

ESAB Retrofit I/O Interface Robot S3 A350 - Aristo For ABB Instruction manual / Spare parts list (Replacement parts) / Installation manual [hu]

HU
Aristo
Retrofit I/O
Interface Robot S3 A350
AH 0736
Kezelési utasítások
Valid for serial no. 461-xxx-xxxx0461 125 001 HU 20120521

- 2 -

1 BIZTONSÁG 4.......................................................
2 BEVEZETÉS 6.......................................................
2.1 A berendezés 6.............................................................
3 MŰSZAKI ADATOK 6................................................
4 TELEPÍTÉS 6........................................................
4.1 Helyszín 7..................................................................
4.2 Utasítások a csatlakozás kialakításához 7......................................
5 ÜZEMELTETÉS 8....................................................
5.1 Bekötések és vezérlőeszközök 8..............................................
5.2 Funkcionális leírás 8.........................................................
6 KARBANTARTÁS 9..................................................
6.1 Ellenőrzés és tisztítás 9......................................................
6.2 Hibakeresés 9..............................................................
7 PÓTALKATRÉSZEK RENDELÉSE 10...................................
KAPCSOLÁSI RAJZ 14...................................................
RENDELÉSI SZÁM 16....................................................
TARTALÉKALKATRÉSZLISTA 18.........................................
TARTOZÉKOK 22........................................................
Fenntartjuk az elözetes bejelentés nélküli változtatás jogát.
TOCu
- 3 -

HU
1 BIZTONSÁG
Az ESAB hegesztőkészülék használói végső soron maguk felelnek azért, hogy bárki, aki a
berendezést használja, vagy annak közelében dolgozik, minden vonatkozó biztonsági
óvintézkedést betartson. A biztonsági óvintézkedéseknek meg kell felelniük az adott típusú
hegesztőkészülékre vonatkozó követelményeknek. A munkahelyen alkalmazandó szokásos
előírások mellett a következő ajánlásoknak kell eleget tenni:
Minden munkát szakképzett személynek kell végeznie, aki jól ismeri a hegesztőkészülék
működését. A hegesztőkészülék szabálytalan üzemeltetése veszélyhelyzetet teremthet, és a
készüléket üzemeltető sérülését, vagy a készülék meghibásodását eredményezheti.
1. Mindenkinek, aki a hegesztőkészüléket üzemelteti, tisztában kell lennie a következőkkel:
S a hegesztőkészülék működésével,
S a vészkapcsolók helyével,
S azok funkciójával,
S a vonatkozó biztonsági óvintézkedésekkel,
S a hegesztés menetével.
2. A készülék üzemeltetőjének biztosítania kell, hogy
S illetéktelen személy ne tartózkodjon a készülék hatósugarában, amikor azt beindítják,
S a hegesztőív közelében mindenki használja a védőeszközöket.
3. A munkahely legyen
S munkavégzésre alkalmas,
S huzatmentes,
4. Egyéni védőeszközök
S Mindig használja az ajánlott egyéni védőeszközöket, azaz a védőszemüveget, a
tűzálló védőruhát és a védőkesztyűket.
S Ne viseljenek laza ruhadarabokat, például sálat, vagy karkötőt, gyűrűt, stb., ami
beakadhat vagy égési sérülést okozhat.
5. Általános óvintézkedések
S Ellenőrizzük, hogy a visszavezető kábel csatlakozása rendben van-e.
S Nagyfeszültségű berendezésen csak szakképzett villanyszerelő dolgozhat.
S Jól látható jelöléssel ellátott, megfelelő tűzoltó készülék legyen kéznél.
S Üzemeltetés közben a készüléken nem végezhető olajozás és karbantartás.
VIGYÁZAT!
“Class A" osztályú berendezés nem használható lakókörnyezetben, ahol
a tápellátás a kisfeszültségű hálózaton keresztül biztosított. A vezetett,
valamint a sugárzott zavarás következtében ezeken a helyeken
potenciális nehézséget okozhat “Class A" osztályú berendezés
elektromágneses kompatibilitásának biztosítása.
br04d1u
VIGYÁZAT!
Figyelmesen olvassa el és ismerje meg a
használati útmutatót a hálózatra kapcsolás és a
használatbavétel előtt.
- 4 -
© ESAB AB 2006

