщики
должны выполнять следующую процедуру:
○ Расположите электрод и рабочие кабели с одной стороны от вас.
По возможности закрепляйте их лентой. Не стойте между
кабелем горелки и рабочим кабелем. Запрещается оборачивать
кабель горелки или рабочий кабель вокруг тела. Источник
питания и кабели должны находиться как можно дальше от тела
сварщика.
○ Присоединяйте рабочий кабель к заготовке как можно ближе к
области сварки.
0446 253 201
- 7 -
© ESAB AB 2022

1 БЕЗОПАСНОСТЬ
ПАРЫ И ГАЗЫ — могут быть опасными для здоровья
• Держите голову в стороне от выделяющихся паров
• Используйте вентиляцию, вытяжку в районе горения дуги или и то и
ИЗЛУЧЕНИЕ ДУГИ — может вызвать повреждение органов зрения и
ожоги на коже
• Обеспечьте защиту глаз и тела. Пользуйтесь правильно
• Обеспечьте защиту стоящих рядом людей с помощью
ШУМ — чрезмерный шум может привести к повреждению органов
слуха
Пользуйтесь средствами защиты органов слуха. Применяйте наушники или
другие средства защиты органов слуха.
ПОДВИЖНЫЕ ДЕТАЛИ — могут быть причиной травм
другое, для того чтобы отвести пары и газы из зоны дыхания и из
участка в целом.
подобранными сварочным щитком и светофильтрами, надевайте
защитную одежду
соответствующих экранов или шторок
• Следите, чтобы все дверцы, панели и крышки были закрыты и
зафиксированы. При необходимости снятия крышек для
техобслуживания и поиска неисправностей воспользуйтесь помощью
квалифицированного специалиста Установите панели и крышки и
закройте дверцы после технического обслуживания и перед запуском
двигателя.
• Перед установкой или подключением выключите двигатель.
• Следите за тем, чтобы руки, волосы, края одежды и инструменты не
касались движущихся деталей.
ОПАСНОСТЬ ВОЗГОРАНИЯ
• Искры (брызги) могут вызвать пожар. Убедитесь в том, что поблизости
нет воспламеняемых материалов
• Не использовать на закрытых контейнерах.
ГОРЯЧАЯ ПОВЕРХНОСТЬ — детали могут стать причиной ожога
• Не прикасайтесь к деталям голыми руками.
• Перед началом работы с оборудованием дайте ему остыть.
• Во избежание ожогов при работе с горячими деталями используйте
надлежащие инструменты и/или защитные перчатки для сварочных
работ.
НЕПРАВИЛЬНОЕ ФУНКЦИОНИРОВАНИЕ — в случае неправильного
функционирования обратитесь за помощью к специалистам.
ЗАЩИЩАЙТЕ СЕБЯ И ДРУГИХ!
ОСТОРОЖНО!
Данное изделие предназначено только для дуговой сварки.
0446 253 201
- 8 -
© ESAB AB 2022

1 БЕЗОПАСНОСТЬ
ОСТОРОЖНО!
Оборудование Class А не предназначено для
использования в жилых помещениях, где
электроснабжение осуществляется из бытовых
сетей низкого напряжения. В таких местах могут
появиться потенциальные трудности обеспечение
электромагнитной совместимости оборудования
класса А вследствие кондуктивных и радиационных
помех.
ПРИМЕЧАНИЕ!
Отправляйте подлежащее утилизации
электронное оборудование на предприятия по
переработке отходов!
В соблюдение Европейской Директивы 2012/19/EC
по утилизации электрического и электронного
оборудования, и при ее осуществлении в
соответствии с национальными законодательными
актами, электрическое и/или электронное
оборудование, которое достигло предельного срока
эксплуатации, должно отправляться на предприятия
по переработке отходов.
В качестве ответственного лица за оборудование вы
отвечаете за получение информации по
утвержденным станциям сбора отходов.
Для получения подробной информации
обращайтесь к ближайшему дилеру компании ESAB.
ESAB предлагает ассортимент принадлежностей для сварки и средств
индивидуальной защиты. Чтобы получить информацию для заказа, свяжитесь с
сотрудником ESAB или посетите наш сайт.
0446 253 201
- 9 -
© ESAB AB 2022

2 ВВЕДЕНИЕ
2 ВВЕДЕНИЕ
RobustFeedоборудован панелями управления U6 или Pulse и предназначен для сварки
MIG/MAG с источниками сварочного тока 400A, 500A и 600A на базе CAN.
Блок подачи проволоки поставляется в различных исполнениях (см. приложение
«НОМЕРА ДЛЯ ЗАКАЗА»).
ПРИМЕЧАНИЕ!
Модели блоков подачи проволоки, оснащенные насосом с логическим
управлением ESAB (ESAB Logic Pump, ELP), предназначены для
использования вместе с источниками сварочного тока, оснащенными ELP.
Дополнительную информацию о ELP см. в разделе «Подключение
охлаждающей жидкости».
Блоки подачи проволоки являются герметичными и содержат четырехроликовые
механизмы подачи проволоки и электронную схему управления.
Устройство можно использовать вместе со стандартной катушкой для проволоки
диаметром 200 и 300мм или с MarathonPac™ компании ESAB с адаптером для подачи
проволоки.
Блок подачи проволоки может быть установлен на тележку, подвешен над рабочим
местом или установлен на пол (вертикально или горизонтально, с колесами или без
них).
Принадлежности, предлагаемые компанией ESAB для данного изделия,
представлены в разделе «ПРИНАДЛЕЖНОСТИ» этого руководства.
2.1 Оборудование
Блок подачи проволоки комплектуется следующим:
• Руководство по эксплуатации— блок подачи проволоки
• Руководство по эксплуатации— панель управления
• Краткое руководство
• Ведущие ролики: 0,9/1,0мм (0,040дюйма) / 1,2мм (0,045дюйма)
• Направляющие для проволоки: 0,6–1,6мм (0,023–1/16дюйма)
Руководства по эксплуатации на других языках можно загрузить из сети Интернет по
адресу: manuals.esab.com
0446 253 201
- 10 -
© ESAB AB 2022

3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
RobustFeedU6, RobustFeedU82 и RobustFeedPulse
Напряжение питания 42В перем. тока, 50–60Гц
Потребляемая мощность 181ВА
Расчетный ток питания I
1
4,3A
Настроечные данные:
Скорость подачи проволоки
1
0,8–25,0м/мин (32–984дюйма/мин)
Подключение горелки EURO, Tweco 4
Макс. диаметр катушки с проволокой 300мм (12дюймов)
Диаметр проволоки:
Железо 0,6-2,0мм (0,023–5/64дюйма)
Нерж. сталь 0,6-1,6мм (0,023-1/16дюйма)
Алюминий 0,8-1,6мм (0,031–1/16дюйма)
Электродная проволока 0,9–2,4мм (0,035–3/32дюйма)
Масса 16,7-18,5кг (36,8-40,8фунта)
Максимальный вес катушки с
проволокой 20,0кг (44,1фунта)
Размеры (Д×Ш×В) 595×250×430мм (23,4×9,8×16,9дюйма)
Рабочая температура от-20 до +55°C (от -4 до +131°F)
Температура транспортировки и
от-40 до +80°C (от -40 до +176°F)
хранения
Защитный газ Все типы, предназначенные для сварки
MIG/MAG
Максимальное давление газа 5бар (72,5фунта/кв.дюйм)
Охлаждающая жидкость
1)
Готовый к применению хладагент
производства ESAB
Максимальное давление охлаждающей
5бар (72,5фунта/кв.дюйм)
жидкости
Допустимая нагрузка при +40°C:
рабочий цикл 35% 630A
рабочий цикл 60% 500 A
рабочий цикл 100% 400 A
Допустимая нагрузка при +55°C:
рабочий цикл 35% 600 A
рабочий цикл 60% 450A
рабочий цикл 100% 350 A
Класс защиты корпуса IP44
0446 253 201
- 11 -
© ESAB AB 2022

