


ROBUSTFEED EDGE
Manuale di istruzioni
0463 773 001 IT 20230227
Valid for: Serial number:
OP138YY-XXXXXX


SOMMARIO
1 SICUREZZA
1.1 Significato dei simboli
1.2 Precauzioni per la sicurezza
2 INTRODUZIONE
2.1 Panoramica
2.2 Dotazioni
3 DATI TECNICI
4 INSTALLAZIONE
4.1 Istruzioni per il sollevamento
5 FUNZIONAMENTO
................................................................................................................................
................................................................................................
......................................................................................
.........................................................................................................................
..................................................................................................................
......................................................................................................................
.............................................................................................................................
........................................................................................................................
.....................................................................................
.....................................................................................................................
5.1 Valori di corrente massimi raccomandati per il set di cavi di collegamento
5.2 Regolatori di gas raccomandati
5.3 Attacchi e dispositivi di controllo
5.4 Collegamento del liquido di raffreddamento
5.5 Interruttore on-off riscaldatore/trainafilo
5.6 Illuminazione all'interno del gruppo trainafilo
5.7 Esportazione USB
5.8 Freno della bobina
.......................................................................................................
.......................................................................................................
5.9 Sostituzione e caricamento del filo
5.10 Sostituzione dei rulli di trascinamento
5.11 Sostituzione delle guide del filo
5.11.1 Guida del filo in ingresso
5.11.2 Guida del filo intermedia
5.11.3 Guida del filo in uscita
5.12 Pressione dei rulli
.......................................................................................................
5.13 Vano di stoccaggio dei componenti soggetti a usura
5.14 Fissaggio del kit rotelle
..............................................................................................
5.14.1 Fissaggio delle rotelle al telaio del kit rotelle
5.14.2 Gruppo trainafilo in posizione verticale
5.14.3 Gruppo trainafilo in posizione orizzontale
.................................................................................
..............................................................................
............................................................
..................................................................
..........................................................
...........................................................................
......................................................................
.................................................................................
....................................................................................
.....................................................................................
........................................................................................
.............................................
......................................................
..............................................................
..........................................................
5.15 Fissaggio del kit rotelle e dell'accessorio pressacavo della torcia
5.16 Installazione di Marathon PAC™
6 PANNELLO DI CONTROLLO
6.1 Pannello di controllo esterno
6.1.1 Descrizione delle spie LED
6.1.2 Manopole dell'encoder
6.1.3 Tasti
....................................................................................................................
6.2 Pannello di controllo interno
6.2.1 Tasti
....................................................................................................................
6.2.2 Selezione menu
6.3 Impostazioni di saldatura
6.4 JOB
...............................................................................................................................
.....................................................................................................
..................................................................................................
...........................................................................................
................................................................................
.....................................................................................
................................................................................
.......................................................................................
......................................................................................
6.4.1 Impostazione di un nuovo JOB nel pannello di controllo interno
6.4.2 Copia di un JOB
.................................................................................................
6.4.3 Impostazione di un nuovo lavoro nel pannello di controllo esterno
6.5 Strumenti
6.5.1 Registri degli errori
......................................................................................................................
.............................................................................................
.........
........................
........................
....................
6
6
6
9
9
9
10
11
11
13
14
14
15
16
16
16
16
17
17
17
18
18
19
19
20
21
22
22
22
23
24
25
27
27
28
29
30
31
32
32
32
32
33
37
39
40
40
0463 773 001
- 3 -
© ESAB AB 2023

SOMMARIO
6.5.2 Gestione operatori
6.6 Impostazioni di sistema
..............................................................................................
..............................................................................................
6.6.1 Compensazione TRUEARC
6.6.2 Funzionalità pannello anteriore
6.6.3 Passaggio tra JOB mediante grilletto
6.6.4 Configurazione comando a distanza della torcia
6.6.5 Lingue
6.6.6 Unità di misura
6.6.7 Data e ora
6.6.8 Informazioni
.................................................................................................................
...................................................................................................
...........................................................................................................
........................................................................................................
6.7 Rotazione del pannello di controllo
7 SALDATURA
7.1 Saldatura MIG/MAG
..............................................................................................................................
.....................................................................................................
7.1.1 Intervallo di impostazione per applicazione manuale e sinergica
7.1.2 Intervallo di impostazione per IMPULSO
7.1.3 Intervallo di impostazione per VELOCITÀ
7.1.4 Spiegazione della funzione delle impostazioni
7.2 Saldatura MMA
.............................................................................................................
7.2.1 Spiegazione della funzione delle impostazioni
7.3 Scriccatura
...................................................................................................................
7.3.1 Spiegazione della funzione delle impostazioni
8 MANUTENZIONE
8.1 Ispezione, pulizia e sostituzione
9 CODICI DI EVENTO
9.1 Errore applicazione
........................................................................................................................
................................................................................
....................................................................................................................
.....................................................................................................
9.2 Guasto alla tensione di alimentazione
9.3 Errore di temperatura
9.4 Avvertenza batteria
9.5 Errore interno di tensione
..................................................................................................
.....................................................................................................
...........................................................................................
9.6 Problema alla velocità di avanzamento del filo
9.7 Errore di comunicazione
9.8 Rilevato cortocircuito
............................................................................................
.................................................................................................
9.9 Problema di tensione a circuito aperto elevata
9.10 Perdita di contatto con un'altra unità
9.11 Guasto memoria interna
9.12 Errore di memoria
9.13 Errore gestione utenti
9.14 Unità incompatibili
9.15 Errore di tempistica
.............................................................................................
.......................................................................................................
.................................................................................................
......................................................................................................
.....................................................................................................
9.16 Nessun flusso di liquido di raffreddamento
9.17 Problema alla pressione del gas
9.18 Problema al flusso di gas
9.19 Guasto USB
..................................................................................................................
9.20 Errore di runtime software
9.21 Arresto esterno
............................................................................................................
10 RISOLUZIONE DEI PROBLEMI
11 ORDINAZIONE DEI RICAMBI
....................................................................................................
12 CALIBRAZIONE E CONVALIDA
...........................................................................................
.................................................................................................
................................................................................................
................................................................................
.........................................................................................
...............................................................................
..........................................................................
.................................................................
................................................
...........................................................................
......................
...........................................................
..........................................................
...................................................
...................................................
...................................................
......................................................................
........................................................
........................................................
........................................................................
.............................................................
40
42
42
43
43
43
44
45
45
45
45
47
47
47
48
49
50
51
52
52
53
54
54
55
55
55
56
56
56
56
57
57
57
57
57
58
58
58
58
58
58
59
59
59
59
60
61
62
0463 773 001
- 4 -
© ESAB AB 2023

SOMMARIO
12.1 Metodi di misurazione e tolleranze
12.2 Requisiti, specifiche e standard
SCHEMA ELETTRICO
NUMERI DI ORDINAZIONE
...........................................................................................................................