HU
VIGYÁZAT!
Ez a termék kizárólag csak ívhegesztésre alkalmas.
FIGYELEM!
Ívhegesztés és vágás sérülésveszélyes lehet önre és környezetére. Legyen óvatos hegesztéskor
és vágáskor. Tartsa be a biztonsági előírásokat melyek a gyártó figyelmeztető szövegeire
épülnek.
ÁRAMÜTÉS - Halálos lehet
S Az előírásoknak megfelelően kösse be és földelje a berendezést.
S Ne nyúljon feszültség alatti részekhez vagy elektódákhoz csupasz kézzel vagy nedves
védőberendezéssel.
S Szigetelje el önmagát a földtől és a munkadarabtól.
S Biztosítson magának biztos munkahelyzetet.
FÜST ÉS GÁZ - Veszélyes lehet egészségére
S Tartsa távol arcát a füsttől.
S Szellőztessen és szivassa el a füstöt és gázt a munkakörnyezetből
ÍV - Megsértheti a szemet és égési sebet okozhat a bőrön
S Óvja a szemét és testét. Használjon szűrőbetétes hegesztő pajzsot és viseljen védőöltözetet.
S Védje a környezetét fallal vagy függönnyel.
TŰZVESZÉLY
S Szikra tüzet okozhat. Ezért távolítson el minden éghetőt a munkakörnyezetből.
ZAJ - Erős zaj hallási sérülést okozhat
S Védje a fülét. Használjon füldugót vagy más hallásvédőt.
S Figyelmeztesse a környezetben tartózkodókat a veszélyre.
HIBA ESETÉN - Forduljon szakemberhez
Olvassa el figyelmesen a használati utasítást a bekötés és használatvétel előtt
VÉDJE ÖNMAGÁT ÉS KÖRNYEZETÉT!
Az ESAB minden hegesztéshez szükséges védőeszközt és kiegészítőt kínál.
Az elektromos berendezéseket újrahasznosító létesítményben helyezze el!
Az elektromos és elektronikus berendezések hulladékairól szóló 2002/96/EK
irányelvre és annak a nemzeti jogszabályok szerinti végrehajtására tekintettel az
elektromos és/vagy elektronikus berendezéseket hasznos élettartamuk leteltével
újrahasznosító létesítményben kell elhelyezni.
Miután ön felel a berendezésért, az ön feladata, hogy tájékoztatást szerezzen a
jóváhagyott begyűjtőhelyekről.
További tájékoztatásért forduljon a legközelebbi ESAB forgalmazóhoz.
br04d1u
- 5 -
© ESAB AB 2006

HU
2 BEVEZETÉS
Az Aristot Retrofit I/O ellenőrzi és átalakítja az áramforrástól érkező és a
hegesztőrobothoz küldött CAN-busz jeleket; a csatolót a CAN-busz vezérlésű
áramforrásoknál használják, például Aristot U8 I/O-cal felszerelt AristoMig 400/500.
Az Aristot Retrofit I/O az analóg és digitális jeleket Fieldbus kommunikációs
jelekké (CAN) alakítja, a Fieldbus jeleket pedig digitális és analóg jelekké.
2.1 A berendezés
Az Aristot Retrofit I/O kezelési útmutatóval együtt szállítjuk.
3 MŰSZAKI ADATOK
Aristot Retrofit I/O - S3 A350 csatoló
Hálózati feszültség 42 V, 50-60 Hz
Hálózati feszültség 2. (a robottól) 24 V DC (egyenáram)
Biztosíték 1 A
Külső áramforrással felszerelt robot +/− 15 V a robothoz
Robotcsatlakozás 48 tűs csatlakozó
Üzemi hőmérséklet -10-től +40oC-ig
Tömeg 6,1 kg
Befoglaló méretek (hossz x szélesség x
magasság)
Érintésvédelmi osztály IP23
A burkolat osztályba sorolása
Az IP-kód a burkolat osztályba sorolását adja meg, vagyis a szilárd testek, illetve a víz behatolása
elleni védelmet. A berendezés IP23 védettségű, egyaránt alkalmas bel- és kültéri használatra.
365 x 351 x 110 mm
4 TELEPÍTÉS
A gép bekötését csak szakember végezheti.
VIGYÁZAT!
Ez a termék ipari használatra készült. Lakásban és irodai környezetben rádiófrekvenciás
vételi zavart okozhat. Az üzemeltető kötelessége, hogy megtegye a megfelelő
óvintézkedéseket.
br04d1u
FIGYELEM!
Elektromos áram okozta jelentős veszélyt rejtő környezetben végzett hegesztés
esetén csak az ilyen környezetben használatra szánt áramforrás alkalmazható. Az
ilyen áramforrásokon a szimbólum látható.
- 6 -
© ESAB AB 2006