3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
)
Для «RobustFeedU6, для морского применения, водонепроницаемый»,
1
«RobustFeedU6, для морского применения, водонепроницаемый,
нажимно-вытяжной», «RobustFeedPulse, для морского применения,
водонепроницаемый», «RobustFeedU82, для морского применения,
водонепроницаемый», «RobustFeedU82, для морского применения,
водонепроницаемый, нажимно-вытяжной» и «RobustFeedPulse, для морского
применения, водонепроницаемый, нажимно-вытяжной»
Рабочий цикл
Рабочим циклом называется время, выраженное в процентах от периода
продолжительностью десять минут, в течение которого вы можете производить сварку
или резку с определенной нагрузкой без риска перегрузки.
Класс защиты корпуса
Код IP обозначает класс защиты корпуса устройства, то есть степень защиты от
попадания внутрь твердых предметов или воды.
Оборудование с маркировкой IP44 предназначено для использования внутри и вне
помещений, оно может выдерживать попадание дождевых капель с любого
направления.
0446 253 201
- 12 -
© ESAB AB 2022

4 УСТАНОВКА
4 УСТАНОВКА
Монтаж должен выполняться специалистом.
ПРЕДУПРЕЖДЕНИЕ!
При сварке в условиях повышенной электрической опасности можно применять
только те источники питания, которые предназначены для данных условий.
Такие источники питания помечены знаком .
ОСТОРОЖНО!
Данное изделие предназначено для промышленного применения. При
использовании в домашних условиях изделие может вызвать радиопомехи.
Принятие соответствующих мер безопасности является ответственностью
пользователя.
4.1 Инструкции по подъему
ОСТОРОЖНО!
Опасность падения при подъеме устройства подачи проволоки! Соблюдайте
осторожность и предупредите посторонних об опасности.
ОСТОРОЖНО!
Во избежание травм и повреждения оборудования при подъеме используйте
методику и точки крепления, описанные ниже.
0446 253 201
- 13 -
© ESAB AB 2022