...................................................................................................................
COMPONENTI SOGGETTI A USURA
ACCESSORI
..........................................................................................................................................
............................................................................
................................................................................
..................................................................................................
62
62
63
64
65
67
0463 773 001
- 5 -
© ESAB AB 2023

1 SICUREZZA
1 SICUREZZA
1.1 Significato dei simboli
Utilizzo in questo manuale: Significa Attenzione! State attenti!
PERICOLO!
Significa rischi immediati che, se non evitati, avranno come conseguenza immediata,
lesioni gravi o addirittura letali.
ATTENZIONE!
Significa possibili pericoli che potrebbero dar luogo a lesioni fisiche o addirittura
letali.
AVVISO!
Significa rischi che potrebbero causare lesioni fisiche.
ATTENZIONE!
Prima dell'uso, leggere attentamente il manuale di istruzioni e
attenersi a quanto riportato sulle etichette, alle procedure di
sicurezza e alle schede di sicurezza (SDS).
1.2 Precauzioni per la sicurezza
Gli utilizzatori degli apparecchi ESAB sono responsabili del rispetto di tutte le misure di sicurezza
pertinenti da parte del personale che opera con l'apparecchio o nelle sue vicinanze. Le misure di
sicurezza devono soddisfare i requisiti previsti per questo tipo di apparecchi. Oltre alle norme standard
applicabili ai luoghi di lavoro è opportuno rispettare le indicazioni che seguono.
Tutte le lavorazioni devono essere eseguite da personale addestrato e in possesso di una buona
conoscenza dell'apparecchio. L'azionamento errato dell'apparecchio può dare origine a situazioni di
pericolo che possono causare lesioni all'operatore e danni all'apparecchio.
1. Tutto il personale che utilizza l'apparecchio deve conoscere:
• il suo funzionamento;
• l'ubicazione degli arresti di emergenza;
• le sue funzioni;
• le misure di sicurezza pertinenti;
• saldatura e taglio o altre funzioni applicabili dell'apparecchio
2. L'operatore deve accertarsi:
• che nessun estraneo si trovi all'interno dell'area di lavoro
dell’apparecchio per saldatura prima che questo venga messo in
funzione
• che tutti indossino protezioni quando si innesca l'arco o si inizia il lavoro
con l'apparecchio
3. Il luogo di lavoro deve essere:
• adeguato allo scopo;
• esente da correnti d'aria.
0463 773 001
- 6 -
© ESAB AB 2023

1 SICUREZZA
4. Dispositivi di protezione individuale:
• Usare sempre le attrezzature di protezione consigliate, come occhiali di
sicurezza, abiti ignifughi e guanti di sicurezza
• Non indossare indumenti o accessori ampi come sciarpe, braccialetti,
anelli e affini, che possono impigliarsi o provocare ustioni
5. Precauzioni generali:
• Accertarsi che il cavo di ritorno sia fissato saldamente
• Ogni intervento sui componenti elettrici deve essere effettuato solo da
personale specializzato
• Devono essere disponibili a portata di mano attrezzature antincendio
adeguate e chiaramente indicate
• Non eseguire mai lubrificazioni e interventi di manutenzione
sull'apparecchio per saldatura quando è in esercizio
Se dotato di refrigerante ESAB
Utilizzare esclusivamente un refrigerante approvato da ESAB. I refrigeranti non approvati potrebbero
danneggiare l'apparecchio e mettere a rischio la sicurezza del prodotto. In presenza di danni derivanti
da tale negligenza, gli obblighi di garanzia di ESAB decadono.
Per informazioni sull'ordinazione, vedere il capitolo "ACCESSORI" nel manuale di istruzioni.
ATTENZIONE!
La saldatura ad arco e il taglio possono causare lesioni all'operatore o ad altre persone.
Durante la saldatura e il taglio adottare le opportune precauzioni.
SCOSSA ELETTRICA: può uccidere
• Non toccare i componenti elettrici sotto tensione o gli elettrodi con le mani
nude oppure quando si indossano guanti o indumenti bagnati
• Isolarsi dal pezzo da lavorare e dal terreno.
• Assicurarsi che la posizione di lavoro sia sicura
CAMPI ELETTRICI E MAGNETICI: possono nuocere alla salute
• Gli operatori portatori di pacemaker devono consultare un medico prima di
eseguire operazioni di saldatura. I campi elettromagnetici possono
provocare interferenze con determinati pacemaker.
• L'esposizione a campi elettromagnetici può provocare effetti sulla salute
ancora sconosciuti.
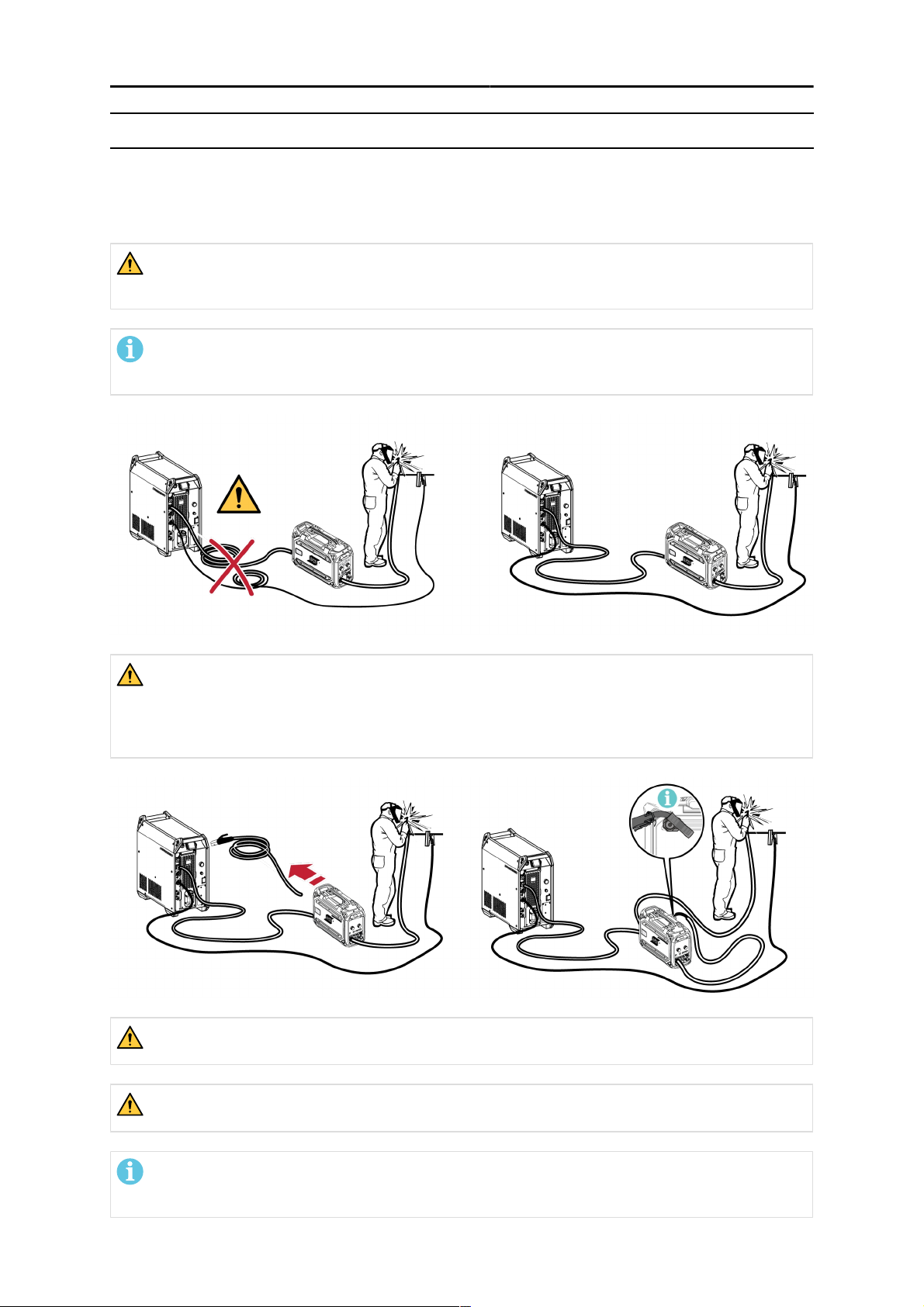
• Gli operatori devono adottare le procedure riportate di seguito per ridurre
al minimo l'esposizione ai campi elettromagnetici:
○ Portare i cavi da lavoro e l'elettrodo sullo stesso lato del corpo.