HU
4.1 Helyszín
Az Aristot Retrofit I/O az áramforrás fölé telepítik. Távolítsa el az áramforrásról a
gumi burkolólemezt (C), majd csúsztassa be a csatlakozó doboz (A) karimáját az
áramforrás oldalsó profiljai (B) közé; lásd az alábbi illusztrációt.
FONTOS! Húzza meg a 3 csavart a csatlakozó doboz elején, hogy elégséges legyen
az elektromos csatlakozás létrejöttéhez. Ellenőrizze, hogy létrejött-e az elektromos
csatlakozás.
4.2 Utasítások a csatlakozás kialakításához
AH 0738
Az áramforrásra / huzalelőtoló egységre vonatkozó teljes utasításkészlet külön használati
útmutatókban áll rendelkezésre.
br04d1u
- 7 -
© ESAB AB 2006
HU
5 ÜZEMELTETÉS
A berendezés kezelésére vonatkozó általános biztonsági előírások a 4. ol
daltól olvashatók. Mielőtt beüzemelné a berendezést, olvassa végig!
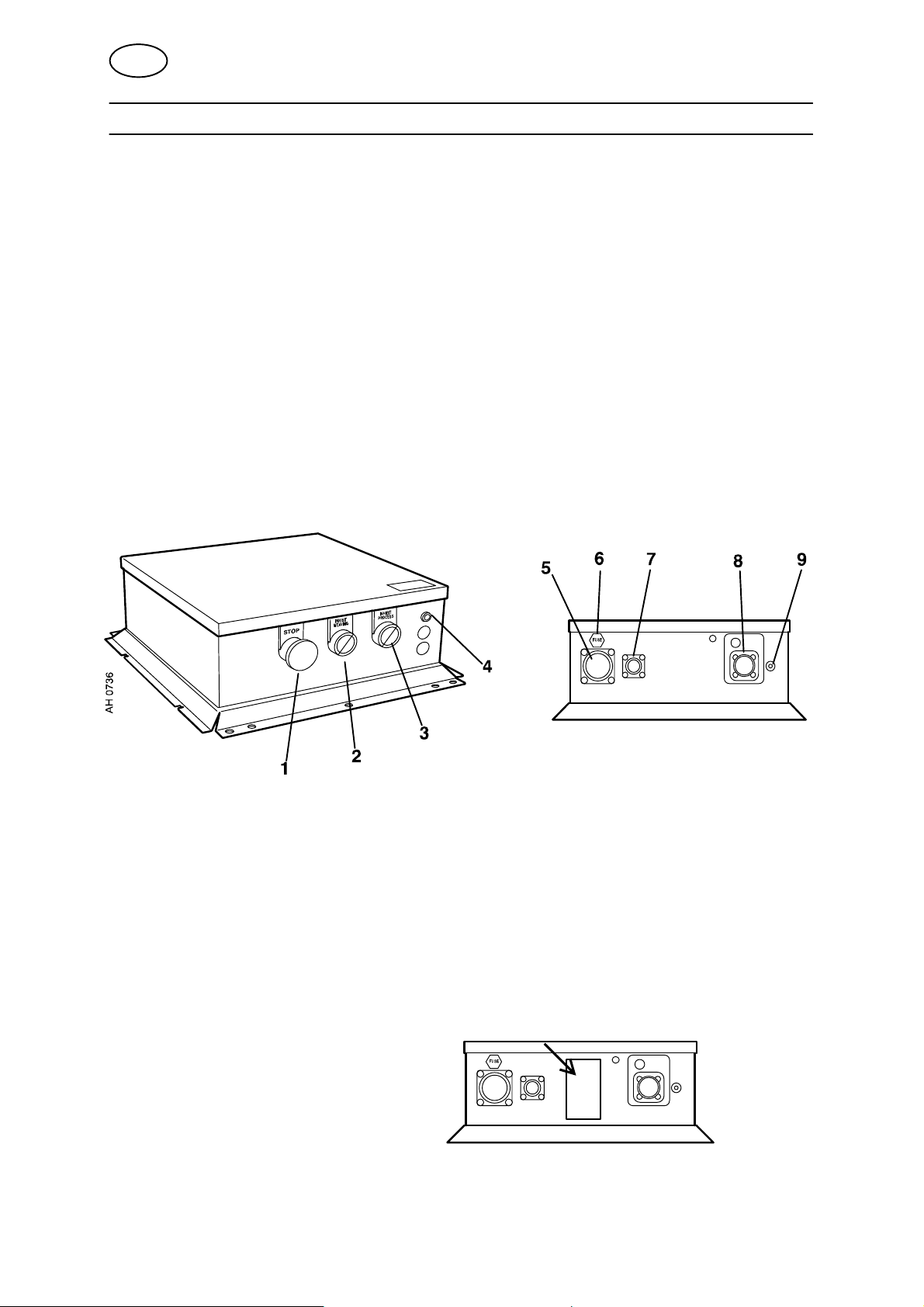
5.1 Bekötések és vezérlőeszközök
1 Stop nyomógomb SÁRGA 6 Biztosíték / 1A 24 V DC (egyenáram) a
robottól
2 Ingatás tiltása, SÁRGA nyomógomb 7 Külön berendezés csatlakoztatása (zsírzás
/ tisztítás ) 8 tűs csatlakozó
3 Folyamat tiltása (hegesztési folyamat
futtatása), SÁRGA nyomógomb
4 Jelzőlámpa (FEHÉR), a robottól jövő
áramellátás
5 Csatlakozás a robot hegesztőpisztolytól
jövő/a hegesztőpisztolyhoz továbbított jelek
számára (48 tűs csatlakozó)
8 Az áramforrástól jövő üzemeltető kábel
csatlakoztatása (12 tűs CAN-busz)
9 Csatlakozás (negatív) az ívfeszültség
érzékeléséhez (1 tűs csatlakozódugó)
5.2 Funkcionális leírás
Az Aristot Retrofit I/O a robot szekrényéhez és az áramforráshoz csatlakozik.
Amikor a csatolódoboz a 0740 416 880 vagy magasabb azonosítószámú
Aristot U8 I/O-cal felszerelt AristoMig 400-hoz, vagy az AristoMig 500-hoz
csatlakozik
Az adattábla a
csatolódoboz hátsó oldalán található.
br04d1u
- 8 -
© ESAB AB 2006