4 УСТАНОВКА
ОСТОРОЖНО!
Во время подъема не кладите ничего на блок подачи проволоки и не
прикрепляйте к нему тяжелые предметы. Точки подъема рассчитаны на
максимальный общий вес 44кг/97фунтов при подъеме за две наружные
верхние подъемные ручки в соответствии с рисунком выше.
Утвержденный вес 44кг/97фунтов включает блок подачи проволоки и
дополнительные принадлежности (стандартный вес блока подачи составляет
18,5кг/40,8фунта, все значения см. в главе «ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ»).
0446 253 201
- 14 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5 ОПЕРАЦИЯ
Общие правила техники безопасности, которые необходимо соблюдать при
эксплуатации оборудования, содержатся в главе «БЕЗОПАСНОСТЬ» этого
руководства. Прочтите ее перед началом эксплуатации оборудования!
ПРЕДУПРЕЖДЕНИЕ!
Чтобы исключить вероятность поражения электрическим током, не прикасайтесь
к проволочному электроду или контактирующим с ним деталям, а также к
неизолированным кабелям и соединениям.
ПРИМЕЧАНИЕ!
При перемещении оборудования пользуйтесь предусмотренной для
транспортировки ручкой. Запрещается тянуть оборудование за сварочную
горелку.
ПРЕДУПРЕЖДЕНИЕ!
Блоки подачи проволоки предназначены для использования с источниками
питания в режиме MIG/MAG и MMA. При использовании в режиме MIG/MAG
держатель MMA должен быть отсоединен от блока подачи проволоки, а OKC
должен быть закрыт. При использовании в режиме MMA горелку MIG/MAG
необходимо изолировать или расположить в держателе горелки (при наличии).
В противном случае горелка/держатель будет находиться под напряжением.
ПРЕДУПРЕЖДЕНИЕ!
Убедитесь, что боковые панели во время работы закрыты.
0446 253 201
- 15 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
ПРЕДУПРЕЖДЕНИЕ!
Чтобы предотвратить
соскальзывание катушки со
ступицы, заблокируйте катушку,
затянув гайку.
ОСТОРОЖНО!
Перед заправкой проволоки удалите косой срез или заусенцы с ее конца, чтобы
она не застряла в трубке горелки.
ПРЕДУПРЕЖДЕНИЕ!
Вращающиеся части могут стать источником травм,
будьте внимательны.
ПРЕДУПРЕЖДЕНИЕ!
Всегда закрепляйте оборудование, особенно если оно эксплуатируется на
неровной или наклонной поверхности.
5.1 Рекомендуемые максимальные значения тока для комплекта соединительных кабелей
При температуре окружающей среды +25°C и нормальном цикле 10 минут:
Площадь
поперечного
100% 60% 35%
сечения кабеля
70мм² 350 A 400 A 480 A 0,28В / 100А
95мм² 400 A 500A 600A 0,21В / 100А
При температуре окружающей среды +40°C и нормальном цикле 10 минут:
Площадь
поперечного
100% 60% 35%
сечения кабеля
70мм² 310 A 350 A 420 A 0,30В / 100А
Рабочий цикл Потеря напряжения
на 10м
Рабочий цикл Потеря напряжения
на 10м
95мм² 375 A 430 A 525A 0,23В / 100А
Рабочий цикл
Рабочим циклом называется время, выраженное в процентах от периода
продолжительностью десять минут, в течение которого вы можете производить сварку
или резку с определенной нагрузкой без риска перегрузки.
0446 253 201
- 16 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.2 Соединения и устройства управления
1. Внешняя панель управления (см.
главу «ПАНЕЛЬ УПРАВЛЕНИЯ»)
9. Соединение для сварочной горелки
MMA (OKC)3)(только для моделей с
MMA)
2. Соединение для охлаждающей
жидкости, к сварочной горелке, с
10. Вход проволоки для использования с
Marathon Pac™ (дополнительно)
ELP1)(только для моделей с ELP)
3. Соединение для охлаждающей
жидкости, от сварочной горелки
4. Соединение для кабеля триггера
Tweco (только в сочетании с
11. Устройство для снятия напряжения
между кабелями источника питания
12. Соединение для сварочного тока от
источника питания (OKC)
горелкой Tweco)
5. Соединитель для пульта
дистанционного управления
(дополнительно)
6. Соединение для сварочной горелки
MIG/MAG (тип Euro или Tweco)
2)
13. Соединение для охлаждающей
жидкости, к источнику питания (блоку
охлаждения)
14. Соединение для охлаждающей
жидкости, от источника питания (блока
охлаждения)
7. Внутренняя панель управления (см.
15. Штуцер для защитного газа
главу «ПАНЕЛЬ УПРАВЛЕНИЯ»)
8. Переключатель системы обогрева
(модели для морского применения)
1)
ELP = ESAB Logic Pump, насос с логическим управлением ESAB (см. раздел
16. Подключение управляющего кабеля от
источника питания
«Подключение охлаждающей жидкости»)
0446 253 201
- 17 -
© ESAB AB 2022
5 ОПЕРАЦИЯ
ПРЕДУПРЕЖДЕНИЕ!
Во время сварки и/или подачи проволоки правая и левая дверцы блока подачи
проволоки должны быть закрыты. Никогда не выполняйте сварку или подачу
проволоки, если хотя бы одна дверца открыта!
2)
Опасность поражения электрическим током! Во время сварки
MIG/MAGэлектрод MMA должен быть снят с держателя электродов и
находиться на расстоянии от детали и других токопроводящих материалов. По
возможности держатель электрода следует извлечь из разъема OKC
сварочного блока. Разъем должен быть закрыт изолирующим колпачком.
3)
Опасность поражения электрическим током! Во время сварки MMA
необходимо отрезать выступ проволоки, чтобы минимизировать вероятность
случайного контакта с горелкой MIG/MAG. Горелка должна находиться на
расстоянии от детали и других токопроводящих материалов!
5.3 Подключение охлаждающей жидкости
При подсоединении сварочной горелки с жидкостным охлаждением главный
переключатель источника питания должен находиться в положении OFF (ВЫКЛ), а
переключатель блока охлаждения должен находиться в положении0.
Некоторые модели блоков подачи проволоки с соединениями охлаждающей жидкости
оснащены системой обнаружения, называемой насосом с логическим управлением
ESAB (ESAB Logic Pump, ELP), которая проверяет подключение водяных шлангов. При
подключении сварочной горелки с водяным охлаждением водяной насос запускается
автоматически. Система обнаружения работает только с источниками питания,
оснащенными ELP (например, Aristo4004i и Cool1). Для источников питания без
функции ELP (например, Aristo500ix вместе с Cool2) блок охлаждения необходимо
включать и выключать вручную.
ОСТОРОЖНО!
Не допускается использование устройств подачи без ELP вместе с
источниками питания, оснащенными ELP! Если устройства подачи без ELP
используются вместе с источниками питания, оснащенными ELP, горелка с
жидкостным охлаждением может быть повреждена из-за недостаточного
расхода охлаждающей жидкости!
Комплект для жидкостного охлаждения можно заказать дополнительно (см.
приложение «ПРИНАДЛЕЖНОСТИ»).
0446 253 201
- 18 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.4 Модернизация комплекта устройства для снятия напряжения между кабелями
0446 253 201
- 19 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
На рисунке выше показана модель комплекта устройства для снятия напряжения
(номер для заказа 0446050881), где сварочный ток и кабели управления, а также,
если применимо, шланги охлаждающей жидкости и защитного газа проходят через
устройство для снятия напряжения.
Кроме того, можно использовать предварительно собранный комплект
соединительных кабелей, включая устройство для снятия напряжения (см. приложение
«ПРИНАДЛЕЖНОСТИ»).
ПРИМЕЧАНИЕ!
• Устройство для снятия напряжения должно быть подключено к
очищенным кабелям.
• Расположите кабель сварочного тока в большем из двух отверстий
зажима устройства для снятия напряжения.
• Убедитесь, что кабельные стяжки вокруг изолирующей втулки затянуты
надлежащим образом!
0446 253 201
- 20 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.5 Переключатель системы обогрева (только модели для морского применения)
Сварка ВЫКЛ
1)
Сварка ВКЛ
Нагрев ВКЛ и сварка ВЫКЛ
Участок катушки нагревается, и
сварочная проволока остается сухой.
Нагрев области катушки очень
полезен при высокой влажности или
изменении температуры в течение
1)
дня.
1)
При выборе любой из этих настроек внешняя панель управления будет находиться
в состоянии ВЫКЛ.
5.6 Порядок пуска
Как только устройство начинает подавать проволоку, источник питания подает
сварочное напряжение. Если протекание сварочного тока прекращается на несколько
секунд, сварочное напряжение отключается.
Подача проволоки продолжается до выключения выключателя сварочной горелки.
ПРИМЕЧАНИЕ!
Важно, чтобы при включении питания системы используемый вместе с блоком
подачи источник питания был установлен в режим GMA (MIG/MAG)! Это
позволяет убедиться в выполнении калибровки между блоком подачи и
источником питания перед началом сварки. Если при включении питания
установлен другой метод сварки, невозможно обеспечить правильность
настроек напряжения на панели блока подачи! В этом случае выключите
источник питания, установите переключатель режима в режим GMA (MIG/MAG)
и снова включите источник питания!
5.7 Освещение внутри блока подачи проволоки
Шкаф блока подачи проволоки оборудован лампами.
Лампа, расположенная рядом с катушкой для проволоки, включается автоматически в
начале сварки или при открытии левой дверцы. Лампа автоматически выключается
через четыре минуты после прекращения сварки или закрытия боковой дверцы.
Лампа, расположенная рядом с механизмом подачи, включается автоматически при
открытии левой дверцы и выключается при закрытии дверцы.
Лампы включаются автоматически при запуске блока подачи, при изменении любого из
параметров на внутренней панели управления, при использовании толчковой подачи
проволоки, а также после сварки. Лампы автоматически выключаются через несколько
минут.
0446 253 201
- 21 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.8 Тормоз катушки
Необходимо увеличить тормозное усилие катушки во избежание чрезмерной подачи
проволоки. Фактическое требуемое тормозное усилие зависит от скорости подачи
проволоки, а также размера и веса катушки.
Не перегружайте тормоз катушки! Слишком высокое тормозное усилие может привести
к перегрузке двигателя и ухудшить качество сварки.
Тормозное усилие катушки регулируется с помощью 6-миллиметрового винта с
внутренним шестигранником в гайке катушки.
5.9 Замена и загрузка проволоки
1. Откройте левую дверцу блока подачи проволоки.
2. Отверните и снимите гайку катушки, снимите старую катушку.
3. Установите новую катушку с проволокой в блок подачи и выпрямите новую
сварочную проволоку, 10–20см. Прежде чем вставить проволоку в механизм
подачи проволоки, обработайте ее кончик напильником, чтобы удалить заусенцы
и острые кромки.
4. Зафиксируйте катушку с проволокой на ступице, затянув гайку катушки.
5. Пропустите проволоку через механизм подачи (как показано на рисунке на
внутренней стороне блока подачи).
6. Закройте и заблокируйте левую дверцу блока подачи проволоки.
5.10 Замена подающих роликов
При переходе на другой тип проволоки необходимо заменить подающие ролики, чтобы
они соответствовали новому типу проволоки. Данные для выбора подходящего
подающего ролика в зависимости от диаметра и типа проволоки см. в приложении
«ИЗНАШИВАЕМЫЕ ДЕТАЛИ». (Советы по обеспечению простого доступа к
необходимым изнашиваемым деталям см. в разделе «Отсек для хранения
изнашиваемых деталей» в данном руководстве.)
1. Откройте левую дверцу блока подачи проволоки.
2. Разблокируйте подающие ролики, которые необходимо заменить, повернув
быстрозажимной фиксатор ролика(A) для каждого ролика.
0446 253 201
- 22 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
3. Сбросьте давление на подающих роликах, опустив натяжители(B) и освободив
поворотные рычаги(C).
4. Снимите подающие ролики и установите соответствующие (согласно
приложению «ИЗНАШИВАЕМЫЕ ДЕТАЛИ»).
5. Повторно создайте давление на подающих роликах, нажав на поворотные
рычаги(C), и закрепите их с помощью натяжителей(B).
6. Заблокируйте ролики, повернув быстрозажимные фиксаторы ролика (A).
7. Закройте и заблокируйте левую дверцу блока подачи проволоки.
5.11 Замена направляющих проволоки
При переходе на другой тип проволоки необходимо заменить направляющие
проволоки, чтобы они соответствовали новому типу проволоки. Данные для выбора
подходящих направляющих проволоки в зависимости от диаметра и типа проволоки
указаны в приложении «ИЗНАШИВАЕМЫЕ ДЕТАЛИ». (Советы по обеспечению
простого доступа к необходимым изнашиваемым деталям см. в разделе «Отсек для
хранения изнашиваемых деталей» в данном руководстве.)
5.11.1 Входная направляющая проволоки
1. Разблокируйте быстрозажимной
фиксатор входной направляющей
проволоки(A), откинув его.
2. Снимите входную направляющую
проволоки(B).
3. Установите подходящую входную
направляющую проволоки (в
соответствии с приложением
«ИЗНАШИВАЕМЫЕ ДЕТАЛИ»).
4. Зафиксируйте новую входную
направляющую проволоки с
помощью быстрозажимного
фиксатора направляющей
проволоки(A).
0446 253 201
- 23 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.11.2 Средняя направляющая проволоки
1. Слегка надавите на зажим
средней направляющей
проволоки и вытяните среднюю
направляющую проволоки(A).
2. Вставьте подходящую
направляющую проволоки (в
соответствии с приложением
«ИЗНАШИВАЕМЫЕ ДЕТАЛИ»).
Зажим автоматически блокирует
направляющую проволоки, если
она находится в правильном
положении.
5.11.3 Выходная направляющая проволоки
1. Снимите нижний правый
подающий ролик (см. раздел
«Замена подающих роликов»).
2. Снимите среднюю направляющую
проволоки (см. раздел «Средняя
направляющая проволоки»).
3. Разблокируйте быстрозажимной
фиксатор выходной
направляющей проволоки(A),
откинув его.
4. Снимите выходную
направляющую проволоки(B).
5. Установите подходящую
выходную направляющую
проволоки (в соответствии с
приложением «ИЗНАШИВАЕМЫЕ
ДЕТАЛИ»).
6. Зафиксируйте новую выходную
направляющую проволоки с
помощью быстрозажимного
фиксатора направляющей
проволоки(A).
7. Установите на место вторую пару
подающих роликов и повторно
нажмите на ролик (см. раздел
«Замена подающих роликов»).
5.12 Давление ролика
Давление роликов необходимо регулировать по отдельности на каждом узле
натяжителя в зависимости от используемого материала проволоки и диаметра.
0446 253 201
- 24 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
Начните с проверки плавности движения электродной проволоки через направляющие.
Затем установите давление прижимных роликов устройства подачи проволоки. Важно,
чтобы установленное давление не было слишком большим.
Рисунок A Рисунок B
Для того чтобы убедиться, что давление подачи установлено правильно, вы можете
воспользоваться изолированным предметом, например, куском дерева, и производить
подачу проволоки так, чтобы она, выходя из сварочной горелки, упиралась в дерево.
Если держать сварочную горелку на расстоянии примерно 5мм (0,2дюйма) от куска
дерева (рис. А), подающие ролики будут проскальзывать.
Если держать сварочную горелку на расстоянии примерно 50мм (2 дюйма) от куска
дерева, то проволока будет загибаться при подаче (рис.B).
В приведенной ниже таблице представлены приблизительные значения давления
роликов для стандартных условий с надлежащим тормозным усилием катушки. При
использовании длинных, грязных или изношенных кабелей горелки уставку давления
необходимо увеличить. Обязательно проверьте уставку давления ролика в каждом
конкретном случае, подавая провод на изолированный объект, как описано выше.
Кроме того, таблица приблизительных настроек размещена на внутренней стороне
левой дверцы блока подачи проволоки.
Диаметр проволоки (дюйм)
(мм)
0,02
3
0,6
0,03
0
0,8
0,04
0
1,0
0,04
5
1,2
0,05
2
1,4
1/16
1,6
0,07
0
1,8
5/64
2,0
3/32
2,4
Установка давления
Материал
проволоки
Fe, Ss Натяжитель 1 2,5
Натяжитель 2 3–3,5
Поро
шкова
Натяжитель 1 2
Натяжитель 2 2,5–3
я
Алюм
иний
Натяжитель 1 1
Натяжитель 2 2–3
0446 253 201
- 25 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
1. Натяжитель 1 2. Натяжитель 2
5.13 Отсек для хранения изнашиваемых деталей
Отсек для хранения изнашиваемых деталей расположен на внутренней стороне левой
дверцы блока подачи проволоки, что обеспечивает удобный доступ к дополнительному
комплекту роликов и направляющих для проволоки.
0446 253 201
- 26 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
1. Входная направляющая проволоки 4. Подающие ролики (4 шт.)
2. Средняя направляющая проволоки 5. Контактные наконечники для
сварочной горелки (×4 шт.)
3. Выходная направляющая проволоки
5.14 Установка комплекта колес
5.14.1 Прикрепление колес к раме комплекта колес
Перед установкой блока подачи проволоки на комплект колес закрепите колеса на
раме с помощью винтов, шайб и гаек M12, затянув их моментом 40±4Нм
(354±35,4фунт-сила-дюйма). Неподвижные колеса на задней стороне должны быть
расположены параллельно раме.
0446 253 201
- 27 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.14.2 Блок подачи проволоки в вертикальном положении
5.14.3 Блок подачи проволоки в горизонтальном положении
ПРИМЕЧАНИЕ!
Чтобы установить блок подачи проволоки в горизонтальном положении на
комплекте колес, необходимо снять два бампера на дверце блока подачи
проволоки!
0446 253 201
- 28 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.15 Крепление комплекта колес и устройства для снятия
напряжения для горелки
При одновременной установке комплекта колес и устройства для снятия напряжения
на горелку, расположенную вертикально, выполните сборку в следующем порядке:
0446 253 201
- 29 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
1. Прикрепите устройство для снятия напряжения для горелки к блоку подачи
проволоки с помощью двух винтов TX5.
2. Прикрепите комплект колес к блоку подачи проволоки с помощью двух винтовых
соединений, расположенных рядом с задним концом блока подачи проволоки.
Убедитесь, что между комплектом колес и блоком подачи проволоки
установлены две распорные шайбы!
3. Прикрепите комплект колес и устройство для снятия напряжения к блоку подачи
проволоки с помощью двух винтовых соединений, расположенных рядом с
передним концом блока подачи проволоки.
0446 253 201
- 30 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
5.16 Установка Marathon Pac™
0446 253 201
- 31 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
0446 253 201
- 32 -
© ESAB AB 2022