Se possibile, fissarli con del nastro. Non posizionarsi tra la
torcia e i cavi da lavoro. Non avvolgere mai la torcia o il cavo
da lavoro attorno al corpo. Tenere il più lontano possibile dal
corpo i cavi e il generatore di saldatura.
○ Collegare il cavo da lavoro al pezzo da saldare il più vicino
possibile all'area da saldare.
ESALAZIONI E GAS: possono nuocere alla salute
0463 773 001
• Tenere la testa lontano dalle esalazioni
• Eliminare le esalazioni e i gas dall'area in cui si respira e in generale
dall'area di lavoro, utilizzando sistemi di ventilazione o di aspirazione
presso l'arco o entrambi
RAGGI DELL'ARCO: possono causare lesioni agli occhi e ustioni
• Proteggere gli occhi e il corpo. Utilizzare l'apposito schermo per saldatura
e le lenti con filtro e indossare indumenti di protezione
• Proteggere le persone presenti mediante schermi o tende
- 7 -
© ESAB AB 2023

1 SICUREZZA
RUMORE: il rumore eccessivo può danneggiare l'udito
Proteggere le orecchie. Utilizzare le cuffie o altri dispositivi di protezione dell'udito.
PARTI MOBILI: possono provocare lesioni
• Tenere tutte le porte, i pannelli e i coperchi chiusi e fissati saldamente in
posizione. Se necessario, consentire solo al personale qualificato di
rimuovere i coperchi per gli interventi di manutenzione e la risoluzione dei
problemi. Reinstallare i pannelli o i coperchi e chiudere le porte quando
l'intervento di manutenzione è stato ultimato e prima di avviare il motore.
• Arrestare il motore prima di installare o collegare l'unità.
• Tenere mani, capelli, abiti ampi e attrezzi lontano dalle parti mobili.
PERICOLO D'INCENDIO
• Le scintille (gocce di saldatura) possono causare incendi. Accertarsi quindi
che nelle vicinanze non siano presenti materiali infiammabili
• Non utilizzare in contenitori chiusi.
SUPERFICIE CALDA: le parti possono provocare scottature
• Non toccare le parti a mani nude.
• Attendere il raffreddamento prima di toccare l'attrezzatura.
• Per maneggiare le parti calde, utilizzare dispositivi adatti e/o indossare
guanti isolanti per evitare scottature.
GUASTI: in caso di guasti richiedere l'assistenza di persone esperte.
PROTEGGERE SE STESSI E GLI ALTRI!
AVVISO!
Questo prodotto è destinato esclusivamente alla saldatura ad arco.
AVVISO!
L'apparecchiatura di Class A non è destinata all'uso in luoghi
residenziali in cui l'energia elettrica viene fornita dalla rete pubblica
di alimentazione a bassa tensione. A causa di disturbi sia condotti
che radiati, potrebbe essere difficile assicurare la compatibilità
elettromagnetica di apparecchiature di Class A in questi luoghi.
NOTA:
Lo smaltimento delle apparecchiature elettroniche deve
essere effettuato presso la struttura di riciclaggio.
In osservanza della direttiva europea 2012/19/CE sui rifiuti di
apparecchiature elettriche ed elettroniche e della relativa
attuazione nella legislazione nazionale, le apparecchiature
elettriche e/o elettroniche che giungono a fine vita operativa
devono essere smaltite presso una struttura di riciclaggio.
In quanto responsabile delle apparecchiature, è tenuto/a ad
informarsi sulle stazioni di raccolta autorizzate.
Per ulteriori informazioni contattare il rivenditore ESAB più vicino.
ESAB dispone di un vasto assortimento di accessori e dispositivi di protezione individuale
acquistabili. Per informazioni sull'ordinazione contattare il rivenditore ESAB di zona oppure
visitare il nostro sito Web.
0463 773 001
- 8 -
© ESAB AB 2023

2 INTRODUZIONE
2 INTRODUZIONE
2.1 Panoramica
I gruppi trainafilo RobustFeed Edge sono progettati per la saldatura MIG/MAG con Warrior Edge 500.
Il gruppo trainafilo viene fornito in diverse varianti (vedere l'appendice "NUMERI D'ORDINE").
Il gruppo trainafilo è sigillato e include un meccanismo di avanzamento filo a quattro rulli e i necessari
comandi elettronici.
Può essere utilizzato con una bobina del filo standard Ø 200 e Ø 300 mm o con Marathon PAC™ di
ESAB tramite un adattatore per alimentare il filo.
Il gruppo trainafilo può essere posizionato su un carrello, sospeso al di sopra della postazione di
lavoro o sul pavimento (in posizione verticale o orizzontale, con o senza rotelle).
Gli accessori di ESAB per il prodotto sono reperibili nel capitolo "ACCESSORI" del presente
manuale.
2.2 Dotazioni
RobustFeed Edge è fornito con:
• 2 schede di amministrazione
• 3 schede utente
• Rulli di azionamento:
○ 0,9/1,0mm (0,040poll.)
○ 1,2 mm (0,045 poll.)