HU
AH 0736
A gomb '2d Stop
A gombbal leállítható a robot és a hegesztési folyamat.
B gomb '2d A robot programját ingatás nélkül futtatja.
Ha megnyomják, az INHIBIT WEAVING (ingatás tiltása) gomb tiltja az ingatást a
robot programjában (sárgán világít). A robot programja futtatható ingatás nélkül, és
ingatással.
C gomb '2d Hegesztési folyamat nélkül futtatja a robot programját.
Ha megnyomják, az INHIBIT PROCESS (folyamat tiltása) gomb leállítja a hegesztési
folyamatot (sárgán világít). Hegesztés nélkül futtatható a robot programja és
tesztelhető a mozgásminta.
6 KARBANTARTÁS
A rendszeres karbantartás fontos a biztonságos és megbízható működéshez.
VIGYÁZAT!
A szállító minden garanciális kötelezettsége megszűnik, ha a vevő kísérletet tesz arra,
hogy bármilyen hibát saját maga javítson ki a garanciális időszak alatt.
6.1 Ellenőrzés és tisztítás
Rendszeresen ellenőrizni kell, hogy a csatlakozó doboz rá legyen kötve az
áramforrásra és a bekötések megfelelően, és ne hibásan legyenek kialakítva.
6.2 Hibakeresés
S A készülék elején kialudt a (fehér) jelzőlámpa? Ellenőrizze hogy a biztosíték ép
legyen.
S Ellenőrizze, hogy a vezetékek helyesen illeszkedjenek a csatlakozásokba.
Az áramforrásra / huzalelőtoló egységre és a vezérlőpanelre vonatkozó teljes utasításkészlet külön
használati útmutatókban áll rendelkezésre.
br04d1u
- 9 -
© ESAB AB 2006