5 ОПЕРАЦИЯ
0446 253 201
- 33 -
© ESAB AB 2022
6 ПАНЕЛЬ УПРАВЛЕНИЯ
6 ПАНЕЛЬ УПРАВЛЕНИЯ
6.1 U6
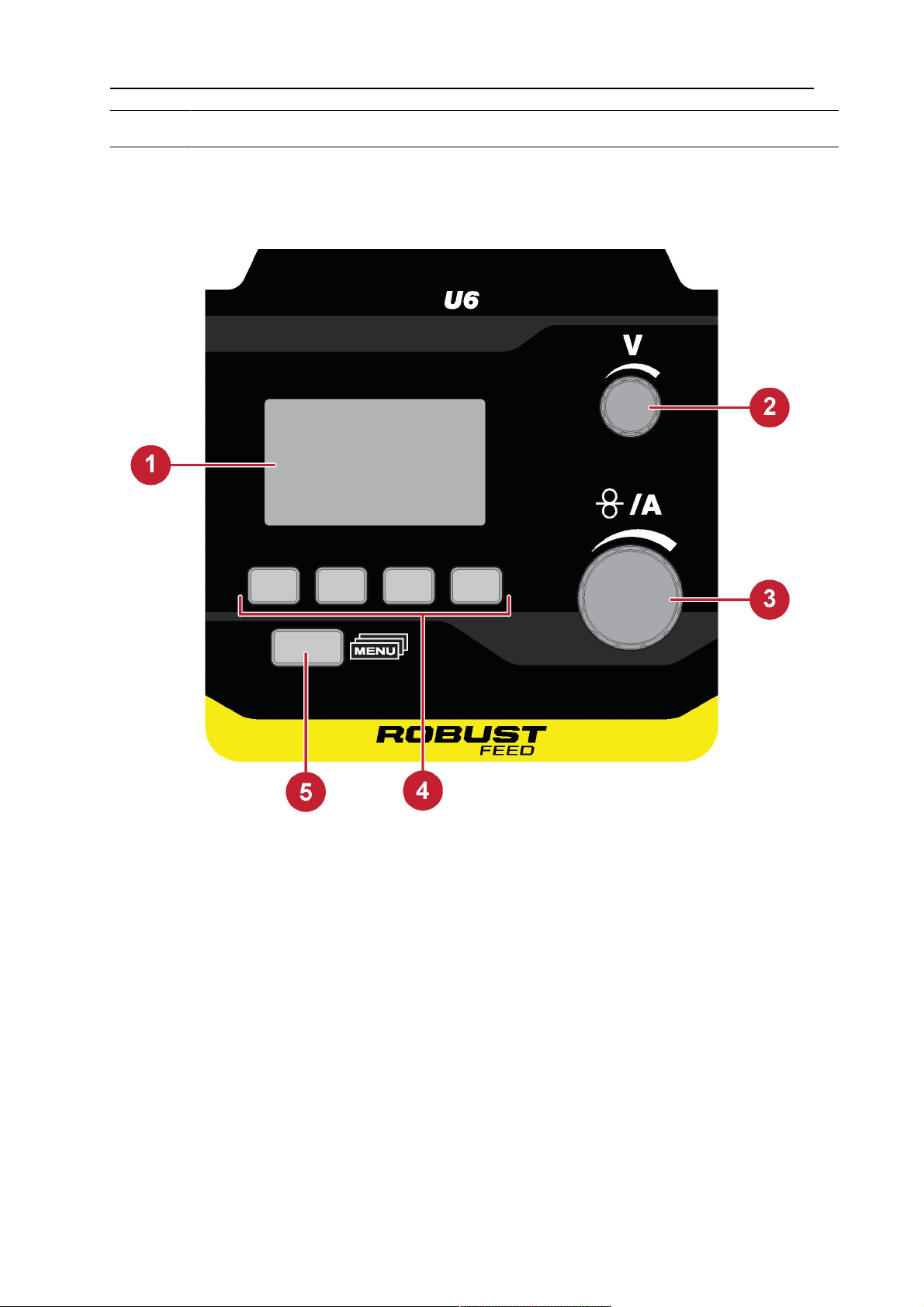
6.1.1 Внешняя панель управления
1. Дисплей 4. Программные кнопки (функциональные
клавиши), см. подробное описание в
руководстве по эксплуатации панели
управления U6
2. Ручка регулировки напряжения 5. Кнопка меню
3. Ручка регулировки скорости подачи
проволоки и сварочного тока
0446 253 201
- 34 -
© ESAB AB 2022