• Guida filo: 0,6-1,6mm (0,023-1/16poll.)
• Manuale di istruzioni
• Guida rapida
0463 773 001
- 9 -
© ESAB AB 2023

3 DATI TECNICI
3 DATI TECNICI
ROBUSTFEED EDGE
Tensione di alimentazione 60VDC
Potenza richiesta 234 W
Corrente di alimentazione nominale I
Collegamento della torcia EURO, Tweco n.4
Velocità di avanzamento del filo 0,8 - 25,0 m/min (32 - 984 poll./min)
Diametro max. della bobina del filo 300 mm (12 poll.)
Peso:
RobustFeed Edge BX 16,8kg (37 lb.)
RobustFeed Edge CX 17,5 kg (38,6 lb.)
Peso massimo della bobina di filo 20kg (44lb.)
Dimensioni (l×p×a) 595 × 250 × 430 mm (23,4 × 9,8 × 16,9 poll.)
Temperatura di esercizio Da -20 a +55°C
Temperatura di trasporto e stoccaggio Da -40 a +80°C (da -40 a+176°F)
Gas di protezione Tutti i tipi sono indicati per la saldatura MIG/MAG
Gamma del flusso di gas per RobustFeed Edge
BX
Pressione del gas per RobustFeed Edge CX 3-5 bar (43-73 psi)
Refrigerante Refrigerante miscelato ESAB, pronto all'uso
Pressione massima del refrigerante 5 bar (73 psi)
1
3,9 A
5-35l/min (11-74 CFH)
Carico ammissibile
Ciclo di lavoro 60% 500 A
Tempo caldo di saldatura 100% 400 A
Grado di protezione IP54
Ciclo di lavoro
Il tempo caldo di saldatura indica il tempo, espresso in percentuale di un periodo di dieci minuti, per
cui è possibile saldare ad un certo carico senza causare sovraccarichi.
Classe di protezione
Il codice IPdefinisce la classe di protezione, vale a dire il grado di protezione dalla penetrazione di
corpi solidi o acqua.
L'apparecchiatura contrassegnata con l'indicazione IP54 è progettata per applicazioni al chiuso e
all'aperto. È protetta in tutte le direzioni contro l'accumulo di polvere e l'esposizione a schizzi e
gocciolamenti d'acqua.
0463 773 001
- 10 -
© ESAB AB 2023

4 INSTALLAZIONE
4 INSTALLAZIONE
L’installazione deve essere effettuata da un professionista.
ATTENZIONE!
Quando la saldatura viene effettuata in un ambiente particolarmente pericoloso dal punto di
vista elettrico, utilizzare solo generatori adeguati a tale ambiente. Tali generatori possono
essere identificati mediante il simbolo .
AVVISO!
Questo prodotto è destinato ad impieghi industriali. In ambito domestico esso può causare
interferenze radio. L'adozione di precauzioni adeguate è di responsabilità dell'utente.
4.1 Istruzioni per il sollevamento
AVVISO!
Rischio di schiacciamento durante il sollevamento del trainafilo. Non dimenticare di
proteggersi e di informare i presenti del rischio.
AVVISO!
Per evitare lesioni personali e/o danni alle apparecchiature, sollevare l'attrezzatura utilizzando
i metodi e i punti di fissaggio indicati di seguito.
0463 773 001
- 11 -
© ESAB AB 2023

4 INSTALLAZIONE
AVVISO!
Non appoggiare né fissare oggetti pesanti sul gruppo trainafilo quando lo si solleva. I punti di
sollevamento sono tarati per un peso totale massimo di 40 kg / 90 lb se sollevato nelle due
maniglie di sollevamento esterne superiori riportate nella figura in alto.
Il peso approvato di 40 kg / 90 lb include il gruppo trainafilo e gli accessori (il peso standard
del gruppo trainafilo è 17,5 kg /38,6 lb. Per tutti i pesi vedere il capitolo CARATTERISTICHE
TECNICHE).
0463 773 001
- 12 -
© ESAB AB 2023
5 FUNZIONAMENTO
5 FUNZIONAMENTO
Le norme generali di sicurezza per la movimentazione dell'apparecchio sono riportate nel
capitolo "SICUREZZA" del presente manuale. Leggerle attentamente prima di iniziare ad
utilizzare l'apparecchio!
ATTENZIONE!
Per evitare scosse elettriche, non toccare il filo dell'elettrodo o le parti in contatto con esso, né
il cavo o i collegamenti non isolati.
NOTA:
Durante gli spostamenti dell'apparecchio, utilizzare l'apposita maniglia per il trasporto. Non
tirare mai l'attrezzatura dalla torcia di saldatura.
ATTENZIONE!
Le unità trainafilo sono destinate soltanto all'uso con generatori in modalità MIG/MAG e MMA.
Se utilizzate in modalità MIG/MAG, il supporto MMA deve essere scollegato dal trainafilo e
l'OKC deve essere coperto. Se utilizzate in modalità MMA, la torcia MIG/MAG viene eccitata;
la torcia deve essere mantenuta nel supporto (se disponibile) o scollegata.
ATTENZIONE!
Assicurarsi che i pannelli laterali siano chiusi mentre l'apparecchio è in funzione.
ATTENZIONE!
Per evitare che la bobina scivoli via dal mozzo del freno, bloccarla serrando il dado del mozzo.
NOTA:
Sostituire il manicotto e il dado del mozzo del freno se sono usurati e se non si bloccano
correttamente.
0463 773 001
- 13 -
© ESAB AB 2023
5 FUNZIONAMENTO
AVVISO!
Prima di inserire il filo di saldatura, assicurarsi di aver rimosso bordi taglienti e bavature
dall'estremità del filo, per evitare che il filo resti impigliato nella guida della torcia.
ATTENZIONE!
Gli organi rotanti possono causare lesioni. Prestare la massima
attenzione.
ATTENZIONE!
Fissare l'apparecchio in modo sicuro soprattutto se il terreno è in pendenza o non è uniforme.
5.1 Valori di corrente massimi raccomandati per il
set di cavi di collegamento
A una temperatura ambiente di +25 °C e un ciclo di lavoro normale di 10 minuti:
Area cavi
50mm
70 mm
95mm
2
2
2
Ciclo di lavoro
100% 60%
290 320 0,35V / 100A
360 400 0,25V / 100A
430 500 0,19V / 100A
Perdita di
tensione/10m
A una temperatura ambiente di +40 °C e un ciclo di lavoro normale di 10 minuti:
Area cavi
50mm
70 mm
95mm
2
2
2
Ciclo di lavoro
100% 60%
250 280 0,37V / 100A
310 350 0,27V / 100A
370 430 0,20V / 100A
Perdita di
tensione/10m
Ciclo di lavoro
Il tempo caldo di saldatura indica il tempo, espresso in percentuale di un periodo di dieci minuti, per
cui è possibile saldare ad un certo carico senza causare sovraccarichi.