HU
7 PÓTALKATRÉSZEK RENDELÉSE
A AristoRRetrofit I/O kialakítása és tesztelése az 60974- 1 és az 60974- 10 nemzetközi
és európai szabványok szerinti. A szervizelést vagy javítást végző szerviz feladata
annak ellenőrzése, hogy a termék még megfelel-e a felsorolt szabványoknak.
Pótalkatrészek rendelhetők a legközelebbi ESAB forgalmazótól. Lásd e kiadvány
legutolsó oldalát.
* * *
MEGJEGYZÉS! A 8. FUNCTION DESCRIPTION OF I/O SIGNALS c. füzet csak
angol nyelven áll rendelkezésre, és elsősorban a csatlakozó doboz integrátora és
telepítője számára készült az 11.
br04d1u
- 10 -
© ESAB AB 2006

FUNCTION DESCRIPTION OF I/O SIGNALS
The Retrofit I/O is the interface between the welding robot and the welding
equipment. The Retrofit I/O converts the robot's I/O signals to field bus signals to the
welding equipment. The Retrofit I/O also converts the field bus signals from the
welding equipment to I/O signals to the welding robot.
Configuration of the I/O--version (U8 I/O)
With the service function 38 in the U8 I/O unit you can activate or deactivate the
different blocks of I/O's.
For more information, please read the Service manual for U8.
Input data I/O signal from control equipment (robot) to the welding
equipment
Welding start
The signal starts the welding process but before the welding process starts the quick
stop and stop signals are checked to ensure that they are not active.
Stop
The signal shuts off the robot and the welding process.
Quick stop
The signal stops the equipment if it is active in the welding process, it carries out a
normal stop without crater filling. The function is used when a quick stop is required
but it gives a normal burnback time to prevent the wire sticking in the weld pool. The
signal also blocks the start command.
Wire inching
Used when one wants to feed wire without welding voltage.
The signal starts the wire feed without the welding voltage being activated. The wire
feed unit feeds wire at the set speed. If the signal is active during the welding
process, the command is ignored.
If both welding and wire inching are activated at the same time the equipment will
ignore the wire inching command and start the welding process.
Gas flushing
Gas flushing is used when measuring the gas flow or to flush any air or moisture
from the gas hoses before welding starts. Gas flushing is carried out without voltage
or wire feed occurring.
Welding start always activates the gas valve even if the manual gas command is
given. In the same way the gas valve for gas post flow is always closed if it is not
closed already.
Gas flushing operates parallel to the functions gas pre-flow and gas post-flow. To
control the welding gas from the robot, set the gas pre-flow to minimum and the gas
post-flow to maximum, and then control the welding gas using the gas flushing
functions.
br04func
- 11 -

Spatter cleaning
The signal controls the valve for air cleaning welding spatter.
Touch Sense Response
This command is used by the robot to sense where the wire is.
When the function is active, the power source will give out current limited idle voltage
to see if the wire is in contact with the workpiece. On contact, the output signal
"Touch Sense Response" is activated.
Active analog
The signal is used to switch between the analog and digital remote modes.
Analogue active allows analog control of the welding parameters, voltage, arc
voltage and the wire feed speed.
NOTE! On Retrofit I/O the function is always activated.
If the welding method SuperPulse is to be used, the "analog active" signal must be
deactivated.
When the analogue method is activated the power source will not use the preset
values for wire feed speed and voltage when new welding data is selected. When
"analog active" is activated the robot controls arc voltage and wire feed speed using
analog signals.
With the analog active signal deactivated, welding data is exchanged with preset
welding data such as voltage, wire feed speed to fixed set welding parameters. The
pre-programmed welding data (schedules) is requested from the U8 I/O welding data
memory.
Welding data
With the signals memory 1, 2, 4, 8, one accesses saved welding data (schedules) in
U8 I/O.
The binary coded combinations of these signals can be used to recall the memories
1--15 in the Aristo U8 I/O memory bank.
A complete set of welding data includes all settings that can be made in U8 I/O, see
the instruction manual for U8.
Voltage reference
This signal is used by the robot for analog control of the welding voltage if analog
active is selected. It stretches from 0--10V and corresponds to welding voltage
socket as follows.
0V reference gives a deviation on the selected arc voltage of -10V
10V reference gives a deviation on the selected arc voltage of +10V
If the machine is in non-synergy mode, the equipment will use the appreciated value.
0V reference gives arc voltage 8V
10V reference gives arc voltage 60V
br04func
- 12 -