6 ПАНЕЛЬ УПРАВЛЕНИЯ
6.1.2 Внутренняя панель управления
1. Переключатель режима продувки
газом / режима толчковой подачи
проволоки
3. Ручка регулировки расхода газа
(только для моделей, оснащенных
расходомером газа)
2. Переключатель для дистанционного
или локального управления (только
для вариантов с нажимно-вытяжной
системой)
6.1.3 Описание функции
Продувка газа
Продувка газом выполняется для измерения расхода газа или для
удаления воздуха и влаги из газовых шлангов перед началом сварки.
Продувка газом выполняется до тех пор, пока нажата кнопка, без
напряжения и до начала подачи проволоки.
Толчковый режим подачи проволоки
Толчковый режим подачи проволоки используется, когда нужно обеспечить
подачу проволоки без подачи сварочного напряжения. Подача проволоки
производится до тех пор, пока будет нажата кнопка.
Дистанционный
Режим дистанционного управления позволяет дистанционно управлять горелкой
нажимно-вытяжного действия и опциями Miggytrac/Railtrac. Он также отключает
внешнюю панель управления на блоке подачи проволоки.
Локальный
Режим локального управления включает внешнюю панель управления в устройстве
подачи проволоки и отключает дистанционное управление для горелки
нажимно-вытяжного действия и опций Miggytrac/Railtrac.
0446 253 201
- 35 -
© ESAB AB 2022

6 ПАНЕЛЬ УПРАВЛЕНИЯ
6.2 Импульс
6.2.1 Внешняя панель управления
1. Функциональные клавиши, см.
подробное описание в руководстве
по эксплуатации панели
4. Обозначение тех значений и единиц
измерения, которые отображаются на
дисплее
управленияPulse
2. Дисплей 5. Ручка регулировки скорости подачи
проволоки и сварочного тока
3. Ручка регулировки
напряжения/QSet™
6. Индикатор включения VRD (Voltage
Reduction Device — устройство
понижения напряжения)
0446 253 201
- 36 -
© ESAB AB 2022

6 ПАНЕЛЬ УПРАВЛЕНИЯ
6.2.2 Внутренняя панель управления
1. Ручка регулировки расхода газа
6.3 Настройка расхода газа
Расход газа регулируется с помощью ручки на внутренней панели
управления. Текущий расход газа отображается на расходомере газа над
рукояткой.
ПРИМЕЧАНИЕ!
Показания на шкале расходомера будут верными только в
том случае, если блок подачи проволоки находится в
вертикальном положении!
6.4 Поворот внешней панели управления
Для использования блока подачи проволоки в горизонтальном положении внешнюю
панель управления можно повернуть на 90°.
1. Отверните два винта панели управления и снимите панель.
2. Поверните панель управления на 90° против часовой стрелки.
3. Закрепите панель управления, убедившись, что маленькие выступы находятся в
правильном положении.
4. Затяните винты.
0446 253 201
- 37 -
© ESAB AB 2022

6 ПАНЕЛЬ УПРАВЛЕНИЯ
0446 253 201
- 38 -
© ESAB AB 2022

7 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ПРИМЕЧАНИЕ!
Регулярное техническое обслуживание имеет большое значение для
безопасной и надежной работы оборудования.
ОСТОРОЖНО!
Все гарантийные обязательства поставщика теряют силу в том случае, если
заказчик предпринимает самостоятельные попытки устранить неисправность в
период действия гарантии.
7.1 Проверка и чистка
Механизм подачи проволоки
Регулярно проверяйте, чтобы блок подачи проволоки не был забит грязью.
• Для обеспечения бесперебойной подачи проволоки следует с установленной
периодичностью выполнять чистку и замену изношенных деталей механизма
блока подачи. Следует учесть, что если предварительное натяжение установлено
слишком сильным, то это может привести к преждевременному износу
прижимных роликов, подающих роликов и направляющих для проволоки.
• Регулярно очищайте проволокопроводы и другие механические детали
механизма подачи проволоки с помощью сжатого воздуха. Кроме того, очистку
следует проводить, если подача проволоки кажется медленной.
• Замена насадок
• Проверка ведущего колеса
• Замена комплекта шестерен
Сварочная горелка
• Для обеспечения надежной сварки необходимо через регулярные промежутки
времени чистить и заменять изнашиваемые детали сварочной горелки. Регулярно
дочиста продувайте направляющие для проволоки и очищайте контактную
насадку.
0446 253 201
- 39 -
© ESAB AB 2022

8 ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
8 ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Описание ошибок, которые могут появляться на внешней панели управления, см. в
руководстве по эксплуатации данной панели управления.
Перед отправкой в авторизованный сервисный центр выполните следующие проверки.
Признак
неисправности
Подача проволоки через
блок подачи проволоки
происходит
медленно/туго.
Рекомендуемые меры
• Очистите проволокопроводы и другие механические
детали механизма подачи проволоки сжатым воздухом.
0446 253 201
- 40 -
© ESAB AB 2022