5.2 Regolatori di gas raccomandati
RobustFeed BX
La bombola del gas deve essere dotata di un regolatore di flusso. Il flusso richiesto deve essere
impostato sul regolatore di flusso per eseguire la saldatura.
RobustFeed CX
La bombola del gas deve essere dotata di un regolatore di pressione. Impostare il regolatore di
pressione nell'intervallo di 3-5 bar (43-73psi). La pressione non deve superare i 5 bar (73psi) e il
flusso deve essere regolato sul pannello di controllo interno.
0463 773 001
- 14 -
© ESAB AB 2023

5 FUNZIONAMENTO
5.3 Attacchi e dispositivi di controllo
1. Pannello di controllo esterno (vedere il capitolo
"PANNELLO DI CONTROLLO")
2. Attacco per il liquido di raffreddamento verso la
torcia di saldatura
3. Attacco per il liquido di raffreddamento dalla
torcia di saldatura
4. Attacco per il cavo del grilletto Tweco (solo in
combinazione con la torcia Tweco)
5. Attacco per la torcia di saldatura (tipo
EurooTweco)
6. Pannello di controllo interno (vedere il capitolo
"PANNELLO DI CONTROLLO")
7. Interruttore on-off riscaldatore/trainafilo 15. Porta USB
8. Adattatore di ingresso filo da utilizzare con
Marathon Pac™
ATTENZIONE!
Le porte laterali destra e sinistra del gruppo trainafilo devono essere chiuse e bloccate durante
le operazioni di saldatura e/o di avanzamento del filo. Non effettuare mai operazioni di
saldatura o di avanzamento del filo senza aver chiuso entrambe le porte.
9. Passacavo interconnessione per i cavi per
l'alimentatore
10. Attacco per la corrente di saldatura fornita
dall'alimentatore (OKC)
11. Attacco per il liquido di raffreddamento verso il
generatore
12. Attacco per il liquido di raffreddamento dal
generatore
13. Attacco per il gas di protezione
14. Attacco per il cavo di comando proveniente
dall'alimentatore
0463 773 001
- 15 -
© ESAB AB 2023

5 FUNZIONAMENTO
5.4 Collegamento del liquido di raffreddamento
ELP (ESAB Logic Pump)
Il gruppo di raffreddamento è dotato di un sistema di rilevamento chiamato ELP (ESAB Logic Pump)
che controlla che i tubi flessibili del refrigerante siano collegati. Quando viene collegata una torcia
raffreddata a liquido, si avvia il raffreddamento.
Quando si collega una torcia di saldatura raffreddata a liquido, l'interruttore dell'alimentazione elettrica
del generatore deve essere posizionato su OFF.
5.5 Interruttore on-off riscaldatore/trainafilo
Spia Descrizione Spia Descrizione
Trainafilo disattivato Trainafilo attivato
Calore attivato e saldatura
disattivata
La bobina viene riscaldata in modo
da mantenere asciutto il filo di
saldatura. Il riscaldamento
dell'area della bobina è
particolarmente utile in presenza di
umidità elevata o quando la
temperatura varia nel corso della
giornata.
Calore attivato e saldatura
attivata
5.6 Illuminazione all'interno del gruppo trainafilo
Il gruppo trainafilo è dotato di luci all'interno del cabinet.
1. La spia situata accanto al meccanismo dell'alimentatore si accende e si spegne
quando lo sportello viene aperto e chiuso rispettivamente.
2. La luce situata accanto alla bobina del filo si accende quando la portiera viene aperta
e la saldatura Live è in corso.
Si spegne automaticamente dopo l'interruzione della saldatura o la chiusura dello
sportello laterale.
5.7 Esportazione USB
La porta USB consente all'utente di esportare il report del registro degli errori e la versione software.
0463 773 001
- 16 -
© ESAB AB 2023
5 FUNZIONAMENTO
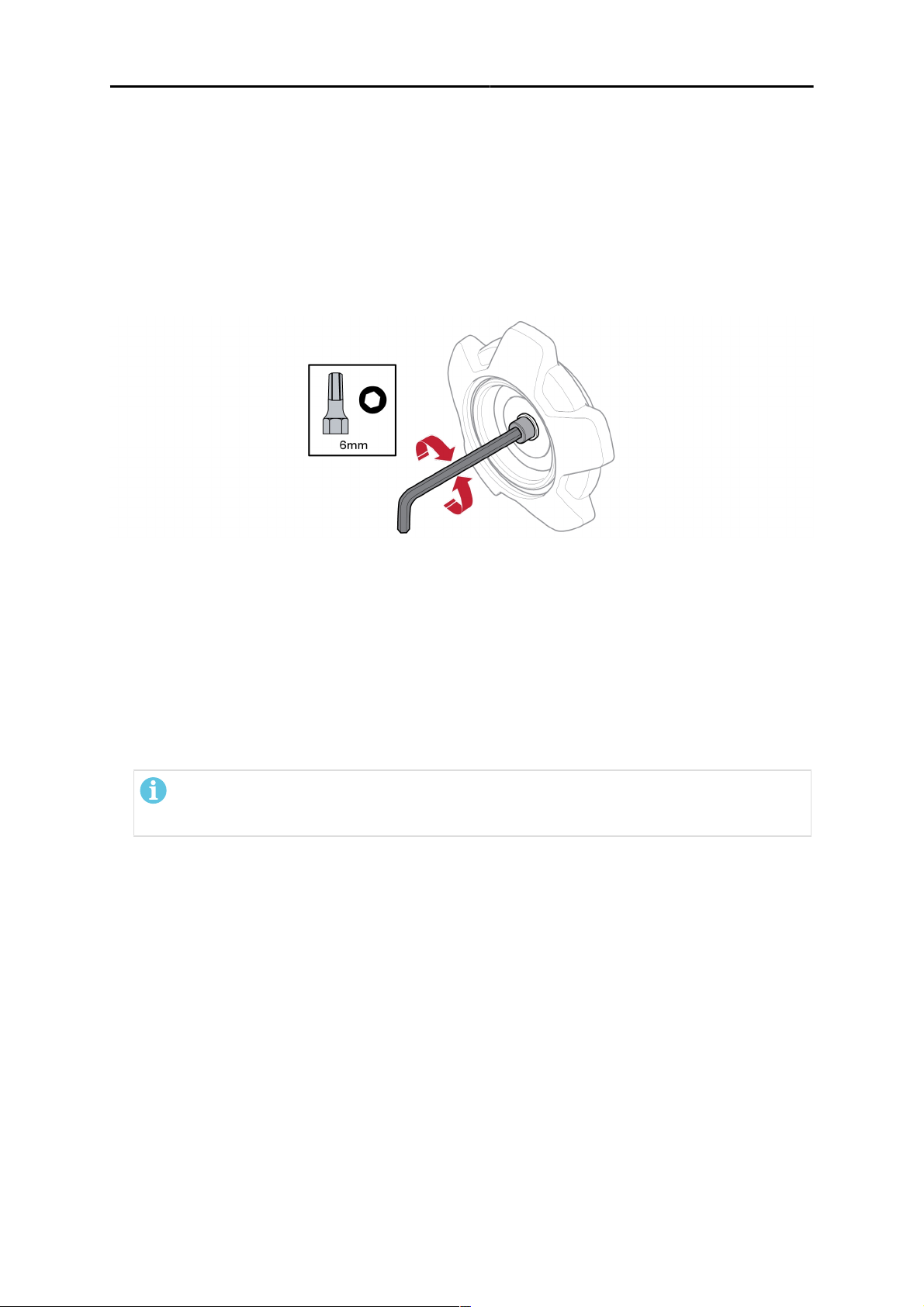
5.8 Freno della bobina
La forza del freno della bobina deve essere portata a un livello appena sufficiente a evitare
l'avanzamento eccessivo del filo. La forza del freno della bobina effettivamente necessaria dipende
dalla velocità di avanzamento del filo, nonché dalla dimensione e dal peso della bobina.