Wire feed speed reference signal
The signal is used by the robot to make analog adjustments to the wire feed speed.
The internal solution is 0.1 m/min.
Input voltage
0 V: Mini. value for wire feed (normally 0.8 m/min) (RoboFeed)
10 V: Max. value for wire feed (normally 25 m /min)
Output I/O signal from welding equipment to control equipment
Arc Acknowledge
The signal is activated after established welding start if the voltage and current
strength lie within weldable limits. The signal disappears if welding cannot be
established.
The criterion for establishing a welding arc is that the process control has passed the
start- procedure, which means that there it not sufficient with only a short circuit to
meet the criteria. Normal delay from the first contact, which is acknowledged by the
welding arc (wire feed time for this that the first contact is established ) is in the
interval 2 to 20 ms. If there is a poor start to the welding arc the "Arc acknowledge" is
further delayed.
Touch Sense Response
This signal indicates contact in the welding circuit, i.e. that the wire is in contact with
the workpiece. To obtain "touch sense response" the "touch sense" input signal must
be activated.
Collision robot (AntiCollisionDetect)
The signal comes via the internal CAN bus from the feeding mechanism
(RoboFeed). The signal indicates that the robot's breaker has activated. The
interface activates a relay which breaks two safety loops from the robot, at which the
robot orders a quick stop of both robot and the welding equipment.
The output is high when the welding gun breaker is tripped (the signal is sent to the
robot).
Machine faults
The signal is low when an error has been detected in the welding equipment.
br04func
- 13 -

Kapcsolási rajz
A
XP01
A
B K L E F
141040
142020
4 3 1
C1
Extern Negative Arcvoltage
Lubrication Cleaning
W1 47x
Lubrication Finish
XS01
0VR
24VR
144404041
019
XS02
D
E
A C B
114211
222
C G
162
5
R2
F m G X yYZ E D k j b a
XP03
224
223
2B Em.stop
Lubrication
221
245455051
2A Em.stop
1B Em.stop
246606061
247707071
1A Em.stop
248808081
Inhibit Weaving
Inhibit Process
294909902
2106101003
R1
Safety Switch
Safety Switch
Safety Switch
024
023
026
3
Safety Switch
025
5
X4
1 2 3 4
CAN HIGH
CAN LOW
ST1
273303031
5 6 7 8 9 1011
0V
711113
612
4X53 5 6 7 8 9 10 11 12
021
HL1
X1
1
3
5
SW2
121
032
HL2
HL3
X1
X1
034
033
13
13
SW3
132
123
br04 diag
Interface Box
- 14 -
© ESAB AB 2006

Robot ABB S3
Safety
Switch
025
Em.Stop From Robot
+15V Supply To Robot
-15V Supply to Robot
Wire Feed Reference
0 V Supply to Robot
Voltage reference
Weld eq.ready-SurmAlarm to Robot Inp.6
Sensor input 2Surf.stepdetect Inp.238
Current Sensor Inp.7
(Memory2) Outp.18
(Memory8) Outp.6
(Memory1) Outp.17
(Memory4) Outp.5
Searce SensorActive Outp.19
Spatter Cleaning O.10
Run Outp.11
Manual Wire FeederOutp.8
P.Source On/Off Outp7
Gas On/Off Outp.9
n h g i f e A T B J H V U W X N LMK c d aa
111
012703
014502
015405
016301
104304
105205
1061001
0011808
0021704
0031607
022
154
2121215
2131315
R1
A1
R2
A1
101603
102505
103401
1 2 3 4 5 6
J1
1
J2
0041503
2 3 456 789 10 11 12 13 141516 17 18 1
0081101
3
R2
011807
201
414
J4
5
6
J5
1234
18 17 16 15 14 13 12 11 10 9 876 5 4 3 2 1J62
12 1314 15
Com 0V
KL9010
Com 0V
Wire 0-10V
Voltage 0-10V
24VR
0VR
24VR
314
0VR
Collision Detect
815
Tourch Sense R.
Machine Error=0V
Arc Acknowledge
Memory 8
Memory 4
Memory 2
Memory 1
Reserve
Wire Feeder
Reserve
Tourche Sense
Reserv
Analog Active
Air Purque
Quick Stop
Inching
Reverse Wire
12 56374812 56374814 58327653 17
Weld On
Gas Purge
244
24V Supply From Robot
0V Supply From Robot
Shield
017200
218
A1
FU1
1A
018124240
2
J3
1
1200
1124
0V
24VR
24V
0VR
AP1
BK5151
KL3062
700
KL2134
KL1408_2
KL1408_1
0V 24V
100
327
100
240
CAN HIGH
CAN LOW
AP3
TC1
A5
-15VA30VA2+15V
19Vac
19Vac
D1 D2 D4 D6 D5
060
070
080
6 7 8 9 10
2 4
42VAC
19Vac
090
C20VC1
110
24V
W BK5151/XP01
19VAC
0V
4 3 1
br04 diag
- 15 -
© ESAB AB 2006