9 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
9 ЗАКАЗ ЗАПАСНЫХ ЧАСТЕЙ
ОСТОРОЖНО!
Работы по ремонту и электрическому монтажу должны выполняться
квалифицированным техником ESAB по обслуживанию оборудования.
Используйте только оригинальные запасные и изнашиваемые части ESAB.
Устройства RobustFeedU6 и RobustFeedPulse разработаны и испытаны в
соответствии с международными и европейскими стандартами IEC/EN60974-5 и
IEC/EN60974-10, классA, стандартом Канады CAN/CSA-E60974-5 и стандартомСША
ANSI/IEC 60974-5. Обслуживающая организация, выполнявшая техническое
обслуживание или ремонтные работы, обязана обеспечить дальнейшее соответствие
параметров изделия требованиям указанных стандартов.
Запасные и изнашиваемые детали можно заказать через ближайшего дилера
компании ESAB, см. esab.com. При заказе указывайте тип изделия, серийный номер и
номер запасной части по перечню запасных частей. Это упростит отправку и обеспечит
ее правильность.
0446 253 201
- 41 -
© ESAB AB 2022
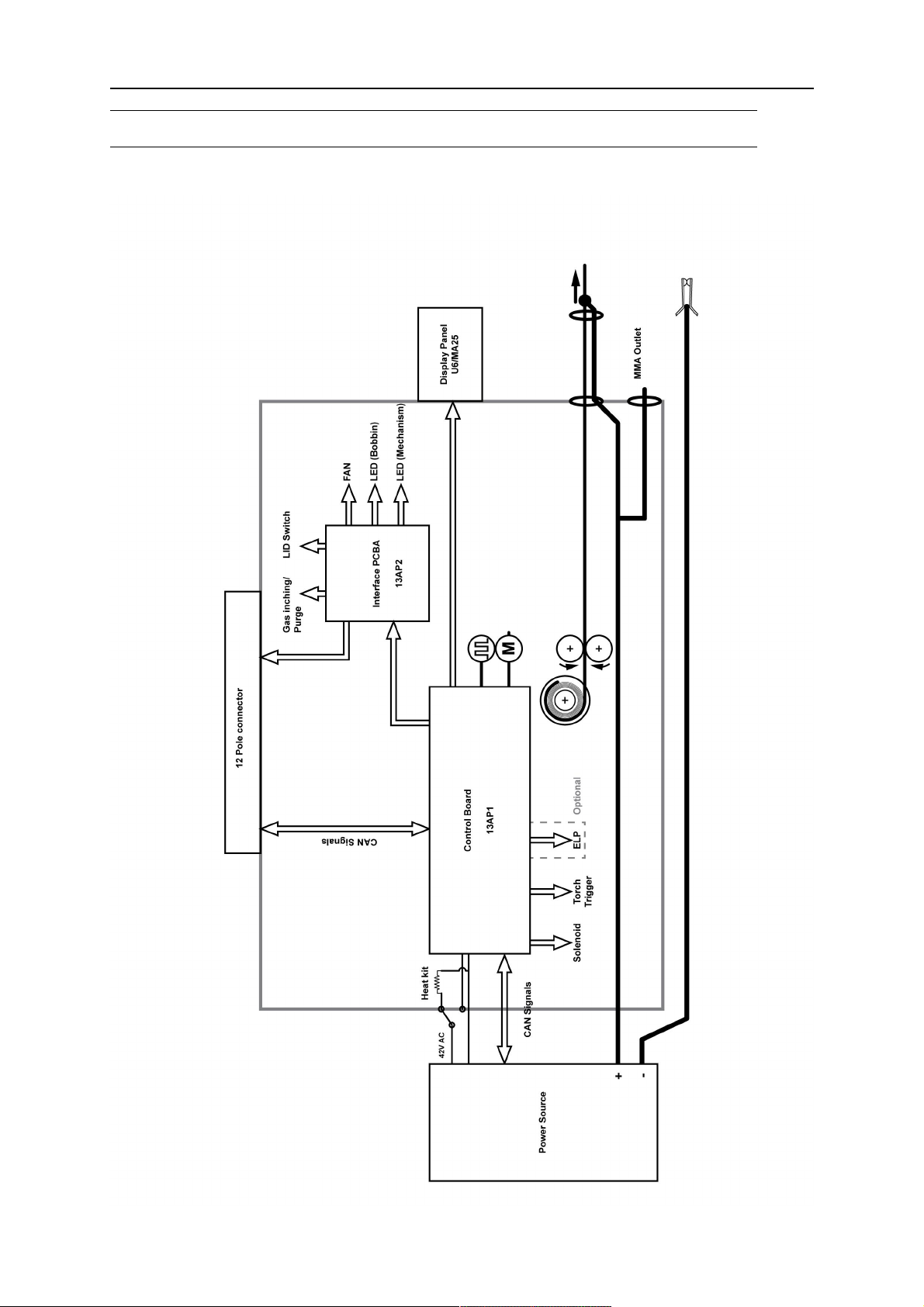
СХЕМА
СХЕМА
RobustFeed U6/Pulse
0446 253 201
- 42 -
© ESAB AB 2022