Non sovraccaricare il freno della bobina. Una forza eccessiva del freno può sovraccaricare il motore e
compromettere la saldatura.
La forza del freno della bobina si regola mediante la vite Allen esagonale da 6mm posta al centro del
dado del mozzo del freno.
5.9 Sostituzione e caricamento del filo
1) Aprire la porta sinistra del gruppo trainafilo.
2) Allentare e rimuovere il dado del mozzo del freno, quindi rimuovere la vecchia bobina di filo.
3) Inserire una nuova bobina di filo nel gruppo trainafilo e raddrizzare il nuovo filo di saldatura 10-20
cm. Limare dall'estremità del filo le eventuali bavature e gli spigoli vivi, prima di inserirlo nel
meccanismo trainafilo.
4) Bloccare la bobina di filo sul mozzo del freno, serrando il dado del mozzo.
5) Far passare il filo attraverso il meccanismo di avanzamento (seguendo l'illustrazione riportata
all'interno del gruppo trainafilo).
NOTA:
Sostituire il manicotto e il dado del mozzo del freno se sono usurati e se non si bloccano
correttamente.
6) Chiudere e bloccare la porta sinistra del gruppo trainafilo
5.10 Sostituzione dei rulli di trascinamento
Quando si cambia il tipo di filo, occorre sostituire i rulli di trascinamento con rulli adatti al nuovo tipo di
filo. Per informazioni sul rullo di trascinamento corretto in base al tipo e al diametro del filo, vedere
l'appendice COMPONENTI SOGGETTI A USURA (per suggerimenti su come accedere agevolmente
ai componenti soggetti a usura, vedere la sezione "Vano di stoccaggio dei componenti soggetti a
usura" di questo manuale).
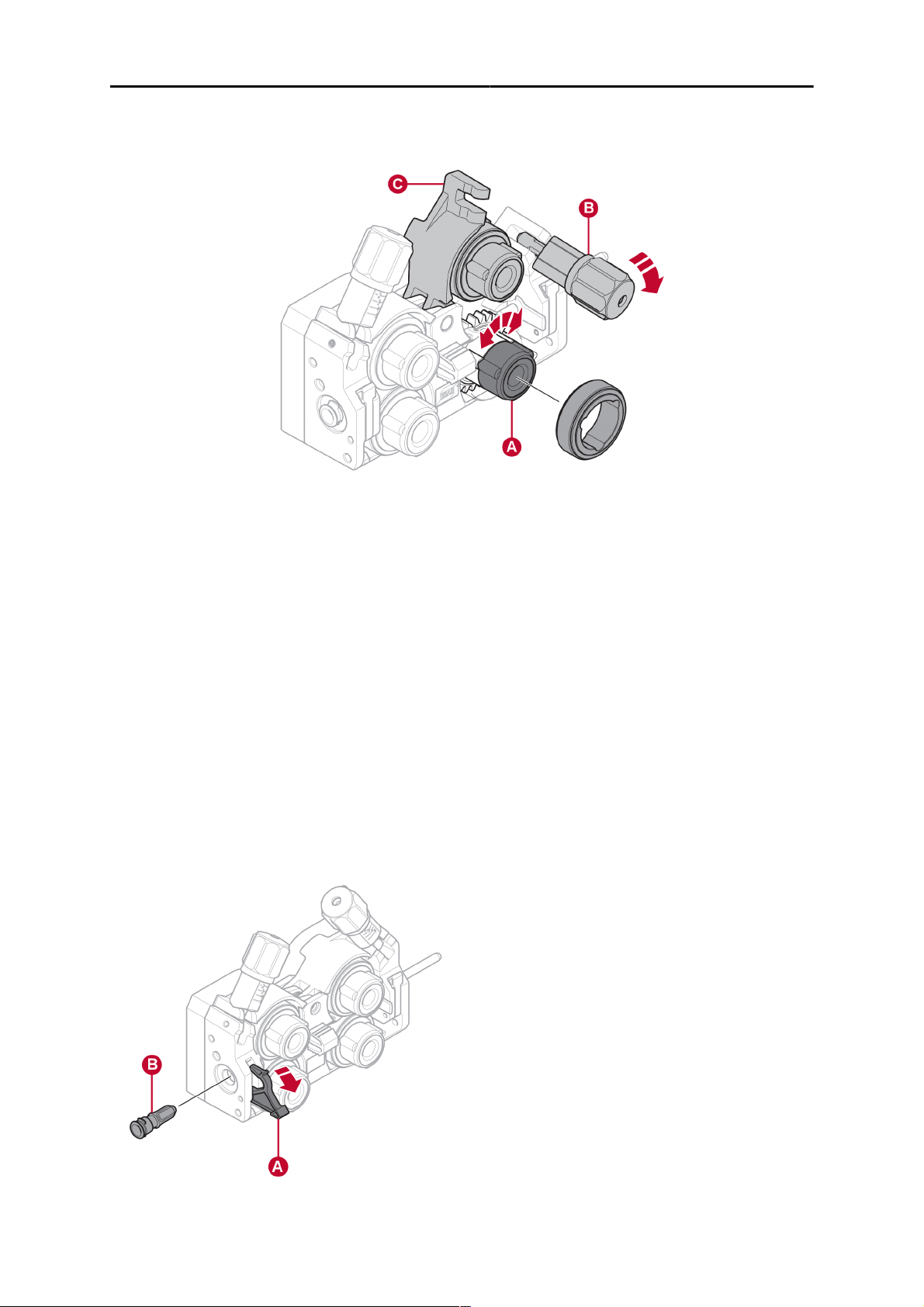
1) Aprire la porta sinistra del gruppo trainafilo.