Retrofit I/O Interface Robot S3 A350
Rendelési szám
AH 0736
Ordering no. Denomination Type Notes
0461 090 881 AristoÒ Retrofit I/O Interface S3 A350 For ABB
0461 125 001 Instruction manual
AristoÒ Retrofit I/O Interface S3 A350
br04 order
- 16 -
© ESAB AB 2006

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 17 -

Retrofit I/O Interface Robot S3 A350
Tartalékalkatrészlista
Item Qty Ordering no. Denomination Notes
101 1 - Cover
102 1 - Gable back 48p 1x12p
103 2 0452 116 004 Relay 2VX 24VDC
104 2 0452 116 008 Socket
105 1 0368 544 002 Sleeve socket 8-pol.
106 1 0368 543 008 Panel plug 48-pol
107 1 0458 681 891 Cable D-sub compl.
108 1 0467 911 884 Capacitor
109 1 0456 686 880 Clamp
110 1 0368 543 003 Burndy plug M/C Mount 12 way
- 50 0323 945 004 Contact pins (W) Min. 50 pcs
111 1 0457 799 001 Screen plate
112 1 0457 800 001 Insulation
113 1 0366 285 001 Protection cap 12-pol
114 1 0193701 001 Fuse holder knob
115 1 - Fuse 1A Slow fuse 230V
116 1 0193 701 002 Fuse holder
117 1 - Chassi S3 A350
118 1 - Adapter plate S3 A350
119 1 - Gable front. S3 A350
1 0192 576 003 Lamp 24V White
120 1 - Sign “STOP”
121 3 - Sign bracket
122 1 - Stop buttom Baco
123 2 - Contact block 14A/230 VAC (Stop buttom)
124 2 - Push buttom switch
125 1 - Sign “Inhibit Process”
126 1 - Sign “Inhibit Weawing”
127 1 - Lamp 24 VDC Baco
128 2 - Bracket
129 2 - Contact block 14A/230 VAC
20 0194 179 327 Screw MRT Ground-cutter M5x12 - Min. 50 pcs
SPARE PARTS SET
Item Ordering no. Denomination Notes
Kit 1 0443 740 881 Stop buttom kit Includes items: 120, 121, 122 and 123
Kit 2 0443 740 880 Push buttom kit Includes items: 121, 124, 125, 126, 127, 128 and 129
br04sp1
- 18 -
© ESAB AB 2006

Retrofit I/O Interface Robot S3 A350
br04sp1
- 19 -
© ESAB AB 2006

Retrofit I/O Interface Robot S3 A350
Item Qty Ordering no. Denomination Notes
MOUNTING PLATE
201 1 - Mounting plate
202 1 0194 204 001 Terminal Bud coupler BK5151
203 2 0194 205 001 Terminal Digital input KL1408
204 1 0194 205 002 Terminal Digitial output KL2134
205 1 0194 205 003 Terminal Analog input KL3062
206 1 0194 205 004 Terminal Bus End KL9010
207 1 - Screw, MRT Ground-cutter M5x12
208 1 - Flat pin 6.3 x 0.8 M6
209 1 0487 427 880 Printed Circuit Board
210 1 0319 828 003 Transformer WFU
211 1 - Circuit Card holder 6.3 mm
212 1 0487 385 880 Printed Circuit Board TIG
213 2 - Quick-Act lock nut B6
br04sp2
- 20 -
© ESAB AB 2006

Retrofit I/O Interface Robot S3 A350
br04sp2
- 21 -
© ESAB AB 2006

Retrofit I/O Interface Robot S3 A350
Tartozékok
Aristot U8 I/O .......................... 0456 290 991
Extension cable CAN 4 pole - 12 pole
5 m.....................................
10 m....................................
0456 280 881
0456 280 882
Control cable Retrofit I/O Interface - Power
source .................................
Note:
Standard delivery with the Aristot Retrofit I/O
0456 527 891
br04a1a
- 22 -
© ESAB AB 2006

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 23 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...