СХЕМА
RobustFeed U6/Pulse EURO Push Pull
0446 253 201
- 43 -
© ESAB AB 2022

СХЕМА
RobustFeed U6/Pulse Tweco Push Pull
0446 253 201
- 44 -
© ESAB AB 2022

НОМЕРА ДЛЯ ЗАКАЗА
НОМЕРА ДЛЯ ЗАКАЗА
Ordering no. Denomination Note
0445 800 897 RobustFeed U6, Water With EURO connector, torch
cooling system
0445 800 887 RobustFeedU6, Offshore, Water With EURO connector, torch
cooling system, heater, gas flow
meter and MMA
0445 800 888 RobustFeed U6, Offshore, Water, ELP,
Push Pull, Mechanized MIG
With EURO connector, torch
cooling system, ELP, heater, gas
flow meter and MMA
0445 800 894 RobustFeedPulse, Water With EURO connector, torch
cooling system
0445 800 891 RobustFeedPulse, Offshore, Water With EURO connector, torch
cooling system, heater, gas flow
meter and MMA
0446 253 201
- 45 -
© ESAB AB 2022
НОМЕРА ДЛЯ ЗАКАЗА
Ordering no. Denomination Note
0445 800 892 RobustFeed Pulse, Offshore, Water,
ELP, Push Pull, Mechanized MIG
With EURO connector, torch
cooling system, ELP, heater, gas
flow meter and MMA
0445 800 890 RobustFeedU6, Offshore, PushPull,
Mechanized MIG
With Tweco 4 connector, heater,
gas flow meter and MMA
0445 800 893 RobustFeedPulse, Offshore, PushPull With Tweco 4 connector, heater,
gas flow meter and MMA
0445 800 902 RobustFeed U6, Offshore, Water, ELP,
Push Pull, Mechanized MIG
(VRDactivated)
With EURO connector, torch
cooling system, ELP, heater, gas
flow meter and MMA (for AU
region)
0463 708 001 Spare parts list RobustFeedU6, RobustFeedPulse
0463 707 001 Service manual RobustFeedU6, RobustFeedPulse
0459 287 * Instruction manual Aristo® U6
0463 459 * Instruction manual MA25Pulse
Три последние цифры в номере документа руководства обозначают версию
руководства. Поэтому здесь их заменяет символ *. Обязательно используйте
руководство, серийный номер или версия программного обеспечения которого
соответствуют таковым на устройстве (см. первую страницу руководства).
Техническая документация доступна в интернете на сайте: www.esab.com
0446 253 201
- 46 -
© ESAB AB 2022
ИЗНАШИВАЕМЫЕ ДЕТАЛИ
ИЗНАШИВАЕМЫЕ ДЕТАЛИ
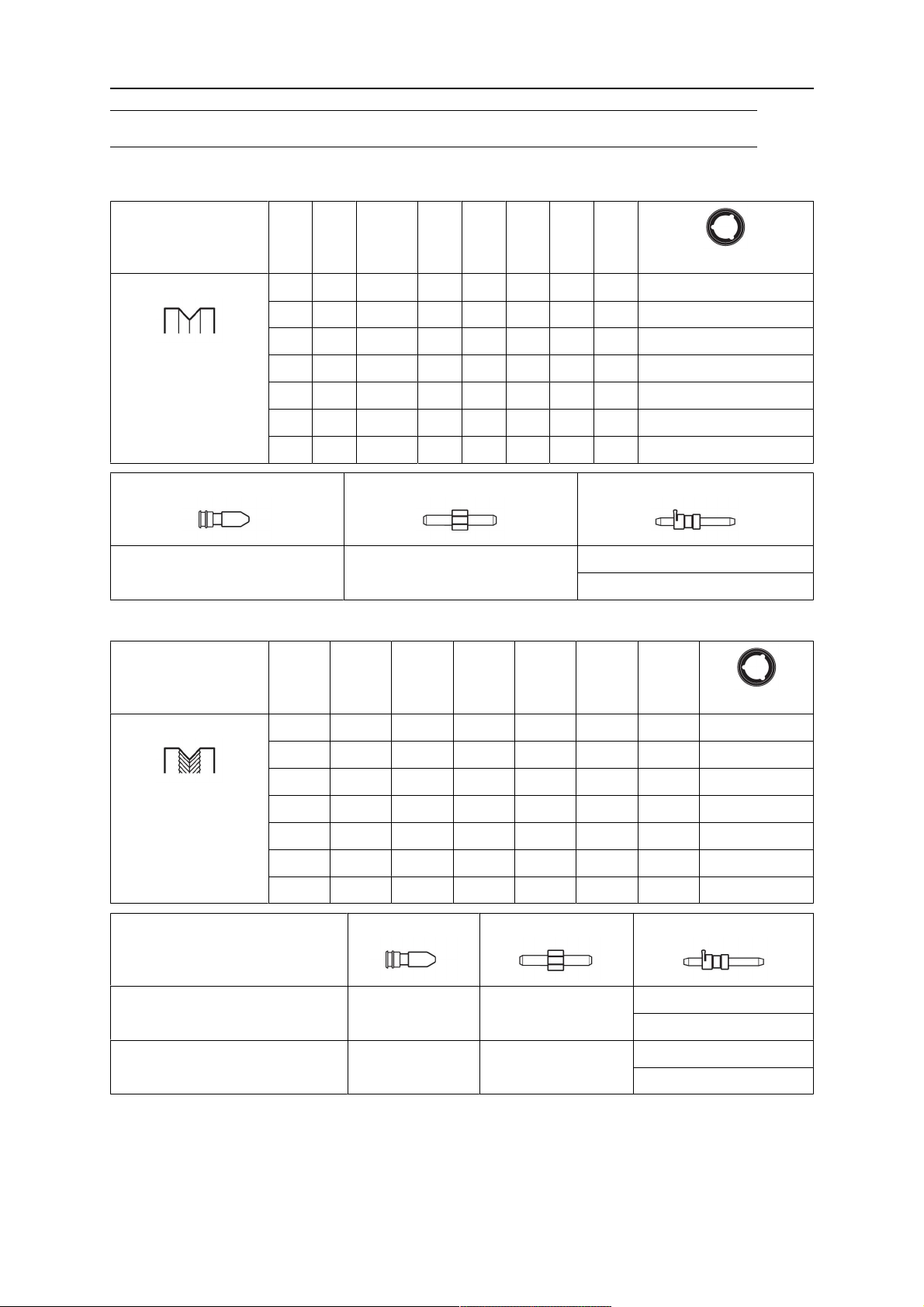
Fe, Ss and cored wire
Wire diameter (in.)
(mm)
.023
0.6
.030
0.8
.040
0.9/1.0
.045
1.2
.052
1.4
1/16
1.6
.070
1.8
5/64
2.0
V-groove X X 0445 850 001
X X 0445 850 002
X 0445 850 003
X X 0445 850 004
X 0445 850 005
X X 0445 850 006
X 0445 850 007
Inlet wire guide Middle wire guide Outlet wire guide
0445 822 001
(2 mm)
0446 080 882
0445 830 883 (Tweco)
0445 830 881 (Euro)
Cored wire – Different wire guides dependent on wire diameter!
Wire diameter (in.)
(mm)
.040
0.9/1.0
.045
1.2
.052
1.4
1/16
1.6
.070
1.8
5/64
2.0
3/32
2.4
Feed roller
Feed roller
V-K-knurled X X 0445 850 030
X 0445 850 031
X X 0445 850 032
X 0445 850 033
X 0445 850 034
X 0445 850 035
X 0445 850 036
Inlet wire guide Middle wire guide Outlet wire guide
Wire diameter 0.040–1/16in.
0.9–1.6mm
Wire diameter 0.070–3/32in.
1.8–2.4mm
0445 822 001
(2 mm)
0445 822 002
(3 mm)
0446 080 882
0446 080 883
0445 830 883 (Tweco)
0445 830 881 (Euro)
0445 830 884 (Tweco)
0445 830 882 (Euro)
0446 253 201
- 47 -
© ESAB AB 2022

ИЗНАШИВАЕМЫЕ ДЕТАЛИ
Al wire
Wire diameter (in.)
(mm)
.023
0.6
.030
0.8
.040
0.9/1.0
.045
1.2
.052
1.4
1/16
1.6
.070
1.8
Feed roller
U-groove X X 0445 850 050
X X 0445 850 051
X X 0445 850 052
Inlet wire guide Middle wire guide Outlet wire guide
0445 822 001
(2 mm)
0446 080 881
0445 830 886 (Tweco)
0445 830 885 (Euro)
0446 253 201
- 48 -
© ESAB AB 2022