2) Sbloccare i rulli di trascinamento da sostituire ruotando l'attacco rapido (A) di ogni rullo.
0463 773 001
- 17 -
© ESAB AB 2023
5 FUNZIONAMENTO
3) Allentare la pressione sui rulli di trascinamento ripiegando le unità tensionatore (B) verso il basso e
quindi rilasciando i bracci oscillanti (C).
4) Rimuovere i rulli di trascinamento e installare quelli corretti (in base all'appendice COMPONENTI
SOGGETTI A USURA).
5) Riapplicare la pressione sui rulli di trascinamento spingendo i bracci oscillanti (C) verso il basso e
fissandoli utilizzando le unità tensionatore (B).
6) Bloccare i rulli ruotando i relativi attacchi rapidi (A).
7) Chiudere e bloccare la porta sinistra del gruppo trainafilo.
5.11 Sostituzione delle guide del filo
Quando si cambia il tipo di filo, può essere necessario sostituire le guide del filo in base al nuovo tipo
di filo. Per informazioni sulle guide del filo corretto in base al tipo e al diametro del filo, vedere
l'appendice COMPONENTI SOGGETTI A USURA (per suggerimenti su come accedere agevolmente
ai componenti soggetti a usura, vedere la sezione "Vano di stoccaggio dei componenti soggetti a
usura" di questo manuale).
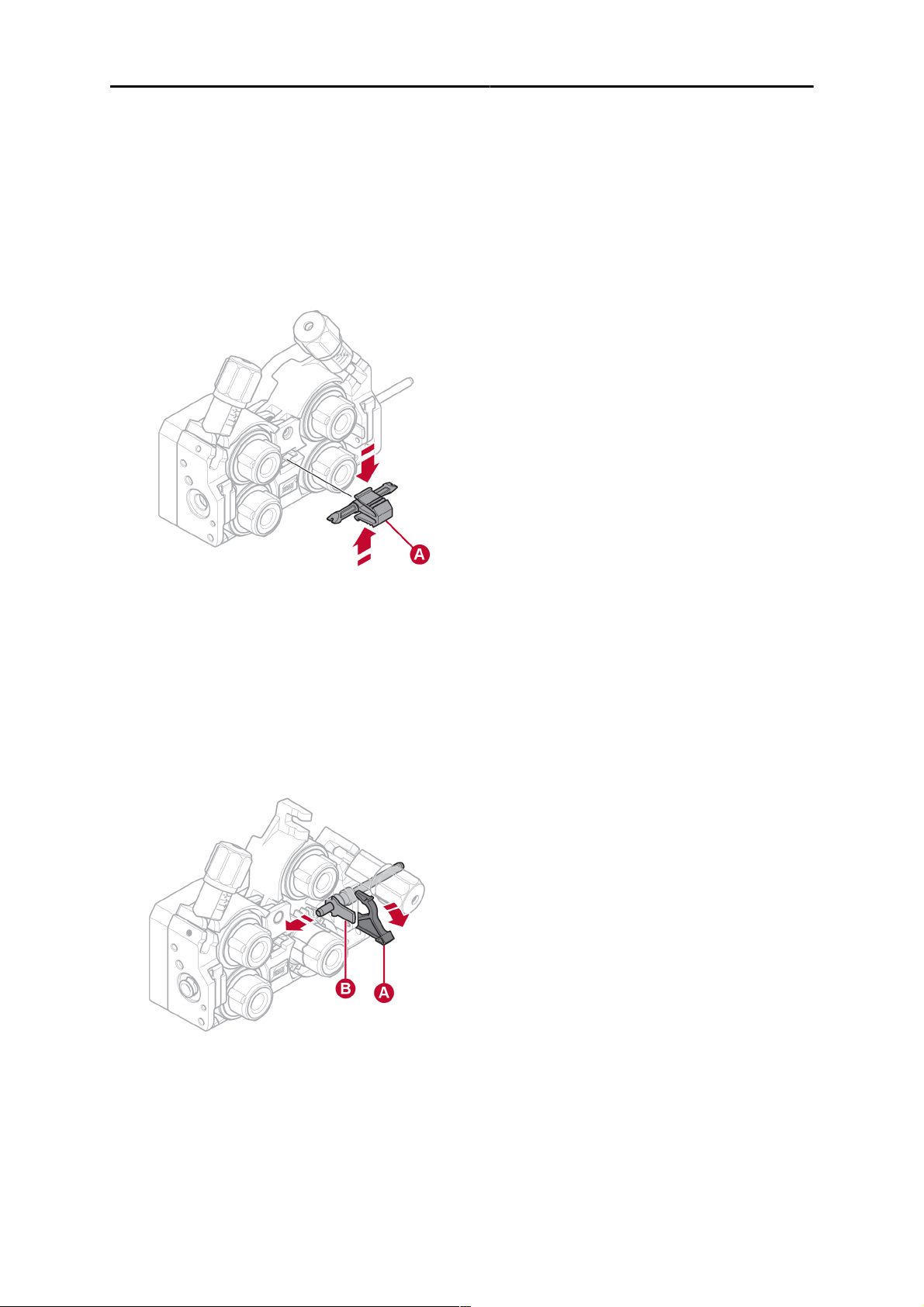
5.11.1 Guida del filo in ingresso
1) Sbloccare l'attacco rapido della guida del filo in ingresso (A) ripiegandolo verso fuori.
0463 773 001
- 18 -
© ESAB AB 2023
5 FUNZIONAMENTO
2) Rimuovere la guida del filo in ingresso (B).
3) Installare la guida del filo in ingresso corretta (in base all'appendice COMPONENTI SOGGETTI A
USURA).
4) Bloccare la nuova guida del filo in ingresso utilizzando il relativo attacco rapido(A).
5.11.2 Guida del filo intermedia
1) Applicare una leggera pressione sul fermo della guida del filo intermedia(A) ed estrarla.
2) Inserire il tipo di guida del filo corretto (in base all'appendice COMPONENTI SOGGETTI A
USURA). Il fermo blocca automaticamente la guida del filo quando si trova nella posizione corretta.
5.11.3 Guida del filo in uscita
1) Rimuovere il rullo di trascinamento inferiore destro (vedere la sezione "Sostituzione dei rulli di
trascinamento").
2) Rimuovere la guida del filo intermedia (vedere la sezione "Guida del filo intermedia").
3) Sbloccare l'attacco rapido della guida del filo in uscita(A) ripiegandolo verso fuori.
4) Rimuove la guida del filo in uscita(B).
5) Installare la guida del filo in uscita corretta (in base all'appendice COMPONENTI SOGGETTI A
USURA).
0463 773 001
- 19 -
© ESAB AB 2023

5 FUNZIONAMENTO
6) Bloccare la nuova guida del filo in uscita utilizzando il relativo attacco rapido(A).
7) Reinstallare la seconda coppia di rulli di trascinamento e riapplicare pressione ai rulli (vedere la
sezione "Sostituzione dei rulli di trascinamento").
5.12 Pressione dei rulli
La pressione dei rulli deve essere regolata separatamente su ogni unità tensionatore, a seconda del
materiale e del diametro del filo utilizzato.
Iniziare controllando che il filo scorra senza impedimenti attraverso la relativa guida. Quindi impostare
la pressione dei rulli di pressione del gruppo trainafilo. È importante che la pressione non sia troppo
elevata.
Figura A Figura B
Per verificare se la pressione di avanzamento impostata è corretta, far avanzare il filo verso un
oggetto isolato, ad es. un pezzo di legno.
Tenendo la torcia di saldatura a circa 5 mm dal pezzo di legno (figura A) i rulli di trascinamento
dovrebbero scorrere.
Tenendo la torcia di saldatura a circa 50 mm dal pezzo di legno, il filo dovrebbe avanzare e piegarsi
(figura B).
La tabella seguente offre linee guida riportando le impostazioni approssimative di pressione dei rulli in
condizioni standard con la forza del freno della bobina impostata adeguatamente. In caso di cavi della
torcia lunghi, sporchi o usurati, può essere necessario aumentare l'impostazione della pressione.
Controllare sempre l'impostazione della pressione dei rulli in ogni caso specifico facendo avanzare il
filo verso un oggetto isolato come descritto sopra. Una tabella che mostra le impostazioni
approssimative è inoltre disponibile all'interno della porta sinistra del gruppo trainafilo.
Materiale del
filo
Diametro del filo (pollici)
(mm)
Fe, Ss Unità
tensionatore 1
Unità
tensionatore 2
0,02
3
0,6
0,03
0,04
0,04
0,05
0
0
5
2
0,8
1,0
1,2
1,4
Impostazione della pressione
2,5
3-3,5
1/16
1,6
0,07
0
1,8
5/64
2,0
3/32
2,4
0463 773 001
Con
anima
Al Unità
Unità
tensionatore 1
Unità
tensionatore 2
tensionatore 1
Unità
tensionatore 2
- 20 -
2
2,5-3
1-1,5
2-3
© ESAB AB 2023
5 FUNZIONAMENTO
1. Unità tensionatore 1 2. Unità tensionatore 2
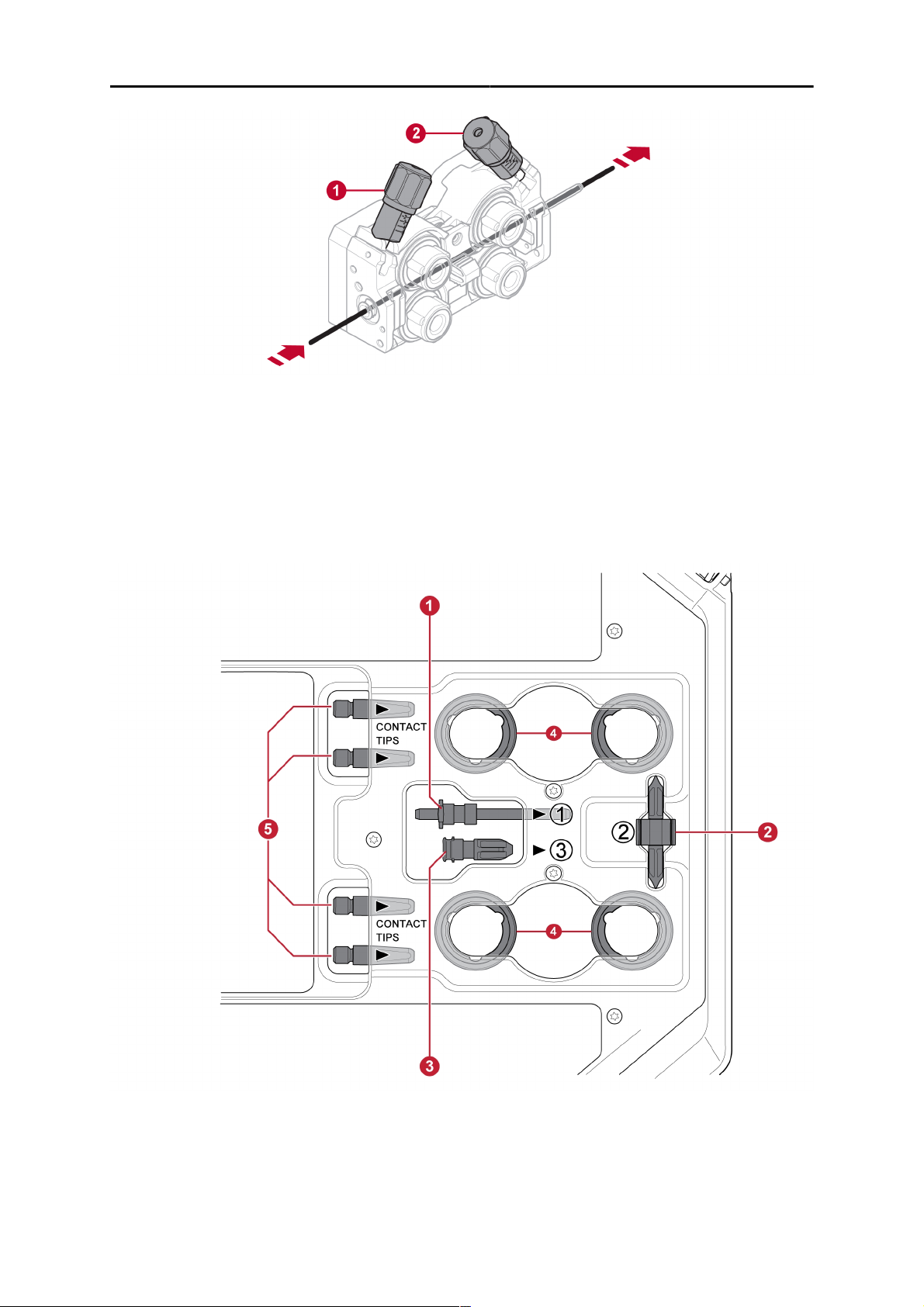
5.13 Vano di stoccaggio dei componenti soggetti a
usura
All'interno della porta sinistra del gruppo trainafilo è disponibile un vano per lo stoccaggio dei
componenti soggetti a usura, per consentire di accedere agevolmente a un set di scorta di rulli e di
guide del filo.
1. Guida del filo in ingresso 4. Rulli di trascinamento (×4 pezzi)
2. Guida del filo intermedia 5. Punte di contatto per la torcia di saldatura (×4
pezzi)
3. Guida del filo in uscita
0463 773 001
- 21 -
© ESAB AB 2023
 Loading...
Loading...