ПРИНАДЛЕЖНОСТИ
ПРИНАДЛЕЖНОСТИ
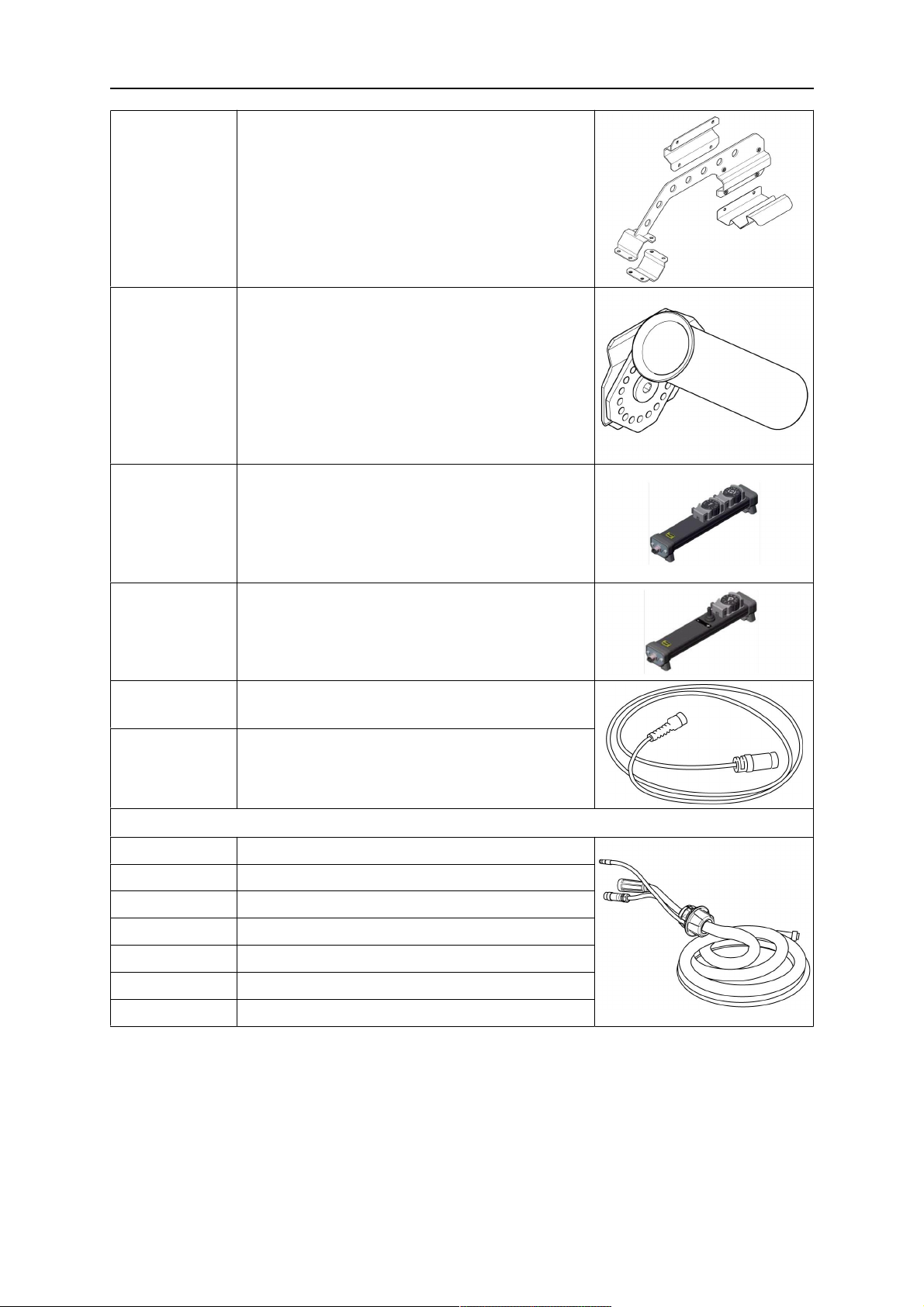
0446 081 880 Wheel kit
0349 313 450 Trolley
0349 313 700 Wire feeder trolley for 400mm coils
0446 123 880 Liquid cooling kit
0446 082 880 Torch strain relief
F102 440 880 Quick connectorMarathon Pac™
0465 508 880 Guide pin extension kit
For the feeder assembled with the wheel kit
0446 253 201
- 49 -
© ESAB AB 2022
ПРИНАДЛЕЖНОСТИ
0446 956 880 Boom adaptor kit including a stopper for
RobustFeed door
For assembly instructions, refer to the Boom
adaptor assembly instruction manual
0446 958 880 Torch holder
For assembly on the RobustFeed
For assembly instructions, refer to the Torch
holder assembly instruction manual
0459 491 880 Remote control unit MTA1CAN
• MIG/MAG: wire feed speed and voltage
• MMA: current and arc force
• TIG: current, pulse and background
current
0459 491 882 Remote control unit M110ProgCAN
• Choice of one of 10 programs
• MIG/MAG: voltage deviation
• TIG: and MMA current deviation
0459 554 880 Remote cable CAN 4 pole – 12 pole, 16 ft 5
in. (5.0m)
0459 554 980 Remote cable CAN 4 pole – 12 pole, 16 ft 5
in. (5.0m)HD
Interconnection cable with pre-assembled strain relief, Air cooled, 70mm2:
0446 255 880 2 m (7ft.)
0446 255 881 5m (16ft.)
0446 255 882 10 m (33ft.)
0446 255 883 15 m (49 ft)
0446 255 884 20 m (66 ft)
0446 255 885 25 m (82 ft)
0446 255 886 35 m (115 ft)
0446 253 201
- 50 -
© ESAB AB 2022
ПРИНАДЛЕЖНОСТИ
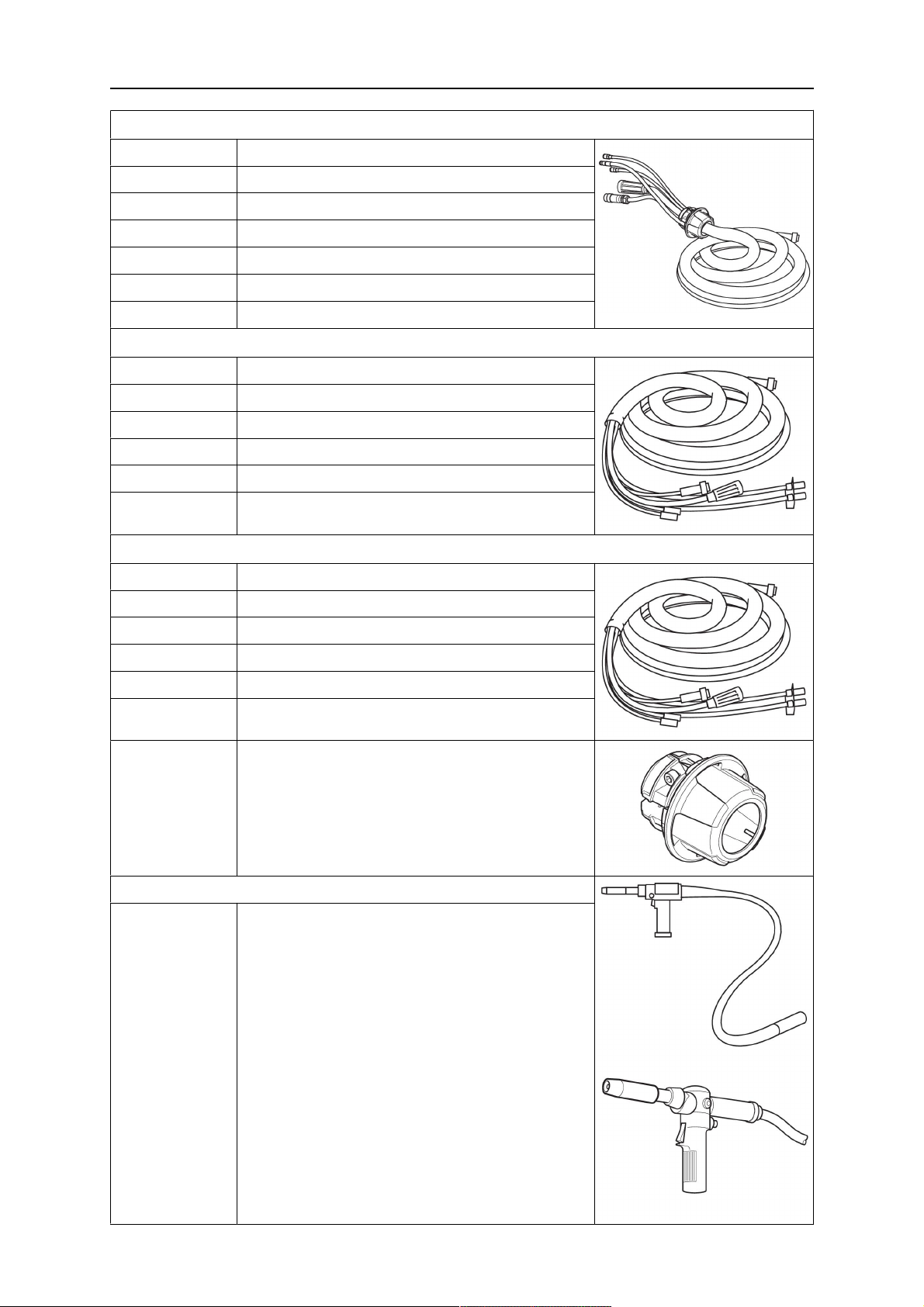
Interconnection cable with pre-assembled strain relief, Liquid cooled, 70mm2:
0446 255 890 2 m (7ft.)
0446 255 891 5m (16ft.)
0446 255 892 10 m (33ft.)
0446 255 893 15 m (49 ft)
0446 255 894 20 m (66 ft)
0446 255 895 25 m (82 ft)
0446 255 896 35 m (115 ft)
Interconnection cable without strain relief, Air cooled, 95mm2:
0459 528 960 1.7 m (7ft.)
0459 528 961 5m (16ft.)
0459 528 962 10 m (33ft.)
0460 528 963 15 m (49 ft)
0460 528 964 25 m (82 ft)
0460 528 965 35 m (115 ft)
Interconnection cable without strain relief, Liquid cooled, 95mm2:
0459 528 970 1.7 m (7ft.)
0459 528 971 5m (16ft.)
0459 528 972 10 m (33ft.)
0459 528 973 15 m (49 ft)
0459 528 974 25 m (82 ft)
0459 528 975 35 m (115 ft)
0446 050 881 Interconnection strain relief kit
(for update of cables without strain relief)
MIG/MAG welding torches:
More informa-
EURO, Tweco and Push Pull torches
tion at the
nearest ESAB
agency
0446 253 201
- 51 -
© ESAB AB 2022

ПРИНАДЛЕЖНОСТИ
0457 357 882 Miggytrac™ B501
Equipment for mechanized welding
0459 990 645 Miggytrac™ B5001
Equipment for mechanized welding
0398 146 016 Railtrac™ B42V
Equipment for mechanized welding
0459 990 644 Railtrac™ BV2000
Equipment for mechanized welding
0446 253 201
- 52 -
© ESAB AB 2022

ПРИНАДЛЕЖНОСТИ
0446 253 201
- 53 -
© ESAB AB 2022

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...